
農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置
【課題】フィルム材料を加熱して溶融させて成形したフィルムをコロナ放電処理しても、製品に生じる外観の不良を確実になくすことのできるフィルム製造方法を提供する。
【解決手段】インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と少なくとも2本の温水ロールで扁平フィルムの両表面を熱処理するフィルム温度制御工程とフィルム温度制御工程で熱処理された扁平フィルムに対して、幅方向に張力を付与する張力付与工程と張力付与工程で張力を付与された扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程とコロナ放電処理された扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える。
【解決手段】インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と少なくとも2本の温水ロールで扁平フィルムの両表面を熱処理するフィルム温度制御工程とフィルム温度制御工程で熱処理された扁平フィルムに対して、幅方向に張力を付与する張力付与工程と張力付与工程で張力を付与された扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程とコロナ放電処理された扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置に関し、より特定的には、インフレーション成形で得られたフィルムに水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置に関する。
【背景技術】
【0002】
フィルム材料を加熱して溶融させて押し出したフィルムを製造する手法の一つとして、インフレーション成形がある。そして、インフレーション成形を用いて製造したフィルムの表面を改質してから水性防曇処理剤を塗布するためにコロナ放電処理が行われている。このような従来技術は、例えば、特許文献1に記載の防曇性フィルムの製造方法などとして知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−226504号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述したような従来技術では、次に述べる課題を有する。すなわち、インフレーション成形で、ダイの直径と筒状フィルムの直径との比であるブロー比が相対的に大きくなると、成形した筒状フィルムを扁平にして次工程に送る場合に、扁平フィルムの長手方向、或いは斜め方向に微細な皺が生じやすくなる。
【0005】
そして、表面に微細な皺が生じた扁平フィルムは、コロナ放電処理をするときに、コロナ放電を生じさせる電極と接触して表面に傷が生じるおそれがある。また、表面に微細な皺が生じた扁平フィルムには、均一なコロナ放電処理ができないため、部分的に密着不良が生じている製品が製造されてしまうおそれがある。
【0006】
本発明は、上記課題を鑑みてなされた発明であり、水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムを製造するときに、水性処理剤の密着性の不良を確実になくすことのできる農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するため、以下に示す特徴を有する。
第1の発明は、インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と、少なくとも2本の温水ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御工程と、前記フィルム温度制御工程で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与工程と、前記張力付与工程で張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程と、前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える。
【0008】
第2の発明は、上記第1の発明に従属する発明であって、フィルム温度制御工程は、40℃〜80℃の温水を内部に通水させる温水ロールで熱処理をする。
【0009】
第3の発明は、上記第1の発明に従属する発明であって、水性防曇処理剤は、熱可塑性エマルジョンと、親水性コロイド状無機化合物とを主成分とする水性塗料である。
【0010】
第4の発明は、インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造装置であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造手段と、少なくとも2本の温熱ロールで扁平フィルムの両表面を熱処理するフィルム温度制御手段と、フィルム温度制御手段で熱処理された扁平フィルムに対して、幅方向に張力を付与する張力付与手段と、張力付与手段によって張力を付与された扁平フィルムの両表面をコロナ放電処理するコロナ放電処理手段と、コロナ放電処理された扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成手段とを備える。
【発明の効果】
【0011】
本発明によれば、水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムを製造するときに、水性処理剤の密着性の不良を確実になくすことのできるフィルム製造装置、及びフィルム製造方法を提供できる。
【図面の簡単な説明】
【0012】
【図1】本発明に係るフィルム製造装置の構成の一例を示す図
【発明を実施するための形態】
【0013】
(第1の実施形態)
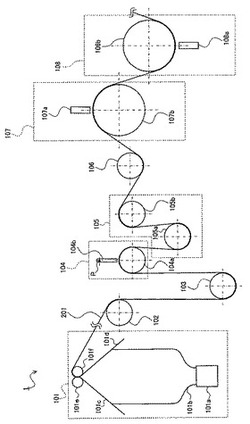
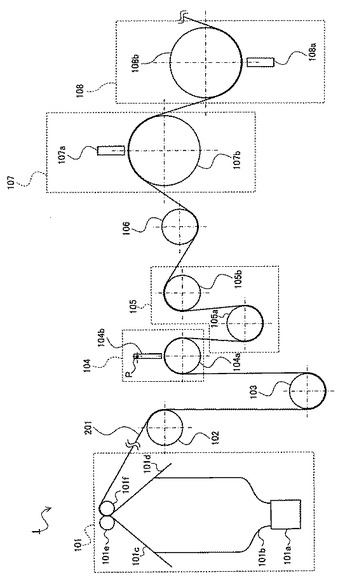
図1は、本発明の第1の実施形態に係るフィルム製造装置1の構成を示す図である。本実施形態に係るフィルム製造装置1は、インフレーション成形部101と、第1のロール102と、ダンサーロール103と、異物検出部104と、フィルム温度制御部105と、フラットエキスパンダーロール106と、第1のコロナ放電処理部107と、第2のコロナ放電処理部108とを備える。
【0014】
インフレーション成形部101は、加熱して溶融させたフィルム材料を成形して2層の扁平フィルム201を生成する。より詳細には、インフレーション成形部101は、まず、図示しない押出機から環状ダイ101aを介して溶融しているフィルム材料101bを円筒形状にして押し出す。次に、インフレーション成形部101は、押し出したフィルム材料101bを、図示しないブロワーを用いて冷却しながら、円筒形状の内部に圧縮空気を吹き込んで膨らまし、その直径が大きくなるようにフィルム材料101bを膨張させる。そして、インフレーション成形部101は、直径方向に膨張させた円筒形状のフィルム材料101bを1対のガイド101c、及び101dで扁平させながら、1対のピンチロール101e、及び101fで2層の扁平フィルム201を生成する。
【0015】
第1のロール102は、典型的な搬送ロールであって、インフレーション成形部101で生成された扁平フィルム201を後段に設けられているダンサーロール103に搬送する。
【0016】
ダンサーロール103は、典型的には、その両端を支える支持部の支持力をエアシリンダーで調整可能に構成されており、フィルム製造装置1で搬送される扁平フィルム201にかかる張力を調整する。ダンサーロール103は、図示しないセンサで扁平フィルム201にかかる張力を検出し、検出した張力に基づいて、エアシリンダー内部の空気圧を制御してその支持力を調節することにより、扁平フィルム201にかかる張力を必要な張力に制御する。ダンサーロール103は、第1のロール102から搬送される扁平フィルム201を、その張力を制御しながら、後段に設けられている異物検出部104に搬送する。
【0017】
異物検出部104は、第2のロール104aと異物検出器104bとからなる。第2のロール104aは、典型的な搬送ロールであって、ダンサーロール103から搬送される扁平フィルム201を後段に設けられているフィルム温度制御部105に搬送する。異物検出器104bは、少なくとも扁平フィルム201の幅と同じ幅と、それぞれ予め定められた高さ、及び厚さとを有する板状部材で主に構成される。異物検出器104bは、第2のロール104aで送り出される扁平フィルム201の表面から予め定められた設置高さに下端が位置するように、上部に設けられた支持点Pで回動可能に設置される。
【0018】
回動可能に設置された異物検出器104bは、第2のロール104aの回転に伴って搬送される扁平フィルム201の表面に異物が付着していると、扁平フィルム201と共に搬送される異物で押されて支持点Pを中心として回動する。異物検出部104は、異物検出器104bが回動したときの回転角度を、例えば、ロータリエンコーダーなどの回転角度センサで検出し、検出した回転角度が、予め定められた角度しきい値を超えたときに異物を検出したと判断する。
【0019】
尚、異物検出部104によって異物が検出されたと判断されたときには、後述する第1のコロナ放電電極107aを扁平フィルム201の表面から離すように第1のコロナ放電処理部107が構成されている。これにより、本実施形態に係るフィルム製造装置1は、異物検出部104で検出された異物が第1のコロナ放電電極107aと接触して破損することを防げる。
【0020】
フィルム温度制御部105は、第2のロール104aから搬送される扁平フィルム201を予め定められた温度で加熱して幅方向に熱収縮させて後段に設けられているフラットエキスパンダーロール106に搬送する。より詳細には、本実施形態に係るフィルム温度制御部105は、第1の温水ロール105a、及び第2の温水ロール105bからなる。第1の温水ロール105a、及び第2の温水ロール105bのそれぞれは、内部に設けられた水路に温水を通水させることによって、扁平フィルム201との接触面を予め定められた接触温度に維持することのできるロールである。
【0021】
ここで、本実施形態では、第1の温水ロール105aが、扁平フィルム201の表面に当接するように設置され、第2のロール104aから搬送される扁平フィルム201を後段に設けられた第2の温水ロール105bに搬送する。また、第2の温水ロール105bは、扁平フィルム201の裏面に当接するように設置され、第1の温水ロール105aから搬送される扁平フィルム201を後段に設けられたフラットエキスパンダーロール106に搬送する。このように、本実施形態に係るフィルム温度制御部105は、第1の温水ロール105a、及び第2の温水ロール105bで2層の扁平フィルム201を両面から前述の接触温度で加熱する熱処理をする。
【0022】
フラットエキスパンダーロール106は、典型的には、円筒形状のロールであって、表面の幅方向に沿って伸縮自在なゴム帯が、円周方向に沿って等間隔に配置されている従来周知のロールである。フラットエキスパンダーロール106は、表面に配置されているゴム帯が、ロールの1回転毎に幅方向に伸び縮みを繰り返すように構成されている。そして、フラットエキスパンダーロール106は、前述のゴム帯が相対的に幅方向に縮んでいるときにフィルム温度制御部105から搬送される扁平フィルム201を受け取り、当該ゴム帯が相対的に幅方向に伸びているときに後段に設けられている第1のコロナ放電処理部107に送り出せるように設置されている。したがって、フィルム温度制御部105から搬送された扁平フィルム201は、フラットエキスパンダーロール106で幅方向に伸びるゴム帯によって張力を付与され、皺が取り除かれてから後段に設けられている第1のコロナ放電処理部107に搬送されることとなる。
【0023】
第1のコロナ放電処理部107は、フラットエキスパンダーロール106から搬送された扁平フィルム201の表面にコロナ放電処理をして、表面を改質する。より詳細には、第1のコロナ放電処理部107は、第1のコロナ放電電極107a、及び第1のコロナ放電用ロール107bからなる。第1のコロナ放電電極107aは、コロナ放電を生じさせるための電極である。第1のコロナ放電用ロール107bは、フラットエキスパンダーロール106から搬送される扁平フィルム201を後段に設けられた第2のコロナ放電用ロール108bに搬送する。
【0024】
第1のコロナ放電処理部107は、第1のコロナ放電電極107aと第1のコロナ放電用ロール107bとの間に高周波数の高電圧を印加してコロナ放電を起こす。そして、第1のコロナ放電処理部107は、第1のコロナ放電用ロール107bを用いて扁平フィルム201の表面をコロナ放電の中に通すことにより、表面の濡れ性を向上させて改質する。
【0025】
第2のコロナ放電処理部108は、第1のコロナ処理用ロール107bから搬送された扁平フィルム201の裏面にコロナ放電処理をして、裏面を改質する。より詳細には、第2のコロナ放電処理部108は、第2のコロナ放電電極108a、及び第2のコロナ放電用ロール108bとからなる。第2のコロナ放電電極108aは、コロナ放電を生じさせるための電極である。第2のコロナ放電用ロール108bは、第1のコロナ放電用ロール107bから搬送される扁平フィルム201を後段に搬送する。
【0026】
第2のコロナ放電処理部108は、第1のコロナ放電処理部107と同様に、第2のコロナ放電電極108aと第2のコロナ放電用ロール108bとの間に高周波数の高電圧を印加してコロナ放電を起こす。第2のコロナ放電処理部108は、第2のコロナ放電用ロール108bを用いて扁平フィルム201の裏面をコロナ放電の中に通すことにより、裏面の濡れ性を向上させて改質する。
【0027】
以上が、本実施形態に係るフィルム製造装置1の概略構成の説明である。次に、本実施形態に係るフィルム製造装置1におけるフィルムの処理工程を流れに沿って説明する。
【0028】
本実施形態に係るフィルム製造装置1では、まず、インフレーション成形部101で加熱して溶融させたフィルム材料101bから扁平フィルム201を生成し(成形工程)、第1のロール102で、ダンサーロール103に搬送して張力を調整し(張力調整工程)、ダンサーロール103から搬送された扁平フィルム201に異物が付着しているか否かを異物検出部104で検出する(異物検出工程)。そして、本実施形態に係るフィルム製造装置1では、扁平フィルム201を異物検出工程に通した後、フィルム温度制御部105に搬送して熱処理し(フィルム温度制御工程)、熱処理された扁平フィルム201をフラットエキスパンダーロール106で幅方向に張力を付与し(張力付与工程)、第1のコロナ放電処理部107、及び第2のコロナ放電処理部108で両面にコロナ放電処理をする(コロナ放電処理工程)。尚、フィルム温度制御工程では、第1の温水ロール105aで扁平フィルム201の表面を加熱してから(第1の加熱工程)、第2の温水ロール105bで扁平フィルム201の裏面を加熱する(第2の加熱工程)ことにより、扁平フィルム201の両表面を熱処理している。
【0029】
以上が、第1の実施形態に係るフィルム製造装置1の説明である。第1の実施形態に係るフィルム製造装置1によれば、インフレーション成形など、加熱して溶融させたフィルム材料101bを成形する成形手法で成形することによって皺、或いはひずみが生じた扁平フィルム201を、フィルム温度制御工程、及び張力付与工程に通す。したがって、本実施形態に係るフィルム製造装置1によれば、皺、或いは歪みをなくすことができ、第1のコロナ放電電極107aによって扁平フィルム201の表面が傷つけられることを防げる。
【0030】
尚、第1の実施形態に係る第2のコロナ放電処理部108を通過した扁平フィルム201は、水性防曇処理剤を塗布するために含浸槽、或いは塗布装置に通した後、余分な処理剤をバーコーターなどで掻き取って乾燥させる防曇塗膜形成工程を経て製品となる。そして、第1の実施形態に係るフィルム製造装置1によれば、上述したように扁平フィルム201の表面に均一にコロナ放電処理をして表面を改質することができるので、扁平フィルム201に対する水性防曇処理剤の密着不良を防ぐこともできる。
【0031】
また、第1の実施形態に係るフィルム製造装置1で製造した扁平フィルム201は2層の扁平フィルムのまま製品としてもよいし、いずれか一方の端部を切断して開くことにより1層のフィルムにしてから製品としてもよい。
【0032】
また、インフレーション成形部101が扁平フィルム201を製造する場合、製品として必要な幅が得られるように、円筒形状に押し出したフィルム材料101bの直径を大きくして膨張させてから、ピンチロール101e、及び101fで挟んで、1対のガイド101c、及び101dに沿わせて引っ張ることにより円筒形状を直径方向に沿って扁平にした2層の扁平フィルム201を製造する。したがって、インフレーション成形部101が、円筒形状に押し出したフィルム材料101bの直径を大きくして膨張させるときは、環状ダイ101aから円筒形状に押し出すときの直径と、膨張後の直径との比、すなわち、ブロー比を、製品として必要な幅が得られるように予め定めて、フィルム材料101bを膨張させて扁平フィルム201を製造しなければならない。ここで、第1の実施形態に係るインフレーション成形部101におけるブロー比は、任意のブロー比であってよいが、2以上のブロー比である場合には、膨張させて製造した扁平フィルム201に生じる歪み、或いは皺が特に多くなる。すなわち、第1の実施形態に係るフィルム製造装置1によれば、ブロー比が2以上である場合に特に大きな効果を得られる。
【0033】
また、第1の実施形態に係るフィルム製造装置1で製造できるフィルムの幅は任意であるが、上述したように2層の扁平フィルム201のいずれか一方の端部を切断して4〜10メートルの幅の製品を得ることができる。この場合、上述した各工程では、その半分の2〜5メートルの幅の扁平フィルムを処理できればよい。
【0034】
また、第1の実施形態に係るフィルム製造装置1では、フィルム温度制御部105が第1の温水ロール105a、及び第2の温水ロール105bの2つの温水ロールからなる場合を一例として説明した。しかしながら、他の一実施形態に係るフィルム製造装置では、フィルム温度制御部105を構成する温水ロールの数を3以上にしても構わない。例えば、扁平フィルム201の搬送速度が相対的に速い場合には、温水ロールの数を多くすることにより、効果的に扁平フィルム201を加熱できる。
【0035】
また、第1の実施形態に係る第1の温水ロール105a、及び第2の温水ロール105bに通水させる温水の温度は扁平フィルム201に適度な熱収縮をさせられるのであれば任意の温度でよいが、一例としては、40℃〜80℃、より好ましい一例としては50℃〜70℃の温度が挙げられる。
【0036】
また、異物検出部104において、扁平フィルム201の表面から異物検出器104bの下端までの設置高さは、想定する異物の大きさに応じて任意の高さにしてもよいが、一例としては、1ミリ以上の大きさの異物を検出するために、1ミリとしてもよい。
【0037】
また、本発明に係るフィルム製造装置で製造できるフィルムには、一例として、オレフィン系樹脂からなる農業用ポリオレフィン系樹脂フィルムが挙げられる。より具体的には、高圧法を用いて製造した低密度ポリエチレン系樹脂、直鎖状低密度ポリエチレン系樹脂、エチレン−酢酸ビニル共重合体、及びエチレン−αオレフィン共重合体等の化合物からなる多層フィルムを本発明に係るフィルム製造装置で製造することができる。
【0038】
また、上述した水性防曇処理剤としては、アクリル樹脂、ウレタン樹脂、及びエチレン−酢酸ビニル共重合体等の熱可塑性樹脂のエマルジョンと、コロイダルシリカ、及びコロイダルアルミナ等の親水性コロイド状無機化合物とを主成分とする水性塗料を挙げることができる。これらの樹脂や無機化合物は1種または2種以上配合されても良く、シリコーン系界面活性剤を少量配合して更に濡れ性を改善したものが好ましい。
【0039】
また、上述した水性防曇処理剤を扁平フィルム201に塗布する塗布装置としては、公知の技術を用いた種々の塗布装置を利用できる。より具体的な一例としては、ディップコーター、グラビアコーター、コンマコーター等を利用できる。そして、塗布装置として、ディップコーターを利用するときに、マイヤーバーを付加的に使用すると、水性防曇処理剤を扁平フィルム21に塗布するときの膜圧を微調整でき、且つ塗布装置のメンテナンスが容易になるため、より好ましい。
【産業上の利用可能性】
【0040】
本発明によれば、外観に不良の生じないフィルム製造方法、及びフィルム製造装置を提供でき、例えば、農業用ポリオレフィン形樹脂フィルムの製造方法、及び製造装置などに利用できる。
【符号の説明】
【0041】
1 フィルム製造装置
101 インフレーション成形部
101a 環状ダイ
101b フィルム材料
101c ガイド
101d ガイド
101e ピンチロール
101f ピンチロール
102 第1のロール
103 ダンサーロール
104 異物検出部
104a 第2のロール
104b 異物検出器
105 フィルム温度制御部
105a 第1の温水ロール
105b 第2の温水ロール
106 フラットエキスパンダーロール
107 第1のコロナ放電処理部
107a 第1のコロナ放電電極
107b 第1のコロナ放電用ロール
108 第2のコロナ放電処理部
108a 第2のコロナ放電電極
108b 第2のコロナ放電用ロール
【技術分野】
【0001】
本発明は、農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置に関し、より特定的には、インフレーション成形で得られたフィルムに水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置に関する。
【背景技術】
【0002】
フィルム材料を加熱して溶融させて押し出したフィルムを製造する手法の一つとして、インフレーション成形がある。そして、インフレーション成形を用いて製造したフィルムの表面を改質してから水性防曇処理剤を塗布するためにコロナ放電処理が行われている。このような従来技術は、例えば、特許文献1に記載の防曇性フィルムの製造方法などとして知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−226504号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述したような従来技術では、次に述べる課題を有する。すなわち、インフレーション成形で、ダイの直径と筒状フィルムの直径との比であるブロー比が相対的に大きくなると、成形した筒状フィルムを扁平にして次工程に送る場合に、扁平フィルムの長手方向、或いは斜め方向に微細な皺が生じやすくなる。
【0005】
そして、表面に微細な皺が生じた扁平フィルムは、コロナ放電処理をするときに、コロナ放電を生じさせる電極と接触して表面に傷が生じるおそれがある。また、表面に微細な皺が生じた扁平フィルムには、均一なコロナ放電処理ができないため、部分的に密着不良が生じている製品が製造されてしまうおそれがある。
【0006】
本発明は、上記課題を鑑みてなされた発明であり、水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムを製造するときに、水性処理剤の密着性の不良を確実になくすことのできる農業用ポリオレフィン系樹脂フィルムの製造方法、及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記目的を達成するため、以下に示す特徴を有する。
第1の発明は、インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と、少なくとも2本の温水ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御工程と、前記フィルム温度制御工程で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与工程と、前記張力付与工程で張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程と、前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える。
【0008】
第2の発明は、上記第1の発明に従属する発明であって、フィルム温度制御工程は、40℃〜80℃の温水を内部に通水させる温水ロールで熱処理をする。
【0009】
第3の発明は、上記第1の発明に従属する発明であって、水性防曇処理剤は、熱可塑性エマルジョンと、親水性コロイド状無機化合物とを主成分とする水性塗料である。
【0010】
第4の発明は、インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造装置であって、インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造手段と、少なくとも2本の温熱ロールで扁平フィルムの両表面を熱処理するフィルム温度制御手段と、フィルム温度制御手段で熱処理された扁平フィルムに対して、幅方向に張力を付与する張力付与手段と、張力付与手段によって張力を付与された扁平フィルムの両表面をコロナ放電処理するコロナ放電処理手段と、コロナ放電処理された扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成手段とを備える。
【発明の効果】
【0011】
本発明によれば、水性防曇処理剤を塗布した農業用ポリオレフィン系樹脂フィルムを製造するときに、水性処理剤の密着性の不良を確実になくすことのできるフィルム製造装置、及びフィルム製造方法を提供できる。
【図面の簡単な説明】
【0012】
【図1】本発明に係るフィルム製造装置の構成の一例を示す図
【発明を実施するための形態】
【0013】
(第1の実施形態)
図1は、本発明の第1の実施形態に係るフィルム製造装置1の構成を示す図である。本実施形態に係るフィルム製造装置1は、インフレーション成形部101と、第1のロール102と、ダンサーロール103と、異物検出部104と、フィルム温度制御部105と、フラットエキスパンダーロール106と、第1のコロナ放電処理部107と、第2のコロナ放電処理部108とを備える。
【0014】
インフレーション成形部101は、加熱して溶融させたフィルム材料を成形して2層の扁平フィルム201を生成する。より詳細には、インフレーション成形部101は、まず、図示しない押出機から環状ダイ101aを介して溶融しているフィルム材料101bを円筒形状にして押し出す。次に、インフレーション成形部101は、押し出したフィルム材料101bを、図示しないブロワーを用いて冷却しながら、円筒形状の内部に圧縮空気を吹き込んで膨らまし、その直径が大きくなるようにフィルム材料101bを膨張させる。そして、インフレーション成形部101は、直径方向に膨張させた円筒形状のフィルム材料101bを1対のガイド101c、及び101dで扁平させながら、1対のピンチロール101e、及び101fで2層の扁平フィルム201を生成する。
【0015】
第1のロール102は、典型的な搬送ロールであって、インフレーション成形部101で生成された扁平フィルム201を後段に設けられているダンサーロール103に搬送する。
【0016】
ダンサーロール103は、典型的には、その両端を支える支持部の支持力をエアシリンダーで調整可能に構成されており、フィルム製造装置1で搬送される扁平フィルム201にかかる張力を調整する。ダンサーロール103は、図示しないセンサで扁平フィルム201にかかる張力を検出し、検出した張力に基づいて、エアシリンダー内部の空気圧を制御してその支持力を調節することにより、扁平フィルム201にかかる張力を必要な張力に制御する。ダンサーロール103は、第1のロール102から搬送される扁平フィルム201を、その張力を制御しながら、後段に設けられている異物検出部104に搬送する。
【0017】
異物検出部104は、第2のロール104aと異物検出器104bとからなる。第2のロール104aは、典型的な搬送ロールであって、ダンサーロール103から搬送される扁平フィルム201を後段に設けられているフィルム温度制御部105に搬送する。異物検出器104bは、少なくとも扁平フィルム201の幅と同じ幅と、それぞれ予め定められた高さ、及び厚さとを有する板状部材で主に構成される。異物検出器104bは、第2のロール104aで送り出される扁平フィルム201の表面から予め定められた設置高さに下端が位置するように、上部に設けられた支持点Pで回動可能に設置される。
【0018】
回動可能に設置された異物検出器104bは、第2のロール104aの回転に伴って搬送される扁平フィルム201の表面に異物が付着していると、扁平フィルム201と共に搬送される異物で押されて支持点Pを中心として回動する。異物検出部104は、異物検出器104bが回動したときの回転角度を、例えば、ロータリエンコーダーなどの回転角度センサで検出し、検出した回転角度が、予め定められた角度しきい値を超えたときに異物を検出したと判断する。
【0019】
尚、異物検出部104によって異物が検出されたと判断されたときには、後述する第1のコロナ放電電極107aを扁平フィルム201の表面から離すように第1のコロナ放電処理部107が構成されている。これにより、本実施形態に係るフィルム製造装置1は、異物検出部104で検出された異物が第1のコロナ放電電極107aと接触して破損することを防げる。
【0020】
フィルム温度制御部105は、第2のロール104aから搬送される扁平フィルム201を予め定められた温度で加熱して幅方向に熱収縮させて後段に設けられているフラットエキスパンダーロール106に搬送する。より詳細には、本実施形態に係るフィルム温度制御部105は、第1の温水ロール105a、及び第2の温水ロール105bからなる。第1の温水ロール105a、及び第2の温水ロール105bのそれぞれは、内部に設けられた水路に温水を通水させることによって、扁平フィルム201との接触面を予め定められた接触温度に維持することのできるロールである。
【0021】
ここで、本実施形態では、第1の温水ロール105aが、扁平フィルム201の表面に当接するように設置され、第2のロール104aから搬送される扁平フィルム201を後段に設けられた第2の温水ロール105bに搬送する。また、第2の温水ロール105bは、扁平フィルム201の裏面に当接するように設置され、第1の温水ロール105aから搬送される扁平フィルム201を後段に設けられたフラットエキスパンダーロール106に搬送する。このように、本実施形態に係るフィルム温度制御部105は、第1の温水ロール105a、及び第2の温水ロール105bで2層の扁平フィルム201を両面から前述の接触温度で加熱する熱処理をする。
【0022】
フラットエキスパンダーロール106は、典型的には、円筒形状のロールであって、表面の幅方向に沿って伸縮自在なゴム帯が、円周方向に沿って等間隔に配置されている従来周知のロールである。フラットエキスパンダーロール106は、表面に配置されているゴム帯が、ロールの1回転毎に幅方向に伸び縮みを繰り返すように構成されている。そして、フラットエキスパンダーロール106は、前述のゴム帯が相対的に幅方向に縮んでいるときにフィルム温度制御部105から搬送される扁平フィルム201を受け取り、当該ゴム帯が相対的に幅方向に伸びているときに後段に設けられている第1のコロナ放電処理部107に送り出せるように設置されている。したがって、フィルム温度制御部105から搬送された扁平フィルム201は、フラットエキスパンダーロール106で幅方向に伸びるゴム帯によって張力を付与され、皺が取り除かれてから後段に設けられている第1のコロナ放電処理部107に搬送されることとなる。
【0023】
第1のコロナ放電処理部107は、フラットエキスパンダーロール106から搬送された扁平フィルム201の表面にコロナ放電処理をして、表面を改質する。より詳細には、第1のコロナ放電処理部107は、第1のコロナ放電電極107a、及び第1のコロナ放電用ロール107bからなる。第1のコロナ放電電極107aは、コロナ放電を生じさせるための電極である。第1のコロナ放電用ロール107bは、フラットエキスパンダーロール106から搬送される扁平フィルム201を後段に設けられた第2のコロナ放電用ロール108bに搬送する。
【0024】
第1のコロナ放電処理部107は、第1のコロナ放電電極107aと第1のコロナ放電用ロール107bとの間に高周波数の高電圧を印加してコロナ放電を起こす。そして、第1のコロナ放電処理部107は、第1のコロナ放電用ロール107bを用いて扁平フィルム201の表面をコロナ放電の中に通すことにより、表面の濡れ性を向上させて改質する。
【0025】
第2のコロナ放電処理部108は、第1のコロナ処理用ロール107bから搬送された扁平フィルム201の裏面にコロナ放電処理をして、裏面を改質する。より詳細には、第2のコロナ放電処理部108は、第2のコロナ放電電極108a、及び第2のコロナ放電用ロール108bとからなる。第2のコロナ放電電極108aは、コロナ放電を生じさせるための電極である。第2のコロナ放電用ロール108bは、第1のコロナ放電用ロール107bから搬送される扁平フィルム201を後段に搬送する。
【0026】
第2のコロナ放電処理部108は、第1のコロナ放電処理部107と同様に、第2のコロナ放電電極108aと第2のコロナ放電用ロール108bとの間に高周波数の高電圧を印加してコロナ放電を起こす。第2のコロナ放電処理部108は、第2のコロナ放電用ロール108bを用いて扁平フィルム201の裏面をコロナ放電の中に通すことにより、裏面の濡れ性を向上させて改質する。
【0027】
以上が、本実施形態に係るフィルム製造装置1の概略構成の説明である。次に、本実施形態に係るフィルム製造装置1におけるフィルムの処理工程を流れに沿って説明する。
【0028】
本実施形態に係るフィルム製造装置1では、まず、インフレーション成形部101で加熱して溶融させたフィルム材料101bから扁平フィルム201を生成し(成形工程)、第1のロール102で、ダンサーロール103に搬送して張力を調整し(張力調整工程)、ダンサーロール103から搬送された扁平フィルム201に異物が付着しているか否かを異物検出部104で検出する(異物検出工程)。そして、本実施形態に係るフィルム製造装置1では、扁平フィルム201を異物検出工程に通した後、フィルム温度制御部105に搬送して熱処理し(フィルム温度制御工程)、熱処理された扁平フィルム201をフラットエキスパンダーロール106で幅方向に張力を付与し(張力付与工程)、第1のコロナ放電処理部107、及び第2のコロナ放電処理部108で両面にコロナ放電処理をする(コロナ放電処理工程)。尚、フィルム温度制御工程では、第1の温水ロール105aで扁平フィルム201の表面を加熱してから(第1の加熱工程)、第2の温水ロール105bで扁平フィルム201の裏面を加熱する(第2の加熱工程)ことにより、扁平フィルム201の両表面を熱処理している。
【0029】
以上が、第1の実施形態に係るフィルム製造装置1の説明である。第1の実施形態に係るフィルム製造装置1によれば、インフレーション成形など、加熱して溶融させたフィルム材料101bを成形する成形手法で成形することによって皺、或いはひずみが生じた扁平フィルム201を、フィルム温度制御工程、及び張力付与工程に通す。したがって、本実施形態に係るフィルム製造装置1によれば、皺、或いは歪みをなくすことができ、第1のコロナ放電電極107aによって扁平フィルム201の表面が傷つけられることを防げる。
【0030】
尚、第1の実施形態に係る第2のコロナ放電処理部108を通過した扁平フィルム201は、水性防曇処理剤を塗布するために含浸槽、或いは塗布装置に通した後、余分な処理剤をバーコーターなどで掻き取って乾燥させる防曇塗膜形成工程を経て製品となる。そして、第1の実施形態に係るフィルム製造装置1によれば、上述したように扁平フィルム201の表面に均一にコロナ放電処理をして表面を改質することができるので、扁平フィルム201に対する水性防曇処理剤の密着不良を防ぐこともできる。
【0031】
また、第1の実施形態に係るフィルム製造装置1で製造した扁平フィルム201は2層の扁平フィルムのまま製品としてもよいし、いずれか一方の端部を切断して開くことにより1層のフィルムにしてから製品としてもよい。
【0032】
また、インフレーション成形部101が扁平フィルム201を製造する場合、製品として必要な幅が得られるように、円筒形状に押し出したフィルム材料101bの直径を大きくして膨張させてから、ピンチロール101e、及び101fで挟んで、1対のガイド101c、及び101dに沿わせて引っ張ることにより円筒形状を直径方向に沿って扁平にした2層の扁平フィルム201を製造する。したがって、インフレーション成形部101が、円筒形状に押し出したフィルム材料101bの直径を大きくして膨張させるときは、環状ダイ101aから円筒形状に押し出すときの直径と、膨張後の直径との比、すなわち、ブロー比を、製品として必要な幅が得られるように予め定めて、フィルム材料101bを膨張させて扁平フィルム201を製造しなければならない。ここで、第1の実施形態に係るインフレーション成形部101におけるブロー比は、任意のブロー比であってよいが、2以上のブロー比である場合には、膨張させて製造した扁平フィルム201に生じる歪み、或いは皺が特に多くなる。すなわち、第1の実施形態に係るフィルム製造装置1によれば、ブロー比が2以上である場合に特に大きな効果を得られる。
【0033】
また、第1の実施形態に係るフィルム製造装置1で製造できるフィルムの幅は任意であるが、上述したように2層の扁平フィルム201のいずれか一方の端部を切断して4〜10メートルの幅の製品を得ることができる。この場合、上述した各工程では、その半分の2〜5メートルの幅の扁平フィルムを処理できればよい。
【0034】
また、第1の実施形態に係るフィルム製造装置1では、フィルム温度制御部105が第1の温水ロール105a、及び第2の温水ロール105bの2つの温水ロールからなる場合を一例として説明した。しかしながら、他の一実施形態に係るフィルム製造装置では、フィルム温度制御部105を構成する温水ロールの数を3以上にしても構わない。例えば、扁平フィルム201の搬送速度が相対的に速い場合には、温水ロールの数を多くすることにより、効果的に扁平フィルム201を加熱できる。
【0035】
また、第1の実施形態に係る第1の温水ロール105a、及び第2の温水ロール105bに通水させる温水の温度は扁平フィルム201に適度な熱収縮をさせられるのであれば任意の温度でよいが、一例としては、40℃〜80℃、より好ましい一例としては50℃〜70℃の温度が挙げられる。
【0036】
また、異物検出部104において、扁平フィルム201の表面から異物検出器104bの下端までの設置高さは、想定する異物の大きさに応じて任意の高さにしてもよいが、一例としては、1ミリ以上の大きさの異物を検出するために、1ミリとしてもよい。
【0037】
また、本発明に係るフィルム製造装置で製造できるフィルムには、一例として、オレフィン系樹脂からなる農業用ポリオレフィン系樹脂フィルムが挙げられる。より具体的には、高圧法を用いて製造した低密度ポリエチレン系樹脂、直鎖状低密度ポリエチレン系樹脂、エチレン−酢酸ビニル共重合体、及びエチレン−αオレフィン共重合体等の化合物からなる多層フィルムを本発明に係るフィルム製造装置で製造することができる。
【0038】
また、上述した水性防曇処理剤としては、アクリル樹脂、ウレタン樹脂、及びエチレン−酢酸ビニル共重合体等の熱可塑性樹脂のエマルジョンと、コロイダルシリカ、及びコロイダルアルミナ等の親水性コロイド状無機化合物とを主成分とする水性塗料を挙げることができる。これらの樹脂や無機化合物は1種または2種以上配合されても良く、シリコーン系界面活性剤を少量配合して更に濡れ性を改善したものが好ましい。
【0039】
また、上述した水性防曇処理剤を扁平フィルム201に塗布する塗布装置としては、公知の技術を用いた種々の塗布装置を利用できる。より具体的な一例としては、ディップコーター、グラビアコーター、コンマコーター等を利用できる。そして、塗布装置として、ディップコーターを利用するときに、マイヤーバーを付加的に使用すると、水性防曇処理剤を扁平フィルム21に塗布するときの膜圧を微調整でき、且つ塗布装置のメンテナンスが容易になるため、より好ましい。
【産業上の利用可能性】
【0040】
本発明によれば、外観に不良の生じないフィルム製造方法、及びフィルム製造装置を提供でき、例えば、農業用ポリオレフィン形樹脂フィルムの製造方法、及び製造装置などに利用できる。
【符号の説明】
【0041】
1 フィルム製造装置
101 インフレーション成形部
101a 環状ダイ
101b フィルム材料
101c ガイド
101d ガイド
101e ピンチロール
101f ピンチロール
102 第1のロール
103 ダンサーロール
104 異物検出部
104a 第2のロール
104b 異物検出器
105 フィルム温度制御部
105a 第1の温水ロール
105b 第2の温水ロール
106 フラットエキスパンダーロール
107 第1のコロナ放電処理部
107a 第1のコロナ放電電極
107b 第1のコロナ放電用ロール
108 第2のコロナ放電処理部
108a 第2のコロナ放電電極
108b 第2のコロナ放電用ロール
【特許請求の範囲】
【請求項1】
インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、
インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と、
少なくとも2本の温水ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御工程と、
前記フィルム温度制御工程で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与工程と、
前記張力付与工程で張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程と、
前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える、農業用ポリオレフィン系樹脂フィルムの製造方法。
【請求項2】
前記フィルム温度制御工程は、40℃〜80℃の温水を内部に通水させる温水ロールで前記熱処理をする、請求項1に記載の農業用ポリオレフィン系樹脂フィルムの製造方法。
【請求項3】
前記水性防曇処理剤は、熱可塑性樹脂エマルジョンと、親水性コロイド状無機化合物とを主成分とする水性塗料である、請求項1に記載の農業用ポリオレフィン系樹脂フィルム製造方法。
【請求項4】
インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造装置であって、
インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造手段と、
少なくとも2本の温熱ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御手段と、
前記フィルム温度制御手段で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与手段と、
前記張力付与手段によって張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理手段と、
前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成手段とを備える、農業用ポリオレフィン系樹脂フィルムの製造装置。
【請求項1】
インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造方法であって、
インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造工程と、
少なくとも2本の温水ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御工程と、
前記フィルム温度制御工程で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与工程と、
前記張力付与工程で張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理工程と、
前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成工程とを備える、農業用ポリオレフィン系樹脂フィルムの製造方法。
【請求項2】
前記フィルム温度制御工程は、40℃〜80℃の温水を内部に通水させる温水ロールで前記熱処理をする、請求項1に記載の農業用ポリオレフィン系樹脂フィルムの製造方法。
【請求項3】
前記水性防曇処理剤は、熱可塑性樹脂エマルジョンと、親水性コロイド状無機化合物とを主成分とする水性塗料である、請求項1に記載の農業用ポリオレフィン系樹脂フィルム製造方法。
【請求項4】
インフレーション成形で製造された筒状フィルムの外面に水性防曇処理剤を塗布し、防曇塗膜を形成する農業用ポリオレフィン系樹脂フィルムの製造装置であって、
インフレーション成形で製造した筒状フィルムをピンチロールで扁平にして扁平フィルムを製造する扁平フィルム製造手段と、
少なくとも2本の温熱ロールで前記扁平フィルムの両表面を熱処理するフィルム温度制御手段と、
前記フィルム温度制御手段で熱処理された前記扁平フィルムに対して、幅方向に張力を付与する張力付与手段と、
前記張力付与手段によって張力を付与された前記扁平フィルムの両表面をコロナ放電処理するコロナ放電処理手段と、
前記コロナ放電処理された前記扁平フィルムの両表面に水性防曇処理剤を塗布し、乾燥させる防曇塗膜形成手段とを備える、農業用ポリオレフィン系樹脂フィルムの製造装置。
【図1】


【公開番号】特開2011−194748(P2011−194748A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−65153(P2010−65153)
【出願日】平成22年3月19日(2010.3.19)
【出願人】(000106726)シーアイ化成株式会社 (267)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月19日(2010.3.19)
【出願人】(000106726)シーアイ化成株式会社 (267)
【Fターム(参考)】
[ Back to top ]