
軽量気泡コンクリートの製造方法
【課題】軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上できる軽量気泡コンクリートの製造方法を提供すること。
【解決手段】軽量気泡コンクリートの製造方法は、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、鉄筋に十点平均粗さ10〜100μmの傷付けをすることで、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上する。
【解決手段】軽量気泡コンクリートの製造方法は、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、鉄筋に十点平均粗さ10〜100μmの傷付けをすることで、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量気泡コンクリートの製造方法に関し、詳しくは、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法に関する。
【背景技術】
【0002】
軽量気泡コンクリート(以下、ALCと称する)は、内部に気泡と細孔を含む絶乾かさ比重が0.5程度と非常に軽量でありながら、強度も比較的高いという優れた性質を持つ。ALCは、所定の大きさのパネルに成形され、このパネル内部には補強用の鉄筋が埋設されている。パネルの厚さは、100mmが標準的であり、75〜125mmが主流である。また、パネルには、37〜50mmの住宅用うす型パネルや150mm以上の厚いパネルもある。
【0003】
一般にALCは、珪石や珪砂などの珪酸質原料と、セメント、生石灰などの石灰質原料とを主原料とし、これに石膏、炭酸カルシウム、繰り返し原料や界面活性剤などの添加物と、適量の水と発泡剤であるアルミニウム粉末を加えて製造される。
【0004】
ALCの製造工程において、全原料を一つの鋳込ミキサーで攪拌混合する混錬により生成されたスラリーは、アルミニウム粉末の反応で水素ガスが気泡安定剤により、球状の気泡として安定化され体積膨張する。また、混錬により生成されたスラリーは、流動性があるが、セメント及び生石灰が原料中の水を取り込み、水和物を生成することによって、流動性が無い半硬化体へと硬化して生ケーキとなる。生ケーキは、180℃、10気圧のオートクレーブにおいて6時間高温高圧水蒸気養生される。この養生過程は、珪石等の珪酸質原料とセメントや生石灰等の石灰質原料から、珪酸カルシウム水和物のトバモライトが生成されることで、ALCに強度物性を付与する。
【0005】
ALCには、製造工程において、防錆皮膜と補強用鉄筋の引き抜き強度を得るように防錆処理した補強用鉄筋が埋設される。
補強用鉄筋は、バーインコイルや伸線が用いられ、これらを直線機で直線し切断する。切断された補強用鉄筋は、ALCパネルの曲げ強度得るために必要な本数を縦筋と横筋に別けられ、溶接機で互いに溶接され、補強用鉄筋マットとして作製される。
引き抜き強度とは、防錆皮膜と補強用鉄筋との付着力であり、付着力はALCパネルの曲げ強度や防錆性能にも影響を与える。
【0006】
防錆処理としては、特許文献1に以下の提案がされている。
スチレン結合量が65〜75重量%のSBR水性エマルションを固形分として5〜25重量%と、アスファルトの水性エマルションを固形分として5〜15重量%と、アルカリ土類の炭酸塩粉末を固形分として60〜70重量%とに、pH調整用の消石灰と粘度調整用の水を混合して得られるスラリーからなり、炭酸塩粉末が平均粒子径が8〜30μm、空気透過法による比表面積が2000〜50000cm2/gの炭酸カルシウム粉末であって、前記水性エマルションの水と粘度調整用の水の合計がスラリー全体の15〜25重量%である軽量気泡コンクリート補強鉄筋用防錆剤に補強鉄筋を浸漬させて防錆皮膜を得る。
この特許文献1の軽量気泡コンクリート補強鉄筋用防錆剤を用いた防錆処理によれば、鉄筋との付着力や防錆性能に優れると共に、優れた耐水性を有する防錆被膜の形成が可能となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−102700号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1の軽量気泡コンクリート補強鉄筋用防錆剤を用いた防錆処理では、補強鉄筋に対して表面処理を施していないため、軽量気泡コンクリート補強鉄筋用防錆剤が有する性能を超えた防錆皮膜と補強用鉄筋との付着力を得ることができなかった。
本発明は、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上できる軽量気泡コンクリートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の軽量気泡コンクリートの製造方法は、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、前記鉄筋に十点平均粗さ10〜100μmの傷付けをすることを特徴とする。
【発明の効果】
【0010】
本発明によれば、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態により製造されたALCパネルを説明する図である。
【図2】表面に傷を形成していない補強用鉄筋及び上記実施形態により表面に傷を形成した補強用鉄筋の粗さ曲線を示す図である。(a)はサンプルAの粗さ曲線を示し、(b)はサンプルBの粗さ曲線を示し、(c)はサンプルCの粗さ曲線を示す図である。
【図3】サンプルA、サンプルB及びサンプルCのボンド力を比較した図である。
【発明を実施するための形態】
【0012】
以下に、本発明の実施形態について説明する。
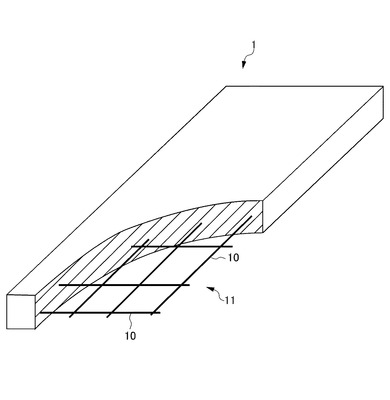
図1は、本発明の実施形態により製造されたALCパネル1を説明する図である。
ALCパネル1には、防錆処理した補強用鉄筋10が埋設されている。
本実施形態の軽量気泡コンクリート製造方法は、ALCパネル1を製造する方法であり、コイルに巻かれた補強用鉄筋10の表面に傷付け処理を施し直線し所定の長さに切断する傷付け直線工程と、切断された補強用鉄筋10をALCパネル1の曲げ強度に必要な本数を縦筋と横筋に別け、これらの縦筋と横筋を溶接機で互いに溶接し補強用鉄筋マット11を作製する溶接工程と、補強用鉄筋マット11を防錆剤に浸漬させ、防錆剤に浸漬させた補強用鉄筋マット11を乾燥させ防錆皮膜を形成する防錆処理工程と、防錆皮膜を形成した補強用鉄筋マット11を複数枚モールドにセットするモールドセット工程と、複数枚の補強用鉄筋マット11をセットしたモールドにスラリーを注入するスラリー注入工程と、モールドに注入したスラリーが発泡し半硬化体へと硬化して生ケーキとなった後に脱型する生ケーキ製造工程と、脱型された生ケーキをピアノ線で所定の寸法で切断する切断工程と、切断された生ケーキをオートクレーブにおいて高温高圧水蒸気養生しALCパネル1とする養生工程と、を備える。
【0013】
傷付け直線工程について、詳細に説明する。
傷付け直線工程における傷付け処理は、補強用鉄筋10の表面に傷をつける特殊矯正駒に補強用鉄筋10を通して直線する直線機により行われる。この特殊矯正駒には、その表面に突起・溝が形成されている。補強用鉄筋10は、この特殊矯正駒を用いて直線することで、その表面に十点平均粗さ10〜100μmの傷が形成される。
なお、本実施形態において、傷付け処理は、直線機の矯正駒に特殊矯正駒を用いることにより行っているが、本発明はこれに限らず、直線機において通常の矯正駒を用いて、この矯正駒の絞りを強くしたり、直線機の前後で回転ブラシを補強用鉄筋10に接触させることで、補強用鉄筋10の表面に十点平均粗さ10〜100μmの傷を形成することもできる。
【0014】
傷付け直線工程において、補強用鉄筋は、製造されるALCパネル1の形状に応じた長さに切断される。また、補強用鉄筋は、バーインコイルや伸線であり、その太さは3.5mm〜8mmであり、製造されるALCパネル1で要求される曲げ強度に応じて適したものが選択される。
【実施例】
【0015】
以下、実施例によって、本発明を具体的に説明するが、本発明は以下の実施例に何ら限定されるものではない。
本実施例は、防錆皮膜と補強用鉄筋の付着力(以下、ボンド力と称する)を調査することを目的とした比較試験である。
ボンド力が向上するとJIS A5416に規定されている防錆性能を高める効果がある。そこで、本実施例では、上記実施形態の傷付け直線工程により補強用鉄筋の表面に、強制的に傷を付加させてボンド力を調査した結果、ボンド力が向上した。
以下、上記実施形態の傷付け直線工程により表面に傷を形成した補強用鉄筋と、表面に傷を形成していない補強用鉄筋との比較試験結果について詳細に説明する。
【0016】
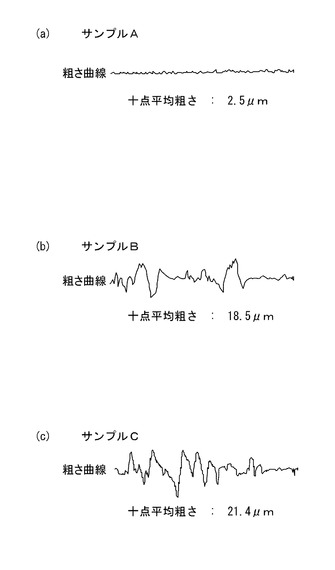
図2は、表面に傷を形成していない補強用鉄筋及び上記実施形態により表面に傷を形成した補強用鉄筋の粗さ曲線を示す図である。(a)はサンプルAの粗さ曲線を示し、(b)はサンプルBの粗さ曲線を示し、(c)はサンプルCの粗さ曲線を示す。
また、サンプルAは表面に傷を形成していない補強用鉄筋であり、サンプルBは上記実施形態の特殊矯正駒で傷を付けた補強用鉄筋であり、サンプルCは上記実施形態の特殊矯正駒で、サンプルBより多くの傷を付けた補強用鉄筋である。
【0017】
本比較試験において、十点平均粗さ(Rz)は、測定レンジを160μmとし、評価長さを4.00mm、カットオフ値を0.8mmで算出している。
サンプルAの十点平均粗さ(Rz)は2.5μmであり、この値は補強用鉄筋の製造において望ましいとされている値である。
サンプルBの十点平均粗さ(Rz)は18.5μmであり、この値は補強用鉄筋の直線時において、上記実施形態の特殊矯正駒を使用せず、通常の矯正駒を用いた場合には発生しない値である。
サンプルCの十点平均粗さ(Rz)は21.4μmであり、この値はサンプルBと同様に通常の矯正駒を用いた場合には発生しない値である。
このように、上記実施形態の傷付け直線工程を適用していないサンプルAの十点平均粗さ(Rz)は10μm未満であり、傷付け直線工程を適用したサンプルB及びCの十点平均粗さ(Rz)は10〜100μmである。
【0018】
次に、サンプルA、サンプルB及びサンプルCを防錆剤に浸漬及び乾燥させ、各サンプルの表面に防錆皮膜を形成し、各サンプルの防錆皮膜と補強用鉄筋とのボンド力の試験結果について説明する。
ボンド力試験は、S.Aroni,G.J.de Groot,M.J.Robinson,G.Svanholm and F.H.Wittman,“Autoclaved Aerated Concrete RILEM,” E&FN SPON An Imprint of Chapman&Hall:UP,1993,p.290−292.に記載される測定方法に準じて行った。
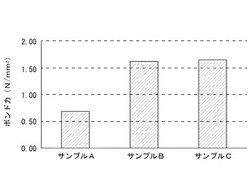
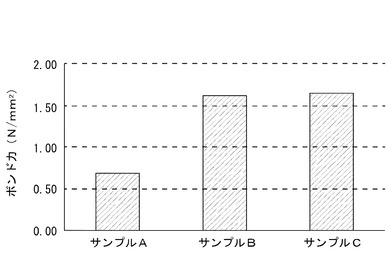
図3は、サンプルA、サンプルB及びサンプルCのボンド力を比較した図である。
図3の縦軸は、ボンド力を示し、その単位はN/mm2である。
ボンド力試験の結果は、以下のとおりであった。
サンプルAのボンド力は、0.69N/mm2であった。
サンプルBのボンド力は、1.62N/mm2であった。
サンプルCのボンド力は、1.64N/mm2であった。
このように、上記実施形態の傷付け直線工程を適用し十点平均粗さ(Rz)が10〜100μmであるサンプルB及びCのボンド力は、傷付け直線工程を適用していない十点平均粗さ(Rz)は10μm未満であるサンプルAのボンド力と比べ、2倍以上のボンド力を有する。
【0019】
さらに、上記実施形態の特殊矯正駒でサンプルBと同様の手順で補強用鉄筋の表面に傷を付けたサンプルを複数作製し、これらのサンプルに対してボンド力試験を行った。これらのサンプルのボンド力は、バラツキはあるもののサンプルBと同程度の1.5〜1.8N/mm2であった。
【0020】
以上の試験結果より、補強用鉄筋の表面に傷を付けることが、ボンド力向上に有効であることが判明した。また、サンプルB及びCのボンド力が同程度であることから、補強用鉄筋の表面に一定以上(例えば、10μm以上)の傷が付いていればボンド力は向上することが判明した。
【符号の説明】
【0021】
1 ALCパネル
10 補強用鉄筋
11 補強用鉄筋マット
【技術分野】
【0001】
本発明は、軽量気泡コンクリートの製造方法に関し、詳しくは、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法に関する。
【背景技術】
【0002】
軽量気泡コンクリート(以下、ALCと称する)は、内部に気泡と細孔を含む絶乾かさ比重が0.5程度と非常に軽量でありながら、強度も比較的高いという優れた性質を持つ。ALCは、所定の大きさのパネルに成形され、このパネル内部には補強用の鉄筋が埋設されている。パネルの厚さは、100mmが標準的であり、75〜125mmが主流である。また、パネルには、37〜50mmの住宅用うす型パネルや150mm以上の厚いパネルもある。
【0003】
一般にALCは、珪石や珪砂などの珪酸質原料と、セメント、生石灰などの石灰質原料とを主原料とし、これに石膏、炭酸カルシウム、繰り返し原料や界面活性剤などの添加物と、適量の水と発泡剤であるアルミニウム粉末を加えて製造される。
【0004】
ALCの製造工程において、全原料を一つの鋳込ミキサーで攪拌混合する混錬により生成されたスラリーは、アルミニウム粉末の反応で水素ガスが気泡安定剤により、球状の気泡として安定化され体積膨張する。また、混錬により生成されたスラリーは、流動性があるが、セメント及び生石灰が原料中の水を取り込み、水和物を生成することによって、流動性が無い半硬化体へと硬化して生ケーキとなる。生ケーキは、180℃、10気圧のオートクレーブにおいて6時間高温高圧水蒸気養生される。この養生過程は、珪石等の珪酸質原料とセメントや生石灰等の石灰質原料から、珪酸カルシウム水和物のトバモライトが生成されることで、ALCに強度物性を付与する。
【0005】
ALCには、製造工程において、防錆皮膜と補強用鉄筋の引き抜き強度を得るように防錆処理した補強用鉄筋が埋設される。
補強用鉄筋は、バーインコイルや伸線が用いられ、これらを直線機で直線し切断する。切断された補強用鉄筋は、ALCパネルの曲げ強度得るために必要な本数を縦筋と横筋に別けられ、溶接機で互いに溶接され、補強用鉄筋マットとして作製される。
引き抜き強度とは、防錆皮膜と補強用鉄筋との付着力であり、付着力はALCパネルの曲げ強度や防錆性能にも影響を与える。
【0006】
防錆処理としては、特許文献1に以下の提案がされている。
スチレン結合量が65〜75重量%のSBR水性エマルションを固形分として5〜25重量%と、アスファルトの水性エマルションを固形分として5〜15重量%と、アルカリ土類の炭酸塩粉末を固形分として60〜70重量%とに、pH調整用の消石灰と粘度調整用の水を混合して得られるスラリーからなり、炭酸塩粉末が平均粒子径が8〜30μm、空気透過法による比表面積が2000〜50000cm2/gの炭酸カルシウム粉末であって、前記水性エマルションの水と粘度調整用の水の合計がスラリー全体の15〜25重量%である軽量気泡コンクリート補強鉄筋用防錆剤に補強鉄筋を浸漬させて防錆皮膜を得る。
この特許文献1の軽量気泡コンクリート補強鉄筋用防錆剤を用いた防錆処理によれば、鉄筋との付着力や防錆性能に優れると共に、優れた耐水性を有する防錆被膜の形成が可能となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2009−102700号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1の軽量気泡コンクリート補強鉄筋用防錆剤を用いた防錆処理では、補強鉄筋に対して表面処理を施していないため、軽量気泡コンクリート補強鉄筋用防錆剤が有する性能を超えた防錆皮膜と補強用鉄筋との付着力を得ることができなかった。
本発明は、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上できる軽量気泡コンクリートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の軽量気泡コンクリートの製造方法は、鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、前記鉄筋に十点平均粗さ10〜100μmの傷付けをすることを特徴とする。
【発明の効果】
【0010】
本発明によれば、軽量気泡コンクリートに埋設される鉄筋の表面性状を変化させることにより、防錆皮膜と鉄筋の付着力を向上できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態により製造されたALCパネルを説明する図である。
【図2】表面に傷を形成していない補強用鉄筋及び上記実施形態により表面に傷を形成した補強用鉄筋の粗さ曲線を示す図である。(a)はサンプルAの粗さ曲線を示し、(b)はサンプルBの粗さ曲線を示し、(c)はサンプルCの粗さ曲線を示す図である。
【図3】サンプルA、サンプルB及びサンプルCのボンド力を比較した図である。
【発明を実施するための形態】
【0012】
以下に、本発明の実施形態について説明する。
図1は、本発明の実施形態により製造されたALCパネル1を説明する図である。
ALCパネル1には、防錆処理した補強用鉄筋10が埋設されている。
本実施形態の軽量気泡コンクリート製造方法は、ALCパネル1を製造する方法であり、コイルに巻かれた補強用鉄筋10の表面に傷付け処理を施し直線し所定の長さに切断する傷付け直線工程と、切断された補強用鉄筋10をALCパネル1の曲げ強度に必要な本数を縦筋と横筋に別け、これらの縦筋と横筋を溶接機で互いに溶接し補強用鉄筋マット11を作製する溶接工程と、補強用鉄筋マット11を防錆剤に浸漬させ、防錆剤に浸漬させた補強用鉄筋マット11を乾燥させ防錆皮膜を形成する防錆処理工程と、防錆皮膜を形成した補強用鉄筋マット11を複数枚モールドにセットするモールドセット工程と、複数枚の補強用鉄筋マット11をセットしたモールドにスラリーを注入するスラリー注入工程と、モールドに注入したスラリーが発泡し半硬化体へと硬化して生ケーキとなった後に脱型する生ケーキ製造工程と、脱型された生ケーキをピアノ線で所定の寸法で切断する切断工程と、切断された生ケーキをオートクレーブにおいて高温高圧水蒸気養生しALCパネル1とする養生工程と、を備える。
【0013】
傷付け直線工程について、詳細に説明する。
傷付け直線工程における傷付け処理は、補強用鉄筋10の表面に傷をつける特殊矯正駒に補強用鉄筋10を通して直線する直線機により行われる。この特殊矯正駒には、その表面に突起・溝が形成されている。補強用鉄筋10は、この特殊矯正駒を用いて直線することで、その表面に十点平均粗さ10〜100μmの傷が形成される。
なお、本実施形態において、傷付け処理は、直線機の矯正駒に特殊矯正駒を用いることにより行っているが、本発明はこれに限らず、直線機において通常の矯正駒を用いて、この矯正駒の絞りを強くしたり、直線機の前後で回転ブラシを補強用鉄筋10に接触させることで、補強用鉄筋10の表面に十点平均粗さ10〜100μmの傷を形成することもできる。
【0014】
傷付け直線工程において、補強用鉄筋は、製造されるALCパネル1の形状に応じた長さに切断される。また、補強用鉄筋は、バーインコイルや伸線であり、その太さは3.5mm〜8mmであり、製造されるALCパネル1で要求される曲げ強度に応じて適したものが選択される。
【実施例】
【0015】
以下、実施例によって、本発明を具体的に説明するが、本発明は以下の実施例に何ら限定されるものではない。
本実施例は、防錆皮膜と補強用鉄筋の付着力(以下、ボンド力と称する)を調査することを目的とした比較試験である。
ボンド力が向上するとJIS A5416に規定されている防錆性能を高める効果がある。そこで、本実施例では、上記実施形態の傷付け直線工程により補強用鉄筋の表面に、強制的に傷を付加させてボンド力を調査した結果、ボンド力が向上した。
以下、上記実施形態の傷付け直線工程により表面に傷を形成した補強用鉄筋と、表面に傷を形成していない補強用鉄筋との比較試験結果について詳細に説明する。
【0016】
図2は、表面に傷を形成していない補強用鉄筋及び上記実施形態により表面に傷を形成した補強用鉄筋の粗さ曲線を示す図である。(a)はサンプルAの粗さ曲線を示し、(b)はサンプルBの粗さ曲線を示し、(c)はサンプルCの粗さ曲線を示す。
また、サンプルAは表面に傷を形成していない補強用鉄筋であり、サンプルBは上記実施形態の特殊矯正駒で傷を付けた補強用鉄筋であり、サンプルCは上記実施形態の特殊矯正駒で、サンプルBより多くの傷を付けた補強用鉄筋である。
【0017】
本比較試験において、十点平均粗さ(Rz)は、測定レンジを160μmとし、評価長さを4.00mm、カットオフ値を0.8mmで算出している。
サンプルAの十点平均粗さ(Rz)は2.5μmであり、この値は補強用鉄筋の製造において望ましいとされている値である。
サンプルBの十点平均粗さ(Rz)は18.5μmであり、この値は補強用鉄筋の直線時において、上記実施形態の特殊矯正駒を使用せず、通常の矯正駒を用いた場合には発生しない値である。
サンプルCの十点平均粗さ(Rz)は21.4μmであり、この値はサンプルBと同様に通常の矯正駒を用いた場合には発生しない値である。
このように、上記実施形態の傷付け直線工程を適用していないサンプルAの十点平均粗さ(Rz)は10μm未満であり、傷付け直線工程を適用したサンプルB及びCの十点平均粗さ(Rz)は10〜100μmである。
【0018】
次に、サンプルA、サンプルB及びサンプルCを防錆剤に浸漬及び乾燥させ、各サンプルの表面に防錆皮膜を形成し、各サンプルの防錆皮膜と補強用鉄筋とのボンド力の試験結果について説明する。
ボンド力試験は、S.Aroni,G.J.de Groot,M.J.Robinson,G.Svanholm and F.H.Wittman,“Autoclaved Aerated Concrete RILEM,” E&FN SPON An Imprint of Chapman&Hall:UP,1993,p.290−292.に記載される測定方法に準じて行った。
図3は、サンプルA、サンプルB及びサンプルCのボンド力を比較した図である。
図3の縦軸は、ボンド力を示し、その単位はN/mm2である。
ボンド力試験の結果は、以下のとおりであった。
サンプルAのボンド力は、0.69N/mm2であった。
サンプルBのボンド力は、1.62N/mm2であった。
サンプルCのボンド力は、1.64N/mm2であった。
このように、上記実施形態の傷付け直線工程を適用し十点平均粗さ(Rz)が10〜100μmであるサンプルB及びCのボンド力は、傷付け直線工程を適用していない十点平均粗さ(Rz)は10μm未満であるサンプルAのボンド力と比べ、2倍以上のボンド力を有する。
【0019】
さらに、上記実施形態の特殊矯正駒でサンプルBと同様の手順で補強用鉄筋の表面に傷を付けたサンプルを複数作製し、これらのサンプルに対してボンド力試験を行った。これらのサンプルのボンド力は、バラツキはあるもののサンプルBと同程度の1.5〜1.8N/mm2であった。
【0020】
以上の試験結果より、補強用鉄筋の表面に傷を付けることが、ボンド力向上に有効であることが判明した。また、サンプルB及びCのボンド力が同程度であることから、補強用鉄筋の表面に一定以上(例えば、10μm以上)の傷が付いていればボンド力は向上することが判明した。
【符号の説明】
【0021】
1 ALCパネル
10 補強用鉄筋
11 補強用鉄筋マット
【特許請求の範囲】
【請求項1】
鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、
前記鉄筋に十点平均粗さ10〜100μmの傷付けをすることを特徴とする軽量気泡コンクリートの製造方法。
【請求項1】
鉄筋を防錆処理し、当該防錆処理した鉄筋を埋設する軽量気泡コンクリートの製造方法であって、
前記鉄筋に十点平均粗さ10〜100μmの傷付けをすることを特徴とする軽量気泡コンクリートの製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−166398(P2012−166398A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−27754(P2011−27754)
【出願日】平成23年2月10日(2011.2.10)
【出願人】(399117730)住友金属鉱山シポレックス株式会社 (195)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【出願人】(399117730)住友金属鉱山シポレックス株式会社 (195)
【Fターム(参考)】
[ Back to top ]