
透光性セラミックス接合体及びその製造方法
【課題】セラミックスとセラミックスとの接合体およびその製造方法を提供する。さらには、セラミックスと透光性を有するセラミックスとの接合体、特にジルコニア焼結体と透光性セラミックスとの接合体、およびその製造方法を提供する。
【解決手段】ジルコニア焼結体が接合材を介さずに透光性セラミックスに接合してなるセラミックス接合体である。このようなセラミックス接合体は、透光性セラミックスとジルコニア焼結体を焼成することにより、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させる。
【解決手段】ジルコニア焼結体が接合材を介さずに透光性セラミックスに接合してなるセラミックス接合体である。このようなセラミックス接合体は、透光性セラミックスとジルコニア焼結体を焼成することにより、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミックスと透光性セラミックスからなる接合体およびその製造方法に関する。さらには、セラミックスと透光性セラミックスとの接合方法に関する。
【背景技術】
【0002】
耐熱性、耐摩耗性、耐食性に優れていることから、セラミックスは産業部材用途に広く使用されている。さらに、高い審美性や質感から、透光性セラミックスの用途が拡大してきている。例えば、透光性セラミックスの用途として、携帯電話等の電子機器部材、時計部材及び宝飾品などの用途が検討されている。このような用途の拡大に伴い、より高い審美性を有するだけでなく、より高い意匠性を有する部材として透光性セラミックスと異なるセラミックスとからなるセラミックス部材が求められている。
【0003】
一方、セラミックスは靭性が高い材料であり、複雑な形状への加工が困難である。そのため、複雑な形状のセラミックス部材を作製する場合、透光性セラミックスとセラミックスとを接合する必要がある。
【0004】
これまでにもセラミックスとセラミックスとの接合体は検討されている。例えば、セラミックス表面に金属相を形成させ、これを接合材として接合させる方法、いわゆる、メタライズ法より得られたセラミックス接合体や(特許文献3)、セラミックス粉末や有機物質などの接合材を用いて得られたセラミックス接合体が報告されている(特許文献2)。
【0005】
また、焼結前の成形体同士を密着させて焼結する方法、いわゆる共焼結により得られたセラミックス接合体や(特許文献1)、ホットプレス中にグラファイト成形体でセラミックス原料粉末を加圧し、成形及び焼結を同時に行うことで得られたグラファイト−セラミックス接合体(非特許文献1)。さらには、低融点物質を利用して得られたセラミックス接合体が報告されている(特許文献4)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−128473号公報
【特許文献2】特開平11−92245号公報
【特許文献3】特開2008−169889号公報
【特許文献4】特開2000−226272号公報
【非特許文献】
【0007】
【非特許文献1】窯業協会誌 81巻、No.1、46頁(1973)
【発明の概要】
【発明が解決しようとする課題】
【0008】
メタライズ法や接合材を用いた接合方法では、セラミックスとセラミックスとの接合面に金属相や接合材が残留する。これによりセラミックス接合体は審美性が低くなる。透光性を有するセラミックスを用いたセラミックス接合体では審美性が特に著しく低くなる。
【0009】
さらには、セラミックス接合体の接合強度は、接合材など第三成分の強度の影響を受ける。そのため、メタライズ法や接合材を用いた接合で得られたセラミックス接合体の強度は、接合された個々のセラミックスよりも著しく低い強度であった。
【0010】
セラミック原料粉末の成形及び焼結や、成形体の共焼結では、最終的に得られるセラミックス接合体の形状が焼結前の形状と大幅に異なったものとなる。そのため、これらの方法では所望の形状のセラミックス接合体を得ることが困難であった。
【0011】
低融点物質の使用によるセラミックス接合体は、セラミックスが特殊な組成に限定される。そのため、宝飾部材等で使用されているジルコニア焼結体等に対しては、このような方法は適用できなかった。
【0012】
さらに、これら従来のセラミックス接合体は、一方のセラミックスと、他方のセラミックスとが、互いにひとつの面で接合された接合体、例えば、積層状に接合された接合体であり、単純な接合状態の接合体であった。そのため、セラミックスの一部もしくは全部を他のセラミックスで囲むように接合された形状、例えば枠状、縁状等の形状など、複雑形状のセラミックス接合体は得られていなかった。
【0013】
本発明は、これらの課題を解決し、セラミックスとセラミックスとの接合体およびその製造方法を提供する。さらには、セラミックスと透光性を有するセラミックスとの接合体、特にジルコニア焼結体と透光性セラミックスとの接合体、およびその製造方法を提供するものである。
【課題を解決するための手段】
【0014】
上記の課題に鑑み、本研究者らは鋭意検討した。その結果、セラミックスとしてジルコニア焼結体を有し、これと透光性を有するセラミックスとのセラミックス接合体は、審美性を損なわずに、複雑な形状のセラミックス接合体となることを見出した。さらには、焼結体の焼結収縮を利用することによってこのようなセラミックス接合体が得られることを見出した。
【0015】
すなわち、本発明は、ジルコニア焼結体と透光性セラミックスからなるセラミックス接合体である。
【0016】
以下、本発明の透光性セラミックス接合体について詳細に説明する。
【0017】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスとからなるセラミックス−セラミックス接合体である。そのため、金属とセラミックスとからなる金属−セラミックス接合体や、カーボンとセラミックスとからなるカーボン−セラミックス接合体などと、本発明のセラミックス接合体は異なる(以下、「セラミックス−セラミックス接合体」を「セラミックス接合体」とする)。さらに、個々の焼結体を加工した後に、両者を嵌め込んでジルコニア焼結体と透光性セラミックスとを一体にしたセラミックス部材とも、本発明のセラミックス接合体は異なる。
【0018】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスからなる。透光性セラミックスは審美性が高いだけでなく、その透明性によって半透明部材や透明部材としての光学的な機能を有する。ジルコニア焼結体と透光性セラミックスとが接合されてなることで、本発明の透光性セラミックス接合体は審美性のみならず、機能的にも優れたセラミックス材料、セラミックス部材となる。
【0019】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスが接合してなることが好ましい。さらに、ジルコニア焼結体と透光性セラミックスが接合材を介さずに接合してなることがより好ましい。接合材などを介さずに接合してなることで、ジルコニア焼結体と透光性セラミックスが直接接合してなる。これにより、セラミックス接合体が、接合材に由来する接合層を界面に有さないセラミックス接合体となる。そのため、本発明のセラミックス接合体は審美性が高くなるだけでなく、強度も高くなりやすい。さらには、ジルコニア焼結体と特に透明性が高い透光性セラミックスとからなるセラミックス接合体の場合、接合材などを介さずに接合してなることで、特に審美性が高くなりやすい。
【0020】
ジルコニア焼結体と透光性セラミックスは、両者の全ての界面が接合してなる必要はなく、両者の一部が接合してなっていればよい。
【0021】
ここで、接合材とは接着材、結合材等とも呼ばれるものである。このような接合材としては、セメントなどの無機材料、有機系接着剤などの高分子材料又は有機材料等を例示することができる。
【0022】
なお、セラミックス接合体の接合状態は、走査型電子顕微鏡(SEM)観察などで観察することができる。例えば、接合材を介して接合してなるセラミックス接合体の場合、ジルコニア焼結体と透光性セラミックスとの界面付近に、これらの焼結粒子以外の粒子又は層が確認される。一方、接合材を介さずに接合してなるセラミックス接合体の場合、ジルコニア焼結体と透光性セラミックスとの焼結粒子が直接接していることが確認できる。
【0023】
さらに、本発明のセラミックス接合体は、ジルコニア焼結体が透光性セラミックスの外周に接合してなることが好ましく、ジルコニア焼結体が枠状に透光性セラミックスと接合してなることがより好ましい。
【0024】
ジルコニア焼結体は透光性セラミックスの一部と接合してなればよい。また、ジルコニア焼結体が透光性セラミックスの外周全てを囲む様に接合してなっていてもよい。
【0025】
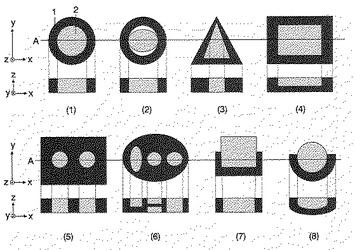
本発明のセラミックス接合体は、透光性セラミックスにジルコニア焼結体が接合してなれば、その形状は特に限定されない。例えば、本発明のセラミックス接合体に含まれる透光性セラミックスとして、円形状、楕円形状、長方形状、又は正方形状などの板状の形状を挙げることができる。このような透光性セラミックスとジルコニア焼結体とが接合した本発明のセラミックス接合体の形状の一例として、図1に示した様な形状を例示することができる。
【0026】
本発明において透光性セラミックスは、直線透過率が0%より大きいセラミックスであり、試料厚さ1mm、D65光源における直線透過率(以下、単に「直線透過率」とする)が少なくとも10%のセラミックスであることが好ましく、直線透過率が少なくとも25%のセラミックスであることがより好ましく、直線透過率が少なくとも30%のセラミックスであることが更に好ましい。このような透光性セラミックスを使用することで審美性が高くなる。これにより、本発明のセラミックス接合体は宝飾品や装飾品用途に適したものとなる。
【0027】
さらに、透光性セラミックスは、直線透過率が少なくとも50%であることが好ましく、少なくとも60%であることがより好ましく、少なくとも70%であることが更に好ましい。直線透過率が少なくとも50%であれば、透明セラミックスと同等の透明性を有するセラミックスとなる。これにより、審美性が高くなるため、宝飾品や装飾品用途だけでなく、時計のカバー材や電子機器等の表示用部材等の用途にも使用できる。
また、直線透過率は以下の式から求めることができる値である。
【0028】
Ti=Tt−Td
Tt:全光線透過率(%)
Td:拡散透過率(%)
Ti:直線透過率(%)
【0029】
なお、D65光源とは、国際照明委員会(Commission internationale l’eclairage;CIE)が規定する標準光源の代用となる光源の規格の一つである。この光源は自然な昼光に相当する光である。この光源で測定された直線透過率は、測定波長550nmで測定した際の透過率とほぼ同等の値となる。
【0030】
透光性セラミックスとして、イットリア(酸化イットリウム、Y2O3)焼結体、スピネル(MgAl2O4)焼結体、イットリア−アルミナ−ガーネット(YAG;Y3Al5O12)焼結体、透光性アルミナ焼結体又は透光性ジルコニア焼結体などの多結晶体を例示することができる。透光性セラミックスはジルコニア焼結体と同程度の光沢を有する透光性セラミックスであることが好ましく、透光性ジルコニア焼結体であることがより好ましい。
【0031】
透光性ジルコニア焼結体は、その結晶構造に立方晶蛍石型構造を含有するジルコニア焼結体であることが好ましく、その結晶構造が立方晶蛍石型構造の単相であることがより好ましい。
【0032】
透光性ジルコニア焼結体として、イットリア含有ジルコニア焼結体や、チタニア(酸化チタン、TiO2)及びイットリア含有ジルコニア焼結体を例示することができる。
【0033】
透光性ジルコニア焼結体が含有するイットリア量は、透光性ジルコニア焼結体中のジルコニアに対して6mol%以上15mol%以下であることが好ましく、7mol%以上12mol%以下であることがより好ましく、8mol%以上10mol%以下であることが更に好ましい。
【0034】
透光性ジルコニア焼結体がチタニアを含有する場合、そのチタニア量は透光性ジルコニア焼結体中のジルコニア及びイットリアの合計に対して3mol%以上20mol%以下であることが好ましく、5mol%以上15mol%以下であることがより好ましく、8mol%以上12mol%以下であることが更に好ましい。この範囲のチタニアを含有することで、透光性ジルコニア焼結体の透明性が高くなりやすくなる。さらに、透光性ジルコニア焼結体がチタニアを含有することで、平均結晶粒径が小さくなり、機械的強度、特に曲げ強度が高くなりやすい。
【0035】
本発明のセラミックス接合体において、ジルコニア焼結体は安定化剤を含有するジルコニア焼結体であることが好ましい。
【0036】
ジルコニア焼結体が含有する安定化剤としては、イットリア(Y2O3)、セリア(CeO2)、マグネシア(MgO)などを挙げることができる。安定化剤はイットリア(Y2O3)であることが好ましい。安定化剤を含有したジルコニア焼結体は、機械的特性が高くなりやすい。
【0037】
これらの安定化剤は、ジルコニア焼結体に対して2mol%以上4mol%以下含有されることが好ましい。
【0038】
次に、本発明のセラミックス接合体の製造方法について説明する。
【0039】
本発明のセラミックス接合体は、透光性セラミックスとジルコニア焼結体とを焼成するセラミックス接合体の製造方法であって、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることにより製造することができる。
【0040】
本発明の製造方法は、ジルコニア焼結体と透光性セラミックスとを焼成するセラミックス接合体の製造方法である。
【0041】
以下、本発明の製造方法について詳細に説明する。
【0042】
本発明の製造方法で使用するジルコニア焼結体及び透光性セラミックスは、いずれも焼結温度以上で熱処理された焼結体である。焼結体と焼結体とを焼成することで、焼成前のジルコニア焼結体及び透光性セラミックスが、その形状を大幅に変化せずに、セラミックス接合体を得ることができる。これにより、例えば図1に示したような複雑形状のセラミックス接合体を、本発明の製造方法では得ることができる。
【0043】
本発明の製造方法は、ジルコニア焼結体を収縮させて透光性セラミックスと接合させる。すなわち、本発明の製造方法は、焼結温度以上で熱処理された焼結体の熱収縮を利用した製造方法である。
【0044】
そのため、成形体と成形体とを焼結して接合する製造方法や、成形体と焼結体とを焼結して接合する製造方法等の様に、焼結温度以上で十分に熱処理されていない成形体の焼結収縮を利用したセラミックス接合体の製造方法と、本発明の製造方法は異なる製造方法である。これにより、焼成前のジルコニア焼結体及び透光性セラミックスの形状変化をほとんど起こさずにセラミックス接合体が得られる。さらには、成形体の焼結収縮を利用するセラミックス接合体の製造方法と比べて、同じ形状のセラミックス接合体を繰り返し得ることが可能になる。すなわち、成形体の焼結収縮を利用したセラミックス接合体の製造方法と比べ、本発明の製造方法は再現性が高い製造方法となる。
【0045】
本発明の製造方法で使用するジルコニア焼結体は、相対密度が90%以上99.9%以下である。さらに、相対密度は95%以上であることが好ましく、96%以上であることがより好ましく、97%以上であることがさらに好ましく、98%以上であることが更により好ましく、99%以上であることが特に好ましい。ジルコニア焼結体の相対密度が90%以上99.9%以下であることで、ジルコニア焼結体の形状変化を最小限にしながら、ジルコニア焼結体の焼結収縮を促進させることができる。これにより、ジルコニア焼結体と透光性セラミックスと強固に接合することができる。
【0046】
焼成するジルコニア焼結体は、その相対密度が上記の範囲になれば、その製造方法は特に限定されない。例えば、2〜4mol%の安定化剤を含むジルコニア粉末を成形し、得られた成形体を1200℃〜1500℃の任意の温度で焼結することでジルコニア焼結体を製造することができる。なお、焼結温度、焼結時間等の焼結条件によってジルコニア焼結体の相対密度を調整することができる。
【0047】
本発明の製造方法において、透光性セラミックスには、直線透過率が0%より大きいセラミックスを使用することができる。透光性セラミックスの直線透過率が高いほど、得られるセラミックス接合体に含まれる透光性セラミックスの直線透過率が高くなる。そのため、透光性セラミックスの直線透過率は、少なくとも10%であることが好ましく、少なくとも25%であることがより好ましく、少なくとも30%であることが更に好ましい。
【0048】
さらに、透明セラミックスと同等の透明性を有する透光性セラミックスを含むセラミックス接合体を製造する場合、透光性セラミックスの直線透過率は少なくとも50%であることが好ましく、少なくとも60%であることがより好ましく、少なくとも70%であることが更に好ましい。
【0049】
このような透光性セラミックスとして、イットリア焼結体、スピネル焼結体、イットリア−アルミナ−ガーネット焼結体、透光性アルミナ焼結体又は透光性ジルコニア焼結体などの多結晶体を例示することができ、透光性アルミナ焼結体又は透光性ジルコニア焼結体であることが好ましく、透光性ジルコニア焼結体であることがより好ましい。更に好ましい透光性ジルコニア焼結体として、イットリア含有ジルコニア焼結体や、チタニア(TiO2)及びイットリア含有ジルコニア焼結体を挙げることができる。
【0050】
透光性セラミックスが上記の直線透過率を有していれば、その製造方法は特に限定されない。透光性セラミックスの製造方法として、例えば、原料粉末を成形、一次焼結した後、HIP処理する製造方法が挙げられる。
【0051】
本発明の製造方法では、ジルコニア焼結体と透光性セラミックスとを1100℃を超える焼成温度で焼成することが好ましい。焼成温度は1200℃以上とすることがより好ましく、1250℃以上とすることが更に好ましい。焼成温度が1100℃を超える温度であると、ジルコニア焼結体の焼結収縮が起こりやすくなる。その結果として、ジルコニア焼結体と透光性セラミックスが接合しやすくなる。
【0052】
焼成温度が高いほど、ジルコニア焼結体の焼結収縮が起こる。そのため、ジルコニア焼結体が透光性セラミックスにより強固に接合しやすくなる。焼成温度は1500℃以下、好ましくは1450℃以下、より好ましくは1400℃以下であれば、ジルコニア焼結体と透光性セラミックスとが強固に接合したセラミックス接合体を得ることができる。
【0053】
なお、焼成温度が高い場合、使用する透光性セラミックスによって、その透明性が変化する場合がある。焼成温度により透明性が変化する透光性セラミックスを使用した場合、ジルコニア焼結体と透光性セラミックスとの接合状態、及び透光性セラミックスの透明性との関係を考慮して、上記の範囲内で焼成温度を決めることが好ましい。例えば、透光性セラミックスとして、チタニア(TiO2)及びイットリア含有ジルコニア焼結体を使用した場合、焼成温度を1300℃以下とすることで、透光性セラミックスの透明性を特に高くすることができる。一方、焼成を1300℃を超える温度で行なうことで、透光性セラミックスの透明性を抑えることができる。
【0054】
焼成の雰囲気は特に限定されず、酸化性雰囲気、不活性雰囲気又は還元性雰囲気のいずれも適用することができる。
【0055】
焼成方法は任意の方法で行うことができる。常圧焼成、マイクロ波焼成又は熱間静水圧プレス処理(以下、「HIP処理」とする)などが焼成方法として例示することができる。焼成方法は、常圧焼成又はHIP処理であることが好ましい。また、ジルコニア焼結体と透光性セラミックスをより強固に接合するため、焼成をHIP処理で行なうことがより好ましい。
【0056】
焼成をHIP処理で行なう場合、温度以外の条件は適宜設定することができる。例えば、HIP処理圧力は50MPa以上200MPa以下を挙げることができ、HIP処理時間は0.5時間以上10時間以下を挙げることができる。圧力媒体はアルゴン、窒素等の不活性ガスを使用することができる。
【0057】
HIP処理の雰囲気は圧力媒体の影響を大きく受ける。そのため、不活性ガスを圧力媒体として使用したHIP処理では、その雰囲気が不活性雰囲気となる。しかしながら、カーボン製ヒーター等のHIP処理の構成部材に還元性物質が含まれている場合、不活性ガスを圧力媒体として使用しても、HIPの雰囲気は弱い還元性雰囲気となる。
【0058】
しかしながら、HIP処理において、試料を設置する容器を適宜選択することによって、HIP処理中の試料を特定の雰囲気下におくことができる。例えば、アルミナ、ジルコニア又はムライト等の酸化物セラミックス製の容器を用いることで、HIP処理中の試料を不活性雰囲気下におくことができる。一方、カーボン製の容器を用いることで、HIP処理中の試料を還元性雰囲気下におくことができる。
【0059】
熱処理後、必要に応じてアニール処理をすることができる。これにより、セラミックス接合体中の透光性セラミックスの透明性を挙げることができる。アニール処理の条件は、大気中等の酸素雰囲気下、処理温度1000℃以上1200℃以下、処理時間0.5時間以上2時間以下を例示することができる。
【0060】
本発明の製造方法では、ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することが好ましい。さらには、ジルコニア焼結体が透光性セラミックスを挟み込み、なおかつ、ジルコニア焼結体と透光性セラミックスとの間に隙間が形成されるように配置して焼成することがより好ましい。
【0061】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスとを配置して焼成させる方法として、透光性セラミックスとジルコニア焼結体との間に形成される第一の隙間と、該透光性セラミックスの中心を対称中心として該第一の隙間と対称に形成される該透光性セラミックスと該ジルコニア焼結体との間の第二の隙間とが(1)式を満たすように、ジルコニア焼結体と透光性セラミックスを配置して焼成することが特に好ましい。
【0062】
L≦(1−ρ1/3) ・・・(1)
(L:第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合、ρ:焼成前のジルコニア焼結体の相対密度(−))
【0063】
ジルコニア焼結体と透光性セラミックスとをこの様に配置することで、ジルコニア焼結体の焼結収縮による、ジルコニア焼結体と透光性セラミックスとの接合が、より強固になる。それに加え、ジルコニア焼結体の焼結収縮による、ジルコニア焼結体と透光性セラミックスとを、より効率的に接合することができる。
【0064】
以下、ジルコニア焼結体と透光性セラミックスを焼成する際の好ましい配置方法について、図2及び図3を例に示して説明する。
【0065】
ジルコニア焼結体が透光性セラミックスを挟み込むように配置することが好ましい。また、ジルコニア焼結体が透光性セラミックスを囲むようにして、ジルコニア焼結体が透光性セラミックスを挟み込むように配置させてもよい。
【0066】
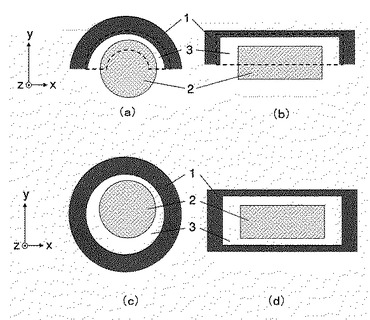
この様な配置としては、例えば、図2(a)〜(d)に示したような配置を挙げることができる。図2(a)及び(b)では、ジルコニア焼結体が透光性セラミックスを挟み込むように配置されている。また、図2(c)及び(d)では、ジルコニア焼結体が透光性セラミックスを挟み込み、なおかつ、ジルコニア焼結体が透光性セラミックスを囲むように配置されている。
【0067】
ジルコニア焼結体と透光性セラミックスは、ジルコニア焼結体と透光性セラミックスの間に隙間が形成されるように配置する。ジルコニア焼結体と透光性セラミックスの間に形成される隙間(以下、単に「隙間」ともいう)とは、ジルコニア焼結体と透光性セラミックスとの間にあいた空間である。図2(a)〜(d)において3で示した部分が隙間に相当する部分である。なお、図2(a)及び(b)のような配置では、隙間と隙間以外の空間との明確な境界が存在しない。そのため、図2(a)及び(b)中、破線で囲まれた範囲付近の空間を隙間とみなすことができる。
【0068】
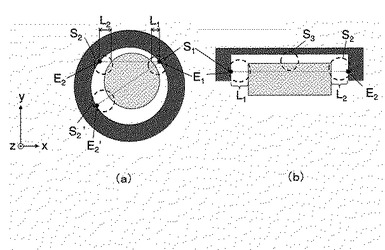
隙間の中で、任意の範囲を第一の隙間とする。さらに、透光性セラミックスの中心を対称中心として該第一の隙間と対称に形成される隙間を第二の隙間とする。図3中、例えばS1に示した範囲が第一の隙間とする。この場合、S2又はS2’に示した範囲が第二の隙間に相当する。
【0069】
なお、透光性セラミックスの中心とは、透光性セラミックスの中心点、透光性セラミックスの中心点を通過する線(以下、中心線)、透光性セラミックスの中心点を通過する面(以下、中心面)のいずれかとすることができる。図3中、S2は透光性セラミックスの中心線を対称中心として、S1と対称の位置に形成された隙間である。つまり、透光性セラミックスの中心点を通過する直線を対称中心として、S1と対称の位置に形成された隙間がS2である。一方、S2’は透光性セラミックスの中心点を対称中心として、S1と対称の位置に形成された隙間である。つまり、S1と透光性セラミックスの中心点を結ぶ直線状で、なおかつ、中心点に対してS1と対称の位置に形成された隙間がS2’である。
【0070】
中心線又は中心面を対称中心として第二の隙間を定める場合、第一の隙間と第二の隙間を結んだ直線が透光性セラミックスを通過するようにすることが好ましい。これにより、ジルコニア焼結体が透光性セラミックスを挟み込む様になる。
【0071】
なお、図3(a)のように第二の隙間に相当する隙間が複数存在する場合が在る。この場合、いずれか任意の隙間を第二の隙間として、それが(1)式の関係を満たすようにすればよい。
【0072】
L≦(1−ρ1/3) ・・・(1)
(L:第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合、ρ:焼成前のジルコニア焼結体の相対密度(−))
【0073】
なお、透光性セラミックスの中心を対称中心として、一つの隙間と対称の位置に他の隙間が形成されない場合、当該隙間は第一の隙間とすることができない。例えば、図3中、S3に示した範囲の隙間は、これと対称となる位置に隙間が形成されない。このような隙間は、第一の隙間とすることができない。
【0074】
このように、本発明の製造方法では、第一の隙間と第二の隙間とが対称の位置に形成されるようにジルコニア焼結体と透光性セラミックスとを配置することが好ましい。これにより、焼成した際にジルコニア焼結体が透光性セラミックスを挟み込むように収縮しやすくなる。その結果、ジルコニア焼結体と透光性セラミックスとが、より強固に接合しやすくなる。
【0075】
さらに、第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合が上記(1)式を満たすように配置することが好ましい。
【0076】
隙間に接するジルコニア焼結体の端とは、各隙間に接しているジルコニア焼結体の任意の一点である。例えば、図3中のE1及びE2(又はE2’)に示した点がそれぞれ相当する。E1はS1に接するジルコニア焼結体の端であり、S2(又はS2’)に接するジルコニア焼結体の端はE2(又はE2’)である。
【0077】
第二の隙間をS2とした場合、E1とE2の2点を直線で繋いだ長さが、第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さ(Ltotal)となる。なお、Ltotalは、透光性セラミックスを通過する直線である必要がある。
【0078】
第一の隙間と第二の隙間との合計長さは、Ltotalにおける、各隙間に接するジルコニア焼結体の端から透光性セラミックスまでの長さの合計である。例えば、図3中、第二の隙間をS2とした場合、L1が第一の隙間の長さに相当し、また、L2が第二の隙間の長さに相当する。これらを足し合わせたもの(L1+L2)が、第一の隙間と第二の隙間との合計長さである。
【0079】
第一の隙間と第二の隙間の合計長さ(L1+L2)のLtotalに対する割合が(1)式におけるLである。Lが(1)式の関係を満たすことで、焼成によりジルコニア焼結体の収縮による、ジルコニア焼結体と透光性セラミックスとの接合がより強固になりやすい。
【発明の効果】
【0080】
本発明のセラミックス接合体は、高い透明性を有する透光性ジルコニア焼結体とジルコニア焼結体からなる接合体である。そのため、本発明のセラミックス接合体は高い意匠性だけでなく、優れた審美性を有する。さらに、接合材を介さずに、セラミックス同士が直接、強固に接合している。そのため、高い強度が要求される時計の窓部材、電子機器の表示部などに好適である。本発明の接合体は、高い審美性、意匠性から、宝飾品、時計部材用途以外にも、電子機器の外装部品をはじめ、各種の部材として好適に使用することができる。
【0081】
さらに、本発明のセラミックス接合体を製造する方法は、新規なセラミックスの接合方法としても適用することができる。
【図面の簡単な説明】
【0082】
【図1】本発明のセラミックス接合体の形状例
【図2】本発明の製造方法における好ましい配置の一例を示した図
【図3】本発明の製造方法における好ましい配置における、ジルコニア焼結体と透光性セラミックスの位置関係の例を示した図
【図4】実施例1で使用したジルコニア焼結体の模式図
【図5】実施例1で得られたセラミックス接合体の外観
【実施例】
【0083】
以下、実施例及び比較例により本発明を具体的に説明する。
【0084】
(相対密度)
アルキメデス法を用いて試料の密度を測定した。得られた密度を真密度に対する相対密度として求めた。なお、ジルコニア焼結体の真密度は5.51g/cm3とし、イットリア含有透光性ジルコニア焼結体の真密度は6.01g/cm3とし、イットリア及びチタニア含有透光性ジルコニア焼結体の真密度は5.83g/cm3とした。
【0085】
(接合強度)
二軸曲げ強度測定(ISO/DIS6872)に準じて接合強度を測定した。二軸曲げ強度測定において、サポート半径を直径22mmとした。また、ジルコニア焼結体の接合部にサポートを設置し、透光性セラミックスの中央に荷重が懸かるようにして測定を行なった。
【0086】
なお、測定試料は表面粗さRa=0.02μm以下に両面鏡面研磨したものを用いた。
(直線透過率)
表面粗さRa=0.02μm以下に両面鏡面研磨したセラミックス接合体を測定試料として用いた。直線透過率はヘーズメーター(日本電色、NDH5000)を用いて測定した。使用光源はD65光線とした。
(Lの測定)
Lの測定は測定顕微鏡(ニコン、MM−800)による顕微鏡観察によって行った。図2(c)又は(d)の様に、枠状に加工したジルコニア焼結体の内側に透光性セラミックスを配置した。電子顕微鏡により配置後の試料を観察した。
【0087】
ジルコニア焼結体と透光性セラミックスの任意の隙間を第一の隙間(図3におけるS1に相当)とみなした。当該隙間に接するジルコニア焼結体の端(図3におけるE1に相当)と透光性セラミックスの中心点を通過する直線上にあり、なおかつ当該隙間と対象に形成された隙間を第二の隙間とした(図3におけるS2’に相当)。第一の隙間に接するジルコニア焼結体の端と、第二の隙間に接するジルコニア焼結体の端(図3におけるE2’に相当)との直線距離を求め、これをLtotalとした。
【0088】
また、当該直線上における、第一の隙間に接するジルコニア焼結体の端と透光性セラミックスとの距離を求めて、これをL1とした。また、第二の隙間に接するジルコニア焼結体の端と透光性セラミックスとの距離を求め、これをL2とした。
【0089】
得られたLtotal、L1及びL2から(1)式におけるLを求めた。
【0090】
実施例1
(ジルコニア焼結体の作製)
ジルコニア粉末(東ソー製,TZ−3YS20A)を金型プレスによって圧力50MPaで成形した。成形後のジルコニア粉末を圧力200MPaの冷間静水圧プレス(CIP)で成形し、直径30mmの円板状成形体を得た。得られた成形体を1400℃、2時間で常圧焼結して相対密度が98.4%のジルコニア焼結体を得た。
【0091】
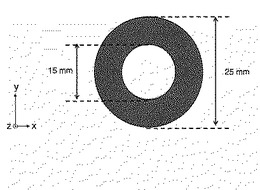
このジルコニア焼結体を機械加工し、直径15mm、厚み1mmの円状の中空部を有する、直径25mm、厚み1mmの枠状焼結体を得た。得られたジルコニア焼結体の模式図を図4に示す。
【0092】
(透光性ジルコニア焼結体の作製)
10mol%イットリア含有ジルコニア粉末(東ソー製,TZ−10YS)及び高純度チタニア粉末を、ジルコニアに対して10mol%添加し、エタノール溶媒中で直径10mmのジルコニア製ボールで72時間ボールミル混合した後、乾燥し、原料粉末とした。
【0093】
原料粉末を金型プレスによって圧力50MPaで成形した後、冷間静水圧プレスによって圧力200MPaで成形し、縦50mm、横40mm、厚さ2mmの板状成形体を得た。
【0094】
得られた板状成形体を、大気中、昇温速度100℃/h、焼結温度1350℃、焼結時間2時間で一次焼結して一次焼結体を得た。得られた一次焼結体の相対密度は94%、平均粒径が3μm以下であり、結晶相は立方晶と正方晶の2相であった。
【0095】
次に、温度1650℃、圧力150MPa、保持時間1時間でこの一次焼結体をHIP処理して透光性ジルコニア焼結体を得た。なお、圧力媒体として純度99.9%のアルゴンガスを用い、また、蓋付きカーボン製容器に一時焼結体を設置してHIP処理を行なった。
【0096】
得られた透光性ジルコニア焼結体の結晶相は、立方晶蛍石型構造の単相であった。
【0097】
(セラミックス接合体の作製)
ジルコニア焼結体及び透光性ジルコニア焼結体を配置した。このときのL及びρを表1に示した。
これをHIP処理して焼成することにより、セラミックス接合体を得た。
【0098】
HIP処理は、温度1500℃、圧力150MPa、保持時間1時間で行なった。なお、HIP処理の圧力媒体として純度99.9%のアルゴン(Ar)ガスを用いた。HIP処理において、試料はカーボン製容器内に設置した。HIP処理後、大気中、1000℃及び1時間で得られたHIP処理体をアニール処理した。結果を表1に、得られたセラミックス接合体を図5に示した。
【0099】
ジルコニア焼結体の焼結収縮により、ジルコニア焼結体と透光性セラミックスとが接合し、得られたセラミックス接合体は高い接合強度を供することがわかった。また、透光性ジルコニア焼結体の直線透過率は70%以上であり、高い透明性を有していることがわかった。
【0100】
実施例2
ジルコニア焼結体の相対密度を98.3%とした以外は実施例1と同様な方法により、ジルコニア焼結体を得た。
【0101】
(透光性ジルコニア焼結体の作製)
ジルコニア粉末として、加水分解法で製造された8mol%イットリア含有ジルコニア粉末(東ソー製,TZ−8Y)を使用したこと、及び、処理温度を1650℃としてHIP処理した以外は実施例1と同様な方法により透光性ジルコニア焼結体を得た。
【0102】
得られたジルコニア焼結体と透光性ジルコニア焼結体をLを表1に示した値となるように配置し、焼成温度を1400℃とし、試料をアルミナ製容器内に配置した以外は実施例1と同様な方法で焼成して、セラミックス接合体を得た。
【0103】
実施例3
ジルコニア焼結体の相対密度を95.8%とした以外は実施例1と同様な方法でジルコニア焼結体を得た。また、実施例2と同様な方法で透光性ジルコニア焼結体を得た。
【0104】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表1に示したLの値となるように配置したこと、及び、焼成温度を1400℃とし、1時間、大気中で常圧焼結した以外は、実施例1と同様な方法によりセラミックス接合体を得た。
【0105】
【表1】

【0106】
比較例1
ジルコニア焼結体の相対密度を98.6%とした以外は実施例1と同様な方法でジルコニア焼結体を得た。また、実施例1と同様な方法で透光性ジルコニア焼結体を得た。
【0107】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表2に示したLの値となるように配置したこと以外は、実施例1と同様な方法によりセラミックス接合体を得た。
【0108】
HIP処理後、ジルコニア焼結体と透光性ジルコニア焼結体は接合せず、セラミックス接合体は得られなかった。
【0109】
比較例2
比較例1と同様な方法でジルコニア焼結体及び透光性ジルコニア焼結体を得た。
【0110】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表2に示したLの値となるように配置し、焼成温度を1100℃とし、試料をアルミナ製容器内に配置したこと以外は、比較例1と同様な方法によりセラミックス接合体を得た。
【0111】
HIP処理後、ジルコニア焼結体と透光性ジルコニア焼結体は接合せず、セラミックス接合体は得られなかった。
【0112】
【表2】
【産業上の利用可能性】
【0113】
本発明のセラミックス接合体は、各種部材や装飾品として使用することができる。
【符号の説明】
【0114】
1:ジルコニア焼結体
2:透光性セラミックス
3:ジルコニア焼結体と透光性セラミックスとの間に形成された隙間
【技術分野】
【0001】
本発明は、セラミックスと透光性セラミックスからなる接合体およびその製造方法に関する。さらには、セラミックスと透光性セラミックスとの接合方法に関する。
【背景技術】
【0002】
耐熱性、耐摩耗性、耐食性に優れていることから、セラミックスは産業部材用途に広く使用されている。さらに、高い審美性や質感から、透光性セラミックスの用途が拡大してきている。例えば、透光性セラミックスの用途として、携帯電話等の電子機器部材、時計部材及び宝飾品などの用途が検討されている。このような用途の拡大に伴い、より高い審美性を有するだけでなく、より高い意匠性を有する部材として透光性セラミックスと異なるセラミックスとからなるセラミックス部材が求められている。
【0003】
一方、セラミックスは靭性が高い材料であり、複雑な形状への加工が困難である。そのため、複雑な形状のセラミックス部材を作製する場合、透光性セラミックスとセラミックスとを接合する必要がある。
【0004】
これまでにもセラミックスとセラミックスとの接合体は検討されている。例えば、セラミックス表面に金属相を形成させ、これを接合材として接合させる方法、いわゆる、メタライズ法より得られたセラミックス接合体や(特許文献3)、セラミックス粉末や有機物質などの接合材を用いて得られたセラミックス接合体が報告されている(特許文献2)。
【0005】
また、焼結前の成形体同士を密着させて焼結する方法、いわゆる共焼結により得られたセラミックス接合体や(特許文献1)、ホットプレス中にグラファイト成形体でセラミックス原料粉末を加圧し、成形及び焼結を同時に行うことで得られたグラファイト−セラミックス接合体(非特許文献1)。さらには、低融点物質を利用して得られたセラミックス接合体が報告されている(特許文献4)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−128473号公報
【特許文献2】特開平11−92245号公報
【特許文献3】特開2008−169889号公報
【特許文献4】特開2000−226272号公報
【非特許文献】
【0007】
【非特許文献1】窯業協会誌 81巻、No.1、46頁(1973)
【発明の概要】
【発明が解決しようとする課題】
【0008】
メタライズ法や接合材を用いた接合方法では、セラミックスとセラミックスとの接合面に金属相や接合材が残留する。これによりセラミックス接合体は審美性が低くなる。透光性を有するセラミックスを用いたセラミックス接合体では審美性が特に著しく低くなる。
【0009】
さらには、セラミックス接合体の接合強度は、接合材など第三成分の強度の影響を受ける。そのため、メタライズ法や接合材を用いた接合で得られたセラミックス接合体の強度は、接合された個々のセラミックスよりも著しく低い強度であった。
【0010】
セラミック原料粉末の成形及び焼結や、成形体の共焼結では、最終的に得られるセラミックス接合体の形状が焼結前の形状と大幅に異なったものとなる。そのため、これらの方法では所望の形状のセラミックス接合体を得ることが困難であった。
【0011】
低融点物質の使用によるセラミックス接合体は、セラミックスが特殊な組成に限定される。そのため、宝飾部材等で使用されているジルコニア焼結体等に対しては、このような方法は適用できなかった。
【0012】
さらに、これら従来のセラミックス接合体は、一方のセラミックスと、他方のセラミックスとが、互いにひとつの面で接合された接合体、例えば、積層状に接合された接合体であり、単純な接合状態の接合体であった。そのため、セラミックスの一部もしくは全部を他のセラミックスで囲むように接合された形状、例えば枠状、縁状等の形状など、複雑形状のセラミックス接合体は得られていなかった。
【0013】
本発明は、これらの課題を解決し、セラミックスとセラミックスとの接合体およびその製造方法を提供する。さらには、セラミックスと透光性を有するセラミックスとの接合体、特にジルコニア焼結体と透光性セラミックスとの接合体、およびその製造方法を提供するものである。
【課題を解決するための手段】
【0014】
上記の課題に鑑み、本研究者らは鋭意検討した。その結果、セラミックスとしてジルコニア焼結体を有し、これと透光性を有するセラミックスとのセラミックス接合体は、審美性を損なわずに、複雑な形状のセラミックス接合体となることを見出した。さらには、焼結体の焼結収縮を利用することによってこのようなセラミックス接合体が得られることを見出した。
【0015】
すなわち、本発明は、ジルコニア焼結体と透光性セラミックスからなるセラミックス接合体である。
【0016】
以下、本発明の透光性セラミックス接合体について詳細に説明する。
【0017】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスとからなるセラミックス−セラミックス接合体である。そのため、金属とセラミックスとからなる金属−セラミックス接合体や、カーボンとセラミックスとからなるカーボン−セラミックス接合体などと、本発明のセラミックス接合体は異なる(以下、「セラミックス−セラミックス接合体」を「セラミックス接合体」とする)。さらに、個々の焼結体を加工した後に、両者を嵌め込んでジルコニア焼結体と透光性セラミックスとを一体にしたセラミックス部材とも、本発明のセラミックス接合体は異なる。
【0018】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスからなる。透光性セラミックスは審美性が高いだけでなく、その透明性によって半透明部材や透明部材としての光学的な機能を有する。ジルコニア焼結体と透光性セラミックスとが接合されてなることで、本発明の透光性セラミックス接合体は審美性のみならず、機能的にも優れたセラミックス材料、セラミックス部材となる。
【0019】
本発明のセラミックス接合体は、ジルコニア焼結体と透光性セラミックスが接合してなることが好ましい。さらに、ジルコニア焼結体と透光性セラミックスが接合材を介さずに接合してなることがより好ましい。接合材などを介さずに接合してなることで、ジルコニア焼結体と透光性セラミックスが直接接合してなる。これにより、セラミックス接合体が、接合材に由来する接合層を界面に有さないセラミックス接合体となる。そのため、本発明のセラミックス接合体は審美性が高くなるだけでなく、強度も高くなりやすい。さらには、ジルコニア焼結体と特に透明性が高い透光性セラミックスとからなるセラミックス接合体の場合、接合材などを介さずに接合してなることで、特に審美性が高くなりやすい。
【0020】
ジルコニア焼結体と透光性セラミックスは、両者の全ての界面が接合してなる必要はなく、両者の一部が接合してなっていればよい。
【0021】
ここで、接合材とは接着材、結合材等とも呼ばれるものである。このような接合材としては、セメントなどの無機材料、有機系接着剤などの高分子材料又は有機材料等を例示することができる。
【0022】
なお、セラミックス接合体の接合状態は、走査型電子顕微鏡(SEM)観察などで観察することができる。例えば、接合材を介して接合してなるセラミックス接合体の場合、ジルコニア焼結体と透光性セラミックスとの界面付近に、これらの焼結粒子以外の粒子又は層が確認される。一方、接合材を介さずに接合してなるセラミックス接合体の場合、ジルコニア焼結体と透光性セラミックスとの焼結粒子が直接接していることが確認できる。
【0023】
さらに、本発明のセラミックス接合体は、ジルコニア焼結体が透光性セラミックスの外周に接合してなることが好ましく、ジルコニア焼結体が枠状に透光性セラミックスと接合してなることがより好ましい。
【0024】
ジルコニア焼結体は透光性セラミックスの一部と接合してなればよい。また、ジルコニア焼結体が透光性セラミックスの外周全てを囲む様に接合してなっていてもよい。
【0025】
本発明のセラミックス接合体は、透光性セラミックスにジルコニア焼結体が接合してなれば、その形状は特に限定されない。例えば、本発明のセラミックス接合体に含まれる透光性セラミックスとして、円形状、楕円形状、長方形状、又は正方形状などの板状の形状を挙げることができる。このような透光性セラミックスとジルコニア焼結体とが接合した本発明のセラミックス接合体の形状の一例として、図1に示した様な形状を例示することができる。
【0026】
本発明において透光性セラミックスは、直線透過率が0%より大きいセラミックスであり、試料厚さ1mm、D65光源における直線透過率(以下、単に「直線透過率」とする)が少なくとも10%のセラミックスであることが好ましく、直線透過率が少なくとも25%のセラミックスであることがより好ましく、直線透過率が少なくとも30%のセラミックスであることが更に好ましい。このような透光性セラミックスを使用することで審美性が高くなる。これにより、本発明のセラミックス接合体は宝飾品や装飾品用途に適したものとなる。
【0027】
さらに、透光性セラミックスは、直線透過率が少なくとも50%であることが好ましく、少なくとも60%であることがより好ましく、少なくとも70%であることが更に好ましい。直線透過率が少なくとも50%であれば、透明セラミックスと同等の透明性を有するセラミックスとなる。これにより、審美性が高くなるため、宝飾品や装飾品用途だけでなく、時計のカバー材や電子機器等の表示用部材等の用途にも使用できる。
また、直線透過率は以下の式から求めることができる値である。
【0028】
Ti=Tt−Td
Tt:全光線透過率(%)
Td:拡散透過率(%)
Ti:直線透過率(%)
【0029】
なお、D65光源とは、国際照明委員会(Commission internationale l’eclairage;CIE)が規定する標準光源の代用となる光源の規格の一つである。この光源は自然な昼光に相当する光である。この光源で測定された直線透過率は、測定波長550nmで測定した際の透過率とほぼ同等の値となる。
【0030】
透光性セラミックスとして、イットリア(酸化イットリウム、Y2O3)焼結体、スピネル(MgAl2O4)焼結体、イットリア−アルミナ−ガーネット(YAG;Y3Al5O12)焼結体、透光性アルミナ焼結体又は透光性ジルコニア焼結体などの多結晶体を例示することができる。透光性セラミックスはジルコニア焼結体と同程度の光沢を有する透光性セラミックスであることが好ましく、透光性ジルコニア焼結体であることがより好ましい。
【0031】
透光性ジルコニア焼結体は、その結晶構造に立方晶蛍石型構造を含有するジルコニア焼結体であることが好ましく、その結晶構造が立方晶蛍石型構造の単相であることがより好ましい。
【0032】
透光性ジルコニア焼結体として、イットリア含有ジルコニア焼結体や、チタニア(酸化チタン、TiO2)及びイットリア含有ジルコニア焼結体を例示することができる。
【0033】
透光性ジルコニア焼結体が含有するイットリア量は、透光性ジルコニア焼結体中のジルコニアに対して6mol%以上15mol%以下であることが好ましく、7mol%以上12mol%以下であることがより好ましく、8mol%以上10mol%以下であることが更に好ましい。
【0034】
透光性ジルコニア焼結体がチタニアを含有する場合、そのチタニア量は透光性ジルコニア焼結体中のジルコニア及びイットリアの合計に対して3mol%以上20mol%以下であることが好ましく、5mol%以上15mol%以下であることがより好ましく、8mol%以上12mol%以下であることが更に好ましい。この範囲のチタニアを含有することで、透光性ジルコニア焼結体の透明性が高くなりやすくなる。さらに、透光性ジルコニア焼結体がチタニアを含有することで、平均結晶粒径が小さくなり、機械的強度、特に曲げ強度が高くなりやすい。
【0035】
本発明のセラミックス接合体において、ジルコニア焼結体は安定化剤を含有するジルコニア焼結体であることが好ましい。
【0036】
ジルコニア焼結体が含有する安定化剤としては、イットリア(Y2O3)、セリア(CeO2)、マグネシア(MgO)などを挙げることができる。安定化剤はイットリア(Y2O3)であることが好ましい。安定化剤を含有したジルコニア焼結体は、機械的特性が高くなりやすい。
【0037】
これらの安定化剤は、ジルコニア焼結体に対して2mol%以上4mol%以下含有されることが好ましい。
【0038】
次に、本発明のセラミックス接合体の製造方法について説明する。
【0039】
本発明のセラミックス接合体は、透光性セラミックスとジルコニア焼結体とを焼成するセラミックス接合体の製造方法であって、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることにより製造することができる。
【0040】
本発明の製造方法は、ジルコニア焼結体と透光性セラミックスとを焼成するセラミックス接合体の製造方法である。
【0041】
以下、本発明の製造方法について詳細に説明する。
【0042】
本発明の製造方法で使用するジルコニア焼結体及び透光性セラミックスは、いずれも焼結温度以上で熱処理された焼結体である。焼結体と焼結体とを焼成することで、焼成前のジルコニア焼結体及び透光性セラミックスが、その形状を大幅に変化せずに、セラミックス接合体を得ることができる。これにより、例えば図1に示したような複雑形状のセラミックス接合体を、本発明の製造方法では得ることができる。
【0043】
本発明の製造方法は、ジルコニア焼結体を収縮させて透光性セラミックスと接合させる。すなわち、本発明の製造方法は、焼結温度以上で熱処理された焼結体の熱収縮を利用した製造方法である。
【0044】
そのため、成形体と成形体とを焼結して接合する製造方法や、成形体と焼結体とを焼結して接合する製造方法等の様に、焼結温度以上で十分に熱処理されていない成形体の焼結収縮を利用したセラミックス接合体の製造方法と、本発明の製造方法は異なる製造方法である。これにより、焼成前のジルコニア焼結体及び透光性セラミックスの形状変化をほとんど起こさずにセラミックス接合体が得られる。さらには、成形体の焼結収縮を利用するセラミックス接合体の製造方法と比べて、同じ形状のセラミックス接合体を繰り返し得ることが可能になる。すなわち、成形体の焼結収縮を利用したセラミックス接合体の製造方法と比べ、本発明の製造方法は再現性が高い製造方法となる。
【0045】
本発明の製造方法で使用するジルコニア焼結体は、相対密度が90%以上99.9%以下である。さらに、相対密度は95%以上であることが好ましく、96%以上であることがより好ましく、97%以上であることがさらに好ましく、98%以上であることが更により好ましく、99%以上であることが特に好ましい。ジルコニア焼結体の相対密度が90%以上99.9%以下であることで、ジルコニア焼結体の形状変化を最小限にしながら、ジルコニア焼結体の焼結収縮を促進させることができる。これにより、ジルコニア焼結体と透光性セラミックスと強固に接合することができる。
【0046】
焼成するジルコニア焼結体は、その相対密度が上記の範囲になれば、その製造方法は特に限定されない。例えば、2〜4mol%の安定化剤を含むジルコニア粉末を成形し、得られた成形体を1200℃〜1500℃の任意の温度で焼結することでジルコニア焼結体を製造することができる。なお、焼結温度、焼結時間等の焼結条件によってジルコニア焼結体の相対密度を調整することができる。
【0047】
本発明の製造方法において、透光性セラミックスには、直線透過率が0%より大きいセラミックスを使用することができる。透光性セラミックスの直線透過率が高いほど、得られるセラミックス接合体に含まれる透光性セラミックスの直線透過率が高くなる。そのため、透光性セラミックスの直線透過率は、少なくとも10%であることが好ましく、少なくとも25%であることがより好ましく、少なくとも30%であることが更に好ましい。
【0048】
さらに、透明セラミックスと同等の透明性を有する透光性セラミックスを含むセラミックス接合体を製造する場合、透光性セラミックスの直線透過率は少なくとも50%であることが好ましく、少なくとも60%であることがより好ましく、少なくとも70%であることが更に好ましい。
【0049】
このような透光性セラミックスとして、イットリア焼結体、スピネル焼結体、イットリア−アルミナ−ガーネット焼結体、透光性アルミナ焼結体又は透光性ジルコニア焼結体などの多結晶体を例示することができ、透光性アルミナ焼結体又は透光性ジルコニア焼結体であることが好ましく、透光性ジルコニア焼結体であることがより好ましい。更に好ましい透光性ジルコニア焼結体として、イットリア含有ジルコニア焼結体や、チタニア(TiO2)及びイットリア含有ジルコニア焼結体を挙げることができる。
【0050】
透光性セラミックスが上記の直線透過率を有していれば、その製造方法は特に限定されない。透光性セラミックスの製造方法として、例えば、原料粉末を成形、一次焼結した後、HIP処理する製造方法が挙げられる。
【0051】
本発明の製造方法では、ジルコニア焼結体と透光性セラミックスとを1100℃を超える焼成温度で焼成することが好ましい。焼成温度は1200℃以上とすることがより好ましく、1250℃以上とすることが更に好ましい。焼成温度が1100℃を超える温度であると、ジルコニア焼結体の焼結収縮が起こりやすくなる。その結果として、ジルコニア焼結体と透光性セラミックスが接合しやすくなる。
【0052】
焼成温度が高いほど、ジルコニア焼結体の焼結収縮が起こる。そのため、ジルコニア焼結体が透光性セラミックスにより強固に接合しやすくなる。焼成温度は1500℃以下、好ましくは1450℃以下、より好ましくは1400℃以下であれば、ジルコニア焼結体と透光性セラミックスとが強固に接合したセラミックス接合体を得ることができる。
【0053】
なお、焼成温度が高い場合、使用する透光性セラミックスによって、その透明性が変化する場合がある。焼成温度により透明性が変化する透光性セラミックスを使用した場合、ジルコニア焼結体と透光性セラミックスとの接合状態、及び透光性セラミックスの透明性との関係を考慮して、上記の範囲内で焼成温度を決めることが好ましい。例えば、透光性セラミックスとして、チタニア(TiO2)及びイットリア含有ジルコニア焼結体を使用した場合、焼成温度を1300℃以下とすることで、透光性セラミックスの透明性を特に高くすることができる。一方、焼成を1300℃を超える温度で行なうことで、透光性セラミックスの透明性を抑えることができる。
【0054】
焼成の雰囲気は特に限定されず、酸化性雰囲気、不活性雰囲気又は還元性雰囲気のいずれも適用することができる。
【0055】
焼成方法は任意の方法で行うことができる。常圧焼成、マイクロ波焼成又は熱間静水圧プレス処理(以下、「HIP処理」とする)などが焼成方法として例示することができる。焼成方法は、常圧焼成又はHIP処理であることが好ましい。また、ジルコニア焼結体と透光性セラミックスをより強固に接合するため、焼成をHIP処理で行なうことがより好ましい。
【0056】
焼成をHIP処理で行なう場合、温度以外の条件は適宜設定することができる。例えば、HIP処理圧力は50MPa以上200MPa以下を挙げることができ、HIP処理時間は0.5時間以上10時間以下を挙げることができる。圧力媒体はアルゴン、窒素等の不活性ガスを使用することができる。
【0057】
HIP処理の雰囲気は圧力媒体の影響を大きく受ける。そのため、不活性ガスを圧力媒体として使用したHIP処理では、その雰囲気が不活性雰囲気となる。しかしながら、カーボン製ヒーター等のHIP処理の構成部材に還元性物質が含まれている場合、不活性ガスを圧力媒体として使用しても、HIPの雰囲気は弱い還元性雰囲気となる。
【0058】
しかしながら、HIP処理において、試料を設置する容器を適宜選択することによって、HIP処理中の試料を特定の雰囲気下におくことができる。例えば、アルミナ、ジルコニア又はムライト等の酸化物セラミックス製の容器を用いることで、HIP処理中の試料を不活性雰囲気下におくことができる。一方、カーボン製の容器を用いることで、HIP処理中の試料を還元性雰囲気下におくことができる。
【0059】
熱処理後、必要に応じてアニール処理をすることができる。これにより、セラミックス接合体中の透光性セラミックスの透明性を挙げることができる。アニール処理の条件は、大気中等の酸素雰囲気下、処理温度1000℃以上1200℃以下、処理時間0.5時間以上2時間以下を例示することができる。
【0060】
本発明の製造方法では、ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することが好ましい。さらには、ジルコニア焼結体が透光性セラミックスを挟み込み、なおかつ、ジルコニア焼結体と透光性セラミックスとの間に隙間が形成されるように配置して焼成することがより好ましい。
【0061】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスとを配置して焼成させる方法として、透光性セラミックスとジルコニア焼結体との間に形成される第一の隙間と、該透光性セラミックスの中心を対称中心として該第一の隙間と対称に形成される該透光性セラミックスと該ジルコニア焼結体との間の第二の隙間とが(1)式を満たすように、ジルコニア焼結体と透光性セラミックスを配置して焼成することが特に好ましい。
【0062】
L≦(1−ρ1/3) ・・・(1)
(L:第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合、ρ:焼成前のジルコニア焼結体の相対密度(−))
【0063】
ジルコニア焼結体と透光性セラミックスとをこの様に配置することで、ジルコニア焼結体の焼結収縮による、ジルコニア焼結体と透光性セラミックスとの接合が、より強固になる。それに加え、ジルコニア焼結体の焼結収縮による、ジルコニア焼結体と透光性セラミックスとを、より効率的に接合することができる。
【0064】
以下、ジルコニア焼結体と透光性セラミックスを焼成する際の好ましい配置方法について、図2及び図3を例に示して説明する。
【0065】
ジルコニア焼結体が透光性セラミックスを挟み込むように配置することが好ましい。また、ジルコニア焼結体が透光性セラミックスを囲むようにして、ジルコニア焼結体が透光性セラミックスを挟み込むように配置させてもよい。
【0066】
この様な配置としては、例えば、図2(a)〜(d)に示したような配置を挙げることができる。図2(a)及び(b)では、ジルコニア焼結体が透光性セラミックスを挟み込むように配置されている。また、図2(c)及び(d)では、ジルコニア焼結体が透光性セラミックスを挟み込み、なおかつ、ジルコニア焼結体が透光性セラミックスを囲むように配置されている。
【0067】
ジルコニア焼結体と透光性セラミックスは、ジルコニア焼結体と透光性セラミックスの間に隙間が形成されるように配置する。ジルコニア焼結体と透光性セラミックスの間に形成される隙間(以下、単に「隙間」ともいう)とは、ジルコニア焼結体と透光性セラミックスとの間にあいた空間である。図2(a)〜(d)において3で示した部分が隙間に相当する部分である。なお、図2(a)及び(b)のような配置では、隙間と隙間以外の空間との明確な境界が存在しない。そのため、図2(a)及び(b)中、破線で囲まれた範囲付近の空間を隙間とみなすことができる。
【0068】
隙間の中で、任意の範囲を第一の隙間とする。さらに、透光性セラミックスの中心を対称中心として該第一の隙間と対称に形成される隙間を第二の隙間とする。図3中、例えばS1に示した範囲が第一の隙間とする。この場合、S2又はS2’に示した範囲が第二の隙間に相当する。
【0069】
なお、透光性セラミックスの中心とは、透光性セラミックスの中心点、透光性セラミックスの中心点を通過する線(以下、中心線)、透光性セラミックスの中心点を通過する面(以下、中心面)のいずれかとすることができる。図3中、S2は透光性セラミックスの中心線を対称中心として、S1と対称の位置に形成された隙間である。つまり、透光性セラミックスの中心点を通過する直線を対称中心として、S1と対称の位置に形成された隙間がS2である。一方、S2’は透光性セラミックスの中心点を対称中心として、S1と対称の位置に形成された隙間である。つまり、S1と透光性セラミックスの中心点を結ぶ直線状で、なおかつ、中心点に対してS1と対称の位置に形成された隙間がS2’である。
【0070】
中心線又は中心面を対称中心として第二の隙間を定める場合、第一の隙間と第二の隙間を結んだ直線が透光性セラミックスを通過するようにすることが好ましい。これにより、ジルコニア焼結体が透光性セラミックスを挟み込む様になる。
【0071】
なお、図3(a)のように第二の隙間に相当する隙間が複数存在する場合が在る。この場合、いずれか任意の隙間を第二の隙間として、それが(1)式の関係を満たすようにすればよい。
【0072】
L≦(1−ρ1/3) ・・・(1)
(L:第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合、ρ:焼成前のジルコニア焼結体の相対密度(−))
【0073】
なお、透光性セラミックスの中心を対称中心として、一つの隙間と対称の位置に他の隙間が形成されない場合、当該隙間は第一の隙間とすることができない。例えば、図3中、S3に示した範囲の隙間は、これと対称となる位置に隙間が形成されない。このような隙間は、第一の隙間とすることができない。
【0074】
このように、本発明の製造方法では、第一の隙間と第二の隙間とが対称の位置に形成されるようにジルコニア焼結体と透光性セラミックスとを配置することが好ましい。これにより、焼成した際にジルコニア焼結体が透光性セラミックスを挟み込むように収縮しやすくなる。その結果、ジルコニア焼結体と透光性セラミックスとが、より強固に接合しやすくなる。
【0075】
さらに、第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さに対する、第一の隙間と第二の隙間との合計長さの割合が上記(1)式を満たすように配置することが好ましい。
【0076】
隙間に接するジルコニア焼結体の端とは、各隙間に接しているジルコニア焼結体の任意の一点である。例えば、図3中のE1及びE2(又はE2’)に示した点がそれぞれ相当する。E1はS1に接するジルコニア焼結体の端であり、S2(又はS2’)に接するジルコニア焼結体の端はE2(又はE2’)である。
【0077】
第二の隙間をS2とした場合、E1とE2の2点を直線で繋いだ長さが、第一の隙間に接するジルコニア焼結体の端から第二の隙間に接するジルコニアの端の最短長さ(Ltotal)となる。なお、Ltotalは、透光性セラミックスを通過する直線である必要がある。
【0078】
第一の隙間と第二の隙間との合計長さは、Ltotalにおける、各隙間に接するジルコニア焼結体の端から透光性セラミックスまでの長さの合計である。例えば、図3中、第二の隙間をS2とした場合、L1が第一の隙間の長さに相当し、また、L2が第二の隙間の長さに相当する。これらを足し合わせたもの(L1+L2)が、第一の隙間と第二の隙間との合計長さである。
【0079】
第一の隙間と第二の隙間の合計長さ(L1+L2)のLtotalに対する割合が(1)式におけるLである。Lが(1)式の関係を満たすことで、焼成によりジルコニア焼結体の収縮による、ジルコニア焼結体と透光性セラミックスとの接合がより強固になりやすい。
【発明の効果】
【0080】
本発明のセラミックス接合体は、高い透明性を有する透光性ジルコニア焼結体とジルコニア焼結体からなる接合体である。そのため、本発明のセラミックス接合体は高い意匠性だけでなく、優れた審美性を有する。さらに、接合材を介さずに、セラミックス同士が直接、強固に接合している。そのため、高い強度が要求される時計の窓部材、電子機器の表示部などに好適である。本発明の接合体は、高い審美性、意匠性から、宝飾品、時計部材用途以外にも、電子機器の外装部品をはじめ、各種の部材として好適に使用することができる。
【0081】
さらに、本発明のセラミックス接合体を製造する方法は、新規なセラミックスの接合方法としても適用することができる。
【図面の簡単な説明】
【0082】
【図1】本発明のセラミックス接合体の形状例
【図2】本発明の製造方法における好ましい配置の一例を示した図
【図3】本発明の製造方法における好ましい配置における、ジルコニア焼結体と透光性セラミックスの位置関係の例を示した図
【図4】実施例1で使用したジルコニア焼結体の模式図
【図5】実施例1で得られたセラミックス接合体の外観
【実施例】
【0083】
以下、実施例及び比較例により本発明を具体的に説明する。
【0084】
(相対密度)
アルキメデス法を用いて試料の密度を測定した。得られた密度を真密度に対する相対密度として求めた。なお、ジルコニア焼結体の真密度は5.51g/cm3とし、イットリア含有透光性ジルコニア焼結体の真密度は6.01g/cm3とし、イットリア及びチタニア含有透光性ジルコニア焼結体の真密度は5.83g/cm3とした。
【0085】
(接合強度)
二軸曲げ強度測定(ISO/DIS6872)に準じて接合強度を測定した。二軸曲げ強度測定において、サポート半径を直径22mmとした。また、ジルコニア焼結体の接合部にサポートを設置し、透光性セラミックスの中央に荷重が懸かるようにして測定を行なった。
【0086】
なお、測定試料は表面粗さRa=0.02μm以下に両面鏡面研磨したものを用いた。
(直線透過率)
表面粗さRa=0.02μm以下に両面鏡面研磨したセラミックス接合体を測定試料として用いた。直線透過率はヘーズメーター(日本電色、NDH5000)を用いて測定した。使用光源はD65光線とした。
(Lの測定)
Lの測定は測定顕微鏡(ニコン、MM−800)による顕微鏡観察によって行った。図2(c)又は(d)の様に、枠状に加工したジルコニア焼結体の内側に透光性セラミックスを配置した。電子顕微鏡により配置後の試料を観察した。
【0087】
ジルコニア焼結体と透光性セラミックスの任意の隙間を第一の隙間(図3におけるS1に相当)とみなした。当該隙間に接するジルコニア焼結体の端(図3におけるE1に相当)と透光性セラミックスの中心点を通過する直線上にあり、なおかつ当該隙間と対象に形成された隙間を第二の隙間とした(図3におけるS2’に相当)。第一の隙間に接するジルコニア焼結体の端と、第二の隙間に接するジルコニア焼結体の端(図3におけるE2’に相当)との直線距離を求め、これをLtotalとした。
【0088】
また、当該直線上における、第一の隙間に接するジルコニア焼結体の端と透光性セラミックスとの距離を求めて、これをL1とした。また、第二の隙間に接するジルコニア焼結体の端と透光性セラミックスとの距離を求め、これをL2とした。
【0089】
得られたLtotal、L1及びL2から(1)式におけるLを求めた。
【0090】
実施例1
(ジルコニア焼結体の作製)
ジルコニア粉末(東ソー製,TZ−3YS20A)を金型プレスによって圧力50MPaで成形した。成形後のジルコニア粉末を圧力200MPaの冷間静水圧プレス(CIP)で成形し、直径30mmの円板状成形体を得た。得られた成形体を1400℃、2時間で常圧焼結して相対密度が98.4%のジルコニア焼結体を得た。
【0091】
このジルコニア焼結体を機械加工し、直径15mm、厚み1mmの円状の中空部を有する、直径25mm、厚み1mmの枠状焼結体を得た。得られたジルコニア焼結体の模式図を図4に示す。
【0092】
(透光性ジルコニア焼結体の作製)
10mol%イットリア含有ジルコニア粉末(東ソー製,TZ−10YS)及び高純度チタニア粉末を、ジルコニアに対して10mol%添加し、エタノール溶媒中で直径10mmのジルコニア製ボールで72時間ボールミル混合した後、乾燥し、原料粉末とした。
【0093】
原料粉末を金型プレスによって圧力50MPaで成形した後、冷間静水圧プレスによって圧力200MPaで成形し、縦50mm、横40mm、厚さ2mmの板状成形体を得た。
【0094】
得られた板状成形体を、大気中、昇温速度100℃/h、焼結温度1350℃、焼結時間2時間で一次焼結して一次焼結体を得た。得られた一次焼結体の相対密度は94%、平均粒径が3μm以下であり、結晶相は立方晶と正方晶の2相であった。
【0095】
次に、温度1650℃、圧力150MPa、保持時間1時間でこの一次焼結体をHIP処理して透光性ジルコニア焼結体を得た。なお、圧力媒体として純度99.9%のアルゴンガスを用い、また、蓋付きカーボン製容器に一時焼結体を設置してHIP処理を行なった。
【0096】
得られた透光性ジルコニア焼結体の結晶相は、立方晶蛍石型構造の単相であった。
【0097】
(セラミックス接合体の作製)
ジルコニア焼結体及び透光性ジルコニア焼結体を配置した。このときのL及びρを表1に示した。
これをHIP処理して焼成することにより、セラミックス接合体を得た。
【0098】
HIP処理は、温度1500℃、圧力150MPa、保持時間1時間で行なった。なお、HIP処理の圧力媒体として純度99.9%のアルゴン(Ar)ガスを用いた。HIP処理において、試料はカーボン製容器内に設置した。HIP処理後、大気中、1000℃及び1時間で得られたHIP処理体をアニール処理した。結果を表1に、得られたセラミックス接合体を図5に示した。
【0099】
ジルコニア焼結体の焼結収縮により、ジルコニア焼結体と透光性セラミックスとが接合し、得られたセラミックス接合体は高い接合強度を供することがわかった。また、透光性ジルコニア焼結体の直線透過率は70%以上であり、高い透明性を有していることがわかった。
【0100】
実施例2
ジルコニア焼結体の相対密度を98.3%とした以外は実施例1と同様な方法により、ジルコニア焼結体を得た。
【0101】
(透光性ジルコニア焼結体の作製)
ジルコニア粉末として、加水分解法で製造された8mol%イットリア含有ジルコニア粉末(東ソー製,TZ−8Y)を使用したこと、及び、処理温度を1650℃としてHIP処理した以外は実施例1と同様な方法により透光性ジルコニア焼結体を得た。
【0102】
得られたジルコニア焼結体と透光性ジルコニア焼結体をLを表1に示した値となるように配置し、焼成温度を1400℃とし、試料をアルミナ製容器内に配置した以外は実施例1と同様な方法で焼成して、セラミックス接合体を得た。
【0103】
実施例3
ジルコニア焼結体の相対密度を95.8%とした以外は実施例1と同様な方法でジルコニア焼結体を得た。また、実施例2と同様な方法で透光性ジルコニア焼結体を得た。
【0104】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表1に示したLの値となるように配置したこと、及び、焼成温度を1400℃とし、1時間、大気中で常圧焼結した以外は、実施例1と同様な方法によりセラミックス接合体を得た。
【0105】
【表1】
【0106】
比較例1
ジルコニア焼結体の相対密度を98.6%とした以外は実施例1と同様な方法でジルコニア焼結体を得た。また、実施例1と同様な方法で透光性ジルコニア焼結体を得た。
【0107】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表2に示したLの値となるように配置したこと以外は、実施例1と同様な方法によりセラミックス接合体を得た。
【0108】
HIP処理後、ジルコニア焼結体と透光性ジルコニア焼結体は接合せず、セラミックス接合体は得られなかった。
【0109】
比較例2
比較例1と同様な方法でジルコニア焼結体及び透光性ジルコニア焼結体を得た。
【0110】
得られたジルコニア焼結体及び透光性ジルコニア焼結体を、表2に示したLの値となるように配置し、焼成温度を1100℃とし、試料をアルミナ製容器内に配置したこと以外は、比較例1と同様な方法によりセラミックス接合体を得た。
【0111】
HIP処理後、ジルコニア焼結体と透光性ジルコニア焼結体は接合せず、セラミックス接合体は得られなかった。
【0112】
【表2】
【産業上の利用可能性】
【0113】
本発明のセラミックス接合体は、各種部材や装飾品として使用することができる。
【符号の説明】
【0114】
1:ジルコニア焼結体
2:透光性セラミックス
3:ジルコニア焼結体と透光性セラミックスとの間に形成された隙間
【特許請求の範囲】
【請求項1】
ジルコニア焼結体と透光性セラミックスからなるセラミックス接合体。
【請求項2】
ジルコニア焼結体が接合材を介さずに透光性セラミックスに接合してなることを特徴とする請求項1に記載のセラミックス接合体。
【請求項3】
透光性セラミックスが、試料厚さ1mm、D65光線における直線透過率が少なくとも50%であることを特徴とする請求項1又は2に記載のセラミックス接合体。
【請求項4】
透光性セラミックスが、透光性ジルコニア焼結体であることを特徴とする請求項1乃至3のいずれかに記載のセラミックス接合体。
【請求項5】
ジルコニア焼結体が、ジルコニアに対して2〜4mol%のイットリアを含有するジルコニア焼結体であることを特徴とする請求項1乃至4のいずれかに記載のセラミックス接合体。
【請求項6】
透光性セラミックスとジルコニア焼結体を焼成するセラミックス接合体の製造方法であって、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることを特徴とする請求項1乃至5に記載のセラミックス接合体の接合方法。
【請求項7】
1100℃を超える温度で焼成することを特徴とする請求項6に記載の製造方法。
【請求項8】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することを特徴とする請求項6又は7に記載の製造方法。
【請求項9】
ジルコニア焼結体の相対密度が90%以上99.9%以下であることを特徴とする請求項6に記載の製造方法。
【請求項10】
焼成をHIP処理で行なうことを特徴とする請求項6又は7に記載の製造方法。
【請求項11】
請求項1乃至5のセラミックス接合体を用いた部材。
【請求項12】
請求項11の部材を用いた宝飾品。
【請求項13】
ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることを特徴とするジルコニア焼結体と透光性セラミックスの接合方法。
【請求項14】
1100℃を超える温度で焼成することを特徴とする請求項13に記載の接合方法。
【請求項15】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することを特徴とする請求項13又は14に記載の接合方法。
【請求項1】
ジルコニア焼結体と透光性セラミックスからなるセラミックス接合体。
【請求項2】
ジルコニア焼結体が接合材を介さずに透光性セラミックスに接合してなることを特徴とする請求項1に記載のセラミックス接合体。
【請求項3】
透光性セラミックスが、試料厚さ1mm、D65光線における直線透過率が少なくとも50%であることを特徴とする請求項1又は2に記載のセラミックス接合体。
【請求項4】
透光性セラミックスが、透光性ジルコニア焼結体であることを特徴とする請求項1乃至3のいずれかに記載のセラミックス接合体。
【請求項5】
ジルコニア焼結体が、ジルコニアに対して2〜4mol%のイットリアを含有するジルコニア焼結体であることを特徴とする請求項1乃至4のいずれかに記載のセラミックス接合体。
【請求項6】
透光性セラミックスとジルコニア焼結体を焼成するセラミックス接合体の製造方法であって、ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることを特徴とする請求項1乃至5に記載のセラミックス接合体の接合方法。
【請求項7】
1100℃を超える温度で焼成することを特徴とする請求項6に記載の製造方法。
【請求項8】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することを特徴とする請求項6又は7に記載の製造方法。
【請求項9】
ジルコニア焼結体の相対密度が90%以上99.9%以下であることを特徴とする請求項6に記載の製造方法。
【請求項10】
焼成をHIP処理で行なうことを特徴とする請求項6又は7に記載の製造方法。
【請求項11】
請求項1乃至5のセラミックス接合体を用いた部材。
【請求項12】
請求項11の部材を用いた宝飾品。
【請求項13】
ジルコニア焼結体を収縮させて透光性セラミックスとジルコニア焼結体とを接合させることを特徴とするジルコニア焼結体と透光性セラミックスの接合方法。
【請求項14】
1100℃を超える温度で焼成することを特徴とする請求項13に記載の接合方法。
【請求項15】
ジルコニア焼結体が透光性セラミックスを挟み込むように、ジルコニア焼結体と透光性セラミックスを配置して焼成することを特徴とする請求項13又は14に記載の接合方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−14472(P2013−14472A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148573(P2011−148573)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
[ Back to top ]