
透光性を有するシート材の外観検査装置および方法
【課題】透光性を有するシーツ材の外観を容易に検査できるようにする。
【解決手段】透光性を有するシート材の外観を検査する外観検査システムにおいて、複数の互いに色が異なる単一色の背景板が、被検査物の搬送方向に直交する方向に搬送幅にわたって設けられ、搬送されてきた被検査物がその上を通過する。複数のリニアカラーセンサを内蔵するカメラが、前記複数のリニアカラーセンサのそれぞれが前記複数の背景板の1つの上の画像を撮像する位置に、設置される。画像処理装置は、被検査物の中の同一箇所が前記複数の背景板の上の被検査物を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する。
【解決手段】透光性を有するシート材の外観を検査する外観検査システムにおいて、複数の互いに色が異なる単一色の背景板が、被検査物の搬送方向に直交する方向に搬送幅にわたって設けられ、搬送されてきた被検査物がその上を通過する。複数のリニアカラーセンサを内蔵するカメラが、前記複数のリニアカラーセンサのそれぞれが前記複数の背景板の1つの上の画像を撮像する位置に、設置される。画像処理装置は、被検査物の中の同一箇所が前記複数の背景板の上の被検査物を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透光性を有するシート材の外観検査に関するものである。
【背景技術】
【0002】
リネンサプライ業界では、大量の被洗濯物が処理される。たとえば、ホテルなどでは、シーツ、カバーなどが大量に洗濯される。そのような被洗濯物は、たとえば3mの幅のアイロナでアイロン掛けされ、次に、ベルトコンベアで運ばれる途中で照明器具でその表面を照らして、外観が検査された後、折り畳み機に送られる。折り畳み機では、外見検査により穴、汚れなどの不良が検出されたか良品であったかの検査結果に基づいて折り畳み方や取り出し場所を変えて排出される。シーツなどの被洗濯物は透光性を有するシーツ材の例である。同様に、フィルム、ガラスクロス、プリプレグ、プラスチックボード、ペーパーなどの透光性を有するシート材についても、特開平7−229852号公報に記載された外観検査装置に記載されているように、外観検査が同様に行われ、不良品が検出される。
【0003】
透光性のあるシート材を検査する場合、被検査物の背後にあるベルトコンベアの表面の色の影響を受ける。そこで、特開平7−229852号公報に記載された外観検査装置では、透光性を有するシート材の欠陥を高精度に検出するため、複数の単一色でかつ異なる色(たとえば、白色、黒色および赤色)のブロックをシート材の背景となるように配置する。ブロックの色は、披検査物の色に応じて適当に選べばよい。そして、複数のブロックの色を検出する複数のカメラを設ける。これにより、欠陥を色差により鮮明に浮かび上がらせることができ、確実に欠陥を検出することが可能になる。
【特許文献1】特開平7−229852号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特開平7−229852号公報に記載された外観検査装置ではカメラを複数台設けなければならず、したがって、カメラ、レンズ、ケーブル、画像処理装置はそのブロックの色数分を用意せねばならなかった。
【0005】
本発明の目的は、透光性を有するシーツ材の外観を容易に検査できるようにすることである、
【課題を解決するための手段】
【0006】
透光性を有するシート材の外観を検査する本発明に係る外観検査システムは、(a)搬送されてきた被検査物がその上を通過する、複数の互いに色が異なる単一色の背景板であって、被検査物の搬送方向に直交する方向に搬送幅にわたって設けられた、背景板と、(b)複数のリニアカラーセンサを内蔵するカメラであって、前記複数のリニアカラーセンサは、それぞれが前記複数の背景板の1つの上の画像を撮像する位置に設置されているカメラと、(c)被検査物の中の同一箇所が前記複数の背景板の上の被検査物を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する画像処理装置とを備える。
【0007】
前記外観検査システムにおいて、前記複数の背景板は、たとえば、白色の背景板と黒色の背景板である。また、好ましくは、前記画像処理装置は、前記黒色背景板を撮像して被検査物が存在しないと判断したとき、前記白色背景板を撮像して得られた画像データを基に白色の校正データを作成する。
【0008】
前記外観検査システムにおいて、前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で黒であって、白背景ブロック上の画像では白であれば、破れが存在すると判定する。また、前記画像処理装置は、前記同一箇所の画像が黒背景ブロックでの上で黒であって、白背景ブロック上で黒であれば、黒の汚れが存在すると判定する。また、前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で周囲の色より高輝度であって、白背景ブロック上で周囲の色と同じ輝度であれば、被検査物の一部が折られて多重になっていると判定する。
【0009】
本発明に係る、透光性を有するシート材の外観を検査する第1の外観検査方法では、(a)複数の互いに色が異なる単一色の背景板を、被検査物の搬送方向に直交する方向に搬送幅に渡って設置し、また、(b)複数のリニアカラーセンサを内蔵するカメラを、前記複数のリニアカラーセンサがそれぞれ前記複数の背景板の1つの上の被検査物の画像を撮像する位置に設置する。そして、(c)被検査物の中の同一箇所が前記複数の背景板の各々の上を通るときに前記カメラにより被検査物の画像を撮像し、(d)被検査物の前記画像において前記同一部分の画像を比較して、被検査物の外観の欠陥を検出する。
【0010】
本発明に係る、透光性を有するシート材の外観を検査する第2の外観検査方法では、(a)被検査物と異なる色の背景板の上で、被検査物の画像を撮像し、(b)被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する。
【発明の効果】
【0011】
複数視野を有する1台のカメラを使用するので、低コストで高精度な外観検査を提供できる。
被検査物と異なる色の背景を応用して、被検査物の折れ不良を検査できる。また、被検査物と異なる色の背景を応用して、額縁包布の欠陥を検出できる。
背景板の一つを白色にする事により、白色の自動校正が可能となる。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照して発明の実施の形態を説明する。
【0013】
本発明では、シーツなどの透光性を有する被検査物の外観の欠陥を検出する。
【0014】
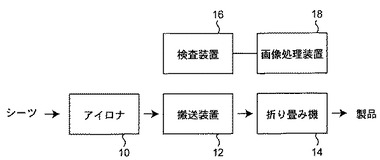
図1は、洗濯ラインの全体構成の1列を示す。洗濯機で洗濯されたシーツ等の被洗濯物は半乾きの状態で広げられてアイロナ10に投入され、アイロン掛けされると共に乾燥される。乾燥した被洗濯物は、搬送装置12によって、折り畳み機14へと搬送される。シーツの場合は、1枚の広げられた布として搬送される。撮像装置16は、搬送装置12により搬送ベルト上で移動していく被洗濯物を撮像する。画像処理装置18は、撮像装置16から受け取った映像信号を基に外観の異常(破れ、汚れなど)を検出する。折り畳み機14では、画像処理装置18の検査結果に基づいて折り畳み方や取り出し場所を変えて排出される。アイロナ10や搬送装置12は、たとえば3mの幅をもつ。なお、このような広い幅を有効に利用するため、搬送装置12では、多数の被洗濯物が並列に搬送されていく。
【0015】
シーツの不良について、さらに詳述すると、シーツ自体の不良としては破れおよび汚れがあり、汚れはさらに色染み、黒汚れなどがある。シーツ自体の不良ではないが、搬送途中で形状が異常になったり、折れてしまったりする場合がある。この場合、折り畳み機で、正常に折り畳めなかったり、途中でシーツが詰まってしまうという問題がある。
【0016】
破れと汚れは、どちらもシーツの不良であるが、汚れは再洗したり染み抜きしたりするのに対し、破れは廃棄するかもしくは修繕するため、両者は区別して排出されることが望ましい。しかしながら、従来の黒背景板のみの検査装置においては、破れなのか黒い汚れなのかが区別できない問題があった。
【0017】
図2は外観検査装置の1例を図式的に示す。搬送装置12の搬送経路の一部に、1色目の背景ブロック22と2色目の背景ブロック24が並列に、配置方向と直交する方向に、搬送装置12の搬送幅(たとえば3m)にわたって、配置される。第1色は黒色であり、第2色は白色である。黒色と白色の背景ブロック22,24は、たとえば、鉄板の黒塗装と白塗装により製造される。アイロナ10よりアイロン掛けされて出てきた被洗濯物20は2色の背景ブロック22,24の上を通過して行く。白色の光源30a、30bは、背景ブロック22,24の上の被検査物を照明する位置に、搬送方向に前方と後方に設置され、被検査物を明るく照らす。さらに、2色の背景ブロック22,24の上方に、多板式ラインカメラ(今回の例では2板式ラインカメラ32)が設置される。2板式カメラ32は、2つの受光素子34a、34bを備える。受光素子34a、34bはCCDのリニアセンサである。受光素子34a、34bの位置は、レンズ36を介して1色目の背景ブロック24上の被洗濯物20を撮像し、受光素子34bはレンズ36を介して2色目の背景ブロック22上の被洗濯物20を撮像するように、調整されている。
【0018】
多板式ラインカメラについて説明する。通常ラインカメラの視野は1箇所であり、2色の背景ブロック22,24を観察する構成を実現するには2台のラインカメラが必要となる。ラインカメラが2台になると、レンズ、ケーブル、画像処理装置も2台必要となってくる。また、3mの視野幅を得ようとすると相当高い位置にカメラを設置する必要があり、その高い位置に設置したカメラの位置や向きを調整して2つのカメラの視野の相対位置関係を精度良く合わせることは非常に困難である。
【0019】
そこで、外観検査のため2板式ラインカメラ32を作成した。ここで、1台のカメラ32の中に2つのリニアセンサ(受光素子)34a、34bを平行に配置した。すなわち、1台のカメラ32が複数視野を有する。なお、3色の背景ブロックを用いる場合は、1台のカメラの中に3つのリニアセンサを平行に配置する。
【0020】
2板式カメラの場合、予めカメラ製造段階で2つのリニアセンサの相対位置関係は調整済みであるため、一方の背景ブロックにその背景ブロックを撮像する方のリニアセンサの視野が収まる程度にカメラを調整するだけよい。これに対し、2カメラ式の場合、それぞれのカメラの視野をそれぞれの背景ブロックに収まる程度に調整するだけでは不十分で、背景ブロックのどの位置に視野があるかまで合わせる必要があり、X方向、Y方向およびθ方向の3軸を精密に調整しなければならない。また、レンズ焦点距離に個体差があるため、撮像倍率を合わせるためにカメラの高さ方向(Z方向)も調整する必要がある。
【0021】
カメラ32では、増幅回路により、撮像素子34a、34bからのアナログ信号を増幅し、AD変換器により、増幅信号のAD変換をする。そして、ハードウェアロジック回路が、あらかじめ記憶している白板校正データを用いて、得られたデジタル信号(生データ)の校正演算をし、8ビットデジタル信号を出力する。
【0022】
背景ブロック22,24の色は単一色である。ここでは、背景ブロック22,24の色をそれぞれ黒,白とした。また、必要ならば、3つ以上の背景ブロックを用いてもよい。この場合、カメラには、3つ以上のリニアセンサを内蔵する。
【0023】
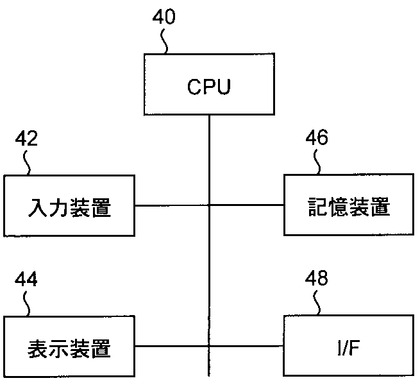
画像処理装置は、図3に示すように、通常のコンピュータと同様の構成を備える。全体を制御するCPU40は、命令などを入力するキーボードなどの入力装置42、データなどを表示する表示装置44、ハードディスクドライブなどの記憶装置46、カメラ32との信号入出力のためのインタフェース48を備える。記憶装置46は、カメラから入力された画像データ、白色校正データなどや、外観検査のための画像処理プログラムなどを記憶する。
【0024】
以上に説明した外観検査装置について、その動作を説明する。搬送装置12において、被洗濯物20は、黒の背景ブロック22の上を通り、次に、白の背景ブロック24の上を通る。被洗濯物20は白色の光源30a、30bにより照射されている。受光素子34a、34bは一定間隔に配置されているため、被洗濯物20の移動速度を用いて逆算することにより、黒の背景ブロック22上にある部分が黒の背景ブロック24上に到達する時間がわかる。したがって、受光素子34a,34bは、時間差的に、被洗濯物20の同一箇所を撮像できる。次に、被検査物の同一箇所について、黒背景ブロック22の上の画像と白背景ブロック22の上の画像を比較することにより欠陥の有無や種類が判別できる。
【0025】
この外観検査装置では、透光性を有する被検査物(シーツなど)について、表1に示すような4種の欠陥(破れ、黒の汚れ、色染み、折れ)が検査できる。(破れすなわち穴は最も透光性が高い状態である。)以下にそれぞれの例を説明する。
【0026】
表1 欠陥検出
【表1】

【0027】
被洗濯物20に破れがあった場合、破れた部分は背景ブロックが露出して見えているので、被洗濯物20は、黒の背景ブロック22の上で、破れが黒く受光素子34aに撮像される。次に、その被洗濯物20が、白の背景ブロック24の上で、破れが白く受光素子34bに撮像される。受光素子34a、34bにより時間差的に被洗濯物20の同一箇所を撮像して、被洗濯物20に破れがあったことを認識できる。(ここでは、画像の色について簡単のため単純に黒、白という表現をしているが、実際は黒背景ブロック上の破れでも半分透けたような破れは暗いだけで真っ黒とはならない場合がある。また、白背景ブロック上の破れでも破れ周囲の影などで部分的に黒く見える場合もある。従って、黒背景ブロックと白背景ブロックでの相対的な差異で破れを検出することになる。)
【0028】
また、被洗濯物20に黒色の汚れがあった場合、まず、黒の背景ブロック22では汚れが黒く受光素子34aに撮像される。次に、白の背景ブロック24でも汚れは黒く撮像される。受光素子34a,34bにより時間差的に被洗濯物の同一箇所を撮像して、同一箇所で黒色と撮像されたものは黒の汚れであることが認識できる。
【0029】
また、被洗濯物20に色染みがあった場合、周囲の色とは異なる色であるので色の違いを検出すれば良いが、白背景ブロック24の方がコントラスト良く撮像できるので、白背景ブロック24上での画像を用いる方が望ましい。
【0030】
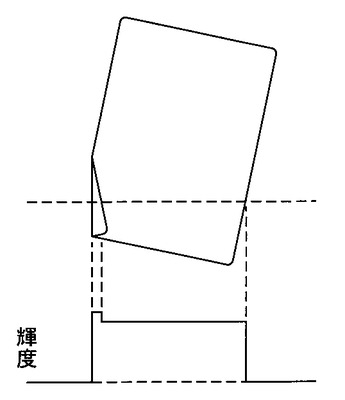
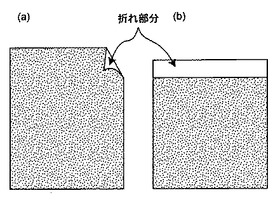
さらに、この外観検査装置で被洗濯物を検査しているとき、輝度情報からシーツの折れ不良を効果的に検出できることが見出された。図4は、折れ不良の1例を示し、シーツの左下側で1部が折り重ねられている。不良形状が検知できなかったシーツはそのまま折り畳み機に送られるため、正規の折り畳み以外の部分が折れていたり、折り畳み機が詰まったりする。したがって、そのような欠陥も検査できることが望ましい。その観点で従来の技術を検討すると、従来は、搬送装置の幅の中で複数の光電センサを配置し、得られた離散的な位置情報を元にシーツの端の状態を推測することが行われていた。しかし、この方式では不良形状が光電スイッチの検出可能な位置にあるものしか検知できないという問題があった。光電センサではなく被検査物の全体の画像の外形から形状不良を検出する方法も考えられる。この場合は光電センサの離散的な位置に起因する問題はないが、外形の不良は検出できても、折れ不良は検出できない。図5の(a)に示すような角が折れたような場合は外形が矩形とは異なることで検出可能であるが、図5の(b)に示すように折れてはいても外形が矩形をしている場合は外形では不良検出ができない。
【0031】
被洗濯物20が部分的に重なった場合、黒色の背景ブロック22上の重なった部分では下側の布が白の背景ブロックの役割を果たし、高輝度な映像が撮像される。一方、重なっていない部分では黒の背景22の暗色が被洗濯物を透過し、2枚重ねの部分に比べ、低輝度の映像となる。図4の下側に1例を示す。続いてこの被洗濯物20が白の背景ブロック24上を通過する際、既に背景ブロック24が透けて高輝度な映像を作っているため、2枚重ねの部分もそうでない部分もほぼ同輝度の映像となる。これにより、薄い汚れが部分的にある重なりのない被洗濯物であるか、重なり部分のある被洗濯物であるかが識別できる。被洗濯物が1枚物のシーツであれば、折れ不良であることが検知できる。
【0032】
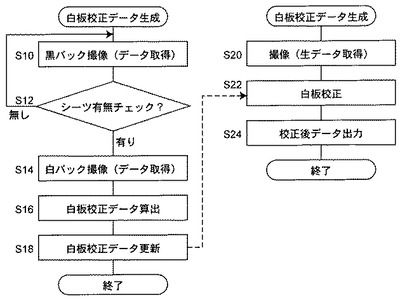
図6は、画像処理装置18による白板校正データ生成のフローチャートを示す。白板校正とは、照明ムラ、レンズシェード(周辺が暗<なる)、CCD感度バラツキなどに起因する不均一性および主に照明に起因する光量変動(時間的、位置的)を排除するため、安定かつ均一と見なせる白板を撮像して、その撮像データを用いて校正することをいう。
【0033】
まず、黒背景ブロック22上の画像をカメラ32に撮像させて、画像データを取得する(S10)。次に、その画像データを基にシーツの有無をチェックする(S12)。シーツがなければ、ステップS10に戻る。ここで、黒背景ブロック22での撮像データに明るい部分があれば、シーツ有りと判定し、なければ、シーツ無しと判定する。実際には、黒背景ブロックの汚れ、埃などを考慮して、設定しきい値以上の画素数が設定画素数以上あるかどうかで判定する方法や、平均値で判定する方法などが考えられる。また、1ラインのデータのみで判定しても良いし、複数ラインのデータを用いて判定してもよい。
【0034】
シーツが検出されると、次に、白背景ブロック24上の画像をカメラ32に撮像させて画像データを取得する(S14)。白背景視野と黒背景視野とでは、距離があるため時間遅れが生じる。このため、黒背景ブロックでシーツ無しと判定しても、まだ白背景ブロック24上にシーツがある場合があるため、空読みなどして白背景視野での撮影まで時間調整をすることも必要である。また、1ラインだけでなく、複数ラインでデータを取得しても良い。
【0035】
次に、白板校正データを算出する(S16)。ここで、複数ラインを取得して平均化することでノイズを除去する。あるいは、画素並び方向(横方向)に平滑化してゴミや汚れ等の影響を軽減するなどしても良い。次に、算出した白板校正データにより白板校正データを更新する(S18)。
【0036】
この白板校正データはカメラ32に送られ、カメラ32内に記憶される。図4の右側には、カメラ32内での撮影データの処理手順を示す。撮像素子34a,34bにより被検査物を撮像し、得られたアナログ信号を増幅器により増幅し、次にAD変換(12ビット)をして、デジタル信号(生データ)が得られる(S20)。この生データに対して、ハードウェアロジック回路で白板校正データを用いて校正演算して8ビットのデジタル信号を出力する(S22)。そして、この8ビットデジタル信号を画像処理装置18に出力する(S24)。画像処理装置18では、これを入力して外観異常の有無と種類を判別する。上述の撮影データ処理は、校正データをカメラ32に伝送しなければならないという欠点はあるが、画像処理装置18内で白板データなどが把握できるため、照明の劣化や白板の汚れなどを検出し警報などを出すことが可能である。
【0037】
なお、他の方式も可能である。たとえば、画像処理装置側ではシーツの有無のみを判定し、白板校正の指令をカメラに与える。そして、カメラ内で、白板校正データ算出を含めてすべての処理を行う。この方式では、画像処理装置の負担は減り、データ転送なども必要ないが、画像処理装置から見てブラックボックス的になり管理ができない。また、カメラ側に複雑な演算処理回路を設ける必要がある。また、別の方式では、カメラからはアナログあるいはデジタルの生データのみを出力し、画像処理装置側でハードウェアまたはソフトウェアですべての処理を行う。この場合の校正後データ出力は、処理ロジック(ハードウェア、ソフトウェア)への出力を意味する。この方式では、カメラからの出力データが生データのため、階調が多<ないと桁落ちでSN比が悪くなる。また、画像処理装置の負担が大きくなる。
【0038】
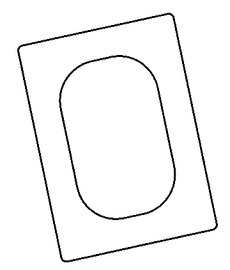
透光性を有するシート材(被検査物)の重なりを検出する場合、先に説明したように、被検査物(たとえば白色)とは異なる色(たとえば黒色)の背景板の上で、被検査物の画像を撮像する。そして、被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する。ここで、輝度情報から布が二重になっている部分と一重になっている部分とを被検査画像から分離すると、エリア別に検査が可能となる。たとえば、被洗濯物が図6に示す額縁包布である場合は、額縁の内側エリアと外側エリアとで検査感度などを変更する。1重部分(たとえば上述の内側エリア)については上述の手法で各種の外観異常を判断する。二重部分については、破れ検査が不可能なので汚れ検査のみを行う。
【0039】
なお、現在のエリアセンサはカメラ32のための撮像素子として採用できない。しかし、部分的スキャンが可能なエリアセンサが知られていて、そのようなエリアセンサでは部分的スキャンにより速く読み出すことは可能である。したがって、たとえば3m幅を撮像できるエリアセンサが利用できるようになれば、リニアセンサの代わりにそのようなエリアセンサをカメラ32内に設置できる。被検査物が小さい場合は、エリアセンサを備えたカメラを用いてもよい。また、被検査物の重なりの検出のため全体画像を表示する場合も、被検査物が小さければ、エリアセンサを備えたカメラを使用できる。
【0040】
なお、いうまでもなく、シーツなどの被洗濯物の他に、フィルム、ガラスクロス、プリプレグ、プラスチックボード、ペーパーなどの透光性を有するシート材の外観検査についても本発明が同様に適用できる。
【図面の簡単な説明】
【0041】
【図1】洗濯ラインの全体構成を示す図
【図2】外観検査システムの構成を示す図
【図3】画像処理装置の1例の図
【図4】折れ不良の1例を示す図
【図5】折れ不良検出を説明するための図
【図6】額縁包布の1例を示す図
【図7】白板校正データ生成のフローチャート
【符号の説明】
【0042】
10 アイロナ、 12 搬送装置、 16 撮像装置、 18 画像処理装置、 20 被洗濯物、 22 1色目の背景ブロック、 24 2色目の背景ブロック24、 30a、30b 光源、 32 2板式ラインカメラ、 34a、34b 受光素子(リニアセンサ)、 36 レンズ。
【技術分野】
【0001】
本発明は、透光性を有するシート材の外観検査に関するものである。
【背景技術】
【0002】
リネンサプライ業界では、大量の被洗濯物が処理される。たとえば、ホテルなどでは、シーツ、カバーなどが大量に洗濯される。そのような被洗濯物は、たとえば3mの幅のアイロナでアイロン掛けされ、次に、ベルトコンベアで運ばれる途中で照明器具でその表面を照らして、外観が検査された後、折り畳み機に送られる。折り畳み機では、外見検査により穴、汚れなどの不良が検出されたか良品であったかの検査結果に基づいて折り畳み方や取り出し場所を変えて排出される。シーツなどの被洗濯物は透光性を有するシーツ材の例である。同様に、フィルム、ガラスクロス、プリプレグ、プラスチックボード、ペーパーなどの透光性を有するシート材についても、特開平7−229852号公報に記載された外観検査装置に記載されているように、外観検査が同様に行われ、不良品が検出される。
【0003】
透光性のあるシート材を検査する場合、被検査物の背後にあるベルトコンベアの表面の色の影響を受ける。そこで、特開平7−229852号公報に記載された外観検査装置では、透光性を有するシート材の欠陥を高精度に検出するため、複数の単一色でかつ異なる色(たとえば、白色、黒色および赤色)のブロックをシート材の背景となるように配置する。ブロックの色は、披検査物の色に応じて適当に選べばよい。そして、複数のブロックの色を検出する複数のカメラを設ける。これにより、欠陥を色差により鮮明に浮かび上がらせることができ、確実に欠陥を検出することが可能になる。
【特許文献1】特開平7−229852号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特開平7−229852号公報に記載された外観検査装置ではカメラを複数台設けなければならず、したがって、カメラ、レンズ、ケーブル、画像処理装置はそのブロックの色数分を用意せねばならなかった。
【0005】
本発明の目的は、透光性を有するシーツ材の外観を容易に検査できるようにすることである、
【課題を解決するための手段】
【0006】
透光性を有するシート材の外観を検査する本発明に係る外観検査システムは、(a)搬送されてきた被検査物がその上を通過する、複数の互いに色が異なる単一色の背景板であって、被検査物の搬送方向に直交する方向に搬送幅にわたって設けられた、背景板と、(b)複数のリニアカラーセンサを内蔵するカメラであって、前記複数のリニアカラーセンサは、それぞれが前記複数の背景板の1つの上の画像を撮像する位置に設置されているカメラと、(c)被検査物の中の同一箇所が前記複数の背景板の上の被検査物を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する画像処理装置とを備える。
【0007】
前記外観検査システムにおいて、前記複数の背景板は、たとえば、白色の背景板と黒色の背景板である。また、好ましくは、前記画像処理装置は、前記黒色背景板を撮像して被検査物が存在しないと判断したとき、前記白色背景板を撮像して得られた画像データを基に白色の校正データを作成する。
【0008】
前記外観検査システムにおいて、前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で黒であって、白背景ブロック上の画像では白であれば、破れが存在すると判定する。また、前記画像処理装置は、前記同一箇所の画像が黒背景ブロックでの上で黒であって、白背景ブロック上で黒であれば、黒の汚れが存在すると判定する。また、前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で周囲の色より高輝度であって、白背景ブロック上で周囲の色と同じ輝度であれば、被検査物の一部が折られて多重になっていると判定する。
【0009】
本発明に係る、透光性を有するシート材の外観を検査する第1の外観検査方法では、(a)複数の互いに色が異なる単一色の背景板を、被検査物の搬送方向に直交する方向に搬送幅に渡って設置し、また、(b)複数のリニアカラーセンサを内蔵するカメラを、前記複数のリニアカラーセンサがそれぞれ前記複数の背景板の1つの上の被検査物の画像を撮像する位置に設置する。そして、(c)被検査物の中の同一箇所が前記複数の背景板の各々の上を通るときに前記カメラにより被検査物の画像を撮像し、(d)被検査物の前記画像において前記同一部分の画像を比較して、被検査物の外観の欠陥を検出する。
【0010】
本発明に係る、透光性を有するシート材の外観を検査する第2の外観検査方法では、(a)被検査物と異なる色の背景板の上で、被検査物の画像を撮像し、(b)被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する。
【発明の効果】
【0011】
複数視野を有する1台のカメラを使用するので、低コストで高精度な外観検査を提供できる。
被検査物と異なる色の背景を応用して、被検査物の折れ不良を検査できる。また、被検査物と異なる色の背景を応用して、額縁包布の欠陥を検出できる。
背景板の一つを白色にする事により、白色の自動校正が可能となる。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照して発明の実施の形態を説明する。
【0013】
本発明では、シーツなどの透光性を有する被検査物の外観の欠陥を検出する。
【0014】
図1は、洗濯ラインの全体構成の1列を示す。洗濯機で洗濯されたシーツ等の被洗濯物は半乾きの状態で広げられてアイロナ10に投入され、アイロン掛けされると共に乾燥される。乾燥した被洗濯物は、搬送装置12によって、折り畳み機14へと搬送される。シーツの場合は、1枚の広げられた布として搬送される。撮像装置16は、搬送装置12により搬送ベルト上で移動していく被洗濯物を撮像する。画像処理装置18は、撮像装置16から受け取った映像信号を基に外観の異常(破れ、汚れなど)を検出する。折り畳み機14では、画像処理装置18の検査結果に基づいて折り畳み方や取り出し場所を変えて排出される。アイロナ10や搬送装置12は、たとえば3mの幅をもつ。なお、このような広い幅を有効に利用するため、搬送装置12では、多数の被洗濯物が並列に搬送されていく。
【0015】
シーツの不良について、さらに詳述すると、シーツ自体の不良としては破れおよび汚れがあり、汚れはさらに色染み、黒汚れなどがある。シーツ自体の不良ではないが、搬送途中で形状が異常になったり、折れてしまったりする場合がある。この場合、折り畳み機で、正常に折り畳めなかったり、途中でシーツが詰まってしまうという問題がある。
【0016】
破れと汚れは、どちらもシーツの不良であるが、汚れは再洗したり染み抜きしたりするのに対し、破れは廃棄するかもしくは修繕するため、両者は区別して排出されることが望ましい。しかしながら、従来の黒背景板のみの検査装置においては、破れなのか黒い汚れなのかが区別できない問題があった。
【0017】
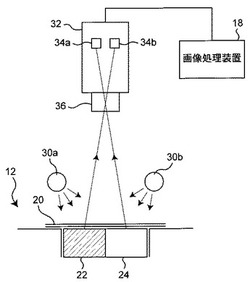
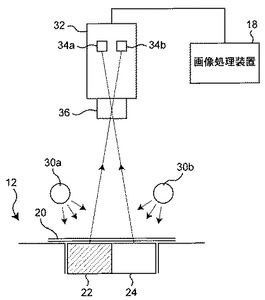
図2は外観検査装置の1例を図式的に示す。搬送装置12の搬送経路の一部に、1色目の背景ブロック22と2色目の背景ブロック24が並列に、配置方向と直交する方向に、搬送装置12の搬送幅(たとえば3m)にわたって、配置される。第1色は黒色であり、第2色は白色である。黒色と白色の背景ブロック22,24は、たとえば、鉄板の黒塗装と白塗装により製造される。アイロナ10よりアイロン掛けされて出てきた被洗濯物20は2色の背景ブロック22,24の上を通過して行く。白色の光源30a、30bは、背景ブロック22,24の上の被検査物を照明する位置に、搬送方向に前方と後方に設置され、被検査物を明るく照らす。さらに、2色の背景ブロック22,24の上方に、多板式ラインカメラ(今回の例では2板式ラインカメラ32)が設置される。2板式カメラ32は、2つの受光素子34a、34bを備える。受光素子34a、34bはCCDのリニアセンサである。受光素子34a、34bの位置は、レンズ36を介して1色目の背景ブロック24上の被洗濯物20を撮像し、受光素子34bはレンズ36を介して2色目の背景ブロック22上の被洗濯物20を撮像するように、調整されている。
【0018】
多板式ラインカメラについて説明する。通常ラインカメラの視野は1箇所であり、2色の背景ブロック22,24を観察する構成を実現するには2台のラインカメラが必要となる。ラインカメラが2台になると、レンズ、ケーブル、画像処理装置も2台必要となってくる。また、3mの視野幅を得ようとすると相当高い位置にカメラを設置する必要があり、その高い位置に設置したカメラの位置や向きを調整して2つのカメラの視野の相対位置関係を精度良く合わせることは非常に困難である。
【0019】
そこで、外観検査のため2板式ラインカメラ32を作成した。ここで、1台のカメラ32の中に2つのリニアセンサ(受光素子)34a、34bを平行に配置した。すなわち、1台のカメラ32が複数視野を有する。なお、3色の背景ブロックを用いる場合は、1台のカメラの中に3つのリニアセンサを平行に配置する。
【0020】
2板式カメラの場合、予めカメラ製造段階で2つのリニアセンサの相対位置関係は調整済みであるため、一方の背景ブロックにその背景ブロックを撮像する方のリニアセンサの視野が収まる程度にカメラを調整するだけよい。これに対し、2カメラ式の場合、それぞれのカメラの視野をそれぞれの背景ブロックに収まる程度に調整するだけでは不十分で、背景ブロックのどの位置に視野があるかまで合わせる必要があり、X方向、Y方向およびθ方向の3軸を精密に調整しなければならない。また、レンズ焦点距離に個体差があるため、撮像倍率を合わせるためにカメラの高さ方向(Z方向)も調整する必要がある。
【0021】
カメラ32では、増幅回路により、撮像素子34a、34bからのアナログ信号を増幅し、AD変換器により、増幅信号のAD変換をする。そして、ハードウェアロジック回路が、あらかじめ記憶している白板校正データを用いて、得られたデジタル信号(生データ)の校正演算をし、8ビットデジタル信号を出力する。
【0022】
背景ブロック22,24の色は単一色である。ここでは、背景ブロック22,24の色をそれぞれ黒,白とした。また、必要ならば、3つ以上の背景ブロックを用いてもよい。この場合、カメラには、3つ以上のリニアセンサを内蔵する。
【0023】
画像処理装置は、図3に示すように、通常のコンピュータと同様の構成を備える。全体を制御するCPU40は、命令などを入力するキーボードなどの入力装置42、データなどを表示する表示装置44、ハードディスクドライブなどの記憶装置46、カメラ32との信号入出力のためのインタフェース48を備える。記憶装置46は、カメラから入力された画像データ、白色校正データなどや、外観検査のための画像処理プログラムなどを記憶する。
【0024】
以上に説明した外観検査装置について、その動作を説明する。搬送装置12において、被洗濯物20は、黒の背景ブロック22の上を通り、次に、白の背景ブロック24の上を通る。被洗濯物20は白色の光源30a、30bにより照射されている。受光素子34a、34bは一定間隔に配置されているため、被洗濯物20の移動速度を用いて逆算することにより、黒の背景ブロック22上にある部分が黒の背景ブロック24上に到達する時間がわかる。したがって、受光素子34a,34bは、時間差的に、被洗濯物20の同一箇所を撮像できる。次に、被検査物の同一箇所について、黒背景ブロック22の上の画像と白背景ブロック22の上の画像を比較することにより欠陥の有無や種類が判別できる。
【0025】
この外観検査装置では、透光性を有する被検査物(シーツなど)について、表1に示すような4種の欠陥(破れ、黒の汚れ、色染み、折れ)が検査できる。(破れすなわち穴は最も透光性が高い状態である。)以下にそれぞれの例を説明する。
【0026】
表1 欠陥検出
【表1】
【0027】
被洗濯物20に破れがあった場合、破れた部分は背景ブロックが露出して見えているので、被洗濯物20は、黒の背景ブロック22の上で、破れが黒く受光素子34aに撮像される。次に、その被洗濯物20が、白の背景ブロック24の上で、破れが白く受光素子34bに撮像される。受光素子34a、34bにより時間差的に被洗濯物20の同一箇所を撮像して、被洗濯物20に破れがあったことを認識できる。(ここでは、画像の色について簡単のため単純に黒、白という表現をしているが、実際は黒背景ブロック上の破れでも半分透けたような破れは暗いだけで真っ黒とはならない場合がある。また、白背景ブロック上の破れでも破れ周囲の影などで部分的に黒く見える場合もある。従って、黒背景ブロックと白背景ブロックでの相対的な差異で破れを検出することになる。)
【0028】
また、被洗濯物20に黒色の汚れがあった場合、まず、黒の背景ブロック22では汚れが黒く受光素子34aに撮像される。次に、白の背景ブロック24でも汚れは黒く撮像される。受光素子34a,34bにより時間差的に被洗濯物の同一箇所を撮像して、同一箇所で黒色と撮像されたものは黒の汚れであることが認識できる。
【0029】
また、被洗濯物20に色染みがあった場合、周囲の色とは異なる色であるので色の違いを検出すれば良いが、白背景ブロック24の方がコントラスト良く撮像できるので、白背景ブロック24上での画像を用いる方が望ましい。
【0030】
さらに、この外観検査装置で被洗濯物を検査しているとき、輝度情報からシーツの折れ不良を効果的に検出できることが見出された。図4は、折れ不良の1例を示し、シーツの左下側で1部が折り重ねられている。不良形状が検知できなかったシーツはそのまま折り畳み機に送られるため、正規の折り畳み以外の部分が折れていたり、折り畳み機が詰まったりする。したがって、そのような欠陥も検査できることが望ましい。その観点で従来の技術を検討すると、従来は、搬送装置の幅の中で複数の光電センサを配置し、得られた離散的な位置情報を元にシーツの端の状態を推測することが行われていた。しかし、この方式では不良形状が光電スイッチの検出可能な位置にあるものしか検知できないという問題があった。光電センサではなく被検査物の全体の画像の外形から形状不良を検出する方法も考えられる。この場合は光電センサの離散的な位置に起因する問題はないが、外形の不良は検出できても、折れ不良は検出できない。図5の(a)に示すような角が折れたような場合は外形が矩形とは異なることで検出可能であるが、図5の(b)に示すように折れてはいても外形が矩形をしている場合は外形では不良検出ができない。
【0031】
被洗濯物20が部分的に重なった場合、黒色の背景ブロック22上の重なった部分では下側の布が白の背景ブロックの役割を果たし、高輝度な映像が撮像される。一方、重なっていない部分では黒の背景22の暗色が被洗濯物を透過し、2枚重ねの部分に比べ、低輝度の映像となる。図4の下側に1例を示す。続いてこの被洗濯物20が白の背景ブロック24上を通過する際、既に背景ブロック24が透けて高輝度な映像を作っているため、2枚重ねの部分もそうでない部分もほぼ同輝度の映像となる。これにより、薄い汚れが部分的にある重なりのない被洗濯物であるか、重なり部分のある被洗濯物であるかが識別できる。被洗濯物が1枚物のシーツであれば、折れ不良であることが検知できる。
【0032】
図6は、画像処理装置18による白板校正データ生成のフローチャートを示す。白板校正とは、照明ムラ、レンズシェード(周辺が暗<なる)、CCD感度バラツキなどに起因する不均一性および主に照明に起因する光量変動(時間的、位置的)を排除するため、安定かつ均一と見なせる白板を撮像して、その撮像データを用いて校正することをいう。
【0033】
まず、黒背景ブロック22上の画像をカメラ32に撮像させて、画像データを取得する(S10)。次に、その画像データを基にシーツの有無をチェックする(S12)。シーツがなければ、ステップS10に戻る。ここで、黒背景ブロック22での撮像データに明るい部分があれば、シーツ有りと判定し、なければ、シーツ無しと判定する。実際には、黒背景ブロックの汚れ、埃などを考慮して、設定しきい値以上の画素数が設定画素数以上あるかどうかで判定する方法や、平均値で判定する方法などが考えられる。また、1ラインのデータのみで判定しても良いし、複数ラインのデータを用いて判定してもよい。
【0034】
シーツが検出されると、次に、白背景ブロック24上の画像をカメラ32に撮像させて画像データを取得する(S14)。白背景視野と黒背景視野とでは、距離があるため時間遅れが生じる。このため、黒背景ブロックでシーツ無しと判定しても、まだ白背景ブロック24上にシーツがある場合があるため、空読みなどして白背景視野での撮影まで時間調整をすることも必要である。また、1ラインだけでなく、複数ラインでデータを取得しても良い。
【0035】
次に、白板校正データを算出する(S16)。ここで、複数ラインを取得して平均化することでノイズを除去する。あるいは、画素並び方向(横方向)に平滑化してゴミや汚れ等の影響を軽減するなどしても良い。次に、算出した白板校正データにより白板校正データを更新する(S18)。
【0036】
この白板校正データはカメラ32に送られ、カメラ32内に記憶される。図4の右側には、カメラ32内での撮影データの処理手順を示す。撮像素子34a,34bにより被検査物を撮像し、得られたアナログ信号を増幅器により増幅し、次にAD変換(12ビット)をして、デジタル信号(生データ)が得られる(S20)。この生データに対して、ハードウェアロジック回路で白板校正データを用いて校正演算して8ビットのデジタル信号を出力する(S22)。そして、この8ビットデジタル信号を画像処理装置18に出力する(S24)。画像処理装置18では、これを入力して外観異常の有無と種類を判別する。上述の撮影データ処理は、校正データをカメラ32に伝送しなければならないという欠点はあるが、画像処理装置18内で白板データなどが把握できるため、照明の劣化や白板の汚れなどを検出し警報などを出すことが可能である。
【0037】
なお、他の方式も可能である。たとえば、画像処理装置側ではシーツの有無のみを判定し、白板校正の指令をカメラに与える。そして、カメラ内で、白板校正データ算出を含めてすべての処理を行う。この方式では、画像処理装置の負担は減り、データ転送なども必要ないが、画像処理装置から見てブラックボックス的になり管理ができない。また、カメラ側に複雑な演算処理回路を設ける必要がある。また、別の方式では、カメラからはアナログあるいはデジタルの生データのみを出力し、画像処理装置側でハードウェアまたはソフトウェアですべての処理を行う。この場合の校正後データ出力は、処理ロジック(ハードウェア、ソフトウェア)への出力を意味する。この方式では、カメラからの出力データが生データのため、階調が多<ないと桁落ちでSN比が悪くなる。また、画像処理装置の負担が大きくなる。
【0038】
透光性を有するシート材(被検査物)の重なりを検出する場合、先に説明したように、被検査物(たとえば白色)とは異なる色(たとえば黒色)の背景板の上で、被検査物の画像を撮像する。そして、被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する。ここで、輝度情報から布が二重になっている部分と一重になっている部分とを被検査画像から分離すると、エリア別に検査が可能となる。たとえば、被洗濯物が図6に示す額縁包布である場合は、額縁の内側エリアと外側エリアとで検査感度などを変更する。1重部分(たとえば上述の内側エリア)については上述の手法で各種の外観異常を判断する。二重部分については、破れ検査が不可能なので汚れ検査のみを行う。
【0039】
なお、現在のエリアセンサはカメラ32のための撮像素子として採用できない。しかし、部分的スキャンが可能なエリアセンサが知られていて、そのようなエリアセンサでは部分的スキャンにより速く読み出すことは可能である。したがって、たとえば3m幅を撮像できるエリアセンサが利用できるようになれば、リニアセンサの代わりにそのようなエリアセンサをカメラ32内に設置できる。被検査物が小さい場合は、エリアセンサを備えたカメラを用いてもよい。また、被検査物の重なりの検出のため全体画像を表示する場合も、被検査物が小さければ、エリアセンサを備えたカメラを使用できる。
【0040】
なお、いうまでもなく、シーツなどの被洗濯物の他に、フィルム、ガラスクロス、プリプレグ、プラスチックボード、ペーパーなどの透光性を有するシート材の外観検査についても本発明が同様に適用できる。
【図面の簡単な説明】
【0041】
【図1】洗濯ラインの全体構成を示す図
【図2】外観検査システムの構成を示す図
【図3】画像処理装置の1例の図
【図4】折れ不良の1例を示す図
【図5】折れ不良検出を説明するための図
【図6】額縁包布の1例を示す図
【図7】白板校正データ生成のフローチャート
【符号の説明】
【0042】
10 アイロナ、 12 搬送装置、 16 撮像装置、 18 画像処理装置、 20 被洗濯物、 22 1色目の背景ブロック、 24 2色目の背景ブロック24、 30a、30b 光源、 32 2板式ラインカメラ、 34a、34b 受光素子(リニアセンサ)、 36 レンズ。
【特許請求の範囲】
【請求項1】
透光性を有するシート材の外観を検査する外観検査システムであって、
搬送されてきた被検査物がその上を通過する、複数の互いに色が異なる単一色の背景板であって、被検査物の搬送方向に直交する方向に搬送幅にわたって設置された、背景板と、
複数のリニアカラーセンサを内蔵するカメラであって、前記複数のリニアカラーセンサは、それぞれ前記複数の背景板の1つの上を通る被検査物の画像を撮像可能な位置に設置されているカメラと
被検査物の中の同一箇所が前記複数の背景板の上を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する画像処理装置と
からなる外観検査システム。
【請求項2】
前記複数の背景板が、白色の背景板と黒色の背景板であることを特徴とする請求項1に記載された外観検査システム。
【請求項3】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で黒であって、白背景ブロック上で白であれば、破れが存在すると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項4】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロックでの上で黒であって、白背景ブロック上で黒であれば、黒の汚れが存在すると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項5】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で周囲の色より高輝度であって、白背景ブロック上で周囲の色と同じ輝度であれば、被検査物の一部が折られて多重になっていると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項6】
前記画像処理装置は、前記黒色背景板を撮像して被検査物が存在しないと判断したとき、前記白色背景板を撮像して得られた画像データを基に白色のデータを校正することを特徴とする請求項2に記載された外観検査システム。
【請求項7】
透光性を有するシート材の外観を検査する外観検査方法であって、
複数の互いに色が異なる単一色の背景板を、被検査物の搬送方向に直交する方向に搬送幅に渡って設置し、
複数のリニアカラーセンサを内蔵するカメラを、前記複数のリニアカラーセンサがそれぞれ前記複数の背景板の1つの上の被検査物の画像を撮像する位置に設置し、
被検査物の中の同一箇所が前記複数の背景板の各々の上を通るときに前記カメラにより被検査物の画像を撮像し、
被検査物の前記画像において前記同一部分の画像を比較して、被検査物の外観の欠陥を検出する
外観検査方法。
【請求項8】
透光性を有するシート材の外観を検査する外観検査方法であって、
被検査物と異なる色の背景板の上で、被検査物の画像を撮像し、
被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する
外観検査方法。
【請求項1】
透光性を有するシート材の外観を検査する外観検査システムであって、
搬送されてきた被検査物がその上を通過する、複数の互いに色が異なる単一色の背景板であって、被検査物の搬送方向に直交する方向に搬送幅にわたって設置された、背景板と、
複数のリニアカラーセンサを内蔵するカメラであって、前記複数のリニアカラーセンサは、それぞれ前記複数の背景板の1つの上を通る被検査物の画像を撮像可能な位置に設置されているカメラと
被検査物の中の同一箇所が前記複数の背景板の上を通るとき前記カメラにより撮像された被検査物の画像から、被検査物の外観の欠陥を検査する画像処理装置と
からなる外観検査システム。
【請求項2】
前記複数の背景板が、白色の背景板と黒色の背景板であることを特徴とする請求項1に記載された外観検査システム。
【請求項3】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で黒であって、白背景ブロック上で白であれば、破れが存在すると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項4】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロックでの上で黒であって、白背景ブロック上で黒であれば、黒の汚れが存在すると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項5】
前記画像処理装置は、前記同一箇所の画像が黒背景ブロック上で周囲の色より高輝度であって、白背景ブロック上で周囲の色と同じ輝度であれば、被検査物の一部が折られて多重になっていると判定することを特徴とする請求項2に記載された外観検査システム。
【請求項6】
前記画像処理装置は、前記黒色背景板を撮像して被検査物が存在しないと判断したとき、前記白色背景板を撮像して得られた画像データを基に白色のデータを校正することを特徴とする請求項2に記載された外観検査システム。
【請求項7】
透光性を有するシート材の外観を検査する外観検査方法であって、
複数の互いに色が異なる単一色の背景板を、被検査物の搬送方向に直交する方向に搬送幅に渡って設置し、
複数のリニアカラーセンサを内蔵するカメラを、前記複数のリニアカラーセンサがそれぞれ前記複数の背景板の1つの上の被検査物の画像を撮像する位置に設置し、
被検査物の中の同一箇所が前記複数の背景板の各々の上を通るときに前記カメラにより被検査物の画像を撮像し、
被検査物の前記画像において前記同一部分の画像を比較して、被検査物の外観の欠陥を検出する
外観検査方法。
【請求項8】
透光性を有するシート材の外観を検査する外観検査方法であって、
被検査物と異なる色の背景板の上で、被検査物の画像を撮像し、
被検査物の画像の中に、シート材の1重部分よりより高輝度の部分が存在すれば、シート材が多重になった部分であると判断する
外観検査方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−128822(P2008−128822A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−314282(P2006−314282)
【出願日】平成18年11月21日(2006.11.21)
【出願人】(000001096)倉敷紡績株式会社 (296)
【出願人】(597090907)東都フォルダー工業株式会社 (2)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月21日(2006.11.21)
【出願人】(000001096)倉敷紡績株式会社 (296)
【出願人】(597090907)東都フォルダー工業株式会社 (2)
【Fターム(参考)】
[ Back to top ]