
軽量、高張力、および高引裂強度を有する複合不織布
不織布の製造方法であって、外部繊維成分と内部繊維成分とを含む一組の複合繊維を紡糸する工程を含んでいる。外部繊維は、前記内部繊維を包み、内部繊維よりも高い破断伸び値と内部繊維成分よりも低い溶融温度とを有する。一組の複合繊維は、ウエブ上に配置され、不織物を製造するために熱結合される。

【発明の詳細な説明】
【技術分野】
【0001】
ここに開示される主題は、一般的に、高張力および高引裂特性が望まれる用途、例えば、屋外用布地、ハウスラップ、テント、可動式天幕、パラシュートなどに用いられる不織布に関する。さらに具体的には、この主題は、異なる溶融温度を有する複合スパンボンド繊維であって、第1の成分が第2の成分を包むマトリックスをなすように処理される複合スパンボンド繊維を用いることによって、高強度の耐久性不織布およびそれらの不織布から製造される高い耐摩耗性を有する製品を製造する方法に関する。
【背景技術】
【0002】
不織布または不織ウエブは、織布におけるような規則正しい配列または特定可能な配列を有せずに互いに重ねられる個々の繊維または糸の構造を有する。不織布または不織ウエブは、メルトブロー方式、スパンボンド方式、およびエアレイ方式を含む多くの方法によって製造されてきた。布の目付は、通常、g/m2の単位で表される。
【0003】
スパンボンド不織布は、多くの用途で用いられ、北米において製造されまたは使用される不織布製品の大半を占めている。これらの用途の殆ど全てが、軽量の使い捨て布を必要としている。従って、殆どのスパンボンド布は、一般的に最小の結合強度しか必要としない単一の使用に適するように設計されると共に、意図される用途において十分な特性を有するように設計されている。スパンボンドは、繊維、フィラメントを押出し、冷却し、延伸し、次いで、移動ベルト上に補集し、布を形成するプロセスを指す。このように補集されたウエブのフィラメントは結合されていない。布を形成するには、フィラメントを互いに熱的、機械的、または化学的に結合しなければならない。熱結合(サーマルボンディング)は、布を形成する最も効率的、かつ経済的な手段である。流体交絡は、それほど効率的ではないが、熱結合された布と比較して、はるかに柔軟で、かつ本来的に強靭な布をもたらす。熱結合は、不織布業界において、最も広く用いられている結合技術の1つである。熱結合は、スパンボンド、メルトブロー、エアレイ、およびウエットレイなどの製造方式において、カードウエブ形成技術と共に広く用いられている。製造コストを削減しながら、ウエブ形成プロセス、結合プロセス、および所望の最終用途特性を得るための供給繊維の特性を最適化する試みに著しい努力が払われてきた。製造コストを削減する1つの方法は、プロセスを早めることによって、同一機械によってより多くの不織布を製造することである。満足な結合部は、ある温度までは、高温になるほど速く得られるが、ある温度以上では、満足な結合部が得られないことが見出されている。このことを「結合温度が高くなると、結合ウインドウが閉じる」と表現する場合がある。所定のプロセス速度におけるこの処理ウインドウは、許容できる特性を有する不織布を製造する最大プロセス温度と最小プロセス温度とによって確定される。換言すれば、プロセスを早くしようとすればする程、最大プロセス温度と最小プロセス温度との差が小さくなり、ついには1つの温度になり、さらに早い速度では、結合温度にかかわらず、適切な不織布を製造することができない、すなわち、処理ウインドウが閉じることが見出されている。
【0004】
加えて、近代繊維科学のこの100年間にわたって、他の構造因子が全て同じ場合、一般的に、より強靭な繊維を用いれば、より強靭な布地構造が得られと理解されている。これは、コード、ロープ、編物、および織物に当てはまる。加えて、溶融紡糸された繊維の場合、分子配向および結晶性を増大させると共に、適切な繊維形態を達成することによって、より強靭な繊維を作製することができる。これは、通常、紡糸速度を大きくし、冷却条件を変更し、延伸比を大きくし、繊維を張力下でアニーリングすることによって達成される。従って、ポイントボンド(point bond)によって熱結合された不織布が、高強度繊維を用いた場合により脆弱になり、その逆に、適度に脆弱な繊維を用いた場合に、より強靭になることは、予期されないことであった。
【0005】
不織布の強度に関する混乱の一部は、破損の態様が、結合状態と共に変化するという事実によると思われる。結合された布の強度は、ある程度まで、結合温度または結合時間と共に増大し、次いで、減少し始めることが観察されている。このピーク未満の結合状態では、破損は、結合の崩壊によって生じる。すなわち、結合が単純に分解する。このピークを超えると、破損は、結合部の周囲における繊維の破断によって生じる。後者の観察に対して、いくつかの説明がなされている。既になされている1つの説明は、破損が最も生じる結合部の周辺に応力集中が生じるというものである。これは真実を言い当てているように思われるが、応力集中の結合状態への依存度に対して満足な説明がなされていない。提案された他の破損メカニズムは、繊維がカレンダーロールで潰されることにより、結合点の縁が繊維を平坦にする結合縁において脆弱になるというものである。しかし、チダムバラム(Chidambaram).A、デービス(Davis).H、およびバトラ(Batra)S.K:「熱結合されたポリプロピレン繊維の強度損失」、国際不織布誌、2000年、9(3)27に示されるように、この因子は、強度損失のわずかな部分しか占めていない。さらに、結合強度は、この破損メカニズムの場合に予期し得るように結合圧力とは関連しない。このように、ポイントボンドによって熱結合された不織布の機械的破損メカニズムについての満足な説明は、今までなされていない。
【0006】
熱結合は、種々の方法によってなされる。エアスルー(thru-air)結合では、高温流体、例えば、熱空気が、強制的に予成形されたウエブに通流される。もし流体の温度が十分に高い場合、繊維は粘着性を帯び、互いに結合する。この場合、2本以上の繊維が接触する個所に結合部が生じる。赤外線結合、すなわち、IR結合の場合、赤外線によって加熱される。超音波結合では、超音波を加えることによって接触する繊維間に摩擦を生じ、それにより繊維が粘着性を帯び、結合する。ポイントボンドによる熱結合では、予成形された繊維ウエブが、加熱されたカレンダーロール間を通過する。これらのロールは、平滑であるか、または結合パターンを有するエンボス形状の周面を有する。均一な布は、均一な圧力、均一な温度、および均一なウエブ投入を必要とする。結合は、繊維が加熱されたロールと接触する個所でのみ生じる。従って、平滑カレンダーロールの場合、結合は、繊維が互いに交差する個所で生じ、エンボス形状のカレンダーロールの場合、結合は、主にロール周面の凸領域に生じる。これによって、「ポイント」結合または「スポット」結合が生じる。これらのプロセスの各々では、根本的な物理的過程は同一であって、繊維が加熱され、結合部が形成され、次いで、冷却される。
【0007】
ウエブは、結合の前に形成されなければならない。一般的に用いられるプロセスの例としては、紡糸(スパンボンド)、メルトブロー、ウエットレイ、エアレイ、およびカーディングが挙げられる。これらの各々は、異なる繊維配向分布関数(ODF)およびウエブ密度をもたらす。ウエブ構造と結合部が形成される効率、すなわち、結合効率との間に相互関係が存在することを認識することが重要である。平滑カレンダーロールを用いる最も簡単な場合、またはエアスルー結合では、最大の結合レベルは、ランダムな構造の時に生じる。何故なら、ランダムな構造では、繊維と繊維が交差する数が最も多くなるからである。従って、より配向された繊維構造ほど、結合部位の数がより少なくなる。ODFは、構造が機械的な破損を受ける態様にも大きい影響を及ぼす。破損は、種々のモードに追従するが、負荷がマシン方向(搬送方向)または交差方向と平行に加えられるとき、布は、その選択された繊維方向を横切って引裂かれ、破損する傾向を有している。それ以外の試験角度でも、破損は、繊維配向に沿った選択された方向のせん断に影響され易い。
【0008】
構造の強度は、結合温度と共に大きくなり、最大値に達し、次いで、繊維−結合部界面における繊維の過大結合および時期尚早な破損によって、急速に低下することが、一般的に観察される。しかし、結合温度とは無関係に、ウエブ構造に生じる変化およびウエブ構造内の微視的な変形は、繊維自体のODFによって促進され、従って、ODFが同一の場合、全ての構造に対して同様である。負荷−伸び実験において、構造の破損点は、結合過程の性質によって支配されるが、この点に至るまでの挙動は、構造(ODF)および結合パターンの異方性によって影響される。さらに、構造の剛性、すなわち、弾性係数、曲げ剛性、およびせん断係数は、結合温度と共に継続的に増加する。
【0009】
ウエブが形成されると、このウエブは、複数のカレンダーロールを通過し、これらのカレンダーロールによって結合される。ポイントボンドによる熱結合は、3段階、すなわち、1)ウエブの一部を圧縮し加熱する段階と、2)ウエブの一部を結合する段階と、(3)結合されたウエブを冷却する段階とを経てなされる。カレンダー結合では、結合圧力は、最小値を超えていれば、繊維の性能に殆ど、あるいは全く、影響を及ぼさないと考えられる。これは、とりわけ、繊維間の接触をもたらすために最小限のニップ圧しか必要しない薄い不織布に当てはまる。ウエブを伝導による効率的な熱伝達を生じさせるように圧縮するには十分な圧力が必要である。加えて、圧力は、高温におけるプラスチックの流動を助長し、これによって、繊維間の接触領域を増大させる一方で結合部の厚みを減少させる。圧力は、表面の「ぬれ」も助長する。これには、ごく僅かの圧力しか必要としない。また、圧力は、結合スポットにおける繊維の移動を拘束する。商業的に用いられる圧力範囲の全体に亘って、高ニップ圧力は、必ずしも高性能をもたらさない。
【0010】
カレンダー結合およびエアスルー結合では、過小結合された構造または過大結合された構造が、極めて容易に生じる。2つの交差する繊維間の界面において粘着する鎖の数が不十分なとき、または界面を横切って拡散し、他の繊維の鎖と交絡する時間が不十分なとき、過小結合が生じる。結合の形成は、鎖の緩和および拡散を可能とする結晶の部分的な溶融を必要とする。もし結合時に、カレンダーロール温度が低過ぎるか、またはロール速度が速過ぎる場合、ウエブの中央平面のポリマーは、結晶性領域から十分な数の鎖または十分に長い鎖セグメントを離脱させるのに充分な高温に達しない。従って、繊維−繊維界面を繋ぐごく僅かの鎖しか存在せず、結合自体が弱いので、このような結合部は、負荷が加えられると、肉眼で観察されるように、容易に剥離または破断される。
【0011】
多くの鎖が界面を横切って拡散され、固形の強靭な結合が形成されるとき、過大結合が生じる。結合スポット内および結合繊維周辺における繊維は、それらの配向および強度を失うが、結合スポット自体は、結合スポットに介入する繊維と比較して、より剛性のある大きな領域を呈する。しかし、同時に、熱が繊維長さに沿って拡散するにつれて、結合部の近傍に位置する繊維内のポリマー鎖も緩和し、複屈折を低減させる。従って、結合部に介入する繊維も、それらの分子配向の一部を失い、その結果、繊維−結合界面における強度を失う。十分な熱が加熱を受けた繊維長さに沿って拡散する距離は、ニップにおける時間と温度に依存する。この距離は、高速度ではニップの厚みよりも短くするべきであり、低速度ではニップの厚みよりも長くするべきであることが分かっている。温度が結晶の溶融を開始させるほど十分に高い場合にのみ複屈折が低減するので、強度が減少するのは、この領域のみである。従って、繊維の複屈折は、結合部の周辺に近い領域においてのみ低減し、繊維は、この領域においてのみ脆弱である。繊維は、平坦になり、不規則な形状になることがある。結合部位の縁は、脆弱な繊維が介入する応力集中点になる。負荷が加えられた布では、この機械的な不整合によって、肉眼によって観察されるように、結合部の周辺において、繊維の時期尚早な破損が生じる。簡単に言えば、過剰な溶融が生じたとき過大結合が生じる。
【0012】
不織ウエブの熱結合は、3段階、すなわち、1)ウエブ内の繊維を加熱する段階と、2)繊維−繊維界面を横切るポリマー鎖のレプテーションによって結合部を形成する段階と、3)繊維を冷却し、再凝固させる段階を経由する。カレンダー結合では、ウエブがニップ内に位置する間に第1段階が生じなければならない。第2段階は、ウエブがニップ内に位置し、構造を結合させる間に開始されねばならないが、第3段階の初期には終了する。加熱と結合の形成に必要な時間は、商業的な結合時間とよく一致している。
【0013】
過小結合されたウエブでは、繊維−繊維界面を横切って拡散するポリマー鎖が殆ど存在しない。これらの結合部は、引張試験時に簡単に分断される。十分に結合されたウエブでは、界面を横切って鎖が十分に拡散して強靭な結合を形成するが、結合部の周辺における橋渡し繊維の機械的特性があまり失われない。従って、結合部の強度と結合部の周辺における繊維の強度の間に許容できる妥協(トレードオフ)が得られる。過大結合されたウエブでは、鎖が界面を横切って十分に拡散し、強靭な結合を形成するが、結合部の周辺における橋渡し繊維の機械的な特性が大きく失われる。これらの繊維は、引張試験時に結合部の周辺において破断する。
【0014】
流体交絡は、かなり異なる特性をもたらす。結合された繊維は、柔軟で、対応するカレンダー結合された繊維よりも高い強度を有する。この布は、ポイントボンドによって熱結合された不織布のように、容易にせん断破損を生じることがない。
【0015】
複合不織フィラメントは、不均質に組み合わされた少なくとも2種類の異なるポリマーを用いる熱可塑性フィラメントとして、当技術分野において知られている。最も多く市販されている複合繊維は、鞘芯構造(芯鞘構造)、並列構造、または偏心鞘芯構造によって構成されている。2種類のポリマーは、不均質に混合されずに、例えば、フィラメントの第1の側が第1ポリマー「A」から構成され、フィラメントの第2の側が第2ポリマー「B」から構成される並列構造によって組み合わされる。代替的に、ポリマーは、フィラメントの外側鞘層が第1ポリマー「A」から構成され、内側芯が第2ポリマー「B」から構成される鞘芯構造によって組み合わされてもよい。
【0016】
複合繊維または複合フィラメントによって所望する特性の組合せが得られる。例えば、ある樹脂が、強靭であるが軟質ではなく、他の樹脂が、軟質であるが強靭ではないような場合、これらの樹脂を複合フィラメントの形態で組み合わせることによって、特性の混成を得ることができる。例えば、複合繊維が並列構造の場合、これらは、通常、自己膨化繊維として用いられる。自己膨化は、異なる歪レベルまたは異なる収縮特性を有するフィラメント内の2つのポリマーによって生じる。従って、冷却中や延伸中に、これら2つのポリマーは波型になる。また、鞘芯構造の場合、鞘成分に用いられるポリマーは、芯成分よりも低い溶融温度を有することが好適である。外側鞘成分は、加熱されて粘着性を帯び、隣接する他の繊維と結合する。
【0017】
付加的な複合繊維は、海島繊維として知られている。このような構成では、「海」成分は、鞘を形成し、「島」成分は、1つまたは複数の芯を形成する。典型的には、海島繊維は、極細繊維を製造するために利用される。ナノ繊維自体を直接的に製造することは、現在の技術では不可能である。制御された製造を確保するには、一定の繊維径が必要である。従って、ナノ繊維を製造するために、海島型繊維に溶解可能な海成分を含ませ、この海成分を除去して内部繊維を分離させる。また、場合によっては、海成分を維持する技術も知られている。米国特許第6,465,094号明細書は、鞘、例えば、海を維持して、異なる特性を有する繊維をもたらす海島型の構成である特定の繊維構造を開示している。このような構造は、いくつかの繊維特性をもたらす多芯を有する典型的な複合鞘芯構造と類似している。
【0018】
先行技術による複合繊維が知られているが、高強度の軽量不織布が必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0019】
以上の事情に鑑み、本発明の目的は、高強度スパンボンド不織布を製造する方法を提供することにある。
【0020】
本発明のさらに他の目的は、不織布では今までに見出されていない高張力および高引裂強度を繊維にもたらすことを可能にする方法によって結合された繊維構造を得ることにある。
【課題を解決するための手段】
【0021】
不織布を製造する方法は、外部繊維成分と内部繊維成分とを含む一組の複合繊維を紡糸することを含む。外部繊維は、前記内部繊維を包み、内部繊維よりも高い破断伸び値と内部繊維成分よりも低い溶融温度を有する。一組の複合繊維は、ウエブ上に置かれ、不織布を製造するために熱結合される。
【発明を実施するための最良の形態】
【0022】
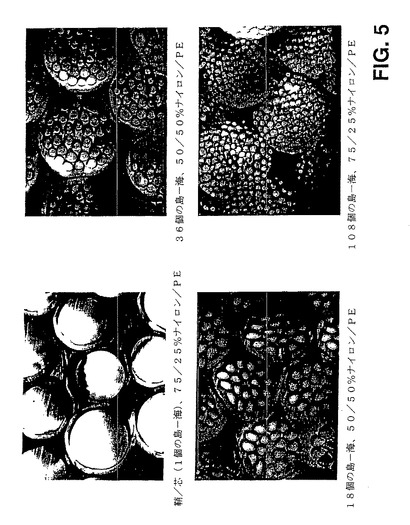
不織布は、複合繊維構造を利用して製造される。複合繊維構造は、2つの異なる繊維組成物から構成される。これら2つの異なる繊維組成物は、好ましくは、スパンボンド技術を利用して、外部繊維成分が第2の内部繊維成分を包むことによって製造される。このような構造は、鞘芯繊維または海島繊維として知られている。鞘芯型では、単一の鞘、すなわち外部繊維が、単一の芯、すなわち単一の内部繊維を包む。海島構造では、単一の海、すなわち外部繊維が、複数の島、すなわち複数の内部繊維を包む。これらの繊維の例が、図5に示されている。内部芯繊維成分または島繊維成分の周囲が、外部鞘繊維成分または海繊維成分によって包まれている。この構成では、本発明の方法は、スパンボンド紡糸されたフィラメントの1つまたは複数の層を形成する工程であって、これらの繊維またはフィラメントが、2つのポリマーを含む複合体である工程を含む。
【0023】
ここに開示された主題は、不織布の破損が繊維−結合部界面の特性に左右されないように、それぞれの複合繊維間の結合過程を改良する方法に関する。同一成分の繊維からなる熱結合不織布では、繊維は、結合部内におけると共に、結合部−繊維界面において、繊維の部分的な溶融および部分的に生じ得る変形によって、それらの特性を失う。繊維−結合部界面における機械的性質の変化および高応力集中によって、不織布は、時期尚早に破損する傾向にある。
【0024】
本発明者らは、鞘芯または海島の形態にある複合繊維において、外部繊維成分および内部繊維成分が溶融特性の点で十分に異なり、外部繊維が結合点において完全に溶融する場合に特性が増大し得ることを見出した。加えて、複合繊維は、いくつかの異なる特性を有していなければならない。鞘成分または海成分は、芯成分または島成分よりも低い溶融温度を有していなければならない。この差は、少なくとも15℃、好ましくは、20℃以上であるべきである。結合点において、少なくとも2つの隣接する繊維のうち、外部繊維が完全に溶融し、これによって内部繊維を封入するマトリックスを形成する。用いられる複合繊維が海島構造を有する場合、海の全体が溶融し、最も好ましくは、2つの隣接する繊維の海の全体が完全に溶融する。従って、海島構造を利用する複合繊維の場合、海成分が隣接する繊維と結合されていない個所においても溶融される場合がある。
【0025】
加えて、前記複合繊維の紡糸性(spinnability)を改良するために、熱可塑性プラスチック材料が異なる粘性値を有することも好ましい。また、鞘成分または海成分の粘度は、芯成分または島成分の粘度以上でなければならない。好ましくは、外部繊維は、内部繊維の粘度の約1.5倍の粘度を有する。最良の結果は、外部繊維が内部繊維の2倍の粘度を有するときに得られている。このような粘度の差によって、本発明の高強度繊維を形成するためのマトリックスの形成を助長することができる。
【0026】
また、繊維の内部および外部を形成する2つの成分は、好ましくは、異なる破断伸び値を有する。破断伸びの適切な測定は、ASTM規格D5034−95を利用してなされることが好ましい。内部繊維は、外部繊維よりも小さい破断伸び値を有することが好ましい。内部繊維は、好ましくは、外部繊維よりも少なくとも30%小さい破断伸び値を有する。例えば、外部繊維は、50%の破断伸び値を有し、内部繊維は、30%の破断伸び値を有するとよい。この差によって、不織布に加えられるせん断力および引張力を(柔軟な)マトリックスを通して(強靭な)内部繊維に伝達し、これによって、繊維の結合強度を高めることができる。
【0027】
本発明は、繊維の粘度または繊維の破断伸び値を異ならせて得られる付加的な強度を有するマトリックスを形成することによって達成されるが、最も良好な結果は、外部繊維よりも大きい粘度と小さい破断伸び値を有する内部繊維によってマトリックスを形成することによって得られる。
【0028】
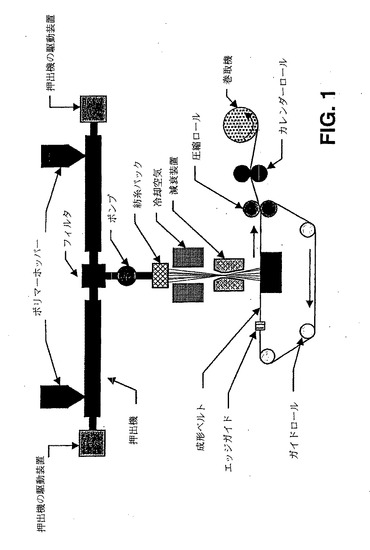
図1は、典型的なスパンボンドプロセスを示している。スパンボンドプロセスでは、円形または他の形状を有する紡糸口金の複数の微細な毛細孔から、溶融熱可塑性材料をフィラメントとして押し出し、次いで、この押し出されたフィラメントの直径が急速に縮小することによって、小径繊維が形成される。図1に示されるように、第1成分の熱可塑性プラスチックが、第1ポリマーホッパー内に置かれ、第2成分の熱可塑性プラスチックが、第2ポリマーホッパー内に置かれる。次いで、これらの成分は、紡糸パックを通して送り出され、互いに接合されて複合繊維を形成する。この複合繊維は、冷却され、減衰され、成形ベルト上に配置される。次いで、この複合繊維は接合される。
【0029】
好ましい実施形態では、外部繊維成分の熱可塑性プラスチックを用いて、繊維の外部鞘または海を形成し、内部繊維成分の熱可塑性プラスチックを用いて、内部芯または島を形成する。海の形成に用いられるに望ましいポリマー成分の例として、ポリエチレン、α−オレフィンコポリマー含量が約10重量%を超える線形低密度ポリエチレン、少なくとも1つのビニルモノマーを含むエチレンのコポリマー、エチレンと不飽和脂肪族カルボン酸とのコポリマーが挙げられる。
【0030】
加えて、海成分および/または島成分の場合、他の好ましい熱可塑性プラスチックの例として、熱可塑性ポリマーの群から選択されるポリマーが挙げられ、前記熱可塑性ポリマーは、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、またはポリエチレンから選択される。加えて、他の適切な熱可塑性プラスチックの例として、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーが挙げられる。好ましくは、これらの熱可塑性プラスチックの例として、長鎖エーテルエステル単位と短鎖エステル単位がエステル結合を介する頭−尾接合されたコポリマーエーテルエステルエラストマーを含む熱可塑性ポリマーの群から選択されるポリマーが挙げられる。さらに好ましくは、芯、島、鞘、または海用のポリマーは、50℃〜450℃の温度範囲内で製造される熱可塑性ポリマーの群から選択される。
【0031】
芯フィラメントまたは島フィラメントの形状は、円形であってもよいし、または多葉状であってもよい。さらに、複合繊維が海島構造を有する場合、これらの島は、異なる材料の繊維から構成されてもよい。例えば、不織ウエブの濡れ性に寄与するいくつかのポリマーが、含有されてもよい。これらの熱可塑性プラスチックの例として、制限されないが、ポリアミド、ポリ酢酸ビニル、鹸化ポリ酢酸ビニル、鹸化エチレン−酢酸ビニル、および他の親水性材料が挙げられる。これらの各ポリマー成分を含み、a)ASTM規格D724−89を用いて測定された90°未満の接触角度、およびb)濡れ性熱可塑性プラスチックを含まない同様のフィラメントから作製される同様の不織ウエブの接触角度よりも小さい接触角度を有する複合フィラメントから作製される不織ウエブに、水滴が付着する場合、これらのポリマーは、一般的に、不織布の濡れ性に寄与すると見なされる。
【0032】
加えて、熱可塑性不織ウエブに弾性特性をもたらすポリマーが含まれてもよい。このようなポリマーの例として、制限はされないが、スチレン−ブタジエンコポリマー、(単一サイト触媒化、例えば、メタロセン触媒化)弾性ポリプロピレン、ポリエチレン、および約0.89g/cc未満の密度を有する他のメタロセン触媒化α−オレフィンホモポリマーおよびコポリマー;約89g/cc未満の密度を有する他の非晶質ポリα−オレフィン;エチレン−酢酸ビニルコポリマー;エチレンプロピレンゴム;およびプロピレン−ブテン−1コポリマーおよびターポリマーが挙げられる。
【0033】
スパンボンド紡糸された多成分繊維は、実質的に連続的な繊維フィラメントの状態でベルト上に配置される。実質的に連続的な繊維フィラメントとは、紡糸口金からの押出によって作製されたフィラメントまたは繊維を指し、不織ウエブまたは不織布に形成される前に元の長さから切断されることがない。実質的に連続的なフィラメントまたは繊維は、約15cvmを超える長さから1メートルを超える長さの範囲内にある平均長さを有することができ、この長さ以下の不織ウエブまたは不織布が形成される。「実質的に連続的なフィラメントまたは繊維」という定義は、不織ウエブまたは不織布に形成される前には切断されず、後に不織ウエブまたは不織布が切断される際に切断されることを含む。実質的に連続的なフィラメントまたは繊維は、ベルト上で不織ウエブを形成し、次いで、不織布を作製するために結合される。
【0034】
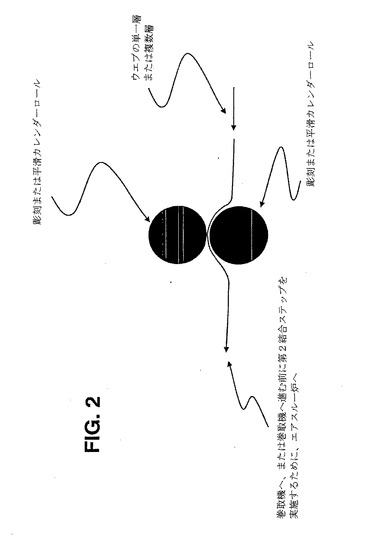
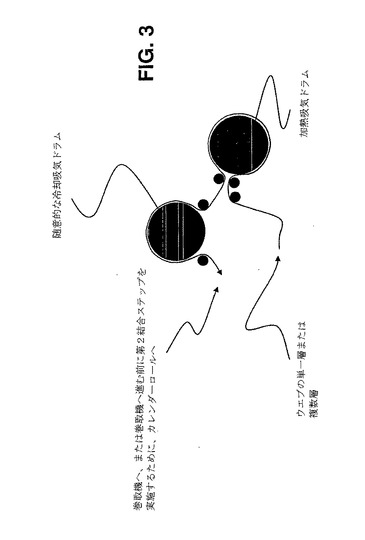
不織布の最終的な利用に応じて、実質的に連続的な繊維に種々のプロセスを施すことができる。もし最強の不織布が望まれる場合、繊維に平滑カレンダーロールによる熱結合を施すことが好適である。あるいは、繊維にポイントボンド(point bond)による熱結合を施してもよい。さらに柔軟な高強度の不織布が望まれる場合、繊維にエアスルー(thru air)による熱結合を施すことが好適である。熱結合プロセスの場合、繊維の温度は、海または鞘の融点を、それと島または芯の融点との差よりも大きく上回ることがない。例えば、好ましい実施形態では、外部成分は、内部繊維の溶融温度よりも20℃〜150℃低い融点を有している。その場合、繊維の表面温度は、外部繊維の融点を20℃より大きく上回ることがないか、外部繊維の融点を150℃よりも大きく上回ることがない。図2は、典型的なカレンダー結合プロセスの概略図である。図3は、典型的な単一ドラムエアスルー結合炉を示している。
【0035】
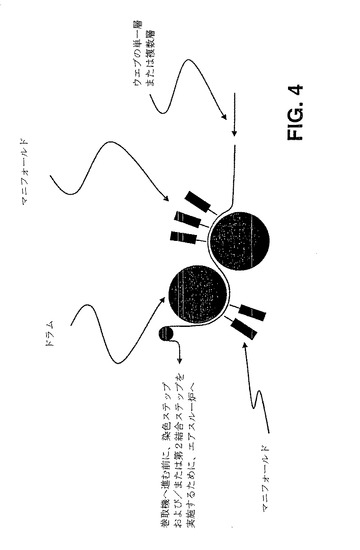
もしさらに柔軟な高強度の繊維が望まれる場合は、高温のエアスルーまたは平滑カレンダーロールのいずれかによって熱結合される前に、繊維に流体交絡が施されることが好適である。しかし、本発明者らは、目付が、約5oz/yd2(約171g/m2)以上の繊維の場合、流体交絡されたウエブは、250バールにもなる流体圧による剥離によって、それらの特性を失う場合があることを見出した。従って、大きな構造の場合、先ず、その構造をニードルパンチしてから流体交絡し、次いで、熱結合する組合せプロセスが好ましい。構成例によっては、不織布が流体交絡プロセスに晒される。他の構成例では、不織布の片面のみが流体交絡プロセスに晒される。流体交絡プロセスでは、対応するマニフォールドの水圧は、好ましくは、10バール〜1000バールの範囲内にある。図4は、典型的なドラム交絡プロセスを示している。
【0036】
なお、不織布の表面は、不浸透性材料を形成するために、樹脂によって被覆されてもよい。また、得られた布は、結合の後、染色プロセスによって後処理されてもよい。
【0037】
背景技術において述べたように、不織布は、繊維自体または繊維結合部を破断するせん断力または引張力のいずれかによって破損に至る。出願人は、多成分の不織布が同様に結合されたモノフィラメント布よりも少なくとも4倍大きい強度を発揮することができる結合プロセスを見出した。
【0038】
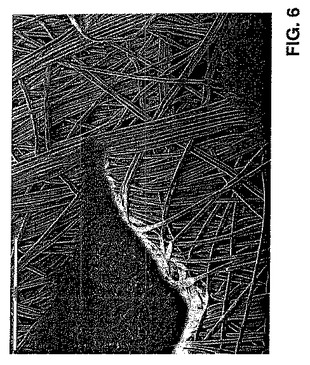
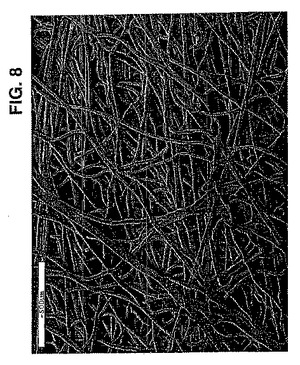
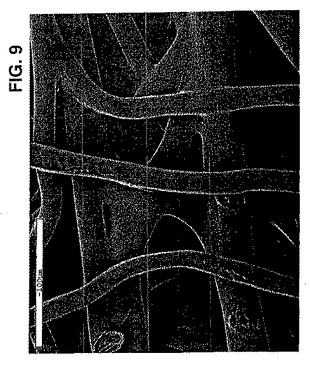
熱結合のメカニズムは、低溶融点の海または鞘が溶融して、島または芯を保護するものである。その結果、島は、殆どまたは全く損傷せず、海は、応力を強靭な芯繊維に伝達する構造を保持する粘結材またはマトリックスとして作用する。図6〜10は、ポリエチレンの海によって包まれたナイロンの島からなる海島(島:108個)型複合繊維の結合界面の走査電子顕微鏡の画像を示している。これらの画像には、島の繊維構造が保護されていることが示されている。この構成により、高引張特性が得られることが予期される。同様に、引裂が布内を伝播するとき、島は、遊離し、かつ一箇所に集まるので、エネルギーを吸収し、その結果、高引裂特性をもたらす。
【0039】
試験によって、本発明が、同様に結合された均質なナイロン繊維よりも、マシン方向において4倍大きく、交差方向において2倍大きいタング引裂強度と、マシン方向において1.5倍大きく、交差方向において約4倍大きいグラブ引裂強度とを有するカレンダー加工された不織布をもたらすことが明らかにされた。
【実施例】
【0040】
製造された布の特性を具体的に説明するためのいくつかの実施例を以下に示す。
【0041】
全ての布の目付は約180g/m2である。
【0042】
「実施例1」2つのエネルギーレベルで流体交絡された100%ナイロンの試料
【0043】
【表1】
【0044】
【表2】
【0045】
注:モノフィラメントの場合、流体交絡した試料が最も高い性能を有することが見てとれる。これは、予期されることである。何故なら、機械的な結合部は、必ずしも繊維の完全性に影響を与えず、熱結合部は、繊維に脆弱なスポットを生成し、その結果、脆弱な構造をもたらすからである。
【0046】
「実施例2」75/25%ナイロン島/PE海、108個の島
【0047】
【表3】
【0048】
【表4】
【0049】
注:カレンダー加工のみの試料が複合繊維において最良であることが見てとれ、流体交絡のみの試料が最も低い性能を有する。
【0050】
「実施例32」島の数を可変としてカレンダー結合された75/25%ナイロン島/PE海。島の数が0の試料は、最適なカレンダー温度で製造された100%ナイロン試料である。
【0051】
【表5】
【0052】
【表6】
【0053】
注:全ての海島型試料は、100%ナイロンよりも著しく優れている。島は、繊維の全質量の75%しか占めず、簡単なカレンダー結合によって、4倍以上改良される。
【0054】
高強度複合不織布を利用して製造され得る物品の例として、テント、パラシュート、屋外用布地、ハウスラップ、可動式天幕、などが挙げられる。
【図面の簡単な説明】
【0055】
【図1】典型的な複合スパンボンドプロセスの概略図である。
【図2】典型的なカレンダー結合プロセスの概略図である。
【図3】典型的な単一ドラムエアスルー結合炉の概略図である。
【図4】典型的なドラム交絡プロセスの概略図である。
【図5】本発明によって製造された複合繊維の断面図である。
【図6】熱結合された島ナイロン/PE(島:108個)のスパンボンド布の結合および結合部−繊維界面のSEM顕微鏡写真である。
【図7】熱結合された島ナイロン/PE(島:108個)のスパンボンド布の結合スポットのSEM顕微鏡写真である。
【図8】エアスルー結合されたスパンボンド布(島:108個)の表面のSEM顕微鏡写真である。
【図9】繊維−繊維結合を示す、エアスルー結合されたスパンボンド布(島:108個)の表面の拡大部を示す図である。
【図10】流体交絡され、かつエアスルー結合されたスパンボンド布(島:108個)の表面のSEM顕微鏡写真である。
【技術分野】
【0001】
ここに開示される主題は、一般的に、高張力および高引裂特性が望まれる用途、例えば、屋外用布地、ハウスラップ、テント、可動式天幕、パラシュートなどに用いられる不織布に関する。さらに具体的には、この主題は、異なる溶融温度を有する複合スパンボンド繊維であって、第1の成分が第2の成分を包むマトリックスをなすように処理される複合スパンボンド繊維を用いることによって、高強度の耐久性不織布およびそれらの不織布から製造される高い耐摩耗性を有する製品を製造する方法に関する。
【背景技術】
【0002】
不織布または不織ウエブは、織布におけるような規則正しい配列または特定可能な配列を有せずに互いに重ねられる個々の繊維または糸の構造を有する。不織布または不織ウエブは、メルトブロー方式、スパンボンド方式、およびエアレイ方式を含む多くの方法によって製造されてきた。布の目付は、通常、g/m2の単位で表される。
【0003】
スパンボンド不織布は、多くの用途で用いられ、北米において製造されまたは使用される不織布製品の大半を占めている。これらの用途の殆ど全てが、軽量の使い捨て布を必要としている。従って、殆どのスパンボンド布は、一般的に最小の結合強度しか必要としない単一の使用に適するように設計されると共に、意図される用途において十分な特性を有するように設計されている。スパンボンドは、繊維、フィラメントを押出し、冷却し、延伸し、次いで、移動ベルト上に補集し、布を形成するプロセスを指す。このように補集されたウエブのフィラメントは結合されていない。布を形成するには、フィラメントを互いに熱的、機械的、または化学的に結合しなければならない。熱結合(サーマルボンディング)は、布を形成する最も効率的、かつ経済的な手段である。流体交絡は、それほど効率的ではないが、熱結合された布と比較して、はるかに柔軟で、かつ本来的に強靭な布をもたらす。熱結合は、不織布業界において、最も広く用いられている結合技術の1つである。熱結合は、スパンボンド、メルトブロー、エアレイ、およびウエットレイなどの製造方式において、カードウエブ形成技術と共に広く用いられている。製造コストを削減しながら、ウエブ形成プロセス、結合プロセス、および所望の最終用途特性を得るための供給繊維の特性を最適化する試みに著しい努力が払われてきた。製造コストを削減する1つの方法は、プロセスを早めることによって、同一機械によってより多くの不織布を製造することである。満足な結合部は、ある温度までは、高温になるほど速く得られるが、ある温度以上では、満足な結合部が得られないことが見出されている。このことを「結合温度が高くなると、結合ウインドウが閉じる」と表現する場合がある。所定のプロセス速度におけるこの処理ウインドウは、許容できる特性を有する不織布を製造する最大プロセス温度と最小プロセス温度とによって確定される。換言すれば、プロセスを早くしようとすればする程、最大プロセス温度と最小プロセス温度との差が小さくなり、ついには1つの温度になり、さらに早い速度では、結合温度にかかわらず、適切な不織布を製造することができない、すなわち、処理ウインドウが閉じることが見出されている。
【0004】
加えて、近代繊維科学のこの100年間にわたって、他の構造因子が全て同じ場合、一般的に、より強靭な繊維を用いれば、より強靭な布地構造が得られと理解されている。これは、コード、ロープ、編物、および織物に当てはまる。加えて、溶融紡糸された繊維の場合、分子配向および結晶性を増大させると共に、適切な繊維形態を達成することによって、より強靭な繊維を作製することができる。これは、通常、紡糸速度を大きくし、冷却条件を変更し、延伸比を大きくし、繊維を張力下でアニーリングすることによって達成される。従って、ポイントボンド(point bond)によって熱結合された不織布が、高強度繊維を用いた場合により脆弱になり、その逆に、適度に脆弱な繊維を用いた場合に、より強靭になることは、予期されないことであった。
【0005】
不織布の強度に関する混乱の一部は、破損の態様が、結合状態と共に変化するという事実によると思われる。結合された布の強度は、ある程度まで、結合温度または結合時間と共に増大し、次いで、減少し始めることが観察されている。このピーク未満の結合状態では、破損は、結合の崩壊によって生じる。すなわち、結合が単純に分解する。このピークを超えると、破損は、結合部の周囲における繊維の破断によって生じる。後者の観察に対して、いくつかの説明がなされている。既になされている1つの説明は、破損が最も生じる結合部の周辺に応力集中が生じるというものである。これは真実を言い当てているように思われるが、応力集中の結合状態への依存度に対して満足な説明がなされていない。提案された他の破損メカニズムは、繊維がカレンダーロールで潰されることにより、結合点の縁が繊維を平坦にする結合縁において脆弱になるというものである。しかし、チダムバラム(Chidambaram).A、デービス(Davis).H、およびバトラ(Batra)S.K:「熱結合されたポリプロピレン繊維の強度損失」、国際不織布誌、2000年、9(3)27に示されるように、この因子は、強度損失のわずかな部分しか占めていない。さらに、結合強度は、この破損メカニズムの場合に予期し得るように結合圧力とは関連しない。このように、ポイントボンドによって熱結合された不織布の機械的破損メカニズムについての満足な説明は、今までなされていない。
【0006】
熱結合は、種々の方法によってなされる。エアスルー(thru-air)結合では、高温流体、例えば、熱空気が、強制的に予成形されたウエブに通流される。もし流体の温度が十分に高い場合、繊維は粘着性を帯び、互いに結合する。この場合、2本以上の繊維が接触する個所に結合部が生じる。赤外線結合、すなわち、IR結合の場合、赤外線によって加熱される。超音波結合では、超音波を加えることによって接触する繊維間に摩擦を生じ、それにより繊維が粘着性を帯び、結合する。ポイントボンドによる熱結合では、予成形された繊維ウエブが、加熱されたカレンダーロール間を通過する。これらのロールは、平滑であるか、または結合パターンを有するエンボス形状の周面を有する。均一な布は、均一な圧力、均一な温度、および均一なウエブ投入を必要とする。結合は、繊維が加熱されたロールと接触する個所でのみ生じる。従って、平滑カレンダーロールの場合、結合は、繊維が互いに交差する個所で生じ、エンボス形状のカレンダーロールの場合、結合は、主にロール周面の凸領域に生じる。これによって、「ポイント」結合または「スポット」結合が生じる。これらのプロセスの各々では、根本的な物理的過程は同一であって、繊維が加熱され、結合部が形成され、次いで、冷却される。
【0007】
ウエブは、結合の前に形成されなければならない。一般的に用いられるプロセスの例としては、紡糸(スパンボンド)、メルトブロー、ウエットレイ、エアレイ、およびカーディングが挙げられる。これらの各々は、異なる繊維配向分布関数(ODF)およびウエブ密度をもたらす。ウエブ構造と結合部が形成される効率、すなわち、結合効率との間に相互関係が存在することを認識することが重要である。平滑カレンダーロールを用いる最も簡単な場合、またはエアスルー結合では、最大の結合レベルは、ランダムな構造の時に生じる。何故なら、ランダムな構造では、繊維と繊維が交差する数が最も多くなるからである。従って、より配向された繊維構造ほど、結合部位の数がより少なくなる。ODFは、構造が機械的な破損を受ける態様にも大きい影響を及ぼす。破損は、種々のモードに追従するが、負荷がマシン方向(搬送方向)または交差方向と平行に加えられるとき、布は、その選択された繊維方向を横切って引裂かれ、破損する傾向を有している。それ以外の試験角度でも、破損は、繊維配向に沿った選択された方向のせん断に影響され易い。
【0008】
構造の強度は、結合温度と共に大きくなり、最大値に達し、次いで、繊維−結合部界面における繊維の過大結合および時期尚早な破損によって、急速に低下することが、一般的に観察される。しかし、結合温度とは無関係に、ウエブ構造に生じる変化およびウエブ構造内の微視的な変形は、繊維自体のODFによって促進され、従って、ODFが同一の場合、全ての構造に対して同様である。負荷−伸び実験において、構造の破損点は、結合過程の性質によって支配されるが、この点に至るまでの挙動は、構造(ODF)および結合パターンの異方性によって影響される。さらに、構造の剛性、すなわち、弾性係数、曲げ剛性、およびせん断係数は、結合温度と共に継続的に増加する。
【0009】
ウエブが形成されると、このウエブは、複数のカレンダーロールを通過し、これらのカレンダーロールによって結合される。ポイントボンドによる熱結合は、3段階、すなわち、1)ウエブの一部を圧縮し加熱する段階と、2)ウエブの一部を結合する段階と、(3)結合されたウエブを冷却する段階とを経てなされる。カレンダー結合では、結合圧力は、最小値を超えていれば、繊維の性能に殆ど、あるいは全く、影響を及ぼさないと考えられる。これは、とりわけ、繊維間の接触をもたらすために最小限のニップ圧しか必要しない薄い不織布に当てはまる。ウエブを伝導による効率的な熱伝達を生じさせるように圧縮するには十分な圧力が必要である。加えて、圧力は、高温におけるプラスチックの流動を助長し、これによって、繊維間の接触領域を増大させる一方で結合部の厚みを減少させる。圧力は、表面の「ぬれ」も助長する。これには、ごく僅かの圧力しか必要としない。また、圧力は、結合スポットにおける繊維の移動を拘束する。商業的に用いられる圧力範囲の全体に亘って、高ニップ圧力は、必ずしも高性能をもたらさない。
【0010】
カレンダー結合およびエアスルー結合では、過小結合された構造または過大結合された構造が、極めて容易に生じる。2つの交差する繊維間の界面において粘着する鎖の数が不十分なとき、または界面を横切って拡散し、他の繊維の鎖と交絡する時間が不十分なとき、過小結合が生じる。結合の形成は、鎖の緩和および拡散を可能とする結晶の部分的な溶融を必要とする。もし結合時に、カレンダーロール温度が低過ぎるか、またはロール速度が速過ぎる場合、ウエブの中央平面のポリマーは、結晶性領域から十分な数の鎖または十分に長い鎖セグメントを離脱させるのに充分な高温に達しない。従って、繊維−繊維界面を繋ぐごく僅かの鎖しか存在せず、結合自体が弱いので、このような結合部は、負荷が加えられると、肉眼で観察されるように、容易に剥離または破断される。
【0011】
多くの鎖が界面を横切って拡散され、固形の強靭な結合が形成されるとき、過大結合が生じる。結合スポット内および結合繊維周辺における繊維は、それらの配向および強度を失うが、結合スポット自体は、結合スポットに介入する繊維と比較して、より剛性のある大きな領域を呈する。しかし、同時に、熱が繊維長さに沿って拡散するにつれて、結合部の近傍に位置する繊維内のポリマー鎖も緩和し、複屈折を低減させる。従って、結合部に介入する繊維も、それらの分子配向の一部を失い、その結果、繊維−結合界面における強度を失う。十分な熱が加熱を受けた繊維長さに沿って拡散する距離は、ニップにおける時間と温度に依存する。この距離は、高速度ではニップの厚みよりも短くするべきであり、低速度ではニップの厚みよりも長くするべきであることが分かっている。温度が結晶の溶融を開始させるほど十分に高い場合にのみ複屈折が低減するので、強度が減少するのは、この領域のみである。従って、繊維の複屈折は、結合部の周辺に近い領域においてのみ低減し、繊維は、この領域においてのみ脆弱である。繊維は、平坦になり、不規則な形状になることがある。結合部位の縁は、脆弱な繊維が介入する応力集中点になる。負荷が加えられた布では、この機械的な不整合によって、肉眼によって観察されるように、結合部の周辺において、繊維の時期尚早な破損が生じる。簡単に言えば、過剰な溶融が生じたとき過大結合が生じる。
【0012】
不織ウエブの熱結合は、3段階、すなわち、1)ウエブ内の繊維を加熱する段階と、2)繊維−繊維界面を横切るポリマー鎖のレプテーションによって結合部を形成する段階と、3)繊維を冷却し、再凝固させる段階を経由する。カレンダー結合では、ウエブがニップ内に位置する間に第1段階が生じなければならない。第2段階は、ウエブがニップ内に位置し、構造を結合させる間に開始されねばならないが、第3段階の初期には終了する。加熱と結合の形成に必要な時間は、商業的な結合時間とよく一致している。
【0013】
過小結合されたウエブでは、繊維−繊維界面を横切って拡散するポリマー鎖が殆ど存在しない。これらの結合部は、引張試験時に簡単に分断される。十分に結合されたウエブでは、界面を横切って鎖が十分に拡散して強靭な結合を形成するが、結合部の周辺における橋渡し繊維の機械的特性があまり失われない。従って、結合部の強度と結合部の周辺における繊維の強度の間に許容できる妥協(トレードオフ)が得られる。過大結合されたウエブでは、鎖が界面を横切って十分に拡散し、強靭な結合を形成するが、結合部の周辺における橋渡し繊維の機械的な特性が大きく失われる。これらの繊維は、引張試験時に結合部の周辺において破断する。
【0014】
流体交絡は、かなり異なる特性をもたらす。結合された繊維は、柔軟で、対応するカレンダー結合された繊維よりも高い強度を有する。この布は、ポイントボンドによって熱結合された不織布のように、容易にせん断破損を生じることがない。
【0015】
複合不織フィラメントは、不均質に組み合わされた少なくとも2種類の異なるポリマーを用いる熱可塑性フィラメントとして、当技術分野において知られている。最も多く市販されている複合繊維は、鞘芯構造(芯鞘構造)、並列構造、または偏心鞘芯構造によって構成されている。2種類のポリマーは、不均質に混合されずに、例えば、フィラメントの第1の側が第1ポリマー「A」から構成され、フィラメントの第2の側が第2ポリマー「B」から構成される並列構造によって組み合わされる。代替的に、ポリマーは、フィラメントの外側鞘層が第1ポリマー「A」から構成され、内側芯が第2ポリマー「B」から構成される鞘芯構造によって組み合わされてもよい。
【0016】
複合繊維または複合フィラメントによって所望する特性の組合せが得られる。例えば、ある樹脂が、強靭であるが軟質ではなく、他の樹脂が、軟質であるが強靭ではないような場合、これらの樹脂を複合フィラメントの形態で組み合わせることによって、特性の混成を得ることができる。例えば、複合繊維が並列構造の場合、これらは、通常、自己膨化繊維として用いられる。自己膨化は、異なる歪レベルまたは異なる収縮特性を有するフィラメント内の2つのポリマーによって生じる。従って、冷却中や延伸中に、これら2つのポリマーは波型になる。また、鞘芯構造の場合、鞘成分に用いられるポリマーは、芯成分よりも低い溶融温度を有することが好適である。外側鞘成分は、加熱されて粘着性を帯び、隣接する他の繊維と結合する。
【0017】
付加的な複合繊維は、海島繊維として知られている。このような構成では、「海」成分は、鞘を形成し、「島」成分は、1つまたは複数の芯を形成する。典型的には、海島繊維は、極細繊維を製造するために利用される。ナノ繊維自体を直接的に製造することは、現在の技術では不可能である。制御された製造を確保するには、一定の繊維径が必要である。従って、ナノ繊維を製造するために、海島型繊維に溶解可能な海成分を含ませ、この海成分を除去して内部繊維を分離させる。また、場合によっては、海成分を維持する技術も知られている。米国特許第6,465,094号明細書は、鞘、例えば、海を維持して、異なる特性を有する繊維をもたらす海島型の構成である特定の繊維構造を開示している。このような構造は、いくつかの繊維特性をもたらす多芯を有する典型的な複合鞘芯構造と類似している。
【0018】
先行技術による複合繊維が知られているが、高強度の軽量不織布が必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0019】
以上の事情に鑑み、本発明の目的は、高強度スパンボンド不織布を製造する方法を提供することにある。
【0020】
本発明のさらに他の目的は、不織布では今までに見出されていない高張力および高引裂強度を繊維にもたらすことを可能にする方法によって結合された繊維構造を得ることにある。
【課題を解決するための手段】
【0021】
不織布を製造する方法は、外部繊維成分と内部繊維成分とを含む一組の複合繊維を紡糸することを含む。外部繊維は、前記内部繊維を包み、内部繊維よりも高い破断伸び値と内部繊維成分よりも低い溶融温度を有する。一組の複合繊維は、ウエブ上に置かれ、不織布を製造するために熱結合される。
【発明を実施するための最良の形態】
【0022】
不織布は、複合繊維構造を利用して製造される。複合繊維構造は、2つの異なる繊維組成物から構成される。これら2つの異なる繊維組成物は、好ましくは、スパンボンド技術を利用して、外部繊維成分が第2の内部繊維成分を包むことによって製造される。このような構造は、鞘芯繊維または海島繊維として知られている。鞘芯型では、単一の鞘、すなわち外部繊維が、単一の芯、すなわち単一の内部繊維を包む。海島構造では、単一の海、すなわち外部繊維が、複数の島、すなわち複数の内部繊維を包む。これらの繊維の例が、図5に示されている。内部芯繊維成分または島繊維成分の周囲が、外部鞘繊維成分または海繊維成分によって包まれている。この構成では、本発明の方法は、スパンボンド紡糸されたフィラメントの1つまたは複数の層を形成する工程であって、これらの繊維またはフィラメントが、2つのポリマーを含む複合体である工程を含む。
【0023】
ここに開示された主題は、不織布の破損が繊維−結合部界面の特性に左右されないように、それぞれの複合繊維間の結合過程を改良する方法に関する。同一成分の繊維からなる熱結合不織布では、繊維は、結合部内におけると共に、結合部−繊維界面において、繊維の部分的な溶融および部分的に生じ得る変形によって、それらの特性を失う。繊維−結合部界面における機械的性質の変化および高応力集中によって、不織布は、時期尚早に破損する傾向にある。
【0024】
本発明者らは、鞘芯または海島の形態にある複合繊維において、外部繊維成分および内部繊維成分が溶融特性の点で十分に異なり、外部繊維が結合点において完全に溶融する場合に特性が増大し得ることを見出した。加えて、複合繊維は、いくつかの異なる特性を有していなければならない。鞘成分または海成分は、芯成分または島成分よりも低い溶融温度を有していなければならない。この差は、少なくとも15℃、好ましくは、20℃以上であるべきである。結合点において、少なくとも2つの隣接する繊維のうち、外部繊維が完全に溶融し、これによって内部繊維を封入するマトリックスを形成する。用いられる複合繊維が海島構造を有する場合、海の全体が溶融し、最も好ましくは、2つの隣接する繊維の海の全体が完全に溶融する。従って、海島構造を利用する複合繊維の場合、海成分が隣接する繊維と結合されていない個所においても溶融される場合がある。
【0025】
加えて、前記複合繊維の紡糸性(spinnability)を改良するために、熱可塑性プラスチック材料が異なる粘性値を有することも好ましい。また、鞘成分または海成分の粘度は、芯成分または島成分の粘度以上でなければならない。好ましくは、外部繊維は、内部繊維の粘度の約1.5倍の粘度を有する。最良の結果は、外部繊維が内部繊維の2倍の粘度を有するときに得られている。このような粘度の差によって、本発明の高強度繊維を形成するためのマトリックスの形成を助長することができる。
【0026】
また、繊維の内部および外部を形成する2つの成分は、好ましくは、異なる破断伸び値を有する。破断伸びの適切な測定は、ASTM規格D5034−95を利用してなされることが好ましい。内部繊維は、外部繊維よりも小さい破断伸び値を有することが好ましい。内部繊維は、好ましくは、外部繊維よりも少なくとも30%小さい破断伸び値を有する。例えば、外部繊維は、50%の破断伸び値を有し、内部繊維は、30%の破断伸び値を有するとよい。この差によって、不織布に加えられるせん断力および引張力を(柔軟な)マトリックスを通して(強靭な)内部繊維に伝達し、これによって、繊維の結合強度を高めることができる。
【0027】
本発明は、繊維の粘度または繊維の破断伸び値を異ならせて得られる付加的な強度を有するマトリックスを形成することによって達成されるが、最も良好な結果は、外部繊維よりも大きい粘度と小さい破断伸び値を有する内部繊維によってマトリックスを形成することによって得られる。
【0028】
図1は、典型的なスパンボンドプロセスを示している。スパンボンドプロセスでは、円形または他の形状を有する紡糸口金の複数の微細な毛細孔から、溶融熱可塑性材料をフィラメントとして押し出し、次いで、この押し出されたフィラメントの直径が急速に縮小することによって、小径繊維が形成される。図1に示されるように、第1成分の熱可塑性プラスチックが、第1ポリマーホッパー内に置かれ、第2成分の熱可塑性プラスチックが、第2ポリマーホッパー内に置かれる。次いで、これらの成分は、紡糸パックを通して送り出され、互いに接合されて複合繊維を形成する。この複合繊維は、冷却され、減衰され、成形ベルト上に配置される。次いで、この複合繊維は接合される。
【0029】
好ましい実施形態では、外部繊維成分の熱可塑性プラスチックを用いて、繊維の外部鞘または海を形成し、内部繊維成分の熱可塑性プラスチックを用いて、内部芯または島を形成する。海の形成に用いられるに望ましいポリマー成分の例として、ポリエチレン、α−オレフィンコポリマー含量が約10重量%を超える線形低密度ポリエチレン、少なくとも1つのビニルモノマーを含むエチレンのコポリマー、エチレンと不飽和脂肪族カルボン酸とのコポリマーが挙げられる。
【0030】
加えて、海成分および/または島成分の場合、他の好ましい熱可塑性プラスチックの例として、熱可塑性ポリマーの群から選択されるポリマーが挙げられ、前記熱可塑性ポリマーは、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、またはポリエチレンから選択される。加えて、他の適切な熱可塑性プラスチックの例として、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーが挙げられる。好ましくは、これらの熱可塑性プラスチックの例として、長鎖エーテルエステル単位と短鎖エステル単位がエステル結合を介する頭−尾接合されたコポリマーエーテルエステルエラストマーを含む熱可塑性ポリマーの群から選択されるポリマーが挙げられる。さらに好ましくは、芯、島、鞘、または海用のポリマーは、50℃〜450℃の温度範囲内で製造される熱可塑性ポリマーの群から選択される。
【0031】
芯フィラメントまたは島フィラメントの形状は、円形であってもよいし、または多葉状であってもよい。さらに、複合繊維が海島構造を有する場合、これらの島は、異なる材料の繊維から構成されてもよい。例えば、不織ウエブの濡れ性に寄与するいくつかのポリマーが、含有されてもよい。これらの熱可塑性プラスチックの例として、制限されないが、ポリアミド、ポリ酢酸ビニル、鹸化ポリ酢酸ビニル、鹸化エチレン−酢酸ビニル、および他の親水性材料が挙げられる。これらの各ポリマー成分を含み、a)ASTM規格D724−89を用いて測定された90°未満の接触角度、およびb)濡れ性熱可塑性プラスチックを含まない同様のフィラメントから作製される同様の不織ウエブの接触角度よりも小さい接触角度を有する複合フィラメントから作製される不織ウエブに、水滴が付着する場合、これらのポリマーは、一般的に、不織布の濡れ性に寄与すると見なされる。
【0032】
加えて、熱可塑性不織ウエブに弾性特性をもたらすポリマーが含まれてもよい。このようなポリマーの例として、制限はされないが、スチレン−ブタジエンコポリマー、(単一サイト触媒化、例えば、メタロセン触媒化)弾性ポリプロピレン、ポリエチレン、および約0.89g/cc未満の密度を有する他のメタロセン触媒化α−オレフィンホモポリマーおよびコポリマー;約89g/cc未満の密度を有する他の非晶質ポリα−オレフィン;エチレン−酢酸ビニルコポリマー;エチレンプロピレンゴム;およびプロピレン−ブテン−1コポリマーおよびターポリマーが挙げられる。
【0033】
スパンボンド紡糸された多成分繊維は、実質的に連続的な繊維フィラメントの状態でベルト上に配置される。実質的に連続的な繊維フィラメントとは、紡糸口金からの押出によって作製されたフィラメントまたは繊維を指し、不織ウエブまたは不織布に形成される前に元の長さから切断されることがない。実質的に連続的なフィラメントまたは繊維は、約15cvmを超える長さから1メートルを超える長さの範囲内にある平均長さを有することができ、この長さ以下の不織ウエブまたは不織布が形成される。「実質的に連続的なフィラメントまたは繊維」という定義は、不織ウエブまたは不織布に形成される前には切断されず、後に不織ウエブまたは不織布が切断される際に切断されることを含む。実質的に連続的なフィラメントまたは繊維は、ベルト上で不織ウエブを形成し、次いで、不織布を作製するために結合される。
【0034】
不織布の最終的な利用に応じて、実質的に連続的な繊維に種々のプロセスを施すことができる。もし最強の不織布が望まれる場合、繊維に平滑カレンダーロールによる熱結合を施すことが好適である。あるいは、繊維にポイントボンド(point bond)による熱結合を施してもよい。さらに柔軟な高強度の不織布が望まれる場合、繊維にエアスルー(thru air)による熱結合を施すことが好適である。熱結合プロセスの場合、繊維の温度は、海または鞘の融点を、それと島または芯の融点との差よりも大きく上回ることがない。例えば、好ましい実施形態では、外部成分は、内部繊維の溶融温度よりも20℃〜150℃低い融点を有している。その場合、繊維の表面温度は、外部繊維の融点を20℃より大きく上回ることがないか、外部繊維の融点を150℃よりも大きく上回ることがない。図2は、典型的なカレンダー結合プロセスの概略図である。図3は、典型的な単一ドラムエアスルー結合炉を示している。
【0035】
もしさらに柔軟な高強度の繊維が望まれる場合は、高温のエアスルーまたは平滑カレンダーロールのいずれかによって熱結合される前に、繊維に流体交絡が施されることが好適である。しかし、本発明者らは、目付が、約5oz/yd2(約171g/m2)以上の繊維の場合、流体交絡されたウエブは、250バールにもなる流体圧による剥離によって、それらの特性を失う場合があることを見出した。従って、大きな構造の場合、先ず、その構造をニードルパンチしてから流体交絡し、次いで、熱結合する組合せプロセスが好ましい。構成例によっては、不織布が流体交絡プロセスに晒される。他の構成例では、不織布の片面のみが流体交絡プロセスに晒される。流体交絡プロセスでは、対応するマニフォールドの水圧は、好ましくは、10バール〜1000バールの範囲内にある。図4は、典型的なドラム交絡プロセスを示している。
【0036】
なお、不織布の表面は、不浸透性材料を形成するために、樹脂によって被覆されてもよい。また、得られた布は、結合の後、染色プロセスによって後処理されてもよい。
【0037】
背景技術において述べたように、不織布は、繊維自体または繊維結合部を破断するせん断力または引張力のいずれかによって破損に至る。出願人は、多成分の不織布が同様に結合されたモノフィラメント布よりも少なくとも4倍大きい強度を発揮することができる結合プロセスを見出した。
【0038】
熱結合のメカニズムは、低溶融点の海または鞘が溶融して、島または芯を保護するものである。その結果、島は、殆どまたは全く損傷せず、海は、応力を強靭な芯繊維に伝達する構造を保持する粘結材またはマトリックスとして作用する。図6〜10は、ポリエチレンの海によって包まれたナイロンの島からなる海島(島:108個)型複合繊維の結合界面の走査電子顕微鏡の画像を示している。これらの画像には、島の繊維構造が保護されていることが示されている。この構成により、高引張特性が得られることが予期される。同様に、引裂が布内を伝播するとき、島は、遊離し、かつ一箇所に集まるので、エネルギーを吸収し、その結果、高引裂特性をもたらす。
【0039】
試験によって、本発明が、同様に結合された均質なナイロン繊維よりも、マシン方向において4倍大きく、交差方向において2倍大きいタング引裂強度と、マシン方向において1.5倍大きく、交差方向において約4倍大きいグラブ引裂強度とを有するカレンダー加工された不織布をもたらすことが明らかにされた。
【実施例】
【0040】
製造された布の特性を具体的に説明するためのいくつかの実施例を以下に示す。
【0041】
全ての布の目付は約180g/m2である。
【0042】
「実施例1」2つのエネルギーレベルで流体交絡された100%ナイロンの試料
【0043】
【表1】
【0044】
【表2】
【0045】
注:モノフィラメントの場合、流体交絡した試料が最も高い性能を有することが見てとれる。これは、予期されることである。何故なら、機械的な結合部は、必ずしも繊維の完全性に影響を与えず、熱結合部は、繊維に脆弱なスポットを生成し、その結果、脆弱な構造をもたらすからである。
【0046】
「実施例2」75/25%ナイロン島/PE海、108個の島
【0047】
【表3】
【0048】
【表4】
【0049】
注:カレンダー加工のみの試料が複合繊維において最良であることが見てとれ、流体交絡のみの試料が最も低い性能を有する。
【0050】
「実施例32」島の数を可変としてカレンダー結合された75/25%ナイロン島/PE海。島の数が0の試料は、最適なカレンダー温度で製造された100%ナイロン試料である。
【0051】
【表5】
【0052】
【表6】
【0053】
注:全ての海島型試料は、100%ナイロンよりも著しく優れている。島は、繊維の全質量の75%しか占めず、簡単なカレンダー結合によって、4倍以上改良される。
【0054】
高強度複合不織布を利用して製造され得る物品の例として、テント、パラシュート、屋外用布地、ハウスラップ、可動式天幕、などが挙げられる。
【図面の簡単な説明】
【0055】
【図1】典型的な複合スパンボンドプロセスの概略図である。
【図2】典型的なカレンダー結合プロセスの概略図である。
【図3】典型的な単一ドラムエアスルー結合炉の概略図である。
【図4】典型的なドラム交絡プロセスの概略図である。
【図5】本発明によって製造された複合繊維の断面図である。
【図6】熱結合された島ナイロン/PE(島:108個)のスパンボンド布の結合および結合部−繊維界面のSEM顕微鏡写真である。
【図7】熱結合された島ナイロン/PE(島:108個)のスパンボンド布の結合スポットのSEM顕微鏡写真である。
【図8】エアスルー結合されたスパンボンド布(島:108個)の表面のSEM顕微鏡写真である。
【図9】繊維−繊維結合を示す、エアスルー結合されたスパンボンド布(島:108個)の表面の拡大部を示す図である。
【図10】流体交絡され、かつエアスルー結合されたスパンボンド布(島:108個)の表面のSEM顕微鏡写真である。
【特許請求の範囲】
【請求項1】
不織布の製造方法であって、
外部繊維成分と、
内部繊維成分と、
を含み、
前記外部繊維が、前記内部繊維を包み、
前記外部繊維が、前記内部繊維よりも高い破断伸び値を有し、
前記外部繊維成分が、前記内部繊維成分よりも低い溶融温度を有するような、一組の複合繊維を紡糸する工程と、
前記一組の複合繊維をウエブ上に配置する工程と、
不織布を製造するために、前記一組の複合繊維を熱結合する工程と、
を含む、方法。
【請求項2】
前記一組の複合繊維を流体交絡させる工程をさらに含む、請求項1に記載の不織布の製造方法。
【請求項3】
不織布の製造方法であって、
外部繊維成分と、
内部繊維成分と、
を含み、
前記外部繊維成分が、前記内部繊維成分を包み、前記外部繊維成分が、前記内部繊維成分よりも低い融点を有するような、一組の複合繊維を紡糸する工程と、
前記一組の複合繊維をウエブ上に配置する工程と、
前記一組の複合繊維の各複合繊維の外部繊維成分を、それに隣接する複合繊維との結合界面において完全に溶融させ、熱結合させて結合マトリックスを形成する工程と、
を含む、方法。
【請求項4】
前記外部繊維の前記融点は、前記内部繊維の前記融点よりも少なくとも20℃低く、前記複合繊維は、前記複合繊維の表面の温度が前記内部繊維の温度を超えない温度で熱結合される、請求項3に記載の方法。
【請求項5】
前記外部繊維の前記融点は、前記内部繊維の前記融点よりも少なくとも150℃低く、複合繊維は、前記複合繊維の表面の温度が前記内部繊維の温度を超えない温度で熱結合される、請求項3に記載の方法。
【請求項6】
前記外部繊維成分は、前記複合繊維の前記内部繊維成分よりも高い粘度を有し、これによって、前記結合マトリックスの形成を容易にする、請求項3に記載の方法。
【請求項7】
前記外部繊維成分は、前記内部繊維成分よりも高い破断伸び値を有し、これによって、引張力またはせん断力のいずれかが前記マトリックスを介して前記内部繊維成分に伝達されるのを容易にしている、請求項3に記載の方法。
【請求項8】
前記外部繊維成分は、前記複合繊維の前記内部繊維成分よりも高い粘度を有し、これによって、前記結合マトリックスの形成を容易にし、かつ、前記外部繊維成分は、前記内部繊維成分よりも高い破断伸びを有する、請求項3に記載の方法。
【請求項9】
熱結合の前に、前記一組の複合繊維を流体交絡させる工程を含む、請求項3に記載の方法。
【請求項10】
前記内部繊維は、熱可塑性ポリマーの群から選択される熱可塑性プラスチックを含み、前記熱可塑性ポリマーは、長鎖エーテルエステル単位および短鎖エステル単位がエステル結合を介して頭−尾結合されたコポリエーテルエステルエラストマーである、請求項3に記載の方法。
【請求項11】
前記外部繊維は、熱可塑性ポリマーの群から選択される熱可塑性プラスチックを含み、前記熱可塑性ポリマーは、長鎖エーテルエステル単位および短鎖エステル単位がエステル結合を介して頭−尾結合されたコポリエーテルエステルエラストマーである、請求項3に記載の方法。
【請求項12】
前記内部繊維は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、およびポリエチレンからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項13】
前記外部繊維は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、およびポリエチレンからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項14】
前記外部繊維は、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項15】
前記内部繊維は、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項16】
前記熱結合は、前記一組の複合繊維にカレンダー加工を施すことを含む、請求項3に記載の方法。
【請求項17】
前記熱結合は、前記一組の複合繊維に該繊維をポイント結合させるようにカレンダー加工を施すことを含む、請求項16に記載の方法。
【請求項18】
前記熱結合は、前記一組の複合繊維に熱空気を送給することを含む、請求項3に記載の方法。
【請求項19】
前記熱結合は、前記繊維をカレンダー加工し、次いで、前記繊維に熱空気を送給することを含む、請求項3に記載の方法。
【請求項20】
前記内部繊維成分は、多葉構造である、請求項3に記載の方法。
【請求項21】
前記内部繊維成分は、海島型複合繊維を構成する前記外部繊維成分によって包まれる複数の内部繊維成分を含む、請求項3に記載の方法。
【請求項22】
前記内部繊維成分は、弾性、湿潤度、および難燃性を含む群から選択される相互に異なる機械的特性を有する複数の内部繊維成分を含む、請求項21に記載の方法。
【請求項23】
前記繊維の両面が、熱結合の前に、流体交絡プロセスに晒される、請求項3に記載の方法。
【請求項24】
前記繊維の片側のみが、熱結合の前に、流体交絡プロセスに晒される、請求項3に記載の方法。
【請求項25】
前記流体交絡プロセスに用いられる1つまたは複数のマニフォールドの水圧が、10バール〜1000バールの範囲内にある、請求項24に記載の方法。
【請求項26】
前記繊維を樹脂で被覆し、前記不織布の外面に不浸透性層を生成する工程を含む、請求項3に記載の方法。
【請求項27】
前記繊維を染色する工程を含む、請求項3に記載の方法。
【請求項28】
少なくとも2つの内部繊維成分とそれらを包む外部繊維成分とを含む実質的に連続的な熱可塑性複合フィラメントで構成され、
前記外部繊維成分は、前記内部繊維よりも低い融点と高い破断伸び特性とを有する、不織ウエブ。
【請求項29】
前記外部繊維の部分は、前記内部繊維成分を包むために溶融工程を経ている、請求項28に記載の不織ウエブ。
【請求項30】
前記外部繊維は、前記内部繊維成分よりも少なくとも20℃低い融点を有する、請求項28に記載の不織ウエブ。
【請求項31】
前記外部繊維は、前記内部繊維よりも少なくとも1.5倍大きい破断伸び特性を有する、請求項28に記載の不織ウエブ。
【請求項32】
テント用に製造されている、請求項28に記載の不織ウエブ。
【請求項33】
パラシュート用に製造されている、請求項28に記載の不織ウエブ。
【請求項34】
可動式天幕用に製造されている、請求項28に記載の不織ウエブ。
【請求項35】
ハウスラップ用に製造されている、請求項28に記載の不織ウエブ。
【請求項1】
不織布の製造方法であって、
外部繊維成分と、
内部繊維成分と、
を含み、
前記外部繊維が、前記内部繊維を包み、
前記外部繊維が、前記内部繊維よりも高い破断伸び値を有し、
前記外部繊維成分が、前記内部繊維成分よりも低い溶融温度を有するような、一組の複合繊維を紡糸する工程と、
前記一組の複合繊維をウエブ上に配置する工程と、
不織布を製造するために、前記一組の複合繊維を熱結合する工程と、
を含む、方法。
【請求項2】
前記一組の複合繊維を流体交絡させる工程をさらに含む、請求項1に記載の不織布の製造方法。
【請求項3】
不織布の製造方法であって、
外部繊維成分と、
内部繊維成分と、
を含み、
前記外部繊維成分が、前記内部繊維成分を包み、前記外部繊維成分が、前記内部繊維成分よりも低い融点を有するような、一組の複合繊維を紡糸する工程と、
前記一組の複合繊維をウエブ上に配置する工程と、
前記一組の複合繊維の各複合繊維の外部繊維成分を、それに隣接する複合繊維との結合界面において完全に溶融させ、熱結合させて結合マトリックスを形成する工程と、
を含む、方法。
【請求項4】
前記外部繊維の前記融点は、前記内部繊維の前記融点よりも少なくとも20℃低く、前記複合繊維は、前記複合繊維の表面の温度が前記内部繊維の温度を超えない温度で熱結合される、請求項3に記載の方法。
【請求項5】
前記外部繊維の前記融点は、前記内部繊維の前記融点よりも少なくとも150℃低く、複合繊維は、前記複合繊維の表面の温度が前記内部繊維の温度を超えない温度で熱結合される、請求項3に記載の方法。
【請求項6】
前記外部繊維成分は、前記複合繊維の前記内部繊維成分よりも高い粘度を有し、これによって、前記結合マトリックスの形成を容易にする、請求項3に記載の方法。
【請求項7】
前記外部繊維成分は、前記内部繊維成分よりも高い破断伸び値を有し、これによって、引張力またはせん断力のいずれかが前記マトリックスを介して前記内部繊維成分に伝達されるのを容易にしている、請求項3に記載の方法。
【請求項8】
前記外部繊維成分は、前記複合繊維の前記内部繊維成分よりも高い粘度を有し、これによって、前記結合マトリックスの形成を容易にし、かつ、前記外部繊維成分は、前記内部繊維成分よりも高い破断伸びを有する、請求項3に記載の方法。
【請求項9】
熱結合の前に、前記一組の複合繊維を流体交絡させる工程を含む、請求項3に記載の方法。
【請求項10】
前記内部繊維は、熱可塑性ポリマーの群から選択される熱可塑性プラスチックを含み、前記熱可塑性ポリマーは、長鎖エーテルエステル単位および短鎖エステル単位がエステル結合を介して頭−尾結合されたコポリエーテルエステルエラストマーである、請求項3に記載の方法。
【請求項11】
前記外部繊維は、熱可塑性ポリマーの群から選択される熱可塑性プラスチックを含み、前記熱可塑性ポリマーは、長鎖エーテルエステル単位および短鎖エステル単位がエステル結合を介して頭−尾結合されたコポリエーテルエステルエラストマーである、請求項3に記載の方法。
【請求項12】
前記内部繊維は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、およびポリエチレンからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項13】
前記外部繊維は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、ポリプロピレン、およびポリエチレンからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項14】
前記外部繊維は、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項15】
前記内部繊維は、ポリエステル、ポリアミド、熱可塑性コポリエーテルエステルエラストマー、ポリオレフィン、ポリアクリレート、および熱可塑性液晶ポリマーからなる群から選択される熱可塑性ポリマーを含む、請求項3に記載の方法。
【請求項16】
前記熱結合は、前記一組の複合繊維にカレンダー加工を施すことを含む、請求項3に記載の方法。
【請求項17】
前記熱結合は、前記一組の複合繊維に該繊維をポイント結合させるようにカレンダー加工を施すことを含む、請求項16に記載の方法。
【請求項18】
前記熱結合は、前記一組の複合繊維に熱空気を送給することを含む、請求項3に記載の方法。
【請求項19】
前記熱結合は、前記繊維をカレンダー加工し、次いで、前記繊維に熱空気を送給することを含む、請求項3に記載の方法。
【請求項20】
前記内部繊維成分は、多葉構造である、請求項3に記載の方法。
【請求項21】
前記内部繊維成分は、海島型複合繊維を構成する前記外部繊維成分によって包まれる複数の内部繊維成分を含む、請求項3に記載の方法。
【請求項22】
前記内部繊維成分は、弾性、湿潤度、および難燃性を含む群から選択される相互に異なる機械的特性を有する複数の内部繊維成分を含む、請求項21に記載の方法。
【請求項23】
前記繊維の両面が、熱結合の前に、流体交絡プロセスに晒される、請求項3に記載の方法。
【請求項24】
前記繊維の片側のみが、熱結合の前に、流体交絡プロセスに晒される、請求項3に記載の方法。
【請求項25】
前記流体交絡プロセスに用いられる1つまたは複数のマニフォールドの水圧が、10バール〜1000バールの範囲内にある、請求項24に記載の方法。
【請求項26】
前記繊維を樹脂で被覆し、前記不織布の外面に不浸透性層を生成する工程を含む、請求項3に記載の方法。
【請求項27】
前記繊維を染色する工程を含む、請求項3に記載の方法。
【請求項28】
少なくとも2つの内部繊維成分とそれらを包む外部繊維成分とを含む実質的に連続的な熱可塑性複合フィラメントで構成され、
前記外部繊維成分は、前記内部繊維よりも低い融点と高い破断伸び特性とを有する、不織ウエブ。
【請求項29】
前記外部繊維の部分は、前記内部繊維成分を包むために溶融工程を経ている、請求項28に記載の不織ウエブ。
【請求項30】
前記外部繊維は、前記内部繊維成分よりも少なくとも20℃低い融点を有する、請求項28に記載の不織ウエブ。
【請求項31】
前記外部繊維は、前記内部繊維よりも少なくとも1.5倍大きい破断伸び特性を有する、請求項28に記載の不織ウエブ。
【請求項32】
テント用に製造されている、請求項28に記載の不織ウエブ。
【請求項33】
パラシュート用に製造されている、請求項28に記載の不織ウエブ。
【請求項34】
可動式天幕用に製造されている、請求項28に記載の不織ウエブ。
【請求項35】
ハウスラップ用に製造されている、請求項28に記載の不織ウエブ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2008−534808(P2008−534808A)
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願番号】特願2008−504345(P2008−504345)
【出願日】平成18年3月29日(2006.3.29)
【国際出願番号】PCT/US2006/011611
【国際公開番号】WO2006/107695
【国際公開日】平成18年10月12日(2006.10.12)
【出願人】(507326836)ノース・キャロライナ・ステイト・ユニヴァーシティ (6)
【Fターム(参考)】
【公表日】平成20年8月28日(2008.8.28)
【国際特許分類】
【出願日】平成18年3月29日(2006.3.29)
【国際出願番号】PCT/US2006/011611
【国際公開番号】WO2006/107695
【国際公開日】平成18年10月12日(2006.10.12)
【出願人】(507326836)ノース・キャロライナ・ステイト・ユニヴァーシティ (6)
【Fターム(参考)】
[ Back to top ]