
輪郭部の欠け検査方法およびその装置
【課題】欠けの大きさを簡単、且つ高速で判定できる輪郭部の欠け検査方法およびその装置を目的とするものである。
【解決手段】 二値化された撮像画像の輪郭部周辺を、一定のピッチでマスキング領域が減少されるマスクによりマスキングし、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算して欠けの大きさを判定する方法と、前記方法を撮像画像を二値化画像に変換する二値化手段21と、一定のピッチでマスキング領域を減少させてマスキングするマスク手段24と、欠け画像を有する非マスキング領域画像を抽出する抽出手段25と、非マスキング領域画像数をカウントするカウント手段27と、非マスキング領域画像のカウント数にピッチ間隔を積算して欠けの大きさを判定する判定手段28とにより行う装置である。
【解決手段】 二値化された撮像画像の輪郭部周辺を、一定のピッチでマスキング領域が減少されるマスクによりマスキングし、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算して欠けの大きさを判定する方法と、前記方法を撮像画像を二値化画像に変換する二値化手段21と、一定のピッチでマスキング領域を減少させてマスキングするマスク手段24と、欠け画像を有する非マスキング領域画像を抽出する抽出手段25と、非マスキング領域画像数をカウントするカウント手段27と、非マスキング領域画像のカウント数にピッチ間隔を積算して欠けの大きさを判定する判定手段28とにより行う装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はダイカスト成形品等の輪郭部に発生する欠けを検出する輪郭部の欠け検査方法およびその装置に関するものである。
【背景技術】
【0002】
従来、微小な欠けや汚れを検出する装置として、撮像された検査対象の二値化画像に複数のウインドウを設定し、各ウインドウ毎にスキャンを行い、スキャンによる座標データの前回ラインと今回ラインの変化点の差を求めることにより、周辺のノイズパターンや非検査部分を除去して高速且つ高精度に微小な欠けや汚れを検出するものがある(例えば、特許文献1参照)。また、欠陥検査を行う装置として、2次元画像の欠陥検査テンプレートを作成するとともに、ワーク画像からエッジ画像を作成し、作成されたエッジ画像と欠陥検査テンプレートを比較し、その差画像から欠陥検査を行うものがある(例えば、特許文献2参照)。
【0003】
しかし、特許文献1のものはスキャンを繰り返さなければならず処理に時間がかかるうえに、欠けや汚れの大きさが得られないという問題がある。また、特許文献2のものは、テンプレート画像やエッジ画像を得て、エッジ画像と欠陥検査テンプレートを比較するために多くの演算ステップが必要となり処理に時間がかかるという問題がある。
【特許文献1】特開平6−43113号公報
【特許文献2】特開2003−109017号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は欠けの大きさを簡単、且つ高速で判定できる輪郭部の欠け検査方法およびその装置を提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明は、請求項1を、二値化された撮像画像の輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域が減少されていくマスクによりマスキングするとともにマスキング時、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算することにより欠けの大きさを判定する輪郭部の欠け検査方法とするものである。
【0006】
なお、マスクを設計図データに基いて作成したり、マスキングのピッチを検出精度に応じて変動させたりしてもよい。
【0007】
また、請求項4を、検査対象を撮影する撮影装置により得られた撮像画像を二値化画像に変換する二値化手段と、二値化画像の輪郭内部から輪郭を越える範囲を、一定のピッチでマスキング領域を減少させてマスキングするマスク手段と、一定のピッチで二値化画像をマスキングすることにより得られた非マスキング領域画像に現れる欠け画像の連続性をもつ座標値に基いて、同じ欠け画像を有する非マスキング領域画像を抽出する抽出手段と、抽出された非マスキング領域画像数をカウントするカウント手段と、カウントされた非マスキング領域画像のカウント数にピッチ間隔を積算することにより欠けの大きさを判定する判定手段とを備えた輪郭部の欠け検査装置とするものである。
【発明の効果】
【0008】
本発明は、撮像画像を二値化し、その二値化画像をマスキング領域が一定のピッチで減少されていくマスクによりマスキングすることにより、所定のピッチ間隔で非マスキング領域画像を順次得るため、非マスキング領域画像の面積は狭いので欠け画像の有無および座標の検出を極めて高速で行うことができる。そして、欠け画像の連続性をもつ座標値およびその面積中心に基いて同じ欠け画像を有する非マスキング領域画像を抽出してその枚数をカウントし、カウント数にピッチ間隔を積算するだけで欠けの大きさを判定できるので、検査を高速処理できるものとなる。
【0009】
そして、請求項2のように、マスクを設計図データに基いて作成することにより、精度の高いマスクを容易に得ることができる。また、設計図データは通常ベクトルデータであるため、マスキング領域を一定のピッチで減少させることも容易となる。
【0010】
さらに、請求項3のように、マスキングのピッチを検出精度に応じて変動させることにより、必要とする検査精度に応じてピッチを大きくしたり、小さくしたりすることにより、検査時間を検査精度に応じたものとすることができるので効率よく輪郭部の欠け検査を行うことができる。
【0011】
さらに、請求項5のように、二値化画像に現れる微小傷像を消去する消去手段を設けることにより、検査対象外の傷は除去されるので、欠けの判定を高速で行うことができ検査時間を短縮することができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明の好ましい実施の形態を図に基いて詳細に説明する。
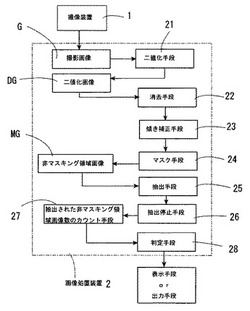
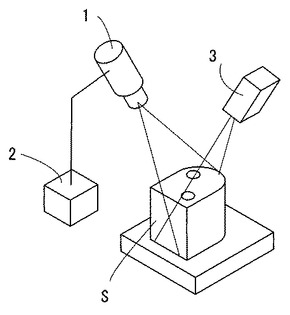
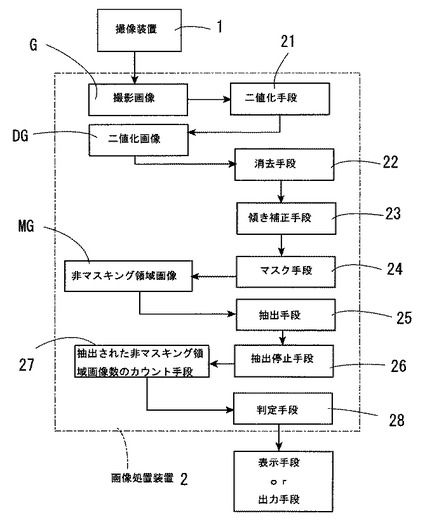
図1中、1は被検査体Sを撮影する撮像装置であり、2は撮像装置1により撮影された撮像画像が入力される画像処理装置であり、該画像処理装置2は撮像画像を二値化等の画像処理を行うものである。3は撮像装置1による撮像時、被検査体Sを照明するLED光源である。
【0013】
前記画像処理装置2において、21は入力された撮像画像Gを二値化(白と黒に変換)して二値化画像DGを得る二値化手段であり、該二値化手段21は階調を含む撮像画像Gを二値化画像DGとすることにより被検査体Sの表面(白色表示)と欠けを含む空白部(黒色表示)とを際立たせて欠けや輪郭の検出を容易にするものである。
【0014】
また、22は二値化画像DGに黒色として現れる独立した鋳巣や傷等を消去する消去手段であり、該消去手段22は欠けが輪郭に現れるため必ず空白部(黒色表示)と繋がり面積の大きなる黒色部となることから、空白部と繋がらない小さな面積の黒色部は鋳巣または微小傷として二値化画像DGより予め消去しておき、検出対象とならないようにして処理速度の低下を防止している。
【0015】
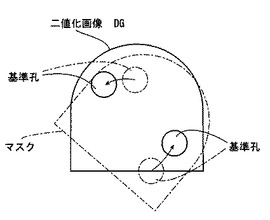
23はマスクと二値化画像DGとのずれや傾きを補正する傾き補正手段であり、該傾き補正手段23は図6に示されるように、二値化画像DGに現れる複数の孔を基準孔とするとともに、後記するマスク手段24のマスクに現れる複数の同じ孔を基準孔とし、両基準孔同士を一致させることにより、マスクと二値化画像DGとのずれや傾きを補正するものである。
【0016】
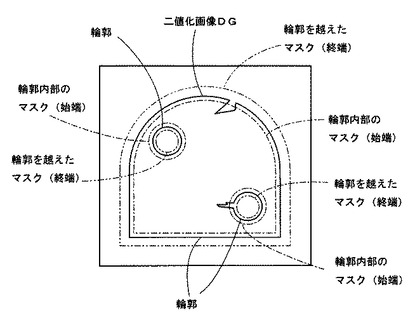
24は二値化画像DGにおける白色部(輪郭内部)から黒色部(輪郭を越えた空白部)の範囲までを、一定のピッチでマスキング領域を減少させるマスクによりマスキングを行うマスク手段であり、該マスク手段24は図4に示されるように、被検査体Sに形成される孔の輪郭をマスキングする際は、先ず、孔より大きいマスクにより孔の外周縁までマスキングし、順次、マスクを縮小していき、輪郭を越えて輪郭全てが空白部に達する位置までマスクを縮小するものとする。また、図4に示されるように、被検査体Sの外形の輪郭をマスキングする際は、先ず、外形より小さいマスクにより外形の内周縁までをマスキングし、順次、マスクを拡大してゆき、輪郭を越えて輪郭全てが空白部に達する位置までマスクを拡大するものとする。
【0017】
また、マスクキングの初期位置において、必ずしも欠けの全体をマスキングする必要はなく、欠けの許容上限値を越える位置までをマスキングすればよい。これは例えば、欠けの許容上限値が1mmであったとしたら、外形または孔の輪郭の1mm内側または外側までをマスキングしておけば良否判定ができるからであり、1mm以上の欠けを判定しても処理時間が増え無駄な時間を費やすことになるからである。
【0018】
さらに、マスキングの終了位置においては、輪郭を一定間隔だけ越えてマスキングする必要がある。これは被検査体Sの寸法は成形歪や金型の摩耗や別の金型により成形されたりすることによりばらつきが生じ設計寸法と必ずしも正確に一致しないため、寸法誤差を吸収して確実に輪郭を越える位置までマスキングが行われるように余裕をもたしている。好ましい実施の形態では輪郭を0.5mmだけ越える余裕を与えているが、必ずしも0.5mmとする必要はなく、被検査体Sの寸法精度や大きさなどに応じて、例えば0.2〜2mmの範囲で適宜変更してもよいことはいうまでもない。
【0019】
25は欠け画像DIが存在する非マスキング領域画像MGを抽出する抽出手段であり、該抽出手段25は撮像画像Gとマスク手段23と間に生じる一定のピッチよりなる非マスキング領域画像MGに黒色部として現れる欠け画像DIの座標値を検出し、座標値が連続性もつものを同じ欠け画像DIと判定し、他の欠け画像DIとの識別を行っている。座標値の連続性はピッチが0.1mm単一行うため同じ欠け画像DIにおいて、大きさが変動する時は±0.1mm単位で変化し、大きさが変動しない場合は同じ座標値を示すからである。そして、欠け画像DIを有する非マスキング領域画像MGの抽出は、マスクが輪郭を越えるまで行われることとなる。なお、ピッチは0.1mmに限定されるものではなく、検出精度に応じて適宜設定されるものであり、0.1mmピッチより細かくすればより高い精度で面積やその重心を求めることができる。
【0020】
また、抽出手段25は座標値の検出および座標値に基いて欠け画像DIの面積を算出するとともにその面積中心すなわち重心を算出している。
【0021】
26は非マスキング領域画像MGの抽出を停止する抽出停止手段であり、該抽出停止手段26はマスキング領域が輪郭を越えることにより、欠け画像GIは空白部と繋がるため黒色部の面積は急激に拡大される。欠け画像DIの面積および面積中心すなわち重心は前記抽出手段24によりピッチ毎に演算されており、ピッチ毎の算出値の変動率が閾値を越えることにより抽出停止手段26は非マスキング領域画像MGの抽出を停止する。
【0022】
しかし、成形品である被検査体Sは寸法が僅かに大きかったり、小さかったり、あるいは歪が生じている場合、設計寸法から例えば0.1mm越えた範囲でマスクキング処理を終了させると、輪郭を越えない場合があったり、歪による部分的に白色部が生じたりして確実に輪郭を越えたか確認できないことがあるため、例えば輪郭を0.5mm越えるまでマスキング処理を継続するようにして輪郭越えを確実に検出して、カウント手段26による非マスキング領域画像数のカウント不良を発生させないようにしている。
【0023】
マスキングの停止は輪郭を越えた際の面積中心を予め算出しておき、その面積中心の近似値が算出されたものとしておけば、輪郭を0.5mm越えるまでマスキングを行う必要がなくなり、検査時間を短縮することができる。
【0024】
27は欠け画像DI毎の非マスキング領域画像MG数をカウントするカウント手段であり、該カウント手段27は各欠け画像DI毎におけるマスキング開始から終了までの非マスキング領域画像MG数をカウントする。
【0025】
28はカウント手段27によりカウントされた各欠け画像DI毎の非マスキング領域画像MGのカウント数とピッチ値(0.1mm)とを積算して各欠けの大きさを判定する判定手段であり、該判定手段28は判定結果をディスプレイ等の表示手段に出力したり、出力手段に良否選別ラインを切り替える信号を出力するものである。
【0026】
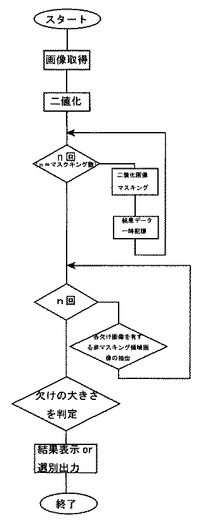
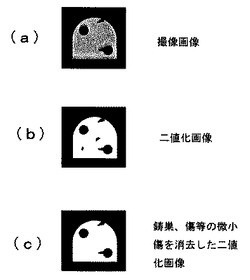
このように構成されたものは、先ず、撮像装置1により被検査体Sを撮影した図5(a)に示される撮像画像Gを画像処理装置2のメモリ手段に格納する。メモリ手段に格納された撮像画像Sを二値化手段21により図5(b)に示されるように、白と黒の二値化画像DGに変換しメモリ手段に格納する。二値化処理を行うことにより画像から中間階調がなくなるので処理情報量は低減するとともに、欠けと空白部が強調されるので欠けの検出を確実、且つ高速化でき検査処理速度を高めることとなる。
【0027】
そして、消去手段22により二値化画像DGに現れる空白部(輪郭を越えた部位)と繋がらない独立した小さな黒色部は鋳巣や傷等であるため微小傷として二値化画像DGから消去し、図5(c)に示されるように、微小傷が消去された二値化画像DGをメモリ手段に格納する。微小傷を消去することにより処理情報量が削減されるので、検査処理速度をさらに高めることとなる。
【0028】
次に、傾き補正手段23によりマスクと二値化画像DGの傾きやずれを補正したうえ、マスク手段24により二値化画像DGを輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域を減少させるマスクによりマスキングを行う。マスキングに用いられるマスクは設計図データ、例えばベクトルデータよりなるCADデータの数値に基いて作成するもので、輪郭を形成する設計寸法を基準として0.1mmピッチで拡大した多数のマスクと、設計寸法を基準として0.1mmピッチで縮小される多数のマスクとにより作成するものとする。
【0029】
マスク手段24のマスクは0.1mmピッチ毎に拡大または縮小したものを予め用意しておき、CPUの負荷を低減するものとしてもよいが、マスキングを行う度毎に、0.1mmピッチで拡大したり縮小したりするものとしてもよいことはいうまでもない。
【0030】
このマスキングは図4に示されるように、被検査体Sに形成された孔の輪郭に発生する欠けを検出する場合は、孔の輪郭内部より孔開口に向ってマスク手段23を0.1mmピッチで縮小させていくものとし、被検査体Sの外形の輪郭に発生する欠けを検出する場合は、被検査体Sの輪郭内部から輪郭を超えた外方に向ってマスク手段23を0.1mmピッチで拡大させていくものとする。また、輪郭を越えてマスキングを行う理由は、成形された被検査体Sに生じる寸法のばらつきを吸収して確実に輪郭を越えることができるだけの余裕(0.5mm)を持たせている。
【0031】
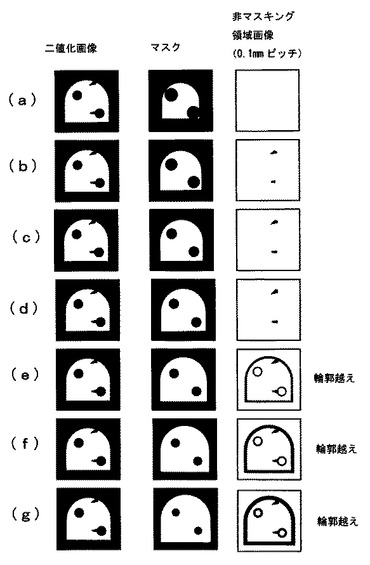
マスキングは図7(a)、(b)、(c)、(d)、(e)、(f)、(g)に示されるように行われる。また、抽出停止手段25による非マスキング領域画像MGの抽出の停止は、図7(g)に示されるように、マスクが輪郭を0.5mm越えた位置まで行われるため、非マスキング領域画像MGにおける欠け画像DIの有無は欠け画像DIの面積中心、すなわち重心の位置の変位差に基いて行う。
【0032】
これは、成形品である被検査体Sは寸法が僅かに大きかったり、小さかったり、あるいは歪が生じたりするため、設計寸法から例えば0.1mm越えた範囲でマスクキング処理を終了させると、寸法のばらつきや歪によりマスクが輪郭を越えない位置で抽出処理が停止され欠けの大きさを判定できな場合が生じる。このため輪郭を例えば0.5mm越えるまでマスキングを継続するようにして輪郭を確実に越えさせているが、そうすることによりマスクが部分的に輪郭を越え始めた非マスキング領域画像MGとマスクが輪郭全体を越えた非マスキング領域画像MG間の非マスキング領域画像を取り込めば欠けの大きさを正確に判定できないことになる。しかし、前記のような画像は面積中心位置の変位量があまり大きくないので、欠け画像DIのみが現れる非マスキング領域画像MGと識別できることとなる。
【0033】
このようにして欠け画像DIを含む非マスキング領域画像MGが抽出されたら、カウント手段26により欠け画像DIが含まれる非マスキング領域画像MGの枚数をカウントする。
【0034】
非マスキング領域画像数が算出されたら、判定手段27により非マスキング領域画像数(例えば図7(b)、(c)、(d)に示される3枚)とピッチ値(0.1mm)とを加算して欠けの大きさを0.3mmと判定する。このようにして欠けの大きさが判定されたら、閾値と比較して良否結果を出力すればよい。
【図面の簡単な説明】
【0035】
【図1】本発明の好ましい実施形態を示す斜視図である。
【図2】同じくブロック図である。
【図3】同じくフローチャート図である。
【図4】検査原理を示す説明図である。
【図5】(a)撮像画像 (b)二値化画像 (c)傷や鋳巣等の微小傷を消去した二値化画像 を示す処理工程図である。
【図6】二値化画像とマスクとの位置合わせ状態を示す説明図である。
【図7】マスキング領域を減少させるマスクにより二値化画像にマスキングを行った際に現れる非マスキング領域画像を示す処理工程図である。
【符号の説明】
【0036】
1 撮像装置
21 二値化手段
24 マスク手段
25 抽出手段
27 カウント手段
28 判定手段
【技術分野】
【0001】
本発明はダイカスト成形品等の輪郭部に発生する欠けを検出する輪郭部の欠け検査方法およびその装置に関するものである。
【背景技術】
【0002】
従来、微小な欠けや汚れを検出する装置として、撮像された検査対象の二値化画像に複数のウインドウを設定し、各ウインドウ毎にスキャンを行い、スキャンによる座標データの前回ラインと今回ラインの変化点の差を求めることにより、周辺のノイズパターンや非検査部分を除去して高速且つ高精度に微小な欠けや汚れを検出するものがある(例えば、特許文献1参照)。また、欠陥検査を行う装置として、2次元画像の欠陥検査テンプレートを作成するとともに、ワーク画像からエッジ画像を作成し、作成されたエッジ画像と欠陥検査テンプレートを比較し、その差画像から欠陥検査を行うものがある(例えば、特許文献2参照)。
【0003】
しかし、特許文献1のものはスキャンを繰り返さなければならず処理に時間がかかるうえに、欠けや汚れの大きさが得られないという問題がある。また、特許文献2のものは、テンプレート画像やエッジ画像を得て、エッジ画像と欠陥検査テンプレートを比較するために多くの演算ステップが必要となり処理に時間がかかるという問題がある。
【特許文献1】特開平6−43113号公報
【特許文献2】特開2003−109017号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は欠けの大きさを簡単、且つ高速で判定できる輪郭部の欠け検査方法およびその装置を提供することを目的とするものである。
【課題を解決するための手段】
【0005】
本発明は、請求項1を、二値化された撮像画像の輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域が減少されていくマスクによりマスキングするとともにマスキング時、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算することにより欠けの大きさを判定する輪郭部の欠け検査方法とするものである。
【0006】
なお、マスクを設計図データに基いて作成したり、マスキングのピッチを検出精度に応じて変動させたりしてもよい。
【0007】
また、請求項4を、検査対象を撮影する撮影装置により得られた撮像画像を二値化画像に変換する二値化手段と、二値化画像の輪郭内部から輪郭を越える範囲を、一定のピッチでマスキング領域を減少させてマスキングするマスク手段と、一定のピッチで二値化画像をマスキングすることにより得られた非マスキング領域画像に現れる欠け画像の連続性をもつ座標値に基いて、同じ欠け画像を有する非マスキング領域画像を抽出する抽出手段と、抽出された非マスキング領域画像数をカウントするカウント手段と、カウントされた非マスキング領域画像のカウント数にピッチ間隔を積算することにより欠けの大きさを判定する判定手段とを備えた輪郭部の欠け検査装置とするものである。
【発明の効果】
【0008】
本発明は、撮像画像を二値化し、その二値化画像をマスキング領域が一定のピッチで減少されていくマスクによりマスキングすることにより、所定のピッチ間隔で非マスキング領域画像を順次得るため、非マスキング領域画像の面積は狭いので欠け画像の有無および座標の検出を極めて高速で行うことができる。そして、欠け画像の連続性をもつ座標値およびその面積中心に基いて同じ欠け画像を有する非マスキング領域画像を抽出してその枚数をカウントし、カウント数にピッチ間隔を積算するだけで欠けの大きさを判定できるので、検査を高速処理できるものとなる。
【0009】
そして、請求項2のように、マスクを設計図データに基いて作成することにより、精度の高いマスクを容易に得ることができる。また、設計図データは通常ベクトルデータであるため、マスキング領域を一定のピッチで減少させることも容易となる。
【0010】
さらに、請求項3のように、マスキングのピッチを検出精度に応じて変動させることにより、必要とする検査精度に応じてピッチを大きくしたり、小さくしたりすることにより、検査時間を検査精度に応じたものとすることができるので効率よく輪郭部の欠け検査を行うことができる。
【0011】
さらに、請求項5のように、二値化画像に現れる微小傷像を消去する消去手段を設けることにより、検査対象外の傷は除去されるので、欠けの判定を高速で行うことができ検査時間を短縮することができる。
【発明を実施するための最良の形態】
【0012】
次に、本発明の好ましい実施の形態を図に基いて詳細に説明する。
図1中、1は被検査体Sを撮影する撮像装置であり、2は撮像装置1により撮影された撮像画像が入力される画像処理装置であり、該画像処理装置2は撮像画像を二値化等の画像処理を行うものである。3は撮像装置1による撮像時、被検査体Sを照明するLED光源である。
【0013】
前記画像処理装置2において、21は入力された撮像画像Gを二値化(白と黒に変換)して二値化画像DGを得る二値化手段であり、該二値化手段21は階調を含む撮像画像Gを二値化画像DGとすることにより被検査体Sの表面(白色表示)と欠けを含む空白部(黒色表示)とを際立たせて欠けや輪郭の検出を容易にするものである。
【0014】
また、22は二値化画像DGに黒色として現れる独立した鋳巣や傷等を消去する消去手段であり、該消去手段22は欠けが輪郭に現れるため必ず空白部(黒色表示)と繋がり面積の大きなる黒色部となることから、空白部と繋がらない小さな面積の黒色部は鋳巣または微小傷として二値化画像DGより予め消去しておき、検出対象とならないようにして処理速度の低下を防止している。
【0015】
23はマスクと二値化画像DGとのずれや傾きを補正する傾き補正手段であり、該傾き補正手段23は図6に示されるように、二値化画像DGに現れる複数の孔を基準孔とするとともに、後記するマスク手段24のマスクに現れる複数の同じ孔を基準孔とし、両基準孔同士を一致させることにより、マスクと二値化画像DGとのずれや傾きを補正するものである。
【0016】
24は二値化画像DGにおける白色部(輪郭内部)から黒色部(輪郭を越えた空白部)の範囲までを、一定のピッチでマスキング領域を減少させるマスクによりマスキングを行うマスク手段であり、該マスク手段24は図4に示されるように、被検査体Sに形成される孔の輪郭をマスキングする際は、先ず、孔より大きいマスクにより孔の外周縁までマスキングし、順次、マスクを縮小していき、輪郭を越えて輪郭全てが空白部に達する位置までマスクを縮小するものとする。また、図4に示されるように、被検査体Sの外形の輪郭をマスキングする際は、先ず、外形より小さいマスクにより外形の内周縁までをマスキングし、順次、マスクを拡大してゆき、輪郭を越えて輪郭全てが空白部に達する位置までマスクを拡大するものとする。
【0017】
また、マスクキングの初期位置において、必ずしも欠けの全体をマスキングする必要はなく、欠けの許容上限値を越える位置までをマスキングすればよい。これは例えば、欠けの許容上限値が1mmであったとしたら、外形または孔の輪郭の1mm内側または外側までをマスキングしておけば良否判定ができるからであり、1mm以上の欠けを判定しても処理時間が増え無駄な時間を費やすことになるからである。
【0018】
さらに、マスキングの終了位置においては、輪郭を一定間隔だけ越えてマスキングする必要がある。これは被検査体Sの寸法は成形歪や金型の摩耗や別の金型により成形されたりすることによりばらつきが生じ設計寸法と必ずしも正確に一致しないため、寸法誤差を吸収して確実に輪郭を越える位置までマスキングが行われるように余裕をもたしている。好ましい実施の形態では輪郭を0.5mmだけ越える余裕を与えているが、必ずしも0.5mmとする必要はなく、被検査体Sの寸法精度や大きさなどに応じて、例えば0.2〜2mmの範囲で適宜変更してもよいことはいうまでもない。
【0019】
25は欠け画像DIが存在する非マスキング領域画像MGを抽出する抽出手段であり、該抽出手段25は撮像画像Gとマスク手段23と間に生じる一定のピッチよりなる非マスキング領域画像MGに黒色部として現れる欠け画像DIの座標値を検出し、座標値が連続性もつものを同じ欠け画像DIと判定し、他の欠け画像DIとの識別を行っている。座標値の連続性はピッチが0.1mm単一行うため同じ欠け画像DIにおいて、大きさが変動する時は±0.1mm単位で変化し、大きさが変動しない場合は同じ座標値を示すからである。そして、欠け画像DIを有する非マスキング領域画像MGの抽出は、マスクが輪郭を越えるまで行われることとなる。なお、ピッチは0.1mmに限定されるものではなく、検出精度に応じて適宜設定されるものであり、0.1mmピッチより細かくすればより高い精度で面積やその重心を求めることができる。
【0020】
また、抽出手段25は座標値の検出および座標値に基いて欠け画像DIの面積を算出するとともにその面積中心すなわち重心を算出している。
【0021】
26は非マスキング領域画像MGの抽出を停止する抽出停止手段であり、該抽出停止手段26はマスキング領域が輪郭を越えることにより、欠け画像GIは空白部と繋がるため黒色部の面積は急激に拡大される。欠け画像DIの面積および面積中心すなわち重心は前記抽出手段24によりピッチ毎に演算されており、ピッチ毎の算出値の変動率が閾値を越えることにより抽出停止手段26は非マスキング領域画像MGの抽出を停止する。
【0022】
しかし、成形品である被検査体Sは寸法が僅かに大きかったり、小さかったり、あるいは歪が生じている場合、設計寸法から例えば0.1mm越えた範囲でマスクキング処理を終了させると、輪郭を越えない場合があったり、歪による部分的に白色部が生じたりして確実に輪郭を越えたか確認できないことがあるため、例えば輪郭を0.5mm越えるまでマスキング処理を継続するようにして輪郭越えを確実に検出して、カウント手段26による非マスキング領域画像数のカウント不良を発生させないようにしている。
【0023】
マスキングの停止は輪郭を越えた際の面積中心を予め算出しておき、その面積中心の近似値が算出されたものとしておけば、輪郭を0.5mm越えるまでマスキングを行う必要がなくなり、検査時間を短縮することができる。
【0024】
27は欠け画像DI毎の非マスキング領域画像MG数をカウントするカウント手段であり、該カウント手段27は各欠け画像DI毎におけるマスキング開始から終了までの非マスキング領域画像MG数をカウントする。
【0025】
28はカウント手段27によりカウントされた各欠け画像DI毎の非マスキング領域画像MGのカウント数とピッチ値(0.1mm)とを積算して各欠けの大きさを判定する判定手段であり、該判定手段28は判定結果をディスプレイ等の表示手段に出力したり、出力手段に良否選別ラインを切り替える信号を出力するものである。
【0026】
このように構成されたものは、先ず、撮像装置1により被検査体Sを撮影した図5(a)に示される撮像画像Gを画像処理装置2のメモリ手段に格納する。メモリ手段に格納された撮像画像Sを二値化手段21により図5(b)に示されるように、白と黒の二値化画像DGに変換しメモリ手段に格納する。二値化処理を行うことにより画像から中間階調がなくなるので処理情報量は低減するとともに、欠けと空白部が強調されるので欠けの検出を確実、且つ高速化でき検査処理速度を高めることとなる。
【0027】
そして、消去手段22により二値化画像DGに現れる空白部(輪郭を越えた部位)と繋がらない独立した小さな黒色部は鋳巣や傷等であるため微小傷として二値化画像DGから消去し、図5(c)に示されるように、微小傷が消去された二値化画像DGをメモリ手段に格納する。微小傷を消去することにより処理情報量が削減されるので、検査処理速度をさらに高めることとなる。
【0028】
次に、傾き補正手段23によりマスクと二値化画像DGの傾きやずれを補正したうえ、マスク手段24により二値化画像DGを輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域を減少させるマスクによりマスキングを行う。マスキングに用いられるマスクは設計図データ、例えばベクトルデータよりなるCADデータの数値に基いて作成するもので、輪郭を形成する設計寸法を基準として0.1mmピッチで拡大した多数のマスクと、設計寸法を基準として0.1mmピッチで縮小される多数のマスクとにより作成するものとする。
【0029】
マスク手段24のマスクは0.1mmピッチ毎に拡大または縮小したものを予め用意しておき、CPUの負荷を低減するものとしてもよいが、マスキングを行う度毎に、0.1mmピッチで拡大したり縮小したりするものとしてもよいことはいうまでもない。
【0030】
このマスキングは図4に示されるように、被検査体Sに形成された孔の輪郭に発生する欠けを検出する場合は、孔の輪郭内部より孔開口に向ってマスク手段23を0.1mmピッチで縮小させていくものとし、被検査体Sの外形の輪郭に発生する欠けを検出する場合は、被検査体Sの輪郭内部から輪郭を超えた外方に向ってマスク手段23を0.1mmピッチで拡大させていくものとする。また、輪郭を越えてマスキングを行う理由は、成形された被検査体Sに生じる寸法のばらつきを吸収して確実に輪郭を越えることができるだけの余裕(0.5mm)を持たせている。
【0031】
マスキングは図7(a)、(b)、(c)、(d)、(e)、(f)、(g)に示されるように行われる。また、抽出停止手段25による非マスキング領域画像MGの抽出の停止は、図7(g)に示されるように、マスクが輪郭を0.5mm越えた位置まで行われるため、非マスキング領域画像MGにおける欠け画像DIの有無は欠け画像DIの面積中心、すなわち重心の位置の変位差に基いて行う。
【0032】
これは、成形品である被検査体Sは寸法が僅かに大きかったり、小さかったり、あるいは歪が生じたりするため、設計寸法から例えば0.1mm越えた範囲でマスクキング処理を終了させると、寸法のばらつきや歪によりマスクが輪郭を越えない位置で抽出処理が停止され欠けの大きさを判定できな場合が生じる。このため輪郭を例えば0.5mm越えるまでマスキングを継続するようにして輪郭を確実に越えさせているが、そうすることによりマスクが部分的に輪郭を越え始めた非マスキング領域画像MGとマスクが輪郭全体を越えた非マスキング領域画像MG間の非マスキング領域画像を取り込めば欠けの大きさを正確に判定できないことになる。しかし、前記のような画像は面積中心位置の変位量があまり大きくないので、欠け画像DIのみが現れる非マスキング領域画像MGと識別できることとなる。
【0033】
このようにして欠け画像DIを含む非マスキング領域画像MGが抽出されたら、カウント手段26により欠け画像DIが含まれる非マスキング領域画像MGの枚数をカウントする。
【0034】
非マスキング領域画像数が算出されたら、判定手段27により非マスキング領域画像数(例えば図7(b)、(c)、(d)に示される3枚)とピッチ値(0.1mm)とを加算して欠けの大きさを0.3mmと判定する。このようにして欠けの大きさが判定されたら、閾値と比較して良否結果を出力すればよい。
【図面の簡単な説明】
【0035】
【図1】本発明の好ましい実施形態を示す斜視図である。
【図2】同じくブロック図である。
【図3】同じくフローチャート図である。
【図4】検査原理を示す説明図である。
【図5】(a)撮像画像 (b)二値化画像 (c)傷や鋳巣等の微小傷を消去した二値化画像 を示す処理工程図である。
【図6】二値化画像とマスクとの位置合わせ状態を示す説明図である。
【図7】マスキング領域を減少させるマスクにより二値化画像にマスキングを行った際に現れる非マスキング領域画像を示す処理工程図である。
【符号の説明】
【0036】
1 撮像装置
21 二値化手段
24 マスク手段
25 抽出手段
27 カウント手段
28 判定手段
【特許請求の範囲】
【請求項1】
二値化された撮像画像の輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域が減少されていくマスクによりマスキングするとともにマスキング時、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算することにより欠けの大きさを判定することを特徴とする輪郭部の欠け検査方法。
【請求項2】
マスクを設計図データに基いて作成することを特徴とする請求項1に記載の輪郭部の欠け検査方法。
【請求項3】
マスキングのピッチを検出精度に応じて変動させることを特徴とする請求項1まはた2に記載の輪郭部の欠け検査方法。
【請求項4】
検査対象を撮影する撮影装置により得られた撮像画像を二値化画像に変換する二値化手段と、二値化画像の輪郭内部から輪郭を越える範囲を、一定のピッチでマスキング領域を減少させてマスキングするマスク手段と、一定のピッチで二値化画像をマスキングすることにより得られた非マスキング領域画像に現れる欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像を抽出する抽出手段と、抽出された非マスキング領域画像数をカウントするカウント手段と、カウントされた非マスキング領域画像のカウント数にピッチ間隔を積算することにより欠けの大きさを判定する判定手段とを備えたことを特徴とする輪郭部の欠け検査装置。
【請求項5】
二値化画像に現れる微小傷像を消去する消去手段を設けたことを特徴とする請求項4に記載の輪郭部の欠け検査装置。
【請求項1】
二値化された撮像画像の輪郭内部から輪郭を越える範囲までを、一定のピッチでマスキング領域が減少されていくマスクによりマスキングするとともにマスキング時、一定のピッチ毎に得られる非マスキング領域画像における欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像の枚数をカウントし、ピッチ間隔にカウント数を積算することにより欠けの大きさを判定することを特徴とする輪郭部の欠け検査方法。
【請求項2】
マスクを設計図データに基いて作成することを特徴とする請求項1に記載の輪郭部の欠け検査方法。
【請求項3】
マスキングのピッチを検出精度に応じて変動させることを特徴とする請求項1まはた2に記載の輪郭部の欠け検査方法。
【請求項4】
検査対象を撮影する撮影装置により得られた撮像画像を二値化画像に変換する二値化手段と、二値化画像の輪郭内部から輪郭を越える範囲を、一定のピッチでマスキング領域を減少させてマスキングするマスク手段と、一定のピッチで二値化画像をマスキングすることにより得られた非マスキング領域画像に現れる欠け画像の連続性をもつ座標値およびその面積中心に基いて、同じ欠け画像を有する非マスキング領域画像を抽出する抽出手段と、抽出された非マスキング領域画像数をカウントするカウント手段と、カウントされた非マスキング領域画像のカウント数にピッチ間隔を積算することにより欠けの大きさを判定する判定手段とを備えたことを特徴とする輪郭部の欠け検査装置。
【請求項5】
二値化画像に現れる微小傷像を消去する消去手段を設けたことを特徴とする請求項4に記載の輪郭部の欠け検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−170198(P2008−170198A)
【公開日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願番号】特願2007−1940(P2007−1940)
【出願日】平成19年1月10日(2007.1.10)
【出願人】(393011038)菱栄エンジニアリング株式会社 (59)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成20年7月24日(2008.7.24)
【国際特許分類】
【出願日】平成19年1月10日(2007.1.10)
【出願人】(393011038)菱栄エンジニアリング株式会社 (59)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]