
軽量構造体
【課題】剛性を維持しつつ耐候性、断熱性に優れた軽量構造体を提供する。
【解決手段】軽量構造体1は、連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる二種類の多孔質金属体2,3により構成され、複数の空間部31を有する枠状に形成された気孔率の低い高密度多孔質金属体3と、空間部31内に組み込まれ高密度多孔質金属体3よりも気孔率の高い低密度多孔質金属体2とを有する多孔質層4により形成されている。
【解決手段】軽量構造体1は、連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる二種類の多孔質金属体2,3により構成され、複数の空間部31を有する枠状に形成された気孔率の低い高密度多孔質金属体3と、空間部31内に組み込まれ高密度多孔質金属体3よりも気孔率の高い低密度多孔質金属体2とを有する多孔質層4により形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多孔質金属体を用いた軽量構造体に関する。
【背景技術】
【0002】
剛性とともに軽量性が要求される構造体として、アルミニウム等の金属材料あるいは複合材・繊維強化プラスチック(FRP)が使用されている。これらの構造体は、構造用材料として使用できる強度を有し軽量なことから、航空機、船舶、自動車の構造部材等、種々の用途に用いられている。
アルミニウム合金は、加工性が良く、ロウ付けもできる優れた軽量金属材料であり、中空押出し材を使用したトラス状の構造体やハニカム構造体を構成することで、軽量でありながら優れた剛性を有する構造体を構成することができる(特許文献1)。
また、FRPは、炭素繊維と高分子とが複合した材料であり、優れた強度特性および剛性特性を有している。そして、さらに軽量化が求められる場合には、内部を中空にした構造体を構成することも行われている(特許文献2)。
これらの構造体に対しては、さらなる軽量化が求められており、航空機等の用途の他に、宇宙空間での使用も期待されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−197767号公報
【特許文献2】特開平5−138743号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
FRP等の樹脂により形成される構造体は、金属材料で構成される構造体よりも軽く、単位重量当たりの剛性が高いという優れた特性を有している。しかしながら、材料費、加工費、接合費が割高であり、用途に限界がある。さらに、金属材料と異なり、溶接やリベット接合のような接合作業の際に熱を発生する接合方法は、材料の特性上使用することができず、接着剤やボルト締結により接合されている。そのため、組立作業が複雑になり易いという問題がある。また、FRP等の樹脂で構成される構造体は、金属材料の構造体と比べて耐候性が悪く、紫外光等による劣化の影響を受け易い。
アルミニウム等の金属材料は、このような不都合はないが、FRPに比べて重量が大きく、軽量性で劣る。
【0005】
本発明は、このような事情に鑑みてなされたものであって、剛性を維持しつつ耐候性、断熱性に優れた軽量構造体を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の軽量構造体は、連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる少なくとも二種類の多孔質金属体により構成される軽量構造体であって、複数の空間部を有する枠状に形成された気孔率の低い高密度多孔質金属体と、前記空間部内に組み込まれ高密度多孔質金属体よりも気孔率の高い低密度多孔質金属体とを有する多孔質層により形成されていることを特徴とする。
金属密度の高い高密度化された高密度多孔質金属体を枠状に形成したことにより、この高密度多孔質金属体により全体の剛性を高めることができる。また、その他の部分を金属密度の低い低密度多孔質金属体で構成することにより、金属製でありながら軽量化を図ることができ、耐候性、断熱性に優れた軽量構造体を構成することができる。
【0007】
また、本発明の軽量構造体において、前記多孔質層は、厚さ方向の中央部に比べて表層部の金属密度が高く、当該多孔質層の少なくとも一方の面の表面開口率が5〜70%に設定されているとよい。
さらに、本発明の軽量構造体において、前記多孔質層の少なくとも一方の面に、緻密焼結層または金属薄板が積層されているとよい。
厚さ方向の中央部よりも金属密度の高い多孔質層の表層部の開口率を、上記開口率とすること、また、多孔質層の片面もしくは両面に緻密焼結層または金属薄板を積層することにより、これら表層部および金属薄板等の引張強度によって軽量構造体の全体の曲げ剛性を高めることができる。なお、表層部および金属薄板等は、曲げ荷重の作用方向に合わせて、多孔質層の片面のみに設けてもよい。
なお、緻密焼結層は、発泡剤を加えないスラリーを用い、前述の成形工程、積層及び焼結工程を実施することにより製造される。
【0008】
本発明の軽量構造体において、前記高密度多孔質金属体および前記低密度多孔質金属体は、金属粉末と発泡剤を含有する発泡性スラリーを成形して発泡および焼結させてなる発泡金属であるとよい。
発泡金属は、連続した骨格と気孔による三次元網目状構造を容易に形成することができるとともに、発泡剤の発泡によって気孔率を広い範囲で調整することができ、用いられる部位に合わせて適切に使用することができる。
【0009】
また、本発明の軽量構造体において、前記低密度多孔質金属体の気孔率が70〜98%であり、前記高密度多孔質金属体の気孔率が20〜95%であるとよい。
さらに、本発明の軽量構造体は、複数の前記多孔質層を面方向に並べて、その端部同士を接合して形成されるものであることを特徴とする。
金属製の多孔質層は、拡散接合やTIG溶接等により複数個を繋ぎ合せることができ、容易に大面積の軽量構造体を製造することができる。
【発明の効果】
【0010】
本発明によれば、剛性を維持しつつ、耐候性、断熱性に優れた軽量構造体を構成することができる。
【図面の簡単な説明】
【0011】
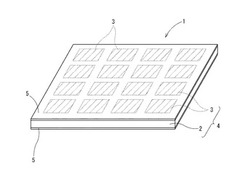
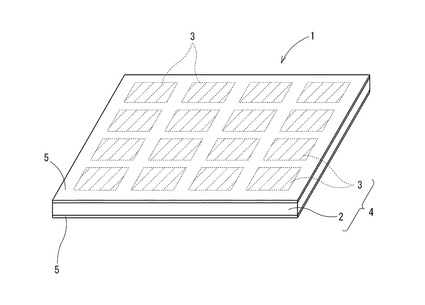
【図1】本発明の第1実施形態の軽量構造体の斜視図である。
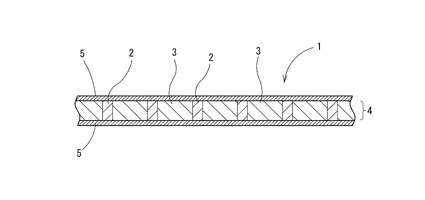
【図2】図1の軽量構造体の要部断面図である。
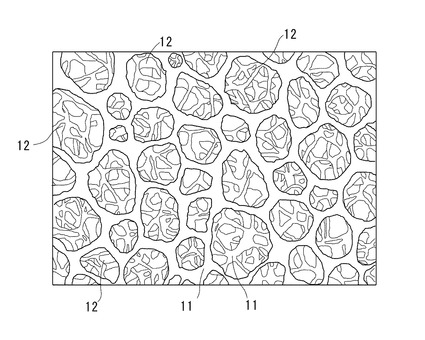
【図3】多孔質金属体の表面を示す拡大図である。
【図4】図1に示す第1実施形態の軽量構造体の製造方法を説明する図である。
【図5】多孔質金属体を製造するための成形装置を示す概略構成図である。
【図6】金属薄板の接合を説明する図である。
【図7】多孔質層を繋ぎ合せて形成される軽量構造体を説明する図である。
【図8】軽量構造体の接合を説明する図である。
【図9】本発明の第2実施形態の軽量構造体の斜視図である。
【図10】気孔率の異なる二つの多孔質金属体を重ねた積層体を示す図である。
【図11】図9に示す第2実施形態の軽量構造体の製造方法を説明する図である。
【図12】本発明の他の実施形態を示す平面図である。
【発明を実施するための形態】
【0012】
以下、本発明の軽量構造体の実施形態について説明する。
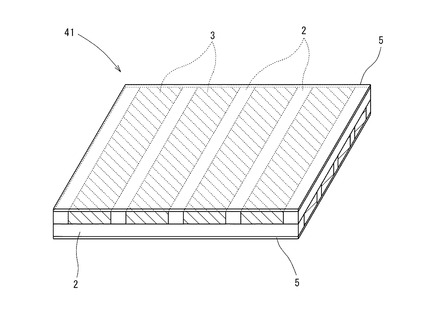
第一実施形態の軽量構造体1は、図1及び図2に示すように、高気孔率(低密度)部分の低密度金属体2と、低密度多孔質金属体2よりも気孔率の低い低気孔率(高密度)部分の高密度多孔質金属体3とが面方向に組み合わされて一体に設けられ、これら多孔質金属体2,3により構成される多孔質層4の表裏面に金属箔等の金属薄板5を積層して形成されている。
多孔質層4は、高密度多孔質金属体3により格子状の枠体が形成されており、高密度多孔質金属体3で囲まれた複数の空間部31の内部に、低密度多孔質金属体2が組み込まれて形成されている。
多孔質層4を構成する多孔質金属体2,3は、図3に示すように、連続した骨格11により形成される複数の気孔12が連通した三次元網目状構造を有する発泡金属で形成されている。各多孔質金属体2,3を構成する発泡金属は、後述するように、金属粉末と発泡剤等を含有する発泡性スラリーをシート状に成形して発泡させることにより形成したものであり、気孔12が表裏面及び側面に開口し、また、厚さ方向の中心部に対して表裏面近傍が密に形成されている。
【0013】
次に、この軽量構造体1を製造する方法について説明する。
軽量構造体1を構成する多孔質層4は、図4に示すように、枠状の低密度多孔質金属体2と板状の高密度多孔質金属体3とを積層し、これらを積層方向(厚さ方向)に圧縮することにより、これら多孔質金属体2,3同士を一体に接合して製造される。
【0014】
ここで、多孔質金属体2,3の製造方法の一例について説明する。
多孔質金属体2,3は、金属粉末、発泡剤等を含有する発泡性スラリーをドクターブレード法等によりシート状に成形して乾燥させることによりグリーンシートを形成し、このグリーンシートを脱脂、焼結工程を経て発泡させることにより、製造される。また、その際に、発泡剤の混入量を変えて二枚のグリーンシートを作製することにより、気孔率の異なる多孔質金属体2,3が製造される。
【0015】
発泡性スラリーは、金属粉末、バインダ、可塑剤、界面活性剤、発泡剤を溶媒の水とともに混練して得られる。
金属粉末としては、特に限定されず、Ni,Cu,Ti,Al,Ag,ステンレス鋼等を用いることができる。また、この金属粉末は平均粒径0.5μm以上30μm以下が好ましい。このような粉末は、水アトマイズ法、プラズマアトマイズ法などのアトマイズ法、酸化物還元法、湿式還元法、カルボニル反応法などの化学プロセス法によって製造することができる。
【0016】
バインダ(水溶性樹脂結合剤)としては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシエチルメチルセルロース、カルボキシメチルセルロースアンモニウム、エチルセルロース、ポリビニルアルコールなどを使用することができる。
【0017】
発泡剤は、ガスを発生してスラリーに気泡を形成できるものであればよく、揮発性有機溶剤、例えば、ペンタン、ネオペンタン、ヘキサン、イソヘキサン、イソペプタン、ベンゼン、オクタン、トルエンなどの炭素数5〜8の非水溶性炭化水素系有機溶剤を使用することができる。この発泡剤の含有量としては、発泡性スラリーに対して0.1〜5重量%とすることが好ましい。
【0018】
界面活性剤としては、アルキルベンゼンスルホン酸塩、α‐オレフィンスルホン酸塩、アルキル硫酸エステル塩、アルカンスルホン酸塩等のアニオン界面活性剤、ポリエチレングリコール誘導体、多価アルコール誘導体などの非イオン性界面活性剤および両性界面活性剤などを使用することができる。
【0019】
可塑剤は、スラリーを成形して得られる成形体に可塑性を付与するために添加され、例えばエチレングリコール、ポリエチレングリコール、グリセリンなどの多価アルコール、鰯油、菜種油、オリーブ油などの油脂、石油エーテルなどのエーテル類、フタル酸ジエチル、フタル酸ジNブチル、フタル酸ジエチルヘキシル、フタル酸ジオクチル、ソルビタンモノオレート、ソルビタントリオレート、ソルビタンパルミテート、ソルビタンステアレートなどのエステル等を使用することができる。
【0020】
さらに、スラリーの特性や成形性を向上させるために任意の添加成分を加えてもよい。例えば、防腐剤を添加してスラリーの保存性を向上させたり、結合助材としてポリマー系化合物を加えて成形体の強度を向上させたりすることができる。
【0021】
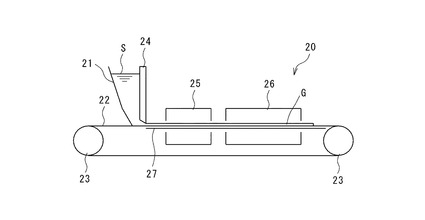
このように作成した発泡性スラリーから、図5に示す成形装置20を用いて、グリーンシートを形成する成形工程および発泡乾燥工程を行う。
〈成形工程〉
成形装置20は、ドクターブレード法を用いてシート状の成形体を形成する装置であり、発泡性スラリーSが貯留されるホッパ21、ホッパ21から供給された発泡性スラリーSを移送するキャリアシート22、キャリアシート22を支持するローラ23、キャリアシート22上の発泡性スラリーSを所定厚さに成形するブレード24(ドクターブレード)、発泡性スラリーSを発泡させる恒温・高湿度槽25、および発泡したスラリーを乾燥させる乾燥槽26を備えている。なお、キャリアシート22の下面は、支持プレート27によって支えられている。
【0022】
この成形装置20においては、まず、発泡性スラリーSをホッパ21に投入しておき、このホッパ21から発泡性スラリーSをキャリアシート22上に供給する。キャリアシート22は、図5の右方向へ回転するローラ23および支持プレート27によって支持されており、その上面が図の右方向へと移動している。キャリアシート22上に供給された発泡性スラリーSは、キャリアシート22とともに移動しながらブレード24によって板状に成形される。
【0023】
次いで、板状の発泡性スラリーSは、所定条件(例えば温度30℃〜40℃、湿度75%〜95%)の恒温・高湿度槽25内を、例えば10分〜20分かけて移動しながら発泡する。続いて、この恒温・高湿度槽25内で発泡したスラリーは、所定条件(例えば温度50℃〜70℃)の乾燥槽26内を例えば10分〜20分かけて移動し、乾燥される。これにより、スポンジ状のグリーンシートGが得られる。このグリーンシートGを、発泡剤の混入量を変えて、発泡度の異なる二種類作成する。
【0024】
〈積層および焼結工程〉
このようにして得られた二種類のグリーンシートGを脱脂・焼結することにより、板状の多孔質金属材を形成する。具体的には、例えば真空中、温度550℃〜650℃、25分〜35分の条件下でグリーンシートG中のバインダ(水溶性樹脂結合剤)を除去(脱脂)した後、さらに真空中、温度700℃〜1300℃、60分〜120分の条件下で焼結する。この多孔質金属材を任意の形状に切断することにより、多孔質金属体2,3を製造することができる。
【0025】
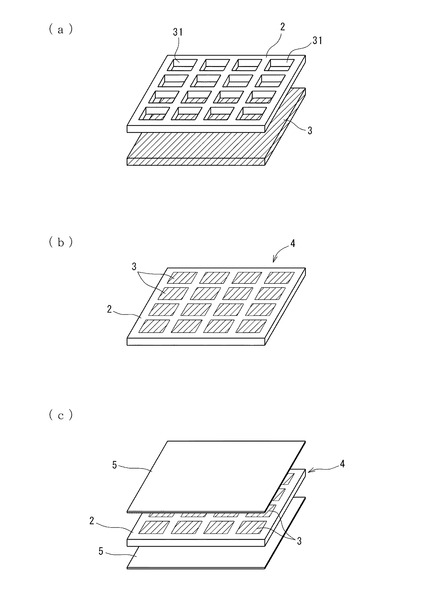
図4(a)に示すように、多孔質金属体2,3は矩形状の平板で形成されており、そのうち高密度多孔質金属体3には、矩形状の空間部31が複数設けられ、格子状に形成されている。低密度多孔質金属体2の気孔率は70〜98%、高密度多孔質金属体3の気孔率は20〜95%に形成されている。より好ましくは、高密度多孔質金属体3の気孔率は20〜69%がよい。
これら多孔質金属体2,3を積層して圧縮すると、図4(b)に示すように、互いの骨格11が表面の開口を通じて互いに入り込み、絡み合うように変形し、隣接する二枚の多孔質金属体2,3同士が接合され、気孔率の異なる多孔質金属体2,3が組み合わされた多孔質層4が製造される。なお、多孔質金属体2,3の圧縮は、多孔質金属体2,3を重ね合わせて、その総厚の80%以下の厚さとなるように圧延加工、プレス成形等で厚さ方向に押圧することにより行うことができる。
そして、これら多孔質金属体2,3により構成された多孔質層4の表裏面に、図4(c)に示すように、金属薄板5を拡散接合やTIG溶接等の接合方法により積層することにより、軽量構造体1が形成される。
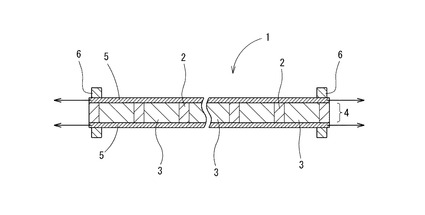
なお、多孔質層4と金属薄板5との接合は、例えば、図6に示すように、多孔質層4に金属薄板5を重ねて、その両端部にリング状部材6を嵌合させた状態で金属薄板5を面方向に引張り、この状態で多孔質層4と金属薄板5とを溶接することにより、行われる。リング状部材は、溶接後に取り外してもよいし、取り付けたまま、あるいは多孔質層4と溶接して補強部材として用いてもよい。
【0026】
このように、軽量構造体1の一部を金属密度の高い高密度多孔質金属体3で枠状に構成することにより、軽量構造体1に作用する負荷を高密度多孔質金属体3によって受け持つことができ、全体の剛性を高めることができる。また、その他の部分を金属密度の低い低密度多孔質金属体2で構成することにより、金属製でありながら軽量化を図ることができ、耐候性に優れた軽量構造体1を構成することができる。
【0027】
また、多孔質層4の片面もしくは両面に金属薄板5を積層することにより、軽量構造体1の全体の曲げ剛性を高めることができる。
例えば、軽量構造体に曲げ荷重が作用した場合、軽量構造体は曲げ荷重の作用方向に円弧状に変形しようとする。そのとき、円弧の外面には引張応力が生じ、内面には圧縮応力が生じている。金属薄板5は、曲がり易いが引張強度には優れているので、特に円弧の外面に金属薄板5を積層することで、金属薄板5の引張強度により軽量構造体の曲げ剛性を高めることができる。金属薄板5は、多孔質層4の両面に設けてもよいが、曲げ荷重の作用方向に合わせて、多孔質層4の片面のみに設ける構成としてもよい。
【0028】
なお、金属薄板5のかわりに、緻密焼結層を多孔質層4に積層して軽量構造体を構成してもよい。緻密焼結層は、発泡剤を加えないスラリーを用い、前述の成形工程、積層及び焼結工程を実施することにより製造される。
また、多孔質層は、前述したように、表層部の金属密度が厚さ方向の中央部に比べて高いので、金属薄板や緻密焼結層を設ける代わりに、あるいは、これら金属薄板等とともにこの表層部を利用してもよい。その場合、多孔質層の表層部の開口率は、5〜70%に設定されることが好ましい。
【0029】
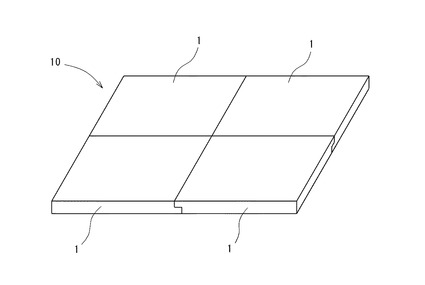
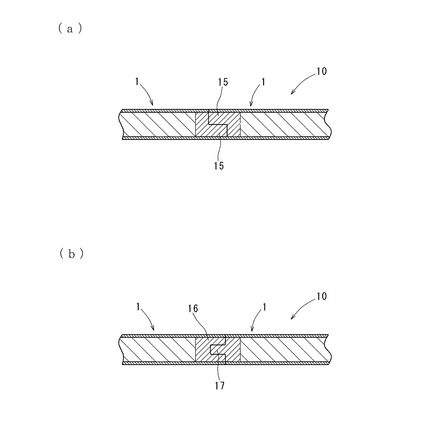
また、このように形成された軽量構造体1を面方向に複数並べて、その端部同士を接合して、図7に示すような大面積の軽量構造体10を製造することができる。
例えば、図8(a)に示すように、各軽量構造体1の端部を厚さの半分まで切欠いた形状としておき、その薄肉部15を重ね合わせて拡散接合やTIG溶接等により接合することにより、フラットな平面を有する軽量構造体10を形成することができる。
また、図8(b)に示すように、各軽量構造体1の端部を、その端部に沿って溝16もしくは凸条17に形成しておき、それら溝16と凸条17とを嵌合させた状態で接合することもできる。
【0030】
次に、図9から図11を参照に、本発明の第2実施形態の軽量構造体を説明する。
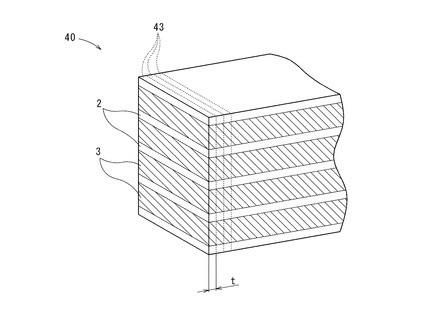
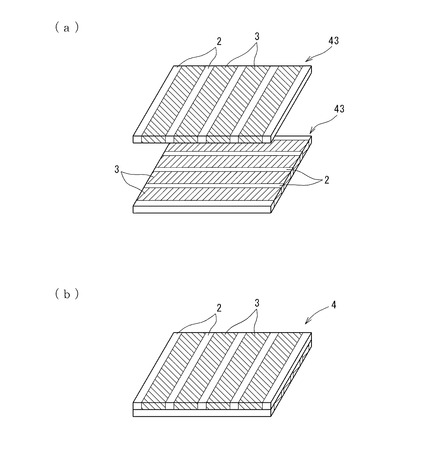
図9に示す第2実施形態の軽量構造体41は、図10に示すように、低密度多孔質金属体2と高密度多孔質金属体3との積層体40を形成しておき、多孔質金属体2,3の積層体40を積層方向にスライスするように所定の厚みに切断することにより低密度多孔質金属体2と高密度多孔質金属体3とが交互に並んだ切断片43を形成し、その切断片43を重ねて接合することにより、多孔質層4を構成している。
【0031】
この場合、第1実施形態と同様に、発泡度の異なる二種類のグリーンシートを作製しておき、これらを交互に積層した状態で脱脂・焼結することにより、高密度多孔質金属体3の間に低密度多孔質金属体2を挟んだ積層体40を形成している。そして、このようにして得られた積層体40を所望の厚みtに切断して複数枚の切断片43を形成する。これら切断片43の少なくとも二枚を、図11(a),(b)に示すように、多孔質金属層2,3の積層方向が交差するように配置して厚さ方向に接合することにより、気孔率の異なる低密度多孔質金属体2と高密度多孔質金属体3とが交差して組み合わされた多孔質層4を形成している。
切断片43を二枚組み合わせた多孔質層4を形成することにより、矩形状の多孔質層4の一端部から他端部にかけて高密度多孔質金属体3が配置されるように形成されており、剛性を維持することができる。
【0032】
なお、本発明は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
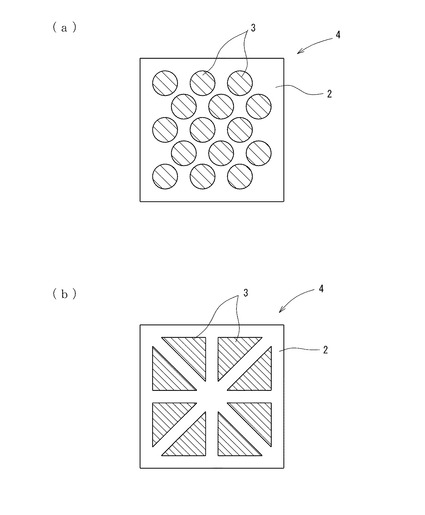
例えば、第1実施形態では、高密度多孔質金属体3に格子状の空間部31を形成していたが、図12(a)に示すような円状の空間部や、図12(b)に示すような三角状の空間部を形成してもよい。この場合、それぞれの空間部により、円状もしくは三角状の低密度多孔質金属体が面方向に分散して配置された多孔質層を形成することができる。
【0033】
また、第1実施形態では、気孔率の異なる多孔質金属体2,3を積層したが、気孔率が同じ多孔質金属体を複数枚用意し、そのうちの一部の多孔質金属体に空間部を形成しておき、これらを重ねて積層し、圧縮して接合することにより、低密度多孔質金属体と高密度多孔質金属体とを有する多孔質層を形成することもできる。この場合、多孔質金属体同士が積層して圧縮された部分が高密度多孔質金属体となり、一方の多孔質金属体と他方の多孔質金属体の空間部とが積層され、その一方の多孔質金属体が圧縮されずに空間内に配置された部分が低密度多孔質金属体となる。
【0034】
なお、多孔質金属体には、アルミニウム以外にもチタン合金、マグネシウム合金等の軽量金属を用いてもよい。
また、低密度多孔質金属体と高密度多孔質金属体とを同種材料で構成してもよいが、異種材料で構成してもよい。さらに、これらの多孔質金属体は、同種金属であるが、材質の異なるものの組合せとしてもよく、例えば、低密度多孔質金属体を比較的比重の小さい1000系のアルミニウム合金とし、高密度多孔質金属体を機械的強度の大きい7000系のアルミニウム合金としてもよい。
さらに、多孔質層と他の一般的な構造体とを重ねて接合するなどの組み合わせとしてもよく、他の構造体としては、繊維強化プラスチック(FRP)、炭素繊維強化プラスチック(CFRP)、ハニカム構造体、ウエブリブ構造体などが挙げられる。
【0035】
また、スラリーをドクターブレード法によってシート状に成形する場合、第2実施形態では、二種類のグリーンシートを別々に成形しておき、その後、積層することにより積層体を構成していたが、ホッパを複数並べて、発泡剤の混入量の異なる発泡性スラリーを積層状態に供給して、積層状態のグリーンシートを成形するようにしてもよい。
さらに、このようなドクターブレード法によって発泡、成形する方法以外にも、減圧発泡による方法としてもよい。具体的には、スラリーから気泡および溶存ガスを一旦除去した後に、そのスラリーに添加ガスを導入しながら攪拌することにより、スラリー中に添加ガスからなる気泡核を分散形成した状態に発泡性スラリーを製造する。そして、この気泡核を含むスラリーを所定圧力に減圧するとともに、その所定圧力におけるスラリーの凝固点を超え沸点未満の予備冷却温度に保持することにより、気泡核を膨張させ、その気泡核の膨張により体積が増大したスラリーを真空凍結乾燥させる。このようにして形成したグリーンシートを焼結して多孔質金属体を形成することができる。
【0036】
また、本発明の軽量構造体は、各種構造材として適用可能であり、特に、航空産業、宇宙産業の用途に適している。例えば、宇宙に設置されるアンテナ、反射鏡等の支持構造体として適用可能である。
【符号の説明】
【0037】
1,10,41 軽量構造体
2 低密度多孔質金属体
3 高密度多孔質金属体
4 多孔質層
5 金属薄板
11 骨格
12 気孔
15 薄肉部
16 溝
17 凸条
20 成形装置
21 ホッパ
22 キャリアシート
23 ローラ
24 ブレード
25 恒温・高湿度槽
26 乾燥槽
27 支持プレート
31 空間部
40 積層体
43 切断片
【技術分野】
【0001】
本発明は、多孔質金属体を用いた軽量構造体に関する。
【背景技術】
【0002】
剛性とともに軽量性が要求される構造体として、アルミニウム等の金属材料あるいは複合材・繊維強化プラスチック(FRP)が使用されている。これらの構造体は、構造用材料として使用できる強度を有し軽量なことから、航空機、船舶、自動車の構造部材等、種々の用途に用いられている。
アルミニウム合金は、加工性が良く、ロウ付けもできる優れた軽量金属材料であり、中空押出し材を使用したトラス状の構造体やハニカム構造体を構成することで、軽量でありながら優れた剛性を有する構造体を構成することができる(特許文献1)。
また、FRPは、炭素繊維と高分子とが複合した材料であり、優れた強度特性および剛性特性を有している。そして、さらに軽量化が求められる場合には、内部を中空にした構造体を構成することも行われている(特許文献2)。
これらの構造体に対しては、さらなる軽量化が求められており、航空機等の用途の他に、宇宙空間での使用も期待されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−197767号公報
【特許文献2】特開平5−138743号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
FRP等の樹脂により形成される構造体は、金属材料で構成される構造体よりも軽く、単位重量当たりの剛性が高いという優れた特性を有している。しかしながら、材料費、加工費、接合費が割高であり、用途に限界がある。さらに、金属材料と異なり、溶接やリベット接合のような接合作業の際に熱を発生する接合方法は、材料の特性上使用することができず、接着剤やボルト締結により接合されている。そのため、組立作業が複雑になり易いという問題がある。また、FRP等の樹脂で構成される構造体は、金属材料の構造体と比べて耐候性が悪く、紫外光等による劣化の影響を受け易い。
アルミニウム等の金属材料は、このような不都合はないが、FRPに比べて重量が大きく、軽量性で劣る。
【0005】
本発明は、このような事情に鑑みてなされたものであって、剛性を維持しつつ耐候性、断熱性に優れた軽量構造体を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の軽量構造体は、連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる少なくとも二種類の多孔質金属体により構成される軽量構造体であって、複数の空間部を有する枠状に形成された気孔率の低い高密度多孔質金属体と、前記空間部内に組み込まれ高密度多孔質金属体よりも気孔率の高い低密度多孔質金属体とを有する多孔質層により形成されていることを特徴とする。
金属密度の高い高密度化された高密度多孔質金属体を枠状に形成したことにより、この高密度多孔質金属体により全体の剛性を高めることができる。また、その他の部分を金属密度の低い低密度多孔質金属体で構成することにより、金属製でありながら軽量化を図ることができ、耐候性、断熱性に優れた軽量構造体を構成することができる。
【0007】
また、本発明の軽量構造体において、前記多孔質層は、厚さ方向の中央部に比べて表層部の金属密度が高く、当該多孔質層の少なくとも一方の面の表面開口率が5〜70%に設定されているとよい。
さらに、本発明の軽量構造体において、前記多孔質層の少なくとも一方の面に、緻密焼結層または金属薄板が積層されているとよい。
厚さ方向の中央部よりも金属密度の高い多孔質層の表層部の開口率を、上記開口率とすること、また、多孔質層の片面もしくは両面に緻密焼結層または金属薄板を積層することにより、これら表層部および金属薄板等の引張強度によって軽量構造体の全体の曲げ剛性を高めることができる。なお、表層部および金属薄板等は、曲げ荷重の作用方向に合わせて、多孔質層の片面のみに設けてもよい。
なお、緻密焼結層は、発泡剤を加えないスラリーを用い、前述の成形工程、積層及び焼結工程を実施することにより製造される。
【0008】
本発明の軽量構造体において、前記高密度多孔質金属体および前記低密度多孔質金属体は、金属粉末と発泡剤を含有する発泡性スラリーを成形して発泡および焼結させてなる発泡金属であるとよい。
発泡金属は、連続した骨格と気孔による三次元網目状構造を容易に形成することができるとともに、発泡剤の発泡によって気孔率を広い範囲で調整することができ、用いられる部位に合わせて適切に使用することができる。
【0009】
また、本発明の軽量構造体において、前記低密度多孔質金属体の気孔率が70〜98%であり、前記高密度多孔質金属体の気孔率が20〜95%であるとよい。
さらに、本発明の軽量構造体は、複数の前記多孔質層を面方向に並べて、その端部同士を接合して形成されるものであることを特徴とする。
金属製の多孔質層は、拡散接合やTIG溶接等により複数個を繋ぎ合せることができ、容易に大面積の軽量構造体を製造することができる。
【発明の効果】
【0010】
本発明によれば、剛性を維持しつつ、耐候性、断熱性に優れた軽量構造体を構成することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の第1実施形態の軽量構造体の斜視図である。
【図2】図1の軽量構造体の要部断面図である。
【図3】多孔質金属体の表面を示す拡大図である。
【図4】図1に示す第1実施形態の軽量構造体の製造方法を説明する図である。
【図5】多孔質金属体を製造するための成形装置を示す概略構成図である。
【図6】金属薄板の接合を説明する図である。
【図7】多孔質層を繋ぎ合せて形成される軽量構造体を説明する図である。
【図8】軽量構造体の接合を説明する図である。
【図9】本発明の第2実施形態の軽量構造体の斜視図である。
【図10】気孔率の異なる二つの多孔質金属体を重ねた積層体を示す図である。
【図11】図9に示す第2実施形態の軽量構造体の製造方法を説明する図である。
【図12】本発明の他の実施形態を示す平面図である。
【発明を実施するための形態】
【0012】
以下、本発明の軽量構造体の実施形態について説明する。
第一実施形態の軽量構造体1は、図1及び図2に示すように、高気孔率(低密度)部分の低密度金属体2と、低密度多孔質金属体2よりも気孔率の低い低気孔率(高密度)部分の高密度多孔質金属体3とが面方向に組み合わされて一体に設けられ、これら多孔質金属体2,3により構成される多孔質層4の表裏面に金属箔等の金属薄板5を積層して形成されている。
多孔質層4は、高密度多孔質金属体3により格子状の枠体が形成されており、高密度多孔質金属体3で囲まれた複数の空間部31の内部に、低密度多孔質金属体2が組み込まれて形成されている。
多孔質層4を構成する多孔質金属体2,3は、図3に示すように、連続した骨格11により形成される複数の気孔12が連通した三次元網目状構造を有する発泡金属で形成されている。各多孔質金属体2,3を構成する発泡金属は、後述するように、金属粉末と発泡剤等を含有する発泡性スラリーをシート状に成形して発泡させることにより形成したものであり、気孔12が表裏面及び側面に開口し、また、厚さ方向の中心部に対して表裏面近傍が密に形成されている。
【0013】
次に、この軽量構造体1を製造する方法について説明する。
軽量構造体1を構成する多孔質層4は、図4に示すように、枠状の低密度多孔質金属体2と板状の高密度多孔質金属体3とを積層し、これらを積層方向(厚さ方向)に圧縮することにより、これら多孔質金属体2,3同士を一体に接合して製造される。
【0014】
ここで、多孔質金属体2,3の製造方法の一例について説明する。
多孔質金属体2,3は、金属粉末、発泡剤等を含有する発泡性スラリーをドクターブレード法等によりシート状に成形して乾燥させることによりグリーンシートを形成し、このグリーンシートを脱脂、焼結工程を経て発泡させることにより、製造される。また、その際に、発泡剤の混入量を変えて二枚のグリーンシートを作製することにより、気孔率の異なる多孔質金属体2,3が製造される。
【0015】
発泡性スラリーは、金属粉末、バインダ、可塑剤、界面活性剤、発泡剤を溶媒の水とともに混練して得られる。
金属粉末としては、特に限定されず、Ni,Cu,Ti,Al,Ag,ステンレス鋼等を用いることができる。また、この金属粉末は平均粒径0.5μm以上30μm以下が好ましい。このような粉末は、水アトマイズ法、プラズマアトマイズ法などのアトマイズ法、酸化物還元法、湿式還元法、カルボニル反応法などの化学プロセス法によって製造することができる。
【0016】
バインダ(水溶性樹脂結合剤)としては、メチルセルロース、ヒドロキシプロピルメチルセルロース、ヒドロキシエチルメチルセルロース、カルボキシメチルセルロースアンモニウム、エチルセルロース、ポリビニルアルコールなどを使用することができる。
【0017】
発泡剤は、ガスを発生してスラリーに気泡を形成できるものであればよく、揮発性有機溶剤、例えば、ペンタン、ネオペンタン、ヘキサン、イソヘキサン、イソペプタン、ベンゼン、オクタン、トルエンなどの炭素数5〜8の非水溶性炭化水素系有機溶剤を使用することができる。この発泡剤の含有量としては、発泡性スラリーに対して0.1〜5重量%とすることが好ましい。
【0018】
界面活性剤としては、アルキルベンゼンスルホン酸塩、α‐オレフィンスルホン酸塩、アルキル硫酸エステル塩、アルカンスルホン酸塩等のアニオン界面活性剤、ポリエチレングリコール誘導体、多価アルコール誘導体などの非イオン性界面活性剤および両性界面活性剤などを使用することができる。
【0019】
可塑剤は、スラリーを成形して得られる成形体に可塑性を付与するために添加され、例えばエチレングリコール、ポリエチレングリコール、グリセリンなどの多価アルコール、鰯油、菜種油、オリーブ油などの油脂、石油エーテルなどのエーテル類、フタル酸ジエチル、フタル酸ジNブチル、フタル酸ジエチルヘキシル、フタル酸ジオクチル、ソルビタンモノオレート、ソルビタントリオレート、ソルビタンパルミテート、ソルビタンステアレートなどのエステル等を使用することができる。
【0020】
さらに、スラリーの特性や成形性を向上させるために任意の添加成分を加えてもよい。例えば、防腐剤を添加してスラリーの保存性を向上させたり、結合助材としてポリマー系化合物を加えて成形体の強度を向上させたりすることができる。
【0021】
このように作成した発泡性スラリーから、図5に示す成形装置20を用いて、グリーンシートを形成する成形工程および発泡乾燥工程を行う。
〈成形工程〉
成形装置20は、ドクターブレード法を用いてシート状の成形体を形成する装置であり、発泡性スラリーSが貯留されるホッパ21、ホッパ21から供給された発泡性スラリーSを移送するキャリアシート22、キャリアシート22を支持するローラ23、キャリアシート22上の発泡性スラリーSを所定厚さに成形するブレード24(ドクターブレード)、発泡性スラリーSを発泡させる恒温・高湿度槽25、および発泡したスラリーを乾燥させる乾燥槽26を備えている。なお、キャリアシート22の下面は、支持プレート27によって支えられている。
【0022】
この成形装置20においては、まず、発泡性スラリーSをホッパ21に投入しておき、このホッパ21から発泡性スラリーSをキャリアシート22上に供給する。キャリアシート22は、図5の右方向へ回転するローラ23および支持プレート27によって支持されており、その上面が図の右方向へと移動している。キャリアシート22上に供給された発泡性スラリーSは、キャリアシート22とともに移動しながらブレード24によって板状に成形される。
【0023】
次いで、板状の発泡性スラリーSは、所定条件(例えば温度30℃〜40℃、湿度75%〜95%)の恒温・高湿度槽25内を、例えば10分〜20分かけて移動しながら発泡する。続いて、この恒温・高湿度槽25内で発泡したスラリーは、所定条件(例えば温度50℃〜70℃)の乾燥槽26内を例えば10分〜20分かけて移動し、乾燥される。これにより、スポンジ状のグリーンシートGが得られる。このグリーンシートGを、発泡剤の混入量を変えて、発泡度の異なる二種類作成する。
【0024】
〈積層および焼結工程〉
このようにして得られた二種類のグリーンシートGを脱脂・焼結することにより、板状の多孔質金属材を形成する。具体的には、例えば真空中、温度550℃〜650℃、25分〜35分の条件下でグリーンシートG中のバインダ(水溶性樹脂結合剤)を除去(脱脂)した後、さらに真空中、温度700℃〜1300℃、60分〜120分の条件下で焼結する。この多孔質金属材を任意の形状に切断することにより、多孔質金属体2,3を製造することができる。
【0025】
図4(a)に示すように、多孔質金属体2,3は矩形状の平板で形成されており、そのうち高密度多孔質金属体3には、矩形状の空間部31が複数設けられ、格子状に形成されている。低密度多孔質金属体2の気孔率は70〜98%、高密度多孔質金属体3の気孔率は20〜95%に形成されている。より好ましくは、高密度多孔質金属体3の気孔率は20〜69%がよい。
これら多孔質金属体2,3を積層して圧縮すると、図4(b)に示すように、互いの骨格11が表面の開口を通じて互いに入り込み、絡み合うように変形し、隣接する二枚の多孔質金属体2,3同士が接合され、気孔率の異なる多孔質金属体2,3が組み合わされた多孔質層4が製造される。なお、多孔質金属体2,3の圧縮は、多孔質金属体2,3を重ね合わせて、その総厚の80%以下の厚さとなるように圧延加工、プレス成形等で厚さ方向に押圧することにより行うことができる。
そして、これら多孔質金属体2,3により構成された多孔質層4の表裏面に、図4(c)に示すように、金属薄板5を拡散接合やTIG溶接等の接合方法により積層することにより、軽量構造体1が形成される。
なお、多孔質層4と金属薄板5との接合は、例えば、図6に示すように、多孔質層4に金属薄板5を重ねて、その両端部にリング状部材6を嵌合させた状態で金属薄板5を面方向に引張り、この状態で多孔質層4と金属薄板5とを溶接することにより、行われる。リング状部材は、溶接後に取り外してもよいし、取り付けたまま、あるいは多孔質層4と溶接して補強部材として用いてもよい。
【0026】
このように、軽量構造体1の一部を金属密度の高い高密度多孔質金属体3で枠状に構成することにより、軽量構造体1に作用する負荷を高密度多孔質金属体3によって受け持つことができ、全体の剛性を高めることができる。また、その他の部分を金属密度の低い低密度多孔質金属体2で構成することにより、金属製でありながら軽量化を図ることができ、耐候性に優れた軽量構造体1を構成することができる。
【0027】
また、多孔質層4の片面もしくは両面に金属薄板5を積層することにより、軽量構造体1の全体の曲げ剛性を高めることができる。
例えば、軽量構造体に曲げ荷重が作用した場合、軽量構造体は曲げ荷重の作用方向に円弧状に変形しようとする。そのとき、円弧の外面には引張応力が生じ、内面には圧縮応力が生じている。金属薄板5は、曲がり易いが引張強度には優れているので、特に円弧の外面に金属薄板5を積層することで、金属薄板5の引張強度により軽量構造体の曲げ剛性を高めることができる。金属薄板5は、多孔質層4の両面に設けてもよいが、曲げ荷重の作用方向に合わせて、多孔質層4の片面のみに設ける構成としてもよい。
【0028】
なお、金属薄板5のかわりに、緻密焼結層を多孔質層4に積層して軽量構造体を構成してもよい。緻密焼結層は、発泡剤を加えないスラリーを用い、前述の成形工程、積層及び焼結工程を実施することにより製造される。
また、多孔質層は、前述したように、表層部の金属密度が厚さ方向の中央部に比べて高いので、金属薄板や緻密焼結層を設ける代わりに、あるいは、これら金属薄板等とともにこの表層部を利用してもよい。その場合、多孔質層の表層部の開口率は、5〜70%に設定されることが好ましい。
【0029】
また、このように形成された軽量構造体1を面方向に複数並べて、その端部同士を接合して、図7に示すような大面積の軽量構造体10を製造することができる。
例えば、図8(a)に示すように、各軽量構造体1の端部を厚さの半分まで切欠いた形状としておき、その薄肉部15を重ね合わせて拡散接合やTIG溶接等により接合することにより、フラットな平面を有する軽量構造体10を形成することができる。
また、図8(b)に示すように、各軽量構造体1の端部を、その端部に沿って溝16もしくは凸条17に形成しておき、それら溝16と凸条17とを嵌合させた状態で接合することもできる。
【0030】
次に、図9から図11を参照に、本発明の第2実施形態の軽量構造体を説明する。
図9に示す第2実施形態の軽量構造体41は、図10に示すように、低密度多孔質金属体2と高密度多孔質金属体3との積層体40を形成しておき、多孔質金属体2,3の積層体40を積層方向にスライスするように所定の厚みに切断することにより低密度多孔質金属体2と高密度多孔質金属体3とが交互に並んだ切断片43を形成し、その切断片43を重ねて接合することにより、多孔質層4を構成している。
【0031】
この場合、第1実施形態と同様に、発泡度の異なる二種類のグリーンシートを作製しておき、これらを交互に積層した状態で脱脂・焼結することにより、高密度多孔質金属体3の間に低密度多孔質金属体2を挟んだ積層体40を形成している。そして、このようにして得られた積層体40を所望の厚みtに切断して複数枚の切断片43を形成する。これら切断片43の少なくとも二枚を、図11(a),(b)に示すように、多孔質金属層2,3の積層方向が交差するように配置して厚さ方向に接合することにより、気孔率の異なる低密度多孔質金属体2と高密度多孔質金属体3とが交差して組み合わされた多孔質層4を形成している。
切断片43を二枚組み合わせた多孔質層4を形成することにより、矩形状の多孔質層4の一端部から他端部にかけて高密度多孔質金属体3が配置されるように形成されており、剛性を維持することができる。
【0032】
なお、本発明は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、第1実施形態では、高密度多孔質金属体3に格子状の空間部31を形成していたが、図12(a)に示すような円状の空間部や、図12(b)に示すような三角状の空間部を形成してもよい。この場合、それぞれの空間部により、円状もしくは三角状の低密度多孔質金属体が面方向に分散して配置された多孔質層を形成することができる。
【0033】
また、第1実施形態では、気孔率の異なる多孔質金属体2,3を積層したが、気孔率が同じ多孔質金属体を複数枚用意し、そのうちの一部の多孔質金属体に空間部を形成しておき、これらを重ねて積層し、圧縮して接合することにより、低密度多孔質金属体と高密度多孔質金属体とを有する多孔質層を形成することもできる。この場合、多孔質金属体同士が積層して圧縮された部分が高密度多孔質金属体となり、一方の多孔質金属体と他方の多孔質金属体の空間部とが積層され、その一方の多孔質金属体が圧縮されずに空間内に配置された部分が低密度多孔質金属体となる。
【0034】
なお、多孔質金属体には、アルミニウム以外にもチタン合金、マグネシウム合金等の軽量金属を用いてもよい。
また、低密度多孔質金属体と高密度多孔質金属体とを同種材料で構成してもよいが、異種材料で構成してもよい。さらに、これらの多孔質金属体は、同種金属であるが、材質の異なるものの組合せとしてもよく、例えば、低密度多孔質金属体を比較的比重の小さい1000系のアルミニウム合金とし、高密度多孔質金属体を機械的強度の大きい7000系のアルミニウム合金としてもよい。
さらに、多孔質層と他の一般的な構造体とを重ねて接合するなどの組み合わせとしてもよく、他の構造体としては、繊維強化プラスチック(FRP)、炭素繊維強化プラスチック(CFRP)、ハニカム構造体、ウエブリブ構造体などが挙げられる。
【0035】
また、スラリーをドクターブレード法によってシート状に成形する場合、第2実施形態では、二種類のグリーンシートを別々に成形しておき、その後、積層することにより積層体を構成していたが、ホッパを複数並べて、発泡剤の混入量の異なる発泡性スラリーを積層状態に供給して、積層状態のグリーンシートを成形するようにしてもよい。
さらに、このようなドクターブレード法によって発泡、成形する方法以外にも、減圧発泡による方法としてもよい。具体的には、スラリーから気泡および溶存ガスを一旦除去した後に、そのスラリーに添加ガスを導入しながら攪拌することにより、スラリー中に添加ガスからなる気泡核を分散形成した状態に発泡性スラリーを製造する。そして、この気泡核を含むスラリーを所定圧力に減圧するとともに、その所定圧力におけるスラリーの凝固点を超え沸点未満の予備冷却温度に保持することにより、気泡核を膨張させ、その気泡核の膨張により体積が増大したスラリーを真空凍結乾燥させる。このようにして形成したグリーンシートを焼結して多孔質金属体を形成することができる。
【0036】
また、本発明の軽量構造体は、各種構造材として適用可能であり、特に、航空産業、宇宙産業の用途に適している。例えば、宇宙に設置されるアンテナ、反射鏡等の支持構造体として適用可能である。
【符号の説明】
【0037】
1,10,41 軽量構造体
2 低密度多孔質金属体
3 高密度多孔質金属体
4 多孔質層
5 金属薄板
11 骨格
12 気孔
15 薄肉部
16 溝
17 凸条
20 成形装置
21 ホッパ
22 キャリアシート
23 ローラ
24 ブレード
25 恒温・高湿度槽
26 乾燥槽
27 支持プレート
31 空間部
40 積層体
43 切断片
【特許請求の範囲】
【請求項1】
連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる少なくとも二種類の多孔質金属体により構成される軽量構造体であって、複数の空間部を有する枠状に形成された気孔率の低い高密度多孔質金属体と、前記空間部内に組み込まれ高密度多孔質金属体よりも気孔率の高い低密度多孔質金属体とを有する多孔質層により形成されていることを特徴とする軽量構造体。
【請求項2】
前記多孔質層は、厚さ方向の中央部に比べて表層部の金属密度が高く、当該多孔質層の少なくとも一方の面の表面開口率が5〜70%に設定されていることを特徴とする請求項1記載の軽量構造体。
【請求項3】
前記多孔質層の少なくとも一方の面に、緻密焼結層または金属薄板が積層されていることを特徴とする請求項1又は2に記載の軽量構造体。
【請求項4】
前記高密度多孔質金属体および前記低密度多孔質金属体は、金属粉末と発泡剤を含有する発泡性スラリーを成形して発泡および焼結させてなる発泡金属であることを特徴とする請求項1から3のいずれか一項に記載の軽量構造体。
【請求項5】
前記低密度多孔質金属体の気孔率が70〜98%であり、前記高密度多孔質金属体の気孔率が20〜95%であることを特徴とする請求項1から4のいずれか一項に記載の軽量構造体。
【請求項6】
複数の前記多孔質層を面方向に並べて、その端部同士を接合して形成されるものであることを特徴とする請求項1から5のいずれか一項に記載の軽量構造体。
【請求項1】
連続した骨格により形成される複数の気孔が連通した三次元網目状構造を有する気孔率の異なる少なくとも二種類の多孔質金属体により構成される軽量構造体であって、複数の空間部を有する枠状に形成された気孔率の低い高密度多孔質金属体と、前記空間部内に組み込まれ高密度多孔質金属体よりも気孔率の高い低密度多孔質金属体とを有する多孔質層により形成されていることを特徴とする軽量構造体。
【請求項2】
前記多孔質層は、厚さ方向の中央部に比べて表層部の金属密度が高く、当該多孔質層の少なくとも一方の面の表面開口率が5〜70%に設定されていることを特徴とする請求項1記載の軽量構造体。
【請求項3】
前記多孔質層の少なくとも一方の面に、緻密焼結層または金属薄板が積層されていることを特徴とする請求項1又は2に記載の軽量構造体。
【請求項4】
前記高密度多孔質金属体および前記低密度多孔質金属体は、金属粉末と発泡剤を含有する発泡性スラリーを成形して発泡および焼結させてなる発泡金属であることを特徴とする請求項1から3のいずれか一項に記載の軽量構造体。
【請求項5】
前記低密度多孔質金属体の気孔率が70〜98%であり、前記高密度多孔質金属体の気孔率が20〜95%であることを特徴とする請求項1から4のいずれか一項に記載の軽量構造体。
【請求項6】
複数の前記多孔質層を面方向に並べて、その端部同士を接合して形成されるものであることを特徴とする請求項1から5のいずれか一項に記載の軽量構造体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−162756(P2012−162756A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−22177(P2011−22177)
【出願日】平成23年2月3日(2011.2.3)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月3日(2011.2.3)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【Fターム(参考)】
[ Back to top ]