
送電線の腐食検知器及び腐食検知方法
【課題】送電線の内部金属のそれぞれの腐食程度を正確に測定できる、送電線の腐食検知器及び腐食検知方法を提供する。
【解決手段】本発明による送電線の腐食検知器は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部110と、テスト信号による基準電線の基準信号を測定する第1測定部120と、テスト信号による測定電線の測定信号を測定する第2測定部130と、基準信号及び測定信号を周波数毎に分離する信号分離部140と、周波数毎に分離された基準信号及び測定信号を用いて測定電線を構成する内部金属のそれぞれの腐食程度を計算する制御部160と、を含むことを特徴とする。
【解決手段】本発明による送電線の腐食検知器は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部110と、テスト信号による基準電線の基準信号を測定する第1測定部120と、テスト信号による測定電線の測定信号を測定する第2測定部130と、基準信号及び測定信号を周波数毎に分離する信号分離部140と、周波数毎に分離された基準信号及び測定信号を用いて測定電線を構成する内部金属のそれぞれの腐食程度を計算する制御部160と、を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、送電線の腐食検知器に関し、より詳細には、多重周波数を有する信号を用いて送電線における腐食を探知する送電線の腐食検知器及び腐食検知方法に関する。
【背景技術】
【0002】
鋼心アルミより線(Aluminum Conductors Steel Reinforced、以下、ACSRともいう)及びアルモウェルド芯アルミ合金より線(Aluminum stranded Conductors Aluminum−Clad Steel Reinforced、以下、ACSR−AWともいう)は、銅送電線よりも軽量で、費用が安価であり、引張強度が強いという特性を有するため、銅送電線に比べて架空送電線や配電線に広く使用されている。ACSRの構成は、亜鉛鍍金鋼線が中心に位置し、亜鉛鍍金鋼線を軽アルミ素線が囲んでいる構造である。ACSRは、様々な材質の金属で構成されるため、各金属毎に様々な腐食現象が発生する。また、ACSR及びACSR−AWは、構造、撚線数、アルミニウム、及び鋼素線の引張荷重などによってその規格が異なる。したがって、その規格による腐食現象も様々に発生する。
【0003】
しかし、従来の腐食検知器では、ACSRまたはACSR−AWのような送電線の内部を構成する内部金属のそれぞれの腐食現象を正確に検出することができなかった。さらに、従来の腐食検知器は一部の規格に限定して製作されているため、様々な規格の送電線の腐食状態を測定することが困難であった。
【発明の概要】
【発明が解決しようとする課題】
【0004】
こうした従来技術の問題点に鑑み、本発明は、送電線を構成する送電線の内部の様々な金属の腐食程度を正確に検出できる送電線の腐食検知器及び腐食検知方法を提供することを目的とする。
【0005】
本発明の他の目的は、様々な規格の送電線の腐食を正確に検出できる送電線の腐食検知器及び腐食検知方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の一実施形態によれば、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部と、テスト信号による基準電線の基準信号を測定する第1測定部と、テスト信号による測定電線の測定信号を測定する第2測定部と、基準信号及び測定信号を周波数毎に分離する信号分離部と、周波数毎に分離された基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算する制御部と、を含む送電線の腐食検知器が提供される。
【0007】
本発明の他の実施形態によれば、(a)測定電線を構成する内部金属に対応する1つ以上の周波数を有するテスト信号を伝送するステップと、(b)テスト信号を第1測定部及び第2測定部に伝送するステップと、(c)基準信号及び測定信号を受信して周波数毎に分離するステップと、(d)制御部から周波数毎に分離された基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算するステップと、を含むことを特徴とする送電線の腐食探知方法が提供される。
【発明の効果】
【0008】
本発明の実施形態によれば、送電線の内部金属におけるそれぞれの腐食程度を正確に測定することができる。
【0009】
また、本発明の実施形態によれば、あらゆる電線規格に適用可能なセンサー及び駆動ホイールを含むことにより、様々な規格に対する送電線内部金属の腐食程度を正確に測定することができる。
【0010】
また、本発明の実施形態によれば、あらゆる電線規格に適用可能なセンサー及び駆動ホイールを含むことにより、駆動ホイールを入れ替える必要がなく、作業時間が短縮されるなどの便宜性が向上するという利点がある。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態による送電線の腐食検知器を示す機能ブロック図である。
【図2】本発明の一実施形態による送電線の腐食探知方法を示すフローチャートである。
【図3】本発明の一実施形態による他の送電線の腐食探知方法を示すフローチャートである。
【発明を実施するための形態】
【0012】
本発明は多様な変換を加えることができ、様々な実施形態を有することができるため、本願では特定の実施形態を図面に例示し、詳細に説明する。しかし、これは、本発明を特定の実施形態に限定するものではなく、本発明の思想及び技術範囲に含まれるあらゆる変換、均等物及び代替物を含むものとして理解されるべきである。
【0013】
以下、本発明による送電線の腐食探知器及び腐食探知方法の実施形態を添付図面を参照して詳細に説明する。添付図面を参照して説明するに当たって、同一または対応する構成要素には同一の図面番号を付し、これと重複する説明は、省略する。
【0014】
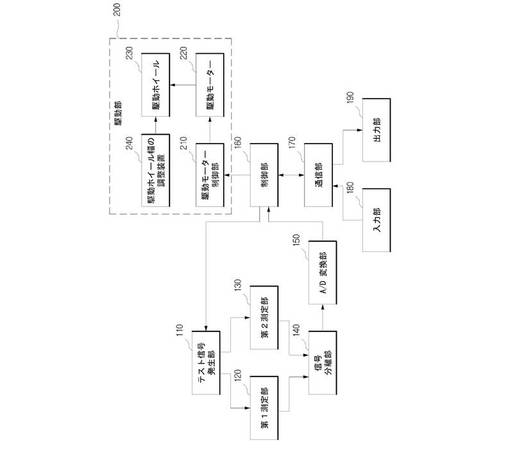
図1は、本発明の一実施形態による送電線の腐食検知器を示す機能ブロック図である。
図1を参照すると、送電線の腐食検知器は、テスト信号発生部110、第1測定部120、第2測定部130、信号分離部140、A/D変換部150、制御部160、通信部170、入力部180、出力部190、及び駆動部200を含む。
【0015】
通信部170は、制御部160で計算した測定電線の腐食程度を示すデータを送受信する。
【0016】
入力部180は、測定電線の腐食探知のための入力信号を通信部170に伝送する。
【0017】
出力部190は、データの出力を行う。出力部190は通信部170を介して制御部160から測定電線の腐食程度または測定電線の位置に対するデータを受信する。出力部190は、受信したデータを使用者の選択に応じて出力することができる。例えば、出力部190を介して出力されるデータは、制御部160で計算した測定電線の位置毎に測定電線を構成する内部金属のそれぞれの腐食程度を示すデータとすることができる。
【0018】
駆動部200は、駆動モーター制御部210、駆動モーター220、駆動ホイール230、駆動ホイール幅の調整装置240を含む。
【0019】
駆動モーター制御部210は、制御部160から速度信号の入力を受けて、速度信号に対応する制御信号を駆動モーター220に伝送する。
【0020】
駆動モーター220は、駆動モーター制御部210から制御信号の入力を受けて、制御信号に対応して駆動ホイール230を駆動させる。
【0021】
駆動ホイール230は、駆動モーター220により制御された任意の速度で測定電線を走行する。
【0022】
駆動ホイール幅の調整装置240は、駆動ホイールの幅を各送電線の規格毎に調整する。
【0023】
テスト信号発生部110は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成する。また、テスト信号発生部110は、生成されたテスト信号を第1測定部120及び第2測定部130に伝送する。ここで、測定電線は、腐食探知対象となる電線である。テスト信号は、測定電線を構成する内部金属のそれぞれに反応する周波数信号が混合された信号である。テスト信号発生部110は、テスト信号を第1測定部120及び第2測定部130に同時に伝送する。
【0024】
第1測定部120は、テスト信号による基準電線の基準信号を測定する。基準電線は、測定電線の腐食程度を判断するための基準となる電線であって、測定電線と同じ種類の電線である。第1測定部120は、センサーコイルで構成することができる。センサーコイルは、多層型分割貫通型センサー及びブリッジ方式の測定回路を含む。多層型分割貫通型センサーは、あらゆる規格の送電線に脱着可能なセンサーヘッド構造となっている。また、多層型分割貫通型センサーは、センサー測定感度を増加させるために、コイルが多層で巻かれている形態となっている。基準信号は基準電線を構成する内部金属の特性により変化されたテスト信号である。
【0025】
第2測定部130は、テスト信号による測定電線の測定信号を測定する。第2測定部130は、第1測定部120と同様な構成を有する。第2測定部130のセンサーコイルには、測定電線が挿入される。測定信号は、測定電線を構成する内部金属の特性により変化されたテスト信号である。また、測定信号は、測定電線を構成する内部金属のそれぞれの腐食形態及び腐食程度により変わることになる。
【0026】
信号分離部140は、第1測定部120及び第2測定部130から基準信号及び測定信号を受信する。信号分離部140は、受信された基準信号及び測定信号を周波数毎に分離する。信号分離部140は、周波数毎に分離された基準信号及び測定信号をA/D変換部150に伝送する。
【0027】
A/D変換部150は、信号分離部140から周波数毎に分離された基準信号及び測定信号をアナログ−デジタル変換する。すなわち、A/D変換部150は、アナログ形態である周波数毎の基準信号及び測定信号をデジタル形態に変換して制御部160に伝送する。
【0028】
制御部160は、周波数毎に分離されたデジタル形態の基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算する。また、制御部160は、周波数毎に分離された基準信号の基準インピーダンス値及び測定信号の測定インピーダンス値を計算する。制御部160は、計算された基準インピーダンス値及び測定インピーダンス値の差を用いて内部金属毎に腐食程度を計算する。
【0029】
本発明による制御部160は、測定電線に装着された第2測定部130が測定電線に沿って移動する時、第2測定部130の移動速度、時間、距離または方向などを制御する。また、制御部160では、第2測定部130の移動速度を制御するために、速度信号を発生させて駆動モーター制御部210に伝送する。また、制御部160は、速度信号及び第2測定部130の移動時間、距離などを用いて、測定電線の位置を計算する。制御部160は、計算された測定電線の腐食程度または測定電線の位置を無線通信部170に伝送する。
【0030】
一方、制御部160は、入力部180から入力信号を受信する。ここで、入力信号は、測定電線の種類の情報及び測定電線を構成する内部金属の情報を含む測定電線の情報を含むことができる。また、入力信号は、第2測定部130の速度信号情報などを含むことができる。
【0031】
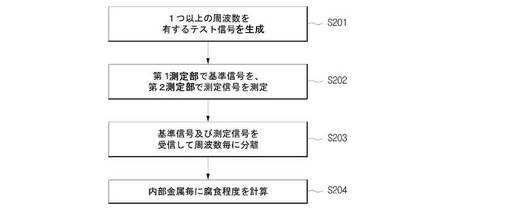
図2は、本発明の一実施形態による送電線の腐食探知方法を示すフローチャートである。
図2を参照すると、送電線の腐食検知器のテスト信号発生部は、まず、ステップS201で、測定電線情報に対応する1つ以上の周波数を有するテスト信号を生成する。テスト信号発生部は、測定電線を構成する内部金属の種類に応じて反応するそれぞれの周波数信号が混合されたテスト信号を生成する。テスト信号発生部は、テスト信号を第1測定部及び第2測定部に伝送する。
【0032】
次いで、ステップS202で、第1測定部及び第2測定部は、基準信号及び測定信号を測定する。第1測定部は、テスト信号発生部から伝送されたテスト信号に基準電線が反応して発生した基準信号を測定する。また、第2測定部は、テスト信号発生部から送信されたテスト信号に測定電線が反応して発生した測定信号を測定する。
【0033】
第1測定部及び第2測定部は、測定された基準信号及び測定信号を信号分離部に伝送する。
【0034】
次いで、ステップS203で、信号分離部は、基準信号及び測定信号を周波数毎に分離する。信号分離部は、第1測定部で発生した基準信号と第2測定部で発生した測定信号を受信する。信号分離部は、受信された基準信号及び測定信号を、テスト信号に混合された周波数毎に分離する。
【0035】
次いで、ステップS204で、制御部は、測定電線を構成する内部金属毎に腐食程度を計算する。制御部は、基準信号と測定信号とをそれぞれの周波数毎に比較する。制御部は、比較結果から周波数毎に反応する内部金属の腐食程度を計算する。
【0036】
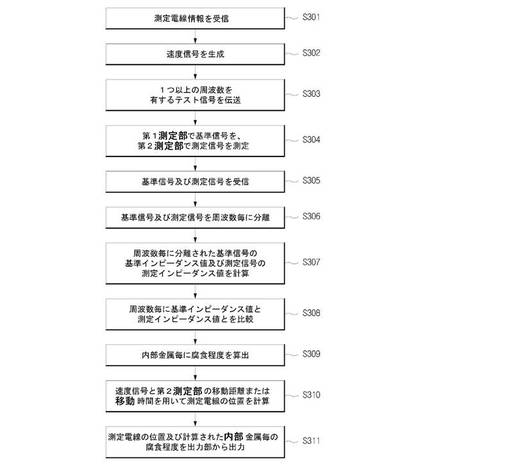
図3は、本発明の一実施形態による他の送電線の腐食探知方法を示すフローチャートである。
図3を参照すると、まず、S301で、制御部は、測定電線情報を受信する。制御部は、通信部を介して入力部に入力された測定電線情報を受信する。
【0037】
次いで、ステップS302で、制御部は、第2測定部の移動のための速度信号を生成する。制御部は、入力部を介して受信された速度信号情報に対応する速度信号を生成して駆動モーター制御部に伝送する。
【0038】
次いで、ステップS303で、テスト信号発生部は、測定電線情報に対応するテスト信号を生成する。テスト信号発生部は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を第1測定部及び第2測定部に伝送する。
【0039】
次いで、ステップS304で、第1測定部及び第2測定部は、基準信号及び測定信号を測定する。第1測定部は、基準電線から基準信号を測定する。また、第2測定部は、測定電線から測定信号を測定する。
【0040】
次いで、ステップS305で、信号分離部は、基準信号及び測定信号を受信する。信号分離部は、テスト信号を受信した第1測定部及び第2測定部で発生した基準信号及び測定信号を受信する。
【0041】
次いで、S306で、信号分離部は、受信された基準信号及び測定信号を周波数毎に分離する。信号分離部は、周波数毎に分離した基準信号及び測定信号を制御部に伝送する。
【0042】
次いで、ステップS307で、制御部は、周波数毎に基準インピーダンス値及び測定インピーダンス値を計算する。制御部は、受信した周波数毎に分離された基準信号のそれぞれのインピーダンス値である基準インピーダンス値を計算する。また、制御部は、受信した周波数毎に分離された測定信号のそれぞれのインピーダンス値である測定インピーダンス値を計算する。
【0043】
次いで、ステップS308で、制御部は、基準インピーダンス値と測定インピーダンス値とを比較する。制御部で、それぞれ周波数毎に計算された基準インピーダンス値と測定インピーダンス値とを比較する。
【0044】
次いで、ステップS309で、制御部は、内部金属毎に腐食程度を算出する。制御部は、それぞれの周波数毎に基準インピーダンス値と測定インピーダンス値との比較結果を用いてそれぞれの周波数に対応するそれぞれの内部金属の腐食程度を算出する。
センサーコイルのインピーダンスは、下記の一般式(1)のように表される。
Z=R+jωL・・・・・・・・・(1)
(Zはインピーダンスであり、Rは抵抗であり、Lはインダクタンスである。)
【0045】
ここで、インピーダンスZは、抵抗RとインダクタンスLとにより影響を受ける。インダクタンスLは、センサーコイルに挿入される基準電線及び測定電線の材質に応じて変化する。電線が挿入されたセンサーコイルに交流電流を印加すると、センサーコイルにより形成される交流磁束が電線に誘導されて電線内部には起電力が発生し、電流が流れるようになる。電線表面及び電線内部に腐食などの欠陷があると、センサーコイルの抵抗Rが変化することになる。すなわち、測定電線の内部金属の腐食によりインピーダンスZの値が変化することになる。よって、第1測定部に挿入された基準電線のインピーダンス値と第2測定部に挿入された測定電線のインピーダンス値との比較結果を用いて内部金属の腐食程度を算出することができる。
【0046】
内部金属の腐食程度の算出は、予め設定されたアルゴリズムを用いることにより算出が可能となる。また、内部金属の腐食程度の算出は、基準インピーダンス値と測定インピーダンス値による内部金属の腐食程度を示すテーブルが予め格納されて、基準インピーダンス値及び測定インピーダンス値に該当するデータを抽出することにより行われることができる。
【0047】
次いで、ステップS310で、制御部は、測定電線の位置を計算する。制御部から駆動モーター制御部に伝送された速度信号、速度信号により第2測定部が移動した距離、または移動時間を用いて、送電線の腐食検知が行われる測定電線の位置を計算する。
【0048】
次いで、ステップS311で、出力部は、測定電線の位置及び計算された内部金属毎の腐食程度を出力する。出力部は、測定電線の位置、内部金属毎の腐食程度または測定電線の位置毎の内部金属のそれぞれの腐食程度を制御部から受信し、これを出力する。
【0049】
以上のように、本発明の詳細な説明で具体的な実施形態に関して説明したが、本発明の技術が当業者によって容易に変形して実施することが可能であることは自明であり、このような変形された実施形態も本発明の特許請求範囲に記載された技術思想に含まれることは明らかである。
【符号の説明】
【0050】
110 テスト信号発生部
120 第1測定部
130 第2測定部
140 信号分離部
160 制御部
170 通信部
190 出力部
200 駆動部
210 駆動モーター制御部
220 駆動モーター
230 駆動ホイール
240 駆動ホイール幅の調整装置
【技術分野】
【0001】
本発明は、送電線の腐食検知器に関し、より詳細には、多重周波数を有する信号を用いて送電線における腐食を探知する送電線の腐食検知器及び腐食検知方法に関する。
【背景技術】
【0002】
鋼心アルミより線(Aluminum Conductors Steel Reinforced、以下、ACSRともいう)及びアルモウェルド芯アルミ合金より線(Aluminum stranded Conductors Aluminum−Clad Steel Reinforced、以下、ACSR−AWともいう)は、銅送電線よりも軽量で、費用が安価であり、引張強度が強いという特性を有するため、銅送電線に比べて架空送電線や配電線に広く使用されている。ACSRの構成は、亜鉛鍍金鋼線が中心に位置し、亜鉛鍍金鋼線を軽アルミ素線が囲んでいる構造である。ACSRは、様々な材質の金属で構成されるため、各金属毎に様々な腐食現象が発生する。また、ACSR及びACSR−AWは、構造、撚線数、アルミニウム、及び鋼素線の引張荷重などによってその規格が異なる。したがって、その規格による腐食現象も様々に発生する。
【0003】
しかし、従来の腐食検知器では、ACSRまたはACSR−AWのような送電線の内部を構成する内部金属のそれぞれの腐食現象を正確に検出することができなかった。さらに、従来の腐食検知器は一部の規格に限定して製作されているため、様々な規格の送電線の腐食状態を測定することが困難であった。
【発明の概要】
【発明が解決しようとする課題】
【0004】
こうした従来技術の問題点に鑑み、本発明は、送電線を構成する送電線の内部の様々な金属の腐食程度を正確に検出できる送電線の腐食検知器及び腐食検知方法を提供することを目的とする。
【0005】
本発明の他の目的は、様々な規格の送電線の腐食を正確に検出できる送電線の腐食検知器及び腐食検知方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の一実施形態によれば、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部と、テスト信号による基準電線の基準信号を測定する第1測定部と、テスト信号による測定電線の測定信号を測定する第2測定部と、基準信号及び測定信号を周波数毎に分離する信号分離部と、周波数毎に分離された基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算する制御部と、を含む送電線の腐食検知器が提供される。
【0007】
本発明の他の実施形態によれば、(a)測定電線を構成する内部金属に対応する1つ以上の周波数を有するテスト信号を伝送するステップと、(b)テスト信号を第1測定部及び第2測定部に伝送するステップと、(c)基準信号及び測定信号を受信して周波数毎に分離するステップと、(d)制御部から周波数毎に分離された基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算するステップと、を含むことを特徴とする送電線の腐食探知方法が提供される。
【発明の効果】
【0008】
本発明の実施形態によれば、送電線の内部金属におけるそれぞれの腐食程度を正確に測定することができる。
【0009】
また、本発明の実施形態によれば、あらゆる電線規格に適用可能なセンサー及び駆動ホイールを含むことにより、様々な規格に対する送電線内部金属の腐食程度を正確に測定することができる。
【0010】
また、本発明の実施形態によれば、あらゆる電線規格に適用可能なセンサー及び駆動ホイールを含むことにより、駆動ホイールを入れ替える必要がなく、作業時間が短縮されるなどの便宜性が向上するという利点がある。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態による送電線の腐食検知器を示す機能ブロック図である。
【図2】本発明の一実施形態による送電線の腐食探知方法を示すフローチャートである。
【図3】本発明の一実施形態による他の送電線の腐食探知方法を示すフローチャートである。
【発明を実施するための形態】
【0012】
本発明は多様な変換を加えることができ、様々な実施形態を有することができるため、本願では特定の実施形態を図面に例示し、詳細に説明する。しかし、これは、本発明を特定の実施形態に限定するものではなく、本発明の思想及び技術範囲に含まれるあらゆる変換、均等物及び代替物を含むものとして理解されるべきである。
【0013】
以下、本発明による送電線の腐食探知器及び腐食探知方法の実施形態を添付図面を参照して詳細に説明する。添付図面を参照して説明するに当たって、同一または対応する構成要素には同一の図面番号を付し、これと重複する説明は、省略する。
【0014】
図1は、本発明の一実施形態による送電線の腐食検知器を示す機能ブロック図である。
図1を参照すると、送電線の腐食検知器は、テスト信号発生部110、第1測定部120、第2測定部130、信号分離部140、A/D変換部150、制御部160、通信部170、入力部180、出力部190、及び駆動部200を含む。
【0015】
通信部170は、制御部160で計算した測定電線の腐食程度を示すデータを送受信する。
【0016】
入力部180は、測定電線の腐食探知のための入力信号を通信部170に伝送する。
【0017】
出力部190は、データの出力を行う。出力部190は通信部170を介して制御部160から測定電線の腐食程度または測定電線の位置に対するデータを受信する。出力部190は、受信したデータを使用者の選択に応じて出力することができる。例えば、出力部190を介して出力されるデータは、制御部160で計算した測定電線の位置毎に測定電線を構成する内部金属のそれぞれの腐食程度を示すデータとすることができる。
【0018】
駆動部200は、駆動モーター制御部210、駆動モーター220、駆動ホイール230、駆動ホイール幅の調整装置240を含む。
【0019】
駆動モーター制御部210は、制御部160から速度信号の入力を受けて、速度信号に対応する制御信号を駆動モーター220に伝送する。
【0020】
駆動モーター220は、駆動モーター制御部210から制御信号の入力を受けて、制御信号に対応して駆動ホイール230を駆動させる。
【0021】
駆動ホイール230は、駆動モーター220により制御された任意の速度で測定電線を走行する。
【0022】
駆動ホイール幅の調整装置240は、駆動ホイールの幅を各送電線の規格毎に調整する。
【0023】
テスト信号発生部110は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成する。また、テスト信号発生部110は、生成されたテスト信号を第1測定部120及び第2測定部130に伝送する。ここで、測定電線は、腐食探知対象となる電線である。テスト信号は、測定電線を構成する内部金属のそれぞれに反応する周波数信号が混合された信号である。テスト信号発生部110は、テスト信号を第1測定部120及び第2測定部130に同時に伝送する。
【0024】
第1測定部120は、テスト信号による基準電線の基準信号を測定する。基準電線は、測定電線の腐食程度を判断するための基準となる電線であって、測定電線と同じ種類の電線である。第1測定部120は、センサーコイルで構成することができる。センサーコイルは、多層型分割貫通型センサー及びブリッジ方式の測定回路を含む。多層型分割貫通型センサーは、あらゆる規格の送電線に脱着可能なセンサーヘッド構造となっている。また、多層型分割貫通型センサーは、センサー測定感度を増加させるために、コイルが多層で巻かれている形態となっている。基準信号は基準電線を構成する内部金属の特性により変化されたテスト信号である。
【0025】
第2測定部130は、テスト信号による測定電線の測定信号を測定する。第2測定部130は、第1測定部120と同様な構成を有する。第2測定部130のセンサーコイルには、測定電線が挿入される。測定信号は、測定電線を構成する内部金属の特性により変化されたテスト信号である。また、測定信号は、測定電線を構成する内部金属のそれぞれの腐食形態及び腐食程度により変わることになる。
【0026】
信号分離部140は、第1測定部120及び第2測定部130から基準信号及び測定信号を受信する。信号分離部140は、受信された基準信号及び測定信号を周波数毎に分離する。信号分離部140は、周波数毎に分離された基準信号及び測定信号をA/D変換部150に伝送する。
【0027】
A/D変換部150は、信号分離部140から周波数毎に分離された基準信号及び測定信号をアナログ−デジタル変換する。すなわち、A/D変換部150は、アナログ形態である周波数毎の基準信号及び測定信号をデジタル形態に変換して制御部160に伝送する。
【0028】
制御部160は、周波数毎に分離されたデジタル形態の基準信号及び測定信号を用いて、測定電線を構成する内部金属毎に腐食程度を計算する。また、制御部160は、周波数毎に分離された基準信号の基準インピーダンス値及び測定信号の測定インピーダンス値を計算する。制御部160は、計算された基準インピーダンス値及び測定インピーダンス値の差を用いて内部金属毎に腐食程度を計算する。
【0029】
本発明による制御部160は、測定電線に装着された第2測定部130が測定電線に沿って移動する時、第2測定部130の移動速度、時間、距離または方向などを制御する。また、制御部160では、第2測定部130の移動速度を制御するために、速度信号を発生させて駆動モーター制御部210に伝送する。また、制御部160は、速度信号及び第2測定部130の移動時間、距離などを用いて、測定電線の位置を計算する。制御部160は、計算された測定電線の腐食程度または測定電線の位置を無線通信部170に伝送する。
【0030】
一方、制御部160は、入力部180から入力信号を受信する。ここで、入力信号は、測定電線の種類の情報及び測定電線を構成する内部金属の情報を含む測定電線の情報を含むことができる。また、入力信号は、第2測定部130の速度信号情報などを含むことができる。
【0031】
図2は、本発明の一実施形態による送電線の腐食探知方法を示すフローチャートである。
図2を参照すると、送電線の腐食検知器のテスト信号発生部は、まず、ステップS201で、測定電線情報に対応する1つ以上の周波数を有するテスト信号を生成する。テスト信号発生部は、測定電線を構成する内部金属の種類に応じて反応するそれぞれの周波数信号が混合されたテスト信号を生成する。テスト信号発生部は、テスト信号を第1測定部及び第2測定部に伝送する。
【0032】
次いで、ステップS202で、第1測定部及び第2測定部は、基準信号及び測定信号を測定する。第1測定部は、テスト信号発生部から伝送されたテスト信号に基準電線が反応して発生した基準信号を測定する。また、第2測定部は、テスト信号発生部から送信されたテスト信号に測定電線が反応して発生した測定信号を測定する。
【0033】
第1測定部及び第2測定部は、測定された基準信号及び測定信号を信号分離部に伝送する。
【0034】
次いで、ステップS203で、信号分離部は、基準信号及び測定信号を周波数毎に分離する。信号分離部は、第1測定部で発生した基準信号と第2測定部で発生した測定信号を受信する。信号分離部は、受信された基準信号及び測定信号を、テスト信号に混合された周波数毎に分離する。
【0035】
次いで、ステップS204で、制御部は、測定電線を構成する内部金属毎に腐食程度を計算する。制御部は、基準信号と測定信号とをそれぞれの周波数毎に比較する。制御部は、比較結果から周波数毎に反応する内部金属の腐食程度を計算する。
【0036】
図3は、本発明の一実施形態による他の送電線の腐食探知方法を示すフローチャートである。
図3を参照すると、まず、S301で、制御部は、測定電線情報を受信する。制御部は、通信部を介して入力部に入力された測定電線情報を受信する。
【0037】
次いで、ステップS302で、制御部は、第2測定部の移動のための速度信号を生成する。制御部は、入力部を介して受信された速度信号情報に対応する速度信号を生成して駆動モーター制御部に伝送する。
【0038】
次いで、ステップS303で、テスト信号発生部は、測定電線情報に対応するテスト信号を生成する。テスト信号発生部は、測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を第1測定部及び第2測定部に伝送する。
【0039】
次いで、ステップS304で、第1測定部及び第2測定部は、基準信号及び測定信号を測定する。第1測定部は、基準電線から基準信号を測定する。また、第2測定部は、測定電線から測定信号を測定する。
【0040】
次いで、ステップS305で、信号分離部は、基準信号及び測定信号を受信する。信号分離部は、テスト信号を受信した第1測定部及び第2測定部で発生した基準信号及び測定信号を受信する。
【0041】
次いで、S306で、信号分離部は、受信された基準信号及び測定信号を周波数毎に分離する。信号分離部は、周波数毎に分離した基準信号及び測定信号を制御部に伝送する。
【0042】
次いで、ステップS307で、制御部は、周波数毎に基準インピーダンス値及び測定インピーダンス値を計算する。制御部は、受信した周波数毎に分離された基準信号のそれぞれのインピーダンス値である基準インピーダンス値を計算する。また、制御部は、受信した周波数毎に分離された測定信号のそれぞれのインピーダンス値である測定インピーダンス値を計算する。
【0043】
次いで、ステップS308で、制御部は、基準インピーダンス値と測定インピーダンス値とを比較する。制御部で、それぞれ周波数毎に計算された基準インピーダンス値と測定インピーダンス値とを比較する。
【0044】
次いで、ステップS309で、制御部は、内部金属毎に腐食程度を算出する。制御部は、それぞれの周波数毎に基準インピーダンス値と測定インピーダンス値との比較結果を用いてそれぞれの周波数に対応するそれぞれの内部金属の腐食程度を算出する。
センサーコイルのインピーダンスは、下記の一般式(1)のように表される。
Z=R+jωL・・・・・・・・・(1)
(Zはインピーダンスであり、Rは抵抗であり、Lはインダクタンスである。)
【0045】
ここで、インピーダンスZは、抵抗RとインダクタンスLとにより影響を受ける。インダクタンスLは、センサーコイルに挿入される基準電線及び測定電線の材質に応じて変化する。電線が挿入されたセンサーコイルに交流電流を印加すると、センサーコイルにより形成される交流磁束が電線に誘導されて電線内部には起電力が発生し、電流が流れるようになる。電線表面及び電線内部に腐食などの欠陷があると、センサーコイルの抵抗Rが変化することになる。すなわち、測定電線の内部金属の腐食によりインピーダンスZの値が変化することになる。よって、第1測定部に挿入された基準電線のインピーダンス値と第2測定部に挿入された測定電線のインピーダンス値との比較結果を用いて内部金属の腐食程度を算出することができる。
【0046】
内部金属の腐食程度の算出は、予め設定されたアルゴリズムを用いることにより算出が可能となる。また、内部金属の腐食程度の算出は、基準インピーダンス値と測定インピーダンス値による内部金属の腐食程度を示すテーブルが予め格納されて、基準インピーダンス値及び測定インピーダンス値に該当するデータを抽出することにより行われることができる。
【0047】
次いで、ステップS310で、制御部は、測定電線の位置を計算する。制御部から駆動モーター制御部に伝送された速度信号、速度信号により第2測定部が移動した距離、または移動時間を用いて、送電線の腐食検知が行われる測定電線の位置を計算する。
【0048】
次いで、ステップS311で、出力部は、測定電線の位置及び計算された内部金属毎の腐食程度を出力する。出力部は、測定電線の位置、内部金属毎の腐食程度または測定電線の位置毎の内部金属のそれぞれの腐食程度を制御部から受信し、これを出力する。
【0049】
以上のように、本発明の詳細な説明で具体的な実施形態に関して説明したが、本発明の技術が当業者によって容易に変形して実施することが可能であることは自明であり、このような変形された実施形態も本発明の特許請求範囲に記載された技術思想に含まれることは明らかである。
【符号の説明】
【0050】
110 テスト信号発生部
120 第1測定部
130 第2測定部
140 信号分離部
160 制御部
170 通信部
190 出力部
200 駆動部
210 駆動モーター制御部
220 駆動モーター
230 駆動ホイール
240 駆動ホイール幅の調整装置
【特許請求の範囲】
【請求項1】
送電線の腐食検知器であって、
測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部と、
前記テスト信号による基準電線の基準信号を測定する第1測定部と、
前記テスト信号による測定電線の測定信号を測定する第2測定部と、
前記基準信号及び前記測定信号を前記周波数毎に分離する信号分離部と、
前記周波数毎に分離された前記基準信号及び前記測定信号を用いて、前記測定電線を構成する内部金属毎に腐食程度を計算する制御部と、
を含むことを特徴とする送電線の腐食検知器。
【請求項2】
前記テスト信号は、前記測定電線を構成する内部金属のそれぞれに反応するそれぞれの周波数信号を混合したことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項3】
前記基準電線と前記測定電線は、同じ種類の電線であることを特徴とする請求項1または請求項2に記載の送電線の腐食検知器。
【請求項4】
前記第1測定部及び第2測定部は、センサーコイルを含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項5】
前記センサーコイルは、多層型分割貫通型センサー及びブリッジ方式の測定回路を含むことを特徴とする請求項4に記載の送電線の腐食検知器。
【請求項6】
前記制御部は、前記周波数毎に分離された基準信号の基準インピーダンス値及び前記測定信号の測定インピーダンス値を算出し、前記基準インピーダンス値と前記測定インピーダンス値との差を計算して内部金属毎に腐食程度を計算することを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項7】
前記信号分離部で周波数毎に分離した前記基準信号及び前記測定信号を、アナログ−デジタル変換して制御部に伝送するアナログ−デジタル変換器と、
前記制御部で計算した前記測定電線の腐食程度を示すデータを伝送する通信部と、
前記データを分析及び出力する出力部と、をさらに含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項8】
前記第2測定部を移動させる駆動モーターと、
前記制御部から速度信号の入力を受け、前記速度信号に対応して駆動モーターを制御する駆動モーター制御部と、をさらに含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項9】
前記制御部は、前記速度信号を用いて前記測定電線の位置毎に前記測定電線を構成する内部金属のそれぞれの腐食程度を計算することを特徴とする請求項1または請求項8に記載の送電線の腐食検知器。
【請求項10】
送電線の腐食探知方法であって、
(a)測定電線を構成する内部金属に対応する1つ以上の周波数を有するテスト信号を第1測定部及び第2測定部に伝送するステップと、
(b)前記第1測定部で測定した基準信号及び前記第2測定部で測定した測定信号を伝送するステップと、
(c)前記基準信号及び前記測定信号を前記周波数毎に分離するステップと、
(d)前記周波数毎に分離された前記基準信号及び前記測定信号を用いて、前記測定電線を構成する内部金属毎に腐食程度を計算するステップと、
を含むことを特徴とする送電線の腐食探知方法。
【請求項11】
前記(d)ステップは、
(d−1)前記周波数毎に分離された前記基準信号の基準インピーダンス値及び前記測定信号の測定インピーダンス値を計算するステップと、
(d−2)前記基準インピーダンス値と前記測定インピーダンス値とを比較するステップと、
(d−3)前記基準インピーダンス値と前記測定インピーダンス値との比較結果を用いて前記測定電線の内部金属毎に腐食程度を算出するステップと、をさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項12】
前記(a)ステップの前に、
(a−1)前記第2測定部を移動させるための速度信号を発生するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項13】
前記(a−1)ステップの後に、
(a−2)前記速度信号、前記第2測定部の移動距離または移動時間を用いて、前記測定電線の位置を計算するステップをさらに含むことを特徴とする請求項12に記載の送電線の腐食探知方法。
【請求項14】
前記(a−2)ステップの後に、
(a−3)前記計算された測定電線の位置毎に前記測定電線を構成する内部金属のそれぞれの腐食程度を示したデータを出力するステップをさらに含むことを特徴とする請求項13に記載の送電線の腐食探知方法。
【請求項15】
前記(a)ステップの前に、
(e)前記測定電線の種類、前記測定電線を構成する内部金属の種類を含む測定電線情報を受信するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項16】
前記(d)ステップの後に、
(f)前記計算された測定電線の内部金属毎に腐食程度を示したデータを出力するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項1】
送電線の腐食検知器であって、
測定電線の内部金属に対応する1つ以上の周波数を有するテスト信号を生成するテスト信号発生部と、
前記テスト信号による基準電線の基準信号を測定する第1測定部と、
前記テスト信号による測定電線の測定信号を測定する第2測定部と、
前記基準信号及び前記測定信号を前記周波数毎に分離する信号分離部と、
前記周波数毎に分離された前記基準信号及び前記測定信号を用いて、前記測定電線を構成する内部金属毎に腐食程度を計算する制御部と、
を含むことを特徴とする送電線の腐食検知器。
【請求項2】
前記テスト信号は、前記測定電線を構成する内部金属のそれぞれに反応するそれぞれの周波数信号を混合したことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項3】
前記基準電線と前記測定電線は、同じ種類の電線であることを特徴とする請求項1または請求項2に記載の送電線の腐食検知器。
【請求項4】
前記第1測定部及び第2測定部は、センサーコイルを含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項5】
前記センサーコイルは、多層型分割貫通型センサー及びブリッジ方式の測定回路を含むことを特徴とする請求項4に記載の送電線の腐食検知器。
【請求項6】
前記制御部は、前記周波数毎に分離された基準信号の基準インピーダンス値及び前記測定信号の測定インピーダンス値を算出し、前記基準インピーダンス値と前記測定インピーダンス値との差を計算して内部金属毎に腐食程度を計算することを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項7】
前記信号分離部で周波数毎に分離した前記基準信号及び前記測定信号を、アナログ−デジタル変換して制御部に伝送するアナログ−デジタル変換器と、
前記制御部で計算した前記測定電線の腐食程度を示すデータを伝送する通信部と、
前記データを分析及び出力する出力部と、をさらに含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項8】
前記第2測定部を移動させる駆動モーターと、
前記制御部から速度信号の入力を受け、前記速度信号に対応して駆動モーターを制御する駆動モーター制御部と、をさらに含むことを特徴とする請求項1に記載の送電線の腐食検知器。
【請求項9】
前記制御部は、前記速度信号を用いて前記測定電線の位置毎に前記測定電線を構成する内部金属のそれぞれの腐食程度を計算することを特徴とする請求項1または請求項8に記載の送電線の腐食検知器。
【請求項10】
送電線の腐食探知方法であって、
(a)測定電線を構成する内部金属に対応する1つ以上の周波数を有するテスト信号を第1測定部及び第2測定部に伝送するステップと、
(b)前記第1測定部で測定した基準信号及び前記第2測定部で測定した測定信号を伝送するステップと、
(c)前記基準信号及び前記測定信号を前記周波数毎に分離するステップと、
(d)前記周波数毎に分離された前記基準信号及び前記測定信号を用いて、前記測定電線を構成する内部金属毎に腐食程度を計算するステップと、
を含むことを特徴とする送電線の腐食探知方法。
【請求項11】
前記(d)ステップは、
(d−1)前記周波数毎に分離された前記基準信号の基準インピーダンス値及び前記測定信号の測定インピーダンス値を計算するステップと、
(d−2)前記基準インピーダンス値と前記測定インピーダンス値とを比較するステップと、
(d−3)前記基準インピーダンス値と前記測定インピーダンス値との比較結果を用いて前記測定電線の内部金属毎に腐食程度を算出するステップと、をさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項12】
前記(a)ステップの前に、
(a−1)前記第2測定部を移動させるための速度信号を発生するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項13】
前記(a−1)ステップの後に、
(a−2)前記速度信号、前記第2測定部の移動距離または移動時間を用いて、前記測定電線の位置を計算するステップをさらに含むことを特徴とする請求項12に記載の送電線の腐食探知方法。
【請求項14】
前記(a−2)ステップの後に、
(a−3)前記計算された測定電線の位置毎に前記測定電線を構成する内部金属のそれぞれの腐食程度を示したデータを出力するステップをさらに含むことを特徴とする請求項13に記載の送電線の腐食探知方法。
【請求項15】
前記(a)ステップの前に、
(e)前記測定電線の種類、前記測定電線を構成する内部金属の種類を含む測定電線情報を受信するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【請求項16】
前記(d)ステップの後に、
(f)前記計算された測定電線の内部金属毎に腐食程度を示したデータを出力するステップをさらに含むことを特徴とする請求項10に記載の送電線の腐食探知方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−95255(P2011−95255A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2010−223141(P2010−223141)
【出願日】平成22年9月30日(2010.9.30)
【出願人】(510255336)コリア エレクトリック パワー コーポレイション (4)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成22年9月30日(2010.9.30)
【出願人】(510255336)コリア エレクトリック パワー コーポレイション (4)
【Fターム(参考)】
[ Back to top ]