
透かし付和紙の製造方法及びこの方法で製造された透かし付和紙並びにこの和紙を用いた日射遮蔽装置又は間仕切り装置
【課題】透かし付和紙を比較的少ない作業工数で製造するとともに、昼夜を問わず和紙の透かし模様を出現させる。
【解決手段】先ず裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート12を所定の形状にカットして透かし模様シート13を成形し、この透かし模様シート13を粘着シート14に仮り受けさせる。次いで粘着シート14に仮り受けされた透かし模様シート13を紙漉き具の簀網又は竹簀に貼り付け、紙漉き具の簀網又は竹簀の上に厚さが均一になるように和紙の原料を流し込んで凹状の透かし模様部分を有する和紙を成形する。更に和紙を乾燥室に入れて乾燥させる。
【解決手段】先ず裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート12を所定の形状にカットして透かし模様シート13を成形し、この透かし模様シート13を粘着シート14に仮り受けさせる。次いで粘着シート14に仮り受けされた透かし模様シート13を紙漉き具の簀網又は竹簀に貼り付け、紙漉き具の簀網又は竹簀の上に厚さが均一になるように和紙の原料を流し込んで凹状の透かし模様部分を有する和紙を成形する。更に和紙を乾燥室に入れて乾燥させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透かし模様部分を有する和紙の製造方法と、この方法で製造された透かし付の和紙と、この透かし付和紙を用いたロールスクリーン、パネルスクリーン、ローマンシェード、障子等の日射遮蔽装置又は間仕切り装置に関するものである。
【背景技術】
【0002】
従来、この種の和紙の製造方法として、スクリーン印刷技法による絵柄が写真製版されたスクリーンを竹す(金網す)に載せ糸で止めて固定し、すきたけに挟んで紙をすく際に透かしを作製する、手すき和紙製造における透かしの作製装置が開示されている(例えば、特許文献1参照。)。このように構成された透かしの作製装置では、スクリーン印刷技法で写真製版されたスクリーンにおいて絵柄をスクリーンに焼付け製版したので、段差と水の通り抜ける部分と水の通り抜けない部分等が、紙をすいたときに作用して透かしを形成できるようになっている。
【特許文献1】実開平6−42998号公報(請求項1、段落[0004]、段落[0005])
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上記従来の特許文献1に示された手すき和紙製造における透かしの作製装置では、絵柄がスクリーン印刷技法により成形されるため、比較的多くの作業工数を要する不具合があった。また、上記従来の特許文献1に示された手すき和紙製造における透かしの作製装置では、絵柄がスクリーン印刷法で成形されており、この絵柄の厚さが比較的薄いため、紙をすいたときに形成される透かし模様部分の段差が小さくかつこの段差のエッジがダレてしまう。このため、夜、障子等に用いられた上記和紙に、室内の照明の光が照射されても、透かし模様部分のエッジに明暗が僅かしか生じないので、透かし模様を殆ど視認できない問題点もあった。本発明の目的は、比較的少ない作業工数で製造できるとともに、昼夜を問わず和紙の透かし模様を出現させることができる、透かし付和紙の製造方法及びこの方法で製造された透かし付和紙並びにこの和紙を用いた日射遮蔽装置又は間仕切り装置を提供することにある。
【課題を解決するための手段】
【0004】
請求項1に係る発明は、図1及び図2に示すように、裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート12を所定の形状にカットして透かし模様シート13を成形する工程と、透かし模様シート13を粘着シート14に仮り受けさせる工程と、粘着シート14に仮り受けされた透かし模様シート13を紙漉き具16の簀網16a又は竹簀に貼り付ける工程と、紙漉き具16の簀網16a又は竹簀の上に厚さが均一になるように和紙の原料18を流し込んで凹状の透かし模様部分11aを有する和紙11を成形する工程と、和紙11を乾燥室に入れて乾燥させる工程とを含む透かし付和紙の製造方法である。この請求項1に記載された透かし付和紙の製造方法では、透かし模様シート13が比較的厚いカッティングシート12により成形されており、この透かし模様シート13の厚さが比較的厚いため、和紙11を漉いたときに形成される透かし模様部分11aの段差が比較的大きくかつこの段差のエッジが直角に形成される。このため、昼はロールスクリーンのスクリーン本体や障子の障子紙等に用いられた上記和紙11に室外の太陽光が照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜は上記和紙11に室内の照明の光が照射されると、透かし模様部分11aのエッジに明暗がくっきりと生じるので、照明の光が透過しなくても透かし模様をはっきり視認できる。
【0005】
請求項2に係る発明は、請求項1に係る発明であって、更に図1及び図2に示すように、透かし模様シートを紙漉き具の簀網又は竹簀に貼り付けた後であって和紙の原料を流し込む前に、簀網又は竹簀の上で、縦横に延びる木枠で堰き止めて和紙の大きさを設定する工程を更に含むことを特徴とする。この請求項2に記載された透かし付和紙の製造方法では、透かし付和紙11を所望の大きさに成形できる。またカッティングシート12を塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成することができる。更に凹状の透かし模様部分11aの厚さtを0.05〜0.35mmに設定し、透かし模様部分11a以外の部分11dの厚さTを0.10〜0.40mmに設定し、かつt<Tに設定することが好ましい。
【発明の効果】
【0006】
本発明によれば、裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシートをカットして透かし模様シートを成形し、この透かし模様シートを粘着シートに仮り受けさせた後に紙漉き具の簀網又は竹簀に貼り付け、紙漉き具の簀網又は竹簀の上に和紙の原料を流し込んで和紙を成形し、更にこの和紙を乾燥室に入れて乾燥させたので、透かし模様部分の段差が比較的大きくかつこの段差のエッジが直角に形成される。この結果、昼は室外の太陽光が上記和紙に照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜は上記和紙に室内の照明の光が照射されると、透かし模様部分のエッジに明暗がくっきりと生じるので、照明の光が透過してなくも透かし模様をはっきり視認できる。従って、昼夜を問わず和紙の透かし模様を出現させることができる。また透かし模様シートを紙漉き具の簀網又は竹簀に貼り付けた後であって和紙の原料を流し込む前に、簀網又は竹簀の上で、縦横に延びる木枠で堰き止めて和紙の大きさを設定すれば、透かし付和紙を所望の大きさに成形できる。
【発明を実施するための最良の形態】
【0007】
次に本発明を実施するための最良の形態を図面に基づいて説明する。図1及び図2に示すように、透かし付和紙11の製造方法は、裏面に粘着剤が塗布されたカッティングシート12を所定の形状にカットして透かし模様シート13を成形する工程と、透かし模様シート13を粘着シート14に仮り受けさせる工程と、粘着シート14に仮り受けされた透かし模様シート13を紙漉き具16の簀網16aに貼り付ける工程と、簀網16aの上で木枠17で堰き止めて透かし付和紙11の大きさを設定する工程と、簀網16aの上に厚さが均一になるように和紙の原料18を流し込んで凹状の透かし模様部分11aを有する和紙11を成形する工程と、和紙11を乾燥室に入れて乾燥させる工程と含む。
【0008】
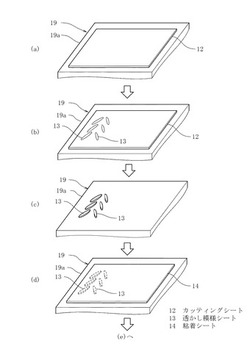
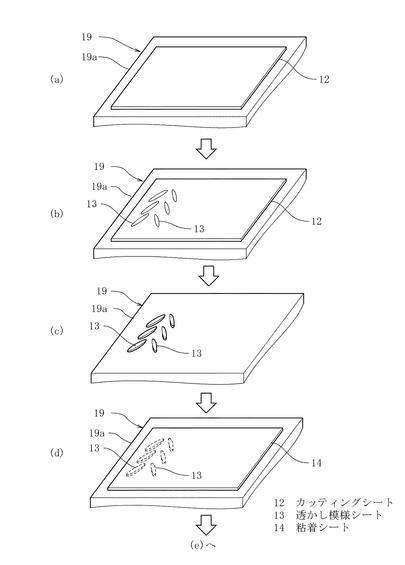
具体的には、先ず厚さ0.05〜0.30mm、好ましくは0.08〜0.20mm、更に好ましくは0.1mmのカッティングシート12をカッティングマシン19のベース19aに載せて固定する(図1(a))。このときカッティングシート12の裏面に塗布された粘着剤によりカッティングシート12がベース19aに固定される。またカッティングシート12は塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成される。ここで、カッティングシート12の厚さを0.05〜0.30mmの範囲に限定したのは、0.05mm未満では和紙11を漉いたときに形成される透かし模様部分11aの段差11bが小さくかつこの段差11bのエッジ11cがダレてしまい、0.30mmを越えると和紙11の厚さが必要以上に厚くなってしまうからである。この状態でカッティングシート12をカッティングマシン19により所定の形状、例えば複数枚の木の葉の形状にカットして透かし模様シート13を成形した後に(図1(b))、カッティングシート12の余分な部分(木の葉以外の部分)をベース19aから剥がして、ベース19a上に透かし模様シート13のみ(木の葉部分のみ)を残す(図1(c))。次いで透かし模様シート13を、下面に弱い粘着性のあるリタック紙と呼ばれる粘着シート14に仮り受けさせる(図1(d))。これにより透かし模様シート13の独立した部分の位置がバラバラになるのを防止できる。
【0009】
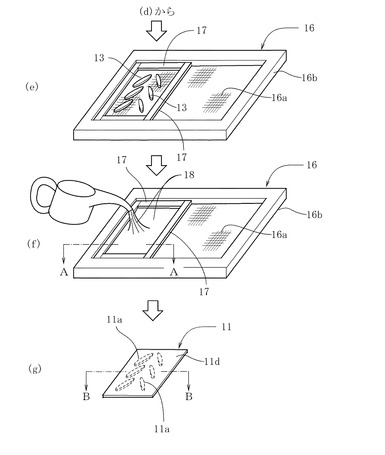
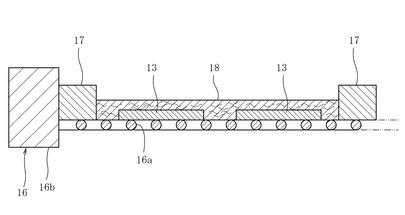
次に粘着シート14に仮り受けされた透かし模様シート13を、このシート13の裏面に塗布された粘着剤により紙漉き具16の簀網16aに貼り付ける。このとき透かし模様シート13の簀網16aへの粘着力は接着面積が小さく比較的弱いため、アイロンなどで熱を加えて粘着力を向上させて行う。なお、透かし模様シート13の簀網16aへの粘着力を更に向上させるために、簀網16aの裏面から透かし模様シート13を接着剤で補強接着してもよい。また紙漉き具16の簀網16aは大判の漉き枠16bにより保持される。この漉き枠16bは縦及び横が2〜3mの長方形状に形成されているため、成形する和紙11の大きさが小さい場合には、漉き枠16bの簀網16a上で上記透かし模様シート13を含む所望の大きさの和紙11となるように縦横に延びる木枠17で堰き止める(図2(e))。この状態で木枠17で囲まれた簀網16aの上に厚さが均一になるように和紙の原料18を流し込む(図2(f))。和紙の原料18としては、楮(こうぞ)、三椏(みつまた)などが挙げられる。この原料18は、楮(こうぞ)などの靱皮繊維を十分に叩解し、染料などで染色した後に、色止めした繊維を水に溶き、更にトロロアオイ等のネリと呼ばれる粘液を混ぜて調製される。これにより透かし模様シート13上の厚さが他の部分より薄く形成される(図3)。更に水分を十分に取り除いた後、未乾燥の和紙を紙漉き具16から外して乾燥室に入れて乾燥させる。これにより透かし付和紙11が得られる(図2(g)及び図4)。
【0010】
上記透かし付和紙11は、この実施の形態では、窓の室内側に巻取り及び繰出し可能に取付けられたロールスクリーン(日射遮蔽装置)のスクリーン本体として用いられる。この場合、透かし付和紙11の透かし模様部分11aの凹状面が室内側に位置するようにスクリーン本体が設置される。この和紙11の凹状の透かし模様部分11aの厚さtは0.05〜0.35mm、好ましくは0.10〜0.20mmに設定され、透かし模様部分11a以外の部分11dの厚さTは0.10〜0.40mm、好ましくは0.20〜0.30mmに設定され、かつt<Tに設定される(図4)。ここで、透かし模様部分11aの厚さtを0.05〜0.35mmの範囲に限定したのは、0.05mm未満では透かし模様部分11aが破け易くなり、0.35mmを越えると太陽光を照射しても太陽光の一部が透過しないからである。また透かし模様部分11a以外の部分11dの厚さTを0.10〜0.40mmの範囲に限定したのは、0.10mm未満では透かし模様部分11aとの段差11bを大きく確保できず、0.40mmを越えるとロールスクリーンのスクリーン本体として巻取りが困難になるからである。
【0011】
このように製造された透かし付和紙11では、透かし模様シート13が比較的厚いカッティングシート12により成形されており、この透かし模様シート13の厚さが比較的厚いため、和紙11を漉いたときに形成される透かし模様部分11aの段差11bが比較的大きくかつこの段差11bのエッジ11cが直角に形成される。この結果、昼はロールスクリーンに用いられた和紙11に室外の太陽光が照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜はロールスクリーンに用いられた和紙11に室内の照明の光が照射されると、透かし模様部分11aのエッジ11cに明暗がくっきりと生じるので、照明の光が透過しなくても透かし模様をはっきり視認できる。従って、昼夜を問わず和紙11の透かし模様を出現させることができるので、室内のインテリア(室内装飾)を向上できる。また本発明では、今まで作製できなかった或いは極めて手間の掛った最大2×3mの透かし付和紙11を比較的容易に作ることができる。またカッティングシート12の厚さを所定の範囲に設定することにより、エッジ11cにダレの発生しない凹状の透かし模様部分11aを和紙11に形成し、光を透過させない場合でも、くっきりと模様(柄)を出現させることができる。更に手彫りではないため、カッティングマシン19に正確なデータを入力すれば、どのように複雑な模様(柄)でも作製できる。なお、上記実施の形態では、紙漉き具に簀網を用いたが、竹簀を用いてもよい。また、上記実施の形態では、本発明の透かし付和紙を、日射遮蔽装置としてのロールスクリーンのスクリーン本体に適用したが、本発明の透かし付和紙を、部屋内を仕切る間仕切り装置としてのロールスクリーンのスクリーン本体に適用してもよく、また本発明の透かし付和紙を、日射遮蔽装置又は間仕切り装置としてのパネルスクリーンのスクリーン本体やローマンシェードの生地や障子の障子紙に適用してもよい。
【図面の簡単な説明】
【0012】
【図1】本発明実施形態の透かし付和紙を製造するための前半の工程図である。
【図2】その透かし付和紙を製造するための後半の工程図である。
【図3】図2(f)のA−A線断面図である。
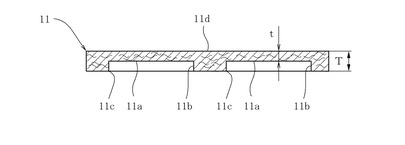
【図4】図2(g)のB−B線断面図である。
【符号の説明】
【0013】
11 透かし付和紙
11a 透かし模様部分
11d 透かし模様部分以外の部分
12 カッティングシート
13 透かし模様シート
14 粘着シート
16 紙漉き具
16a 簀網
17 木枠
18 和紙の原料
【技術分野】
【0001】
本発明は、透かし模様部分を有する和紙の製造方法と、この方法で製造された透かし付の和紙と、この透かし付和紙を用いたロールスクリーン、パネルスクリーン、ローマンシェード、障子等の日射遮蔽装置又は間仕切り装置に関するものである。
【背景技術】
【0002】
従来、この種の和紙の製造方法として、スクリーン印刷技法による絵柄が写真製版されたスクリーンを竹す(金網す)に載せ糸で止めて固定し、すきたけに挟んで紙をすく際に透かしを作製する、手すき和紙製造における透かしの作製装置が開示されている(例えば、特許文献1参照。)。このように構成された透かしの作製装置では、スクリーン印刷技法で写真製版されたスクリーンにおいて絵柄をスクリーンに焼付け製版したので、段差と水の通り抜ける部分と水の通り抜けない部分等が、紙をすいたときに作用して透かしを形成できるようになっている。
【特許文献1】実開平6−42998号公報(請求項1、段落[0004]、段落[0005])
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、上記従来の特許文献1に示された手すき和紙製造における透かしの作製装置では、絵柄がスクリーン印刷技法により成形されるため、比較的多くの作業工数を要する不具合があった。また、上記従来の特許文献1に示された手すき和紙製造における透かしの作製装置では、絵柄がスクリーン印刷法で成形されており、この絵柄の厚さが比較的薄いため、紙をすいたときに形成される透かし模様部分の段差が小さくかつこの段差のエッジがダレてしまう。このため、夜、障子等に用いられた上記和紙に、室内の照明の光が照射されても、透かし模様部分のエッジに明暗が僅かしか生じないので、透かし模様を殆ど視認できない問題点もあった。本発明の目的は、比較的少ない作業工数で製造できるとともに、昼夜を問わず和紙の透かし模様を出現させることができる、透かし付和紙の製造方法及びこの方法で製造された透かし付和紙並びにこの和紙を用いた日射遮蔽装置又は間仕切り装置を提供することにある。
【課題を解決するための手段】
【0004】
請求項1に係る発明は、図1及び図2に示すように、裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート12を所定の形状にカットして透かし模様シート13を成形する工程と、透かし模様シート13を粘着シート14に仮り受けさせる工程と、粘着シート14に仮り受けされた透かし模様シート13を紙漉き具16の簀網16a又は竹簀に貼り付ける工程と、紙漉き具16の簀網16a又は竹簀の上に厚さが均一になるように和紙の原料18を流し込んで凹状の透かし模様部分11aを有する和紙11を成形する工程と、和紙11を乾燥室に入れて乾燥させる工程とを含む透かし付和紙の製造方法である。この請求項1に記載された透かし付和紙の製造方法では、透かし模様シート13が比較的厚いカッティングシート12により成形されており、この透かし模様シート13の厚さが比較的厚いため、和紙11を漉いたときに形成される透かし模様部分11aの段差が比較的大きくかつこの段差のエッジが直角に形成される。このため、昼はロールスクリーンのスクリーン本体や障子の障子紙等に用いられた上記和紙11に室外の太陽光が照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜は上記和紙11に室内の照明の光が照射されると、透かし模様部分11aのエッジに明暗がくっきりと生じるので、照明の光が透過しなくても透かし模様をはっきり視認できる。
【0005】
請求項2に係る発明は、請求項1に係る発明であって、更に図1及び図2に示すように、透かし模様シートを紙漉き具の簀網又は竹簀に貼り付けた後であって和紙の原料を流し込む前に、簀網又は竹簀の上で、縦横に延びる木枠で堰き止めて和紙の大きさを設定する工程を更に含むことを特徴とする。この請求項2に記載された透かし付和紙の製造方法では、透かし付和紙11を所望の大きさに成形できる。またカッティングシート12を塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成することができる。更に凹状の透かし模様部分11aの厚さtを0.05〜0.35mmに設定し、透かし模様部分11a以外の部分11dの厚さTを0.10〜0.40mmに設定し、かつt<Tに設定することが好ましい。
【発明の効果】
【0006】
本発明によれば、裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシートをカットして透かし模様シートを成形し、この透かし模様シートを粘着シートに仮り受けさせた後に紙漉き具の簀網又は竹簀に貼り付け、紙漉き具の簀網又は竹簀の上に和紙の原料を流し込んで和紙を成形し、更にこの和紙を乾燥室に入れて乾燥させたので、透かし模様部分の段差が比較的大きくかつこの段差のエッジが直角に形成される。この結果、昼は室外の太陽光が上記和紙に照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜は上記和紙に室内の照明の光が照射されると、透かし模様部分のエッジに明暗がくっきりと生じるので、照明の光が透過してなくも透かし模様をはっきり視認できる。従って、昼夜を問わず和紙の透かし模様を出現させることができる。また透かし模様シートを紙漉き具の簀網又は竹簀に貼り付けた後であって和紙の原料を流し込む前に、簀網又は竹簀の上で、縦横に延びる木枠で堰き止めて和紙の大きさを設定すれば、透かし付和紙を所望の大きさに成形できる。
【発明を実施するための最良の形態】
【0007】
次に本発明を実施するための最良の形態を図面に基づいて説明する。図1及び図2に示すように、透かし付和紙11の製造方法は、裏面に粘着剤が塗布されたカッティングシート12を所定の形状にカットして透かし模様シート13を成形する工程と、透かし模様シート13を粘着シート14に仮り受けさせる工程と、粘着シート14に仮り受けされた透かし模様シート13を紙漉き具16の簀網16aに貼り付ける工程と、簀網16aの上で木枠17で堰き止めて透かし付和紙11の大きさを設定する工程と、簀網16aの上に厚さが均一になるように和紙の原料18を流し込んで凹状の透かし模様部分11aを有する和紙11を成形する工程と、和紙11を乾燥室に入れて乾燥させる工程と含む。
【0008】
具体的には、先ず厚さ0.05〜0.30mm、好ましくは0.08〜0.20mm、更に好ましくは0.1mmのカッティングシート12をカッティングマシン19のベース19aに載せて固定する(図1(a))。このときカッティングシート12の裏面に塗布された粘着剤によりカッティングシート12がベース19aに固定される。またカッティングシート12は塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成される。ここで、カッティングシート12の厚さを0.05〜0.30mmの範囲に限定したのは、0.05mm未満では和紙11を漉いたときに形成される透かし模様部分11aの段差11bが小さくかつこの段差11bのエッジ11cがダレてしまい、0.30mmを越えると和紙11の厚さが必要以上に厚くなってしまうからである。この状態でカッティングシート12をカッティングマシン19により所定の形状、例えば複数枚の木の葉の形状にカットして透かし模様シート13を成形した後に(図1(b))、カッティングシート12の余分な部分(木の葉以外の部分)をベース19aから剥がして、ベース19a上に透かし模様シート13のみ(木の葉部分のみ)を残す(図1(c))。次いで透かし模様シート13を、下面に弱い粘着性のあるリタック紙と呼ばれる粘着シート14に仮り受けさせる(図1(d))。これにより透かし模様シート13の独立した部分の位置がバラバラになるのを防止できる。
【0009】
次に粘着シート14に仮り受けされた透かし模様シート13を、このシート13の裏面に塗布された粘着剤により紙漉き具16の簀網16aに貼り付ける。このとき透かし模様シート13の簀網16aへの粘着力は接着面積が小さく比較的弱いため、アイロンなどで熱を加えて粘着力を向上させて行う。なお、透かし模様シート13の簀網16aへの粘着力を更に向上させるために、簀網16aの裏面から透かし模様シート13を接着剤で補強接着してもよい。また紙漉き具16の簀網16aは大判の漉き枠16bにより保持される。この漉き枠16bは縦及び横が2〜3mの長方形状に形成されているため、成形する和紙11の大きさが小さい場合には、漉き枠16bの簀網16a上で上記透かし模様シート13を含む所望の大きさの和紙11となるように縦横に延びる木枠17で堰き止める(図2(e))。この状態で木枠17で囲まれた簀網16aの上に厚さが均一になるように和紙の原料18を流し込む(図2(f))。和紙の原料18としては、楮(こうぞ)、三椏(みつまた)などが挙げられる。この原料18は、楮(こうぞ)などの靱皮繊維を十分に叩解し、染料などで染色した後に、色止めした繊維を水に溶き、更にトロロアオイ等のネリと呼ばれる粘液を混ぜて調製される。これにより透かし模様シート13上の厚さが他の部分より薄く形成される(図3)。更に水分を十分に取り除いた後、未乾燥の和紙を紙漉き具16から外して乾燥室に入れて乾燥させる。これにより透かし付和紙11が得られる(図2(g)及び図4)。
【0010】
上記透かし付和紙11は、この実施の形態では、窓の室内側に巻取り及び繰出し可能に取付けられたロールスクリーン(日射遮蔽装置)のスクリーン本体として用いられる。この場合、透かし付和紙11の透かし模様部分11aの凹状面が室内側に位置するようにスクリーン本体が設置される。この和紙11の凹状の透かし模様部分11aの厚さtは0.05〜0.35mm、好ましくは0.10〜0.20mmに設定され、透かし模様部分11a以外の部分11dの厚さTは0.10〜0.40mm、好ましくは0.20〜0.30mmに設定され、かつt<Tに設定される(図4)。ここで、透かし模様部分11aの厚さtを0.05〜0.35mmの範囲に限定したのは、0.05mm未満では透かし模様部分11aが破け易くなり、0.35mmを越えると太陽光を照射しても太陽光の一部が透過しないからである。また透かし模様部分11a以外の部分11dの厚さTを0.10〜0.40mmの範囲に限定したのは、0.10mm未満では透かし模様部分11aとの段差11bを大きく確保できず、0.40mmを越えるとロールスクリーンのスクリーン本体として巻取りが困難になるからである。
【0011】
このように製造された透かし付和紙11では、透かし模様シート13が比較的厚いカッティングシート12により成形されており、この透かし模様シート13の厚さが比較的厚いため、和紙11を漉いたときに形成される透かし模様部分11aの段差11bが比較的大きくかつこの段差11bのエッジ11cが直角に形成される。この結果、昼はロールスクリーンに用いられた和紙11に室外の太陽光が照射されると、太陽光の一部が透過して透かし模様がくっきりと浮び上がり、夜はロールスクリーンに用いられた和紙11に室内の照明の光が照射されると、透かし模様部分11aのエッジ11cに明暗がくっきりと生じるので、照明の光が透過しなくても透かし模様をはっきり視認できる。従って、昼夜を問わず和紙11の透かし模様を出現させることができるので、室内のインテリア(室内装飾)を向上できる。また本発明では、今まで作製できなかった或いは極めて手間の掛った最大2×3mの透かし付和紙11を比較的容易に作ることができる。またカッティングシート12の厚さを所定の範囲に設定することにより、エッジ11cにダレの発生しない凹状の透かし模様部分11aを和紙11に形成し、光を透過させない場合でも、くっきりと模様(柄)を出現させることができる。更に手彫りではないため、カッティングマシン19に正確なデータを入力すれば、どのように複雑な模様(柄)でも作製できる。なお、上記実施の形態では、紙漉き具に簀網を用いたが、竹簀を用いてもよい。また、上記実施の形態では、本発明の透かし付和紙を、日射遮蔽装置としてのロールスクリーンのスクリーン本体に適用したが、本発明の透かし付和紙を、部屋内を仕切る間仕切り装置としてのロールスクリーンのスクリーン本体に適用してもよく、また本発明の透かし付和紙を、日射遮蔽装置又は間仕切り装置としてのパネルスクリーンのスクリーン本体やローマンシェードの生地や障子の障子紙に適用してもよい。
【図面の簡単な説明】
【0012】
【図1】本発明実施形態の透かし付和紙を製造するための前半の工程図である。
【図2】その透かし付和紙を製造するための後半の工程図である。
【図3】図2(f)のA−A線断面図である。
【図4】図2(g)のB−B線断面図である。
【符号の説明】
【0013】
11 透かし付和紙
11a 透かし模様部分
11d 透かし模様部分以外の部分
12 カッティングシート
13 透かし模様シート
14 粘着シート
16 紙漉き具
16a 簀網
17 木枠
18 和紙の原料
【特許請求の範囲】
【請求項1】
裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート(12)を所定の形状にカットして透かし模様シート(13)を成形する工程と、
前記透かし模様シート(13)を粘着シート(14)に仮り受けさせる工程と、
前記粘着シート(14)に仮り受けされた透かし模様シート(13)を紙漉き具(16)の簀網(16a)又は竹簀に貼り付ける工程と、
前記紙漉き具(16)の簀網(16a)又は竹簀の上に厚さが均一になるように和紙の原料(18)を流し込んで凹状の透かし模様部分(11a)を有する和紙(11)を成形する工程と、
前記和紙(11)を乾燥室に入れて乾燥させる工程と
を含む透かし付和紙の製造方法。
【請求項2】
透かし模様シート(13)を紙漉き具(16)の簀網(16a)又は竹簀に貼り付けた後であって和紙の原料(18)を流し込む前に、前記簀網(16a)又は竹簀の上で、縦横に延びる木枠(17)で堰き止めて和紙(11)の大きさを設定する工程を更に含む請求項1記載の透かし付和紙の製造方法。
【請求項3】
カッティングシート(12)が塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成された請求項1記載の透かし付和紙の製造方法。
【請求項4】
請求項1ないし3いずれか1項に記載の方法で製造され、凹状の透かし模様部分(11a)の厚さtが0.05〜0.35mmに設定され、前記透かし模様部分(11a)以外の部分(11d)の厚さTが0.10〜0.40mmに設定され、かつt<Tに設定された透かし付和紙。
【請求項5】
請求項1ないし3いずれか1項に記載の方法で製造された透かし付和紙を用いた日射遮蔽装置又は間仕切り装置。
【請求項1】
裏面に粘着剤が塗布された厚さ0.05〜0.30mmのカッティングシート(12)を所定の形状にカットして透かし模様シート(13)を成形する工程と、
前記透かし模様シート(13)を粘着シート(14)に仮り受けさせる工程と、
前記粘着シート(14)に仮り受けされた透かし模様シート(13)を紙漉き具(16)の簀網(16a)又は竹簀に貼り付ける工程と、
前記紙漉き具(16)の簀網(16a)又は竹簀の上に厚さが均一になるように和紙の原料(18)を流し込んで凹状の透かし模様部分(11a)を有する和紙(11)を成形する工程と、
前記和紙(11)を乾燥室に入れて乾燥させる工程と
を含む透かし付和紙の製造方法。
【請求項2】
透かし模様シート(13)を紙漉き具(16)の簀網(16a)又は竹簀に貼り付けた後であって和紙の原料(18)を流し込む前に、前記簀網(16a)又は竹簀の上で、縦横に延びる木枠(17)で堰き止めて和紙(11)の大きさを設定する工程を更に含む請求項1記載の透かし付和紙の製造方法。
【請求項3】
カッティングシート(12)が塩化ビニール、ポリオレフィン、ポリプロピレン及びポリエステルからなる群より選ばれた1種又は2種以上の単層フィルム又は積層フィルムにより形成された請求項1記載の透かし付和紙の製造方法。
【請求項4】
請求項1ないし3いずれか1項に記載の方法で製造され、凹状の透かし模様部分(11a)の厚さtが0.05〜0.35mmに設定され、前記透かし模様部分(11a)以外の部分(11d)の厚さTが0.10〜0.40mmに設定され、かつt<Tに設定された透かし付和紙。
【請求項5】
請求項1ないし3いずれか1項に記載の方法で製造された透かし付和紙を用いた日射遮蔽装置又は間仕切り装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−291376(P2008−291376A)
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願番号】特願2007−136103(P2007−136103)
【出願日】平成19年5月23日(2007.5.23)
【出願人】(000109923)トーソー株式会社 (84)
【Fターム(参考)】
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願日】平成19年5月23日(2007.5.23)
【出願人】(000109923)トーソー株式会社 (84)
【Fターム(参考)】
[ Back to top ]