
透光性化粧材の製造方法
【課題】裏側から光がないときには、色柄が表面側に露呈させず、通常の木質化粧材の外観を呈する一方、裏側から光が当たったときには、一転、木目と共に色柄7が表面に明確にかつ鮮明に現出する透光性化粧材Aの製造方法が得られるようにする。
【解決手段】木質薄単板からなる突板層1、突板層1の裏面側に配置された透光性を有する隠蔽層5、隠蔽層5の裏面側に配置された透光性を有する補強層16、及び補強層16の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6を積層一体化して積層体11を形成し、この積層体11の突板層1の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部2を形成した後、突板層1に凹凸部2が形成された表面から樹脂を含浸させて突板層1をWPC処理することで突板層1を透光性を有するものとする。
【解決手段】木質薄単板からなる突板層1、突板層1の裏面側に配置された透光性を有する隠蔽層5、隠蔽層5の裏面側に配置された透光性を有する補強層16、及び補強層16の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6を積層一体化して積層体11を形成し、この積層体11の突板層1の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部2を形成した後、突板層1に凹凸部2が形成された表面から樹脂を含浸させて突板層1をWPC処理することで突板層1を透光性を有するものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、住宅等の建築物の床用、壁用、その他の内装用建材や家具の面材等として用いるのに好適な装飾性に優れた透光性を有する化粧材の製造方法に関する。
【背景技術】
【0002】
従来、この種の透光性を有する化粧材として、特許文献1に示されているように、天然木の表面に研磨材を吹き付けることで、密なる輪層(秋目部分)と粗なる輪層(春目部分)とを有する年輪のうちの粗なる輪層を刳り抜き除去して、密なる輪層のみの骨格を持つ透かし状にし、それを照明器具のシェード等に用いたものは知られている。
【0003】
また、特許文献2には、ガラスや樹脂等の透明板の表面に木質薄単板からなる突板を、また裏面に模様付きカッティングシートをそれぞれ接着して一体化し、裏面からの光によりカッティングシートのシルエット模様を突板の木目模様と共に表側に現出させるようにした照明用装飾突板貼着積層体が提案されている。
【0004】
さらに、特許文献3に示されるものでは、透光性木目付化粧板として、木質薄単板の裏面に不織布が接着された木目シートを裏面にて透明樹脂板に接着するようにしている。
【0005】
この他、光透過性を有する突板を利用し、その突板を透光性基材の表面に積層して突板層を形成し、基材裏側の光源の光を突板層表面から照射させることにより、光源の消灯時には、通常の木目調パネルに見えるが、光源の点灯時には、突板層の木目を浮かび上がらせて現出させるようにしたものが提案されている(例えば特許文献4〜8参照)。
【0006】
また、突板層と光源との間に絵柄模様を描いた絵柄層を配置し、その絵柄を影絵のように突板層表面に現出させることが提案されている(例えば特許文献5,8参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−109414号公報
【特許文献2】実用新案登録第3153311号公報
【特許文献3】特開2002−144483号公報
【特許文献4】特開平8−267667号公報
【特許文献5】特開2002−205500号公報
【特許文献6】特開2009−80981号公報
【特許文献7】特開2009−160819号公報
【特許文献8】特開2010−180563号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記従来の特許文献のものでは、いずれも、木質薄単板からなる突板層の透光性を利用し、光源からの光を突板層に透過させて表面に放射させたり、絵柄を表面に現出させたりしているものの、その突板層の透光性が低く、表面に絵柄を明確にかつ鮮明に現出させることが困難であった。さりとて、透光性を高めるために突板層の厚さを薄くすればよいが、それには限度がある。
【0009】
また、裏側の光源からの光により絵柄を表面側に現出させるようにすると、光源からの光がないときでも絵柄が表面側に露呈してしまい、不自然な外観になるという問題がある。
【0010】
本発明は斯かる点に鑑みてなされたものであり、その目的は、木質化粧材の製造方法に改良を加えることにより、裏側から光がないときには、色柄が表面側に露呈せず、通常の木質化粧材の外観を呈する一方、裏側から光が当たったときには、一転、木目と共に色柄が表面に明確にかつ鮮明に現出する透光性化粧材の製造方法が得られるようにすることにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、この発明では、表面の突板層を木質薄単板とし、その表面にショットブラスト加工により凹凸部を形成した後に、その凹凸部の表面から樹脂を含浸させて突板層をWPC(Wood Plastic Combination:樹脂含浸)処理するとともに、その突板層と裏側の色柄層との間に、裏側からの光がないときに色柄層の色柄を表面から隠蔽するための隠蔽層を配置するようにした。
【0012】
具体的には、第1の発明では、裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法として、少なくとも、木質薄単板からなる突板層、この突板層の裏面側に配置された透光性を有する隠蔽層、及びこの隠蔽層の裏面側に配置され、所定の色柄が形成された透光性を有する色柄層を積層一体化して積層体を形成する積層体形成工程と、この積層体の突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程とを備えたことを特徴とする。上記色柄層の色柄は絵柄のみ、色のみ、或いは色と絵柄とを組み合わせたものであってもよい。
【0013】
この第1の発明では、積層体形成工程において、突板層、隠蔽層及び色柄層が積層一体化されて積層体が形成され、次の凹凸形成工程で、この成形体の突板層の表面がショットブラスト加工されて表面に凹凸部が形成される。すなわち、突板層における木質薄単板の春目部分は秋目部分よりも軟らかいので、その軟らかい春目部分が硬い秋目部分よりも深く凹陥した凹凸部が形成され、突板層は全体の厚さが薄くなるばかりでなく、凹部での厚さが凸部よりも薄くなる。その後の樹脂含浸工程で、突板層に凹凸部が形成された表面から樹脂が含浸させて突板層がWPC処理されるが、そのとき、突板層の春目部分の厚さが秋目部分よりも薄いので、樹脂は薄い春目部分に含浸するだけでなく、相対的に厚い秋目部分にも含浸する。しかも、ショットブラスト加工による凹凸部の形成では、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れて目詰まりし難く、樹脂がスムーズに内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層が高い透光性を有するものとなる。
【0014】
このようにして製造された透光性化粧材は、少なくとも突板層、隠蔽層及び色柄層を含む積層体からなり、その突板層はショットブラスト加工後の樹脂の含浸によりWPC処理されて透光性を有する木質薄単板からなるので、突板層となる薄単板の厚さを極度に薄くせずとも、その高い透光性が得られる。そのため、透光性化粧材の裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出する。
【0015】
また、積層体の隠蔽層は、積層体の裏側からの光がないときに色柄層の色柄を積層体表面から隠蔽し、裏側からの光があるときには色柄層の色柄を積層体表面に現出させる程度に透光性を有していると、透光性化粧材の裏側からの光がない場合は、色柄層の色柄は積層体表面から隠蔽され、透光性化粧材の表面側に現出することがなく、突板層表面の木目模様がそのまま露出し、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0016】
すなわち、透光性化粧材は、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0017】
第2の発明では、第1の発明に係る透光性化粧材の製造方法において、積層体形成工程で、積層体の内部又は表裏側に、透光性を有する補強層を設けることを特徴とする。
【0018】
この第2の発明では、積層体に補強層が設けられているので、積層体を所定の強度に保つことができる。そのため、例えば突板層(木質薄単板)の厚さが薄くても、積層体の取扱い性や運搬性を高めることができる。また、突板層表面をショットブラスト加工により凹凸部を形成する際、補強層がない場合のように、積層体を別の支持体に貼付け支持して加工する必要がなく、そのまま製造ラインに流すことができる。
【0019】
第3の発明では、第1の発明と同様に、裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法として、吸着性を有する基材の表面に、所定の色柄が形成された透光性を有する色柄層となる紙を吸着させる紙吸着工程と、この紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化する積層工程と、上記突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程と、上記基材を剥離除去する基材除去工程とを備えたことを特徴とする。
【0020】
この第3の発明では、紙吸着工程において、基材の表面に色柄層となる紙が吸着され、次の積層工程では、この紙の表面に突板層が接着層を介して積層一体化され、接着層は透光性を有する隠蔽層となる。次の凹凸形成工程で、この突板層の表面がショットブラスト加工されて、表面に凹凸部が形成される。すなわち、突板層(木質薄単板)の軟らかい春目部分が硬い秋目部分よりも深く凹陥した凹凸部が形成され、突板層は全体の厚さが薄くなるばかりでなく、凹部での厚さが凸部よりも薄くなる。その後の樹脂含浸工程で、突板層に凹凸部が形成された表面から樹脂が含浸させて突板層がWPC処理される。突板層の春目部分の厚さが秋目部分よりも薄いので、樹脂は薄い春目部分に含浸するだけでなく、相対的に厚い秋目部分にも含浸するとともに、ショットブラスト加工による凹凸部の形成では、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れて目詰まりし難く、樹脂がスムーズに内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層が高い透光性を有するものとなる。そして、最後の基材除去工程では上記基材が剥離除去される。
【0021】
また、凹凸形成工程ないし樹脂含浸工程では、積層体(色柄層となる紙、隠蔽層及び突板層)が基材の表面に一体化されているので、この積層体を所定の強度に保つことができる。そのため、例えば突板層(木質薄単板)の厚さが薄くても、積層体の取扱い性や運搬性を高めることができる。また、突板層表面をショットブラスト加工により凹凸部を形成する際、積層体を基材によって支持して容易に加工することができる。
【0022】
このようにして製造された透光性化粧材も、第1の発明の製造方法により製造されたものと同様の作用効果が得られる。すなわち、透光性化粧材は突板層、隠蔽層及び色柄層を含む積層体からなり、その突板層はショットブラスト加工後の樹脂の含浸によりWPC処理されて透光性を有する木質薄単板からなるので、突板層となる薄単板の厚さを極度に薄くせずとも、その高い透光性が得られる。そのため、透光性化粧材の裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出する。
【0023】
また、積層体の隠蔽層は、積層体の裏側からの光がないときに色柄層の色柄を積層体表面から隠蔽し、裏側からの光があるときには色柄層の色柄を積層体表面に現出させる程度に透光性を有していると、透光性化粧材の裏側からの光がない場合は、色柄層の色柄は積層体表面から隠蔽され、透光性化粧材の表面側に現出することがなく、突板層表面の木目模様がそのまま露出し、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0024】
よって、透光性化粧材は、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0025】
第4の発明では、上記第1〜第3の発明のいずれか1つに係る透光性化粧材の製造方法において、樹脂含浸工程に引き続いて、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にする平滑面形成工程を備えたことを特徴とする。
【0026】
この第4の発明では、樹脂含浸工程で突板層表面に凹凸部が形成されていても、その凹部に透明性樹脂が充填されて突板層表面が平滑面となる。よって、表面の平滑な透光性化粧材が得られる。
【0027】
第5の発明では、第1〜第4の発明に係る透光性化粧材の製造方法のいずれか1つにおいて、WPC処理された突板層表面をコーティング処理するコーティング工程を備えたことを特徴とする。
【0028】
この第5の発明では、突板層表面がコーティング処理されるので、汚れ難くて耐汚染性があり、美麗な透光性化粧材が得られる。
【発明の効果】
【0029】
以上説明したように、第1の発明では、透光性化粧材の製造方法として、木質薄単板からなる突板層、透光性を有する隠蔽層、及び透光性を有する色柄層を積層一体化して積層体を形成し、その突板層の表面をショットブラスト加工して、表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成した後、突板層に表面から樹脂を含浸させて突板層をWPC処理し、突板層を透光性を有するものとした。また、第3の発明では、基材の表面に透光性を有する色柄層となる紙を吸着させ、この紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化し、突板層の表面をショットブラスト加工して、表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成した後、突板層に表面から樹脂を含浸させて突板層をWPC処理し、突板層を透光性を有するものとし、しかる後に基材を剥離除去することとした。
【0030】
これらの発明によると、突板層となる薄単板の厚さを極度に薄くせずとも、その突板層の透光性を高くすることができ、裏側からの光がない場合に、色柄層の色柄は積層体表面から隠蔽され、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる一方、裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出し、よって裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観を有し、意匠性の高い透光性化粧材が容易に得られる。
【0031】
特に、第3の発明によると、積層体に基材が設けられているので、積層体を所定の強度に保つことができ、突板層の厚さが薄くても、積層体の取扱い性や運搬性を高めることができるとともに、突板層表面をショットブラスト加工により凹凸部を形成するのに支障がない。
【0032】
第2の発明によると、第1の発明の透光性化粧材の製造方法において、積層体の形成工程で、積層体の内部又は表裏側に透光性の補強層を設けたことにより、その積層体の補強層により積層体を所定の強度に保つことができ、突板層の厚さが薄くても、積層体の取扱い性や運搬性を高めることができるるとともに、突板層表面をショットブラスト加工により凹凸部を形成するのに支障がない。
【0033】
第4の発明によると、樹脂含浸の直後に、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にすることにより、表面の平滑な透光性化粧材が得られる。
【0034】
第5の発明によると、突板層表面をコーティング処理することにより、汚れ難くて耐汚染性があり、美麗な透光性化粧材が得られる。
【図面の簡単な説明】
【0035】
【図1】図1は、本発明の実施形態1に係る製造方法により製造された透光性化粧材の断面図である。
【図2】図2は透光性化粧材の表面を示す図である。
【図3】図3は透光性化粧材の裏面を示す図である。
【図4】図4は、透光性化粧材の裏側から光を当てたときに色柄が表面に現出した状態を示す図2相当図である。
【図5】図5は透光性化粧材の拡大断面図である。
【図6】図6は実施形態1に係る透光性化粧材の製造方法の工程を示す図である。
【図7】図7は、実施形態2に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図8】図8は実施形態2に係る透光性化粧材の製造方法の工程を示す図である。
【図9】図9は、実施形態3に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図10】図10は、実施形態4に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図11】図11は、実施形態5に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図12】図12は、透光性化粧材が施工されたドアの正面図である。
【図13】図13は図12のXIII−XIII線拡大断面図である。
【図14】図14は、透光性化粧材を光源と組み合わせた発光化粧構造体の例1に係るベッドを示す斜視図である。
【図15】図15は、光源が点灯して色柄がヘッドボードの表面に現出した状態を示す図14相当図である。
【図16】図16は図14のXVI−XVI線断面図である。
【図17】図17は発光化粧構造体の要部を拡大して示す断面図である。
【図18】図18は発光化粧構造体の例2に係るベッドを示す図14相当図である。
【図19】図19は、光源が点灯して色柄が表面に現出した状態を示す図18相当図である。
【図20】図20は図18のXX−XX線断面図である。
【図21】図21は発光化粧構造体の例3に係るテーブルを示す斜視図である。
【図22】図22は図21のXXII−XXII線拡大断面図である。
【図23】図23は、テーブルの天板上面に組み付けられた発光化粧構造体における積層体の表面を示す図である。
【図24】図24は発光化粧構造体における積層体の色柄を示す図である。
【図25】図25は発光化粧構造体における積層体の断面図である。
【図26】図26は、光源の消灯状態及び点灯状態の切換えにより色柄が表面に現出した状態を示す図である。
【図27】図27は発光化粧構造体の例4に係るテーブルを示す図22相当図である。
【図28】図28は発光化粧構造体の例5に係る階段を示す側面図である。
【図29】図29は階段の要部を拡大して示す断面図である。
【図30】図30は、発光化粧構造体の例6に係る部屋の床面、壁面及び天井面を示す斜視図である。
【図31】図31は光源が点灯した状態を示す図30相当図である。
【図32】図32は発光化粧構造体の施工構造を示す断面図である。
【図33】図33は発光化粧構造体の例7に係る欄間を襖と共に示す図である。
【図34】図34は図33のXXXIV−XXXIV線拡大断面図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものでは全くない。
【0037】
[実施形態1]
図1〜図5は本発明の実施形態1に係る製造方法により製造された透光性化粧材Aを示す。この透光性化粧材Aは、突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7(図3参照)が描かれた色柄層6と、上記突板層1の表面に形成された表面コート層9(図5参照)とを積層して一体化した積層体11からなる。
【0038】
(突板層)
上記突板層1は、木質薄単板に樹脂を含浸させるWPC処理をすることで透明化されて透光性を有するものとなっている。すなわち、図5に拡大して示すように、突板層1は、木質薄単板の表面に浮造り加工を施すことにより、単板の軟らかい春目部分を硬い秋目部分よりも深く凹陥して該春目部分が凹部2aとなり秋目部分が凸部2bとなる凹凸部2が形成されてWPC処理されたものであり、表面に秋目部分(凸部2b)が春目部分(凹部2a)よりも濃色となる木目(木理)の模様(図2では秋目部分を線にて示している)が形成されている。
【0039】
上記突板層1をなす木質薄単板は天然木の薄単板からなり、樹種は限定されない。例えばオーク、バーチ、ビーチやチェリー等の硬さの硬い樹種や、スギ、ツガ、ヒノキ、サワグルミ等の硬さの軟らかい樹種等が用いられる。
【0040】
ここで、上記木質薄単板に含浸させる樹脂について詳細に説明する。この樹脂は、例えば含浸樹脂と着色充填樹脂の2つの樹脂を用いる。これらの含浸樹脂及び着色充填樹脂は、共に、活性エネルギー線硬化特性と湿気硬化特性とを兼ね備えている。このため、活性エネルギー線硬化特性のみを有する樹脂と比べると、活性エネルギー線の照射により瞬時に樹脂を硬化させることができる。
【0041】
両樹脂は、ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート等のオリゴマーやポリマーを単独、又はこれらを複数混合させたものに、反応性モノマーを加えたものを主成分とする。さらに、両樹脂は、主成分に対して、ポリイソシアネートを1質量%以上でかつ15質量%以下添加されてなる。
【0042】
両樹脂に用いるオリゴマー、ポリマーおよび反応性モノマーは、活性エネルギー線硬化特性を有する樹脂として一般的に用いられるものでよい。両樹脂に用いる反応性モノマーの例として以下のものが挙げられる。
【0043】
単官能モノマーの例としては、ラウリルアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、1,6−ヘキサンジオールモノアクリレート、ジシクロペンタジエンアクリレート、2−ヒドロキシルプロピルアクリレート、フェノキシジエチレングリコールアクリレート、イソボロニルアクリレート、β−カルボキシエチルアクリレート、アクリロイルモルフォリン、2−ヒドロキシエチルアクリロイルホスフェート、テトラヒドロフルフリルアクリレート、N,N−ジエチルアミノエチルアクリレート、N,N−ジメチルアミノエチルアクリレート、グリシジルアクリレート、ベンジルアクリレート等が挙げられる。
【0044】
2官能モノマーの例としては、エチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、ジエチレングリコールジメタアクリレート、トリエチレングリコールジアクリレート、トリエチレングリコールジメタアクリレート、ポリエチレングリコールジアクリレート、ポリエチレングリコールジメタアクリレート、ジプロピレングリコールジアクリレート、ジプロピレングリコールジメタアクリレート、トリプロピレングリコールジアクリレート、トリプロピレングリコールジメタアクリレート、ポリプロピレンジアクリレート、ポリプロピレンジメタアクリレート、1,6−ヘキサンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,4−ブタンジオールジメタアクリレート、ネオペンチルグリコールジアクリレート、ネオペンチルグリコールジメタアクリレート、1,9−ノナンジオールジアクリレート、1,9−ノナンジオールジメタアクリレート等が挙げられる。
【0045】
3官能モノマーの例として、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタアクリレート、エトキシ化トリメチロールプロパントリアクリレート、エトキシ化トリメチロールプロパントリメタアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタアクリレート、グリセリンプロポキシトリアクリレート等が挙げられる。
【0046】
4官能以上のモノマーの例としては、ペンタエリスリトールテトラアクリレート、エトキシ化ペンタエリスリトールテトラアクリレート、ポロポキシ化ペンタエリスリトールテトラアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等が挙げられる。
【0047】
また、両樹脂には、イソシアネート系化合物が添加されることが好ましい。このイソシアネート系化合物は、空気中の湿気を吸収し、両樹脂の湿気硬化に寄与する。このため、両樹脂の木質薄単板への密着性をより向上させることができる。
【0048】
イソシアネート系化合物の具体例としては、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ノルボルネンジイソシアネート等のイソシアネートモノマー、並びにこれらのビウレット体、イソシアヌレート体、トリメチロールプロパンのアダクト体等のポリイソシアネート誘導体、並びにこれらイソシアネートモノマーまたはポリイソシアネート誘導体のブロック体等が挙げられる。さらには、イソシアネート系化合物は、無黄変型または難黄変型のものを用いることが好ましい。これらのイソシアネート系化合物を単独で、又はこれらを複数混合して用いる。
【0049】
両樹脂には、さらに、一般的に用いられる錫化合物や、亜鉛化合物、アミン化合物等の触媒を添加してもよい。
【0050】
そして、具体的には、上記の含浸樹脂をブラスト処理された木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコーターやナチュラルリバースコーター、フローコーター等を使用して塗布する。このように、ブラスト処理を施して微細な傷をつけ、含浸性を高くした木質薄単板の表面全体に含浸樹脂を塗布するので、木質薄単板の内部にまで含浸樹脂を浸透させることができる。
【0051】
含浸樹脂は、低粘度でかつ含浸性の高い樹脂であることが好ましい。具体的には、含浸樹脂は、木質薄単板の表面に塗布されたとき、その粘度が100Pa・s以下であることが好ましい。このように、含浸樹脂を低粘度のものとすることで、含浸性をより高めることができる。なお、含浸樹脂は、上述したモノマーにより希釈したり加熱したりすることで、上記の粘度となるように調整する。また、例えば、予め木質薄単板の表面の温度が40°〜50°となるように木質薄単板を加熱し、この表面の温度よりも10°〜20°低い温度にした含浸樹脂を塗布することで、この含浸樹脂の含浸性をより向上させることができる。
【0052】
含浸樹脂を硬化又は半硬化させるために、木質薄単板の表面側から活性エネルギー線を照射する。活性エネルギー線には紫外線又は電子線が用いられる。
【0053】
活性エネルギー線が紫外線である場合、含浸樹脂に、光重合開始剤を添加する。光重合開始剤としては、一般的に用いられるラジカル反応型のアセトフェノン系、ベンゾフェノン系、ベンジル系、ベンゾイン系等のカルボニル化合物、テトラアルキルチウラムモノサルファイド、チオキサンソン等のイオウ化合物を単独、またはこれらを複数混合して用いてもよい。しかし、含浸樹脂の硬化を促進するためには、上記一般的な光重合開始剤よりも紫外線に対して反応性に優れたものが好ましい。
【0054】
具体的には、光重合開始剤として、含浸樹脂は、ビスアシルフォスフィンオキサイドを0.1質量%以上1.5質量%以下含むものか、モノアシルフォスフィンオキサイドを0.5質量%以上5.0質量%以下含むものであることが好ましい。ビスアシルフォスフィンオキサイドまたはモノアシルフォスフィンオキサイドは、紫外線の波長領域が350nm〜400nm近辺である長波長に吸収極大がある。したがって、紫外線を発光する光源として、350nm以上400nm以下の長波長領域に発光スペクトルを持つ発光方式を用いることにより、含浸樹脂8をより効果的に硬化させることができる。具体的には、放電灯方式のメタルハライドランプ、無電極方式のDバルブ、Vバルブ、Qバルブ、Mバルブ、パルスUV方式等を使用する。
【0055】
また、活性エネルギー線が紫外線である場合、含浸樹脂には、増感剤や、光安定剤、紫外線吸収剤、貯蔵安定剤等の助剤を添加してもよい。また、含浸樹脂に染料、顔料等を加えて着色を行ってもよい。
【0056】
(隠蔽層)
上記隠蔽層5は、積層体11の裏側から光が照射されていないときに上記色柄層6の色柄7を積層体11表面から隠蔽する程度に透光性を有しており、上記光が照射されたときには色柄層6の色柄7を積層体11表面に現出させる。
【0057】
この隠蔽層5はシート状のもので、例えば紙、プラスチックシート、これらを積層したポリサンド紙等の積層体等のシート状物を用いてもよいし、接着剤で一定厚みの層を形成してもよい。
【0058】
この他、隠蔽層5としては、液晶層、温度に応じて透光性及び色が変化する感熱性樹脂、温度に応じて透光性が変化するフェイズチェンジマテリアル(PCM)を用いることができる。
【0059】
隠蔽層5を液晶層で構成した場合、その液晶層に対する印加電圧の変更により液晶層の透光性を調整し、色柄層6の隠蔽状態を外部からコントロールすることができる。
【0060】
また、隠蔽層5を感熱性樹脂とする場合には、例えば裏側に配置された発熱する光源等の隠蔽層5に対する加熱を利用し、その加熱により感熱性樹脂の温度が例えば25〜50℃の所定の温度に昇温することで、その感熱性樹脂の透光性(透明度)が高くなり、色も薄くなり、色柄層6の色柄7が表出するようにすればよい。
【0061】
さらに、隠蔽層5をフェイズチェンジマテリアルとした場合、やはり裏側に配置された光源等による加熱によりPCMの温度が例えば25〜50℃に昇温することで、PCMが融点に達して固体が液体に変わることで、その透光性(透明度)が高くなるようにする。PCMとは、例えばn−オクタデカン、n−ヘキサデカンが主原料のノルマルパラフィンが用いられる。このノルマルパラフィンは、融点が23〜28℃のもので、基本的に融点よりも低い温度で固体となり、融点よりも高い温度で液体となる。この潜熱蓄熱材としてのノルマルパラフィンは例えばビニルパック等の透明容器に封入されたものや、透明の樹脂殻に封入されたマイクロカプセル状のものが樹脂と混合され、シート状に成形されたもの等が好適に使用される。
【0062】
ノルマルパラフィン以外の潜熱蓄熱材としては、無機水和塩(塩化カルシウム六水和塩、硫酸ナトリウム十水和塩等)、脂肪酸類(パルミチン酸、ミリスチン酸等)、芳香族炭化水素化合物(ベンゼン、p−キシレン等)、エステル化合物(パルミチン酸イソプロピル、ステアリン酸ブチル等)、アルコール類(ステアリルアルコール等)、ポリアルキレングリコール等を使用することができ、内部に配した光源の発する温度により、適宜選択すればよい。
【0063】
接着剤で一定厚みの隠蔽層5を形成する方法としては、基材表面に所定厚み(10〜200μm、好ましくは30μm〜75μm)の接着剤を塗布し、紫外線照射や熱硬化等の手段により半硬化させて、所定厚みを確保した上で表面単板を載置し、熱圧や冷圧等の手段により積層一体化する方法が好適に行われる。
【0064】
このとき、接着層を隠蔽層5とするために、接着剤自体に染料系着色剤を用いて着色を施してもよい。また、接着剤自体を透明とし、顔料系の着色剤を添加してもよい。さらに、着色剤に替えて感温性樹脂やマイクロカプセル化されたPCM材料を使用してもよい。
【0065】
(色柄層)
上記色柄層6は、例えば紙、樹脂シート等からなる。色柄層6は透光性を有し、この色柄層6には所定の色柄7が形成されている。この色柄7は写真や字、その他の所望のものが用いられる。色柄層6の色柄7は絵柄のみ、色のみ、或いは色と絵柄とを組み合わせたものであってもよい。
【0066】
具体的には、この色柄層6として紙を用いる場合、図3に示すように、その紙の裏面に色柄7(図示例では「富士山」の漢字及びその写真)が反転印刷されている。すなわち、色柄層6としての紙層は、一方の面に色柄7がインクの透過等により他方の面に至らないように反転印刷されることで該一方の面が印刷面とされた紙からなり、該印刷面が裏側になり印刷面と反対側の他方の何も印刷されていない面が表側になるように配置されている。この場合、色柄層6に形成された色柄7は、裏面側からの光の透過により、鏡反転された態様で表面に色柄が透過される。
【0067】
尚、この色柄層6は、必ずしも色柄7を反転させる必要はなく、表面に向けて色柄7を形成する場合には反転されていないそのままの色柄7が用いられる。この場合、色柄層6に形成された色柄7は、裏面側からの光の透過により、印刷された態様のままで表面に色柄が透過される。
【0068】
その他の例として、色柄層6は、例えば紙、樹脂シート、ガラス等からなり、色柄層6と隠蔽層5を積層一体に設けてもよいし、色柄層6と後述する補強層16を積層一体に設けてもよいし、色柄層6と隠蔽層5と補強層16とを別に設けてもよい。
【0069】
例えば色柄層6と隠蔽層5を積層一体に設ける場合、表面にインク受容層を設けた紙を使用し、インク受容層にインクジェット印刷を行ってもよい。この場合、所定厚みを有する紙を使用し、裏面側にインクが透過しないようにインクジェット印刷することでインクが透過していない層を隠蔽層5としてもよい。
【0070】
また、2枚の紙の間に樹脂シートを熱圧一体化したいわゆるポリサンド紙等の片面に色柄7を印刷し、印刷した方の紙層を色柄層6、印刷していない方の紙層を隠蔽層5としてもよい。この場合、裏面側にインクが透過していく恐れがないので、安定した品質の隠蔽性能を実現することができる。
【0071】
また、例えば色柄層6と隠蔽層5を積層一体に設ける場合、透光性を有するガラスやアクリル樹脂をステンドグラス様に配したり、ガラス表面に直接色柄7を印刷等により設けてもよい。
【0072】
(表面コート層)
表面コート層9は、浮造り加工が施された突板層1の表面に形成されている。この表面コート層9は、例えばアクリル系透明樹脂塗料やウレタン系透明樹脂塗料等からなる。
【0073】
そして、透光性化粧材Aは、図2に示すように、その裏側(積層体11の裏側)から光源等の光が当てられていないときには、色柄層6の色柄7が隠蔽層5により隠蔽されて、透光性を有する木質薄単板表面の木目模様がそのまま露出する一方、図4に示すように、透光性化粧材Aの裏側から光源等の光を当てたときに、その光で色柄層6の色柄7が、透光性化粧材Aの表面側に突板層1(木質薄単板)表面の木目模様に加えて現出するようになっている。
【0074】
(透光性化粧材の製造方法)
次に、上記裏側からの光で色柄7が表面側に現出する、本発明の実施形態1に係る透光性化粧材Aの製造方法について図6に基づき説明する。まず、紙吸着工程において、図6(a)に示すように、表面の吸着層14aにより吸着性を有する板状の基材14の表面に、色柄7が形成されて色柄層6となる紙等を吸着させる。上記吸着層14aは、「ALシート」(ゼオン化成社製の商品名)等が用いられる。また離型層を有したフィルムへ接着を行い、最終工程において剥離させることもできる。基材14は、例えば「ダイセルバリューコーティングT789」(ダイセルバリューコーティング社製の商品名)等が用いられる。
【0075】
次いで、積層工程において、図6(b)に示すように、上記色柄層6(紙)の表面に顔料系着色剤を混合させた接着剤を塗布し、半硬化させた後、その上に木質薄単板を貼着し、これらを積層一体化して積層体11を形成する。このことで、紙が色柄層6となり、接着剤が隠蔽層5となり、木質薄単板が突板層1となる。
【0076】
次の凹凸形成工程では、図6(c)に示すように、上記突板層1(木質薄単板)の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した、凹部2a及び凸部2bからなる凹凸部2を形成する。ブラスト処理は、微細な粒子である硬質のブラスト用研磨材を突板層1(木質薄単板)の表面に衝突させて、春目部分及び秋目部分の表面に微細な傷を付ける手法である。
【0077】
その際、突板層1、隠蔽層5及び色柄層6からなる積層体11の色柄層6の裏側に基材14が設けられ、その基材14に突板層1が支持されているので、突板層1が厚さの薄い木質薄単板であっても、この基材14により積層体11の強度が所定の強度に保たれる。そのため、上記突板層1の表面をショットブラストにより浮造り加工する際、そのまま製造ラインに流すことができる。
【0078】
このショットブラスト加工で用いるブラスト用研磨材は、例えばガラスビーズ、ガラスパウダー、ケイ素質等の無機質粒子、アルミナ質等の金属粒子、胡桃や桃の種を細かく砕いた硬質有機粒子、あるいはドライアイスを細かく粉砕したドライアイス粒子等が用いられる。
【0079】
また、このブラスト用研磨材の粒径は、90μm以上でかつ150μm以下となるようにふるい法により調整されたものであることが好ましい。これにより、ブラスト処理によって木質薄単板の表面に微細な傷を付けることができるとともに、上記した含浸樹脂が浸透していきやすい傷の大きさとすることができる。
【0080】
ふるい法では、3段〜5段程度でふるい分けを行う。1段目のふるいの目開きの径を約180μm、2段目のふるいの目開きの径を約150μm、最終段のふるい目の目開きの径を約90μmに設定する。このことで、90μm以上でかつ150μm以下の粒径のブラスト用研磨材が全体の約70%以上含まれるように調整されている。これ以外には、研磨材が扁平形状や鋭角な形状であるものや、ふるいきれなかった、粒径が90μm以下の研磨材が含まれている。
【0081】
このように調整されたブラスト用研磨材を上記浮造り加工された木質薄単板の表面に衝突させる。ブラスト用研磨材は、ノズルから自然落下させてもよいし、圧力を加えてノズルから噴射させてもよい。ノズルは、木質薄単板の表面上方の任意の位置に、複数本配置し、木質薄単板の表面全体にブラスト処理が施されるようにする。
【0082】
一般に、浮造り加工(表面の凹凸加工)をする場合には、ショットブラストの他に、ブラッシングにより削り取る方法もあるが、このブラッシングにより浮造り加工をすると、木材の導管が潰れて目詰まりし易く、後の樹脂含浸工程で樹脂の含浸性が低下して透明化が不十分となるので、表面に色柄7を透過させるためには、木質単板層をできる限り薄く削り取る必要があり、生産性に劣るとともに、スギ、ツガ、ヒノキやサワグルミ等の硬さの軟らかい樹種を用いる場合は、春目や秋目に関係なく均一に削れてしまうため、材料選択の幅が小さくなる。このため、本発明ではショットブラストによる浮造り加工が行われる。
【0083】
この後、樹脂含浸工程において、図6(d)に示すように、突板層1にその凹凸部2が形成された表面から樹脂を含浸させた後に硬化させることで、突板層1(木質薄単板)の特に春目部分をWPC処理して透明化し、その突板層1を透光性を有するものとする。
【0084】
次のコーティング処理工程では、図6(e)に示すように、上記突板層1表面の凹凸部2をコーティング処理して表面コート層9を形成する。
【0085】
最後の基材剥離工程では、図6(f)に示すように、上記基材14をその表面の吸着層14aにおいて、他の部分、すなわち色柄層6(紙)、隠蔽層5(接着剤)、突板層1(木質薄単板)及び表面コート層9と分離除去する。
【0086】
以上により、突板層1、隠蔽層5及び色柄層6が積層一体化され、その突板層1表面に表面コート層9が形成された図5に示す透光性化粧材Aが得られる。
【0087】
このようにして製造された透光性化粧材Aは、木質薄単板に樹脂を含浸させるWPC処理をすることで透明化されて透光性を有する突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された色柄層6と、突板層1の表面に形成された表面コート層9とを積層して一体化した積層体11からなっている。
【0088】
そのとき、上記突板層1における木質薄単板の春目部分(春材、早材)は秋目部分よりも軟らかいので、上記凹凸形成工程では、その軟らかい春目部分が硬い秋目部分(秋材、晩材)よりも深く凹陥した凹凸部2が形成され、ショットブラストによる研削により春目部分が凹部2aとなり、秋目部分が凸部2bとなり、突板層1は全体の厚さが薄くなるばかりでなく、凹部2aでの厚さが凸部2bよりも薄くなる。しかも、ショットブラスト加工により凹凸部2を形成することで、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れ難くなる。そのため、引き続き行われる樹脂含浸工程で、突板層1に凹凸部2が形成された表面から樹脂が含浸させて突板層1がWPC処理されると、突板層1に対し厚さが薄い凹部2a(春目部分)に樹脂が含浸して透明化されるだけでなく、相対的に厚い凸部2b(秋目部分)もショットブラスト処理により表面の濡れ性が向上して、樹脂が含浸する。その際、潰れていない導管により樹脂がスムーズに突板層1内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層1が高い透光性を有するものとなる。
【0089】
そして、上記隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0090】
したがって、図2に示すように、透光性化粧材Aの裏側(積層体11の裏側)から光源等の光が当てられていないときには、最も裏側にある色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が透光性化粧材Aの突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0091】
これに対し、透光性化粧材Aの裏側から光源等の光を当てたときには、図4に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5と透光性を有する突板層1(木質薄単板)とを経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が透光性化粧材Aの表面側に木質薄単板表面の木目模様に加えて浮き上がるように鮮明に現出する。すなわち、木目模様中に色柄7が、木目の色の薄くかつショットブラストによる研削により凹部2aとなって薄くなった春目部分(春材、早材)で強く現出し、木目の色の濃くかつショットブラストによる研削により凸部2bとなって厚く残った秋目部分(秋材、晩材)で弱く現出するような外観を呈する。
【0092】
よって、この実施形態においては、透光性化粧材Aについて、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0093】
[実施形態2]
図7は実施形態2に係る製造方法で製造された透光性化粧材Aを示し(尚、以下の各実施形態では図1〜図6と同様の部分について同じ符号を付して説明する)、補強層を加えたものである。
【0094】
すなわち、この実施形態2では、実施形態1と同様に、透光性化粧材Aは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11からなり、上記隠蔽層5は、積層体11の裏側からの光がないときに上記色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有しており、透光性化粧材Aは、裏側からの光で上記色柄層6の色柄7が表面側に現出するように構成されている。
【0095】
そして、この実施形態では、積層体11の内部に、透光性を有する補強層16が設けられている。具体的には、補強層16は上記隠蔽層5と色柄層6との間(隠蔽層5の裏面側でかつ色柄層6の表面側)に設けられている。
【0096】
この補強層16は、主として薄単板からなる突板層1を補強するためのものであり、例えばアクリル樹脂や塩ビ樹脂等の透明性樹脂板、ガラス等からなる。その他、透光性を有する板状体であれば、どのようなものでもよい。
【0097】
(透光性化粧材の製造方法)
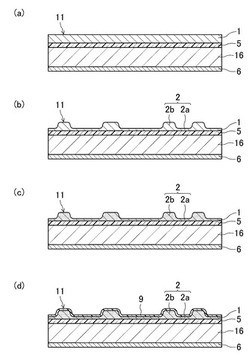
次に、この実施形態に係る透光性化粧材Aの製造方法について図8に基づき説明する。まず、図8(a)に示すように、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された補強層16と、この補強層16の裏面側に配置され、所定の色柄7が形成された色柄層6とを積層一体化して積層体11を形成する(積層体形成工程)。具体的には、突板層1、隠蔽層5、補強層16及び色柄層6を重ねて一体化する。
【0098】
次に、図8(b)に示すように、上記積層体11の突板層1の表面をショットブラスト加工して、該表面に単板の春目部分が秋目部分よりも深く凹陥した凹凸部2を形成する(凹凸形成工程)。
【0099】
その際、積層体11の裏側に補強層16が設けられているので、この補強層16により積層体11の強度が所定の強度に保たれる。そのため、上記突板層1の表面をショットブラストにより浮造り加工する際、補強層16がない実施形態1の場合のように、積層体11を別の支持体(例えば実施形態1の基材14)に貼り付けて支持する必要がなく、そのまま製造ラインに流すことができる。
【0100】
さらに、図8(c)に示すように、上記突板層1に凹凸部2が形成された表面から樹脂を含浸させて突板層1をWPC処理することで突板層1に樹脂を含浸させ透光性を有するものとする(樹脂含浸工程)。
【0101】
最後に、図8(d)に示すように、上記突板層1表面の凹凸部2をコーティング処理する(コーティング処理工程)。
【0102】
以上により、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化され、その突板層1表面に表面コート層9が形成された図7に示す透光性化粧材Aが得られる。
【0103】
したがって、この実施形態においても、実施形態1と同様の作用効果が得られる。特に、この実施形態の場合、積層体11内に補強層16が設けられているので、実施形態1のように別途の基材14を設けることなく、この補強層16により積層体11を所定の強度に保つことができ、透光性化粧材Aの製造時及び使用時の透光性化粧材Aの取扱い性や運搬性が高くなる。
【0104】
[実施形態3]
図9は実施形態3を示し、積層体11に設ける補強層16の位置を変えたものである。上記実施形態2では、補強層16が隠蔽層5と色柄層6との間に設けられているのに対し、この実施形態では、補強層16は突板層1と隠蔽層5との間(突板層1の裏面側でかつ隠蔽層5の表面側)に設けられている。
【0105】
この実施形態3に係る透光性化粧材Aを製造する場合も、実施形態2の製造方法と同じであり、積層体形成工程において、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された透光性を有する補強層16と、この補強層16の裏面側に配置された透光性を有する隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6とを積層一体化して積層体11を形成する。他の工程は実施形態2と同じである。この実施形態でも、実施形態2と同様の作用効果が得られる。
【0106】
[実施形態4]
図10は実施形態4を示す。上記実施形態2及び3では、補強層16が積層体11の内部に設けられているのに対し、この実施形態4では、透光性を有する補強層16を積層体11の裏側に設けたものである。
【0107】
この実施形態4に係る透光性化粧材Aを製造する場合も、実施形態2の製造方法と同じであり、積層体形成工程において、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された透光性を有する隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6と、この色柄層6の裏面側に配置された透光性を有する補強層16とを積層一体化して積層体11を形成する。他の工程は実施形態2と同じである。この実施形態でも、実施形態2と同様の作用効果が得られる。
【0108】
尚、この実施形態4とは異なり、補強層16を突板層1の表側に設けてもよい。
【0109】
[実施形態5]
図11は実施形態5を示す。この実施形態では、透光性化粧材Aは、上記実施形態2(図7参照)と同様に、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化されている。そして、実施形態2とは異なり、その突板層1は、木質薄単板表面の凹部2aが透明性樹脂17により充填されて平滑面とされ、その上に表面コート層9が形成されている。その他の構成は上記実施形態2(図7参照)と同様である。
【0110】
この実施形態の透光性化粧材Aを製造する場合、積層体形成工程、凹凸形成工程及び樹脂含浸工程までは実施形態2(図8(a)〜図8(c)参照)と同じである。その後、上記突板層1表面の凹部2aに透明性樹脂17を充填して突板層1表面を平滑面にし、しかる後にその平滑な表面をコーティング処理して表面コート層9を形成する。
【0111】
以上により、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化され、その突板層1の平滑表面に表面コート層9が形成された図11に示す透光性化粧材Aが得られる。
【0112】
尚、上記実施形態2〜5では、補強層16を積層体11とは別に設けているが、補強層16を隠蔽層5又は色柄層6の少なくとも一方で構成してもよい。
【0113】
次に、以上のようにして製造された透光性化粧材の使用例や施工例について例示する。
【0114】
[透光性化粧材の施工例]
図12及び図13は上記透光性化粧材Aの施工例を示し、玄関用又は内装用の木質ドアに適用したものである。すなわち、図12において、21は玄関用又は内装用の木質ドアで、このドア21は縦長の左右のドアパネル22,22間に縦長の透光性化粧材Aを一体的に組み付けて固定したものであり、左右のドアパネル22,22及び透光性化粧材Aは互いに同じ高さとされている。左右のドアパネル22,22は木質材料からなり、両ドアパネル22,22の対向縁部にはそれぞれ納め部材としてのモール23,23が固定され、これらモール23,23間に透光性化粧材Aが組み付けられている。図12中、25はドア21を開閉操作するためのハンドルである。
【0115】
図13に示すように、上記モール23,23間には、室外側に位置するパネル材24が固定され、このパネル材24の室内側に透光性化粧材Aが配置されている。上記パネル材24は、例えばスリガラス等、透光性はあるが透光性化粧材Aの積層体11における色柄層6の色柄7の透けない材料で構成されている。
【0116】
透光性化粧材Aは、積層体11と、その裏側に配置された補強層16とを有する。補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11とパネル材24との間に介在されている。
【0117】
積層体11は、上記各実施形態で説明したものと同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含んでいる。その隠蔽層5は、積層体11の裏側からの光(例えば太陽光や室外の電灯光)がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0118】
この例においては、例えば夜間等で室外からの太陽光、或いは室外の電灯光がないときには、ドア21の透光性化粧材Aの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、室内側において、ドア21は突板層1表面に木目模様のみが現れ、通常の木質の外観模様が得られる。
【0119】
これに対し、例えば日中等で室外からの太陽光、或いは夜間等で室外の電灯光があるときには、その光が透光性を有するパネル材24及び補強層16を介して積層体11に裏側から照射される。この光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源の消灯時(日中)とは異なる表情を演出することができる。
【0120】
したがって、この例においては、ドア21の一部に、室外からの光が裏側から当てられない状態と、光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0121】
[発光化粧構造体の例1]
図14〜図17は、上記透光性化粧材Aの積層体11を光源と組み合わせて発光化粧構造体を構成し、その発光化粧構造体をベッドのヘッドボードに組み付けて固定したものである。
【0122】
すなわち、図14において、27はベッドで、このベッド27は、前側(頭側)のヘッドボード28と後側(足側)のフットボード37とを左右のサイドレール38,38(一方のみを図示する)で連結して矩形枠状にし、左右のサイドレール38,38間に複数の板状のスノコ(図示せず)を掛け渡し、そのスノコの上にマットレス39を載置した一般的な構造のものとされている。
【0123】
そして、上記ヘッドボード28は、図16及び図17に示すように、ヘッドボード本体29と、その後側面(フットボード37と対向する面)に組み付けられた発光化粧構造体Bとを備えている。
【0124】
上記ヘッドボード本体29の後面には、そのマットレス39よりも上側部分に、ヘッドボード本体29の後面を矩形状に凹陥してなる第1凹部30と、その第1凹部30の底面中央部を部分的に矩形状に凹陥してなる第2凹部31とが段差状に形成されている。
【0125】
上記発光化粧構造体Bは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された補強層16と、この補強層16の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、これら突板層1、隠蔽層5、補強層16及び色柄層6は積層されて一体化されている。
【0126】
上記突板層1、隠蔽層5、補強層16及び色柄層6は、上記実施形態2(図7参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。これら突板層1及び隠蔽層5は、ヘッドボード28の全体又は少なくともマットレス39よりも上側部分と同じ大きさであり、ヘッドボード本体29の後面に該後面を覆うように一体的に固定されて、ヘッドボード28の後面を構成している。補強層16及び色柄層6は突板層1及び隠蔽層5よりも小さく、ヘッドボード本体29の第1凹部30に嵌挿可能(必要に応じて取換え可能)な大きさとされている。色柄層6の構造は、上記実施形態2(図7参照)と同じであり、紙層の裏面に色柄7が反転印刷されている。尚、図示例では、紙層の中央に「富士山」の漢字及びその写真が印刷されているが、その他、家族や風景の写真を印刷したものでも、イラスト、キャラクター及び抽象柄等でもよく、ベッド27から観る色柄7として好ましいものであれば、どのようなものでもよい。
【0127】
ヘッドボード本体29後面の第1凹部30内には、その第1凹部30の大きさに対応する上記補強層16及び色柄層6が嵌挿されている。また、上記積層体11の裏側に位置する第2凹部31の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この光源41は、取付ボード42上に並べられた状態で固定された複数の発光部43,43,…を有し、各発光部43は例えばLED(発光ダイオード)、電球、蛍光灯、面発光体(有機ELシート)等からなっている。第2凹部31内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。図14及び図15中、45はベッド27のヘッドボード28上面に取り付けられたスイッチで、上記光源41の点灯及び消灯を切り換えるものである。
【0128】
この例においては、スイッチ49をオフにして光源41を消灯状態にしているときには、図14に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の外観模様を呈するヘッドボード28を有するベッド27が得られる。
【0129】
その際、光源41を収容する光源収容部48が表側の積層体11のみから透光可能で他の部分では光に対して密閉されているので、光源41が点灯していない状態で、積層体11の隠蔽層5よりも裏側にある部分(色柄層6も含む)が積層体11表面から確実に見え難くなる(光源41の点灯によって初めて色柄層6の色柄7が積層体11表面に現出する)。
【0130】
これに対し、スイッチ49をオン操作して光源41を点灯させると、その光源41からの光が積層体11に裏側から照射される。このときには、図15に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5、透光性を有する補強層16、及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。すなわち、光源41の消灯状態では、変哲のない表面木目模様のベッド27が光源41の点灯に伴い色柄7が現出するようになり、雰囲気を大きく変化させることができる。
【0131】
したがって、この例においても、ベッド27のヘッドボード28に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0132】
[発光化粧構造体の例2]
図18〜図20は発光化粧構造体の例2を示し、上記例1では、発光化粧構造体Bをベッド27のヘッドボード28に取換え不能に組み付けているのに対し、この例では、発光化粧構造体Bを取換え可能に組み付けたものである。
【0133】
すなわち、この例2では、ベッド27におけるヘッドボード28のヘッドボード本体29の後側面(フットボード37と対向する面)に発光化粧構造体Bが交換可能に組み付けられている。
【0134】
具体的には、ヘッドボード本体29の後面には、そのマットレス39よりも上側の上下中間部分に、ヘッドボード本体29の後面を左右端間に亘り断面矩形状に凹陥してなる凹溝部32が形成されている。また、ヘッドボード本体29の後面は上記凹溝部32の開口の上下角部が凹陥されていて、その凹陥部分に、凹溝部32の開口のみを覆うようにアクリル板等からなる透明の透明板33が嵌合されて固定されており、この透明板33により開口が覆われた凹溝部32はヘッドボード本体29の左右端面で開口している。
【0135】
発光化粧構造体Bは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、この色柄層6の裏面側に補強層16が配置されている。
【0136】
上記突板層1、隠蔽層5、色柄層6及び補強層16は、上記実施形態4(図10参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。色柄層6の構造は、上記実施形態1と同じであり、紙層の裏面に色柄7が反転印刷されている。尚、図示例では、紙層の中央に「富士山」の漢字及びその写真が印刷されているが、その他、家族や風景の写真を印刷したものでもよく、ベッド27から観る色柄7として好ましいものであれば、どのような色柄でもよい。補強層16は透明アクリル板、透明塩ビシート等からなり、積層体11とは別体に設けられている。これら突板層1、隠蔽層5、色柄層6及び補強層16はいずれも同じ大きさで、上記ヘッドボード本体29の凹溝部32内に嵌挿可能とされている。
【0137】
ヘッドボード本体29後面の凹溝部32内には、その凹溝部32の溝幅に対応する大きさの上記積層体11(突板層1、隠蔽層5、色柄層6及び補強層16)がヘッドボード本体29の左右端面の開口を通して着脱可能に嵌挿されている。この積層体11の凹溝部32内への嵌挿状態では、裏面のアクリル板等からなる補強層16と上記透明板33との間に積層体11の突板層1、隠蔽層5及び色柄層6が挟み込まれて固定されるようになっている。
【0138】
さらに、積層体11の裏側である、凹溝部32の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この光源41は上記発光化粧構造体の例1と同様のもので、取付ボード42上に並べられて固定されたLED(発光ダイオード)等からな複数の発光部43,43,…を有する。凹溝部32内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。上記光源41は、ヘッドボード28上面に取り付けたスイッチ49により点灯及び消灯が切り換えられる。
【0139】
この例においては、スイッチ49をオフにして光源41を消灯状態にしているときには、図18に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の外観模様を呈するヘッドボード28を有するベッド27が得られる。
【0140】
これに対し、スイッチ49をオン操作して光源41を点灯させると、その光源41からの光が補強層16及び積層体11に裏側から照射される。このときには、図19に示すように、その光により色柄層6の色柄7が、補強層16、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。
【0141】
そして、積層体11における突板層1の木目柄や色柄層6の色柄7を変える場合には、積層体11を補強層16と共に凹溝部32から、そのヘッドボード本体29左右端の開口を通して引き出し、新しい木目柄の突板層1や色柄7が形成された色柄層6を補強層16と共に上記とは逆にヘッドボード本体29左右端の開口から凹溝部32内に嵌挿すればよい。
【0142】
したがって、この例においても、ベッド27のヘッドボード28に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0143】
また、ヘッドボード28に対し積層体11の突板層1又は色柄層6が交換可能であるので、必要に応じて突板層1の木目や色柄7を別のものに取り換えることができ、ベッド27の雰囲気を自由に変えることができる。
【0144】
尚、積層体11の突板層1又は色柄層6の少なくとも一方を交換できるように他の層と別体にすることもできる。
【0145】
また、上記例1及び2では、ベッド27のヘッドボード28に発光化粧構造体Bを設けているが、フットボード37に設けてもよく、ヘッドボード28及びフットボード37の双方に設けてもよい。
【0146】
[発光化粧構造体の例3]
図21〜図26は発光化粧構造体の例3を示し、テーブルの天板に設けたものである。
【0147】
すなわち、図21において、51はテーブルであって、このテーブル51は、床面に載置される基台52と、この基台52に立設された脚部53と、この脚部の上端に固定された天板54とを備えている。
【0148】
上記天板54は、図22に示すように、矩形状の天板本体55と、その上面に組み付けられた発光化粧構造体Bとを備えている。この発光化粧構造体Bは、図23〜図25に示すように、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、これら突板層1、隠蔽層5及び色柄層6は積層されて一体化されている。図23は積層体11(突板層1)の表面を、また図24は積層体11(色柄層6)の裏面をそれぞれ示している。
【0149】
上記突板層1、隠蔽層5及び色柄層6は、上記実施形態1(図5参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0150】
天板本体55の上面には、例えばその長さ方向の中間部分に、天板本体55の上面を幅方向の端部間に亘り断面矩形状に凹陥してなる第1凹溝部56と、その第1凹溝部56の底面中央部を断面矩形状に凹陥してなる第2凹溝部57とが段差状に形成されている。また、天板本体55の上面は上記第1凹溝部56の開口の両角部が凹陥されていて、その凹陥部分に、第1凹溝部56の開口のみを覆うようにアクリル板等からなる透明板58が嵌合されて固定されており、この透明板58により開口が覆われた第1凹溝部56とその底面の第2凹溝部57とはいずれも天板本体55の幅方向の端面で開口している。
【0151】
上記第1凹溝部56内には、その第1凹溝部56の溝幅に対応する大きさの上記積層体11(突板層1、隠蔽層5及び色柄層6)が着脱可能に嵌挿されている。さらに、積層体11の裏側である、第2凹溝部57の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この第2凹溝部57内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。
【0152】
そして、図24に示すように、色柄層6には互いに異なる複数の色で色柄7が形成されている。図示例では、色柄層6の色柄7は、矩形の平面を9つのマス目に区画するように描かれた格子部と、5つのマス目内に描かれた5つの「円形」(●)と、残り4つのマス目内に描かれた4つの「三角形」(▲)とからなるものであり、背景、格子部、「円形」及び「三角形」の色は互いに異なり、背景は白色、格子部は黄色(図では点(ドット)にて示す)、「円形」は赤色(図では粗い間隔の斜線にて示す)であり、「三角形」は緑色(図では細かい間隔の斜線にて示す)となっている。
【0153】
一方、上記光源41は、点灯時に上記色柄7の色と同じか又は近似した複数の色に発色可能とされている。すなわち、光源41は例えば基板(図示せず)上に複数の光源モジュール44,44,…を配列したものであり、図示しないが、各光源モジュール44はLEDチップと、そのLEDチップを覆う封止樹脂とからなり、一部の光源モジュール44の封止樹脂にはLEDの発光の一部の波長を変換して蛍光を放射させる1又は複数種類の蛍光体が混入されており、その蛍光体の種類の調整等により光源モジュール44が異なる色に発色する。具体的には、一部の光源モジュール44は格子部と同じ黄色か又は黄色に近似した色に、また他の一部の光源モジュール44は背景の色と同じ白色か又は白色に近似した色に、さらに残りの光源モジュール44は「円形」の色と同じ赤色か又は赤色に近似した色にそれぞれ発色する。これら複数の光源モジュール44,44,…は図外の切換スイッチ49により点灯及び消灯状態が切り換えられ、かつ点灯状態では異なる色毎に点灯可能とされて、その発色が変更可能とされている。こうして点灯する光源モジュール44の発色を変えることにより積層体11表面側に現出する色柄7を変化させ、全ての色の光源モジュール44を消灯させたときには、図26(a)に示すように、色柄層6の全ての色柄7を突板層1(木質薄単板)の表面に現出させないが、いずれかの色の光源モジュール44が点灯したときには、色柄層6の色柄7のうち光源モジュール44の色以外の色の色柄7を突板層1(木質薄単板)の表面に現出させ、黄色を発色する光源モジュール44が点灯したときには、図26(b)に示すように、黄色の格子部を除いた色の色柄7を突板層1の表面に、また白色を発色する光源モジュール44が点灯したときには、図26(c)に示すように、白色の背景を除いた色の色柄7を突板層1の表面に、さらに赤色を発色する光源モジュール44が点灯したときには、図26(d)に示すように、赤色の「円形」を除いた色の色柄7を突板層1の表面にそれぞれ現出させるようにしている。
【0154】
この例においては、切換スイッチをオフにして全ての光源モジュール44,44,…を消灯状態にしているときには、図26(a)に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の天板54を有するテーブル51の外観模様が得られる。
【0155】
これに対し、切換スイッチをオン操作して光源41を点灯させると、その光源モジュール44,44,…からの光が積層体11に裏側から照射される。このときには、図26(b)〜図26(d)に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。すなわち、光源41の消灯状態では、変哲のない表面木目模様のテーブル51が光源41の点灯に伴い色柄7が現出するようになり、雰囲気を大きく変化させることができる。
【0156】
そして、上記点灯する光源モジュール44は異なる色毎に点灯状態が切り換えられる。黄色を発色する光源モジュール44が点灯したときには、図26(b)に示すように黄色の格子部を除いた色の色柄7が、また白色を発色する光源モジュール44が点灯したときには、図26(c)に示すように白色の背景を除いた色の色柄7が、さらに赤色を発色する光源モジュール44が点灯したときには、図26(d)に示すように赤色の「円形」を除いた色の色柄7が、それぞれ突板層1の表面に現出される。このことにより、複数の色柄を切り換えて表面に現出させることができ、テーブル51の外観見映えを高めることができる。
【0157】
そして、表面に現出する色柄7を交換する場合には、積層体11を天板本体55の第1凹溝部56から、その天板本体55の幅方向端面の開口を通して引き出し、新しい色柄7が形成された色柄層6を有する積層体11を上記とは逆に天板本体55端面の開口から第1凹溝部56内に嵌挿すればよい。尚、この交換する色柄層6の色柄7も光源41の発色に対応した複数種類の色に分けられている。
【0158】
したがって、この例においても、テーブル51の天板54に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0159】
また、天板本体55及び透明板58に対し積層体11が交換可能であるので、必要に応じて積層体11を交換して色柄層6の色柄7を別のものに取り換えることができ、テーブル51の雰囲気を自由に変えることができる。
【0160】
[発光化粧構造体の例4]
尚、上記例3では、テーブル51の天板本体55及び透明板58に対し積層体11を交換可能としているが、図27に示すように、透明板58を天板本体55に対して着脱可能に固定し、その透明板58の裏面(下面)に積層体11を一体的に固定して透明板58を補強層16とすることで、積層体11を透明板58と共に天板本体55に対し交換可能とするようにしてもよい。
【0161】
この例では、積層体11は、天板本体55と略同じ大きさの突板層1、隠蔽層5及び色柄層6を有する。その突板層1は、木質薄単板の表面に浮造り加工により春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。色柄層6には、図24に示すような所定の色柄7が形成されている。その他の構造は図21及び図22に示す例3と同様である。
【0162】
したがって、この例においても、テーブル51の天板54に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0163】
また、天板本体55に対し積層体11が透明板58(補強層16)と共に交換可能であるので、必要に応じて積層体11及び透明板58を交換して色柄層6の色柄7を別のものに取り換えることができ、テーブル51の雰囲気を自由に変えることができる。
【0164】
[発光化粧構造体の例5]
図28及び図29は発光化粧構造体Bの例5を示し、階段の蹴込板に設置したものである。
【0165】
すなわち、図28において、61は階段であって、この階段61は、上部に水平部62aと垂直部62bとが交互に段状に形成された雛段型の側桁62を有し、該側桁62の各水平部62aには踏板65が載置固定され、側桁62の各垂直部62bには蹴込板66が、上側に位置する踏板65の手前端部と下側に位置する踏板65の奥端部とに亘るように施工されている。この階段61の構造は通常のものと同様である。図28中、64は側桁62を支持する受梁である。
【0166】
そして、この例では、上記各蹴込板66は発光化粧構造体Bからなっている。図29に拡大して示すように、この発光化粧構造体B(蹴込板66)は、積層体11と、この積層体11の裏側(奥側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0167】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0168】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。
【0169】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、各蹴込板66(発光化粧構造体B)の積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質を呈する蹴込板66及び階段61の外観模様が得られる。
【0170】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する基材を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0171】
また、こうして階段61の蹴込板66が光ることで踏板65が照らされ、階段61の昇降時に足下が明るくなって歩行の安全性に寄与することができる。
【0172】
したがって、この例においては、階段61の蹴込板66に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0173】
[発光化粧構造体の例6]
図30〜図32は発光化粧構造体Bの例6を示し、発光化粧構造体Bは部屋の床面、壁面及び天井面に施工したものである。
【0174】
図30及び図31において、71は部屋の床、72は壁、73は天井であり、これら床71、壁72及び天井73の各中間部には係る発光化粧構造体Bが連続するように施工されている(図30で点線にて挟まれた範囲)。
【0175】
床71、壁72及び天井73での施工構造は互いに同じであり、図32に示すように、下地材74において発光化粧構造体Bの施工範囲に断面矩形状に凹陥した凹陥部75が形成され、その凹陥部75に発光化粧構造体Bが組み付けられている。この発光化粧構造体Bは、部屋の室内側に位置する積層体11と、この積層体11の裏側(奥側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7(図示例では大小の複数の円)が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0176】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0177】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。この光源41は下地材74の凹陥部75内に配置されている。
【0178】
下地材74において、凹陥部75の左右両側部分の表面には、上記補強層16に積層体11を加えた厚さと同じ厚さの化粧板76が固定されている。この各化粧板76は、MDF等の化粧板用基材77と、この各基材77の表面に接着された突板78とを備えている。この突板78は、積層体11の突板層1と同じ木質薄単板からなり、WPC化のみされていないものが用いられている。そして、化粧板76と発光化粧構造体Bとを隣接して施工することで、床71、壁72及び天井73の発光化粧構造体Bにおける突板層1の表面と化粧板76の表面とが面一になり、かつ突板層1及び突板78間で同じ木目模様を呈するようになっている。
【0179】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、床71、壁72及び天井73に施工されている発光化粧構造体Bの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、図30に示すように、通常の木質を呈する床71、壁72及び天井73の外観模様が得られる。
【0180】
その際、発光化粧構造体Bにおける突板層1の表面と化粧板76の表面とが面一で同じ突板の木目模様を呈するので、どの部分に発光化粧構造体Bが施工されているのかが判り難くなり、外観見映えがよい。
【0181】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する補強層16を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、図31に示すように、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0182】
したがって、この例においては、床71、壁72及び天井73の一部に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0183】
尚、この例では、部屋の床71、壁72及び天井73の全てに亘り発光化粧構造体Bを施工しているが、床71、壁72及び天井73のいずれか1つ又は2つに施工してもよい。
【0184】
[発光化粧構造体の例7]
図33及び図34は例7に係る発光化粧構造体Bを示し、欄間に施工したものである。
【0185】
図33において、81は部屋の壁72の下端部に施工された敷居、82は壁72の上部に施工された鴨居であって、これら敷居81と鴨居82との間には壁72の開口を開閉する襖83が嵌め込まれている。また、壁72の上端部である鴨居82の上側には、襖83(壁72の開口)に対応する位置に欄間84が設けられている。この欄間84は鴨居82と天井73面との間に施工された枠部材85に嵌め込まれて固定されている。
【0186】
図34に示すように、欄間84は、壁72の厚さ方向の中央部に位置する非透光性の固定板86を有し、この固定板86の周縁部には、枠部材85の内周面に形成した凹溝85aに嵌合されて固定板86を枠部材85に固定するための嵌合部86aが設けられている。固定板86の厚さ方向の両側にはそれぞれ発光化粧構造体B,Bが配置されている。各発光化粧構造体Bは、積層体11と、この積層体11の裏側(壁72の厚さ方向の中央側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0187】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0188】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。
【0189】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、各発光化粧構造体Bの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質を呈する欄間84の外観模様が得られる。
【0190】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する基材を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0191】
また、欄間84には、固定板86の両側に発光化粧構造体B,Bが配置されているので、部屋の内側及び外側からそれぞれ上記発光化粧構造体Bの効果を得ることができる。特に、両方の発光化粧構造体B,Bにおける色柄層6,6の色柄7,7を互いに異ならせることができ、部屋毎に見合う意匠の欄間84が得られる。例えば和室と洋室との間の壁72に欄間84がある場合には、その和室及び洋室にそれぞれ対応した色柄7を採用すればよい。
【0192】
したがって、この例においても、欄間84に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0193】
[その他の実施形態]
尚、上記の例では、透光性化粧材A(発光化粧構造体B)をベッド27のヘッドボード28やフットボード、テーブル51の天板54、階段61の蹴込板66、床71、壁72、天井73、欄間84に施工しているが、他の箇所や部材に施工し又は組み込むようにしてもよい。例えば、照明器具のシェード等が好ましい(その場合、照明器具のランプが光源となる)。
【産業上の利用可能性】
【0194】
本発明は、意匠性に優れた透光性化粧材や発光化粧構造体が得られるので、極めて有用であり、産業上の利用可能性が高い。
【符号の説明】
【0195】
A 透光性化粧材
B 発光化粧構造体
1 突板層
2 凹凸部
2a 凹部
5 隠蔽層
6 色柄層
7 色柄
9 表面コート層
11 積層体
16 補強層
17 透明性樹脂
21 ドア
27 ベッド
28 ヘッドボード
41 光源
48 光源収容部
51 テーブル
54 天板
61 階段
66 蹴込板
71 床
72 壁
73 天井
84 欄間
【技術分野】
【0001】
本発明は、住宅等の建築物の床用、壁用、その他の内装用建材や家具の面材等として用いるのに好適な装飾性に優れた透光性を有する化粧材の製造方法に関する。
【背景技術】
【0002】
従来、この種の透光性を有する化粧材として、特許文献1に示されているように、天然木の表面に研磨材を吹き付けることで、密なる輪層(秋目部分)と粗なる輪層(春目部分)とを有する年輪のうちの粗なる輪層を刳り抜き除去して、密なる輪層のみの骨格を持つ透かし状にし、それを照明器具のシェード等に用いたものは知られている。
【0003】
また、特許文献2には、ガラスや樹脂等の透明板の表面に木質薄単板からなる突板を、また裏面に模様付きカッティングシートをそれぞれ接着して一体化し、裏面からの光によりカッティングシートのシルエット模様を突板の木目模様と共に表側に現出させるようにした照明用装飾突板貼着積層体が提案されている。
【0004】
さらに、特許文献3に示されるものでは、透光性木目付化粧板として、木質薄単板の裏面に不織布が接着された木目シートを裏面にて透明樹脂板に接着するようにしている。
【0005】
この他、光透過性を有する突板を利用し、その突板を透光性基材の表面に積層して突板層を形成し、基材裏側の光源の光を突板層表面から照射させることにより、光源の消灯時には、通常の木目調パネルに見えるが、光源の点灯時には、突板層の木目を浮かび上がらせて現出させるようにしたものが提案されている(例えば特許文献4〜8参照)。
【0006】
また、突板層と光源との間に絵柄模様を描いた絵柄層を配置し、その絵柄を影絵のように突板層表面に現出させることが提案されている(例えば特許文献5,8参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−109414号公報
【特許文献2】実用新案登録第3153311号公報
【特許文献3】特開2002−144483号公報
【特許文献4】特開平8−267667号公報
【特許文献5】特開2002−205500号公報
【特許文献6】特開2009−80981号公報
【特許文献7】特開2009−160819号公報
【特許文献8】特開2010−180563号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、上記従来の特許文献のものでは、いずれも、木質薄単板からなる突板層の透光性を利用し、光源からの光を突板層に透過させて表面に放射させたり、絵柄を表面に現出させたりしているものの、その突板層の透光性が低く、表面に絵柄を明確にかつ鮮明に現出させることが困難であった。さりとて、透光性を高めるために突板層の厚さを薄くすればよいが、それには限度がある。
【0009】
また、裏側の光源からの光により絵柄を表面側に現出させるようにすると、光源からの光がないときでも絵柄が表面側に露呈してしまい、不自然な外観になるという問題がある。
【0010】
本発明は斯かる点に鑑みてなされたものであり、その目的は、木質化粧材の製造方法に改良を加えることにより、裏側から光がないときには、色柄が表面側に露呈せず、通常の木質化粧材の外観を呈する一方、裏側から光が当たったときには、一転、木目と共に色柄が表面に明確にかつ鮮明に現出する透光性化粧材の製造方法が得られるようにすることにある。
【課題を解決するための手段】
【0011】
上記の目的を達成するために、この発明では、表面の突板層を木質薄単板とし、その表面にショットブラスト加工により凹凸部を形成した後に、その凹凸部の表面から樹脂を含浸させて突板層をWPC(Wood Plastic Combination:樹脂含浸)処理するとともに、その突板層と裏側の色柄層との間に、裏側からの光がないときに色柄層の色柄を表面から隠蔽するための隠蔽層を配置するようにした。
【0012】
具体的には、第1の発明では、裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法として、少なくとも、木質薄単板からなる突板層、この突板層の裏面側に配置された透光性を有する隠蔽層、及びこの隠蔽層の裏面側に配置され、所定の色柄が形成された透光性を有する色柄層を積層一体化して積層体を形成する積層体形成工程と、この積層体の突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程とを備えたことを特徴とする。上記色柄層の色柄は絵柄のみ、色のみ、或いは色と絵柄とを組み合わせたものであってもよい。
【0013】
この第1の発明では、積層体形成工程において、突板層、隠蔽層及び色柄層が積層一体化されて積層体が形成され、次の凹凸形成工程で、この成形体の突板層の表面がショットブラスト加工されて表面に凹凸部が形成される。すなわち、突板層における木質薄単板の春目部分は秋目部分よりも軟らかいので、その軟らかい春目部分が硬い秋目部分よりも深く凹陥した凹凸部が形成され、突板層は全体の厚さが薄くなるばかりでなく、凹部での厚さが凸部よりも薄くなる。その後の樹脂含浸工程で、突板層に凹凸部が形成された表面から樹脂が含浸させて突板層がWPC処理されるが、そのとき、突板層の春目部分の厚さが秋目部分よりも薄いので、樹脂は薄い春目部分に含浸するだけでなく、相対的に厚い秋目部分にも含浸する。しかも、ショットブラスト加工による凹凸部の形成では、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れて目詰まりし難く、樹脂がスムーズに内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層が高い透光性を有するものとなる。
【0014】
このようにして製造された透光性化粧材は、少なくとも突板層、隠蔽層及び色柄層を含む積層体からなり、その突板層はショットブラスト加工後の樹脂の含浸によりWPC処理されて透光性を有する木質薄単板からなるので、突板層となる薄単板の厚さを極度に薄くせずとも、その高い透光性が得られる。そのため、透光性化粧材の裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出する。
【0015】
また、積層体の隠蔽層は、積層体の裏側からの光がないときに色柄層の色柄を積層体表面から隠蔽し、裏側からの光があるときには色柄層の色柄を積層体表面に現出させる程度に透光性を有していると、透光性化粧材の裏側からの光がない場合は、色柄層の色柄は積層体表面から隠蔽され、透光性化粧材の表面側に現出することがなく、突板層表面の木目模様がそのまま露出し、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0016】
すなわち、透光性化粧材は、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0017】
第2の発明では、第1の発明に係る透光性化粧材の製造方法において、積層体形成工程で、積層体の内部又は表裏側に、透光性を有する補強層を設けることを特徴とする。
【0018】
この第2の発明では、積層体に補強層が設けられているので、積層体を所定の強度に保つことができる。そのため、例えば突板層(木質薄単板)の厚さが薄くても、積層体の取扱い性や運搬性を高めることができる。また、突板層表面をショットブラスト加工により凹凸部を形成する際、補強層がない場合のように、積層体を別の支持体に貼付け支持して加工する必要がなく、そのまま製造ラインに流すことができる。
【0019】
第3の発明では、第1の発明と同様に、裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法として、吸着性を有する基材の表面に、所定の色柄が形成された透光性を有する色柄層となる紙を吸着させる紙吸着工程と、この紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化する積層工程と、上記突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程と、上記基材を剥離除去する基材除去工程とを備えたことを特徴とする。
【0020】
この第3の発明では、紙吸着工程において、基材の表面に色柄層となる紙が吸着され、次の積層工程では、この紙の表面に突板層が接着層を介して積層一体化され、接着層は透光性を有する隠蔽層となる。次の凹凸形成工程で、この突板層の表面がショットブラスト加工されて、表面に凹凸部が形成される。すなわち、突板層(木質薄単板)の軟らかい春目部分が硬い秋目部分よりも深く凹陥した凹凸部が形成され、突板層は全体の厚さが薄くなるばかりでなく、凹部での厚さが凸部よりも薄くなる。その後の樹脂含浸工程で、突板層に凹凸部が形成された表面から樹脂が含浸させて突板層がWPC処理される。突板層の春目部分の厚さが秋目部分よりも薄いので、樹脂は薄い春目部分に含浸するだけでなく、相対的に厚い秋目部分にも含浸するとともに、ショットブラスト加工による凹凸部の形成では、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れて目詰まりし難く、樹脂がスムーズに内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層が高い透光性を有するものとなる。そして、最後の基材除去工程では上記基材が剥離除去される。
【0021】
また、凹凸形成工程ないし樹脂含浸工程では、積層体(色柄層となる紙、隠蔽層及び突板層)が基材の表面に一体化されているので、この積層体を所定の強度に保つことができる。そのため、例えば突板層(木質薄単板)の厚さが薄くても、積層体の取扱い性や運搬性を高めることができる。また、突板層表面をショットブラスト加工により凹凸部を形成する際、積層体を基材によって支持して容易に加工することができる。
【0022】
このようにして製造された透光性化粧材も、第1の発明の製造方法により製造されたものと同様の作用効果が得られる。すなわち、透光性化粧材は突板層、隠蔽層及び色柄層を含む積層体からなり、その突板層はショットブラスト加工後の樹脂の含浸によりWPC処理されて透光性を有する木質薄単板からなるので、突板層となる薄単板の厚さを極度に薄くせずとも、その高い透光性が得られる。そのため、透光性化粧材の裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出する。
【0023】
また、積層体の隠蔽層は、積層体の裏側からの光がないときに色柄層の色柄を積層体表面から隠蔽し、裏側からの光があるときには色柄層の色柄を積層体表面に現出させる程度に透光性を有していると、透光性化粧材の裏側からの光がない場合は、色柄層の色柄は積層体表面から隠蔽され、透光性化粧材の表面側に現出することがなく、突板層表面の木目模様がそのまま露出し、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0024】
よって、透光性化粧材は、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0025】
第4の発明では、上記第1〜第3の発明のいずれか1つに係る透光性化粧材の製造方法において、樹脂含浸工程に引き続いて、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にする平滑面形成工程を備えたことを特徴とする。
【0026】
この第4の発明では、樹脂含浸工程で突板層表面に凹凸部が形成されていても、その凹部に透明性樹脂が充填されて突板層表面が平滑面となる。よって、表面の平滑な透光性化粧材が得られる。
【0027】
第5の発明では、第1〜第4の発明に係る透光性化粧材の製造方法のいずれか1つにおいて、WPC処理された突板層表面をコーティング処理するコーティング工程を備えたことを特徴とする。
【0028】
この第5の発明では、突板層表面がコーティング処理されるので、汚れ難くて耐汚染性があり、美麗な透光性化粧材が得られる。
【発明の効果】
【0029】
以上説明したように、第1の発明では、透光性化粧材の製造方法として、木質薄単板からなる突板層、透光性を有する隠蔽層、及び透光性を有する色柄層を積層一体化して積層体を形成し、その突板層の表面をショットブラスト加工して、表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成した後、突板層に表面から樹脂を含浸させて突板層をWPC処理し、突板層を透光性を有するものとした。また、第3の発明では、基材の表面に透光性を有する色柄層となる紙を吸着させ、この紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化し、突板層の表面をショットブラスト加工して、表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成した後、突板層に表面から樹脂を含浸させて突板層をWPC処理し、突板層を透光性を有するものとし、しかる後に基材を剥離除去することとした。
【0030】
これらの発明によると、突板層となる薄単板の厚さを極度に薄くせずとも、その突板層の透光性を高くすることができ、裏側からの光がない場合に、色柄層の色柄は積層体表面から隠蔽され、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる一方、裏側から光が照射されると、その光により色柄層の色柄が透光性化粧材の表面側に鮮明にかつ明確に木質薄単板表面の木目模様に加えて現出し、よって裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観を有し、意匠性の高い透光性化粧材が容易に得られる。
【0031】
特に、第3の発明によると、積層体に基材が設けられているので、積層体を所定の強度に保つことができ、突板層の厚さが薄くても、積層体の取扱い性や運搬性を高めることができるとともに、突板層表面をショットブラスト加工により凹凸部を形成するのに支障がない。
【0032】
第2の発明によると、第1の発明の透光性化粧材の製造方法において、積層体の形成工程で、積層体の内部又は表裏側に透光性の補強層を設けたことにより、その積層体の補強層により積層体を所定の強度に保つことができ、突板層の厚さが薄くても、積層体の取扱い性や運搬性を高めることができるるとともに、突板層表面をショットブラスト加工により凹凸部を形成するのに支障がない。
【0033】
第4の発明によると、樹脂含浸の直後に、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にすることにより、表面の平滑な透光性化粧材が得られる。
【0034】
第5の発明によると、突板層表面をコーティング処理することにより、汚れ難くて耐汚染性があり、美麗な透光性化粧材が得られる。
【図面の簡単な説明】
【0035】
【図1】図1は、本発明の実施形態1に係る製造方法により製造された透光性化粧材の断面図である。
【図2】図2は透光性化粧材の表面を示す図である。
【図3】図3は透光性化粧材の裏面を示す図である。
【図4】図4は、透光性化粧材の裏側から光を当てたときに色柄が表面に現出した状態を示す図2相当図である。
【図5】図5は透光性化粧材の拡大断面図である。
【図6】図6は実施形態1に係る透光性化粧材の製造方法の工程を示す図である。
【図7】図7は、実施形態2に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図8】図8は実施形態2に係る透光性化粧材の製造方法の工程を示す図である。
【図9】図9は、実施形態3に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図10】図10は、実施形態4に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図11】図11は、実施形態5に係る製造方法により製造された透光性化粧材を示す図5相当図である。
【図12】図12は、透光性化粧材が施工されたドアの正面図である。
【図13】図13は図12のXIII−XIII線拡大断面図である。
【図14】図14は、透光性化粧材を光源と組み合わせた発光化粧構造体の例1に係るベッドを示す斜視図である。
【図15】図15は、光源が点灯して色柄がヘッドボードの表面に現出した状態を示す図14相当図である。
【図16】図16は図14のXVI−XVI線断面図である。
【図17】図17は発光化粧構造体の要部を拡大して示す断面図である。
【図18】図18は発光化粧構造体の例2に係るベッドを示す図14相当図である。
【図19】図19は、光源が点灯して色柄が表面に現出した状態を示す図18相当図である。
【図20】図20は図18のXX−XX線断面図である。
【図21】図21は発光化粧構造体の例3に係るテーブルを示す斜視図である。
【図22】図22は図21のXXII−XXII線拡大断面図である。
【図23】図23は、テーブルの天板上面に組み付けられた発光化粧構造体における積層体の表面を示す図である。
【図24】図24は発光化粧構造体における積層体の色柄を示す図である。
【図25】図25は発光化粧構造体における積層体の断面図である。
【図26】図26は、光源の消灯状態及び点灯状態の切換えにより色柄が表面に現出した状態を示す図である。
【図27】図27は発光化粧構造体の例4に係るテーブルを示す図22相当図である。
【図28】図28は発光化粧構造体の例5に係る階段を示す側面図である。
【図29】図29は階段の要部を拡大して示す断面図である。
【図30】図30は、発光化粧構造体の例6に係る部屋の床面、壁面及び天井面を示す斜視図である。
【図31】図31は光源が点灯した状態を示す図30相当図である。
【図32】図32は発光化粧構造体の施工構造を示す断面図である。
【図33】図33は発光化粧構造体の例7に係る欄間を襖と共に示す図である。
【図34】図34は図33のXXXIV−XXXIV線拡大断面図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものでは全くない。
【0037】
[実施形態1]
図1〜図5は本発明の実施形態1に係る製造方法により製造された透光性化粧材Aを示す。この透光性化粧材Aは、突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7(図3参照)が描かれた色柄層6と、上記突板層1の表面に形成された表面コート層9(図5参照)とを積層して一体化した積層体11からなる。
【0038】
(突板層)
上記突板層1は、木質薄単板に樹脂を含浸させるWPC処理をすることで透明化されて透光性を有するものとなっている。すなわち、図5に拡大して示すように、突板層1は、木質薄単板の表面に浮造り加工を施すことにより、単板の軟らかい春目部分を硬い秋目部分よりも深く凹陥して該春目部分が凹部2aとなり秋目部分が凸部2bとなる凹凸部2が形成されてWPC処理されたものであり、表面に秋目部分(凸部2b)が春目部分(凹部2a)よりも濃色となる木目(木理)の模様(図2では秋目部分を線にて示している)が形成されている。
【0039】
上記突板層1をなす木質薄単板は天然木の薄単板からなり、樹種は限定されない。例えばオーク、バーチ、ビーチやチェリー等の硬さの硬い樹種や、スギ、ツガ、ヒノキ、サワグルミ等の硬さの軟らかい樹種等が用いられる。
【0040】
ここで、上記木質薄単板に含浸させる樹脂について詳細に説明する。この樹脂は、例えば含浸樹脂と着色充填樹脂の2つの樹脂を用いる。これらの含浸樹脂及び着色充填樹脂は、共に、活性エネルギー線硬化特性と湿気硬化特性とを兼ね備えている。このため、活性エネルギー線硬化特性のみを有する樹脂と比べると、活性エネルギー線の照射により瞬時に樹脂を硬化させることができる。
【0041】
両樹脂は、ポリエステルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエーテルアクリレート等のオリゴマーやポリマーを単独、又はこれらを複数混合させたものに、反応性モノマーを加えたものを主成分とする。さらに、両樹脂は、主成分に対して、ポリイソシアネートを1質量%以上でかつ15質量%以下添加されてなる。
【0042】
両樹脂に用いるオリゴマー、ポリマーおよび反応性モノマーは、活性エネルギー線硬化特性を有する樹脂として一般的に用いられるものでよい。両樹脂に用いる反応性モノマーの例として以下のものが挙げられる。
【0043】
単官能モノマーの例としては、ラウリルアクリレート、2−エチルヘキシルアクリレート、2−ヒドロキシエチルアクリレート、1,6−ヘキサンジオールモノアクリレート、ジシクロペンタジエンアクリレート、2−ヒドロキシルプロピルアクリレート、フェノキシジエチレングリコールアクリレート、イソボロニルアクリレート、β−カルボキシエチルアクリレート、アクリロイルモルフォリン、2−ヒドロキシエチルアクリロイルホスフェート、テトラヒドロフルフリルアクリレート、N,N−ジエチルアミノエチルアクリレート、N,N−ジメチルアミノエチルアクリレート、グリシジルアクリレート、ベンジルアクリレート等が挙げられる。
【0044】
2官能モノマーの例としては、エチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、ジエチレングリコールジメタアクリレート、トリエチレングリコールジアクリレート、トリエチレングリコールジメタアクリレート、ポリエチレングリコールジアクリレート、ポリエチレングリコールジメタアクリレート、ジプロピレングリコールジアクリレート、ジプロピレングリコールジメタアクリレート、トリプロピレングリコールジアクリレート、トリプロピレングリコールジメタアクリレート、ポリプロピレンジアクリレート、ポリプロピレンジメタアクリレート、1,6−ヘキサンジオールジアクリレート、1,4−ブタンジオールジアクリレート、1,4−ブタンジオールジメタアクリレート、ネオペンチルグリコールジアクリレート、ネオペンチルグリコールジメタアクリレート、1,9−ノナンジオールジアクリレート、1,9−ノナンジオールジメタアクリレート等が挙げられる。
【0045】
3官能モノマーの例として、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタアクリレート、エトキシ化トリメチロールプロパントリアクリレート、エトキシ化トリメチロールプロパントリメタアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタアクリレート、グリセリンプロポキシトリアクリレート等が挙げられる。
【0046】
4官能以上のモノマーの例としては、ペンタエリスリトールテトラアクリレート、エトキシ化ペンタエリスリトールテトラアクリレート、ポロポキシ化ペンタエリスリトールテトラアクリレート、ジトリメチロールプロパンテトラアクリレート、ジペンタエリスリトールヘキサアクリレート等が挙げられる。
【0047】
また、両樹脂には、イソシアネート系化合物が添加されることが好ましい。このイソシアネート系化合物は、空気中の湿気を吸収し、両樹脂の湿気硬化に寄与する。このため、両樹脂の木質薄単板への密着性をより向上させることができる。
【0048】
イソシアネート系化合物の具体例としては、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、ノルボルネンジイソシアネート等のイソシアネートモノマー、並びにこれらのビウレット体、イソシアヌレート体、トリメチロールプロパンのアダクト体等のポリイソシアネート誘導体、並びにこれらイソシアネートモノマーまたはポリイソシアネート誘導体のブロック体等が挙げられる。さらには、イソシアネート系化合物は、無黄変型または難黄変型のものを用いることが好ましい。これらのイソシアネート系化合物を単独で、又はこれらを複数混合して用いる。
【0049】
両樹脂には、さらに、一般的に用いられる錫化合物や、亜鉛化合物、アミン化合物等の触媒を添加してもよい。
【0050】
そして、具体的には、上記の含浸樹脂をブラスト処理された木質薄単板の表面全体に塗布する。含浸樹脂は、スポンジロールコーターやナチュラルリバースコーター、フローコーター等を使用して塗布する。このように、ブラスト処理を施して微細な傷をつけ、含浸性を高くした木質薄単板の表面全体に含浸樹脂を塗布するので、木質薄単板の内部にまで含浸樹脂を浸透させることができる。
【0051】
含浸樹脂は、低粘度でかつ含浸性の高い樹脂であることが好ましい。具体的には、含浸樹脂は、木質薄単板の表面に塗布されたとき、その粘度が100Pa・s以下であることが好ましい。このように、含浸樹脂を低粘度のものとすることで、含浸性をより高めることができる。なお、含浸樹脂は、上述したモノマーにより希釈したり加熱したりすることで、上記の粘度となるように調整する。また、例えば、予め木質薄単板の表面の温度が40°〜50°となるように木質薄単板を加熱し、この表面の温度よりも10°〜20°低い温度にした含浸樹脂を塗布することで、この含浸樹脂の含浸性をより向上させることができる。
【0052】
含浸樹脂を硬化又は半硬化させるために、木質薄単板の表面側から活性エネルギー線を照射する。活性エネルギー線には紫外線又は電子線が用いられる。
【0053】
活性エネルギー線が紫外線である場合、含浸樹脂に、光重合開始剤を添加する。光重合開始剤としては、一般的に用いられるラジカル反応型のアセトフェノン系、ベンゾフェノン系、ベンジル系、ベンゾイン系等のカルボニル化合物、テトラアルキルチウラムモノサルファイド、チオキサンソン等のイオウ化合物を単独、またはこれらを複数混合して用いてもよい。しかし、含浸樹脂の硬化を促進するためには、上記一般的な光重合開始剤よりも紫外線に対して反応性に優れたものが好ましい。
【0054】
具体的には、光重合開始剤として、含浸樹脂は、ビスアシルフォスフィンオキサイドを0.1質量%以上1.5質量%以下含むものか、モノアシルフォスフィンオキサイドを0.5質量%以上5.0質量%以下含むものであることが好ましい。ビスアシルフォスフィンオキサイドまたはモノアシルフォスフィンオキサイドは、紫外線の波長領域が350nm〜400nm近辺である長波長に吸収極大がある。したがって、紫外線を発光する光源として、350nm以上400nm以下の長波長領域に発光スペクトルを持つ発光方式を用いることにより、含浸樹脂8をより効果的に硬化させることができる。具体的には、放電灯方式のメタルハライドランプ、無電極方式のDバルブ、Vバルブ、Qバルブ、Mバルブ、パルスUV方式等を使用する。
【0055】
また、活性エネルギー線が紫外線である場合、含浸樹脂には、増感剤や、光安定剤、紫外線吸収剤、貯蔵安定剤等の助剤を添加してもよい。また、含浸樹脂に染料、顔料等を加えて着色を行ってもよい。
【0056】
(隠蔽層)
上記隠蔽層5は、積層体11の裏側から光が照射されていないときに上記色柄層6の色柄7を積層体11表面から隠蔽する程度に透光性を有しており、上記光が照射されたときには色柄層6の色柄7を積層体11表面に現出させる。
【0057】
この隠蔽層5はシート状のもので、例えば紙、プラスチックシート、これらを積層したポリサンド紙等の積層体等のシート状物を用いてもよいし、接着剤で一定厚みの層を形成してもよい。
【0058】
この他、隠蔽層5としては、液晶層、温度に応じて透光性及び色が変化する感熱性樹脂、温度に応じて透光性が変化するフェイズチェンジマテリアル(PCM)を用いることができる。
【0059】
隠蔽層5を液晶層で構成した場合、その液晶層に対する印加電圧の変更により液晶層の透光性を調整し、色柄層6の隠蔽状態を外部からコントロールすることができる。
【0060】
また、隠蔽層5を感熱性樹脂とする場合には、例えば裏側に配置された発熱する光源等の隠蔽層5に対する加熱を利用し、その加熱により感熱性樹脂の温度が例えば25〜50℃の所定の温度に昇温することで、その感熱性樹脂の透光性(透明度)が高くなり、色も薄くなり、色柄層6の色柄7が表出するようにすればよい。
【0061】
さらに、隠蔽層5をフェイズチェンジマテリアルとした場合、やはり裏側に配置された光源等による加熱によりPCMの温度が例えば25〜50℃に昇温することで、PCMが融点に達して固体が液体に変わることで、その透光性(透明度)が高くなるようにする。PCMとは、例えばn−オクタデカン、n−ヘキサデカンが主原料のノルマルパラフィンが用いられる。このノルマルパラフィンは、融点が23〜28℃のもので、基本的に融点よりも低い温度で固体となり、融点よりも高い温度で液体となる。この潜熱蓄熱材としてのノルマルパラフィンは例えばビニルパック等の透明容器に封入されたものや、透明の樹脂殻に封入されたマイクロカプセル状のものが樹脂と混合され、シート状に成形されたもの等が好適に使用される。
【0062】
ノルマルパラフィン以外の潜熱蓄熱材としては、無機水和塩(塩化カルシウム六水和塩、硫酸ナトリウム十水和塩等)、脂肪酸類(パルミチン酸、ミリスチン酸等)、芳香族炭化水素化合物(ベンゼン、p−キシレン等)、エステル化合物(パルミチン酸イソプロピル、ステアリン酸ブチル等)、アルコール類(ステアリルアルコール等)、ポリアルキレングリコール等を使用することができ、内部に配した光源の発する温度により、適宜選択すればよい。
【0063】
接着剤で一定厚みの隠蔽層5を形成する方法としては、基材表面に所定厚み(10〜200μm、好ましくは30μm〜75μm)の接着剤を塗布し、紫外線照射や熱硬化等の手段により半硬化させて、所定厚みを確保した上で表面単板を載置し、熱圧や冷圧等の手段により積層一体化する方法が好適に行われる。
【0064】
このとき、接着層を隠蔽層5とするために、接着剤自体に染料系着色剤を用いて着色を施してもよい。また、接着剤自体を透明とし、顔料系の着色剤を添加してもよい。さらに、着色剤に替えて感温性樹脂やマイクロカプセル化されたPCM材料を使用してもよい。
【0065】
(色柄層)
上記色柄層6は、例えば紙、樹脂シート等からなる。色柄層6は透光性を有し、この色柄層6には所定の色柄7が形成されている。この色柄7は写真や字、その他の所望のものが用いられる。色柄層6の色柄7は絵柄のみ、色のみ、或いは色と絵柄とを組み合わせたものであってもよい。
【0066】
具体的には、この色柄層6として紙を用いる場合、図3に示すように、その紙の裏面に色柄7(図示例では「富士山」の漢字及びその写真)が反転印刷されている。すなわち、色柄層6としての紙層は、一方の面に色柄7がインクの透過等により他方の面に至らないように反転印刷されることで該一方の面が印刷面とされた紙からなり、該印刷面が裏側になり印刷面と反対側の他方の何も印刷されていない面が表側になるように配置されている。この場合、色柄層6に形成された色柄7は、裏面側からの光の透過により、鏡反転された態様で表面に色柄が透過される。
【0067】
尚、この色柄層6は、必ずしも色柄7を反転させる必要はなく、表面に向けて色柄7を形成する場合には反転されていないそのままの色柄7が用いられる。この場合、色柄層6に形成された色柄7は、裏面側からの光の透過により、印刷された態様のままで表面に色柄が透過される。
【0068】
その他の例として、色柄層6は、例えば紙、樹脂シート、ガラス等からなり、色柄層6と隠蔽層5を積層一体に設けてもよいし、色柄層6と後述する補強層16を積層一体に設けてもよいし、色柄層6と隠蔽層5と補強層16とを別に設けてもよい。
【0069】
例えば色柄層6と隠蔽層5を積層一体に設ける場合、表面にインク受容層を設けた紙を使用し、インク受容層にインクジェット印刷を行ってもよい。この場合、所定厚みを有する紙を使用し、裏面側にインクが透過しないようにインクジェット印刷することでインクが透過していない層を隠蔽層5としてもよい。
【0070】
また、2枚の紙の間に樹脂シートを熱圧一体化したいわゆるポリサンド紙等の片面に色柄7を印刷し、印刷した方の紙層を色柄層6、印刷していない方の紙層を隠蔽層5としてもよい。この場合、裏面側にインクが透過していく恐れがないので、安定した品質の隠蔽性能を実現することができる。
【0071】
また、例えば色柄層6と隠蔽層5を積層一体に設ける場合、透光性を有するガラスやアクリル樹脂をステンドグラス様に配したり、ガラス表面に直接色柄7を印刷等により設けてもよい。
【0072】
(表面コート層)
表面コート層9は、浮造り加工が施された突板層1の表面に形成されている。この表面コート層9は、例えばアクリル系透明樹脂塗料やウレタン系透明樹脂塗料等からなる。
【0073】
そして、透光性化粧材Aは、図2に示すように、その裏側(積層体11の裏側)から光源等の光が当てられていないときには、色柄層6の色柄7が隠蔽層5により隠蔽されて、透光性を有する木質薄単板表面の木目模様がそのまま露出する一方、図4に示すように、透光性化粧材Aの裏側から光源等の光を当てたときに、その光で色柄層6の色柄7が、透光性化粧材Aの表面側に突板層1(木質薄単板)表面の木目模様に加えて現出するようになっている。
【0074】
(透光性化粧材の製造方法)
次に、上記裏側からの光で色柄7が表面側に現出する、本発明の実施形態1に係る透光性化粧材Aの製造方法について図6に基づき説明する。まず、紙吸着工程において、図6(a)に示すように、表面の吸着層14aにより吸着性を有する板状の基材14の表面に、色柄7が形成されて色柄層6となる紙等を吸着させる。上記吸着層14aは、「ALシート」(ゼオン化成社製の商品名)等が用いられる。また離型層を有したフィルムへ接着を行い、最終工程において剥離させることもできる。基材14は、例えば「ダイセルバリューコーティングT789」(ダイセルバリューコーティング社製の商品名)等が用いられる。
【0075】
次いで、積層工程において、図6(b)に示すように、上記色柄層6(紙)の表面に顔料系着色剤を混合させた接着剤を塗布し、半硬化させた後、その上に木質薄単板を貼着し、これらを積層一体化して積層体11を形成する。このことで、紙が色柄層6となり、接着剤が隠蔽層5となり、木質薄単板が突板層1となる。
【0076】
次の凹凸形成工程では、図6(c)に示すように、上記突板層1(木質薄単板)の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した、凹部2a及び凸部2bからなる凹凸部2を形成する。ブラスト処理は、微細な粒子である硬質のブラスト用研磨材を突板層1(木質薄単板)の表面に衝突させて、春目部分及び秋目部分の表面に微細な傷を付ける手法である。
【0077】
その際、突板層1、隠蔽層5及び色柄層6からなる積層体11の色柄層6の裏側に基材14が設けられ、その基材14に突板層1が支持されているので、突板層1が厚さの薄い木質薄単板であっても、この基材14により積層体11の強度が所定の強度に保たれる。そのため、上記突板層1の表面をショットブラストにより浮造り加工する際、そのまま製造ラインに流すことができる。
【0078】
このショットブラスト加工で用いるブラスト用研磨材は、例えばガラスビーズ、ガラスパウダー、ケイ素質等の無機質粒子、アルミナ質等の金属粒子、胡桃や桃の種を細かく砕いた硬質有機粒子、あるいはドライアイスを細かく粉砕したドライアイス粒子等が用いられる。
【0079】
また、このブラスト用研磨材の粒径は、90μm以上でかつ150μm以下となるようにふるい法により調整されたものであることが好ましい。これにより、ブラスト処理によって木質薄単板の表面に微細な傷を付けることができるとともに、上記した含浸樹脂が浸透していきやすい傷の大きさとすることができる。
【0080】
ふるい法では、3段〜5段程度でふるい分けを行う。1段目のふるいの目開きの径を約180μm、2段目のふるいの目開きの径を約150μm、最終段のふるい目の目開きの径を約90μmに設定する。このことで、90μm以上でかつ150μm以下の粒径のブラスト用研磨材が全体の約70%以上含まれるように調整されている。これ以外には、研磨材が扁平形状や鋭角な形状であるものや、ふるいきれなかった、粒径が90μm以下の研磨材が含まれている。
【0081】
このように調整されたブラスト用研磨材を上記浮造り加工された木質薄単板の表面に衝突させる。ブラスト用研磨材は、ノズルから自然落下させてもよいし、圧力を加えてノズルから噴射させてもよい。ノズルは、木質薄単板の表面上方の任意の位置に、複数本配置し、木質薄単板の表面全体にブラスト処理が施されるようにする。
【0082】
一般に、浮造り加工(表面の凹凸加工)をする場合には、ショットブラストの他に、ブラッシングにより削り取る方法もあるが、このブラッシングにより浮造り加工をすると、木材の導管が潰れて目詰まりし易く、後の樹脂含浸工程で樹脂の含浸性が低下して透明化が不十分となるので、表面に色柄7を透過させるためには、木質単板層をできる限り薄く削り取る必要があり、生産性に劣るとともに、スギ、ツガ、ヒノキやサワグルミ等の硬さの軟らかい樹種を用いる場合は、春目や秋目に関係なく均一に削れてしまうため、材料選択の幅が小さくなる。このため、本発明ではショットブラストによる浮造り加工が行われる。
【0083】
この後、樹脂含浸工程において、図6(d)に示すように、突板層1にその凹凸部2が形成された表面から樹脂を含浸させた後に硬化させることで、突板層1(木質薄単板)の特に春目部分をWPC処理して透明化し、その突板層1を透光性を有するものとする。
【0084】
次のコーティング処理工程では、図6(e)に示すように、上記突板層1表面の凹凸部2をコーティング処理して表面コート層9を形成する。
【0085】
最後の基材剥離工程では、図6(f)に示すように、上記基材14をその表面の吸着層14aにおいて、他の部分、すなわち色柄層6(紙)、隠蔽層5(接着剤)、突板層1(木質薄単板)及び表面コート層9と分離除去する。
【0086】
以上により、突板層1、隠蔽層5及び色柄層6が積層一体化され、その突板層1表面に表面コート層9が形成された図5に示す透光性化粧材Aが得られる。
【0087】
このようにして製造された透光性化粧材Aは、木質薄単板に樹脂を含浸させるWPC処理をすることで透明化されて透光性を有する突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された色柄層6と、突板層1の表面に形成された表面コート層9とを積層して一体化した積層体11からなっている。
【0088】
そのとき、上記突板層1における木質薄単板の春目部分(春材、早材)は秋目部分よりも軟らかいので、上記凹凸形成工程では、その軟らかい春目部分が硬い秋目部分(秋材、晩材)よりも深く凹陥した凹凸部2が形成され、ショットブラストによる研削により春目部分が凹部2aとなり、秋目部分が凸部2bとなり、突板層1は全体の厚さが薄くなるばかりでなく、凹部2aでの厚さが凸部2bよりも薄くなる。しかも、ショットブラスト加工により凹凸部2を形成することで、ブラッシング加工による場合と比べ、木質薄単板の導管が潰れ難くなる。そのため、引き続き行われる樹脂含浸工程で、突板層1に凹凸部2が形成された表面から樹脂が含浸させて突板層1がWPC処理されると、突板層1に対し厚さが薄い凹部2a(春目部分)に樹脂が含浸して透明化されるだけでなく、相対的に厚い凸部2b(秋目部分)もショットブラスト処理により表面の濡れ性が向上して、樹脂が含浸する。その際、潰れていない導管により樹脂がスムーズに突板層1内部に含浸する。これらの結果、薄単板に十分に樹脂が含浸することとなり、このことで突板層1が高い透光性を有するものとなる。
【0089】
そして、上記隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0090】
したがって、図2に示すように、透光性化粧材Aの裏側(積層体11の裏側)から光源等の光が当てられていないときには、最も裏側にある色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が透光性化粧材Aの突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の化粧材と同様の木目模様を有する木質の外観模様が得られる。
【0091】
これに対し、透光性化粧材Aの裏側から光源等の光を当てたときには、図4に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5と透光性を有する突板層1(木質薄単板)とを経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が透光性化粧材Aの表面側に木質薄単板表面の木目模様に加えて浮き上がるように鮮明に現出する。すなわち、木目模様中に色柄7が、木目の色の薄くかつショットブラストによる研削により凹部2aとなって薄くなった春目部分(春材、早材)で強く現出し、木目の色の濃くかつショットブラストによる研削により凸部2bとなって厚く残った秋目部分(秋材、晩材)で弱く現出するような外観を呈する。
【0092】
よって、この実施形態においては、透光性化粧材Aについて、裏側から光を当てない状態と、光を当てた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0093】
[実施形態2]
図7は実施形態2に係る製造方法で製造された透光性化粧材Aを示し(尚、以下の各実施形態では図1〜図6と同様の部分について同じ符号を付して説明する)、補強層を加えたものである。
【0094】
すなわち、この実施形態2では、実施形態1と同様に、透光性化粧材Aは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11からなり、上記隠蔽層5は、積層体11の裏側からの光がないときに上記色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有しており、透光性化粧材Aは、裏側からの光で上記色柄層6の色柄7が表面側に現出するように構成されている。
【0095】
そして、この実施形態では、積層体11の内部に、透光性を有する補強層16が設けられている。具体的には、補強層16は上記隠蔽層5と色柄層6との間(隠蔽層5の裏面側でかつ色柄層6の表面側)に設けられている。
【0096】
この補強層16は、主として薄単板からなる突板層1を補強するためのものであり、例えばアクリル樹脂や塩ビ樹脂等の透明性樹脂板、ガラス等からなる。その他、透光性を有する板状体であれば、どのようなものでもよい。
【0097】
(透光性化粧材の製造方法)
次に、この実施形態に係る透光性化粧材Aの製造方法について図8に基づき説明する。まず、図8(a)に示すように、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された補強層16と、この補強層16の裏面側に配置され、所定の色柄7が形成された色柄層6とを積層一体化して積層体11を形成する(積層体形成工程)。具体的には、突板層1、隠蔽層5、補強層16及び色柄層6を重ねて一体化する。
【0098】
次に、図8(b)に示すように、上記積層体11の突板層1の表面をショットブラスト加工して、該表面に単板の春目部分が秋目部分よりも深く凹陥した凹凸部2を形成する(凹凸形成工程)。
【0099】
その際、積層体11の裏側に補強層16が設けられているので、この補強層16により積層体11の強度が所定の強度に保たれる。そのため、上記突板層1の表面をショットブラストにより浮造り加工する際、補強層16がない実施形態1の場合のように、積層体11を別の支持体(例えば実施形態1の基材14)に貼り付けて支持する必要がなく、そのまま製造ラインに流すことができる。
【0100】
さらに、図8(c)に示すように、上記突板層1に凹凸部2が形成された表面から樹脂を含浸させて突板層1をWPC処理することで突板層1に樹脂を含浸させ透光性を有するものとする(樹脂含浸工程)。
【0101】
最後に、図8(d)に示すように、上記突板層1表面の凹凸部2をコーティング処理する(コーティング処理工程)。
【0102】
以上により、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化され、その突板層1表面に表面コート層9が形成された図7に示す透光性化粧材Aが得られる。
【0103】
したがって、この実施形態においても、実施形態1と同様の作用効果が得られる。特に、この実施形態の場合、積層体11内に補強層16が設けられているので、実施形態1のように別途の基材14を設けることなく、この補強層16により積層体11を所定の強度に保つことができ、透光性化粧材Aの製造時及び使用時の透光性化粧材Aの取扱い性や運搬性が高くなる。
【0104】
[実施形態3]
図9は実施形態3を示し、積層体11に設ける補強層16の位置を変えたものである。上記実施形態2では、補強層16が隠蔽層5と色柄層6との間に設けられているのに対し、この実施形態では、補強層16は突板層1と隠蔽層5との間(突板層1の裏面側でかつ隠蔽層5の表面側)に設けられている。
【0105】
この実施形態3に係る透光性化粧材Aを製造する場合も、実施形態2の製造方法と同じであり、積層体形成工程において、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された透光性を有する補強層16と、この補強層16の裏面側に配置された透光性を有する隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6とを積層一体化して積層体11を形成する。他の工程は実施形態2と同じである。この実施形態でも、実施形態2と同様の作用効果が得られる。
【0106】
[実施形態4]
図10は実施形態4を示す。上記実施形態2及び3では、補強層16が積層体11の内部に設けられているのに対し、この実施形態4では、透光性を有する補強層16を積層体11の裏側に設けたものである。
【0107】
この実施形態4に係る透光性化粧材Aを製造する場合も、実施形態2の製造方法と同じであり、積層体形成工程において、木質薄単板からなる突板層1と、この突板層1の裏面側に配置された透光性を有する隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6と、この色柄層6の裏面側に配置された透光性を有する補強層16とを積層一体化して積層体11を形成する。他の工程は実施形態2と同じである。この実施形態でも、実施形態2と同様の作用効果が得られる。
【0108】
尚、この実施形態4とは異なり、補強層16を突板層1の表側に設けてもよい。
【0109】
[実施形態5]
図11は実施形態5を示す。この実施形態では、透光性化粧材Aは、上記実施形態2(図7参照)と同様に、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化されている。そして、実施形態2とは異なり、その突板層1は、木質薄単板表面の凹部2aが透明性樹脂17により充填されて平滑面とされ、その上に表面コート層9が形成されている。その他の構成は上記実施形態2(図7参照)と同様である。
【0110】
この実施形態の透光性化粧材Aを製造する場合、積層体形成工程、凹凸形成工程及び樹脂含浸工程までは実施形態2(図8(a)〜図8(c)参照)と同じである。その後、上記突板層1表面の凹部2aに透明性樹脂17を充填して突板層1表面を平滑面にし、しかる後にその平滑な表面をコーティング処理して表面コート層9を形成する。
【0111】
以上により、突板層1、隠蔽層5、補強層16及び色柄層6が積層一体化され、その突板層1の平滑表面に表面コート層9が形成された図11に示す透光性化粧材Aが得られる。
【0112】
尚、上記実施形態2〜5では、補強層16を積層体11とは別に設けているが、補強層16を隠蔽層5又は色柄層6の少なくとも一方で構成してもよい。
【0113】
次に、以上のようにして製造された透光性化粧材の使用例や施工例について例示する。
【0114】
[透光性化粧材の施工例]
図12及び図13は上記透光性化粧材Aの施工例を示し、玄関用又は内装用の木質ドアに適用したものである。すなわち、図12において、21は玄関用又は内装用の木質ドアで、このドア21は縦長の左右のドアパネル22,22間に縦長の透光性化粧材Aを一体的に組み付けて固定したものであり、左右のドアパネル22,22及び透光性化粧材Aは互いに同じ高さとされている。左右のドアパネル22,22は木質材料からなり、両ドアパネル22,22の対向縁部にはそれぞれ納め部材としてのモール23,23が固定され、これらモール23,23間に透光性化粧材Aが組み付けられている。図12中、25はドア21を開閉操作するためのハンドルである。
【0115】
図13に示すように、上記モール23,23間には、室外側に位置するパネル材24が固定され、このパネル材24の室内側に透光性化粧材Aが配置されている。上記パネル材24は、例えばスリガラス等、透光性はあるが透光性化粧材Aの積層体11における色柄層6の色柄7の透けない材料で構成されている。
【0116】
透光性化粧材Aは、積層体11と、その裏側に配置された補強層16とを有する。補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11とパネル材24との間に介在されている。
【0117】
積層体11は、上記各実施形態で説明したものと同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含んでいる。その隠蔽層5は、積層体11の裏側からの光(例えば太陽光や室外の電灯光)がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0118】
この例においては、例えば夜間等で室外からの太陽光、或いは室外の電灯光がないときには、ドア21の透光性化粧材Aの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、室内側において、ドア21は突板層1表面に木目模様のみが現れ、通常の木質の外観模様が得られる。
【0119】
これに対し、例えば日中等で室外からの太陽光、或いは夜間等で室外の電灯光があるときには、その光が透光性を有するパネル材24及び補強層16を介して積層体11に裏側から照射される。この光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源の消灯時(日中)とは異なる表情を演出することができる。
【0120】
したがって、この例においては、ドア21の一部に、室外からの光が裏側から当てられない状態と、光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0121】
[発光化粧構造体の例1]
図14〜図17は、上記透光性化粧材Aの積層体11を光源と組み合わせて発光化粧構造体を構成し、その発光化粧構造体をベッドのヘッドボードに組み付けて固定したものである。
【0122】
すなわち、図14において、27はベッドで、このベッド27は、前側(頭側)のヘッドボード28と後側(足側)のフットボード37とを左右のサイドレール38,38(一方のみを図示する)で連結して矩形枠状にし、左右のサイドレール38,38間に複数の板状のスノコ(図示せず)を掛け渡し、そのスノコの上にマットレス39を載置した一般的な構造のものとされている。
【0123】
そして、上記ヘッドボード28は、図16及び図17に示すように、ヘッドボード本体29と、その後側面(フットボード37と対向する面)に組み付けられた発光化粧構造体Bとを備えている。
【0124】
上記ヘッドボード本体29の後面には、そのマットレス39よりも上側部分に、ヘッドボード本体29の後面を矩形状に凹陥してなる第1凹部30と、その第1凹部30の底面中央部を部分的に矩形状に凹陥してなる第2凹部31とが段差状に形成されている。
【0125】
上記発光化粧構造体Bは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置された補強層16と、この補強層16の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、これら突板層1、隠蔽層5、補強層16及び色柄層6は積層されて一体化されている。
【0126】
上記突板層1、隠蔽層5、補強層16及び色柄層6は、上記実施形態2(図7参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。これら突板層1及び隠蔽層5は、ヘッドボード28の全体又は少なくともマットレス39よりも上側部分と同じ大きさであり、ヘッドボード本体29の後面に該後面を覆うように一体的に固定されて、ヘッドボード28の後面を構成している。補強層16及び色柄層6は突板層1及び隠蔽層5よりも小さく、ヘッドボード本体29の第1凹部30に嵌挿可能(必要に応じて取換え可能)な大きさとされている。色柄層6の構造は、上記実施形態2(図7参照)と同じであり、紙層の裏面に色柄7が反転印刷されている。尚、図示例では、紙層の中央に「富士山」の漢字及びその写真が印刷されているが、その他、家族や風景の写真を印刷したものでも、イラスト、キャラクター及び抽象柄等でもよく、ベッド27から観る色柄7として好ましいものであれば、どのようなものでもよい。
【0127】
ヘッドボード本体29後面の第1凹部30内には、その第1凹部30の大きさに対応する上記補強層16及び色柄層6が嵌挿されている。また、上記積層体11の裏側に位置する第2凹部31の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この光源41は、取付ボード42上に並べられた状態で固定された複数の発光部43,43,…を有し、各発光部43は例えばLED(発光ダイオード)、電球、蛍光灯、面発光体(有機ELシート)等からなっている。第2凹部31内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。図14及び図15中、45はベッド27のヘッドボード28上面に取り付けられたスイッチで、上記光源41の点灯及び消灯を切り換えるものである。
【0128】
この例においては、スイッチ49をオフにして光源41を消灯状態にしているときには、図14に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の外観模様を呈するヘッドボード28を有するベッド27が得られる。
【0129】
その際、光源41を収容する光源収容部48が表側の積層体11のみから透光可能で他の部分では光に対して密閉されているので、光源41が点灯していない状態で、積層体11の隠蔽層5よりも裏側にある部分(色柄層6も含む)が積層体11表面から確実に見え難くなる(光源41の点灯によって初めて色柄層6の色柄7が積層体11表面に現出する)。
【0130】
これに対し、スイッチ49をオン操作して光源41を点灯させると、その光源41からの光が積層体11に裏側から照射される。このときには、図15に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5、透光性を有する補強層16、及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。すなわち、光源41の消灯状態では、変哲のない表面木目模様のベッド27が光源41の点灯に伴い色柄7が現出するようになり、雰囲気を大きく変化させることができる。
【0131】
したがって、この例においても、ベッド27のヘッドボード28に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0132】
[発光化粧構造体の例2]
図18〜図20は発光化粧構造体の例2を示し、上記例1では、発光化粧構造体Bをベッド27のヘッドボード28に取換え不能に組み付けているのに対し、この例では、発光化粧構造体Bを取換え可能に組み付けたものである。
【0133】
すなわち、この例2では、ベッド27におけるヘッドボード28のヘッドボード本体29の後側面(フットボード37と対向する面)に発光化粧構造体Bが交換可能に組み付けられている。
【0134】
具体的には、ヘッドボード本体29の後面には、そのマットレス39よりも上側の上下中間部分に、ヘッドボード本体29の後面を左右端間に亘り断面矩形状に凹陥してなる凹溝部32が形成されている。また、ヘッドボード本体29の後面は上記凹溝部32の開口の上下角部が凹陥されていて、その凹陥部分に、凹溝部32の開口のみを覆うようにアクリル板等からなる透明の透明板33が嵌合されて固定されており、この透明板33により開口が覆われた凹溝部32はヘッドボード本体29の左右端面で開口している。
【0135】
発光化粧構造体Bは、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、この色柄層6の裏面側に補強層16が配置されている。
【0136】
上記突板層1、隠蔽層5、色柄層6及び補強層16は、上記実施形態4(図10参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。色柄層6の構造は、上記実施形態1と同じであり、紙層の裏面に色柄7が反転印刷されている。尚、図示例では、紙層の中央に「富士山」の漢字及びその写真が印刷されているが、その他、家族や風景の写真を印刷したものでもよく、ベッド27から観る色柄7として好ましいものであれば、どのような色柄でもよい。補強層16は透明アクリル板、透明塩ビシート等からなり、積層体11とは別体に設けられている。これら突板層1、隠蔽層5、色柄層6及び補強層16はいずれも同じ大きさで、上記ヘッドボード本体29の凹溝部32内に嵌挿可能とされている。
【0137】
ヘッドボード本体29後面の凹溝部32内には、その凹溝部32の溝幅に対応する大きさの上記積層体11(突板層1、隠蔽層5、色柄層6及び補強層16)がヘッドボード本体29の左右端面の開口を通して着脱可能に嵌挿されている。この積層体11の凹溝部32内への嵌挿状態では、裏面のアクリル板等からなる補強層16と上記透明板33との間に積層体11の突板層1、隠蔽層5及び色柄層6が挟み込まれて固定されるようになっている。
【0138】
さらに、積層体11の裏側である、凹溝部32の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この光源41は上記発光化粧構造体の例1と同様のもので、取付ボード42上に並べられて固定されたLED(発光ダイオード)等からな複数の発光部43,43,…を有する。凹溝部32内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。上記光源41は、ヘッドボード28上面に取り付けたスイッチ49により点灯及び消灯が切り換えられる。
【0139】
この例においては、スイッチ49をオフにして光源41を消灯状態にしているときには、図18に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の外観模様を呈するヘッドボード28を有するベッド27が得られる。
【0140】
これに対し、スイッチ49をオン操作して光源41を点灯させると、その光源41からの光が補強層16及び積層体11に裏側から照射される。このときには、図19に示すように、その光により色柄層6の色柄7が、補強層16、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に鮮明に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。
【0141】
そして、積層体11における突板層1の木目柄や色柄層6の色柄7を変える場合には、積層体11を補強層16と共に凹溝部32から、そのヘッドボード本体29左右端の開口を通して引き出し、新しい木目柄の突板層1や色柄7が形成された色柄層6を補強層16と共に上記とは逆にヘッドボード本体29左右端の開口から凹溝部32内に嵌挿すればよい。
【0142】
したがって、この例においても、ベッド27のヘッドボード28に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0143】
また、ヘッドボード28に対し積層体11の突板層1又は色柄層6が交換可能であるので、必要に応じて突板層1の木目や色柄7を別のものに取り換えることができ、ベッド27の雰囲気を自由に変えることができる。
【0144】
尚、積層体11の突板層1又は色柄層6の少なくとも一方を交換できるように他の層と別体にすることもできる。
【0145】
また、上記例1及び2では、ベッド27のヘッドボード28に発光化粧構造体Bを設けているが、フットボード37に設けてもよく、ヘッドボード28及びフットボード37の双方に設けてもよい。
【0146】
[発光化粧構造体の例3]
図21〜図26は発光化粧構造体の例3を示し、テーブルの天板に設けたものである。
【0147】
すなわち、図21において、51はテーブルであって、このテーブル51は、床面に載置される基台52と、この基台52に立設された脚部53と、この脚部の上端に固定された天板54とを備えている。
【0148】
上記天板54は、図22に示すように、矩形状の天板本体55と、その上面に組み付けられた発光化粧構造体Bとを備えている。この発光化粧構造体Bは、図23〜図25に示すように、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含む積層体11を備え、これら突板層1、隠蔽層5及び色柄層6は積層されて一体化されている。図23は積層体11(突板層1)の表面を、また図24は積層体11(色柄層6)の裏面をそれぞれ示している。
【0149】
上記突板層1、隠蔽層5及び色柄層6は、上記実施形態1(図5参照)と同様のものであり、突板層1は、木質薄単板の表面に浮造り加工により単板の春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0150】
天板本体55の上面には、例えばその長さ方向の中間部分に、天板本体55の上面を幅方向の端部間に亘り断面矩形状に凹陥してなる第1凹溝部56と、その第1凹溝部56の底面中央部を断面矩形状に凹陥してなる第2凹溝部57とが段差状に形成されている。また、天板本体55の上面は上記第1凹溝部56の開口の両角部が凹陥されていて、その凹陥部分に、第1凹溝部56の開口のみを覆うようにアクリル板等からなる透明板58が嵌合されて固定されており、この透明板58により開口が覆われた第1凹溝部56とその底面の第2凹溝部57とはいずれも天板本体55の幅方向の端面で開口している。
【0151】
上記第1凹溝部56内には、その第1凹溝部56の溝幅に対応する大きさの上記積層体11(突板層1、隠蔽層5及び色柄層6)が着脱可能に嵌挿されている。さらに、積層体11の裏側である、第2凹溝部57の底面には、上記色柄層6の色柄7を積層体11表面側に現出させるための光源41が取り付けられている。この第2凹溝部57内の空間は、光源41を収容する光源収容部48を構成しており、この光源収容部48は、表側の積層体11以外の部分では光に対して密閉されて光漏れのない構造で、表側の積層体11のみから透光可能とされている。
【0152】
そして、図24に示すように、色柄層6には互いに異なる複数の色で色柄7が形成されている。図示例では、色柄層6の色柄7は、矩形の平面を9つのマス目に区画するように描かれた格子部と、5つのマス目内に描かれた5つの「円形」(●)と、残り4つのマス目内に描かれた4つの「三角形」(▲)とからなるものであり、背景、格子部、「円形」及び「三角形」の色は互いに異なり、背景は白色、格子部は黄色(図では点(ドット)にて示す)、「円形」は赤色(図では粗い間隔の斜線にて示す)であり、「三角形」は緑色(図では細かい間隔の斜線にて示す)となっている。
【0153】
一方、上記光源41は、点灯時に上記色柄7の色と同じか又は近似した複数の色に発色可能とされている。すなわち、光源41は例えば基板(図示せず)上に複数の光源モジュール44,44,…を配列したものであり、図示しないが、各光源モジュール44はLEDチップと、そのLEDチップを覆う封止樹脂とからなり、一部の光源モジュール44の封止樹脂にはLEDの発光の一部の波長を変換して蛍光を放射させる1又は複数種類の蛍光体が混入されており、その蛍光体の種類の調整等により光源モジュール44が異なる色に発色する。具体的には、一部の光源モジュール44は格子部と同じ黄色か又は黄色に近似した色に、また他の一部の光源モジュール44は背景の色と同じ白色か又は白色に近似した色に、さらに残りの光源モジュール44は「円形」の色と同じ赤色か又は赤色に近似した色にそれぞれ発色する。これら複数の光源モジュール44,44,…は図外の切換スイッチ49により点灯及び消灯状態が切り換えられ、かつ点灯状態では異なる色毎に点灯可能とされて、その発色が変更可能とされている。こうして点灯する光源モジュール44の発色を変えることにより積層体11表面側に現出する色柄7を変化させ、全ての色の光源モジュール44を消灯させたときには、図26(a)に示すように、色柄層6の全ての色柄7を突板層1(木質薄単板)の表面に現出させないが、いずれかの色の光源モジュール44が点灯したときには、色柄層6の色柄7のうち光源モジュール44の色以外の色の色柄7を突板層1(木質薄単板)の表面に現出させ、黄色を発色する光源モジュール44が点灯したときには、図26(b)に示すように、黄色の格子部を除いた色の色柄7を突板層1の表面に、また白色を発色する光源モジュール44が点灯したときには、図26(c)に示すように、白色の背景を除いた色の色柄7を突板層1の表面に、さらに赤色を発色する光源モジュール44が点灯したときには、図26(d)に示すように、赤色の「円形」を除いた色の色柄7を突板層1の表面にそれぞれ現出させるようにしている。
【0154】
この例においては、切換スイッチをオフにして全ての光源モジュール44,44,…を消灯状態にしているときには、図26(a)に示すように、発光化粧構造体Bの色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が積層体11の突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質の天板54を有するテーブル51の外観模様が得られる。
【0155】
これに対し、切換スイッチをオン操作して光源41を点灯させると、その光源モジュール44,44,…からの光が積層体11に裏側から照射される。このときには、図26(b)〜図26(d)に示すように、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が積層体11の表面側に木質薄単板表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈する。すなわち、光源41の消灯状態では、変哲のない表面木目模様のテーブル51が光源41の点灯に伴い色柄7が現出するようになり、雰囲気を大きく変化させることができる。
【0156】
そして、上記点灯する光源モジュール44は異なる色毎に点灯状態が切り換えられる。黄色を発色する光源モジュール44が点灯したときには、図26(b)に示すように黄色の格子部を除いた色の色柄7が、また白色を発色する光源モジュール44が点灯したときには、図26(c)に示すように白色の背景を除いた色の色柄7が、さらに赤色を発色する光源モジュール44が点灯したときには、図26(d)に示すように赤色の「円形」を除いた色の色柄7が、それぞれ突板層1の表面に現出される。このことにより、複数の色柄を切り換えて表面に現出させることができ、テーブル51の外観見映えを高めることができる。
【0157】
そして、表面に現出する色柄7を交換する場合には、積層体11を天板本体55の第1凹溝部56から、その天板本体55の幅方向端面の開口を通して引き出し、新しい色柄7が形成された色柄層6を有する積層体11を上記とは逆に天板本体55端面の開口から第1凹溝部56内に嵌挿すればよい。尚、この交換する色柄層6の色柄7も光源41の発色に対応した複数種類の色に分けられている。
【0158】
したがって、この例においても、テーブル51の天板54に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0159】
また、天板本体55及び透明板58に対し積層体11が交換可能であるので、必要に応じて積層体11を交換して色柄層6の色柄7を別のものに取り換えることができ、テーブル51の雰囲気を自由に変えることができる。
【0160】
[発光化粧構造体の例4]
尚、上記例3では、テーブル51の天板本体55及び透明板58に対し積層体11を交換可能としているが、図27に示すように、透明板58を天板本体55に対して着脱可能に固定し、その透明板58の裏面(下面)に積層体11を一体的に固定して透明板58を補強層16とすることで、積層体11を透明板58と共に天板本体55に対し交換可能とするようにしてもよい。
【0161】
この例では、積層体11は、天板本体55と略同じ大きさの突板層1、隠蔽層5及び色柄層6を有する。その突板層1は、木質薄単板の表面に浮造り加工により春目部分を秋目部分よりも深く凹陥した凹凸部2が形成されかつ樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる。また、隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。色柄層6には、図24に示すような所定の色柄7が形成されている。その他の構造は図21及び図22に示す例3と同様である。
【0162】
したがって、この例においても、テーブル51の天板54に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0163】
また、天板本体55に対し積層体11が透明板58(補強層16)と共に交換可能であるので、必要に応じて積層体11及び透明板58を交換して色柄層6の色柄7を別のものに取り換えることができ、テーブル51の雰囲気を自由に変えることができる。
【0164】
[発光化粧構造体の例5]
図28及び図29は発光化粧構造体Bの例5を示し、階段の蹴込板に設置したものである。
【0165】
すなわち、図28において、61は階段であって、この階段61は、上部に水平部62aと垂直部62bとが交互に段状に形成された雛段型の側桁62を有し、該側桁62の各水平部62aには踏板65が載置固定され、側桁62の各垂直部62bには蹴込板66が、上側に位置する踏板65の手前端部と下側に位置する踏板65の奥端部とに亘るように施工されている。この階段61の構造は通常のものと同様である。図28中、64は側桁62を支持する受梁である。
【0166】
そして、この例では、上記各蹴込板66は発光化粧構造体Bからなっている。図29に拡大して示すように、この発光化粧構造体B(蹴込板66)は、積層体11と、この積層体11の裏側(奥側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0167】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0168】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。
【0169】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、各蹴込板66(発光化粧構造体B)の積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質を呈する蹴込板66及び階段61の外観模様が得られる。
【0170】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する基材を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0171】
また、こうして階段61の蹴込板66が光ることで踏板65が照らされ、階段61の昇降時に足下が明るくなって歩行の安全性に寄与することができる。
【0172】
したがって、この例においては、階段61の蹴込板66に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0173】
[発光化粧構造体の例6]
図30〜図32は発光化粧構造体Bの例6を示し、発光化粧構造体Bは部屋の床面、壁面及び天井面に施工したものである。
【0174】
図30及び図31において、71は部屋の床、72は壁、73は天井であり、これら床71、壁72及び天井73の各中間部には係る発光化粧構造体Bが連続するように施工されている(図30で点線にて挟まれた範囲)。
【0175】
床71、壁72及び天井73での施工構造は互いに同じであり、図32に示すように、下地材74において発光化粧構造体Bの施工範囲に断面矩形状に凹陥した凹陥部75が形成され、その凹陥部75に発光化粧構造体Bが組み付けられている。この発光化粧構造体Bは、部屋の室内側に位置する積層体11と、この積層体11の裏側(奥側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7(図示例では大小の複数の円)が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0176】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0177】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。この光源41は下地材74の凹陥部75内に配置されている。
【0178】
下地材74において、凹陥部75の左右両側部分の表面には、上記補強層16に積層体11を加えた厚さと同じ厚さの化粧板76が固定されている。この各化粧板76は、MDF等の化粧板用基材77と、この各基材77の表面に接着された突板78とを備えている。この突板78は、積層体11の突板層1と同じ木質薄単板からなり、WPC化のみされていないものが用いられている。そして、化粧板76と発光化粧構造体Bとを隣接して施工することで、床71、壁72及び天井73の発光化粧構造体Bにおける突板層1の表面と化粧板76の表面とが面一になり、かつ突板層1及び突板78間で同じ木目模様を呈するようになっている。
【0179】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、床71、壁72及び天井73に施工されている発光化粧構造体Bの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、図30に示すように、通常の木質を呈する床71、壁72及び天井73の外観模様が得られる。
【0180】
その際、発光化粧構造体Bにおける突板層1の表面と化粧板76の表面とが面一で同じ突板の木目模様を呈するので、どの部分に発光化粧構造体Bが施工されているのかが判り難くなり、外観見映えがよい。
【0181】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する補強層16を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、図31に示すように、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0182】
したがって、この例においては、床71、壁72及び天井73の一部に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0183】
尚、この例では、部屋の床71、壁72及び天井73の全てに亘り発光化粧構造体Bを施工しているが、床71、壁72及び天井73のいずれか1つ又は2つに施工してもよい。
【0184】
[発光化粧構造体の例7]
図33及び図34は例7に係る発光化粧構造体Bを示し、欄間に施工したものである。
【0185】
図33において、81は部屋の壁72の下端部に施工された敷居、82は壁72の上部に施工された鴨居であって、これら敷居81と鴨居82との間には壁72の開口を開閉する襖83が嵌め込まれている。また、壁72の上端部である鴨居82の上側には、襖83(壁72の開口)に対応する位置に欄間84が設けられている。この欄間84は鴨居82と天井73面との間に施工された枠部材85に嵌め込まれて固定されている。
【0186】
図34に示すように、欄間84は、壁72の厚さ方向の中央部に位置する非透光性の固定板86を有し、この固定板86の周縁部には、枠部材85の内周面に形成した凹溝85aに嵌合されて固定板86を枠部材85に固定するための嵌合部86aが設けられている。固定板86の厚さ方向の両側にはそれぞれ発光化粧構造体B,Bが配置されている。各発光化粧構造体Bは、積層体11と、この積層体11の裏側(壁72の厚さ方向の中央側)に配置された光源41とを備えてなる。上記積層体11は、上記各実施形態と同様に、樹脂が含浸されてWPC処理されることで透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された色柄層6とを含み、積層体11の裏面には透光性を有する補強層16が配置されている。積層体11の隠蔽層5は、積層体11の裏側からの光源41による光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光源41による光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。
【0187】
上記補強層16は、例えば透明アクリル樹脂板や透明塩ビシート等からなり、積層体11と光源41との間に介在されるものである。
【0188】
また、積層体11の裏側に配置されている光源41は、図外のスイッチにより点灯状態及び消灯状態に切り換えられる電球、蛍光灯、LEDや有機ELシート(面発光体)等からなり、その光により色柄層6の色柄7を積層体11表面側に現出させる。
【0189】
この例においては、例えば日中でスイッチをオフにして光源41を消灯状態にしているときには、各発光化粧構造体Bの積層体11における色柄層6の色柄7は、その色柄層6よりも表側に位置する隠蔽層5により隠蔽され、その色柄7が突板層1(木質薄単板)表面に現出することはなく、突板層1表面の木目模様がそのまま露出する。このことで、通常の木質を呈する欄間84の外観模様が得られる。
【0190】
これに対し、例えば夜間にスイッチをオン操作して光源41を点灯させると、その光源41からの光が透光性を有する基材を介して積層体11に裏側から照射される。このときには、その光により色柄層6の色柄7が、透光性を有する隠蔽層5及び透光性を有する突板層1(木質薄単板)を経て、該突板層1の表面に現出する。このことで、その色柄層6の色柄7が突板層1表面の木目模様に加えて現出して、木目模様中に色柄7が浮き上がったような外観を呈し、光源41の消灯時(日中)とは異なる表情を演出することができる。
【0191】
また、欄間84には、固定板86の両側に発光化粧構造体B,Bが配置されているので、部屋の内側及び外側からそれぞれ上記発光化粧構造体Bの効果を得ることができる。特に、両方の発光化粧構造体B,Bにおける色柄層6,6の色柄7,7を互いに異ならせることができ、部屋毎に見合う意匠の欄間84が得られる。例えば和室と洋室との間の壁72に欄間84がある場合には、その和室及び洋室にそれぞれ対応した色柄7を採用すればよい。
【0192】
したがって、この例においても、欄間84に、光源41が消灯されて該光源41からの光が裏側から当てられない状態と、光源41の点灯光が裏側から当てられた状態との間で大きな差異のある外観が得られ、その意匠性を高めることができる。
【0193】
[その他の実施形態]
尚、上記の例では、透光性化粧材A(発光化粧構造体B)をベッド27のヘッドボード28やフットボード、テーブル51の天板54、階段61の蹴込板66、床71、壁72、天井73、欄間84に施工しているが、他の箇所や部材に施工し又は組み込むようにしてもよい。例えば、照明器具のシェード等が好ましい(その場合、照明器具のランプが光源となる)。
【産業上の利用可能性】
【0194】
本発明は、意匠性に優れた透光性化粧材や発光化粧構造体が得られるので、極めて有用であり、産業上の利用可能性が高い。
【符号の説明】
【0195】
A 透光性化粧材
B 発光化粧構造体
1 突板層
2 凹凸部
2a 凹部
5 隠蔽層
6 色柄層
7 色柄
9 表面コート層
11 積層体
16 補強層
17 透明性樹脂
21 ドア
27 ベッド
28 ヘッドボード
41 光源
48 光源収容部
51 テーブル
54 天板
61 階段
66 蹴込板
71 床
72 壁
73 天井
84 欄間
【特許請求の範囲】
【請求項1】
裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法であって、
少なくとも、木質薄単板からなる突板層と、該突板層の裏面側に配置された透光性を有する隠蔽層と、該隠蔽層の裏面側に配置され、所定の色柄が形成された透光性を有する色柄層とを積層一体化して積層体を形成する積層体形成工程と、
上記積層体の突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、
上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程とを備えたことを特徴とする透光性化粧材の製造方法。
【請求項2】
請求項1において、
積層体形成工程で、積層体の内部又は表裏側に、透光性を有する補強層を設けることを特徴とする透光性化粧材の製造方法。
【請求項3】
裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法であって、
吸着性を有する基材の表面に、所定の色柄が形成された透光性を有する色柄層となる紙を吸着させる紙吸着工程と、
上記紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化する積層工程と、
上記突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、
上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程と、
上記基材を剥離除去する基材除去工程とを備えたことを特徴とする透光性化粧材の製造方法。
【請求項4】
請求項1〜3のいずれか1つにおいて、
樹脂含浸工程に引き続いて、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にする平滑面形成工程を備えたことを特徴とする透光性化粧材の製造方法。
【請求項5】
請求項1〜4のいずれか1つにおいて、
WPC処理された突板層表面をコーティング処理するコーティング工程を備えたことを特徴とする透光性化粧材の製造方法。
【請求項1】
裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法であって、
少なくとも、木質薄単板からなる突板層と、該突板層の裏面側に配置された透光性を有する隠蔽層と、該隠蔽層の裏面側に配置され、所定の色柄が形成された透光性を有する色柄層とを積層一体化して積層体を形成する積層体形成工程と、
上記積層体の突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、
上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程とを備えたことを特徴とする透光性化粧材の製造方法。
【請求項2】
請求項1において、
積層体形成工程で、積層体の内部又は表裏側に、透光性を有する補強層を設けることを特徴とする透光性化粧材の製造方法。
【請求項3】
裏側からの光で色柄が表面側に現出する透光性化粧材の製造方法であって、
吸着性を有する基材の表面に、所定の色柄が形成された透光性を有する色柄層となる紙を吸着させる紙吸着工程と、
上記紙の表面に木質薄単板からなる突板層を、透光性を有する隠蔽層となる接着層を介して積層一体化する積層工程と、
上記突板層の表面をショットブラスト加工して、該表面に木質薄単板の春目部分が秋目部分よりも深く凹陥した凹凸部を形成する凹凸形成工程と、
上記突板層に凹凸部が形成された表面から樹脂を含浸させて突板層をWPC処理することで突板層を透光性を有するものとする樹脂含浸工程と、
上記基材を剥離除去する基材除去工程とを備えたことを特徴とする透光性化粧材の製造方法。
【請求項4】
請求項1〜3のいずれか1つにおいて、
樹脂含浸工程に引き続いて、突板層表面の凹部に透明性樹脂を充填して突板層表面を平滑面にする平滑面形成工程を備えたことを特徴とする透光性化粧材の製造方法。
【請求項5】
請求項1〜4のいずれか1つにおいて、
WPC処理された突板層表面をコーティング処理するコーティング工程を備えたことを特徴とする透光性化粧材の製造方法。
【図1】


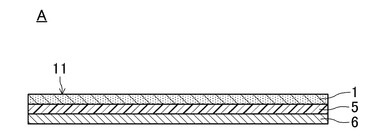
【図2】
【図5】
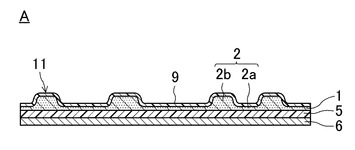
【図6】
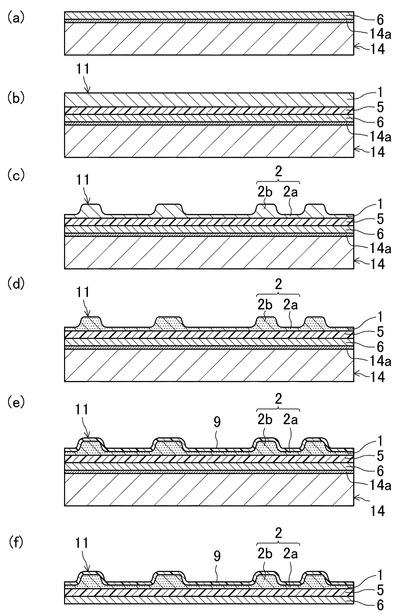
【図7】
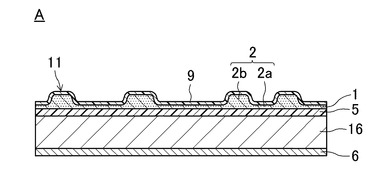
【図8】
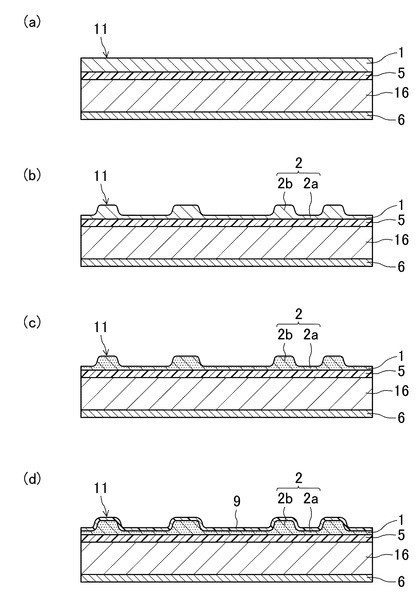
【図9】
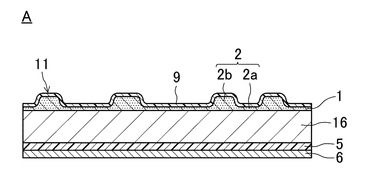
【図10】
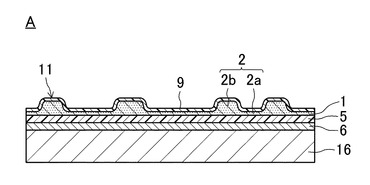
【図11】
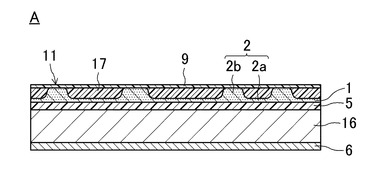
【図12】
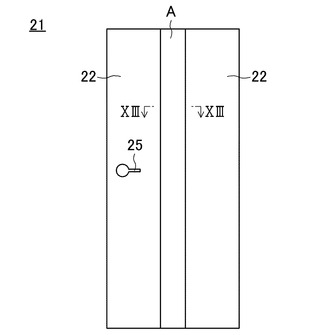
【図13】
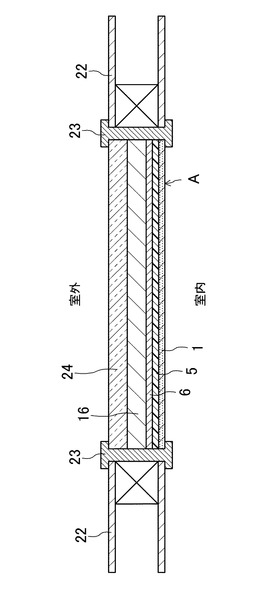
【図14】
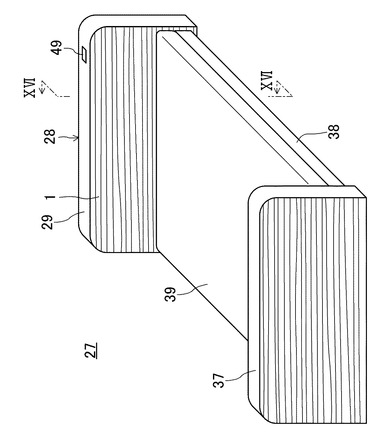
【図16】
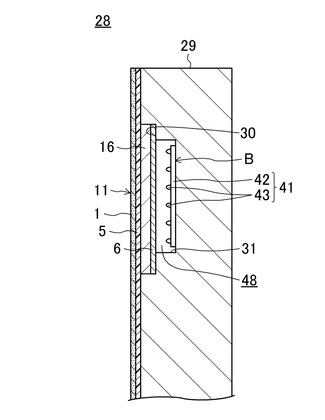
【図17】
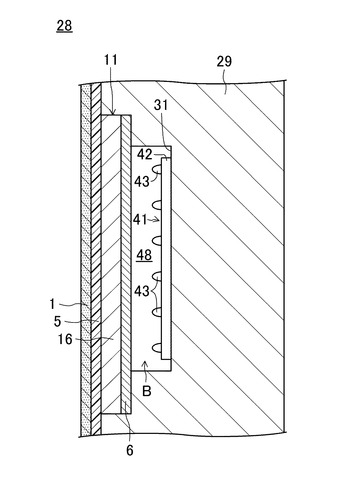
【図18】
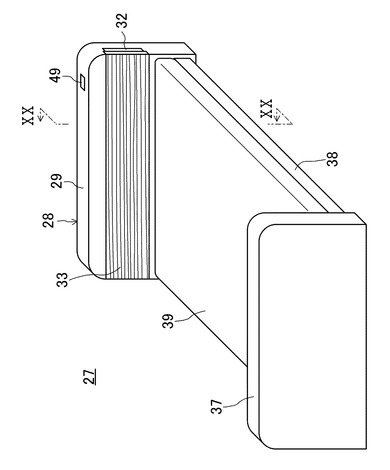
【図20】
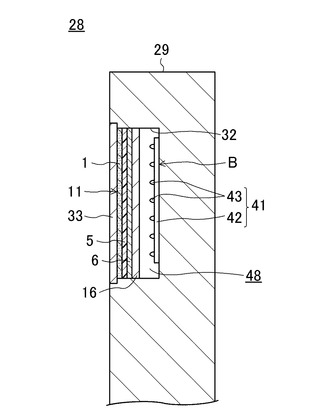
【図21】
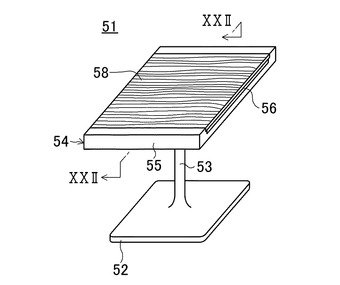
【図22】
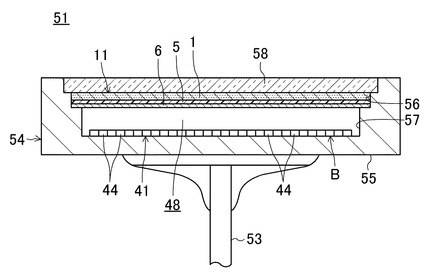
【図23】
【図24】
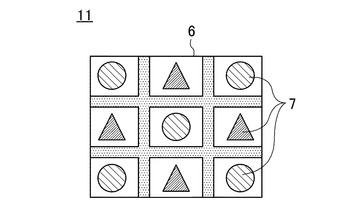
【図25】
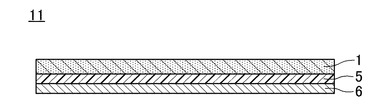
【図26】
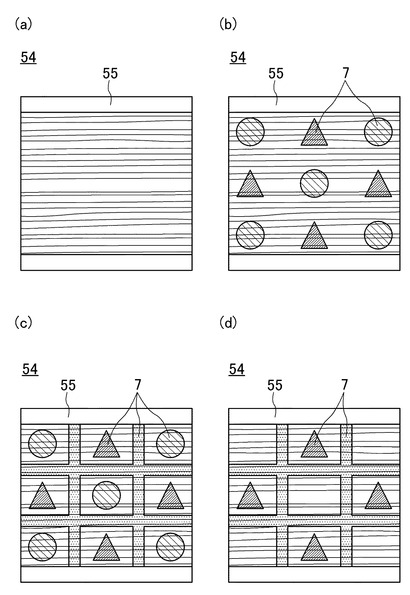
【図27】
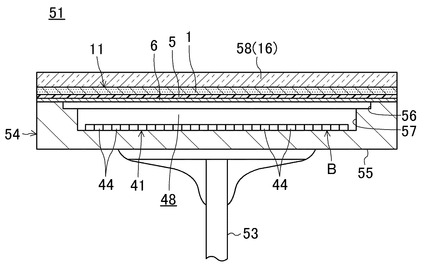
【図28】
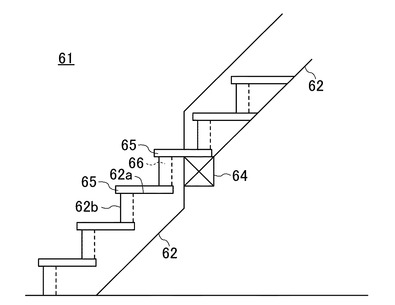
【図29】
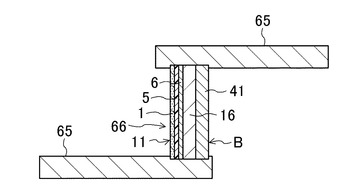
【図30】
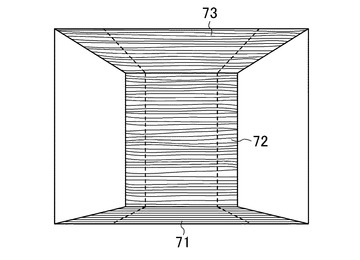
【図31】
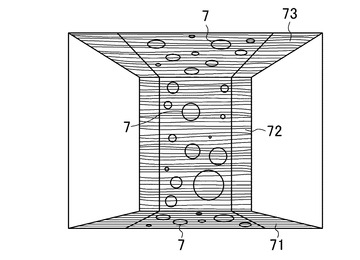
【図32】
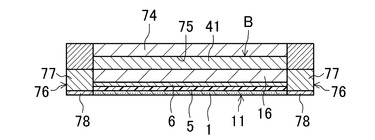
【図33】
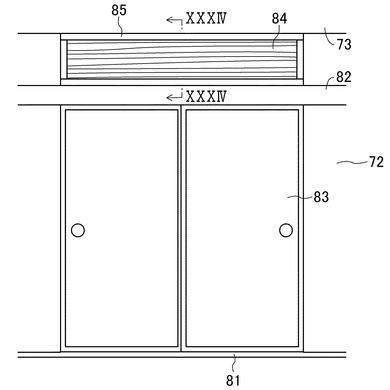
【図34】
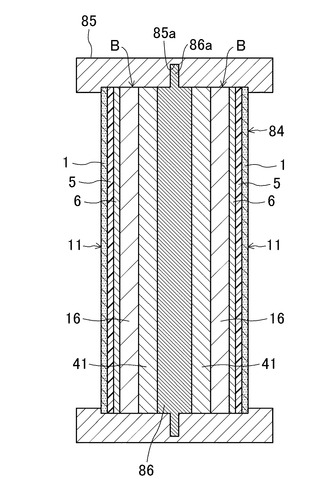
【図3】
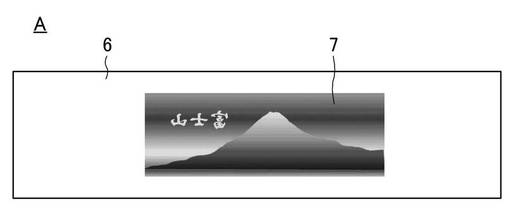
【図4】
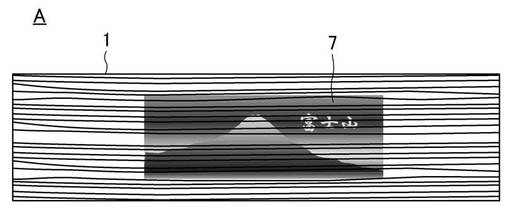
【図15】
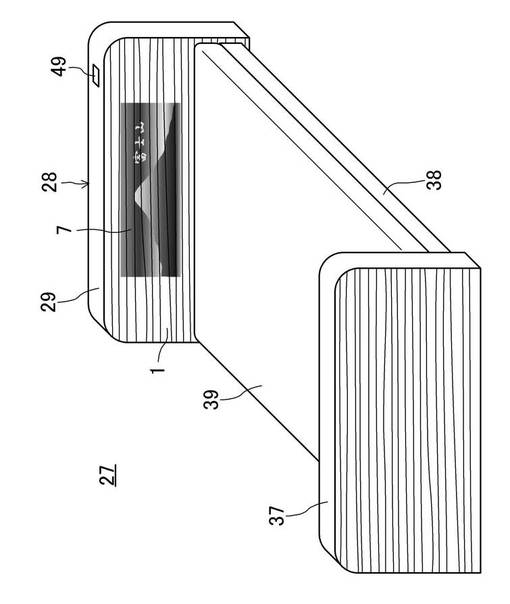
【図19】
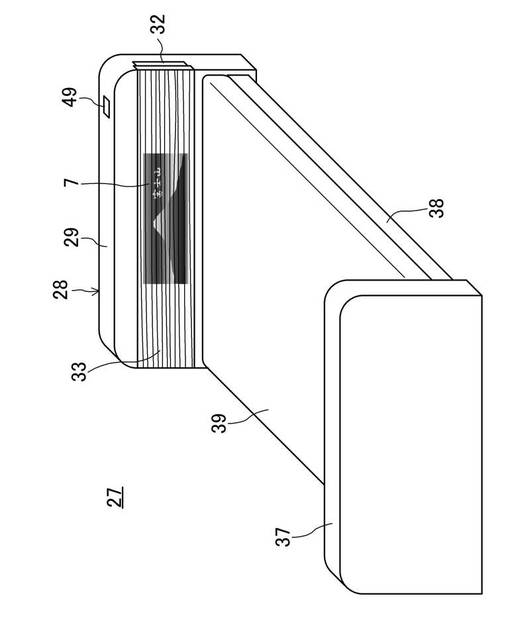
【図2】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図16】
【図17】
【図18】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図3】
【図4】
【図15】
【図19】
【公開番号】特開2012−179803(P2012−179803A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−44301(P2011−44301)
【出願日】平成23年3月1日(2011.3.1)
【特許番号】特許第4824132号(P4824132)
【特許公報発行日】平成23年11月30日(2011.11.30)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月1日(2011.3.1)
【特許番号】特許第4824132号(P4824132)
【特許公報発行日】平成23年11月30日(2011.11.30)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
[ Back to top ]