
軽金属部材のリサイクル方法

【解決手段】本発明は、ガス介在物または非金属粒子を有する軽金属部材をリサイクルする方法に関する。異なる廃材品を、工程技術上シンプルな方法で、使用された材料のクリーニング/精製が要求されることなく、ハイクラスな製品に転換するため、本発明は、ガス介在物を有する少なくとも1種の軽金属部材および高密で、非金属粒子を有する少なくとも1種の軽金属部材から、ガス含有金属溶融物が製造され、金属溶融物は軽金属発泡体の形成下、少なくとも一時的に低圧で固化させることを提案する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガス介在物(inclusion)または非金属粒子を含む軽金属部材のリサイクル方法に関する。
また、本発明は、不動態化金属屑の使用並びにダイカストスクラップ材料の使用をその目的の一部として有する。
【背景技術】
【0002】
今日、資源の効率的利用は、環境保護の観点からだけでなく、操業時の経済的観点からも要望が増している。種々の分野において、高い原材料価格並びに処分費用が、製造体制内で発生した廃棄物を再使用するまたはリサイクルすることを製品製造業者に強いている。例えば、軽金属部品製造業者は、注型工程または削り屑の形成を伴う成形工程からの大量の廃棄物を、有用に利用するという必要性に直面させられている。
【0003】
最適な方法は、省原材料並びに省エネルギーでの廃棄物の利用によって、わずかな工程で、高い価値を有する製品を得ることである。これは明らかに軽金属廃棄物の製造及び再使用またはリサイクルにも当てはまる。軽金属廃棄物は、廃棄物の由来によっては、ガス介在物および/または非金属粒子を含有しており、このガス介在物および/または非金属粒子は、廃棄物を製造工程中で煩雑さなく混入させることを困難あるいは不可能にさえしている。
【0004】
例えば注型工程、特にダイカスト中に大量に発生する、ガス介在物を有する軽量金属部材(part)または廃棄物は、前記ガス介在物のためハイクラスな軽金属部品を直接製造するには適していない。このため、ハイクラスの軽金属部品にも再使用できるようにするため、このような軽金属部材を溶融し、且つこの溶融物を過熱(オーバーヒート)下に脱ガスし、該溶融物の固化後、例えばその後の注型工程において使用できる密な軽金属を得ている。
【0005】
このガス介在物を有する軽金属部材の場合と同様、マグネシウム削り屑のような非金属粒子を有する軽金属部材の場合おいても、該軽金属材料をハイクラスな部品の製造に使用する前に、煩雑な材料のクリーニング/精製が必要とされる。これは、不純な材料を溶融し、また邪魔な粒子を溶融物から除去し、その後溶融物を固化する方法により行われる。こうして高純度で得られた準備金属は、高品質の軽金属部品を製造するために使用される。
【0006】
ガス介在物または非金属不純物を有する軽金属部材からハイクラスな軽金属部品用準備材料を製造することは出来るが、このためには煩雑なクリーニング/精製作業が必要である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような要因に鑑み、本発明の課題は、使用される材料のクリーニング/精製の必要がなく、ガス介在物または非金属粒子を有する軽金属部材のような廃棄品が、シンプルな処理技術手法でハイクラスの製品に変換され得る、ガス介在物または非金属粒子を有する軽金属部材を製造するための方法を提供することである。
【課題を解決するための手段】
【0008】
この課題は、ガス介在物を有する少なくとも一種の軽金属部材および非金属の粒子を有する少なくとも一種の本質的に密な軽金属部材からガス含有金属溶融物が製造され、該金属溶融物は軽金属発泡体の形成下において、少なくとも一時的に低圧下で固化されることを特徴とする、上記タイプの方法により解決される。
【0009】
本発明で目標とされる有利性は、主に、不純なまたは汚染された軽金属部材を、クリーニング/精製する必要なく、シンプルな方法で軽量金属発泡体に直接転換させ得ることにある。有利には、本発明の方法においては、ガス介在物並びに本質的に密な、非金属粒子を含有する軽金属部材が使用され、それ故、異なる汚染軽金属部材または種々のタイプの軽金属廃棄物が同時に再使用または再利用され得る。得られた金属発泡体は、断熱用のエネルギー吸収及び音吸収部品として、または自動車産業における補強要素として適している。このように下級の廃棄物品が、本発明により多数の用途を持つハイクラスの金属発泡体に直接転換され得る。
【0010】
金属泡の形成メカニズムについてみると、各軽金属部材により金属溶融物中に導入されたガス介在物または非金属粒子が協働する:すなわち、まず軽金属部材のガス介在物を通して金属発泡体形成に要求されるガスが持ち込まれ、それによって軽金属部材の溶融中はガス介在物がそれらの気泡中に保持され;同様に金属溶融物中に存在する非金属粒子は、エネルギー的理由により、それ自体ガス介在物またはガス泡の表面に沈着し、それによってこれらは安定化され、またそれらの合体が避けられる、と考えられる。また、非金属粒子は金属溶融物の粘度を増加し、これにより金属溶融物中のガス介在物または気泡の流動性が減少される。これは又ガス介在物が溶融物表面に上昇し放出される傾向を減少させる。低圧の適用により、最終的には、軽金属発泡体の形成下、ガス含有金属溶融物の発泡が起こる。
【0011】
従来の金属発泡体の製造方法に比べ、本発明の方法により、溶融冶金あるいは粉末冶金法の場合のような、ガス導入のための特別の計量や膨張剤成分と軽金属粉末成分の複雑な別々の製造が必要とされないという特有の特徴がもたらされる。
【0012】
本発明の方法では、本質的には、異なる軽金属からなる軽金属部材が用いられ得る。しかし、同じ金属または同じ合金からなる軽金属部材を用いることが好ましい。これらの軽金属は、その後制限された温度範囲内で溶融される。これは本発明の方法の実施および制御をより簡単にする。
【0013】
また、ガス介在物を有する軽金属部材としては、ダイカストスクラップが用いられることが好ましい。例えば、ダイカスト工程中で発生する所謂オーバーフローの形態にあるダイカストスクラップは、約10容量%以上の割合のガス介在物を有すことができる。この約10%容量以上のガス介在物の割合は、金属溶融物中に高割合でガスを導入する際に有用であることが判明している。
【0014】
ダイカストスクラップ部材がマグネシウムあるいはマグネシウム合金からなる場合が特に好ましい。マグネシウム粒子またはマグネシウム膜の形成に導くこれらの材料からなる部材は、表面が不導体化される。もしこのような部材が、その後本発明の方法において使用される場合、安定化に寄与するマグネシウム酸化物粒子が付加的に加えられてもよい。また、内部にあるガス介在物でさえ、同時に不動態化される。これは溶融物中のガス介在物またはガス泡の安定に積極的に寄与する。
【0015】
同様に、特にマグネシウム酸化物粒子によって溶融物中の気泡の安定化がなされるように、マグネシウムまたはマグネシウム合金で作られた部材が密な軽金属として用いられてもよい。
【0016】
酸化物粒子は軽金属溶融物との反応に関し一様に不活性に作用するので、非金属粒子は、本質的に酸化物粒子であることが好ましい。例えば、使用される材料中にそのような粒子が存在する場合、炭化物の場合と比べると、形成された金属発泡体中にこれらの粒子がほとんど変化せず存在することが想定される。したがって、形成された軽金属発泡体の特性にも確実に影響を与えない。それ故、これに基づいて、製造される金属発泡体中の非金属粒子の含有量が制御され得る。もし使用される材料中の粒子含有量が分かっていれば、金属発泡体中における所望の粒子含有量にしたがって、酸化物粒子を有する軽金属部材に対するガス介在物を含む軽金属部材の重量割合を単に選択すればよいだけである。
【0017】
非金属粒子については、これらが200μmより小さい平均サイズを有する場合好ましいことが分かっている。
【0018】
理想的には、非金属粒子を2〜10%の容量割合で含む金属溶融物が製造される。2%以上の粒子含有量であれば、溶融物中でのガス介在物/気泡の良好な安定化がはかれ、10%以下の粒子含有量であれば、低圧を適用することにより、ガス含有金属溶融物が容易に形成され得る。一方、増粘は金属溶融物の形成を困難にするであろう。
【0019】
金属溶融物は、これを10〜400ミリバール、特に50〜200ミリバールの低圧(真空)で固化させることにより軽金属発泡体に形成、転換される。
【0020】
引き続いての発泡を援助するために、ガス圧を掛けることにより溶融表面から溶融金属内にガスを付加的に供給することもできる。しかし、大気圧下に金属溶融物が製造される場合が、工程技術的にまた装置的にみて特にシンプルである。この場合、全工程中、大気圧を上回らない。
【0021】
製造後、金属溶融物は20℃を越える温度まで過熱(オーバーヒート)されるべきではない。温度の上昇に伴い、金属溶融物の粘度が低下する。これは、基本的には気泡の移動を促進し、それ故脱ガスを促進する。したがって、金属溶融物の過熱をコントロールし、また過熱を低く保つことが理想である。
【0022】
低圧は、温度が金属溶融物の固化温度または固化区間の上下各5℃の範囲内に達した際に適用される場合が好ましい。金属の流動相は、この温度範囲において、形成された金属泡の構造的安定性に関し好ましいものであると判明している高粘度を有している。
【0023】
形成された金属泡の構造的安定性の点では、金属溶融物の発泡を起こす低圧を、金属溶融物が完全に固化されるまで維持することも同様に好ましい。同時に、開放された固化熱を放出するため、また同時に、形成された軽金属発泡体の内部構造を固定するため、金属溶融物の固化が行われている間冷却がなされてもよい。
【0024】
軽金属発泡体を特定の形状を有するように形成するため、金属溶融物は、低圧を適用する前に、軽金属発泡体に形状を付与する容器に移されてもよい。
【0025】
本発明の更なる態様においては、軽金属発泡体の形成中に、金属発泡体部材または金属泡の一部が金属体と接触状態にされてもよい。そのような場合、形成された金属泡は、処理工程中に金属結合により金属物体とすぐに結合される。これは結合部材の非常に簡単な製造法を可能にする。
【0026】
本発明の他の態様においては、形成される金属発泡体の立体膨張を限定する本質的に閉鎖された容器内で、金属溶融物が固化されてもよい。この場合、一方では形成される軽金属発泡体の体積が予め与えられており、他方では、容器中に導入される量を選択することが可能であり、あるいはその量が定められ、その結果密度が決定される。言い換えると、本発明により、製造された金属発泡体の密度を特定のものに調整することが可能となる。
【0027】
金属溶融物が容器内に部分様(portion-wise)に導入され、そこで固化されるなら、本発明の方法は、いくつかの同じ軽金属発泡体を製造するために用いられ得る。
【0028】
金属発泡体を製造するために、ダイカストスクラップを用いることが非常に有用である事が分かった。不動態化した金属の削り屑は、第2の軽金属成分として考えられ得る。アルミニウムまたはマグネシウム半製品の旋盤加工における廃材として大量に発生するこのような削り屑は、不動態化された酸化物粒子を有する表面を有することから、安定化する粒子を導入するため最も適しているという点で、特に好ましい。また、これらの削り屑は小容量に対し大きい表面を有し、そのため少量のこのような削り屑によって、ダイカストスクラップから金属溶融物および安定な金属泡を形成することが十分可能である。
【発明を実施するための最良の形態】
【0029】
以下、実施例に基づいて本発明を更に説明する。図1には、マグネシウム発泡体の断面図が、図2には、図1の発泡体を約25倍に拡大した顕微鏡写真が、図3には、図1の発泡体を約90倍に拡大した顕微鏡写真が、図4には、a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3、およびd)0.23gm/cm3の密度を有する金属発泡体の、応力−圧縮図が、図5aには、580℃に達した後低圧とされた、合金AZ91の金属発泡体が、図5bには、600℃に達した後低圧とされた、合金AZ91の金属発泡体が、図5cには、620℃に達した後低圧とされた、合金AZ91の金属発泡体が、図6aには、開放容器中で製造されたマグネシウム発泡体が、図6bには、密閉容器中で製造されたマグネシウム発泡体が、図7には、中空体を発泡するための装置が、図8には、マグネシウムコアを有するアルミニウム管からなる結合部材が示されている。
【0030】
本発明のリサイクル方法では、マグネシウム合金AZ91及びAM50からなるダイカストスクラップ部材が、軽金属発泡体を製造するために用いられた。このダイカストスクラップ部材は、各々約20容量%の細孔介在物を示した。使用されたスクラップ部材の化学組成を表1に示す。
【0031】
【表1】

【0032】
AZ91及びAM50からなるダイカストスクラップ部材は、同じ合金からなるマグネシウム削り屑と共に、大気圧下、開放るつぼ中で、ダイカストスクラップ部材:削り屑=7:1の重量比で溶融された。こうして製造された両金属溶融物は、共にスチール鋳型中に移された。引き続き、充填されたスチール鋳型は、600℃(AZ91)または630℃(AM50)で真空チャンバー内に置かれ、80ミリバールの低圧とされ、これにより金属溶融物は発泡され、軽金属発泡体が形成された。
【0033】
こうして製造された軽金属発泡体を図1に示す。図1に見られるように、軽金属発泡体はいくつかの細孔と密な外表面を有している。そして図2および図3から分かるように、図1に見られる数ミリメートルの直径を有する孔は別にして、直径のより小さい孔がある。非金属粒子は200μm未満の平均サイズを有している。
【0034】
図1〜3に、より明確に示される孔構造は、エネルギー吸収作用を示すことになり、これによりリサイクル材料から製造された軽金属発泡体は、乗物の製造において多くの製品に使用可能にされる。
【0035】
図4には、合金AZ91で作られ、異なる密度を有する軽金属発泡体についての平行六面体(5×5×3cm3)に関する、圧縮試験における応力/圧縮図が示されている。a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3およびd)0.23gm/cm3の密度を有する平行六面体に対するこれらの圧縮カーブは、圧縮試験において、リサイクルされた軽金属発泡体が、短く上昇した後明白な平坦域を示すことを証明している。この平坦域、いわゆる変形応力において、軽金属発泡体はエネルギー吸収体として働いている。再製された軽金属発泡体において達成される変形応力は、従来の方法、例えば粉体冶金法または溶融冶金法で製造された軽金属発泡体の範囲にある。
【0036】
図5aおよび5bには、AZ91で作られた軽金属発泡体の成形時における低圧開始時の温度効果が示されている。図5aおよび5bの比較において、580℃では、発泡される材料が非常に高粘度であるため、発泡形成は一部変形されている。AZ91の融点にほぼ対応する600℃では、発泡形成処理は発泡体の完全な膨張に関し最適化される。620℃(図5c)のようなより高い温度では、金属溶融物の粘度の低下となる。それ故、形成された金属発泡体は、金属泡の壁構造が十分には安定でないため、部分的に潰されている。
【0037】
発泡温度または減圧が最初に適用される温度の選択とは別に、特定の冷却条件も軽金属発泡体の均質な形成を促進する。すなわち、全側面の均一冷却が有利であり、これは発泡が行われる容器の断熱により達成され得る。
【0038】
図6aおよび6bは、同じ条件、特に同じ温度、同じ真空圧、金属溶融物の同容量での使用下における、開放容器(6a)および閉鎖容器(6b)中での軽金属発泡体の形成を並べて示すものである。容器が開放されていれば、形成された金属泡は妨げられることなく膨張し、図6aに示されるような軽金属発泡体が得られる。しかし、容器中において真空は発生されるが、金属発泡体の膨張が制限されるような方法で容器が閉鎖されていれば、容器の形状が金属発泡体の形状を規定する。このような場合、所望の形状で、表面がほぼ密な多孔金属発泡体を得ることができる。
【0039】
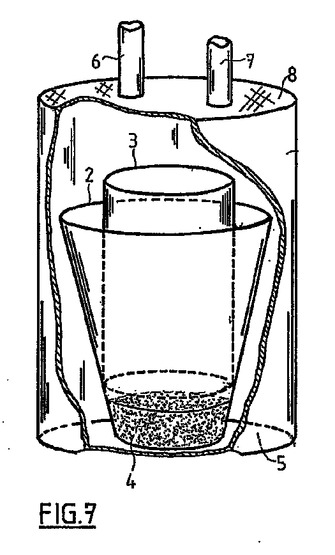
図7および8に基づいて、本発明の方法が、複合部材を製造するためいかに適用されるかを、さらに説明する。図7には、真空チャンバー1のカバー8上に設けられたガス導入口6およびガス排出口7を有する真空チャンバー1が示されている。カバー8は真空チャンバー1の側壁5からはずすことができ、これにより真空チャンバー1内にスチール鋳型2が導入できるようにされている。これは、スチール鋳型2を導入した後、ガス含有金属溶融物4を収容するために役立つ。しかし、先ずスチール鋳型2内に金属溶融物を置き、次いで真空チャンバー1内にスチール鋳型2を置くことができることも明らかである。
【0040】
スチール鋳型2とは別に、中空体3が真空チャンバー1内に導入される。この中空体3は、それにより、金属溶融物4から形成される金属発泡体と中空体3との接触がもたらされるように置かれる。図7の例に示されるように、これは、管状の中空体3が円錐形状のスチール鋳型2中の溶融物のまさに表面上に置かれるような方法でなされる。
【0041】
中空体3はどのような金属または合金であってもよい。例えば、マグネシウムまたはマグネシウム合金の軽金属発泡体と、スチール側壁またはアルミニウム側壁との組み合わせが適当である。発泡体で満たされる中空体3が、金属溶融物とほぼ同じ範囲にある融点/溶融範囲を有する金属または合金から作られていれば、特に有利である。溶融温度または溶融温度より低いがごく近い温度で金属泡と接することにより、接触面において中空体3の溶融がもたらされ、これにより軽金属発泡体と中空体3の固体金属結合が促進される。可能な限りの全面金属結合を達成するため、所望の接触領域において、使用される中空体3の表面を予備処理すること、例えば不動態膜/層を除去することも有利である。
【0042】
図8は、図7に示される配置に従って製造された結合部材の断面図を示す。結合部材の外側領域は、使用された中空側壁3により形成され、内部領域は軽金属泡により形成されている。
【0043】
当業者には、中空体側壁を発泡体で満たすことが可能であるだけでなく、同じ品質のもので製造された結合部材を、金属体の回りに発泡体を形成することにより製造してもよいし、充填発泡/周囲発泡の組み合わせとしてもよいことが明らかである。
【図面の簡単な説明】
【0044】
【図1】マグネシウム発泡体の断面図。
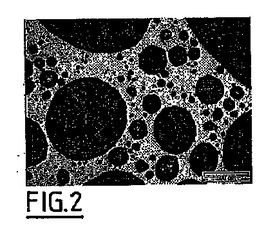
【図2】図1の発泡体を約25倍に拡大した顕微鏡写真。
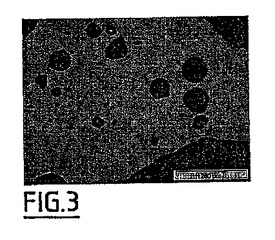
【図3】図1の発泡体を約90倍に拡大した顕微鏡写真。
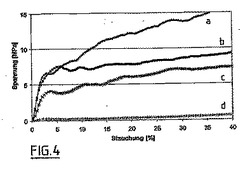
【図4】a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3、およびd)0.23gm/cm3の密度を有する金属発泡体の、応力−圧縮図。
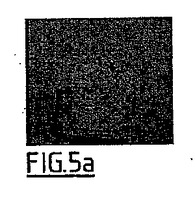
【図5a】580℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図5b】600℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図5c】620℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図6a】開放容器中で製造されたマグネシウム発泡体。
【図6b】密閉容器中で製造されたマグネシウム発泡体。
【図7】中空体を金属泡で充填するための装置。
【図8】マグネシウムコアを有するアルミニウム管からなる結合部材。
【技術分野】
【0001】
本発明は、ガス介在物(inclusion)または非金属粒子を含む軽金属部材のリサイクル方法に関する。
また、本発明は、不動態化金属屑の使用並びにダイカストスクラップ材料の使用をその目的の一部として有する。
【背景技術】
【0002】
今日、資源の効率的利用は、環境保護の観点からだけでなく、操業時の経済的観点からも要望が増している。種々の分野において、高い原材料価格並びに処分費用が、製造体制内で発生した廃棄物を再使用するまたはリサイクルすることを製品製造業者に強いている。例えば、軽金属部品製造業者は、注型工程または削り屑の形成を伴う成形工程からの大量の廃棄物を、有用に利用するという必要性に直面させられている。
【0003】
最適な方法は、省原材料並びに省エネルギーでの廃棄物の利用によって、わずかな工程で、高い価値を有する製品を得ることである。これは明らかに軽金属廃棄物の製造及び再使用またはリサイクルにも当てはまる。軽金属廃棄物は、廃棄物の由来によっては、ガス介在物および/または非金属粒子を含有しており、このガス介在物および/または非金属粒子は、廃棄物を製造工程中で煩雑さなく混入させることを困難あるいは不可能にさえしている。
【0004】
例えば注型工程、特にダイカスト中に大量に発生する、ガス介在物を有する軽量金属部材(part)または廃棄物は、前記ガス介在物のためハイクラスな軽金属部品を直接製造するには適していない。このため、ハイクラスの軽金属部品にも再使用できるようにするため、このような軽金属部材を溶融し、且つこの溶融物を過熱(オーバーヒート)下に脱ガスし、該溶融物の固化後、例えばその後の注型工程において使用できる密な軽金属を得ている。
【0005】
このガス介在物を有する軽金属部材の場合と同様、マグネシウム削り屑のような非金属粒子を有する軽金属部材の場合おいても、該軽金属材料をハイクラスな部品の製造に使用する前に、煩雑な材料のクリーニング/精製が必要とされる。これは、不純な材料を溶融し、また邪魔な粒子を溶融物から除去し、その後溶融物を固化する方法により行われる。こうして高純度で得られた準備金属は、高品質の軽金属部品を製造するために使用される。
【0006】
ガス介在物または非金属不純物を有する軽金属部材からハイクラスな軽金属部品用準備材料を製造することは出来るが、このためには煩雑なクリーニング/精製作業が必要である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような要因に鑑み、本発明の課題は、使用される材料のクリーニング/精製の必要がなく、ガス介在物または非金属粒子を有する軽金属部材のような廃棄品が、シンプルな処理技術手法でハイクラスの製品に変換され得る、ガス介在物または非金属粒子を有する軽金属部材を製造するための方法を提供することである。
【課題を解決するための手段】
【0008】
この課題は、ガス介在物を有する少なくとも一種の軽金属部材および非金属の粒子を有する少なくとも一種の本質的に密な軽金属部材からガス含有金属溶融物が製造され、該金属溶融物は軽金属発泡体の形成下において、少なくとも一時的に低圧下で固化されることを特徴とする、上記タイプの方法により解決される。
【0009】
本発明で目標とされる有利性は、主に、不純なまたは汚染された軽金属部材を、クリーニング/精製する必要なく、シンプルな方法で軽量金属発泡体に直接転換させ得ることにある。有利には、本発明の方法においては、ガス介在物並びに本質的に密な、非金属粒子を含有する軽金属部材が使用され、それ故、異なる汚染軽金属部材または種々のタイプの軽金属廃棄物が同時に再使用または再利用され得る。得られた金属発泡体は、断熱用のエネルギー吸収及び音吸収部品として、または自動車産業における補強要素として適している。このように下級の廃棄物品が、本発明により多数の用途を持つハイクラスの金属発泡体に直接転換され得る。
【0010】
金属泡の形成メカニズムについてみると、各軽金属部材により金属溶融物中に導入されたガス介在物または非金属粒子が協働する:すなわち、まず軽金属部材のガス介在物を通して金属発泡体形成に要求されるガスが持ち込まれ、それによって軽金属部材の溶融中はガス介在物がそれらの気泡中に保持され;同様に金属溶融物中に存在する非金属粒子は、エネルギー的理由により、それ自体ガス介在物またはガス泡の表面に沈着し、それによってこれらは安定化され、またそれらの合体が避けられる、と考えられる。また、非金属粒子は金属溶融物の粘度を増加し、これにより金属溶融物中のガス介在物または気泡の流動性が減少される。これは又ガス介在物が溶融物表面に上昇し放出される傾向を減少させる。低圧の適用により、最終的には、軽金属発泡体の形成下、ガス含有金属溶融物の発泡が起こる。
【0011】
従来の金属発泡体の製造方法に比べ、本発明の方法により、溶融冶金あるいは粉末冶金法の場合のような、ガス導入のための特別の計量や膨張剤成分と軽金属粉末成分の複雑な別々の製造が必要とされないという特有の特徴がもたらされる。
【0012】
本発明の方法では、本質的には、異なる軽金属からなる軽金属部材が用いられ得る。しかし、同じ金属または同じ合金からなる軽金属部材を用いることが好ましい。これらの軽金属は、その後制限された温度範囲内で溶融される。これは本発明の方法の実施および制御をより簡単にする。
【0013】
また、ガス介在物を有する軽金属部材としては、ダイカストスクラップが用いられることが好ましい。例えば、ダイカスト工程中で発生する所謂オーバーフローの形態にあるダイカストスクラップは、約10容量%以上の割合のガス介在物を有すことができる。この約10%容量以上のガス介在物の割合は、金属溶融物中に高割合でガスを導入する際に有用であることが判明している。
【0014】
ダイカストスクラップ部材がマグネシウムあるいはマグネシウム合金からなる場合が特に好ましい。マグネシウム粒子またはマグネシウム膜の形成に導くこれらの材料からなる部材は、表面が不導体化される。もしこのような部材が、その後本発明の方法において使用される場合、安定化に寄与するマグネシウム酸化物粒子が付加的に加えられてもよい。また、内部にあるガス介在物でさえ、同時に不動態化される。これは溶融物中のガス介在物またはガス泡の安定に積極的に寄与する。
【0015】
同様に、特にマグネシウム酸化物粒子によって溶融物中の気泡の安定化がなされるように、マグネシウムまたはマグネシウム合金で作られた部材が密な軽金属として用いられてもよい。
【0016】
酸化物粒子は軽金属溶融物との反応に関し一様に不活性に作用するので、非金属粒子は、本質的に酸化物粒子であることが好ましい。例えば、使用される材料中にそのような粒子が存在する場合、炭化物の場合と比べると、形成された金属発泡体中にこれらの粒子がほとんど変化せず存在することが想定される。したがって、形成された軽金属発泡体の特性にも確実に影響を与えない。それ故、これに基づいて、製造される金属発泡体中の非金属粒子の含有量が制御され得る。もし使用される材料中の粒子含有量が分かっていれば、金属発泡体中における所望の粒子含有量にしたがって、酸化物粒子を有する軽金属部材に対するガス介在物を含む軽金属部材の重量割合を単に選択すればよいだけである。
【0017】
非金属粒子については、これらが200μmより小さい平均サイズを有する場合好ましいことが分かっている。
【0018】
理想的には、非金属粒子を2〜10%の容量割合で含む金属溶融物が製造される。2%以上の粒子含有量であれば、溶融物中でのガス介在物/気泡の良好な安定化がはかれ、10%以下の粒子含有量であれば、低圧を適用することにより、ガス含有金属溶融物が容易に形成され得る。一方、増粘は金属溶融物の形成を困難にするであろう。
【0019】
金属溶融物は、これを10〜400ミリバール、特に50〜200ミリバールの低圧(真空)で固化させることにより軽金属発泡体に形成、転換される。
【0020】
引き続いての発泡を援助するために、ガス圧を掛けることにより溶融表面から溶融金属内にガスを付加的に供給することもできる。しかし、大気圧下に金属溶融物が製造される場合が、工程技術的にまた装置的にみて特にシンプルである。この場合、全工程中、大気圧を上回らない。
【0021】
製造後、金属溶融物は20℃を越える温度まで過熱(オーバーヒート)されるべきではない。温度の上昇に伴い、金属溶融物の粘度が低下する。これは、基本的には気泡の移動を促進し、それ故脱ガスを促進する。したがって、金属溶融物の過熱をコントロールし、また過熱を低く保つことが理想である。
【0022】
低圧は、温度が金属溶融物の固化温度または固化区間の上下各5℃の範囲内に達した際に適用される場合が好ましい。金属の流動相は、この温度範囲において、形成された金属泡の構造的安定性に関し好ましいものであると判明している高粘度を有している。
【0023】
形成された金属泡の構造的安定性の点では、金属溶融物の発泡を起こす低圧を、金属溶融物が完全に固化されるまで維持することも同様に好ましい。同時に、開放された固化熱を放出するため、また同時に、形成された軽金属発泡体の内部構造を固定するため、金属溶融物の固化が行われている間冷却がなされてもよい。
【0024】
軽金属発泡体を特定の形状を有するように形成するため、金属溶融物は、低圧を適用する前に、軽金属発泡体に形状を付与する容器に移されてもよい。
【0025】
本発明の更なる態様においては、軽金属発泡体の形成中に、金属発泡体部材または金属泡の一部が金属体と接触状態にされてもよい。そのような場合、形成された金属泡は、処理工程中に金属結合により金属物体とすぐに結合される。これは結合部材の非常に簡単な製造法を可能にする。
【0026】
本発明の他の態様においては、形成される金属発泡体の立体膨張を限定する本質的に閉鎖された容器内で、金属溶融物が固化されてもよい。この場合、一方では形成される軽金属発泡体の体積が予め与えられており、他方では、容器中に導入される量を選択することが可能であり、あるいはその量が定められ、その結果密度が決定される。言い換えると、本発明により、製造された金属発泡体の密度を特定のものに調整することが可能となる。
【0027】
金属溶融物が容器内に部分様(portion-wise)に導入され、そこで固化されるなら、本発明の方法は、いくつかの同じ軽金属発泡体を製造するために用いられ得る。
【0028】
金属発泡体を製造するために、ダイカストスクラップを用いることが非常に有用である事が分かった。不動態化した金属の削り屑は、第2の軽金属成分として考えられ得る。アルミニウムまたはマグネシウム半製品の旋盤加工における廃材として大量に発生するこのような削り屑は、不動態化された酸化物粒子を有する表面を有することから、安定化する粒子を導入するため最も適しているという点で、特に好ましい。また、これらの削り屑は小容量に対し大きい表面を有し、そのため少量のこのような削り屑によって、ダイカストスクラップから金属溶融物および安定な金属泡を形成することが十分可能である。
【発明を実施するための最良の形態】
【0029】
以下、実施例に基づいて本発明を更に説明する。図1には、マグネシウム発泡体の断面図が、図2には、図1の発泡体を約25倍に拡大した顕微鏡写真が、図3には、図1の発泡体を約90倍に拡大した顕微鏡写真が、図4には、a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3、およびd)0.23gm/cm3の密度を有する金属発泡体の、応力−圧縮図が、図5aには、580℃に達した後低圧とされた、合金AZ91の金属発泡体が、図5bには、600℃に達した後低圧とされた、合金AZ91の金属発泡体が、図5cには、620℃に達した後低圧とされた、合金AZ91の金属発泡体が、図6aには、開放容器中で製造されたマグネシウム発泡体が、図6bには、密閉容器中で製造されたマグネシウム発泡体が、図7には、中空体を発泡するための装置が、図8には、マグネシウムコアを有するアルミニウム管からなる結合部材が示されている。
【0030】
本発明のリサイクル方法では、マグネシウム合金AZ91及びAM50からなるダイカストスクラップ部材が、軽金属発泡体を製造するために用いられた。このダイカストスクラップ部材は、各々約20容量%の細孔介在物を示した。使用されたスクラップ部材の化学組成を表1に示す。
【0031】
【表1】
【0032】
AZ91及びAM50からなるダイカストスクラップ部材は、同じ合金からなるマグネシウム削り屑と共に、大気圧下、開放るつぼ中で、ダイカストスクラップ部材:削り屑=7:1の重量比で溶融された。こうして製造された両金属溶融物は、共にスチール鋳型中に移された。引き続き、充填されたスチール鋳型は、600℃(AZ91)または630℃(AM50)で真空チャンバー内に置かれ、80ミリバールの低圧とされ、これにより金属溶融物は発泡され、軽金属発泡体が形成された。
【0033】
こうして製造された軽金属発泡体を図1に示す。図1に見られるように、軽金属発泡体はいくつかの細孔と密な外表面を有している。そして図2および図3から分かるように、図1に見られる数ミリメートルの直径を有する孔は別にして、直径のより小さい孔がある。非金属粒子は200μm未満の平均サイズを有している。
【0034】
図1〜3に、より明確に示される孔構造は、エネルギー吸収作用を示すことになり、これによりリサイクル材料から製造された軽金属発泡体は、乗物の製造において多くの製品に使用可能にされる。
【0035】
図4には、合金AZ91で作られ、異なる密度を有する軽金属発泡体についての平行六面体(5×5×3cm3)に関する、圧縮試験における応力/圧縮図が示されている。a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3およびd)0.23gm/cm3の密度を有する平行六面体に対するこれらの圧縮カーブは、圧縮試験において、リサイクルされた軽金属発泡体が、短く上昇した後明白な平坦域を示すことを証明している。この平坦域、いわゆる変形応力において、軽金属発泡体はエネルギー吸収体として働いている。再製された軽金属発泡体において達成される変形応力は、従来の方法、例えば粉体冶金法または溶融冶金法で製造された軽金属発泡体の範囲にある。
【0036】
図5aおよび5bには、AZ91で作られた軽金属発泡体の成形時における低圧開始時の温度効果が示されている。図5aおよび5bの比較において、580℃では、発泡される材料が非常に高粘度であるため、発泡形成は一部変形されている。AZ91の融点にほぼ対応する600℃では、発泡形成処理は発泡体の完全な膨張に関し最適化される。620℃(図5c)のようなより高い温度では、金属溶融物の粘度の低下となる。それ故、形成された金属発泡体は、金属泡の壁構造が十分には安定でないため、部分的に潰されている。
【0037】
発泡温度または減圧が最初に適用される温度の選択とは別に、特定の冷却条件も軽金属発泡体の均質な形成を促進する。すなわち、全側面の均一冷却が有利であり、これは発泡が行われる容器の断熱により達成され得る。
【0038】
図6aおよび6bは、同じ条件、特に同じ温度、同じ真空圧、金属溶融物の同容量での使用下における、開放容器(6a)および閉鎖容器(6b)中での軽金属発泡体の形成を並べて示すものである。容器が開放されていれば、形成された金属泡は妨げられることなく膨張し、図6aに示されるような軽金属発泡体が得られる。しかし、容器中において真空は発生されるが、金属発泡体の膨張が制限されるような方法で容器が閉鎖されていれば、容器の形状が金属発泡体の形状を規定する。このような場合、所望の形状で、表面がほぼ密な多孔金属発泡体を得ることができる。
【0039】
図7および8に基づいて、本発明の方法が、複合部材を製造するためいかに適用されるかを、さらに説明する。図7には、真空チャンバー1のカバー8上に設けられたガス導入口6およびガス排出口7を有する真空チャンバー1が示されている。カバー8は真空チャンバー1の側壁5からはずすことができ、これにより真空チャンバー1内にスチール鋳型2が導入できるようにされている。これは、スチール鋳型2を導入した後、ガス含有金属溶融物4を収容するために役立つ。しかし、先ずスチール鋳型2内に金属溶融物を置き、次いで真空チャンバー1内にスチール鋳型2を置くことができることも明らかである。
【0040】
スチール鋳型2とは別に、中空体3が真空チャンバー1内に導入される。この中空体3は、それにより、金属溶融物4から形成される金属発泡体と中空体3との接触がもたらされるように置かれる。図7の例に示されるように、これは、管状の中空体3が円錐形状のスチール鋳型2中の溶融物のまさに表面上に置かれるような方法でなされる。
【0041】
中空体3はどのような金属または合金であってもよい。例えば、マグネシウムまたはマグネシウム合金の軽金属発泡体と、スチール側壁またはアルミニウム側壁との組み合わせが適当である。発泡体で満たされる中空体3が、金属溶融物とほぼ同じ範囲にある融点/溶融範囲を有する金属または合金から作られていれば、特に有利である。溶融温度または溶融温度より低いがごく近い温度で金属泡と接することにより、接触面において中空体3の溶融がもたらされ、これにより軽金属発泡体と中空体3の固体金属結合が促進される。可能な限りの全面金属結合を達成するため、所望の接触領域において、使用される中空体3の表面を予備処理すること、例えば不動態膜/層を除去することも有利である。
【0042】
図8は、図7に示される配置に従って製造された結合部材の断面図を示す。結合部材の外側領域は、使用された中空側壁3により形成され、内部領域は軽金属泡により形成されている。
【0043】
当業者には、中空体側壁を発泡体で満たすことが可能であるだけでなく、同じ品質のもので製造された結合部材を、金属体の回りに発泡体を形成することにより製造してもよいし、充填発泡/周囲発泡の組み合わせとしてもよいことが明らかである。
【図面の簡単な説明】
【0044】
【図1】マグネシウム発泡体の断面図。
【図2】図1の発泡体を約25倍に拡大した顕微鏡写真。
【図3】図1の発泡体を約90倍に拡大した顕微鏡写真。
【図4】a)0.56gm/cm3、b)0.41gm/cm3、c)0.36gm/cm3、およびd)0.23gm/cm3の密度を有する金属発泡体の、応力−圧縮図。
【図5a】580℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図5b】600℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図5c】620℃に達した後低圧とされた、合金AZ91の金属発泡体。
【図6a】開放容器中で製造されたマグネシウム発泡体。
【図6b】密閉容器中で製造されたマグネシウム発泡体。
【図7】中空体を金属泡で充填するための装置。
【図8】マグネシウムコアを有するアルミニウム管からなる結合部材。
【特許請求の範囲】
【請求項1】
ガス介在物を有する少なくとも一種の軽金属部材および本質的に密で非金属の粒子を有する少なくとも一種の軽金属部材から、ガス含有金属溶融物が製造され、該金属溶融物は軽金属発泡体の形成下において、少なくとも一時的に低圧下に固化されることを特徴とする、ガス介在物または非金属粒子を有する軽金属部材をリサイクルする方法。
【請求項2】
請求項1に記載の方法において、同じ金属または同じ合金で作られた軽金属部材が用いられることを特徴とする方法。
【請求項3】
請求項1または2に記載の方法において、ガス介在物を有する軽金属部材として、注型スクラップ部材が用いられることを特徴とする方法。
【請求項4】
請求項3に記載の方法において、注型スクラップ部材はマグネシウムまたはマグネシウム合金で構成されていることを特徴とする方法。
【請求項5】
請求項4に記載の方法において、本質的に密な軽金属部材として、マグネシウムまたはマグネシウム合金で作られた部材が用いられることを特徴とする方法。
【請求項6】
請求項1〜5のいずれか一項に記載の方法において、非金属粒子は本質的に酸化物粒子であることを特徴とする方法。
【請求項7】
請求項1〜6のいずれか一項に記載の方法において、非金属粒子が200μm未満の平均粒径を有することを特徴とする方法。
【請求項8】
請求項1〜7のいずれか一項に記載の方法において、非金属粒子を2〜10%の容量割合で有する金属溶融物が製造されることを特徴とする方法。
【請求項9】
請求項1〜8のいずれか一項に記載の方法において、金属溶融物は10〜400ミリバール、特に50〜200ミリバールの低圧下で固化させられることを特徴とする方法。
【請求項10】
請求項1〜9のいずれか一項に記載の方法において、金属溶融物は大気圧で製造されることを特徴とする方法。
【請求項11】
請求項1〜10のいずれか一項に記載の方法において、金属溶融物は20℃を超えない温度で過熱されることを特徴とする方法。
【請求項12】
請求項1〜11のいずれか一項に記載の方法において、金属溶融物の固化温度または固化区間の上下各5℃の範囲内の温度に達した際に低圧が施されることを特徴とする方法。
【請求項13】
請求項1〜12のいずれか一項に記載の方法において、低圧が金属溶融物の完全固化まで維持されることを特徴とする方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法において、金属溶融物が固化中冷却されることを特徴とする方法。
【請求項15】
請求項1〜14のいずれか一項に記載の方法において、低圧を施す前に、金属溶融物が軽金属発泡体の形状を与える容器中に移されることを特徴とする方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法において、軽金属発泡体の形成中、金属発泡体または金属泡の一部が金属体と接触状態にもたらされることを特徴とする方法。
【請求項17】
請求項1〜16のいずれか一項に記載の方法において、金属溶融物は、形成する軽金属発泡体の立体膨張を限定する、本質的に密閉された容器中で固化されることを特徴とする方法。
【請求項18】
請求項17に記載の方法において、金属溶融物が容器中に部分様に入れられ、その中で固化させられることを特徴とする方法。
【請求項19】
金属発泡体を製造するための注型スクラップの使用。
【請求項20】
金属発泡体を製造するための不動態化金属屑の使用。
【請求項1】
ガス介在物を有する少なくとも一種の軽金属部材および本質的に密で非金属の粒子を有する少なくとも一種の軽金属部材から、ガス含有金属溶融物が製造され、該金属溶融物は軽金属発泡体の形成下において、少なくとも一時的に低圧下に固化されることを特徴とする、ガス介在物または非金属粒子を有する軽金属部材をリサイクルする方法。
【請求項2】
請求項1に記載の方法において、同じ金属または同じ合金で作られた軽金属部材が用いられることを特徴とする方法。
【請求項3】
請求項1または2に記載の方法において、ガス介在物を有する軽金属部材として、注型スクラップ部材が用いられることを特徴とする方法。
【請求項4】
請求項3に記載の方法において、注型スクラップ部材はマグネシウムまたはマグネシウム合金で構成されていることを特徴とする方法。
【請求項5】
請求項4に記載の方法において、本質的に密な軽金属部材として、マグネシウムまたはマグネシウム合金で作られた部材が用いられることを特徴とする方法。
【請求項6】
請求項1〜5のいずれか一項に記載の方法において、非金属粒子は本質的に酸化物粒子であることを特徴とする方法。
【請求項7】
請求項1〜6のいずれか一項に記載の方法において、非金属粒子が200μm未満の平均粒径を有することを特徴とする方法。
【請求項8】
請求項1〜7のいずれか一項に記載の方法において、非金属粒子を2〜10%の容量割合で有する金属溶融物が製造されることを特徴とする方法。
【請求項9】
請求項1〜8のいずれか一項に記載の方法において、金属溶融物は10〜400ミリバール、特に50〜200ミリバールの低圧下で固化させられることを特徴とする方法。
【請求項10】
請求項1〜9のいずれか一項に記載の方法において、金属溶融物は大気圧で製造されることを特徴とする方法。
【請求項11】
請求項1〜10のいずれか一項に記載の方法において、金属溶融物は20℃を超えない温度で過熱されることを特徴とする方法。
【請求項12】
請求項1〜11のいずれか一項に記載の方法において、金属溶融物の固化温度または固化区間の上下各5℃の範囲内の温度に達した際に低圧が施されることを特徴とする方法。
【請求項13】
請求項1〜12のいずれか一項に記載の方法において、低圧が金属溶融物の完全固化まで維持されることを特徴とする方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法において、金属溶融物が固化中冷却されることを特徴とする方法。
【請求項15】
請求項1〜14のいずれか一項に記載の方法において、低圧を施す前に、金属溶融物が軽金属発泡体の形状を与える容器中に移されることを特徴とする方法。
【請求項16】
請求項1〜15のいずれか一項に記載の方法において、軽金属発泡体の形成中、金属発泡体または金属泡の一部が金属体と接触状態にもたらされることを特徴とする方法。
【請求項17】
請求項1〜16のいずれか一項に記載の方法において、金属溶融物は、形成する軽金属発泡体の立体膨張を限定する、本質的に密閉された容器中で固化されることを特徴とする方法。
【請求項18】
請求項17に記載の方法において、金属溶融物が容器中に部分様に入れられ、その中で固化させられることを特徴とする方法。
【請求項19】
金属発泡体を製造するための注型スクラップの使用。
【請求項20】
金属発泡体を製造するための不動態化金属屑の使用。
【図1】


【図2】
【図3】
【図4】
【図5a】
【図5b】
【図5c】
【図6a】
【図6b】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5a】
【図5b】
【図5c】
【図6a】
【図6b】
【図7】
【図8】
【公表番号】特表2008−501855(P2008−501855A)
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2007−513873(P2007−513873)
【出願日】平成17年6月3日(2005.6.3)
【国際出願番号】PCT/EP2005/006004
【国際公開番号】WO2005/118895
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(505261508)アルライト インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング (3)
【公表日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成17年6月3日(2005.6.3)
【国際出願番号】PCT/EP2005/006004
【国際公開番号】WO2005/118895
【国際公開日】平成17年12月15日(2005.12.15)
【出願人】(505261508)アルライト インターナショナル ゲゼルシャフト ミット ベシュレンクテル ハフツング (3)
[ Back to top ]