
軽量化された発泡木質プラスチック成形体の製造方法
【課題】熱可塑性樹脂とセルロース材料にマスターバッチ化された熱膨張性マイクロカプセルを配合することにより、より軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
【解決手段】熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下である、発泡木質プラスチック成形体の製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用部材、住宅用建材等に使用される木質系プラスチック複合基材及びその製造方法に関する。特に、木質系プラスチック成形体の製造において、木粉等セルロース材料及び熱可塑性樹脂に発泡剤を配合することにより、十分に軽量化された発泡木質プラスチック成形体を製造する方法に関する。
【背景技術】
【0002】
自動車用部材、住宅用建材等として、従来から、木材とプラスチックとから成るウッドプラスチック複合基材が使用されてきた。ウッドプラスチック複合基材を構成する熱可塑性プラスチックは、成形性、生産性及び均質な品質等の優れた特性を有するが、原料コストや強度不足に関して改良の余地があり、木質材料は、高い比強度及び天然の風合い等の優れた特性を有するが、プラスチックに比較して成形性に劣るものであった。ウッドプラスチック複合基材が有する特性は、包含される木質材料や熱可塑性プラスチックの組成比等により異なるものである。
【0003】
近年は、ウッドプラスチック複合基材に包含される木質材料の割合が増加する傾向にある。木質材料を高い配合割合で熱可塑性プラスチックと加熱混練し、押出成形又は射出成形することにより、天然木の風合いにより近い木質感を有する木質プラスチック成形体が製造されるようになった。
【0004】
木質感を有する木質プラスチック成形体は、概して、木粉、木フレーク、木材繊維、小麦パルプ、紙、その他のセルロースファイバー材料等と熱可塑性樹脂とを溶融、混練することにより製造される。天然木に近い木質感を付与するために、複合基材全体のうちの木質材料の配合割合が、概して、30重量パーセント以上であることが好ましいとされている。
【0005】
木質材料として、間伐材や廃材等を使用することができるので、自動車用部材、住宅用建材等に木質系プラスチック複合基材を使用することは、地球温暖化対策が求められる昨今、カーボンニュートラル、環境調和性という観点からも望ましい。
【0006】
環境調和性に関し、自動車用部材の分野で、近年、電気自動車(EV)やプラグインハイブリッド車(PHEV)等の環境車のニーズが増大する傾向が続いている。また、従来のガソリン車は、より低燃費であることが求められている。このような環境車や低燃費車に使用される木質系プラスチック複合基材は、その使用される部位等の用途に応じた剛性を保ちながら、より一層の軽量化を実現することが望まれている。
【0007】
従来、木粉等を含有する木質プラスチック成形体を軽量化するために、化学発泡剤を成形材料に注入し、発泡成形体として製造する方法が使用された。しかし化学発泡剤を使用すると、木質感を付与するために木質材料が比較的高い割合で配合された場合、その分、化学発泡剤の気泡を含有し得る樹脂の配合割合が少ない状態となって、押出成形等の加熱により気化された発泡剤の気泡が樹脂中から抜けやすくなり、気泡を発泡成形体内に安定的に留めておくことが困難であった。このために、発泡剤をマイクロカプセルに包含して使用し、発泡セルを形成する方法が提案された(特開2007―100012公報:特許文献1)。
【0008】
また、二軸押出機等が使用される混練工程で、発泡剤として使用される熱膨張性マイクロカプセルが破壊されてしまい、十分に膨張、発泡させることができないことがあるため、熱膨張性マイクロカプセルを保護被膜でコーティングして押出発泡成形体を製造する方法が提案された(特開2006―27084公報:特許文献2)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007―100012公報
【特許文献2】特開2006―27084公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のように、従来、発泡木質プラスチック成形体を製造する混練工程で、熱膨張性マイクロカプセルの殻体(シェル)が、押出機の混練部のスクリューやシリンダーとの接触によって容易に破壊されてしまい、このために十分な発泡を行わせることができず、所望の発泡倍率が得られないという問題があった。このような混練部のスクリュー等との接触によって熱膨張性マイクロカプセルの殻体が破壊されるという問題は、混練される組成物が木粉等のセルロース材料を含有した構成である場合や、混練を二軸押出機で行う場合に特に顕著であった。
【0011】
また、熱膨張性マイクロカプセルを保護被膜でコーティングすると、混練工程では保護被膜が軟化、破壊されないことによりマイクロカプセルを保護することができ、押出工程では保護被膜が軟化、破壊されることによりマイクロカプセルを発泡させることができるとされていたが、このように製造された押出発泡成形体は、比重が0.8ないし0.98程度となってしまい、軽量化が不十分であった。また、より軽量化するために、熱膨張性マイクロカプセルをより多く使用しなければならないことになるため、コストの点でも不利であった。
【0012】
従って本発明は、熱膨張性マイクロカプセルが混練過程等で破壊されず、効率的に膨張、発泡することにより、自動車用部材、住宅用建材等に使用されるために十分に軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【課題を解決するための手段】
【0013】
上記課題を解決する本発明に係る発泡木質プラスチック成形体の製造方法は、熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下であることを特徴とする。
【0014】
ベース樹脂によりマスターバッチ化された熱膨張性マイクロカプセルが使用されるため、木質感を付与するためにセルロース材料が比較的高い割合で配合された状態で押出機等により混練しても、スクリュー等との接触によってマイクロカプセルが破壊されることがない。また、低い融点のベース樹脂が、加熱混練工程で熱可塑性樹脂内に溶融するため、マイクロカプセルは破壊されないよう保護されながら、熱可塑性樹脂中に適度に分散される。このように破壊されることなく適度に分散したマイクロカプセルは、その後の押出成形時の加熱によって効率的に膨張、発泡することができる。
【0015】
また、本発明に係る製造方法は、発泡木質プラスチック成形体に使用される熱可塑性樹脂がポリオレフィン系樹脂であり、ベース樹脂がエチレン酢酸ビニル共重合体(EVA)又は低密度ポリエチレン(LDPE)であることを特徴とする。例えば、熱可塑性樹脂としてポリオレフィン系樹脂であるポリプロピレン(PP)を使用し、マスターバッチ用のベース樹脂としてエチレン酢酸ビニル共重合体(EVA)を使用すれば、EVAの融点(Tm :60℃〜70℃)がPPの融点(Tm :160℃〜165℃)よりも低く、且つEVAとPPとの溶解性が良好であるため、熱膨張性マイクロカプセルが押出成形時の加熱で発泡してマイクロバルーンを形成する前に、EVAがPPに溶融混合し、マイクロカプセルが破壊されずに保護されながらPP内に適度に分散することができる。
【0016】
また、本発明に係る製造方法で使用される熱膨張性マイクロカプセルは、発泡開始温度が180℃ないし210℃の範囲にあり、最大膨張温度が240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあり、マスターバッチ化の工程で発泡することなく、押出成形又は射出成形時の加熱により発泡することを特徴とする。熱膨張性マイクロカプセルがマスターバッチ化された段階で発泡が生じていると、押出成形の工程で十分な発泡倍率が得られないが、本発明に係る製造方法に使用される熱膨張性マイクロカプセルの発泡開始温度等が十分に高く、ベース樹脂の融点が低いため、シリンダー等の温度を適度に維持することにより、マスターバッチ化の工程で発泡しないようにすることができる。その後、セルロース材料と熱可塑性樹脂との溶融混練工程を経て、押出成形時の加熱により効率的にマイクロカプセルを発泡させて、十分に軽量化された発泡木質プラスチック成形体を得ることができる。
【0017】
マスターバッチ化の工程における熱膨張性マイクロカプセルとベース樹脂との配合割合は1重量部:1重量部であることが好ましい。該配合割合においてマスターバッチ化されることにより、混練工程では、マイクロカプセルが破壊されないよう保護され且つ樹脂内に適度に分散され、押出成型時では、マイクロカプセルの膨張、発泡が妨げられることがなく、高い発泡倍率が得られると考えられるからである。また、該重量部比においてマスターバッチを作製することにより、マスターバッチ化されていないマイクロカプセルを使用する場合と比較して、熱膨張性マイクロカプセルの配合割合(重量部)を増加させることなく、発泡木質プラスチック成形体の軽量化率を向上させることができる。
【0018】
本発明に係る発泡木質プラスチック成形体の製造方法で、木質感を付与するためにセルロース材料として木粉、木フレーク、木材繊維、小麦パルプ、紙等を使用することができるが、これらの中でも木粉を用いるのが好ましい。木粉を使用すれば、成形体に天然木により近い木質感を付与することができるからである。また、木粉は、間伐材やリサイクル廃材から製造することができるため、カーボンニュートラルの観点からも好ましい。
【0019】
また、マイクロカプセルをマスターバッチ化する工程で、熱膨張性マイクロカプセルとベース樹脂とが単軸押出機又は多軸押出機で混練、押出しされ、押出機の出口部分に取り付けられたペレタイザー装置によって、ペレット状のマスターバッチに作製されてよい。
【0020】
本発明はまた、上記の製造方法を実施することにより製造された発泡木質プラスチック成形体であって、高い軽量化率が実現されたものをその範囲に含むものである。具体的に、本発明に係る発泡木質プラスチック成形体は、熱膨張性マイクロカプセルを使用せずに製造された木質プラスチック成形体と比較して、20パーセント以上軽量化されたものである。また、マスターバッチ化しない熱膨張性マイクロカプセルを同量使用して製造された発泡木質プラスチック成形体と比較して、10パーセント以上軽量化されたものである。
【0021】
また、上記の製造方法を、所定の条件で実施することにより製造された本発明に係る発泡木質プラスチック成形体の密度は、0.65g/cm3 ないし0.85g/cm3 の範囲にある。
【発明の効果】
【0022】
本発明の製造方法を実施して発泡木質プラスチック成形体を製造することにより、熱膨張性マイクロカプセルが、二軸押出機等を使用した溶融混練工程において、木粉やシリンダー内の樹脂圧力、スクリューのメタリングゾーン(計量部)等によって破壊、圧壊されることがない。また、低い融点のベース樹脂が加熱混練工程において熱可塑性樹脂と溶融し、マイクロカプセルを十分に保護しながら熱可塑性樹脂内に適度に分散させることができる。また、発泡開始温度等が高い熱膨張性マイクロカプセルを使用することにより、マイクロカプセルがマスターバッチ化の加熱混練工程で発泡することがなく、熱可塑性樹脂との加熱混練工程でも発泡が抑制され、押出成型時の加熱によって十分に発泡、膨張することができる。このように、本発明にかかる製造方法では、熱膨張性マイクロカプセルが破壊されずに樹脂内に適度に分散し、効率的に発泡、膨張するため、熱膨張性マイクロカプセルの配合割合を増加させることなく、軽量化率を向上することができる。
【0023】
また、本発明に係る製造方法を実施して得られた軽量化された発泡木質プラスチック成形体は望ましい環境調和性を有し、環境車等の自動車用部材、住宅用建材等に幅広く使用することができる。
【図面の簡単な説明】
【0024】
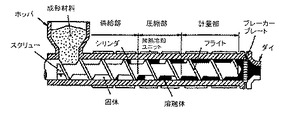
【図1】図1は本発明に係るマスターバッチの作製に使用される押出機を模式的に示す断面図である。
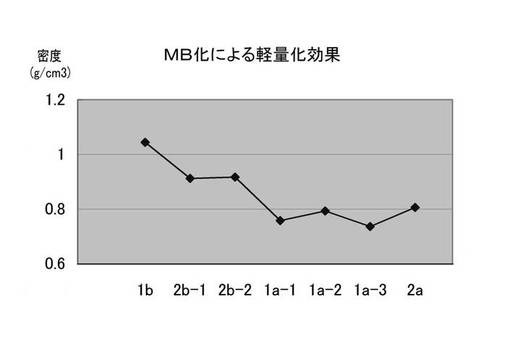
【図2】図2は本発明に係る製造方法及び比較例の製造方法により製造された(発泡)木質プラスチック成形体の密度の変化を示すグラフである。
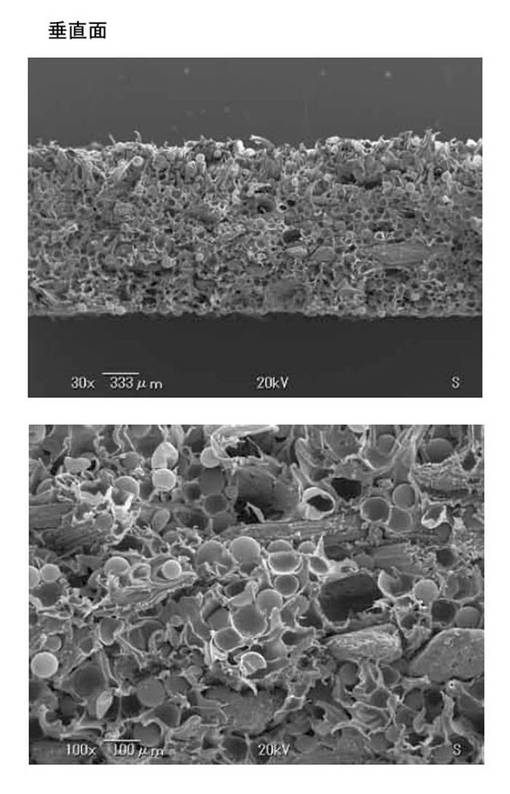
【図3a】図3aは本発明に係る製造方法のひとつの実施例に係る発泡木質プラスチック成形体の押出方向に対して垂直な断面の走査型電子顕微鏡(SEM)写真である。
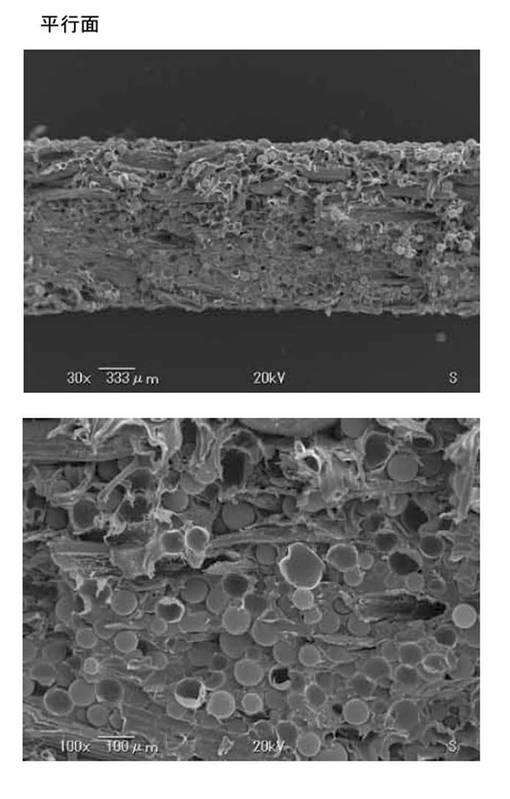
【図3b】図3は本発明に係る製造方法のひとつの実施例に係る発泡木質プラスチック成形体の押出方向に対して平行な断面の走査型電子顕微鏡(SEM)写真である。
【発明を実施するための形態】
【0025】
以下、本発明の特徴が、本発明の限定を意図するものではない好適実施例とともに説明される。なお、図面は説明の目的で単純化され、尺度も必ずしも一致しない。
【0026】
熱膨張性マイクロカプセル
本発明に係る製造方法に使用される熱膨張性マイクロカプセルは、アクリロニトリル型共重合体等の熱可塑性樹脂から成る殻体(シェル)と、該殻体内に内包された液状炭化水素等の膨張剤から成る。殻体の膜厚は2〜15μm程度であり、熱膨張性マイクロカプセルを加熱していくと、まず殻体を構成する熱可塑性樹脂が軟化を開始し、同時に内包されている炭化水素等がガス化を始め、内圧が上がり、マイクロカプセルが膨張する状態(膨張開始)になる。膨張時には内圧と殻体の熱可塑性高分子の張力、外圧が釣り合って膨張が保持される状態(マイクロバルーン)になる。
【0027】
熱膨張性マイクロカプセルの平均粒径は5〜50μmの範囲にあり、好適には20〜35μmの範囲にある。マイクロカプセルが膨張、発泡し、マイクロバルーンが形成された状態では、50倍〜100倍程度の体積になる。
【0028】
本発明の製造方法に使用される熱膨張性マイクロカプセルは、押出成形時の加熱で効率的に膨張するよう、超高温膨張型であることが好ましい。具体的に、マイクロカプセルの発泡開始温度は180℃ないし210℃の範囲にあり、最大膨張温度は240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあることが好ましい。膨張温度とは、マイクロバルーンが形成されて膨張が継続又は維持される状態の温度範囲を指すものである。このように超高温膨張型のマイクロカプセルを使用することにより、マイクロカプセルがマスターバッチ化の工程等で発泡することなく、加熱混練工程で樹脂内に適度に分散された後、押出成形時の加熱で効率的に膨張、発泡して、成形体を効果的に軽量化することができる。
【0029】
上記のような熱膨張性マイクロカプセルとして、松本油脂製薬(株)製マイクロスフェアーF260D等が挙げられる。
【0030】
熱可塑性樹脂及びベース樹脂
マスターバッチのベース樹脂は、融点が熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下であり、木質プラスチック成形体を構成する熱可塑性樹脂と溶解性が良好であることが好ましい。熱可塑性樹脂としては概して、安価で且つ機械特性に優れるポリオレフィン系樹脂が使用され、ポリオレフィン系樹脂にはエチレンを重合させて得られるポリエチレン(PE)やプロピレンから作り出されるポリプロピレン(PP)が含まれる。このためベース樹脂には、好適に、PEやPPよりも融点が低く且つ混練工程において良好に溶融するエチレン酢酸ビニル共重合体(EVA)又は低密度ポリエチレン(LDPE)が使用される。
【0031】
上記のような熱膨張性マイクロカプセル及びベース樹脂が本発明の発泡木質プラスチックの製造方法に係るマスターバッチ化の工程で使用される。マスターバッチは、例えば図1に示されているような押出機を使用して作製されてよい。
【0032】
実施例1
本発明に係る実施例1の製造方法により、発泡木質プラスチック成形体(1a―1〜1a―3)が製造された。
【0033】
マスターバッチ化
マスターバッチは、熱膨張性マイクロカプセル(商品名:マイクロスフェアーF260D、松本油脂製薬(株)製)50重量部とエチレン酢酸ビニル共重合体EVA(商品名:DQDJ3269、ダウ・ケミカル日本(株)製)50重量部とを押出機(図1)により混練、押出し、ペレタイザー装置(図示せず)によりペレット状にして作製された。ベース樹脂(EVA)が軟化する温度を維持するため、押出機のシリンダー温度は110℃に設定された。
【0034】
試料に非振動的荷重(一定荷重)をかけながら、温度に対する変形を計測する熱機械分析(TMA)の測定値に基づく上記熱膨張性マイクロカプセル(F260D)の発泡開始温度は190℃〜200℃、最大発泡温度は250℃〜260℃、膨張温度は220℃〜260℃であった。
【0035】
また、アルミ箔の箱に試料1gを均一に広げて入れ、熱風循環恒温乾燥機中で行われた発泡倍率評価に基づく上記熱膨張性マイクロカプセル(F260D)発泡倍率は、2倍〜70倍程度であった。発泡倍率評価は、200℃、210℃、220℃、230℃、240℃の各々の温度において1分ないし5分間、無負荷、熱風加熱することにより測定された。真比重はイソプロピルアルコールを用いた液置換法(アルキメデス法)により測定され、発泡倍率の換算は(発泡前の真比重/発泡後の真比重)を計算することにより行われた。
【0036】
上記のように作製されたマスターバッチペレット、ポリプロピレン(PP)及び木粉(粒径:100〜400μm)を使用して、発泡木質プラスチック成形体(1a―1ないし1a―3)が製造された。重量部比は、PP:木粉:マスターバッチペレット=60:40:6であった(マスターバッチペレットにおける熱膨張製マイクロカプセルとEVAの重量部比は3:3)。
【0037】
上記の重量部比で各々配合されたPP、木粉及びマスターバッチペレットが、二軸押出機により溶融混練された。二軸押出機のシリンダーの温度は180℃〜240℃、押出ダイ(Tダイ)の温度は210℃〜260℃に設定された。温度の設定は該範囲に限定されるものではないが、ホッパー等原料供給口から押出ダイに向かって温度が高くなっていくようにしながら、シリンダーの温度も比較的高く設定されることが好ましい。このように温度を設定することにより、押出成形の際に効率的に熱膨張性マイクロカプセルを発泡させることができ、また、押出ダイから出た際の厚みからの圧縮の度合いによる影響を小さくし、比重を軽くすることができると考えられるためである。
【0038】
実施例2
本発明の実施例2の製造方法によって、発泡木質プラスチック成形体(2a)が製造された。実施例2の製造方法では、実施例1と同様にして作製されたマイクロカプセルマスターバッチが4重量部(熱膨張製マイクロカプセル:EVA=2重量部:2重量部)配合されたほかは、実施例1と同じ条件であった。
【0039】
比較例1
比較例1の製造方法によって、木質プラスチック成形体(1b)が製造された。比較例1の製造方法では、熱膨張性マイクロカプセルを使用することなく、熱可塑性樹脂とセルロース材料とを溶融混練し、押出成形して、木質プラスチック成形体(1b)が製造された。熱可塑性樹脂とセルロース材料の材料及び重量部比、二軸押出機のシリンダー温度や押出ダイの温度等その他の条件は、実施例1と同じであった。
【0040】
比較例2
比較例2の製造方法によって、発泡木質プラスチック成形体(2b―1〜2b―2)が製造された。比較例2の製造方法では、マスターバッチ化されていない熱膨張性マイクロカプセルが使用された。重量部比は、PP:木粉:熱膨張性マイクロカプセル=60:40:3であった。その他の条件は、実施例1と同じであった。
【0041】
上記実施例1及び2、比較例1及び2の製造方法により製造された(発泡)木質プラスチック成形体における各組成物の配合割合、密度及び軽量化率が表1に示されている。
【0042】
【表1】

【0043】
比較例1の製造方法により製造された木質プラスチック成形体1bの密度は1.044g/cm3 であった。これを標準品として、以下の比較例及び実施例の発泡木質プラスチック成形体の軽量化率が算出された。
【0044】
比較例2の製造方法であって、PP及び木粉100重量部に対してマスターバッチ化されていない熱膨張性マイクロカプセルを3重量部配合して製造された発泡木質プラスチック成形体2b―1及び2b―2は、密度が、0.912g/cm3 〜0.917g/cm3 であり、標準品との比較に基づく軽量化率は、12.5パーセント〜12.2パーセントであった。
【0045】
実施例1の製造方法であって、PP及び木粉100重量部に対して熱膨張性マイクロカプセル3重量部とEVA3重量部から成るマスターバッチペレットを6重量部配合して製造された発泡木質プラスチック成形体1a−1ないし1a−3の密度は、0.736g/cm3 〜0.793g/cm3 であり、標準品との比較に基づく軽量化率は24.0パーセント〜29.5パーセントであった。実施例1の製造方法により、標準品より20パーセントから30パーセント軽量化された発泡木質プラスチック成形体が製造できることが示された。
【0046】
実施例2の製造方法であって、PP及び木粉100重量部に対して熱膨張性マイクロカプセル2重量部とEVA2重量部から成るマスターバッチペレットを4重量部配合して製造された発泡木質プラスチック成形体2aの密度は、0.806g/cm3 であり、標準品との比較に基づく軽量化率は、22.8パーセントであった。該軽量化率は、PP及び木粉100重量部に対して、熱膨張性マイクロカプセル(F260D)を3重量部配合した比較例2の製造方法に係る2b−1及び2b−2の発砲木質プラスチック成形体よりも良好なものであり、マスターバッチペレット(MBF260EVA)を使用する本発明に係る製造方法が、熱膨張性マイクロカプセルを効率的に膨張、発泡させ、軽量化された発泡木質プラスチック成形体を製造するために極めて有効であることが示された。
【0047】
上記実施例においてエチレン酢酸ビニル共重合体(EVA)によるマスターバッチ化が説明されてきたが、他の態様として、マスターバッチ化は低密度ポリエチレン(LDPE)により行われてもよい。
【0048】
他の態様のマスターバッチは、熱膨張性マイクロカプセル(商品名:マイクロスフェアーF260D、松本油脂製薬(株)製)50重量部と低密度ポリエチレンLDPE(商品名:LJ802、日本ポリエチレン(株)製)50重量部とを押出機(図1)により混練、押出し、ペレタイザー装置(図示せず)によりペレット状にして作製された。ベース樹脂(LDPE)が軟化する温度を維持するため、押出機のシリンダー温度は130℃に設定された。
【0049】
図3a及び図3bは、本発明の製造方法のひとつの実施例により製造された発泡木質プラスチック成形体の断面のSEM写真である。該実施例の成形体は、PP:木粉:MBF260EVA=70:30:6の重量部比において製造されたものであり、密度は0.69g/cm3 であった。図3(a)は押出方向に関して垂直な断面の各々倍率が異なるSEM写真であり、図3(b)は押出方向に関して平行な断面の各々倍率が異なるSEM写真である。いずれの断面写真においても、マイクロカプセルが破壊されることなく樹脂及び木粉内に適度に分散しており、良好に発泡して直径が100μm程度のマイクロバルーンが形成されている。また、加熱による木粉の焼けや変色も起こっていない。
【0050】
上記実施例において、主に押出成形により発泡木質プラスチック成形体を製造する方法が詳しく説明されてきたが、射出成形、カレンダー成形等他の成形方法が使用されてもよい。
【0051】
以上のとおり、本発明に係る製造方法を実施することにより、熱膨張性マイクロカプセルが加熱混練工程で破壊されることがなく、適度に樹脂内に分散された後に成形時の加熱によって膨張、発泡することができ、熱膨張性マイクロカプセルの配合割合を増加させることなく、効率的に軽量化された発泡木質プラスチック成形体を得ることができる。本発明に係る製造方法により製造された発泡木質プラスチック成形体は、天然木に近い外観を備え、自動車用部材や住宅用建材等に幅広く使用することができるものである。例えば、自動車用部材として、リアシェルフ、フロアボード、ドアトリム、トランクトリム等に使用することができる。
【0052】
また、本発明に係る発泡木質プラスチック成形体は、間伐材等から作製できる木粉等を有効に活用するものであり、カーボンニュートラル、環境調和性の観点からも好ましい特性を備えるものである。
【0053】
本発明の思想及び態様から離れることなく多くのさまざまな修正が可能であることは当業者の知るところである。したがって、言うまでもなく、本発明の態様は例示に過ぎず、本発明の範囲を限定するものではない。
【技術分野】
【0001】
本発明は、自動車用部材、住宅用建材等に使用される木質系プラスチック複合基材及びその製造方法に関する。特に、木質系プラスチック成形体の製造において、木粉等セルロース材料及び熱可塑性樹脂に発泡剤を配合することにより、十分に軽量化された発泡木質プラスチック成形体を製造する方法に関する。
【背景技術】
【0002】
自動車用部材、住宅用建材等として、従来から、木材とプラスチックとから成るウッドプラスチック複合基材が使用されてきた。ウッドプラスチック複合基材を構成する熱可塑性プラスチックは、成形性、生産性及び均質な品質等の優れた特性を有するが、原料コストや強度不足に関して改良の余地があり、木質材料は、高い比強度及び天然の風合い等の優れた特性を有するが、プラスチックに比較して成形性に劣るものであった。ウッドプラスチック複合基材が有する特性は、包含される木質材料や熱可塑性プラスチックの組成比等により異なるものである。
【0003】
近年は、ウッドプラスチック複合基材に包含される木質材料の割合が増加する傾向にある。木質材料を高い配合割合で熱可塑性プラスチックと加熱混練し、押出成形又は射出成形することにより、天然木の風合いにより近い木質感を有する木質プラスチック成形体が製造されるようになった。
【0004】
木質感を有する木質プラスチック成形体は、概して、木粉、木フレーク、木材繊維、小麦パルプ、紙、その他のセルロースファイバー材料等と熱可塑性樹脂とを溶融、混練することにより製造される。天然木に近い木質感を付与するために、複合基材全体のうちの木質材料の配合割合が、概して、30重量パーセント以上であることが好ましいとされている。
【0005】
木質材料として、間伐材や廃材等を使用することができるので、自動車用部材、住宅用建材等に木質系プラスチック複合基材を使用することは、地球温暖化対策が求められる昨今、カーボンニュートラル、環境調和性という観点からも望ましい。
【0006】
環境調和性に関し、自動車用部材の分野で、近年、電気自動車(EV)やプラグインハイブリッド車(PHEV)等の環境車のニーズが増大する傾向が続いている。また、従来のガソリン車は、より低燃費であることが求められている。このような環境車や低燃費車に使用される木質系プラスチック複合基材は、その使用される部位等の用途に応じた剛性を保ちながら、より一層の軽量化を実現することが望まれている。
【0007】
従来、木粉等を含有する木質プラスチック成形体を軽量化するために、化学発泡剤を成形材料に注入し、発泡成形体として製造する方法が使用された。しかし化学発泡剤を使用すると、木質感を付与するために木質材料が比較的高い割合で配合された場合、その分、化学発泡剤の気泡を含有し得る樹脂の配合割合が少ない状態となって、押出成形等の加熱により気化された発泡剤の気泡が樹脂中から抜けやすくなり、気泡を発泡成形体内に安定的に留めておくことが困難であった。このために、発泡剤をマイクロカプセルに包含して使用し、発泡セルを形成する方法が提案された(特開2007―100012公報:特許文献1)。
【0008】
また、二軸押出機等が使用される混練工程で、発泡剤として使用される熱膨張性マイクロカプセルが破壊されてしまい、十分に膨張、発泡させることができないことがあるため、熱膨張性マイクロカプセルを保護被膜でコーティングして押出発泡成形体を製造する方法が提案された(特開2006―27084公報:特許文献2)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007―100012公報
【特許文献2】特開2006―27084公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のように、従来、発泡木質プラスチック成形体を製造する混練工程で、熱膨張性マイクロカプセルの殻体(シェル)が、押出機の混練部のスクリューやシリンダーとの接触によって容易に破壊されてしまい、このために十分な発泡を行わせることができず、所望の発泡倍率が得られないという問題があった。このような混練部のスクリュー等との接触によって熱膨張性マイクロカプセルの殻体が破壊されるという問題は、混練される組成物が木粉等のセルロース材料を含有した構成である場合や、混練を二軸押出機で行う場合に特に顕著であった。
【0011】
また、熱膨張性マイクロカプセルを保護被膜でコーティングすると、混練工程では保護被膜が軟化、破壊されないことによりマイクロカプセルを保護することができ、押出工程では保護被膜が軟化、破壊されることによりマイクロカプセルを発泡させることができるとされていたが、このように製造された押出発泡成形体は、比重が0.8ないし0.98程度となってしまい、軽量化が不十分であった。また、より軽量化するために、熱膨張性マイクロカプセルをより多く使用しなければならないことになるため、コストの点でも不利であった。
【0012】
従って本発明は、熱膨張性マイクロカプセルが混練過程等で破壊されず、効率的に膨張、発泡することにより、自動車用部材、住宅用建材等に使用されるために十分に軽量化された発泡木質プラスチック成形体を製造することを課題とする。
【課題を解決するための手段】
【0013】
上記課題を解決する本発明に係る発泡木質プラスチック成形体の製造方法は、熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、ベース樹脂の融点が、熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下であることを特徴とする。
【0014】
ベース樹脂によりマスターバッチ化された熱膨張性マイクロカプセルが使用されるため、木質感を付与するためにセルロース材料が比較的高い割合で配合された状態で押出機等により混練しても、スクリュー等との接触によってマイクロカプセルが破壊されることがない。また、低い融点のベース樹脂が、加熱混練工程で熱可塑性樹脂内に溶融するため、マイクロカプセルは破壊されないよう保護されながら、熱可塑性樹脂中に適度に分散される。このように破壊されることなく適度に分散したマイクロカプセルは、その後の押出成形時の加熱によって効率的に膨張、発泡することができる。
【0015】
また、本発明に係る製造方法は、発泡木質プラスチック成形体に使用される熱可塑性樹脂がポリオレフィン系樹脂であり、ベース樹脂がエチレン酢酸ビニル共重合体(EVA)又は低密度ポリエチレン(LDPE)であることを特徴とする。例えば、熱可塑性樹脂としてポリオレフィン系樹脂であるポリプロピレン(PP)を使用し、マスターバッチ用のベース樹脂としてエチレン酢酸ビニル共重合体(EVA)を使用すれば、EVAの融点(Tm :60℃〜70℃)がPPの融点(Tm :160℃〜165℃)よりも低く、且つEVAとPPとの溶解性が良好であるため、熱膨張性マイクロカプセルが押出成形時の加熱で発泡してマイクロバルーンを形成する前に、EVAがPPに溶融混合し、マイクロカプセルが破壊されずに保護されながらPP内に適度に分散することができる。
【0016】
また、本発明に係る製造方法で使用される熱膨張性マイクロカプセルは、発泡開始温度が180℃ないし210℃の範囲にあり、最大膨張温度が240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあり、マスターバッチ化の工程で発泡することなく、押出成形又は射出成形時の加熱により発泡することを特徴とする。熱膨張性マイクロカプセルがマスターバッチ化された段階で発泡が生じていると、押出成形の工程で十分な発泡倍率が得られないが、本発明に係る製造方法に使用される熱膨張性マイクロカプセルの発泡開始温度等が十分に高く、ベース樹脂の融点が低いため、シリンダー等の温度を適度に維持することにより、マスターバッチ化の工程で発泡しないようにすることができる。その後、セルロース材料と熱可塑性樹脂との溶融混練工程を経て、押出成形時の加熱により効率的にマイクロカプセルを発泡させて、十分に軽量化された発泡木質プラスチック成形体を得ることができる。
【0017】
マスターバッチ化の工程における熱膨張性マイクロカプセルとベース樹脂との配合割合は1重量部:1重量部であることが好ましい。該配合割合においてマスターバッチ化されることにより、混練工程では、マイクロカプセルが破壊されないよう保護され且つ樹脂内に適度に分散され、押出成型時では、マイクロカプセルの膨張、発泡が妨げられることがなく、高い発泡倍率が得られると考えられるからである。また、該重量部比においてマスターバッチを作製することにより、マスターバッチ化されていないマイクロカプセルを使用する場合と比較して、熱膨張性マイクロカプセルの配合割合(重量部)を増加させることなく、発泡木質プラスチック成形体の軽量化率を向上させることができる。
【0018】
本発明に係る発泡木質プラスチック成形体の製造方法で、木質感を付与するためにセルロース材料として木粉、木フレーク、木材繊維、小麦パルプ、紙等を使用することができるが、これらの中でも木粉を用いるのが好ましい。木粉を使用すれば、成形体に天然木により近い木質感を付与することができるからである。また、木粉は、間伐材やリサイクル廃材から製造することができるため、カーボンニュートラルの観点からも好ましい。
【0019】
また、マイクロカプセルをマスターバッチ化する工程で、熱膨張性マイクロカプセルとベース樹脂とが単軸押出機又は多軸押出機で混練、押出しされ、押出機の出口部分に取り付けられたペレタイザー装置によって、ペレット状のマスターバッチに作製されてよい。
【0020】
本発明はまた、上記の製造方法を実施することにより製造された発泡木質プラスチック成形体であって、高い軽量化率が実現されたものをその範囲に含むものである。具体的に、本発明に係る発泡木質プラスチック成形体は、熱膨張性マイクロカプセルを使用せずに製造された木質プラスチック成形体と比較して、20パーセント以上軽量化されたものである。また、マスターバッチ化しない熱膨張性マイクロカプセルを同量使用して製造された発泡木質プラスチック成形体と比較して、10パーセント以上軽量化されたものである。
【0021】
また、上記の製造方法を、所定の条件で実施することにより製造された本発明に係る発泡木質プラスチック成形体の密度は、0.65g/cm3 ないし0.85g/cm3 の範囲にある。
【発明の効果】
【0022】
本発明の製造方法を実施して発泡木質プラスチック成形体を製造することにより、熱膨張性マイクロカプセルが、二軸押出機等を使用した溶融混練工程において、木粉やシリンダー内の樹脂圧力、スクリューのメタリングゾーン(計量部)等によって破壊、圧壊されることがない。また、低い融点のベース樹脂が加熱混練工程において熱可塑性樹脂と溶融し、マイクロカプセルを十分に保護しながら熱可塑性樹脂内に適度に分散させることができる。また、発泡開始温度等が高い熱膨張性マイクロカプセルを使用することにより、マイクロカプセルがマスターバッチ化の加熱混練工程で発泡することがなく、熱可塑性樹脂との加熱混練工程でも発泡が抑制され、押出成型時の加熱によって十分に発泡、膨張することができる。このように、本発明にかかる製造方法では、熱膨張性マイクロカプセルが破壊されずに樹脂内に適度に分散し、効率的に発泡、膨張するため、熱膨張性マイクロカプセルの配合割合を増加させることなく、軽量化率を向上することができる。
【0023】
また、本発明に係る製造方法を実施して得られた軽量化された発泡木質プラスチック成形体は望ましい環境調和性を有し、環境車等の自動車用部材、住宅用建材等に幅広く使用することができる。
【図面の簡単な説明】
【0024】
【図1】図1は本発明に係るマスターバッチの作製に使用される押出機を模式的に示す断面図である。
【図2】図2は本発明に係る製造方法及び比較例の製造方法により製造された(発泡)木質プラスチック成形体の密度の変化を示すグラフである。
【図3a】図3aは本発明に係る製造方法のひとつの実施例に係る発泡木質プラスチック成形体の押出方向に対して垂直な断面の走査型電子顕微鏡(SEM)写真である。
【図3b】図3は本発明に係る製造方法のひとつの実施例に係る発泡木質プラスチック成形体の押出方向に対して平行な断面の走査型電子顕微鏡(SEM)写真である。
【発明を実施するための形態】
【0025】
以下、本発明の特徴が、本発明の限定を意図するものではない好適実施例とともに説明される。なお、図面は説明の目的で単純化され、尺度も必ずしも一致しない。
【0026】
熱膨張性マイクロカプセル
本発明に係る製造方法に使用される熱膨張性マイクロカプセルは、アクリロニトリル型共重合体等の熱可塑性樹脂から成る殻体(シェル)と、該殻体内に内包された液状炭化水素等の膨張剤から成る。殻体の膜厚は2〜15μm程度であり、熱膨張性マイクロカプセルを加熱していくと、まず殻体を構成する熱可塑性樹脂が軟化を開始し、同時に内包されている炭化水素等がガス化を始め、内圧が上がり、マイクロカプセルが膨張する状態(膨張開始)になる。膨張時には内圧と殻体の熱可塑性高分子の張力、外圧が釣り合って膨張が保持される状態(マイクロバルーン)になる。
【0027】
熱膨張性マイクロカプセルの平均粒径は5〜50μmの範囲にあり、好適には20〜35μmの範囲にある。マイクロカプセルが膨張、発泡し、マイクロバルーンが形成された状態では、50倍〜100倍程度の体積になる。
【0028】
本発明の製造方法に使用される熱膨張性マイクロカプセルは、押出成形時の加熱で効率的に膨張するよう、超高温膨張型であることが好ましい。具体的に、マイクロカプセルの発泡開始温度は180℃ないし210℃の範囲にあり、最大膨張温度は240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあることが好ましい。膨張温度とは、マイクロバルーンが形成されて膨張が継続又は維持される状態の温度範囲を指すものである。このように超高温膨張型のマイクロカプセルを使用することにより、マイクロカプセルがマスターバッチ化の工程等で発泡することなく、加熱混練工程で樹脂内に適度に分散された後、押出成形時の加熱で効率的に膨張、発泡して、成形体を効果的に軽量化することができる。
【0029】
上記のような熱膨張性マイクロカプセルとして、松本油脂製薬(株)製マイクロスフェアーF260D等が挙げられる。
【0030】
熱可塑性樹脂及びベース樹脂
マスターバッチのベース樹脂は、融点が熱膨張性マイクロカプセルの発泡開始温度以下であり且つ熱可塑性樹脂の融点以下であり、木質プラスチック成形体を構成する熱可塑性樹脂と溶解性が良好であることが好ましい。熱可塑性樹脂としては概して、安価で且つ機械特性に優れるポリオレフィン系樹脂が使用され、ポリオレフィン系樹脂にはエチレンを重合させて得られるポリエチレン(PE)やプロピレンから作り出されるポリプロピレン(PP)が含まれる。このためベース樹脂には、好適に、PEやPPよりも融点が低く且つ混練工程において良好に溶融するエチレン酢酸ビニル共重合体(EVA)又は低密度ポリエチレン(LDPE)が使用される。
【0031】
上記のような熱膨張性マイクロカプセル及びベース樹脂が本発明の発泡木質プラスチックの製造方法に係るマスターバッチ化の工程で使用される。マスターバッチは、例えば図1に示されているような押出機を使用して作製されてよい。
【0032】
実施例1
本発明に係る実施例1の製造方法により、発泡木質プラスチック成形体(1a―1〜1a―3)が製造された。
【0033】
マスターバッチ化
マスターバッチは、熱膨張性マイクロカプセル(商品名:マイクロスフェアーF260D、松本油脂製薬(株)製)50重量部とエチレン酢酸ビニル共重合体EVA(商品名:DQDJ3269、ダウ・ケミカル日本(株)製)50重量部とを押出機(図1)により混練、押出し、ペレタイザー装置(図示せず)によりペレット状にして作製された。ベース樹脂(EVA)が軟化する温度を維持するため、押出機のシリンダー温度は110℃に設定された。
【0034】
試料に非振動的荷重(一定荷重)をかけながら、温度に対する変形を計測する熱機械分析(TMA)の測定値に基づく上記熱膨張性マイクロカプセル(F260D)の発泡開始温度は190℃〜200℃、最大発泡温度は250℃〜260℃、膨張温度は220℃〜260℃であった。
【0035】
また、アルミ箔の箱に試料1gを均一に広げて入れ、熱風循環恒温乾燥機中で行われた発泡倍率評価に基づく上記熱膨張性マイクロカプセル(F260D)発泡倍率は、2倍〜70倍程度であった。発泡倍率評価は、200℃、210℃、220℃、230℃、240℃の各々の温度において1分ないし5分間、無負荷、熱風加熱することにより測定された。真比重はイソプロピルアルコールを用いた液置換法(アルキメデス法)により測定され、発泡倍率の換算は(発泡前の真比重/発泡後の真比重)を計算することにより行われた。
【0036】
上記のように作製されたマスターバッチペレット、ポリプロピレン(PP)及び木粉(粒径:100〜400μm)を使用して、発泡木質プラスチック成形体(1a―1ないし1a―3)が製造された。重量部比は、PP:木粉:マスターバッチペレット=60:40:6であった(マスターバッチペレットにおける熱膨張製マイクロカプセルとEVAの重量部比は3:3)。
【0037】
上記の重量部比で各々配合されたPP、木粉及びマスターバッチペレットが、二軸押出機により溶融混練された。二軸押出機のシリンダーの温度は180℃〜240℃、押出ダイ(Tダイ)の温度は210℃〜260℃に設定された。温度の設定は該範囲に限定されるものではないが、ホッパー等原料供給口から押出ダイに向かって温度が高くなっていくようにしながら、シリンダーの温度も比較的高く設定されることが好ましい。このように温度を設定することにより、押出成形の際に効率的に熱膨張性マイクロカプセルを発泡させることができ、また、押出ダイから出た際の厚みからの圧縮の度合いによる影響を小さくし、比重を軽くすることができると考えられるためである。
【0038】
実施例2
本発明の実施例2の製造方法によって、発泡木質プラスチック成形体(2a)が製造された。実施例2の製造方法では、実施例1と同様にして作製されたマイクロカプセルマスターバッチが4重量部(熱膨張製マイクロカプセル:EVA=2重量部:2重量部)配合されたほかは、実施例1と同じ条件であった。
【0039】
比較例1
比較例1の製造方法によって、木質プラスチック成形体(1b)が製造された。比較例1の製造方法では、熱膨張性マイクロカプセルを使用することなく、熱可塑性樹脂とセルロース材料とを溶融混練し、押出成形して、木質プラスチック成形体(1b)が製造された。熱可塑性樹脂とセルロース材料の材料及び重量部比、二軸押出機のシリンダー温度や押出ダイの温度等その他の条件は、実施例1と同じであった。
【0040】
比較例2
比較例2の製造方法によって、発泡木質プラスチック成形体(2b―1〜2b―2)が製造された。比較例2の製造方法では、マスターバッチ化されていない熱膨張性マイクロカプセルが使用された。重量部比は、PP:木粉:熱膨張性マイクロカプセル=60:40:3であった。その他の条件は、実施例1と同じであった。
【0041】
上記実施例1及び2、比較例1及び2の製造方法により製造された(発泡)木質プラスチック成形体における各組成物の配合割合、密度及び軽量化率が表1に示されている。
【0042】
【表1】
【0043】
比較例1の製造方法により製造された木質プラスチック成形体1bの密度は1.044g/cm3 であった。これを標準品として、以下の比較例及び実施例の発泡木質プラスチック成形体の軽量化率が算出された。
【0044】
比較例2の製造方法であって、PP及び木粉100重量部に対してマスターバッチ化されていない熱膨張性マイクロカプセルを3重量部配合して製造された発泡木質プラスチック成形体2b―1及び2b―2は、密度が、0.912g/cm3 〜0.917g/cm3 であり、標準品との比較に基づく軽量化率は、12.5パーセント〜12.2パーセントであった。
【0045】
実施例1の製造方法であって、PP及び木粉100重量部に対して熱膨張性マイクロカプセル3重量部とEVA3重量部から成るマスターバッチペレットを6重量部配合して製造された発泡木質プラスチック成形体1a−1ないし1a−3の密度は、0.736g/cm3 〜0.793g/cm3 であり、標準品との比較に基づく軽量化率は24.0パーセント〜29.5パーセントであった。実施例1の製造方法により、標準品より20パーセントから30パーセント軽量化された発泡木質プラスチック成形体が製造できることが示された。
【0046】
実施例2の製造方法であって、PP及び木粉100重量部に対して熱膨張性マイクロカプセル2重量部とEVA2重量部から成るマスターバッチペレットを4重量部配合して製造された発泡木質プラスチック成形体2aの密度は、0.806g/cm3 であり、標準品との比較に基づく軽量化率は、22.8パーセントであった。該軽量化率は、PP及び木粉100重量部に対して、熱膨張性マイクロカプセル(F260D)を3重量部配合した比較例2の製造方法に係る2b−1及び2b−2の発砲木質プラスチック成形体よりも良好なものであり、マスターバッチペレット(MBF260EVA)を使用する本発明に係る製造方法が、熱膨張性マイクロカプセルを効率的に膨張、発泡させ、軽量化された発泡木質プラスチック成形体を製造するために極めて有効であることが示された。
【0047】
上記実施例においてエチレン酢酸ビニル共重合体(EVA)によるマスターバッチ化が説明されてきたが、他の態様として、マスターバッチ化は低密度ポリエチレン(LDPE)により行われてもよい。
【0048】
他の態様のマスターバッチは、熱膨張性マイクロカプセル(商品名:マイクロスフェアーF260D、松本油脂製薬(株)製)50重量部と低密度ポリエチレンLDPE(商品名:LJ802、日本ポリエチレン(株)製)50重量部とを押出機(図1)により混練、押出し、ペレタイザー装置(図示せず)によりペレット状にして作製された。ベース樹脂(LDPE)が軟化する温度を維持するため、押出機のシリンダー温度は130℃に設定された。
【0049】
図3a及び図3bは、本発明の製造方法のひとつの実施例により製造された発泡木質プラスチック成形体の断面のSEM写真である。該実施例の成形体は、PP:木粉:MBF260EVA=70:30:6の重量部比において製造されたものであり、密度は0.69g/cm3 であった。図3(a)は押出方向に関して垂直な断面の各々倍率が異なるSEM写真であり、図3(b)は押出方向に関して平行な断面の各々倍率が異なるSEM写真である。いずれの断面写真においても、マイクロカプセルが破壊されることなく樹脂及び木粉内に適度に分散しており、良好に発泡して直径が100μm程度のマイクロバルーンが形成されている。また、加熱による木粉の焼けや変色も起こっていない。
【0050】
上記実施例において、主に押出成形により発泡木質プラスチック成形体を製造する方法が詳しく説明されてきたが、射出成形、カレンダー成形等他の成形方法が使用されてもよい。
【0051】
以上のとおり、本発明に係る製造方法を実施することにより、熱膨張性マイクロカプセルが加熱混練工程で破壊されることがなく、適度に樹脂内に分散された後に成形時の加熱によって膨張、発泡することができ、熱膨張性マイクロカプセルの配合割合を増加させることなく、効率的に軽量化された発泡木質プラスチック成形体を得ることができる。本発明に係る製造方法により製造された発泡木質プラスチック成形体は、天然木に近い外観を備え、自動車用部材や住宅用建材等に幅広く使用することができるものである。例えば、自動車用部材として、リアシェルフ、フロアボード、ドアトリム、トランクトリム等に使用することができる。
【0052】
また、本発明に係る発泡木質プラスチック成形体は、間伐材等から作製できる木粉等を有効に活用するものであり、カーボンニュートラル、環境調和性の観点からも好ましい特性を備えるものである。
【0053】
本発明の思想及び態様から離れることなく多くのさまざまな修正が可能であることは当業者の知るところである。したがって、言うまでもなく、本発明の態様は例示に過ぎず、本発明の範囲を限定するものではない。
【特許請求の範囲】
【請求項1】
発泡木質プラスチック成形体の製造方法であって、
熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、
熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、
前記ベース樹脂の融点が、前記熱膨張性マイクロカプセルの発泡開始温度以下であり且つ前記熱可塑性樹脂の融点以下である、
ことを特徴とする発泡木質プラスチック成形体の製造方法。
【請求項2】
前記熱可塑性樹脂がポリオレフィン系樹脂であり、
前記ベース樹脂がエチレン酢酸ビニル共重合体又は低密度ポリエチレンである、
ことを特徴とする請求項1に記載された製造方法。
【請求項3】
前記熱膨張性マイクロカプセルの発泡開始温度が180℃ないし210℃の範囲にあり、最大膨張温度が240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあり、
前記熱膨張性マイクロカプセルが前記マスターバッチ化の工程で発泡することがなく、押出成形又は射出成形時の加熱により発泡する、
ことを特徴とする請求項1又は2に記載された製造方法。
【請求項4】
前記マスターバッチ化の工程における前記熱膨張性マイクロカプセルと前記ベース樹脂の配合割合が1重量部:1重量部である、
ことを特徴とする請求項1ないし請求項3のいずれかに記載された製造方法。
【請求項5】
前記セルロース材料が木粉である、
ことを特徴とする請求項1ないし請求項4のいずれかに記載された製造方法。
【請求項6】
前記マスターバッチ化の工程が、前記熱膨張性マイクロカプセルと前記ベース樹脂とを単軸押出機又は多軸押出機により混練、押出し、ペレタイザー装置によりペレット状とする工程である、
ことを特徴とする請求項1ないし請求項5のいずれかに記載された製造方法。
【請求項7】
請求項1ないし6のいずれかの製造方法により製造された発泡木質プラスチック成形体であって、熱膨張性マイクロカプセルを使用することなく同様に製造された木質プラスチック成形体と比較して20パーセント以上軽量化されている、
ことを特徴とする発泡木質プラスチック成形体。
【請求項8】
請求項1ないし6のいずれかの製造方法により製造された、密度が0.65g/cm3 ないし0.85g/cm3 の範囲にある、発泡木質プラスチック成形体。
【請求項1】
発泡木質プラスチック成形体の製造方法であって、
熱膨張性マイクロカプセルをベース樹脂によりマスターバッチ化する工程と、
熱可塑性樹脂とセルロース材料とマスターバッチ化された熱膨張性マイクロカプセルとを、50ないし70重量部:30ないし50重量部:4ないし6重量部の配合割合で溶融混練し、押出成形又は射出成形する工程と、を含み、
前記ベース樹脂の融点が、前記熱膨張性マイクロカプセルの発泡開始温度以下であり且つ前記熱可塑性樹脂の融点以下である、
ことを特徴とする発泡木質プラスチック成形体の製造方法。
【請求項2】
前記熱可塑性樹脂がポリオレフィン系樹脂であり、
前記ベース樹脂がエチレン酢酸ビニル共重合体又は低密度ポリエチレンである、
ことを特徴とする請求項1に記載された製造方法。
【請求項3】
前記熱膨張性マイクロカプセルの発泡開始温度が180℃ないし210℃の範囲にあり、最大膨張温度が240℃ないし270℃の範囲にあり、膨張温度が210℃ないし270℃の範囲にあり、
前記熱膨張性マイクロカプセルが前記マスターバッチ化の工程で発泡することがなく、押出成形又は射出成形時の加熱により発泡する、
ことを特徴とする請求項1又は2に記載された製造方法。
【請求項4】
前記マスターバッチ化の工程における前記熱膨張性マイクロカプセルと前記ベース樹脂の配合割合が1重量部:1重量部である、
ことを特徴とする請求項1ないし請求項3のいずれかに記載された製造方法。
【請求項5】
前記セルロース材料が木粉である、
ことを特徴とする請求項1ないし請求項4のいずれかに記載された製造方法。
【請求項6】
前記マスターバッチ化の工程が、前記熱膨張性マイクロカプセルと前記ベース樹脂とを単軸押出機又は多軸押出機により混練、押出し、ペレタイザー装置によりペレット状とする工程である、
ことを特徴とする請求項1ないし請求項5のいずれかに記載された製造方法。
【請求項7】
請求項1ないし6のいずれかの製造方法により製造された発泡木質プラスチック成形体であって、熱膨張性マイクロカプセルを使用することなく同様に製造された木質プラスチック成形体と比較して20パーセント以上軽量化されている、
ことを特徴とする発泡木質プラスチック成形体。
【請求項8】
請求項1ないし6のいずれかの製造方法により製造された、密度が0.65g/cm3 ないし0.85g/cm3 の範囲にある、発泡木質プラスチック成形体。
【図1】

【図2】
【図3a】
【図3b】
【図2】
【図3a】
【図3b】
【公開番号】特開2013−82117(P2013−82117A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−223218(P2011−223218)
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000225887)難波プレス工業株式会社 (38)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月7日(2011.10.7)
【出願人】(000225887)難波プレス工業株式会社 (38)
【Fターム(参考)】
[ Back to top ]