
送電ケーブル支持用コンポジット
【課題】本発明は、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能な送電ケーブル支持用コンポジットを提供する。
【解決手段】成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【解決手段】成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、送電ケーブル支持用コンポジットに関する。さらに詳しくは、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能な送電ケーブル支持用コンポジットに関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなるコンポジットは、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらのコンポジットに使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維やPBO繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。また、マトリックス樹脂としは、熱硬化性樹脂と熱可塑性樹脂がある。熱硬化性樹脂としては、エポキシ樹脂、ビニルエステル樹脂等が用いられ、熱可塑性樹脂としては、ポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂などが使用されているが、耐熱性、耐薬品性、難燃性が優れることからポリフェニレンスルフィド樹脂(以下PPS樹脂と略すこともある)が、電気・電子機器部材、自動車機器部材として注目を集めている。
【0003】
一方、送電ケーブルは、導電効率を向上させるために、アルミニウム等の導体面積を増加させているが、導体面積、すなわち導体重量の増加により、送電ケーブル自体の重量が増加し、鉄塔間の送電ケーブルのたるみの一因になっている。また、送電ケーブルのたるみから、鉄塔間を広げられないため、送電のための費用を増大させる一因にもなっている。そこで、送電ケーブルの荷重性能を向上させることが重要となっており、送電ケーブル支持用部材が注目されている。
【0004】
特許文献1には、エポキシ樹脂をマトリックス樹脂に用いた炭素繊維強化コンポジットをケーブルコアに用いることが提案されている。エポキシ樹脂は、耐熱性が高いため、ケーブルコアとして用いた際の使用温度に耐えられるという利点がある。
【0005】
しかしながら、一般にエポキシ樹脂は、靭性や衝撃特性に乏しく、また一度クラック等の破壊が生じた後で、リペアすることが難しいことから、長期間使用した際の物性低下が懸念されることがあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4589629号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来技術の背景に鑑み、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能なケーブル支持用コンポジットを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の送電ケーブル支持用コンポジットを見出した。
(1)成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【発明の効果】
【0009】
本発明の送電用ケーブル支持用コンポジットは、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能であり、送電ケーブルのたるみ低減が可能であり、送電ケーブルの長期使用の際にも極めて有用である。
【図面の簡単な説明】
【0010】
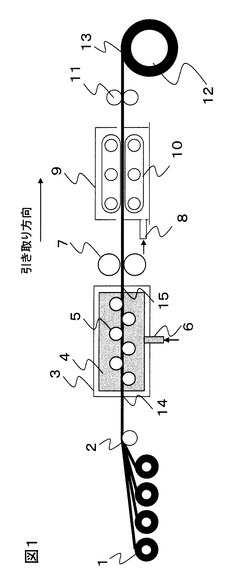
【図1】本発明に係る送電ケーブル支持用コンポジットの製造に用いられる製造装置の一例を示す図である。
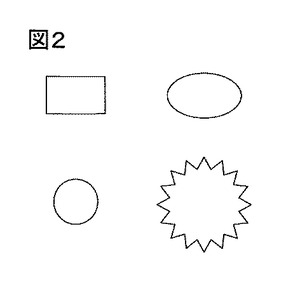
【図2】本発明に係る送電ケーブル支持用コンポジットの製造に用いられる引抜金型の出口側の形状の一例を示す図である。
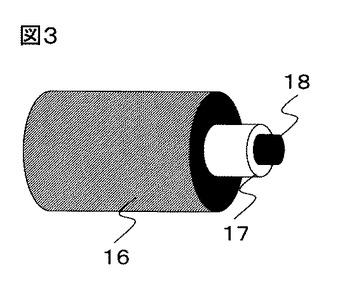
【図3】本発明に係る送電ケーブル支持用コンポジットを導体と一体化した強化ケーブルの一例を示す図である。
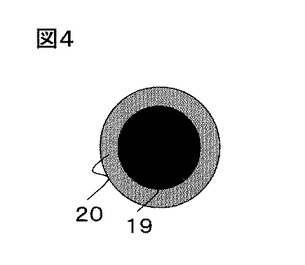
【図4】本発明に係る送電ケーブル支持用コンポジットの軸方向の断面の一例を示す図である。
【図5】本発明に係る送電ケーブル支持用コンポジットの軸方向の断面の一例を示す図である。
【発明を実施するための形態】
【0011】
本発明は、成分(A)連続強化繊維(以下、成分(A)連続強化繊維を成分(A)と称することもある)、成分(B)熱可塑性樹脂(以下、成分(B)熱可塑性樹脂を成分(B)と称することもある)を用いた送電ケーブル支持用コンポジットである。まず、これらの構成要素について説明する。
【0012】
本発明に用いられる成分(A)連続強化繊維としては、特に限定されないが、例えば、炭素繊維、ガラス繊維、アラミド繊維、アルミナ繊維、炭化珪素繊維、ボロン繊維、金属繊維などの高強度、高弾性率繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した連続強化繊維を用いることもできる。
【0013】
また、ここで連続とは、送電ケーブル支持用コンポジットにおいて、強化繊維が実質的に送電ケーブル支持用コンポジットと同様の長さを有することを意味する。連続にすることで、強化繊維の強度を発現しやすくなるため好ましい。また、この際の強化繊維は、送電ケーブル用コンポジットの軸方向に配列されていることが好ましい。
【0014】
さらに、炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが好ましい。
【0015】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0016】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とする。
【0017】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0018】
また、炭素繊維の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。炭素繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また炭素繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0019】
また、炭素繊維にサイジング剤を付与することで、炭素繊維表面の官能基等の表面特性に適合させて接着性および送電用ケーブル支持用コンポジットの総合特性を向上させることができる。また、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制しており、いわゆる糊剤、集束剤として高次加工性を向上させることもできる。
【0020】
サイジング剤付着量は、特に限定しないが、炭素繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくく、10質量%以上では、マトリックス樹脂の物性低下させることがある。
【0021】
また、サイジング剤としては、ビスフェノール型エポキシ化合物、直鎖状低分子量エポキシ化合物、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤などが挙げられる。また、これらは1種または2種以上を併用してもよい。
【0022】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラーを介してサイジング液に浸漬する方法、サイジング液の付着したローラーに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、炭素繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に炭素繊維を超音波で加振させることはより好ましい。
【0023】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、サイジング処理された炭素繊維で形成された炭素繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0024】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメリルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0025】
ここで、本発明の送電ケーブル支持用コンポジットは成分(A)が10〜90質量%より構成されている。10質量%未満では、得られる送電用ケーブル支持用コンポジットの力学特性が不十分となる場合があり、90質量%を超えると送電用ケーブル支持用コンポジットの成形の際に成分(B)の含浸が難しくボイドが残存し、物性低下する場合がある。好ましくは20〜80質量%、より好ましくは30〜70質量%である。
【0026】
本発明で用いられる成分(B)としては、熱可塑性樹脂であれば送電用ケーブル支持用コンポジットをリペア可能であるためよい。ここでいう熱可塑性樹脂とは、加熱により再溶融し、再度成形可能な樹脂のことをいう。熱可塑性樹脂としては、特に限定しないが、中でもポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルフィド樹脂などが好適に用いられる。耐熱性、長期耐久性の観点からは、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルスルフィド樹脂がより好ましい。
【0027】
成分(B)の好ましい分子量は、特に限定しないが、重量平均分子量で10,000以上、好ましくは15,000以上、より好ましくは17,000以上である。重量平均分子量が10,000未満では、高い衝撃特性や耐久特性が得られないことがある。重量平均分子量が10,000以上では、成分(B)の靭性や耐久性などの特性が高くなる。重量平均分子量の上限に特に制限は無いが、1,000,000未満を好ましい範囲として例示でき、より好ましくは500,000未満、さらに好ましくは200,000未満であり、この範囲内では高い耐久性を得ることができる。
【0028】
なお、前記重量平均分子量は、例えばサイズ排除クロマトグラフィーの一種であるゲルパーミエーションクロマトフラフィーにより、ポリスチレン換算で算出できる。
【0029】
また、本発明の送電ケーブル支持用コンポジットは、屋外で使用することが多いため、気温に物性値が左右されにくいことが好ましく、成分(B)のガラス転移温度が50〜250℃であると好ましい。より好ましくは、70〜240℃であり、さらに好ましくは、90〜230℃である。ガラス転移温度が50℃未満では、外気温により、望まれる機械特性が得られないことがあり、ガラス転移温度が250℃を越えると、樹脂がもろくなり、送電用ケーブル支持用コンポジットが破損しやすくなることがある。
【0030】
また、本発明の送電ケーブル支持用コンポジットは、送電ケーブルに隣接して使用するため、電気による劣化が少ないことが好ましく、具体的には、成分(B)の絶縁耐力が15kV/mm以上であると好ましい。より好ましくは、絶縁耐力が17kV/mm以上であり、さらに好ましくは20kV/mm以上である。絶縁耐力が15kV/mm未満では、送電時の短絡により、送電用ケーブル支持用コンポジットに通電し、通電部で破損することがある。絶縁耐力の上限に特に制限は無いが、100kV/mm未満を例示できる。
【0031】
さらに、上記成分(B)に含まれるアルカリ金属含有量は、50ppm以下であることが好ましい。より好ましくは30ppm以下、さらに好ましくは10ppm以下である。アルカリ金属含有量が50ppmを越えると電気的な特性、例えば絶縁耐力が低下することがある。アルカリ金属含有量が50ppm以下であると、良好な電気特性が得られる。
【0032】
さらに、送電時の短絡やスパーク等の火花が発生した場合に、難燃であると好ましく、成分(B)のUL−94の垂直試験において、V−0であることが好ましい。V−1、V−2であると、着火した際に炎が消えにくく、送電用ケーブル支持用コンポジットの形状を保持できないことがある。
【0033】
また、熱可塑性樹脂は、一般的に粘度が高く、含浸が難しいため、モノマーやオリゴマー等のポリマー前駆体(B’)を成分(A)に含浸させた後、重合させ成分(B)に転化することで、送電用ケーブル支持用コンポジットを製造しても良い。
【0034】
本発明で用いられるポリマー前駆体(B’)としては、下記構造式(1)で表される化合物が挙げられる。
【0035】
【化1】

【0036】
上記構造式(1)の化合物は、−(Ar−X)−の繰り返し単位を主要構成単位とし、好ましくは当該繰り返し単位を80モル%以上含有する。成分(B’)は、かかる化合物を、少なくとも50重量%以上含むものであり、好ましくは70重量%以上、より好ましくは80重量%以上、さらに好ましくは90重量%以上含むものが好ましい。Arとしては下記構造式(2)〜(10)などで表される単位などがあるが、中でも下記式(2)であるのが好ましい。また、Xとしては、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンが挙げられ、得られる複合硬化物の特性に合わせて選択できる。例えば、エステル、カーボネート、アミドは耐衝撃性に優れ、エーテル、ケトンは耐久性、耐水性に優れ、スルフィド、スルフォンは機械特性、難燃性に優れる傾向にある。
【0037】
【化2】
【0038】
(R1、R2、R3、R4は水素、炭素原子数1〜12のアルキル基、炭素原子数1〜12のアルコキシ基、炭素数6〜24のアリーレン基、ハロゲン基から選ばれた置換基であり、R1、R2、R3、R4は同一でも異なっていてもよい。R5は、炭素原子数1〜12のアルキル鎖である。Aは、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンから選ばれる1種である。)
【0039】
なお、前記構造式(1)においては、異なる−(Ar−X)−の繰り返し単位をランダムに含んでもよいし、ブロックで含んでもよく、それらが混合していてもよい。また、前記構造式(2)〜(10)などの繰り返し単位もランダムに含んでもよいし、ブロックで含んでもよく、それらが混合していてもよい。
【0040】
前記構造式(1)の化合物の代表的なものとして、環状ポリフェニレンスルフィド、環状ポリフェニレンスルフィドスルホン、環状ポリフェニレンスルフィドケトン、環状ポリフェニレンエーテルケトン、環状ポリフェニレンエーテルエーテルケトン、環状ポリフェニレンエーテルスルフォン、環状芳香族ポリカーボネート、環状ポリエチレンテレフタレート、環状ポリブチレンテレフタレート、これらが含まれる環状ランダム共重合体、環状ブロック共重合体などが挙げられる。特に好ましい前記構造式(1)の化合物としては、主要構成単位として下記構造式(11)のp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有する環式化合物が挙げられる。
【0041】
【化3】
【0042】
前記構造式(1)中の繰り返し数mに特に制限は無いが、2〜50が好ましく、2〜25がより好ましく、2〜15がさらに好ましい範囲として例示できる。後述するように成分(B’)の加熱による成分(B)への転化は成分(B’)が溶融解する温度以上で行うことが好ましいが、mが大きくなると成分(B’)の溶融解温度が高くなる傾向にあるため、成分(B’)の成分(B)への転化をより低い温度で行うことができるようになるとの観点でmを前記範囲にすることは有利となる。
【0043】
また、成分(B’)は、前記構造式(1)の化合物として、単一の繰り返し数を有する単独化合物、異なる繰り返し数を有する環式化合物の混合物のいずれを含んでもよいが、異なる繰り返し数を有する環式化合物の混合物の方が単一の繰り返し数を有する単独化合物よりも溶融解温度が低い傾向があり、異なる繰り返し数を有する環式化合物の混合物の使用は成分(B)への転化を行う際の温度をより低くできるため好ましい。
【0044】
成分(B’)には、前記構造式(1)の化合物以外に、−(Ar−X)−の繰り返し単位を主要構成単位とするオリゴマーを含んでいてもよい。好ましくは当該繰り返し単位を80モル%以上含有する線状のホモオリゴマーまたはコオリゴマーである。Arとしては前記した構造式(2)〜(10)などであらわされる単位などがある。−(Ar−X)−の繰り返し単位を主要構成単位とする限り、下記構造式(12)などで表される少量の分岐単位または架橋単位を含むことができる。
【0045】
【化4】
【0046】
これら分岐単位または架橋単位の共重合量は、−(Ar−X)−の単位1モルに対して0〜1モル%の範囲であることが好ましい。また、前記オリゴマーは上記繰り返し単位を含むランダム共重合体、ブロック共重合体及びそれらの混合物のいずれかであってもよい。
【0047】
これらの代表的なものとして、ポリフェニレンスルフィドオリゴマー、ポリフェニレンスルフィドスルホンオリゴマー、ポリフェニレンスルフィドケトンオリゴマー、ポリフェニレンエーテルケトンオリゴマー、ポリフェニレンエーテルエーテルケトンオリゴマー、ポリフェニレンエーテルスルフォンオリゴマー、芳香族ポリカーボネートオリゴマー、ポリエチレンテレフタレートオリゴマー、ポリブチレンテレフタレートオリゴマー、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいオリゴマーとしては、ポリマーの主要構成単位としてp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有するポリフェニレンスルフィドオリゴマーが挙げられる。
【0048】
前記オリゴマーの分子量としては、重量平均分子量で10,000未満であることが好ましい。より好ましくは、8,000未満であり、5,000未満がさらに好ましい。一方、下限値は重量平均分子量で300以上が好ましく、400以上が好ましく、500以上がさらに好ましい。
【0049】
成分(B’)が前記オリゴマーを含有する場合、そのオリゴマー量は、前記構造式(1)の化合物よりも少ないことが特に好ましい。即ち成分(B’)中の前記構造式(1)の化合物と前記オリゴマーの重量比(前記構造式(1)/前記オリゴマー)は1を超えることが好ましく、2.3以上がより好ましく、4以上がさらに好ましく、9以上がよりいっそう好ましい。このような成分(B’)を用いることで重量平均分子量が10,000以上の成分(B)を容易に得ることが可能である。
【0050】
成分(B’)を用いることで得られる成分(B)とは、−(Ar−X)−の繰り返し単位を主要構成単位とする、好ましくは当該繰り返し単位を80モル%以上含有するホモポリマーまたはコポリマーである。Arとしては前記の構造式(2)〜(10)などで表される単位などがあるが、なかでも構造式(2)が特に好ましい。また、Xとしては、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンが挙げられ、得られる複合硬化物の特性に合わせて選択できる。例えば、エステル、カーボネート、アミドは耐衝撃性に優れ、エーテル、ケトンは耐久性、耐水性に優れ、スルフィド、スルフォンは機械特性、難燃性に優れる傾向にある。
【0051】
この繰り返し単位を主要構成単位とする限り、上記構造式(12)などで表される少量の分岐単位または架橋単位を含むことができる。これら分岐単位または架橋単位の共重合量は、−(Ar−X)−の単位1モルに対して0〜1モル%の範囲であることが好ましい。
【0052】
また、本発明における成分(B)は上記繰り返し単位を含むランダム共重合体、ブロック共重合体及びそれらの混合物のいずれかであってもよい。
【0053】
これらの代表的なものとして、ポリフェニレンスルフィド、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、ポリフェニレンエーテルケトン、ポリフェニレンエーテルエーテルケトン、ポリフェニレンエーテルスルフォン、芳香族ポリカーボネート、ポリエチレンテレフタレート、ポリブチレンテレフタレートこれらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましくは、ポリマーの主要構成単位として、上記構造式(11)のp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有するポリフェニレンスルフィドが挙げられる。
【0054】
また、成分(B’)を成分(B)へ転化させる場合の転化率は70%以上であることが好ましく、80%以上がより好ましく、90%以上がさらに好ましい。
【0055】
また、成分(B’)は、加熱により高分子量化し、成分(B)が得られるが、ラジカル発生能を有する化合物などを重合触媒として用いて反応を促進させてもよい。かかる重合触媒としては、0価遷移金属化合物などが好ましく、成分(B’)を0価遷移金属化合物存在下に加熱することによって成分(B)を容易に得ることができるため、好ましい。
【0056】
0価遷移金属としては、好ましくは、周期表第8族から第11族かつ第4周期から第6周期の金属が好ましく用いられる。例えば金属種として、ニッケル、パラジウム、白金、鉄、ルテニウム、ロジウム、銅、銀、金が例示できる。0価遷移金属化合物としては、各種錯体が適しているが、例えば配位子として、トリフェニルホスフィン、トリ−t−ブチルホスフィン、トリシクロヘキシルホスフィン、1,2−ビス(ジフェニルホスフィノ)エタン、1,1’−ビス(ジフェニルホスフィノ)フェロセン、ジベンジリデンアセトン、ジメトキシジベンジリデンアセトン、シクロオクタジエン、カルボニルの錯体が挙げられる。具体的にはビス(ジベンジリデンアセトン)パラジウム、トリス(ジベンジリデンアセトン)ジパラジウム、テトラキス(トリフェニルホスフィン)パラジウム、ビス(トリ−t−ブチルホスフィン)パラジウム、ビス[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウム、ビス(トリシクロヘキシルホスフィン)パラジウム、[P,P’−1,3−ビス(ジ−i−プロピルホスフィノ)プロパン][P−1,3−ビス(ジ−i−プロピルホスフィノ)プロパン]パラジウム、1,3−ビス(2,6−ジ−i−プロピルフェニル)イミダゾール−2−イリデン(1,4−ナフトキノン)パラジウム二量体、1,3−ビス(2,4,6−トリメチルフェニル)イミダゾール−2−イリデン(1,4−ナフトキノン)パラジウム二量体、ビス(3,5,3’,5’−ジメトキシジベンジリデンアセトン)パラジウム、ビス(トリ−t−ブチルホスフィン)白金、テトラキス(トリフェニルホスフィン)白金、テトラキス(トリフルオロホスフィン)白金、エチレンビス(トリフェニルホスフィン)白金、白金−2,4,6,8−テトラメチル−2,4,6,8−テトラビニルシクロテトラシロキサン錯体、テトラキス(トリフェニルホスフィン)ニッケル、テトラキス(トリフェニルホスファイト)ニッケル、ビス(1,5−シクロオクタジエン)ニッケル、ドデカカルボニル三鉄、ペンタカルボニル鉄、ドデカカルボニル四ロジウム、ヘキサデカカルボニル六ロジウム、ドデカカルボニル三ルテニウムなどが例示できる。これらの重合触媒は、1種単独で用いてもよいし2種以上混合あるいは組み合わせて用いてもよい。
【0057】
これらの重合触媒は、上記のような0価遷移金属化合物を添加してもよいし、系内で0価遷移金属化合物を形成させてもよい。ここで後者のように系内で0価遷移金属化合物を形成させるには、遷移金属の塩などの遷移金属化合物と配位子となる化合物を添加することで、系内で遷移金属の錯体を形成させる方法、あるいは、遷移金属の塩などの遷移金属化合物と配位子となる化合物で形成された錯体を添加する方法などが挙げられる。0価以外の遷移金属塩は成分(A)の転化を促進しないため、配位子となる化合物の添加が必要である。以下に本発明で使用される遷移金属化合物と配位子、及び、遷移金属化合物と配位子で形成された錯体の例を挙げる。系内で0価遷移金属化合物を形成させるための遷移金属化合物としては、例えば、種々の遷移金属の酢酸塩、ハロゲン化物などが例示できる。ここで遷移金属種としては例えば、ニッケル、パラジウム、白金、鉄、ルテニウム、ロジウム、銅、銀、金の酢酸塩、ハロゲン化物などが例示でき、具体的には酢酸ニッケル、塩化ニッケル、臭化ニッケル、ヨウ化ニッケル、硫化ニッケル、酢酸パラジウム、塩化パラジウム、臭化パラジウム、ヨウ化パラジウム、硫化パラジウム、塩化白金、臭化白金、酢酸鉄、塩化鉄、臭化鉄、ヨウ化鉄、酢酸ルテニウム、塩化ルテニウム、臭化ルテニウム、酢酸ロジウム、塩化ロジウム、臭化ロジウム、酢酸銅、塩化銅、臭化銅、酢酸銀、塩化銀、臭化銀、酢酸金、塩化金、臭化金などが挙げられる。また、系内で0価遷移金属化合物を形成させるために同時に添加する配位子としては、成分(A)と遷移金属化合物とを加熱した際に0価の遷移金属を生成するものであれば特に限定はされないが、塩基性化合物が好ましく、例えばトリフェニルホスフィン、トリ−t−ブチルホスフィン、トリシクロヘキシルホスフィン、1,2−ビス(ジフェニルホスフィノ)エタン、1,1’−ビス(ジフェニルホスフィノ)フェロセン、ジベンジリデンアセトン、炭酸ナトリウム、エチレンジアミンなどが挙げられる。また、遷移金属化合物と配位子となる化合物で形成された錯体としては、上記のような種々の遷移金属塩と配位子からなる錯体が挙げられる。具体的にはビス(トリフェニルホスフィン)パラジウムジアセタート、ビス(トリフェニルホスフィン)パラジウムジクロリド、[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウムジクロリド、[1,1’−ビス(ジフェニルホスフィノ)フェロセン]パラジウムジクロリド、ジクロロ(1,5’−シクロオクタジエン)パラジウム、ビス(エチレンジアミン)パラジウムジクロリド、ビス(トリフェニルホスフィン)ニッケルジクロリド、[1,2−ビス(ジフェニルホスフィノ)エタン]ニッケルジクロリド、[1,1’−ビス(ジフェニルホスフィノ)フェロセン]ニッケルジクロリド、ジクロロ(1,5’−シクロオクタジエン)白金などが例示できる。これらの重合触媒及び配位子は、1種単独で用いてもよいし2種以上混合あるいは組み合わせて用いてもよい。
【0058】
遷移金属化合物の価数状態は、X線吸収微細構造(XAFS)解析により把握が可能である。触媒として用いられる遷移金属化合物または遷移金属化合物と成分(B’)の混合物または遷移金属化合物と成分(B)の混合物にX線を照射し、その吸収スペクトルを規格化した際の吸収係数のピーク極大値を比較することで把握できる。
【0059】
例えばパラジウム化合物の価数を評価する場合、L3端のX線吸収端近傍構造(XANES)に関する吸収スペクトルを比較することが有効であり、X線のエネルギーが3173eVの点を基準とし、3163〜3168eVの範囲内の平均吸収係数を0、3191〜3200eVの範囲内の平均吸収係数を1と規格化した際の吸収係数のピーク極大値を比較することで判断が可能である。パラジウムの例においては、2価のパラジウム化合物に対して、0価のパラジウム化合物では規格化した際の吸収係数のピーク極大値が小さい傾向があり、さらに、環式ポリアリーレンスルフィドの転化を促進する効果が大きい遷移金属化合物ほどピーク極大値が小さい傾向がある。この理由は、XANESに関する吸収スペクトルは内殻電子の空軌道への遷移に対応しており、吸収ピーク強度はd軌道の電子密度に影響されるためと推測している。
【0060】
パラジウム化合物が成分(B’)の成分(B)への転化を促進するためには、規格化した際の吸収係数のピーク極大値が6以下であることが好ましく、より好ましくは4以下、さらに好ましくは3以下であり、この範囲内では成分(B’)の転化を促進することができる。
【0061】
具体的には、ピーク極大値は、成分(B’)の転化を促進しない2価の塩化パラジウムでは6.32、成分(B’)の転化を促進する0価のトリス(ジベンジリデンアセトン)ジパラジウム及びテトラキス(トリフェニルホスフィン)パラジウム及びビス[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウムではそれぞれ3.43及び2.99及び2.07である。
【0062】
使用する重合触媒の濃度は、目的とする重合体(B’)の分子量ならびに重合触媒の種類により異なるが、通常、成分(B’)中のXに対して0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。0.001モル%以上では成分(B’)は成分(B)へ十分に転化し、20モル%以下では前述した特性を有する成分(B)を得ることができる。
【0063】
前記重合触媒の添加に際しては、そのまま添加すればよいが、成分(B’)に重合触媒を添加した後、均一に分散させることが好ましい。均一に分散させる方法として、例えば機械的に分散させる方法、溶媒を用いて分散させる方法などが挙げられる。機械的に分散させる方法として、具体的には粉砕機、撹拌機、混合機、振とう機、乳鉢を用いる方法などが例示できる。溶媒を用いて分散させる方法として、具体的には成分(B’)を適宜な溶媒に溶解または分散し、これに重合触媒を所定量加えた後、溶媒を除去する方法などが例示できる。また、重合触媒の分散に際して、重合触媒が固体である場合、より均一な分散が可能となるため重合触媒の平均粒径は1mm以下であることが好ましい。
【0064】
ここで、本発明の送電用ケーブル支持用コンポジットは成分(B)が90〜10質量%より構成されている。90質量%を越えると得られる成形品の力学特性が不十分となる場合があり、10質量%未満では送電用ケーブル支持用コンポジットの製造の際に含浸が難しくボイドが残存する場合がある。好ましくは80〜20質量%、より好ましくは70〜30質量%である。
【0065】
次に、本発明の送電用ケーブル支持用コンポジットの製造方法について説明する。製造方法について、特に限定しないが、引抜成形により、製造することが挙げられ、引抜成形は、連続して成分(A)を引出し、成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させ、さらに連続して、金型から引出し、巻き取ることで、送電用ケーブル支持用コンポジットを製造できる。
【0066】
金型に成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程では、成分(B)を供給する方法としては、押出機、プランジャー、溶融バスなどの公知の装置を用いることができるが、スクリュウ、ギアポンプなどの溶融した成分(B)を移送する機能を具備した装置が好ましい。
【0067】
例えば、押出機を用いて成分(B)を溶融させつつ、金型内に供給し、溶融させた成分(B)で満たされた該金型内で成分(A)をしごきながら通過させることで含浸させる方法が例示できる。
【0068】
また、成分(A)に成分(B)を含浸させる金型温度としては、成分(B)が溶融すれば良いが、100〜350℃が好ましい。より好ましくは150〜300℃、さらに好ましくは170〜280℃に加熱する工程を含むことが好ましい。350℃以上では、成分(B)が分解、揮発するため、引抜成形品内部にボイドが残存することがある。また、重合し高分子量化するため、含浸が困難になり、含浸が不十分になることがある。100℃以下では、成分(B)が溶融しない、または、溶融しても粘度が高く、含浸が不十分になることがある。100〜350℃にて、含浸することで、ボイドがない引抜成形品を得ることができる。
【0069】
また、前段階で、成分(A)を予め開繊しておくことがより好ましい。開繊とは収束された成分(A)を分繊させる操作であり、成分(B)の含浸性をさらに高める効果が期待できる。開繊により、成分(A)の厚みは薄くなり、開繊前の成分(A)の幅をb1(mm)、厚みをa1(μm)、開繊後の成分(A)の幅をb2(mm)、厚みをa2(μm)とした場合、開繊比=(b2/a2)/(b1/a1)は2.0以上が好ましく、2.5以上がさらに好ましい。
【0070】
成分(A)の開繊方法としては、特に制限はなく、例えば凹凸ロールを交互に通過させる方法、太鼓型ロールを使用する方法、軸方向振動に張力変動を加える方法、垂直に往復運動する2個の摩擦体による成分(A)の張力を変動させる方法、成分(A)にエアを吹き付ける方法を利用できる。
【0071】
また、成分(A)を製造ラインに供給は、経済性と生産性よく製造する目的から、連続的に供給することが重要となる。連続的とは、原料となる成分(A)を完全に切断せずに供給することを意味し、供給速度は一定であってもよいし、間欠的に供給と停止を繰り返してもよい。
【0072】
また、成分(A)を引き出し、所定の配列に配置する目的も含む。すなわち、供給される連続した成分(A)は、ヤーン状であっても、一方向に引き揃えたシート状であっても、予め形状を付与したプリフォーム状であってもよい。具体的には、成分(A)をクリールにかけ、繊維束を引き出し、ローラーを通過させて製造ラインに供給する方法や、同様に複数の繊維束を一列に並べて、シート状に地均しさせ、ロールバーを通過させて製造ラインに供給する方法や、また、所定の形状になるように配置された複数のロールバーを通過させて製造ラインに供給する方法などが例示できる。さらに、成分(A)が基材状に加工されている場合には、葛折りされた状態などから、直接に製造ラインに供給してもよい。なお、各種ローラーやロールバーに駆動装置を設けると、供給速度の調整などを行うことができ、生産上より好ましい。
【0073】
さらに、成分(A)を金型に供給する前段階で、50〜500℃に加熱する工程を含んでもよい。成分(A)を加熱することで、工程(I)において成分(B)の成分(A)への含浸性を向上させることができる。また、成分(A)に付着しているサイジング剤などを除去することもできる。加熱の方法については、特に制限はなく、熱風や赤外線ヒーターによる非接触加熱、パイプヒーターや電磁誘導による接触加熱など、公知の方法が例示できる。
【0074】
また、異なる成分(A)を、引抜成形品断面において任意の位置に配置することもでき、例えば、送電用ケーブル支持用コンポジット断面の最外層にガラス繊維を配し、中心層には炭素繊維を配すこともできる。引抜成形金型に供給する際に、糸道ガイドにて、それぞれ配する順番に強化繊維を導けばよい。また、金型内において、強化繊維の配置が変わらないようにガイドしても強化繊維を任意に配置した断面とすることができる。
【0075】
また、前記工程で、成分(B)の代わりに、成分(B’)を含浸させた場合には、続いて、成分(A)に含浸させた成分(B’)を加熱することで重合し、成分(B)へと転化させる。該加熱により、成分(B’)を開環重合せしめ成分(B)とすることが重要である。このときの金型温度は200〜450℃であり、好ましくは230〜420℃であり、より好ましくは250℃〜400℃であり、さらに好ましくは280〜380℃である。200℃未満では、開環重合が十分に進行せずに低分子量の成分(B’)を過剰に含み、機械強度に劣る引抜成形品となることがある。また、450℃を超えると成分(B’)および成分(B)が分解反応を起こすなどの好ましくない副反応が生じる場合がある。
【0076】
ここで、成分(B)に転化させる工程は、同じ引抜成形金型で、行うことが重要である。1つの引抜成形金型で2つの工程を行うことで、生産性、経済性に優れるだけでなく、加熱、溶融の回数が1度で済むため、酸化による着色や架橋反応、分解反応が抑えられるため、好ましい。
【0077】
また、開環重合が完結するまでの反応時間は短いほど、工程長を短くすることができたり、または引き取り速度を高めることができたりするなど、生産性、経済性に優れるため好ましい。反応時間としては30分以下が好ましく、10分以下がより好ましく、3分以下がさらに好ましい。反応時間の下限については、特に制限はなく、0.5分以上が例示できる。
【0078】
また、前記工程では、架橋反応や分解反応などの好ましくない副反応の発生を抑制する観点から、非酸化性雰囲気下で加熱することが好ましい。ここで、非酸化性雰囲気とは酸素濃度が5体積%以下、好ましくは2体積%以下、さらに好ましくは酸素を含有しない雰囲気、すなわち、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指し、この中でも特に経済性および取り扱いの容易さの面から、窒素雰囲気が好ましい。
【0079】
同様に、0.1〜50kPaの減圧下で加熱することが好ましい。ここでは、反応系内の雰囲気を一度、非酸化性雰囲気としてから、減圧条件に調整することがより好ましい。ここでの減圧下とは、反応系内が大気圧よりも低いことを指し、より好ましくは0.1〜20kPaであり、0.1〜10kPaがさらに好ましい。
【0080】
具体的には、窒素置換された系内、または、窒素を吹き付けながら引抜成形金型に成分(A)を引き入れ、さらに、引抜成形金型に設置したベント部分から、真空ポンプを用いて減圧にし、成形する方法が例示できる。
【0081】
さらに、続く工程として、成分(B)を含浸させた成分(A)を、特定の断面形状に賦形する工程が挙げられる。断面形状としては、特に限定されるものではないが、円形断面や、△断面、Y字断面、□断面、十字断面、中空断面、C型断面、田型断面、星型断面などいかなる異形断面も採用できる。特に、巻き付け時の強度保持のために、円形断面や□断面が好ましい。賦形する方法としては、引抜成形金型の出口部分を該形状にすればよく、さらに好ましくは、引抜成形金型の出口方向に向かって、金型内のスペースが拡がるように該形状にテーパーを設けて賦形することが好ましい。テーパーの角度としては、小さいほどよく60度以下が好ましく、より好ましくは、45度以下、さらに好ましくは、30度以下である。60度より大きいと、成分(A)が擦過されやすく、毛羽が発生することがある。
【0082】
また、得られる送電用ケーブル支持用コンポジットの厚みは、任意の厚みに設定すれば良いが、好ましくは、0.4〜50mmであり、より好ましくは、1〜25mmであり、さらに好ましくは、2〜15mmである。0.4mm以下では、単体で使用する際に強度が不足することがあり、50mmを越えると送電用ケーブル支持用コンポジット内部にボイドが残存することがある。
【0083】
さらに、続く工程では、得られた引抜成形品を冷却する工程が挙げられる。冷却する方法は、特に制限はないが、冷却装置を具備したローラーを接触させる方法や、エアを噴射して冷却する方法や、冷却水を噴霧する方法や、冷却バスを通過させる方法や、冷却板の上を通過させる方法など公知の方法が使用できる。中でも、冷却装置を具備したローラーを接触させる方法や、冷却バスを通過させる方法が好ましく、特に好ましくは、冷却装置を具備したローラーが送電用ケーブル支持用コンポジットを冷却する方法であり、該冷却方法では、冷却時に加圧できるため、送電用ケーブル支持用コンポジットの断面形状を安定して製造できるため、好ましい。
【0084】
引き抜く方法として具体的には、ニップローラーやベルトコンベアで引き出す方法や、ドラムワインダーで巻き取る方法や、固定治具で基材を把持して治具ごと引き抜く方法が例示できる。また、引き抜く際に、ギロチンカッターなどで所定の長さに加工してもよいし、連続した送電用ケーブル支持用コンポジットのままとしてもよい。
【0085】
また、連続成形時間が長いほど、生産性、経済性に優れるため好ましい。連続成形時間としては、30分以上であり、好ましくは、1時間以上であり、より好ましくは、3時間以上であり、さらに好ましくは6時間以上である。
【0086】
なお、効果を損なわない範囲内で、他の工程を組み合わせることができる。例えば、電子線照射工程、プラズマ処理工程、強磁場付与工程、表皮材積層工程、保護フィルムの貼付工程、アフターキュア工程などが挙げられる。例えば、電線被覆用装置を用いて、得られた送電用ケーブル支持用コンポジットをさらに熱可塑性樹脂にて、被覆し、絶縁層を配置することも可能である。
【0087】
電線被覆装置とは、押出機で溶融された熱可塑性樹脂を口金から吐出し、送電用ケーブル支持用コンポジットを口金部に通すことで、送電用ケーブル支持用コンポジット周囲を熱可塑性樹脂で覆う装置である。用いる熱可塑性樹脂としては、特に限定しないが、ポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルフィド樹脂などが好適に用いられる。また、成分(B)に用いた熱可塑性樹脂と同様のものを用いても良い。また、耐熱性、長期耐久性の観点からは、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルスルフィド樹脂がより好ましい。
【0088】
被覆する樹脂の厚みとしては、特に限定しないが、0.01〜10mmが例示できる。より好ましくは、0.1〜5mmであり、さらに好ましくは、0.5〜3mmである。0.01mmより薄い場合には、十分な絶縁特性を得られないことがあり、10mm以上では、送電用ケーブル支持用コンポジットとしての重量が重くなり、必要な荷重特性が得られないことがある。
【0089】
本発明の製造方法で得られる送電ケーブル支持用コンポジットは、力学特性から、成分(A)と成分(B)の重量割合は、10〜90:90〜10重量%が好ましく、より好ましくは、20〜80:80〜20重量%であり、さらに好ましくは、30〜70:70〜30重量%である。これらの重量割合は、成分(A)の供給量と、引抜成形金型出口の寸法を制御することで、実施できる。
【0090】
また、本発明の送電ケーブル支持用コンポジットのボイド率は、低いほど好ましく、30%未満であることで、機械特性が発現し易いために好ましい。より好ましいボイド率の範囲は20%未満であり、さらに好ましくは、10%未満である。ボイド率は、複合体の部分をASTM D2734(1997)試験法により測定するか、または送電ケーブル支持用コンポジットの断面に存在するボイドを観察し、送電ケーブル支持用コンポジットの全面積とボイド部の全面積とから次式を用いて算出することができる。
ボイド率(%)=ボイド部の全面積/(複合体部の全面積+ボイド部の全面積)×100
【0091】
ボイド率を制御する方法としては、成分(B)、または成分(B’)を含浸する際の温度や加圧力、成分(B’)を成分(B)に転化させる際の温度や加圧力で調整することができる。通常、前記温度や加圧力が高いほど、ボイド率を低くする効果がある。
【0092】
また、送電ケーブル支持用コンポジットの熱変形温度は、150℃以上であることが好ましい。より好ましくは、180℃以上であり、さらに好ましくは、210℃以上℃であり、さらに好ましくは、240℃以上である。送電時にケーブルが発熱した際に、熱変形温度が150℃未満では、ケーブルを支えることができないことがある。
【0093】
さらに、送電ケーブル支持用コンポジットの長期耐熱特性として、150℃にて8時間加熱後の引張強度が、加熱前の引張強度からの低下率が20%未満であることが好ましい。より好ましくは、15%未満であり、さらに好ましくは10%未満である。送電時にケーブルの発熱が長時間続くことがあり、強度低下率が20%以上では、ケーブルの設計が難しくなることがある。
【0094】
また、送電ケーブル支持用コンポジットは、ワインダー等で巻き付けた状態で、運搬することがあるため、巻き付け時の物性低下が小さいことが好ましい。具体的には、送電ケーブル支持用コンポジットの巻き付け方向に対する厚みの200倍の径のドラムに巻き付けた状態で8時間放置し、放置後の引張強度が、巻き付け前の引張強度からの低下率が20%未満であることが好ましい。より好ましくは、15%未満であり、さらに好ましくは10%未満である。巻き付けによる強度低下率が20%以上では、ケーブルの設計が難しくなることがある。
【0095】
また、送電用ケーブル支持用コンポジットの送電ケーブルの支持の仕方としては、特に限定しないが、アルミニウムや銅等の導体の中心に配置することが、好ましく例示され、図3に一例を示している。図3では、アルミニウム導体16の中に、絶縁用の熱可塑性被覆樹脂17により被覆した送電用ケーブル支持用コンポジットを示している。また、アルミニウムは、複数のストランドをよりあわせて用いると、ねじり等のケーブルに変形が加わっても破壊しにくいため、好ましい。
【0096】
また、送電ケーブル支持用コンポジットを送電ケーブル用の導体と接触させて使用する場合には、送電ケーブル支持用コンポジットの絶縁性が必要となることがある。具体的には、送電ケーブル支持用コンポジットの絶縁耐力が15kV/mm以上であると好ましい。より好ましくは、絶縁耐力が17kV/mm以上であり、さらに好ましくは20kV/mm以上である。絶縁耐力が15kV/mm未満では、送電時に送電用ケーブル支持用コンポジットに通電し、通電部で破損することがある。絶縁耐力の上限に特に制限は無いが、100kV/mm未満を例示できる。
【0097】
本発明の送電ケーブル支持用コンポジットは、熱可塑組成樹脂を用いることで、リペアが可能であり、さらに、耐久性、力学特性、難燃性に優れるために、送電ケーブル支持用コンポジットとして有用である。
【実施例】
【0098】
以下に実施例を示し、本発明を実施例でさらに具体的に説明するが、本発明はこれら実施例の記載に限定されるものではない。
【0099】
(1)ガラス転移温度(Tg)の測定方法
マトリックス樹脂単体の成形品を用いて、RheometricScientific社製の試験機ARESを用いて、周波数1Hz、温度25〜300℃、5℃/minで昇温することにより測定した。ガラス転移温度はG’のガラス転移による階段状変化部分より低温側のベースラインと、階段状変化部分の勾配が最大になる点で引いた接線との交点、すなわち補外ガラス転移開始温度をガラス転移温度(Tg)とした。
【0100】
(2)アルカリ金属含有量の定量
マトリックス樹脂単体の試料を石英るつぼに秤とり、電気炉を用いて灰化し、灰化物を濃硝酸で溶解した後、希硝酸で定溶とした。得られた定溶液をICP重量分析法(装置:Agilement製4500)及びICP発光分光分析法(装置:PerkinElmer製Optima4300DV)に処し、アルカリ金属含有量の定量を行った。
【0101】
(3)絶縁耐力
マトリックス樹脂単体の成形品、または送電ケーブル支持用コンポジットを用いて、ヤマヨ試験器社製の100kV絶縁破壊試験装置YST−243−100RHOを用いて、JIS C2110(2010)に記載の方法に従って、試験片厚み3mmにて、絶縁耐力(絶縁破壊電圧の強さ)を測定した。なお、送電ケーブル支持用コンポジットを測定する場合には、断面の対角線上の構造と同じ形状の成形品をプレス成形により成形し、測定に用いた。
【0102】
(4)難燃評価
マトリックス樹脂単体の成形品を用いて、UL94の垂直試験に従って、試験片厚み0.3mmにて、難燃評価を行った。なお、V−0のみを合格とした。
【0103】
(5)引張強度測定
送電ケーブル支持用コンポジットをJIS K7165(1991)に記載の方法に従って、引張強度の測定を行った。なお、測定はコンポジットの軸方向にそって引張試験を行った。
【0104】
(6)加熱後の引張強度測定
150℃±5℃に設定された熱風オーブンにて、8時間加熱後の送電ケーブル支持用コンポジットを上記(5)に示す引張試験を行い、加熱前の送電ケーブル支持用コンポジットの引張強度と比較し、強度低下率を算出した。
【0105】
(7)巻き付け後の引張強度測定
送電ケーブル支持用コンポジット厚みの200倍の直径のドラムに巻き付け、8時間放置後の送電ケーブル支持用コンポジットを上記(5)に示す引張試験を行い、巻き付け前の送電ケーブル支持用コンポジットの引張強度と比較し、強度低下率を算出した。
【0106】
(8)荷重たわみ温度の測定
送電ケーブル支持用コンポジットをJIS K7191(1999)のA法に記載の方法に従って、荷重たわみ温度を測定した。なお、測定は送電ケーブル支持用コンポジットの軸方向にそって行った。
【0107】
(9)リペア性の評価
軸方向に50mmにカットした送電ケーブル支持用コンポジットを350℃にて加熱した70tプレス機で300秒間、面圧2MPaにてプレスを行い、マトリックス樹脂が溶融し、送電ケーブル支持用コンポジットが変形するものをリペア性が○とし、変形できない、または割れたりした送電ケーブル支持用コンポジットは×とした。なお、○のみを合格とした。なお、面圧とは、送電ケーブル支持用コンポジットの水平方向の最大断面積に対する面圧をいう。
【0108】
参考例1(環式ポリフェニレンスルフィドの調製)
攪拌機を具備したステンレス製オートクレーブに、水硫化ナトリウムの48重量%水溶液を14.03g(0.120モル)、96%水酸化ナトリウムを用いて調製した48重量%水溶液12.50g(0.144モル)、N−メチル−2−ピロリドン(NMP)615.0g(6.20モル)、及びp−ジクロロベンゼン(p−DCB)18.08g(0.123モル)を仕込んだ。反応容器内を十分に窒素置換した後、窒素ガス下に密封した。
【0109】
400rpmで撹拌しながら、室温から200℃まで約1時間かけて昇温した。この段階で、反応容器内の圧力はゲージ圧で0.35MPaであった。次いで200℃から270℃まで約30分かけて昇温した。この段階の反応容器内の圧力はゲージ圧で1.05MPaであった。270℃で1時間保持した後、室温近傍まで急冷してから内容物を回収した。
【0110】
得られた内容物をガスクロマトグラフィー及び高速液体クロマトグラフィーにより分析した結果、モノマーのp−DCBの消費率は93%、反応混合物中のイオウ成分がすべて環式PPSに転化すると仮定した場合の環式PPS生成率は18.5%であることがわかった。
【0111】
得られた内容物500gを約1500gのイオン交換水で希釈したのちに平均目開き10〜16μmのガラスフィルターで濾過した。フィルターオン成分を約300gのイオン交換水に分散させ、70℃で30分攪拌し、再度前記同様の濾過を行う操作を計3回行い、白色固体を得た。これを80℃で一晩真空乾燥し、乾燥固体を得た。
【0112】
得られた固形物を円筒濾紙に仕込み、溶剤としてクロロホルムを用いて約5時間ソックスレー抽出を行うことで固形分に含まれる低分子量成分を分離した。
【0113】
抽出操作後に円筒濾紙内に残留した固形成分を70℃で一晩減圧乾燥しオフホワイト色の固体を約6.98g得た。分析の結果、赤外分光分析における吸収スペクトルよりこれはフェニレンスルフィド構造からなる化合物であり、また、重量平均分子量は6,300であった。
【0114】
クロロホルム抽出操作にて得られた抽出液から溶媒を除去した後、約5gのクロロホルムを加えてスラリーを調製し、これを約300gのメタノールに攪拌しながら滴下した。これにより得られた沈殿物を濾過回収し、70℃で5時間真空乾燥を行い、1.19gの白色粉末を得た。この白色粉末は赤外分光分析における吸収スペクトルよりフェニレンスルフィド単位からなる化合物であることを確認した。また、高速液体クロマトグラフィーにより成分分割した成分のマススペクトル分析(装置;日立製M−1200H)、さらにMALDI−TOF−MSによる分子量情報より、この白色粉末はp−フェニレンスルフィド単位を主要構成単位とし繰り返し単位数4〜13の環式化合物を約99重量%含み、本発明に好適に用いられる化合物であることが判明した。なお、GPC測定を行った結果、環式ポリフェニレンスルフィドは室温で1−クロロナフタレンに全溶であり、重量平均分子量は900であった。
【0115】
参考例2(ポリフェニレンスルフィドを用いた送電ケーブル支持用コンポジットの製造方法)
図1に示す装置を用いて、送電ケーブル支持用コンポジットの製造方法をした。引抜成形金型3には、樹脂供給口6から、参考例1で得られた環式ポリフェニレンスルフィドを供給し、溶融した環式ポリフェニレンスルフィドで満たした。また、引抜成形金型入口14から引抜成形金型3中心までの中間部分に設置した熱電対の設定温度を250℃にした。(以下、引抜成形金型入口14から引抜成形金型3中心までの部分をゾーン1とする。)引抜成形金型3中心から引抜成形金型出口15までの中間部分に設置した熱電対の設定温度を370℃にした。(以下、引抜成形金型入口15から引抜成形金型3中心までの部分をゾーン2とする。)
【0116】
まず、強化繊維ボビン1から、炭素繊維トレカ(登録商標)T700S−12K(東レ(株)製)(A)−1を繊維束の間隔が1〜5mmとなるように、複数本引き揃え、製造ラインに供し、ロールバー2に繊維束をかけて地均し、引抜成形金型3の引抜成形金型入口3から供給した。このときゾーン1では、含浸ロール5に触れながら250℃にて溶融した環式ポリフェニレンスルフィドに浸漬されることで、強化繊維内部に環式ポリフェニレンスルフィドをボイドなく含浸させた。得られた環式ポリフェニレンスルフィドを含浸した強化繊維を370℃に加熱したゾーン2に引き抜くことで、含浸した環式ポリフェニレンスルフィドをポリフェニレンスルフィド(B)−1に変換した。次に、図2に示すように、円形に設計した引抜成形金型出口15を通すことで、送電ケーブル支持用コンポジットを円形に賦形した。続いて、引抜成形金型出口15から引き抜かれた送電ケーブル支持用コンポジットを、温度150℃の冷却ローラー7の上で、成分(B)−1を固化させ、引抜用ベルトコンベア10で引抜、ニップローラー11で引取ながら、巻き取りワインダー12で、連続引抜成形品13を巻き取り、コンポジットを得た。なお、引抜速度は、1m/minにて行った。含浸率は95%であった。
【0117】
参考例3(マトリックス樹脂単体の成形品)
参考例1で得られた環式ポリフェニレンスルフィドを、攪拌機を取り付けた1Lのオートクレーブ中に仕込み、窒素で置換した。オートクレーブを1時間で300℃に昇温した。昇温途中で環状PPS化合物が溶融したら、攪拌機の回転を開始し、回転数10rpmで撹拌下、60分間溶融加熱した。その後、窒素圧により吐出口よりガット状で取り出し、ガットをペレタイズした。GPCにより測定した重合平均分子量は61700、分子量分布は1.9、Na含有量は10ppmであり、これ以外のアルカリ金属は検出されなかった。得られたペレットを用いて、日本製鋼所(株)製J350EIII型射出成形機を用いて、シリンダー温度:320℃、金型温度:150℃で特性評価用試験片を成形した。
【0118】
実施例1
参考例2に従って送電ケーブル支持用コンポジットを製造し、送電ケーブル支持用コンポジットからマトリックス樹脂を抽出したところ、成分(B)−1は、重量平均分子量は42,000であった。また、成分(A)−1の含有量は、50質量%であり、送電ケーブル支持用コンポジットの厚みは10mmであった。特性評価結果はまとめて表1に記載した。
【0119】
実施例2
成分(A)−1に加えて、ガラス繊維(日東紡製ガラス繊維RS460A−782)(A)−2を用いて、最外層にはガラス繊維を配した。それ以外は実施例1と同様にして送電ケーブル支持用コンポジットを作成した。また、得られた送電ケーブル支持用コンポジットの軸方向の断面図を図4に示す。このときの成分(A)−1の含有量は、40質量%であり、成分(A)−2の含有量は10質量%であった。また、特性評価結果はまとめて表1に記載した。
【0120】
実施例3
実施例1に記載の送電ケーブル支持用コンポジットに、さらに電線被覆用装置にてポリフェニレンスルフィド樹脂(東レ(株)製トレリナ(登録商標)A670X01)を厚さ2.0mmにて被覆した。また、得られた送電ケーブル支持用コンポジットの軸方向の断面図を図5に示す。また、特性評価結果はまとめて表1に記載した。
【0121】
実施例4
成分(B)−1に変えて、重量平均分子量59,700、アルカリ金属含有量1000ppmのポリフェニレンスルフィド(B)−2を調整し、用いた以外は実施例1と同様にしてコンポジットを作成した。なお、ゾーン1と2はいずれも温度を320℃に設定し、コンポジット作成した。物性評価結果はまとめて表1に記載した。
【0122】
比較例1
“jER(登録商標)”828(ビスフェノールA型エポキシ樹脂、粘度:13000mPa・s、ジャパンエポキシレジン(株)製)/“リカシッド(登録商標)”MH700(メチルヘキサヒドロ無水フタル酸/ヘキサヒドロ無水フタル酸、70/30の混合物、粘度:60mPa・s、新日本理化(株)製)/“jERキュア(登録商標)”EMI24(2−エチルー4−メチルイミダゾール、固形、ジャパンエポキシレジン(株)製)=100/90/2の配合比で、25℃にて混合し、熱硬化性樹脂組成物を得た。この樹脂組成物の入った原料槽に上記成分(A)−1をひき通して樹脂を含浸させ、次いでこれを型材に挿通し、170℃にて2分加熱硬化させ、150℃にて15分でアフターキュアを行い、厚み10mmのコンポジットを得た。なお、熱硬化樹脂組成物単体を用いて150℃にて15分硬化させた成形品にて、マトリックス樹脂の物性評価を行った。
【0123】
物性評価結果はまとめて表1に記載した。
【0124】
【表1】
【0125】
以上のように、実施例1〜4においては、本発明における送電ケーブル支持用コンポジットは、熱可塑性樹脂を用いたことで、リペア可能であり、耐久性や電気特性にも優れたコンポジットである。
【0126】
一方比較例においては、熱硬化性樹脂を用いたことで、リペアが難しく、耐久性や難燃性に優れるコンポジットではなかった。
【産業上の利用可能性】
【0127】
本発明の送電ケーブル支持用コンポジットを用いることで、送電ケーブルのたわみ低減することが可能であり、送電ケーブルの短縮による送電効率の向上、送電用鉄塔間の距離拡張、送電用鉄塔の高さ低下することが可能となり、送電用の設備費用の削減に対して有用である。さらに、マトリックス樹脂に熱可塑性樹脂を用いたことで、リペアが可能で、長期耐久性にも優れ、極めて有用といえる。
【符号の説明】
【0128】
1 強化繊維ボビン
2 ロールバー
3 引抜成形金型
4 溶融樹脂
5 含浸ローラー
6 樹脂供給口
7 冷却ローラー
8 供給口
9 チャンバー
10 引抜用ベルトコンベア
11 ニップローラー
12 巻き取りワインダー
13 連続引抜成形品
14 引抜成形金型入口
15 引抜成形金型出口
16 アルミニウム導体
17 被覆樹脂
18 繊維強化コンポジット
19 炭素繊維強化コンポジット
20 ガラス繊維強化コンポジット
21 被覆樹脂
【技術分野】
【0001】
本発明は、送電ケーブル支持用コンポジットに関する。さらに詳しくは、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能な送電ケーブル支持用コンポジットに関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなるコンポジットは、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらのコンポジットに使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。これらの強化繊維には、アルミニウム繊維やステンレス繊維などの金属繊維、アラミド繊維やPBO繊維などの有機繊維、およびシリコンカーバイド繊維などの無機繊維や炭素繊維などが使用されているが、比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。また、マトリックス樹脂としは、熱硬化性樹脂と熱可塑性樹脂がある。熱硬化性樹脂としては、エポキシ樹脂、ビニルエステル樹脂等が用いられ、熱可塑性樹脂としては、ポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂などが使用されているが、耐熱性、耐薬品性、難燃性が優れることからポリフェニレンスルフィド樹脂(以下PPS樹脂と略すこともある)が、電気・電子機器部材、自動車機器部材として注目を集めている。
【0003】
一方、送電ケーブルは、導電効率を向上させるために、アルミニウム等の導体面積を増加させているが、導体面積、すなわち導体重量の増加により、送電ケーブル自体の重量が増加し、鉄塔間の送電ケーブルのたるみの一因になっている。また、送電ケーブルのたるみから、鉄塔間を広げられないため、送電のための費用を増大させる一因にもなっている。そこで、送電ケーブルの荷重性能を向上させることが重要となっており、送電ケーブル支持用部材が注目されている。
【0004】
特許文献1には、エポキシ樹脂をマトリックス樹脂に用いた炭素繊維強化コンポジットをケーブルコアに用いることが提案されている。エポキシ樹脂は、耐熱性が高いため、ケーブルコアとして用いた際の使用温度に耐えられるという利点がある。
【0005】
しかしながら、一般にエポキシ樹脂は、靭性や衝撃特性に乏しく、また一度クラック等の破壊が生じた後で、リペアすることが難しいことから、長期間使用した際の物性低下が懸念されることがあった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4589629号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来技術の背景に鑑み、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能なケーブル支持用コンポジットを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の送電ケーブル支持用コンポジットを見出した。
(1)成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【発明の効果】
【0009】
本発明の送電用ケーブル支持用コンポジットは、マトリックス樹脂に熱可塑性樹脂を用いることで、リペア可能であり、送電ケーブルのたるみ低減が可能であり、送電ケーブルの長期使用の際にも極めて有用である。
【図面の簡単な説明】
【0010】
【図1】本発明に係る送電ケーブル支持用コンポジットの製造に用いられる製造装置の一例を示す図である。
【図2】本発明に係る送電ケーブル支持用コンポジットの製造に用いられる引抜金型の出口側の形状の一例を示す図である。
【図3】本発明に係る送電ケーブル支持用コンポジットを導体と一体化した強化ケーブルの一例を示す図である。
【図4】本発明に係る送電ケーブル支持用コンポジットの軸方向の断面の一例を示す図である。
【図5】本発明に係る送電ケーブル支持用コンポジットの軸方向の断面の一例を示す図である。
【発明を実施するための形態】
【0011】
本発明は、成分(A)連続強化繊維(以下、成分(A)連続強化繊維を成分(A)と称することもある)、成分(B)熱可塑性樹脂(以下、成分(B)熱可塑性樹脂を成分(B)と称することもある)を用いた送電ケーブル支持用コンポジットである。まず、これらの構成要素について説明する。
【0012】
本発明に用いられる成分(A)連続強化繊維としては、特に限定されないが、例えば、炭素繊維、ガラス繊維、アラミド繊維、アルミナ繊維、炭化珪素繊維、ボロン繊維、金属繊維などの高強度、高弾性率繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。また、導電性を付与する目的では、ニッケルや銅やイッテルビウムなどの金属を被覆した連続強化繊維を用いることもできる。
【0013】
また、ここで連続とは、送電ケーブル支持用コンポジットにおいて、強化繊維が実質的に送電ケーブル支持用コンポジットと同様の長さを有することを意味する。連続にすることで、強化繊維の強度を発現しやすくなるため好ましい。また、この際の強化繊維は、送電ケーブル用コンポジットの軸方向に配列されていることが好ましい。
【0014】
さらに、炭素繊維としては、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面酸素濃度比[O/C]が0.05〜0.5であるものが好ましく、より好ましくは0.08〜0.4であり、さらに好ましくは0.1〜0.3である。表面酸素濃度比が0.05以上であることにより、炭素繊維表面の官能基量を確保でき、熱可塑性樹脂とより強固な接着を得ることができる。また、表面酸素濃度比の上限には特に制限はないが、炭素繊維の取扱い性、生産性のバランスから一般的に0.5以下とすることが好ましい。
【0015】
炭素繊維の表面酸素濃度比は、X線光電子分光法により、次の手順にしたがって求めるものである。まず、溶剤で炭素繊維表面に付着しているサイジング剤などを除去した炭素繊維束を20mmにカットして、銅製の試料支持台に拡げて並べた後、X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保つ。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202eVに合わせる。C1sピーク面積をK.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求める。O1sピーク面積をK.E.として947〜959eVの範囲で直線のベースラインを引くことにより求める。
【0016】
ここで、表面酸素濃度比とは、上記O1sピーク面積とC1sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出する。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とする。
【0017】
表面酸素濃度比[O/C]を0.05〜0.5に制御する手段としては、特に限定されるものではないが、例えば、電解酸化処理、薬液酸化処理および気相酸化処理などの手法をとることができ、中でも電解酸化処理が好ましい。
【0018】
また、炭素繊維の平均繊維径は特に限定されないが、得られる成形品の力学特性と表面外観の観点から、1〜20μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。炭素繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また炭素繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0019】
また、炭素繊維にサイジング剤を付与することで、炭素繊維表面の官能基等の表面特性に適合させて接着性および送電用ケーブル支持用コンポジットの総合特性を向上させることができる。また、集束性、耐屈曲性や耐擦過性を改良し、高次加工工程において、毛羽、糸切れの発生を抑制しており、いわゆる糊剤、集束剤として高次加工性を向上させることもできる。
【0020】
サイジング剤付着量は、特に限定しないが、炭素繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくく、10質量%以上では、マトリックス樹脂の物性低下させることがある。
【0021】
また、サイジング剤としては、ビスフェノール型エポキシ化合物、直鎖状低分子量エポキシ化合物、ポリエチレングリコール、ポリウレタン、ポリエステル、乳化剤あるいは界面活性剤などが挙げられる。また、これらは1種または2種以上を併用してもよい。
【0022】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラーを介してサイジング液に浸漬する方法、サイジング液の付着したローラーに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、炭素繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に炭素繊維を超音波で加振させることはより好ましい。
【0023】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、サイジング処理された炭素繊維で形成された炭素繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0024】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメリルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。具体的には、乳化剤、界面活性剤としては、スチレン−無水マレイン酸共重合体、オレフィン−無水マレイン酸共重合体、ナフタレンスルホン酸塩のホルマリン縮合物、ポリアクリル酸ソーダ等のアニオン系乳化剤、ポリエチレンイミン、ポリビニルイミダゾリン等のカチオン系乳化剤、ノニルフェノールエチレンオキサイド付加物、ポリビニルアルコール、ポリオキシエチレンエーテルエステル共重合体、ソルビタンエステルエチルオキサイド付加物等のノニオン系乳化剤等を用いることができるが、相互作用の小さいノニオン系乳化剤が多官能化合物の接着性効果を阻害しにくく好ましい。
【0025】
ここで、本発明の送電ケーブル支持用コンポジットは成分(A)が10〜90質量%より構成されている。10質量%未満では、得られる送電用ケーブル支持用コンポジットの力学特性が不十分となる場合があり、90質量%を超えると送電用ケーブル支持用コンポジットの成形の際に成分(B)の含浸が難しくボイドが残存し、物性低下する場合がある。好ましくは20〜80質量%、より好ましくは30〜70質量%である。
【0026】
本発明で用いられる成分(B)としては、熱可塑性樹脂であれば送電用ケーブル支持用コンポジットをリペア可能であるためよい。ここでいう熱可塑性樹脂とは、加熱により再溶融し、再度成形可能な樹脂のことをいう。熱可塑性樹脂としては、特に限定しないが、中でもポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルフィド樹脂などが好適に用いられる。耐熱性、長期耐久性の観点からは、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルスルフィド樹脂がより好ましい。
【0027】
成分(B)の好ましい分子量は、特に限定しないが、重量平均分子量で10,000以上、好ましくは15,000以上、より好ましくは17,000以上である。重量平均分子量が10,000未満では、高い衝撃特性や耐久特性が得られないことがある。重量平均分子量が10,000以上では、成分(B)の靭性や耐久性などの特性が高くなる。重量平均分子量の上限に特に制限は無いが、1,000,000未満を好ましい範囲として例示でき、より好ましくは500,000未満、さらに好ましくは200,000未満であり、この範囲内では高い耐久性を得ることができる。
【0028】
なお、前記重量平均分子量は、例えばサイズ排除クロマトグラフィーの一種であるゲルパーミエーションクロマトフラフィーにより、ポリスチレン換算で算出できる。
【0029】
また、本発明の送電ケーブル支持用コンポジットは、屋外で使用することが多いため、気温に物性値が左右されにくいことが好ましく、成分(B)のガラス転移温度が50〜250℃であると好ましい。より好ましくは、70〜240℃であり、さらに好ましくは、90〜230℃である。ガラス転移温度が50℃未満では、外気温により、望まれる機械特性が得られないことがあり、ガラス転移温度が250℃を越えると、樹脂がもろくなり、送電用ケーブル支持用コンポジットが破損しやすくなることがある。
【0030】
また、本発明の送電ケーブル支持用コンポジットは、送電ケーブルに隣接して使用するため、電気による劣化が少ないことが好ましく、具体的には、成分(B)の絶縁耐力が15kV/mm以上であると好ましい。より好ましくは、絶縁耐力が17kV/mm以上であり、さらに好ましくは20kV/mm以上である。絶縁耐力が15kV/mm未満では、送電時の短絡により、送電用ケーブル支持用コンポジットに通電し、通電部で破損することがある。絶縁耐力の上限に特に制限は無いが、100kV/mm未満を例示できる。
【0031】
さらに、上記成分(B)に含まれるアルカリ金属含有量は、50ppm以下であることが好ましい。より好ましくは30ppm以下、さらに好ましくは10ppm以下である。アルカリ金属含有量が50ppmを越えると電気的な特性、例えば絶縁耐力が低下することがある。アルカリ金属含有量が50ppm以下であると、良好な電気特性が得られる。
【0032】
さらに、送電時の短絡やスパーク等の火花が発生した場合に、難燃であると好ましく、成分(B)のUL−94の垂直試験において、V−0であることが好ましい。V−1、V−2であると、着火した際に炎が消えにくく、送電用ケーブル支持用コンポジットの形状を保持できないことがある。
【0033】
また、熱可塑性樹脂は、一般的に粘度が高く、含浸が難しいため、モノマーやオリゴマー等のポリマー前駆体(B’)を成分(A)に含浸させた後、重合させ成分(B)に転化することで、送電用ケーブル支持用コンポジットを製造しても良い。
【0034】
本発明で用いられるポリマー前駆体(B’)としては、下記構造式(1)で表される化合物が挙げられる。
【0035】
【化1】
【0036】
上記構造式(1)の化合物は、−(Ar−X)−の繰り返し単位を主要構成単位とし、好ましくは当該繰り返し単位を80モル%以上含有する。成分(B’)は、かかる化合物を、少なくとも50重量%以上含むものであり、好ましくは70重量%以上、より好ましくは80重量%以上、さらに好ましくは90重量%以上含むものが好ましい。Arとしては下記構造式(2)〜(10)などで表される単位などがあるが、中でも下記式(2)であるのが好ましい。また、Xとしては、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンが挙げられ、得られる複合硬化物の特性に合わせて選択できる。例えば、エステル、カーボネート、アミドは耐衝撃性に優れ、エーテル、ケトンは耐久性、耐水性に優れ、スルフィド、スルフォンは機械特性、難燃性に優れる傾向にある。
【0037】
【化2】
【0038】
(R1、R2、R3、R4は水素、炭素原子数1〜12のアルキル基、炭素原子数1〜12のアルコキシ基、炭素数6〜24のアリーレン基、ハロゲン基から選ばれた置換基であり、R1、R2、R3、R4は同一でも異なっていてもよい。R5は、炭素原子数1〜12のアルキル鎖である。Aは、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンから選ばれる1種である。)
【0039】
なお、前記構造式(1)においては、異なる−(Ar−X)−の繰り返し単位をランダムに含んでもよいし、ブロックで含んでもよく、それらが混合していてもよい。また、前記構造式(2)〜(10)などの繰り返し単位もランダムに含んでもよいし、ブロックで含んでもよく、それらが混合していてもよい。
【0040】
前記構造式(1)の化合物の代表的なものとして、環状ポリフェニレンスルフィド、環状ポリフェニレンスルフィドスルホン、環状ポリフェニレンスルフィドケトン、環状ポリフェニレンエーテルケトン、環状ポリフェニレンエーテルエーテルケトン、環状ポリフェニレンエーテルスルフォン、環状芳香族ポリカーボネート、環状ポリエチレンテレフタレート、環状ポリブチレンテレフタレート、これらが含まれる環状ランダム共重合体、環状ブロック共重合体などが挙げられる。特に好ましい前記構造式(1)の化合物としては、主要構成単位として下記構造式(11)のp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有する環式化合物が挙げられる。
【0041】
【化3】
【0042】
前記構造式(1)中の繰り返し数mに特に制限は無いが、2〜50が好ましく、2〜25がより好ましく、2〜15がさらに好ましい範囲として例示できる。後述するように成分(B’)の加熱による成分(B)への転化は成分(B’)が溶融解する温度以上で行うことが好ましいが、mが大きくなると成分(B’)の溶融解温度が高くなる傾向にあるため、成分(B’)の成分(B)への転化をより低い温度で行うことができるようになるとの観点でmを前記範囲にすることは有利となる。
【0043】
また、成分(B’)は、前記構造式(1)の化合物として、単一の繰り返し数を有する単独化合物、異なる繰り返し数を有する環式化合物の混合物のいずれを含んでもよいが、異なる繰り返し数を有する環式化合物の混合物の方が単一の繰り返し数を有する単独化合物よりも溶融解温度が低い傾向があり、異なる繰り返し数を有する環式化合物の混合物の使用は成分(B)への転化を行う際の温度をより低くできるため好ましい。
【0044】
成分(B’)には、前記構造式(1)の化合物以外に、−(Ar−X)−の繰り返し単位を主要構成単位とするオリゴマーを含んでいてもよい。好ましくは当該繰り返し単位を80モル%以上含有する線状のホモオリゴマーまたはコオリゴマーである。Arとしては前記した構造式(2)〜(10)などであらわされる単位などがある。−(Ar−X)−の繰り返し単位を主要構成単位とする限り、下記構造式(12)などで表される少量の分岐単位または架橋単位を含むことができる。
【0045】
【化4】
【0046】
これら分岐単位または架橋単位の共重合量は、−(Ar−X)−の単位1モルに対して0〜1モル%の範囲であることが好ましい。また、前記オリゴマーは上記繰り返し単位を含むランダム共重合体、ブロック共重合体及びそれらの混合物のいずれかであってもよい。
【0047】
これらの代表的なものとして、ポリフェニレンスルフィドオリゴマー、ポリフェニレンスルフィドスルホンオリゴマー、ポリフェニレンスルフィドケトンオリゴマー、ポリフェニレンエーテルケトンオリゴマー、ポリフェニレンエーテルエーテルケトンオリゴマー、ポリフェニレンエーテルスルフォンオリゴマー、芳香族ポリカーボネートオリゴマー、ポリエチレンテレフタレートオリゴマー、ポリブチレンテレフタレートオリゴマー、これらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましいオリゴマーとしては、ポリマーの主要構成単位としてp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有するポリフェニレンスルフィドオリゴマーが挙げられる。
【0048】
前記オリゴマーの分子量としては、重量平均分子量で10,000未満であることが好ましい。より好ましくは、8,000未満であり、5,000未満がさらに好ましい。一方、下限値は重量平均分子量で300以上が好ましく、400以上が好ましく、500以上がさらに好ましい。
【0049】
成分(B’)が前記オリゴマーを含有する場合、そのオリゴマー量は、前記構造式(1)の化合物よりも少ないことが特に好ましい。即ち成分(B’)中の前記構造式(1)の化合物と前記オリゴマーの重量比(前記構造式(1)/前記オリゴマー)は1を超えることが好ましく、2.3以上がより好ましく、4以上がさらに好ましく、9以上がよりいっそう好ましい。このような成分(B’)を用いることで重量平均分子量が10,000以上の成分(B)を容易に得ることが可能である。
【0050】
成分(B’)を用いることで得られる成分(B)とは、−(Ar−X)−の繰り返し単位を主要構成単位とする、好ましくは当該繰り返し単位を80モル%以上含有するホモポリマーまたはコポリマーである。Arとしては前記の構造式(2)〜(10)などで表される単位などがあるが、なかでも構造式(2)が特に好ましい。また、Xとしては、エステル、カーボネート、アミド、エーテル、ケトン、スルフィド、スルフォンが挙げられ、得られる複合硬化物の特性に合わせて選択できる。例えば、エステル、カーボネート、アミドは耐衝撃性に優れ、エーテル、ケトンは耐久性、耐水性に優れ、スルフィド、スルフォンは機械特性、難燃性に優れる傾向にある。
【0051】
この繰り返し単位を主要構成単位とする限り、上記構造式(12)などで表される少量の分岐単位または架橋単位を含むことができる。これら分岐単位または架橋単位の共重合量は、−(Ar−X)−の単位1モルに対して0〜1モル%の範囲であることが好ましい。
【0052】
また、本発明における成分(B)は上記繰り返し単位を含むランダム共重合体、ブロック共重合体及びそれらの混合物のいずれかであってもよい。
【0053】
これらの代表的なものとして、ポリフェニレンスルフィド、ポリフェニレンスルフィドスルホン、ポリフェニレンスルフィドケトン、ポリフェニレンエーテルケトン、ポリフェニレンエーテルエーテルケトン、ポリフェニレンエーテルスルフォン、芳香族ポリカーボネート、ポリエチレンテレフタレート、ポリブチレンテレフタレートこれらのランダム共重合体、ブロック共重合体及びそれらの混合物などが挙げられる。特に好ましくは、ポリマーの主要構成単位として、上記構造式(11)のp−フェニレンスルフィド単位を80モル%以上、特に90モル%以上含有するポリフェニレンスルフィドが挙げられる。
【0054】
また、成分(B’)を成分(B)へ転化させる場合の転化率は70%以上であることが好ましく、80%以上がより好ましく、90%以上がさらに好ましい。
【0055】
また、成分(B’)は、加熱により高分子量化し、成分(B)が得られるが、ラジカル発生能を有する化合物などを重合触媒として用いて反応を促進させてもよい。かかる重合触媒としては、0価遷移金属化合物などが好ましく、成分(B’)を0価遷移金属化合物存在下に加熱することによって成分(B)を容易に得ることができるため、好ましい。
【0056】
0価遷移金属としては、好ましくは、周期表第8族から第11族かつ第4周期から第6周期の金属が好ましく用いられる。例えば金属種として、ニッケル、パラジウム、白金、鉄、ルテニウム、ロジウム、銅、銀、金が例示できる。0価遷移金属化合物としては、各種錯体が適しているが、例えば配位子として、トリフェニルホスフィン、トリ−t−ブチルホスフィン、トリシクロヘキシルホスフィン、1,2−ビス(ジフェニルホスフィノ)エタン、1,1’−ビス(ジフェニルホスフィノ)フェロセン、ジベンジリデンアセトン、ジメトキシジベンジリデンアセトン、シクロオクタジエン、カルボニルの錯体が挙げられる。具体的にはビス(ジベンジリデンアセトン)パラジウム、トリス(ジベンジリデンアセトン)ジパラジウム、テトラキス(トリフェニルホスフィン)パラジウム、ビス(トリ−t−ブチルホスフィン)パラジウム、ビス[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウム、ビス(トリシクロヘキシルホスフィン)パラジウム、[P,P’−1,3−ビス(ジ−i−プロピルホスフィノ)プロパン][P−1,3−ビス(ジ−i−プロピルホスフィノ)プロパン]パラジウム、1,3−ビス(2,6−ジ−i−プロピルフェニル)イミダゾール−2−イリデン(1,4−ナフトキノン)パラジウム二量体、1,3−ビス(2,4,6−トリメチルフェニル)イミダゾール−2−イリデン(1,4−ナフトキノン)パラジウム二量体、ビス(3,5,3’,5’−ジメトキシジベンジリデンアセトン)パラジウム、ビス(トリ−t−ブチルホスフィン)白金、テトラキス(トリフェニルホスフィン)白金、テトラキス(トリフルオロホスフィン)白金、エチレンビス(トリフェニルホスフィン)白金、白金−2,4,6,8−テトラメチル−2,4,6,8−テトラビニルシクロテトラシロキサン錯体、テトラキス(トリフェニルホスフィン)ニッケル、テトラキス(トリフェニルホスファイト)ニッケル、ビス(1,5−シクロオクタジエン)ニッケル、ドデカカルボニル三鉄、ペンタカルボニル鉄、ドデカカルボニル四ロジウム、ヘキサデカカルボニル六ロジウム、ドデカカルボニル三ルテニウムなどが例示できる。これらの重合触媒は、1種単独で用いてもよいし2種以上混合あるいは組み合わせて用いてもよい。
【0057】
これらの重合触媒は、上記のような0価遷移金属化合物を添加してもよいし、系内で0価遷移金属化合物を形成させてもよい。ここで後者のように系内で0価遷移金属化合物を形成させるには、遷移金属の塩などの遷移金属化合物と配位子となる化合物を添加することで、系内で遷移金属の錯体を形成させる方法、あるいは、遷移金属の塩などの遷移金属化合物と配位子となる化合物で形成された錯体を添加する方法などが挙げられる。0価以外の遷移金属塩は成分(A)の転化を促進しないため、配位子となる化合物の添加が必要である。以下に本発明で使用される遷移金属化合物と配位子、及び、遷移金属化合物と配位子で形成された錯体の例を挙げる。系内で0価遷移金属化合物を形成させるための遷移金属化合物としては、例えば、種々の遷移金属の酢酸塩、ハロゲン化物などが例示できる。ここで遷移金属種としては例えば、ニッケル、パラジウム、白金、鉄、ルテニウム、ロジウム、銅、銀、金の酢酸塩、ハロゲン化物などが例示でき、具体的には酢酸ニッケル、塩化ニッケル、臭化ニッケル、ヨウ化ニッケル、硫化ニッケル、酢酸パラジウム、塩化パラジウム、臭化パラジウム、ヨウ化パラジウム、硫化パラジウム、塩化白金、臭化白金、酢酸鉄、塩化鉄、臭化鉄、ヨウ化鉄、酢酸ルテニウム、塩化ルテニウム、臭化ルテニウム、酢酸ロジウム、塩化ロジウム、臭化ロジウム、酢酸銅、塩化銅、臭化銅、酢酸銀、塩化銀、臭化銀、酢酸金、塩化金、臭化金などが挙げられる。また、系内で0価遷移金属化合物を形成させるために同時に添加する配位子としては、成分(A)と遷移金属化合物とを加熱した際に0価の遷移金属を生成するものであれば特に限定はされないが、塩基性化合物が好ましく、例えばトリフェニルホスフィン、トリ−t−ブチルホスフィン、トリシクロヘキシルホスフィン、1,2−ビス(ジフェニルホスフィノ)エタン、1,1’−ビス(ジフェニルホスフィノ)フェロセン、ジベンジリデンアセトン、炭酸ナトリウム、エチレンジアミンなどが挙げられる。また、遷移金属化合物と配位子となる化合物で形成された錯体としては、上記のような種々の遷移金属塩と配位子からなる錯体が挙げられる。具体的にはビス(トリフェニルホスフィン)パラジウムジアセタート、ビス(トリフェニルホスフィン)パラジウムジクロリド、[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウムジクロリド、[1,1’−ビス(ジフェニルホスフィノ)フェロセン]パラジウムジクロリド、ジクロロ(1,5’−シクロオクタジエン)パラジウム、ビス(エチレンジアミン)パラジウムジクロリド、ビス(トリフェニルホスフィン)ニッケルジクロリド、[1,2−ビス(ジフェニルホスフィノ)エタン]ニッケルジクロリド、[1,1’−ビス(ジフェニルホスフィノ)フェロセン]ニッケルジクロリド、ジクロロ(1,5’−シクロオクタジエン)白金などが例示できる。これらの重合触媒及び配位子は、1種単独で用いてもよいし2種以上混合あるいは組み合わせて用いてもよい。
【0058】
遷移金属化合物の価数状態は、X線吸収微細構造(XAFS)解析により把握が可能である。触媒として用いられる遷移金属化合物または遷移金属化合物と成分(B’)の混合物または遷移金属化合物と成分(B)の混合物にX線を照射し、その吸収スペクトルを規格化した際の吸収係数のピーク極大値を比較することで把握できる。
【0059】
例えばパラジウム化合物の価数を評価する場合、L3端のX線吸収端近傍構造(XANES)に関する吸収スペクトルを比較することが有効であり、X線のエネルギーが3173eVの点を基準とし、3163〜3168eVの範囲内の平均吸収係数を0、3191〜3200eVの範囲内の平均吸収係数を1と規格化した際の吸収係数のピーク極大値を比較することで判断が可能である。パラジウムの例においては、2価のパラジウム化合物に対して、0価のパラジウム化合物では規格化した際の吸収係数のピーク極大値が小さい傾向があり、さらに、環式ポリアリーレンスルフィドの転化を促進する効果が大きい遷移金属化合物ほどピーク極大値が小さい傾向がある。この理由は、XANESに関する吸収スペクトルは内殻電子の空軌道への遷移に対応しており、吸収ピーク強度はd軌道の電子密度に影響されるためと推測している。
【0060】
パラジウム化合物が成分(B’)の成分(B)への転化を促進するためには、規格化した際の吸収係数のピーク極大値が6以下であることが好ましく、より好ましくは4以下、さらに好ましくは3以下であり、この範囲内では成分(B’)の転化を促進することができる。
【0061】
具体的には、ピーク極大値は、成分(B’)の転化を促進しない2価の塩化パラジウムでは6.32、成分(B’)の転化を促進する0価のトリス(ジベンジリデンアセトン)ジパラジウム及びテトラキス(トリフェニルホスフィン)パラジウム及びビス[1,2−ビス(ジフェニルホスフィノ)エタン]パラジウムではそれぞれ3.43及び2.99及び2.07である。
【0062】
使用する重合触媒の濃度は、目的とする重合体(B’)の分子量ならびに重合触媒の種類により異なるが、通常、成分(B’)中のXに対して0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。0.001モル%以上では成分(B’)は成分(B)へ十分に転化し、20モル%以下では前述した特性を有する成分(B)を得ることができる。
【0063】
前記重合触媒の添加に際しては、そのまま添加すればよいが、成分(B’)に重合触媒を添加した後、均一に分散させることが好ましい。均一に分散させる方法として、例えば機械的に分散させる方法、溶媒を用いて分散させる方法などが挙げられる。機械的に分散させる方法として、具体的には粉砕機、撹拌機、混合機、振とう機、乳鉢を用いる方法などが例示できる。溶媒を用いて分散させる方法として、具体的には成分(B’)を適宜な溶媒に溶解または分散し、これに重合触媒を所定量加えた後、溶媒を除去する方法などが例示できる。また、重合触媒の分散に際して、重合触媒が固体である場合、より均一な分散が可能となるため重合触媒の平均粒径は1mm以下であることが好ましい。
【0064】
ここで、本発明の送電用ケーブル支持用コンポジットは成分(B)が90〜10質量%より構成されている。90質量%を越えると得られる成形品の力学特性が不十分となる場合があり、10質量%未満では送電用ケーブル支持用コンポジットの製造の際に含浸が難しくボイドが残存する場合がある。好ましくは80〜20質量%、より好ましくは70〜30質量%である。
【0065】
次に、本発明の送電用ケーブル支持用コンポジットの製造方法について説明する。製造方法について、特に限定しないが、引抜成形により、製造することが挙げられ、引抜成形は、連続して成分(A)を引出し、成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させ、さらに連続して、金型から引出し、巻き取ることで、送電用ケーブル支持用コンポジットを製造できる。
【0066】
金型に成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程では、成分(B)を供給する方法としては、押出機、プランジャー、溶融バスなどの公知の装置を用いることができるが、スクリュウ、ギアポンプなどの溶融した成分(B)を移送する機能を具備した装置が好ましい。
【0067】
例えば、押出機を用いて成分(B)を溶融させつつ、金型内に供給し、溶融させた成分(B)で満たされた該金型内で成分(A)をしごきながら通過させることで含浸させる方法が例示できる。
【0068】
また、成分(A)に成分(B)を含浸させる金型温度としては、成分(B)が溶融すれば良いが、100〜350℃が好ましい。より好ましくは150〜300℃、さらに好ましくは170〜280℃に加熱する工程を含むことが好ましい。350℃以上では、成分(B)が分解、揮発するため、引抜成形品内部にボイドが残存することがある。また、重合し高分子量化するため、含浸が困難になり、含浸が不十分になることがある。100℃以下では、成分(B)が溶融しない、または、溶融しても粘度が高く、含浸が不十分になることがある。100〜350℃にて、含浸することで、ボイドがない引抜成形品を得ることができる。
【0069】
また、前段階で、成分(A)を予め開繊しておくことがより好ましい。開繊とは収束された成分(A)を分繊させる操作であり、成分(B)の含浸性をさらに高める効果が期待できる。開繊により、成分(A)の厚みは薄くなり、開繊前の成分(A)の幅をb1(mm)、厚みをa1(μm)、開繊後の成分(A)の幅をb2(mm)、厚みをa2(μm)とした場合、開繊比=(b2/a2)/(b1/a1)は2.0以上が好ましく、2.5以上がさらに好ましい。
【0070】
成分(A)の開繊方法としては、特に制限はなく、例えば凹凸ロールを交互に通過させる方法、太鼓型ロールを使用する方法、軸方向振動に張力変動を加える方法、垂直に往復運動する2個の摩擦体による成分(A)の張力を変動させる方法、成分(A)にエアを吹き付ける方法を利用できる。
【0071】
また、成分(A)を製造ラインに供給は、経済性と生産性よく製造する目的から、連続的に供給することが重要となる。連続的とは、原料となる成分(A)を完全に切断せずに供給することを意味し、供給速度は一定であってもよいし、間欠的に供給と停止を繰り返してもよい。
【0072】
また、成分(A)を引き出し、所定の配列に配置する目的も含む。すなわち、供給される連続した成分(A)は、ヤーン状であっても、一方向に引き揃えたシート状であっても、予め形状を付与したプリフォーム状であってもよい。具体的には、成分(A)をクリールにかけ、繊維束を引き出し、ローラーを通過させて製造ラインに供給する方法や、同様に複数の繊維束を一列に並べて、シート状に地均しさせ、ロールバーを通過させて製造ラインに供給する方法や、また、所定の形状になるように配置された複数のロールバーを通過させて製造ラインに供給する方法などが例示できる。さらに、成分(A)が基材状に加工されている場合には、葛折りされた状態などから、直接に製造ラインに供給してもよい。なお、各種ローラーやロールバーに駆動装置を設けると、供給速度の調整などを行うことができ、生産上より好ましい。
【0073】
さらに、成分(A)を金型に供給する前段階で、50〜500℃に加熱する工程を含んでもよい。成分(A)を加熱することで、工程(I)において成分(B)の成分(A)への含浸性を向上させることができる。また、成分(A)に付着しているサイジング剤などを除去することもできる。加熱の方法については、特に制限はなく、熱風や赤外線ヒーターによる非接触加熱、パイプヒーターや電磁誘導による接触加熱など、公知の方法が例示できる。
【0074】
また、異なる成分(A)を、引抜成形品断面において任意の位置に配置することもでき、例えば、送電用ケーブル支持用コンポジット断面の最外層にガラス繊維を配し、中心層には炭素繊維を配すこともできる。引抜成形金型に供給する際に、糸道ガイドにて、それぞれ配する順番に強化繊維を導けばよい。また、金型内において、強化繊維の配置が変わらないようにガイドしても強化繊維を任意に配置した断面とすることができる。
【0075】
また、前記工程で、成分(B)の代わりに、成分(B’)を含浸させた場合には、続いて、成分(A)に含浸させた成分(B’)を加熱することで重合し、成分(B)へと転化させる。該加熱により、成分(B’)を開環重合せしめ成分(B)とすることが重要である。このときの金型温度は200〜450℃であり、好ましくは230〜420℃であり、より好ましくは250℃〜400℃であり、さらに好ましくは280〜380℃である。200℃未満では、開環重合が十分に進行せずに低分子量の成分(B’)を過剰に含み、機械強度に劣る引抜成形品となることがある。また、450℃を超えると成分(B’)および成分(B)が分解反応を起こすなどの好ましくない副反応が生じる場合がある。
【0076】
ここで、成分(B)に転化させる工程は、同じ引抜成形金型で、行うことが重要である。1つの引抜成形金型で2つの工程を行うことで、生産性、経済性に優れるだけでなく、加熱、溶融の回数が1度で済むため、酸化による着色や架橋反応、分解反応が抑えられるため、好ましい。
【0077】
また、開環重合が完結するまでの反応時間は短いほど、工程長を短くすることができたり、または引き取り速度を高めることができたりするなど、生産性、経済性に優れるため好ましい。反応時間としては30分以下が好ましく、10分以下がより好ましく、3分以下がさらに好ましい。反応時間の下限については、特に制限はなく、0.5分以上が例示できる。
【0078】
また、前記工程では、架橋反応や分解反応などの好ましくない副反応の発生を抑制する観点から、非酸化性雰囲気下で加熱することが好ましい。ここで、非酸化性雰囲気とは酸素濃度が5体積%以下、好ましくは2体積%以下、さらに好ましくは酸素を含有しない雰囲気、すなわち、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指し、この中でも特に経済性および取り扱いの容易さの面から、窒素雰囲気が好ましい。
【0079】
同様に、0.1〜50kPaの減圧下で加熱することが好ましい。ここでは、反応系内の雰囲気を一度、非酸化性雰囲気としてから、減圧条件に調整することがより好ましい。ここでの減圧下とは、反応系内が大気圧よりも低いことを指し、より好ましくは0.1〜20kPaであり、0.1〜10kPaがさらに好ましい。
【0080】
具体的には、窒素置換された系内、または、窒素を吹き付けながら引抜成形金型に成分(A)を引き入れ、さらに、引抜成形金型に設置したベント部分から、真空ポンプを用いて減圧にし、成形する方法が例示できる。
【0081】
さらに、続く工程として、成分(B)を含浸させた成分(A)を、特定の断面形状に賦形する工程が挙げられる。断面形状としては、特に限定されるものではないが、円形断面や、△断面、Y字断面、□断面、十字断面、中空断面、C型断面、田型断面、星型断面などいかなる異形断面も採用できる。特に、巻き付け時の強度保持のために、円形断面や□断面が好ましい。賦形する方法としては、引抜成形金型の出口部分を該形状にすればよく、さらに好ましくは、引抜成形金型の出口方向に向かって、金型内のスペースが拡がるように該形状にテーパーを設けて賦形することが好ましい。テーパーの角度としては、小さいほどよく60度以下が好ましく、より好ましくは、45度以下、さらに好ましくは、30度以下である。60度より大きいと、成分(A)が擦過されやすく、毛羽が発生することがある。
【0082】
また、得られる送電用ケーブル支持用コンポジットの厚みは、任意の厚みに設定すれば良いが、好ましくは、0.4〜50mmであり、より好ましくは、1〜25mmであり、さらに好ましくは、2〜15mmである。0.4mm以下では、単体で使用する際に強度が不足することがあり、50mmを越えると送電用ケーブル支持用コンポジット内部にボイドが残存することがある。
【0083】
さらに、続く工程では、得られた引抜成形品を冷却する工程が挙げられる。冷却する方法は、特に制限はないが、冷却装置を具備したローラーを接触させる方法や、エアを噴射して冷却する方法や、冷却水を噴霧する方法や、冷却バスを通過させる方法や、冷却板の上を通過させる方法など公知の方法が使用できる。中でも、冷却装置を具備したローラーを接触させる方法や、冷却バスを通過させる方法が好ましく、特に好ましくは、冷却装置を具備したローラーが送電用ケーブル支持用コンポジットを冷却する方法であり、該冷却方法では、冷却時に加圧できるため、送電用ケーブル支持用コンポジットの断面形状を安定して製造できるため、好ましい。
【0084】
引き抜く方法として具体的には、ニップローラーやベルトコンベアで引き出す方法や、ドラムワインダーで巻き取る方法や、固定治具で基材を把持して治具ごと引き抜く方法が例示できる。また、引き抜く際に、ギロチンカッターなどで所定の長さに加工してもよいし、連続した送電用ケーブル支持用コンポジットのままとしてもよい。
【0085】
また、連続成形時間が長いほど、生産性、経済性に優れるため好ましい。連続成形時間としては、30分以上であり、好ましくは、1時間以上であり、より好ましくは、3時間以上であり、さらに好ましくは6時間以上である。
【0086】
なお、効果を損なわない範囲内で、他の工程を組み合わせることができる。例えば、電子線照射工程、プラズマ処理工程、強磁場付与工程、表皮材積層工程、保護フィルムの貼付工程、アフターキュア工程などが挙げられる。例えば、電線被覆用装置を用いて、得られた送電用ケーブル支持用コンポジットをさらに熱可塑性樹脂にて、被覆し、絶縁層を配置することも可能である。
【0087】
電線被覆装置とは、押出機で溶融された熱可塑性樹脂を口金から吐出し、送電用ケーブル支持用コンポジットを口金部に通すことで、送電用ケーブル支持用コンポジット周囲を熱可塑性樹脂で覆う装置である。用いる熱可塑性樹脂としては、特に限定しないが、ポリプロピレン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリフェニレンスルフィド樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトンケトン樹脂、ポリエーテルスルフィド樹脂などが好適に用いられる。また、成分(B)に用いた熱可塑性樹脂と同様のものを用いても良い。また、耐熱性、長期耐久性の観点からは、ポリフェニレンスルフィド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルスルフィド樹脂がより好ましい。
【0088】
被覆する樹脂の厚みとしては、特に限定しないが、0.01〜10mmが例示できる。より好ましくは、0.1〜5mmであり、さらに好ましくは、0.5〜3mmである。0.01mmより薄い場合には、十分な絶縁特性を得られないことがあり、10mm以上では、送電用ケーブル支持用コンポジットとしての重量が重くなり、必要な荷重特性が得られないことがある。
【0089】
本発明の製造方法で得られる送電ケーブル支持用コンポジットは、力学特性から、成分(A)と成分(B)の重量割合は、10〜90:90〜10重量%が好ましく、より好ましくは、20〜80:80〜20重量%であり、さらに好ましくは、30〜70:70〜30重量%である。これらの重量割合は、成分(A)の供給量と、引抜成形金型出口の寸法を制御することで、実施できる。
【0090】
また、本発明の送電ケーブル支持用コンポジットのボイド率は、低いほど好ましく、30%未満であることで、機械特性が発現し易いために好ましい。より好ましいボイド率の範囲は20%未満であり、さらに好ましくは、10%未満である。ボイド率は、複合体の部分をASTM D2734(1997)試験法により測定するか、または送電ケーブル支持用コンポジットの断面に存在するボイドを観察し、送電ケーブル支持用コンポジットの全面積とボイド部の全面積とから次式を用いて算出することができる。
ボイド率(%)=ボイド部の全面積/(複合体部の全面積+ボイド部の全面積)×100
【0091】
ボイド率を制御する方法としては、成分(B)、または成分(B’)を含浸する際の温度や加圧力、成分(B’)を成分(B)に転化させる際の温度や加圧力で調整することができる。通常、前記温度や加圧力が高いほど、ボイド率を低くする効果がある。
【0092】
また、送電ケーブル支持用コンポジットの熱変形温度は、150℃以上であることが好ましい。より好ましくは、180℃以上であり、さらに好ましくは、210℃以上℃であり、さらに好ましくは、240℃以上である。送電時にケーブルが発熱した際に、熱変形温度が150℃未満では、ケーブルを支えることができないことがある。
【0093】
さらに、送電ケーブル支持用コンポジットの長期耐熱特性として、150℃にて8時間加熱後の引張強度が、加熱前の引張強度からの低下率が20%未満であることが好ましい。より好ましくは、15%未満であり、さらに好ましくは10%未満である。送電時にケーブルの発熱が長時間続くことがあり、強度低下率が20%以上では、ケーブルの設計が難しくなることがある。
【0094】
また、送電ケーブル支持用コンポジットは、ワインダー等で巻き付けた状態で、運搬することがあるため、巻き付け時の物性低下が小さいことが好ましい。具体的には、送電ケーブル支持用コンポジットの巻き付け方向に対する厚みの200倍の径のドラムに巻き付けた状態で8時間放置し、放置後の引張強度が、巻き付け前の引張強度からの低下率が20%未満であることが好ましい。より好ましくは、15%未満であり、さらに好ましくは10%未満である。巻き付けによる強度低下率が20%以上では、ケーブルの設計が難しくなることがある。
【0095】
また、送電用ケーブル支持用コンポジットの送電ケーブルの支持の仕方としては、特に限定しないが、アルミニウムや銅等の導体の中心に配置することが、好ましく例示され、図3に一例を示している。図3では、アルミニウム導体16の中に、絶縁用の熱可塑性被覆樹脂17により被覆した送電用ケーブル支持用コンポジットを示している。また、アルミニウムは、複数のストランドをよりあわせて用いると、ねじり等のケーブルに変形が加わっても破壊しにくいため、好ましい。
【0096】
また、送電ケーブル支持用コンポジットを送電ケーブル用の導体と接触させて使用する場合には、送電ケーブル支持用コンポジットの絶縁性が必要となることがある。具体的には、送電ケーブル支持用コンポジットの絶縁耐力が15kV/mm以上であると好ましい。より好ましくは、絶縁耐力が17kV/mm以上であり、さらに好ましくは20kV/mm以上である。絶縁耐力が15kV/mm未満では、送電時に送電用ケーブル支持用コンポジットに通電し、通電部で破損することがある。絶縁耐力の上限に特に制限は無いが、100kV/mm未満を例示できる。
【0097】
本発明の送電ケーブル支持用コンポジットは、熱可塑組成樹脂を用いることで、リペアが可能であり、さらに、耐久性、力学特性、難燃性に優れるために、送電ケーブル支持用コンポジットとして有用である。
【実施例】
【0098】
以下に実施例を示し、本発明を実施例でさらに具体的に説明するが、本発明はこれら実施例の記載に限定されるものではない。
【0099】
(1)ガラス転移温度(Tg)の測定方法
マトリックス樹脂単体の成形品を用いて、RheometricScientific社製の試験機ARESを用いて、周波数1Hz、温度25〜300℃、5℃/minで昇温することにより測定した。ガラス転移温度はG’のガラス転移による階段状変化部分より低温側のベースラインと、階段状変化部分の勾配が最大になる点で引いた接線との交点、すなわち補外ガラス転移開始温度をガラス転移温度(Tg)とした。
【0100】
(2)アルカリ金属含有量の定量
マトリックス樹脂単体の試料を石英るつぼに秤とり、電気炉を用いて灰化し、灰化物を濃硝酸で溶解した後、希硝酸で定溶とした。得られた定溶液をICP重量分析法(装置:Agilement製4500)及びICP発光分光分析法(装置:PerkinElmer製Optima4300DV)に処し、アルカリ金属含有量の定量を行った。
【0101】
(3)絶縁耐力
マトリックス樹脂単体の成形品、または送電ケーブル支持用コンポジットを用いて、ヤマヨ試験器社製の100kV絶縁破壊試験装置YST−243−100RHOを用いて、JIS C2110(2010)に記載の方法に従って、試験片厚み3mmにて、絶縁耐力(絶縁破壊電圧の強さ)を測定した。なお、送電ケーブル支持用コンポジットを測定する場合には、断面の対角線上の構造と同じ形状の成形品をプレス成形により成形し、測定に用いた。
【0102】
(4)難燃評価
マトリックス樹脂単体の成形品を用いて、UL94の垂直試験に従って、試験片厚み0.3mmにて、難燃評価を行った。なお、V−0のみを合格とした。
【0103】
(5)引張強度測定
送電ケーブル支持用コンポジットをJIS K7165(1991)に記載の方法に従って、引張強度の測定を行った。なお、測定はコンポジットの軸方向にそって引張試験を行った。
【0104】
(6)加熱後の引張強度測定
150℃±5℃に設定された熱風オーブンにて、8時間加熱後の送電ケーブル支持用コンポジットを上記(5)に示す引張試験を行い、加熱前の送電ケーブル支持用コンポジットの引張強度と比較し、強度低下率を算出した。
【0105】
(7)巻き付け後の引張強度測定
送電ケーブル支持用コンポジット厚みの200倍の直径のドラムに巻き付け、8時間放置後の送電ケーブル支持用コンポジットを上記(5)に示す引張試験を行い、巻き付け前の送電ケーブル支持用コンポジットの引張強度と比較し、強度低下率を算出した。
【0106】
(8)荷重たわみ温度の測定
送電ケーブル支持用コンポジットをJIS K7191(1999)のA法に記載の方法に従って、荷重たわみ温度を測定した。なお、測定は送電ケーブル支持用コンポジットの軸方向にそって行った。
【0107】
(9)リペア性の評価
軸方向に50mmにカットした送電ケーブル支持用コンポジットを350℃にて加熱した70tプレス機で300秒間、面圧2MPaにてプレスを行い、マトリックス樹脂が溶融し、送電ケーブル支持用コンポジットが変形するものをリペア性が○とし、変形できない、または割れたりした送電ケーブル支持用コンポジットは×とした。なお、○のみを合格とした。なお、面圧とは、送電ケーブル支持用コンポジットの水平方向の最大断面積に対する面圧をいう。
【0108】
参考例1(環式ポリフェニレンスルフィドの調製)
攪拌機を具備したステンレス製オートクレーブに、水硫化ナトリウムの48重量%水溶液を14.03g(0.120モル)、96%水酸化ナトリウムを用いて調製した48重量%水溶液12.50g(0.144モル)、N−メチル−2−ピロリドン(NMP)615.0g(6.20モル)、及びp−ジクロロベンゼン(p−DCB)18.08g(0.123モル)を仕込んだ。反応容器内を十分に窒素置換した後、窒素ガス下に密封した。
【0109】
400rpmで撹拌しながら、室温から200℃まで約1時間かけて昇温した。この段階で、反応容器内の圧力はゲージ圧で0.35MPaであった。次いで200℃から270℃まで約30分かけて昇温した。この段階の反応容器内の圧力はゲージ圧で1.05MPaであった。270℃で1時間保持した後、室温近傍まで急冷してから内容物を回収した。
【0110】
得られた内容物をガスクロマトグラフィー及び高速液体クロマトグラフィーにより分析した結果、モノマーのp−DCBの消費率は93%、反応混合物中のイオウ成分がすべて環式PPSに転化すると仮定した場合の環式PPS生成率は18.5%であることがわかった。
【0111】
得られた内容物500gを約1500gのイオン交換水で希釈したのちに平均目開き10〜16μmのガラスフィルターで濾過した。フィルターオン成分を約300gのイオン交換水に分散させ、70℃で30分攪拌し、再度前記同様の濾過を行う操作を計3回行い、白色固体を得た。これを80℃で一晩真空乾燥し、乾燥固体を得た。
【0112】
得られた固形物を円筒濾紙に仕込み、溶剤としてクロロホルムを用いて約5時間ソックスレー抽出を行うことで固形分に含まれる低分子量成分を分離した。
【0113】
抽出操作後に円筒濾紙内に残留した固形成分を70℃で一晩減圧乾燥しオフホワイト色の固体を約6.98g得た。分析の結果、赤外分光分析における吸収スペクトルよりこれはフェニレンスルフィド構造からなる化合物であり、また、重量平均分子量は6,300であった。
【0114】
クロロホルム抽出操作にて得られた抽出液から溶媒を除去した後、約5gのクロロホルムを加えてスラリーを調製し、これを約300gのメタノールに攪拌しながら滴下した。これにより得られた沈殿物を濾過回収し、70℃で5時間真空乾燥を行い、1.19gの白色粉末を得た。この白色粉末は赤外分光分析における吸収スペクトルよりフェニレンスルフィド単位からなる化合物であることを確認した。また、高速液体クロマトグラフィーにより成分分割した成分のマススペクトル分析(装置;日立製M−1200H)、さらにMALDI−TOF−MSによる分子量情報より、この白色粉末はp−フェニレンスルフィド単位を主要構成単位とし繰り返し単位数4〜13の環式化合物を約99重量%含み、本発明に好適に用いられる化合物であることが判明した。なお、GPC測定を行った結果、環式ポリフェニレンスルフィドは室温で1−クロロナフタレンに全溶であり、重量平均分子量は900であった。
【0115】
参考例2(ポリフェニレンスルフィドを用いた送電ケーブル支持用コンポジットの製造方法)
図1に示す装置を用いて、送電ケーブル支持用コンポジットの製造方法をした。引抜成形金型3には、樹脂供給口6から、参考例1で得られた環式ポリフェニレンスルフィドを供給し、溶融した環式ポリフェニレンスルフィドで満たした。また、引抜成形金型入口14から引抜成形金型3中心までの中間部分に設置した熱電対の設定温度を250℃にした。(以下、引抜成形金型入口14から引抜成形金型3中心までの部分をゾーン1とする。)引抜成形金型3中心から引抜成形金型出口15までの中間部分に設置した熱電対の設定温度を370℃にした。(以下、引抜成形金型入口15から引抜成形金型3中心までの部分をゾーン2とする。)
【0116】
まず、強化繊維ボビン1から、炭素繊維トレカ(登録商標)T700S−12K(東レ(株)製)(A)−1を繊維束の間隔が1〜5mmとなるように、複数本引き揃え、製造ラインに供し、ロールバー2に繊維束をかけて地均し、引抜成形金型3の引抜成形金型入口3から供給した。このときゾーン1では、含浸ロール5に触れながら250℃にて溶融した環式ポリフェニレンスルフィドに浸漬されることで、強化繊維内部に環式ポリフェニレンスルフィドをボイドなく含浸させた。得られた環式ポリフェニレンスルフィドを含浸した強化繊維を370℃に加熱したゾーン2に引き抜くことで、含浸した環式ポリフェニレンスルフィドをポリフェニレンスルフィド(B)−1に変換した。次に、図2に示すように、円形に設計した引抜成形金型出口15を通すことで、送電ケーブル支持用コンポジットを円形に賦形した。続いて、引抜成形金型出口15から引き抜かれた送電ケーブル支持用コンポジットを、温度150℃の冷却ローラー7の上で、成分(B)−1を固化させ、引抜用ベルトコンベア10で引抜、ニップローラー11で引取ながら、巻き取りワインダー12で、連続引抜成形品13を巻き取り、コンポジットを得た。なお、引抜速度は、1m/minにて行った。含浸率は95%であった。
【0117】
参考例3(マトリックス樹脂単体の成形品)
参考例1で得られた環式ポリフェニレンスルフィドを、攪拌機を取り付けた1Lのオートクレーブ中に仕込み、窒素で置換した。オートクレーブを1時間で300℃に昇温した。昇温途中で環状PPS化合物が溶融したら、攪拌機の回転を開始し、回転数10rpmで撹拌下、60分間溶融加熱した。その後、窒素圧により吐出口よりガット状で取り出し、ガットをペレタイズした。GPCにより測定した重合平均分子量は61700、分子量分布は1.9、Na含有量は10ppmであり、これ以外のアルカリ金属は検出されなかった。得られたペレットを用いて、日本製鋼所(株)製J350EIII型射出成形機を用いて、シリンダー温度:320℃、金型温度:150℃で特性評価用試験片を成形した。
【0118】
実施例1
参考例2に従って送電ケーブル支持用コンポジットを製造し、送電ケーブル支持用コンポジットからマトリックス樹脂を抽出したところ、成分(B)−1は、重量平均分子量は42,000であった。また、成分(A)−1の含有量は、50質量%であり、送電ケーブル支持用コンポジットの厚みは10mmであった。特性評価結果はまとめて表1に記載した。
【0119】
実施例2
成分(A)−1に加えて、ガラス繊維(日東紡製ガラス繊維RS460A−782)(A)−2を用いて、最外層にはガラス繊維を配した。それ以外は実施例1と同様にして送電ケーブル支持用コンポジットを作成した。また、得られた送電ケーブル支持用コンポジットの軸方向の断面図を図4に示す。このときの成分(A)−1の含有量は、40質量%であり、成分(A)−2の含有量は10質量%であった。また、特性評価結果はまとめて表1に記載した。
【0120】
実施例3
実施例1に記載の送電ケーブル支持用コンポジットに、さらに電線被覆用装置にてポリフェニレンスルフィド樹脂(東レ(株)製トレリナ(登録商標)A670X01)を厚さ2.0mmにて被覆した。また、得られた送電ケーブル支持用コンポジットの軸方向の断面図を図5に示す。また、特性評価結果はまとめて表1に記載した。
【0121】
実施例4
成分(B)−1に変えて、重量平均分子量59,700、アルカリ金属含有量1000ppmのポリフェニレンスルフィド(B)−2を調整し、用いた以外は実施例1と同様にしてコンポジットを作成した。なお、ゾーン1と2はいずれも温度を320℃に設定し、コンポジット作成した。物性評価結果はまとめて表1に記載した。
【0122】
比較例1
“jER(登録商標)”828(ビスフェノールA型エポキシ樹脂、粘度:13000mPa・s、ジャパンエポキシレジン(株)製)/“リカシッド(登録商標)”MH700(メチルヘキサヒドロ無水フタル酸/ヘキサヒドロ無水フタル酸、70/30の混合物、粘度:60mPa・s、新日本理化(株)製)/“jERキュア(登録商標)”EMI24(2−エチルー4−メチルイミダゾール、固形、ジャパンエポキシレジン(株)製)=100/90/2の配合比で、25℃にて混合し、熱硬化性樹脂組成物を得た。この樹脂組成物の入った原料槽に上記成分(A)−1をひき通して樹脂を含浸させ、次いでこれを型材に挿通し、170℃にて2分加熱硬化させ、150℃にて15分でアフターキュアを行い、厚み10mmのコンポジットを得た。なお、熱硬化樹脂組成物単体を用いて150℃にて15分硬化させた成形品にて、マトリックス樹脂の物性評価を行った。
【0123】
物性評価結果はまとめて表1に記載した。
【0124】
【表1】
【0125】
以上のように、実施例1〜4においては、本発明における送電ケーブル支持用コンポジットは、熱可塑性樹脂を用いたことで、リペア可能であり、耐久性や電気特性にも優れたコンポジットである。
【0126】
一方比較例においては、熱硬化性樹脂を用いたことで、リペアが難しく、耐久性や難燃性に優れるコンポジットではなかった。
【産業上の利用可能性】
【0127】
本発明の送電ケーブル支持用コンポジットを用いることで、送電ケーブルのたわみ低減することが可能であり、送電ケーブルの短縮による送電効率の向上、送電用鉄塔間の距離拡張、送電用鉄塔の高さ低下することが可能となり、送電用の設備費用の削減に対して有用である。さらに、マトリックス樹脂に熱可塑性樹脂を用いたことで、リペアが可能で、長期耐久性にも優れ、極めて有用といえる。
【符号の説明】
【0128】
1 強化繊維ボビン
2 ロールバー
3 引抜成形金型
4 溶融樹脂
5 含浸ローラー
6 樹脂供給口
7 冷却ローラー
8 供給口
9 チャンバー
10 引抜用ベルトコンベア
11 ニップローラー
12 巻き取りワインダー
13 連続引抜成形品
14 引抜成形金型入口
15 引抜成形金型出口
16 アルミニウム導体
17 被覆樹脂
18 繊維強化コンポジット
19 炭素繊維強化コンポジット
20 ガラス繊維強化コンポジット
21 被覆樹脂
【特許請求の範囲】
【請求項1】
成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【請求項2】
成分(B)熱可塑性樹脂のガラス転移温度が50〜250℃である請求項1に記載の送電ケーブル支持用コンポジット。
【請求項3】
成分(B)熱可塑性樹脂が、ポリフェニレンスルフィド樹脂(PPS)、ポリフェニレンエーテルエーテルケトン樹脂(PEEK)、ポリフェニレンエーテルケトン樹脂(PEK)、およびポリエーテルケトンケトン樹脂(PEKK)から選ばれる少なくとも1種である請求項1または2に記載の送電ケーブル支持用コンポジット。
【請求項4】
上記成分(B)の絶縁耐力が15kV/mm以上である請求項1〜3いずれかに記載の送電ケーブル支持用コンポジット。
【請求項5】
成分(B)熱可塑性樹脂のアルカリ金属含有量が50ppm以下である請求項1〜4いずれかに記載の送電ケーブル支持用コンポジット。
【請求項6】
上記成分(B)がV−0である請求項1〜5いずれかに記載の送電ケーブル支持用コンポジット。
【請求項7】
150℃×8時間加熱後の引張強度低下率が20%未満である請求項1〜6いずれかに記載の送電ケーブル支持用コンポジット。
【請求項8】
送電ケーブル支持用コンポジットの厚みの200倍の円形ドラムに巻き付け、8時間後の強度低下率が20%未満である請求項1〜7いずれかに記載の送電ケーブル支持用コンポジット。
【請求項9】
送電ケーブル支持用コンポジットの厚みが0.4〜50mmである請求項1〜8いずれかに記載の送電ケーブル支持用コンポジット。
【請求項10】
送電ケーブル支持用コンポジットの断面が円形、楕円形、星形のいずれかの形状である請求項1〜9いずれかに記載の送電ケーブル支持用コンポジット。
【請求項11】
上記成分(A)が送電ケーブル支持用コンポジット内で軸方向に配置されている請求項1〜10いずれかに記載の送電ケーブル支持用コンポジット。
【請求項12】
送電ケーブル支持用コンポジットの最外周には上記成分(A)としてガラス繊維を用いる請求項1〜11いずれかに記載の送電ケーブル支持用コンポジット。
【請求項13】
送電ケーブル支持用コンポジットの最外周を熱可塑性樹脂(C)で被覆した請求項1〜12いずれかに記載の送電ケーブル支持用コンポジット。
【請求項14】
絶縁耐力が15kV/mm以上である請求項13または14に記載の送電ケーブル支持用コンポジット。
【請求項1】
成分(A)と成分(B)の合計を100質量%として、成分(A)連続強化繊維10〜90質量%および成分(B)熱可塑性樹脂90〜10質量%となるように成分(A)連続強化繊維に成分(B)熱可塑性樹脂を含浸させた送電ケーブル支持用コンポジット。
【請求項2】
成分(B)熱可塑性樹脂のガラス転移温度が50〜250℃である請求項1に記載の送電ケーブル支持用コンポジット。
【請求項3】
成分(B)熱可塑性樹脂が、ポリフェニレンスルフィド樹脂(PPS)、ポリフェニレンエーテルエーテルケトン樹脂(PEEK)、ポリフェニレンエーテルケトン樹脂(PEK)、およびポリエーテルケトンケトン樹脂(PEKK)から選ばれる少なくとも1種である請求項1または2に記載の送電ケーブル支持用コンポジット。
【請求項4】
上記成分(B)の絶縁耐力が15kV/mm以上である請求項1〜3いずれかに記載の送電ケーブル支持用コンポジット。
【請求項5】
成分(B)熱可塑性樹脂のアルカリ金属含有量が50ppm以下である請求項1〜4いずれかに記載の送電ケーブル支持用コンポジット。
【請求項6】
上記成分(B)がV−0である請求項1〜5いずれかに記載の送電ケーブル支持用コンポジット。
【請求項7】
150℃×8時間加熱後の引張強度低下率が20%未満である請求項1〜6いずれかに記載の送電ケーブル支持用コンポジット。
【請求項8】
送電ケーブル支持用コンポジットの厚みの200倍の円形ドラムに巻き付け、8時間後の強度低下率が20%未満である請求項1〜7いずれかに記載の送電ケーブル支持用コンポジット。
【請求項9】
送電ケーブル支持用コンポジットの厚みが0.4〜50mmである請求項1〜8いずれかに記載の送電ケーブル支持用コンポジット。
【請求項10】
送電ケーブル支持用コンポジットの断面が円形、楕円形、星形のいずれかの形状である請求項1〜9いずれかに記載の送電ケーブル支持用コンポジット。
【請求項11】
上記成分(A)が送電ケーブル支持用コンポジット内で軸方向に配置されている請求項1〜10いずれかに記載の送電ケーブル支持用コンポジット。
【請求項12】
送電ケーブル支持用コンポジットの最外周には上記成分(A)としてガラス繊維を用いる請求項1〜11いずれかに記載の送電ケーブル支持用コンポジット。
【請求項13】
送電ケーブル支持用コンポジットの最外周を熱可塑性樹脂(C)で被覆した請求項1〜12いずれかに記載の送電ケーブル支持用コンポジット。
【請求項14】
絶縁耐力が15kV/mm以上である請求項13または14に記載の送電ケーブル支持用コンポジット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−26171(P2013−26171A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−162780(P2011−162780)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]