
透明なオートクレーブ処理可能なバッグ
対向する関係で配置されると共に互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を有するオートクレーブ処理可能な滅菌バッグが提供される。少なくとも第1積層体は、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、を備えている。透明バリア層が、内層及び外層の間に配置され、分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成される。本発明の有利な特定の実施形態では、熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルムであり、透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムである。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、医学用途に用いられる滅菌バッグ、及びこのようなバッグを作製するのに適する複合フィルム積層体に関する。
【背景技術】
【0002】
医学装置や薬剤溶液を含む多くの医療製品は、使用段階になるまで、密封された滅菌バッグの内側に保存されている。典型的に、バッグは医学器具又は他の医学補給品を収容するために片側に沿って開く小物袋の形態になっている。次いで、バッグは、密封され、γ線、電子ビーム、紫外線、若しくはエチレンオキシドへの暴露、オートクレーブ処理、又は他の滅菌処置によって、滅菌されることとなる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
高湿気バリア特性と長期保存性をもたらしながら、過酷な滅菌状態に耐えるために、この形式の滅菌バッグは、昔から、金属箔又は金属被覆フィルムのいずれかのバリア層を有する複合積層フィルムを用いてきた。この形式の積層体構造の欠点は、バッグが透明ではないので、バッグの内容物が見えない点にある。この問題に対処するために、いくつかの滅菌バッグは、透明なバリア材料から形成される小さな窓を設けるようにしていた。しかし、バッグの高バリア特性を維持するために、この透明な窓は、その寸法が比較的小さく保たれねばならない。滅菌バッグは、そのバッグの内容物をさらに鮮明に見えるようにするために、少なくとも1つの透明な側面を有することが好ましい。
【課題を解決するための手段】
【0004】
本発明は、バッグの内容物を見ることができる能力をもたらすように、適切に滅菌バッグに作製され得る透明な高バリア積層材料を提供する。高バリア特性は、分子配向されたポリクロロトリフルオロエチレン(PCTFE)フィルム層を、バリア層として用いることによって、達成されることとなる。
【0005】
本発明のオートクレーブ処理可能な滅菌バッグは、対向する関係で配置されると共に互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えている。少なくとも第1積層体は、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明なポリマーフィルム外層とを備えている。透明バリア層が、内層及び外層の間に配置され、分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成されている。本発明の有利な特定の実施形態では、熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルム、ポリオレフィンコポリマー、又はそのいずれかの共押出品であり、透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムである。
【0006】
フッ素ポリマーであるポリクロロトリフルオロエチレン(PCTFE)のフィルムは、ハネウエル(Honeywell)社によるアクラー(Aclar、登録商標)として製造、販売されている。無配向PCTFEフィルムは、薬剤用又は医療包装用の真空成形された透明ブリスター包装品を製造するために、薬品会社によって広く用いられている。しかし、PCTFEフィルムは、軟包装業界における非成形バリアの用途では限られた成功しか得られていない。
【0007】
本発明は、分子配向されたPCTFEフィルムが、非滅菌用途のみならず、エチレンオキシド、γ滅菌、電子ビーム滅菌、及びオートクレーブ滅菌技術を利用する最も過酷なバリア用途においてさえ、金属箔と代替するのに充分なバリア特性を有する透明構造をもたらすことを発見したことに、基づいている。PCTFEフィルムの分子配向は、湿気浸透率を標準的な非配向PCTFEフィルムと比較して著しく減少させ、すぐれた耐屈曲亀裂性を有する極めて耐久性のあるバリア層をもたらすこととなる。
【0008】
ほとんどのポリマーフィルムでは、フィルムを分子配向させるプロセスによって、高温での寸法安定性が劣化する。このフィルムが再加熱されると、分子鎖が元の無配向状態に戻ろうとする傾向にあり、その結果、フィルムの寸法変化が生じる。このフィルムが複合積層体の成分である場合、寸法変化によって、反り、曲げ、又は他の不体裁な好ましくない変化が、製品に生じることとなる。分子配向されたPCTFEフィルムは、驚くほど良好な熱的寸法安定性を有し、これによって、オートクレーブ滅菌プロセスにおけるような高温への露出を含む用途での使用に極めて適しているといえる。
【0009】
また、本発明は、滅菌バッグ又は他の物品を製造するのに用いられ得る寸法的に安定したオートクレーブ処理可能な複合フィルム積層体を提供する。積層体は、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、内層及び外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成される透明バリア層とを備えている。本発明の有利な実施形態では、熱融着された透明熱可塑性ポリマー内層は、ポリオレフィン、ポリオレフィンコポリマー、又はそのいずれかの共押出品のフィルム又は被膜であり、透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムである。積層体は、適切には、ポリオレフィンフィルム内層を透明バリア層に接着する接着剤の層を備えていてもよい。積層体は、透明ポリマー外側フィルムをバリア層に接着する接着剤の層をさらに備えていてもよい。具体的な一実施形態では、寸法的に安定したオートクレーブ処理可能な複合フィルム積層体は、その積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、内層及び外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層とを備えている。
【0010】
本発明をこのように一般的な用語で説明したが、以下、添付の図面について説明する。これらの図面は、必ずしも一定の縮尺では描かれていない。
【発明を実施するための最良の形態】
【0011】
以下、全ての実施形態ではないが、いくつかの実施形態が示されている添付の図面を参照しながら、本発明を説明する。実際、これらの発明は、多くの異なる形態で実施されてもよく、ここに述べる実施形態に制限されるものと解釈されるべきではなく、正しくは、これらの実施形態は、この開示が適用される法的要件を満たすように、提供されているものである。全体を通して、同様の番号は同様の要素を指しているものとする。
【0012】
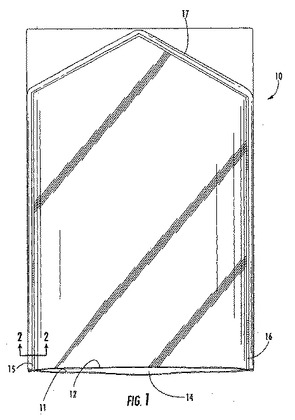
図1において、参照符号10は、本発明によるオートクレーブ処理可能な滅菌バッグを示している。バッグ10は、第1複合フィルム積層体11と、第2複合フィルム積層体12と、から形成されている。これらのフィルム積層体11,12は、互いに面を向き合わせた関係で配置され、3つの側部に沿って互いに融着され、これによって、滅菌される医学器具、又は他の物品を収容するのに適する残りの側部に沿った開口14、を有する小物袋状の構造体を形成している。図示されている実施形態では、フィルム積層体11,12は、略矩形の形状を有し、バッグの両側縁に隣接する融着領域15,16及びバッグの上縁に隣接する傾斜して延在する融着領域17に沿って、互いに融着されている。ユーザは、バッグ10に内容物を充填した後、開口14を閉鎖して、このバッグを密封することが可能である。フィルム積層体11,12の相互の融着は、当技術分野においてよく知られている通常の熱融着機器又は超音波融着機器を用いて、行なうことが可能である。
【0013】
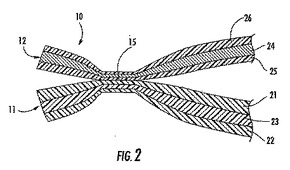
図2においてより詳細に示されるように、フィルム積層体11は、3つのフィルム層、すなわち、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマーフィルム内層21と、透明ポリマーフィルム外層22と、フィルム内層21及びフィルム外層22の間に配置された透明バリアフィルム層23と、を備えている。3つのフィルム層21,22,23は、接着剤によって、互いに積層化されている。熱可塑性ポリマーフィルム外層21は、熱エネルギー又は超音波エネルギーに晒された時に軟化されて、接着性を有することとなる露出面を備えている。フィルム層21は、好ましくは、ポリオレフィンであり、その適切な例として、ポリプロピレン、ポリエチレン、EAA、EMA、EVAのようなエチレンコポリマー、及びデュポン(DuPont)から市販されているサーリン(Surlyn、登録商標)又はエクソンモービル(ExxonMobil)から市販されているアイオテック(Iotek、標章)のようなアイオノマー樹脂が挙げられる。フィルム内層21に特に適切な材料は、キャストフィルム押出しプロセスを用いて作製されるキャストポリプロピレンフィルムである。フィルム層21は、適切には、約0.5ミル〜約4.0ミル(約12.7μm〜約101.6μm、1ミル=25.4μm)の厚み、より好ましくは、約1.5ミル〜約3.0ミル(約38.1μm〜約76.2μm)の厚み、最も好ましくは、約2ミル(約50.8μm)の厚みを有しているとよい。
【0014】
透明フィルム外層22が、強度、穿刺抵抗、寸法安定性、及び寿命をフィルム積層体に与えることとなる。また、フィルム層22が、高温に加熱されたときに、積層体に耐収縮性を与えるのに役立つこととなる。外側フィルム22の適切な材料の例としては、ポリエチレンテレフタレート(PET)、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンが挙げられる。特に好ましいのは、二軸配向されたPET及び二軸配向されたナイロンのような二軸配向されたフィルムである。フィルム外層22は、約0.36ミル〜2.0ミル(約9.14μm〜約50.8μm)の厚み、さらに好ましくは、約0.48ミル〜約1.0ミル(約12.192μm〜約25.4μm)の厚み、最も好ましくは、約0.48ミル(48ゲージ、1ゲージ=0.01ミル=約0.254μm、約12.192μm)の厚みを有しているとよい。
【0015】
透明バリア層23は、湿気バリア特性を積層体に与えることとなる。バリア層23は、分子配向されたフッ素ポリマーであるポリクロロトリフルオロエチレン(PCTFE)のフィルムである。PCTFEフィルムは、透明であり、生化学的に不活性であり、化学的な耐性を有し、かつ可塑剤や安定剤を含んでいないものである。好ましくは、分子配向されたPCTFEフィルムが、一軸配向されたフィルムであるとよい。このフィルムは、適切には、約0.60ミル〜約3ミル(約15.24μm〜約76.2μm)の厚み、さらに好ましくは、約1ミル〜約2ミル(約25.4μm〜約50.8μm)の厚み、最も好ましくは、約1.5ミル(約38.1μm)の厚みを有しているとよい。PCTFEフッ素ポリマーフィルムは、ハネウエル(Honeywell)社からAclar(登録商標)の商品名で販売されている。
【0016】
融着可能なフィルム内層21は、従来の積層技術を用いて、接着剤によってバリア層23に積層化することが可能である。接着剤は、噴霧、ロールコーティング、ロール・オン・ナイフコーティング、ワイヤロッドコーティング、又はグラビアコーティングのような周知のプロセスを用いて、塗布することが可能である。適切な接着剤の例として、溶媒基接着剤、水基接着剤、又は溶媒を用いない接着剤、例えば、アクリル系接着剤、エポキシ硬化型ポリエステルウレタン接着剤、湿気硬化型ポリエステルウレタン接着剤、及びイソシアネート末端ポリエステル接着剤が挙げられる。代替的に、内層21は、押出しコーティングによって、バリア層23上に直接形成することも可能である。透明な外層22は、周知の接着剤と前述の技術を用いて、バリア層23上に直接積層化することが可能である。必要に応じて、画像又は他の情報が印刷された層を提供するために、透明な外層22の内面には、積層化の前に、裏刷りがなされてもよい。また、この外層には、積層化の前又は後に、表刷りがなされてもよい。
【0017】
図2に示される実施形態におけるフィルム積層体12は、ポリオレフィンのような熱可塑性ポリマーからなる融着可能なフィルム層25によって画成される融着可能な内面を有する金属箔層24を備えている。代替的に、融着可能な層25は、ポリオレフィンのような熱可塑性ポリマーのコーティングであってもよい。箔層24は、0.275ミル〜1.50ミル(6.985μm〜38.1μm)の厚みを有するアルミ箔から構成することが可能である。融着可能な層25は、適切には、約0.5ミル〜約4.0ミル(約12.7μm〜約101.6μm)の厚みを有するとよい。箔層24は、湿気バリア特性を積層体にもたらすこととなる。コーティング層25は、複合積層体11の熱融着可能な内層21との強力な融着を得ることを容易にしている。積層体12は、箔層24の表面に接着剤によって積層される二軸配向されたPETから形成される保護用のフィルム外層26を付加的に備えることが可能である。フィルム外層26には、任意選択的に、画像又は他の情報が裏刷りされてもよいし、表刷りされてもよい。代替的な実施形態では、金属層が、PETのようなフィルム層に真空蒸着された金属被覆湿気バリア層から構成することが可能である。
【0018】
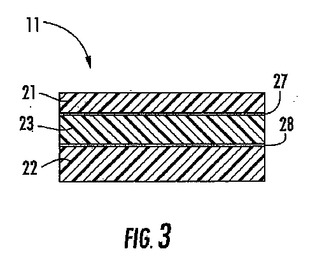
図3は、複合フィルム積層体11の断面をさらに詳細に示している。内層21は、接着層27によって、中間バリア層23に積層化されていることが、分かるであろう。外層22は、接着層28によって、中間バリア層23の反対面に積層化される。
【0019】
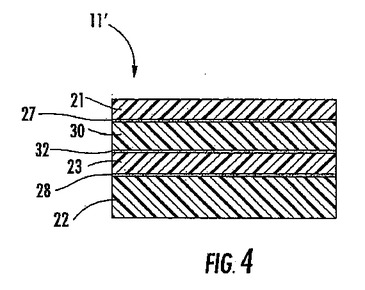
図4は、図2、図3に示されている積層体11に多くの点で類似している透明な複合フィルム積層体11’の代替的な構造を示している。説明が繰り返されることを避けるために、どのような場所に適用される場合であっても、対応する要素を示すのに相当する参照番号が用いられるものとする。この実施形態は、付加的な中間フィルム層30が熱融着可能な内層21及びバリア層23の間に配置されている点において、図3の実施形態と異なっている。この中間バリア層は、二軸配向されたナイロンフィルム、二軸配向されたPETフィルム、又は二軸配向されたポリプロピレンから構成することが可能である。中間バリア層は、適切には、0.36ミル〜2.0ミル(9.144μm〜50.8μm)の厚みを有することが可能である。中間バリア層は、接着剤層27によってフィルム内層21に積層化され、接着剤層32によって中間バリア層23に積層化されることとなる。
【0020】
前述の図示された実施形態では、オートクレーブ処理可能なバッグ10は、片側に透明な複合フィルム積層体11を有し、反対側に不透明な金属層を含む積層体12を有している。このバッグに含まれる物品は、透明なフィルム積層体11を通して、容易に見ることが可能である。しかし、本発明によるバッグは、透明な複合フィルム積層体11をバッグの前側と後側の両方に用いて、作製することも可能である。
【実施例】
【0021】
「実施例1」
まず、0.48ミル(12.192μm)の二軸配向された透明なポリエチレンテレフタレート(PET)フィルムを、1.5ミル(38.1μm)厚みの一軸配向された透明なAclar(登録商標)ポリクロロトリフルオロエチレン(PCTFE)フィルムに積層化し、2層複合体を形成することによって、寸法的に安定した複合フィルム積層体を作製した。具体的には、PETフィルムのロールとAclar(登録商標)フィルムのロールを、それぞれ、巻戻しスタンドに取り付けた。PETフィルムを巻き戻し、グラビアコーティング装置を横切って導き、ウレタン接着剤の1.5ポンド/リーム(680.4g/リーム、ream=リーム)の層をPETフィルムの片面に塗布した。Aclar(登録商標)を巻き戻し、PETフィルムの接着剤が塗膜された面に接触させ、これらのフィルムを2つの滑らかな面のロール間の間隙を通過させた。次いで、キャストフィルム押出しプロセスを用いて作製した2.0ミル(50.8μm)の透明ポリプロピレンフィルムを、同様の積層プロセスによって、Aclar(登録商標)フィルムの露出した表面に積層した。得られた複合積層体は、高湿気バリア特性と高温でのすぐれた寸法安定性を示した。1.5ミル(38.1μm)の機械方向に配向されたAclar(登録商標)層は、100°F(37.8°C)及び100%相対湿度において、0.0077g/100インチ2(2540m2)/24時間の湿気バリアをもたらした。
【0022】
「実施例2」
図1で述べたのと同様の積層手順を用いて、以下の金属積層体、すなわち、48ゲージの二軸配向された透明なPETフィルム/接着剤/35ゲージのアルミ箔/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを作製した。この3層積層体を、実施例1の積層体に対して、両ポリプロピレン面が互いに向き合うように、対向させて配置し、2つのフィルムを熱融着金型によって当接させ、2つのフィルムを融着させ、図1に示されるのと概略的に同様の構成を有する小物袋を得た。
【0023】
「実施例3」
以下の構造の金属積層体、すなわち、真空金属被覆によって2.8の光学濃度を有するように片側に蒸着されたアルミニウムの被膜を有する0.48ミル(12.192μm)の二軸配向された透明PETフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例2と同様の手順によって作製することが可能である。この積層体と実施例1の積層体から、小物袋を作製した。
【0024】
「実施例4」
以下の透明な積層体構造、すなわち、48ゲージの二軸配向されたPET/接着剤/1.5ミル(38.1μm)の配向されたAclar(登録商標)PCTFEフィルム/接着剤/0.6ミル(15.24μm)の二軸配向されたナイロンフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例1の透明な積層体の代わりに用いた以外は、実施例2で総括的に述べた手順によって、小物袋を作製した。
【0025】
「実施例5」
以下の透明な積層体構造、すなわち、48ゲージの二軸配向されたPET/接着剤/1.5ミルの配向されたAclar(登録商標)PCTFEフィルム/接着剤/0.48ミル(12.192μm)の二軸配向されたPETフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例1の透明な積層体の代わりに用いた以外は、実施例2で総括的に述べた手順によって、小物袋を作製した。
【0026】
前述の説明及び関連する図面における示唆の利得を有するこれらの発明が属する当技術分野の熟練者には、ここに述べた本発明に対する多くの修正及び他の実施形態が思い浮かぶだろう。従って、本発明は、開示された具体的な実施形態に制限されず、及び修正及び他の実施形態は、特許請求の範囲内に含まれることを意図していることが理解されるべきである。具体的な用語がここでは用いられているが、これらの用語は、総称的でかつ叙述的な意味でのみ用いられ、制限する目的ではない。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施形態による滅菌バッグの上面図である。
【図2】図1の線2−2にほぼ沿ったバッグの熱融着された縁部分の断面図である。
【図3】図1の滅菌バッグを製造する場合に、有用である寸法が安定した複合フィルム積層体の一実施形態を示す断面図である。
【図4】本発明による寸法が安定した複合フィルム積層体の第2実施形態を示す断面図である。
【技術分野】
【0001】
本発明は、医学用途に用いられる滅菌バッグ、及びこのようなバッグを作製するのに適する複合フィルム積層体に関する。
【背景技術】
【0002】
医学装置や薬剤溶液を含む多くの医療製品は、使用段階になるまで、密封された滅菌バッグの内側に保存されている。典型的に、バッグは医学器具又は他の医学補給品を収容するために片側に沿って開く小物袋の形態になっている。次いで、バッグは、密封され、γ線、電子ビーム、紫外線、若しくはエチレンオキシドへの暴露、オートクレーブ処理、又は他の滅菌処置によって、滅菌されることとなる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
高湿気バリア特性と長期保存性をもたらしながら、過酷な滅菌状態に耐えるために、この形式の滅菌バッグは、昔から、金属箔又は金属被覆フィルムのいずれかのバリア層を有する複合積層フィルムを用いてきた。この形式の積層体構造の欠点は、バッグが透明ではないので、バッグの内容物が見えない点にある。この問題に対処するために、いくつかの滅菌バッグは、透明なバリア材料から形成される小さな窓を設けるようにしていた。しかし、バッグの高バリア特性を維持するために、この透明な窓は、その寸法が比較的小さく保たれねばならない。滅菌バッグは、そのバッグの内容物をさらに鮮明に見えるようにするために、少なくとも1つの透明な側面を有することが好ましい。
【課題を解決するための手段】
【0004】
本発明は、バッグの内容物を見ることができる能力をもたらすように、適切に滅菌バッグに作製され得る透明な高バリア積層材料を提供する。高バリア特性は、分子配向されたポリクロロトリフルオロエチレン(PCTFE)フィルム層を、バリア層として用いることによって、達成されることとなる。
【0005】
本発明のオートクレーブ処理可能な滅菌バッグは、対向する関係で配置されると共に互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えている。少なくとも第1積層体は、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明なポリマーフィルム外層とを備えている。透明バリア層が、内層及び外層の間に配置され、分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成されている。本発明の有利な特定の実施形態では、熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルム、ポリオレフィンコポリマー、又はそのいずれかの共押出品であり、透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムである。
【0006】
フッ素ポリマーであるポリクロロトリフルオロエチレン(PCTFE)のフィルムは、ハネウエル(Honeywell)社によるアクラー(Aclar、登録商標)として製造、販売されている。無配向PCTFEフィルムは、薬剤用又は医療包装用の真空成形された透明ブリスター包装品を製造するために、薬品会社によって広く用いられている。しかし、PCTFEフィルムは、軟包装業界における非成形バリアの用途では限られた成功しか得られていない。
【0007】
本発明は、分子配向されたPCTFEフィルムが、非滅菌用途のみならず、エチレンオキシド、γ滅菌、電子ビーム滅菌、及びオートクレーブ滅菌技術を利用する最も過酷なバリア用途においてさえ、金属箔と代替するのに充分なバリア特性を有する透明構造をもたらすことを発見したことに、基づいている。PCTFEフィルムの分子配向は、湿気浸透率を標準的な非配向PCTFEフィルムと比較して著しく減少させ、すぐれた耐屈曲亀裂性を有する極めて耐久性のあるバリア層をもたらすこととなる。
【0008】
ほとんどのポリマーフィルムでは、フィルムを分子配向させるプロセスによって、高温での寸法安定性が劣化する。このフィルムが再加熱されると、分子鎖が元の無配向状態に戻ろうとする傾向にあり、その結果、フィルムの寸法変化が生じる。このフィルムが複合積層体の成分である場合、寸法変化によって、反り、曲げ、又は他の不体裁な好ましくない変化が、製品に生じることとなる。分子配向されたPCTFEフィルムは、驚くほど良好な熱的寸法安定性を有し、これによって、オートクレーブ滅菌プロセスにおけるような高温への露出を含む用途での使用に極めて適しているといえる。
【0009】
また、本発明は、滅菌バッグ又は他の物品を製造するのに用いられ得る寸法的に安定したオートクレーブ処理可能な複合フィルム積層体を提供する。積層体は、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、内層及び外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成される透明バリア層とを備えている。本発明の有利な実施形態では、熱融着された透明熱可塑性ポリマー内層は、ポリオレフィン、ポリオレフィンコポリマー、又はそのいずれかの共押出品のフィルム又は被膜であり、透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムである。積層体は、適切には、ポリオレフィンフィルム内層を透明バリア層に接着する接着剤の層を備えていてもよい。積層体は、透明ポリマー外側フィルムをバリア層に接着する接着剤の層をさらに備えていてもよい。具体的な一実施形態では、寸法的に安定したオートクレーブ処理可能な複合フィルム積層体は、その積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、内層及び外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層とを備えている。
【0010】
本発明をこのように一般的な用語で説明したが、以下、添付の図面について説明する。これらの図面は、必ずしも一定の縮尺では描かれていない。
【発明を実施するための最良の形態】
【0011】
以下、全ての実施形態ではないが、いくつかの実施形態が示されている添付の図面を参照しながら、本発明を説明する。実際、これらの発明は、多くの異なる形態で実施されてもよく、ここに述べる実施形態に制限されるものと解釈されるべきではなく、正しくは、これらの実施形態は、この開示が適用される法的要件を満たすように、提供されているものである。全体を通して、同様の番号は同様の要素を指しているものとする。
【0012】
図1において、参照符号10は、本発明によるオートクレーブ処理可能な滅菌バッグを示している。バッグ10は、第1複合フィルム積層体11と、第2複合フィルム積層体12と、から形成されている。これらのフィルム積層体11,12は、互いに面を向き合わせた関係で配置され、3つの側部に沿って互いに融着され、これによって、滅菌される医学器具、又は他の物品を収容するのに適する残りの側部に沿った開口14、を有する小物袋状の構造体を形成している。図示されている実施形態では、フィルム積層体11,12は、略矩形の形状を有し、バッグの両側縁に隣接する融着領域15,16及びバッグの上縁に隣接する傾斜して延在する融着領域17に沿って、互いに融着されている。ユーザは、バッグ10に内容物を充填した後、開口14を閉鎖して、このバッグを密封することが可能である。フィルム積層体11,12の相互の融着は、当技術分野においてよく知られている通常の熱融着機器又は超音波融着機器を用いて、行なうことが可能である。
【0013】
図2においてより詳細に示されるように、フィルム積層体11は、3つのフィルム層、すなわち、その積層体の内面を形成する熱融着可能な透明熱可塑性ポリマーフィルム内層21と、透明ポリマーフィルム外層22と、フィルム内層21及びフィルム外層22の間に配置された透明バリアフィルム層23と、を備えている。3つのフィルム層21,22,23は、接着剤によって、互いに積層化されている。熱可塑性ポリマーフィルム外層21は、熱エネルギー又は超音波エネルギーに晒された時に軟化されて、接着性を有することとなる露出面を備えている。フィルム層21は、好ましくは、ポリオレフィンであり、その適切な例として、ポリプロピレン、ポリエチレン、EAA、EMA、EVAのようなエチレンコポリマー、及びデュポン(DuPont)から市販されているサーリン(Surlyn、登録商標)又はエクソンモービル(ExxonMobil)から市販されているアイオテック(Iotek、標章)のようなアイオノマー樹脂が挙げられる。フィルム内層21に特に適切な材料は、キャストフィルム押出しプロセスを用いて作製されるキャストポリプロピレンフィルムである。フィルム層21は、適切には、約0.5ミル〜約4.0ミル(約12.7μm〜約101.6μm、1ミル=25.4μm)の厚み、より好ましくは、約1.5ミル〜約3.0ミル(約38.1μm〜約76.2μm)の厚み、最も好ましくは、約2ミル(約50.8μm)の厚みを有しているとよい。
【0014】
透明フィルム外層22が、強度、穿刺抵抗、寸法安定性、及び寿命をフィルム積層体に与えることとなる。また、フィルム層22が、高温に加熱されたときに、積層体に耐収縮性を与えるのに役立つこととなる。外側フィルム22の適切な材料の例としては、ポリエチレンテレフタレート(PET)、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンが挙げられる。特に好ましいのは、二軸配向されたPET及び二軸配向されたナイロンのような二軸配向されたフィルムである。フィルム外層22は、約0.36ミル〜2.0ミル(約9.14μm〜約50.8μm)の厚み、さらに好ましくは、約0.48ミル〜約1.0ミル(約12.192μm〜約25.4μm)の厚み、最も好ましくは、約0.48ミル(48ゲージ、1ゲージ=0.01ミル=約0.254μm、約12.192μm)の厚みを有しているとよい。
【0015】
透明バリア層23は、湿気バリア特性を積層体に与えることとなる。バリア層23は、分子配向されたフッ素ポリマーであるポリクロロトリフルオロエチレン(PCTFE)のフィルムである。PCTFEフィルムは、透明であり、生化学的に不活性であり、化学的な耐性を有し、かつ可塑剤や安定剤を含んでいないものである。好ましくは、分子配向されたPCTFEフィルムが、一軸配向されたフィルムであるとよい。このフィルムは、適切には、約0.60ミル〜約3ミル(約15.24μm〜約76.2μm)の厚み、さらに好ましくは、約1ミル〜約2ミル(約25.4μm〜約50.8μm)の厚み、最も好ましくは、約1.5ミル(約38.1μm)の厚みを有しているとよい。PCTFEフッ素ポリマーフィルムは、ハネウエル(Honeywell)社からAclar(登録商標)の商品名で販売されている。
【0016】
融着可能なフィルム内層21は、従来の積層技術を用いて、接着剤によってバリア層23に積層化することが可能である。接着剤は、噴霧、ロールコーティング、ロール・オン・ナイフコーティング、ワイヤロッドコーティング、又はグラビアコーティングのような周知のプロセスを用いて、塗布することが可能である。適切な接着剤の例として、溶媒基接着剤、水基接着剤、又は溶媒を用いない接着剤、例えば、アクリル系接着剤、エポキシ硬化型ポリエステルウレタン接着剤、湿気硬化型ポリエステルウレタン接着剤、及びイソシアネート末端ポリエステル接着剤が挙げられる。代替的に、内層21は、押出しコーティングによって、バリア層23上に直接形成することも可能である。透明な外層22は、周知の接着剤と前述の技術を用いて、バリア層23上に直接積層化することが可能である。必要に応じて、画像又は他の情報が印刷された層を提供するために、透明な外層22の内面には、積層化の前に、裏刷りがなされてもよい。また、この外層には、積層化の前又は後に、表刷りがなされてもよい。
【0017】
図2に示される実施形態におけるフィルム積層体12は、ポリオレフィンのような熱可塑性ポリマーからなる融着可能なフィルム層25によって画成される融着可能な内面を有する金属箔層24を備えている。代替的に、融着可能な層25は、ポリオレフィンのような熱可塑性ポリマーのコーティングであってもよい。箔層24は、0.275ミル〜1.50ミル(6.985μm〜38.1μm)の厚みを有するアルミ箔から構成することが可能である。融着可能な層25は、適切には、約0.5ミル〜約4.0ミル(約12.7μm〜約101.6μm)の厚みを有するとよい。箔層24は、湿気バリア特性を積層体にもたらすこととなる。コーティング層25は、複合積層体11の熱融着可能な内層21との強力な融着を得ることを容易にしている。積層体12は、箔層24の表面に接着剤によって積層される二軸配向されたPETから形成される保護用のフィルム外層26を付加的に備えることが可能である。フィルム外層26には、任意選択的に、画像又は他の情報が裏刷りされてもよいし、表刷りされてもよい。代替的な実施形態では、金属層が、PETのようなフィルム層に真空蒸着された金属被覆湿気バリア層から構成することが可能である。
【0018】
図3は、複合フィルム積層体11の断面をさらに詳細に示している。内層21は、接着層27によって、中間バリア層23に積層化されていることが、分かるであろう。外層22は、接着層28によって、中間バリア層23の反対面に積層化される。
【0019】
図4は、図2、図3に示されている積層体11に多くの点で類似している透明な複合フィルム積層体11’の代替的な構造を示している。説明が繰り返されることを避けるために、どのような場所に適用される場合であっても、対応する要素を示すのに相当する参照番号が用いられるものとする。この実施形態は、付加的な中間フィルム層30が熱融着可能な内層21及びバリア層23の間に配置されている点において、図3の実施形態と異なっている。この中間バリア層は、二軸配向されたナイロンフィルム、二軸配向されたPETフィルム、又は二軸配向されたポリプロピレンから構成することが可能である。中間バリア層は、適切には、0.36ミル〜2.0ミル(9.144μm〜50.8μm)の厚みを有することが可能である。中間バリア層は、接着剤層27によってフィルム内層21に積層化され、接着剤層32によって中間バリア層23に積層化されることとなる。
【0020】
前述の図示された実施形態では、オートクレーブ処理可能なバッグ10は、片側に透明な複合フィルム積層体11を有し、反対側に不透明な金属層を含む積層体12を有している。このバッグに含まれる物品は、透明なフィルム積層体11を通して、容易に見ることが可能である。しかし、本発明によるバッグは、透明な複合フィルム積層体11をバッグの前側と後側の両方に用いて、作製することも可能である。
【実施例】
【0021】
「実施例1」
まず、0.48ミル(12.192μm)の二軸配向された透明なポリエチレンテレフタレート(PET)フィルムを、1.5ミル(38.1μm)厚みの一軸配向された透明なAclar(登録商標)ポリクロロトリフルオロエチレン(PCTFE)フィルムに積層化し、2層複合体を形成することによって、寸法的に安定した複合フィルム積層体を作製した。具体的には、PETフィルムのロールとAclar(登録商標)フィルムのロールを、それぞれ、巻戻しスタンドに取り付けた。PETフィルムを巻き戻し、グラビアコーティング装置を横切って導き、ウレタン接着剤の1.5ポンド/リーム(680.4g/リーム、ream=リーム)の層をPETフィルムの片面に塗布した。Aclar(登録商標)を巻き戻し、PETフィルムの接着剤が塗膜された面に接触させ、これらのフィルムを2つの滑らかな面のロール間の間隙を通過させた。次いで、キャストフィルム押出しプロセスを用いて作製した2.0ミル(50.8μm)の透明ポリプロピレンフィルムを、同様の積層プロセスによって、Aclar(登録商標)フィルムの露出した表面に積層した。得られた複合積層体は、高湿気バリア特性と高温でのすぐれた寸法安定性を示した。1.5ミル(38.1μm)の機械方向に配向されたAclar(登録商標)層は、100°F(37.8°C)及び100%相対湿度において、0.0077g/100インチ2(2540m2)/24時間の湿気バリアをもたらした。
【0022】
「実施例2」
図1で述べたのと同様の積層手順を用いて、以下の金属積層体、すなわち、48ゲージの二軸配向された透明なPETフィルム/接着剤/35ゲージのアルミ箔/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを作製した。この3層積層体を、実施例1の積層体に対して、両ポリプロピレン面が互いに向き合うように、対向させて配置し、2つのフィルムを熱融着金型によって当接させ、2つのフィルムを融着させ、図1に示されるのと概略的に同様の構成を有する小物袋を得た。
【0023】
「実施例3」
以下の構造の金属積層体、すなわち、真空金属被覆によって2.8の光学濃度を有するように片側に蒸着されたアルミニウムの被膜を有する0.48ミル(12.192μm)の二軸配向された透明PETフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例2と同様の手順によって作製することが可能である。この積層体と実施例1の積層体から、小物袋を作製した。
【0024】
「実施例4」
以下の透明な積層体構造、すなわち、48ゲージの二軸配向されたPET/接着剤/1.5ミル(38.1μm)の配向されたAclar(登録商標)PCTFEフィルム/接着剤/0.6ミル(15.24μm)の二軸配向されたナイロンフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例1の透明な積層体の代わりに用いた以外は、実施例2で総括的に述べた手順によって、小物袋を作製した。
【0025】
「実施例5」
以下の透明な積層体構造、すなわち、48ゲージの二軸配向されたPET/接着剤/1.5ミルの配向されたAclar(登録商標)PCTFEフィルム/接着剤/0.48ミル(12.192μm)の二軸配向されたPETフィルム/接着剤/2.0ミル(50.8μm)のキャストポリプロピレンを、実施例1の透明な積層体の代わりに用いた以外は、実施例2で総括的に述べた手順によって、小物袋を作製した。
【0026】
前述の説明及び関連する図面における示唆の利得を有するこれらの発明が属する当技術分野の熟練者には、ここに述べた本発明に対する多くの修正及び他の実施形態が思い浮かぶだろう。従って、本発明は、開示された具体的な実施形態に制限されず、及び修正及び他の実施形態は、特許請求の範囲内に含まれることを意図していることが理解されるべきである。具体的な用語がここでは用いられているが、これらの用語は、総称的でかつ叙述的な意味でのみ用いられ、制限する目的ではない。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施形態による滅菌バッグの上面図である。
【図2】図1の線2−2にほぼ沿ったバッグの熱融着された縁部分の断面図である。
【図3】図1の滅菌バッグを製造する場合に、有用である寸法が安定した複合フィルム積層体の一実施形態を示す断面図である。
【図4】本発明による寸法が安定した複合フィルム積層体の第2実施形態を示す断面図である。
【特許請求の範囲】
【請求項1】
対向する関係で配置されると共に互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えるオートクレーブ処理可能な滅菌バッグであって、少なくとも前記第1積層体は、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とするバッグ。
【請求項2】
前記熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルムであり、前記透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムであることを特徴とする請求項1に記載のバッグ。
【請求項3】
前記ポリオレフィンフィルム内層を前記透明バリア層に接着するための接着剤の層を備えていることを特徴とする請求項2に記載のバッグ。
【請求項4】
前記透明ポリマーフィルム外層を前記バリア層に接着するための接着剤の層を備えていることを特徴とする請求項3に記載のバッグ。
【請求項5】
前記ポリオレフィンフィルム内層及び前記バリア層の間に配置された中間ポリマーフィルム層と、前記ポリオレフィンフィルム内層及び前記中間ポリマーフィルム層の間に配置された接着剤の層と、前記中間フィルム層及び前記バリア層の間に配置された接着剤の層と、を備えていることを特徴とする請求項2に記載のバッグ。
【請求項6】
前記中間ポリマーフィルム層が、二軸配向されたナイロンフィルムであることを特徴とする請求項5に記載のバッグ。
【請求項7】
前記透明フィルム外層の内面に裏刷りされる印刷層を備えていることを特徴とする請求項2に記載のバッグ。
【請求項8】
前記熱融着可能な透明熱可塑性ポリマー内層は、接着剤によって、前記バリア層の片面に直接接合されたキャストポリプロピレンフィルムであり、前記透明ポリマー外層は、接着剤によって、前記バリア層の反対面に直接接合されて二軸配向されたポリエチレンテレフタレートフィルムであることを特徴とする請求項1に記載のバッグ。
【請求項9】
前記第2複合フィルム積層体は、金属層を備えていることを特徴とする請求項1に記載のバッグ。
【請求項10】
前記第2複合フィルム積層体は、前記金属層の片面に接着された熱融着可能なポリマーフィルム内層と、前記金属層の反対面に接着された二軸配向されたポリマーフィルム外層と、を備えていることを特徴とする請求項9に記載のバッグ。
【請求項11】
前記第2複合フィルム積層体は、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明なポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする請求項1に記載のバッグ。
【請求項12】
対向する関係で配置されると共に周縁部分に沿って互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えるオートクレーブ処理可能な滅菌バッグであって、少なくとも前記第1積層体は、該積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフロロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とするバッグ。
【請求項13】
前記ポリプロピレン内層及び前記透明バリア層の間に配置され、前記ポリプロピレン内層及び前記透明バリア層を一緒に接着する第1接着剤層と、前記ポリエチレンテレフタレートフィルム外層及び前記透明バリア層の間に配置され、前記ポリエチレンテレフタレートフィルム外層及び前記透明バリア層を一緒に接着する第2接着剤層と、を備えていることを特徴とする請求項12に記載のバッグ。
【請求項14】
寸法的に安定したオートクレーブ処理可能な複合フィルム積層体であって、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする積層体。
【請求項15】
前記熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルムであり、前記透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムであることを特徴とする請求項14に記載の積層体。
【請求項16】
前記ポリオレフィンフィルム内層を前記透明バリア層に接着するための接着剤の層を備えていることを特徴とする請求項15に記載の積層体。
【請求項17】
前記透明ポリマーフィルム外層を前記バリア層に接着するための接着剤の層を備えていることを特徴とする請求項16に記載の積層体。
【請求項18】
寸法的に安定したオートクレーブ処理可能な複合フィルム積層体であって、該積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする積層体。
【請求項19】
前記ポリプロピレン内層を前記バリア層の片面に接着する接着剤の層と、前記ポリエチレンテレフタレートフィルム外層を前記バリア層の反対面に接着する接着剤の層と、を備えていることを特徴とする請求項18に記載の積層体。
【請求項20】
前記ポリプロピレンフィルム内層及び前記バリア層の間に配置された中間ポリマーフィルム層と、前記ポリプロピレンフィルム内層及び前記中間ポリマーフィルム層の間に配置される接着剤の層と、前記中間フィルム層及び前記バリア層の間に配置される接着剤の層と、を備えていることを特徴とする請求項18に記載の積層体。
【請求項1】
対向する関係で配置されると共に互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えるオートクレーブ処理可能な滅菌バッグであって、少なくとも前記第1積層体は、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とするバッグ。
【請求項2】
前記熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルムであり、前記透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムであることを特徴とする請求項1に記載のバッグ。
【請求項3】
前記ポリオレフィンフィルム内層を前記透明バリア層に接着するための接着剤の層を備えていることを特徴とする請求項2に記載のバッグ。
【請求項4】
前記透明ポリマーフィルム外層を前記バリア層に接着するための接着剤の層を備えていることを特徴とする請求項3に記載のバッグ。
【請求項5】
前記ポリオレフィンフィルム内層及び前記バリア層の間に配置された中間ポリマーフィルム層と、前記ポリオレフィンフィルム内層及び前記中間ポリマーフィルム層の間に配置された接着剤の層と、前記中間フィルム層及び前記バリア層の間に配置された接着剤の層と、を備えていることを特徴とする請求項2に記載のバッグ。
【請求項6】
前記中間ポリマーフィルム層が、二軸配向されたナイロンフィルムであることを特徴とする請求項5に記載のバッグ。
【請求項7】
前記透明フィルム外層の内面に裏刷りされる印刷層を備えていることを特徴とする請求項2に記載のバッグ。
【請求項8】
前記熱融着可能な透明熱可塑性ポリマー内層は、接着剤によって、前記バリア層の片面に直接接合されたキャストポリプロピレンフィルムであり、前記透明ポリマー外層は、接着剤によって、前記バリア層の反対面に直接接合されて二軸配向されたポリエチレンテレフタレートフィルムであることを特徴とする請求項1に記載のバッグ。
【請求項9】
前記第2複合フィルム積層体は、金属層を備えていることを特徴とする請求項1に記載のバッグ。
【請求項10】
前記第2複合フィルム積層体は、前記金属層の片面に接着された熱融着可能なポリマーフィルム内層と、前記金属層の反対面に接着された二軸配向されたポリマーフィルム外層と、を備えていることを特徴とする請求項9に記載のバッグ。
【請求項11】
前記第2複合フィルム積層体は、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明なポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする請求項1に記載のバッグ。
【請求項12】
対向する関係で配置されると共に周縁部分に沿って互いに融着されて、小物袋を形成する第1複合フィルム積層体と、第2複合フィルム積層体と、を備えるオートクレーブ処理可能な滅菌バッグであって、少なくとも前記第1積層体は、該積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフロロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とするバッグ。
【請求項13】
前記ポリプロピレン内層及び前記透明バリア層の間に配置され、前記ポリプロピレン内層及び前記透明バリア層を一緒に接着する第1接着剤層と、前記ポリエチレンテレフタレートフィルム外層及び前記透明バリア層の間に配置され、前記ポリエチレンテレフタレートフィルム外層及び前記透明バリア層を一緒に接着する第2接着剤層と、を備えていることを特徴とする請求項12に記載のバッグ。
【請求項14】
寸法的に安定したオートクレーブ処理可能な複合フィルム積層体であって、該積層体の内面を形成する熱融着可能な透明熱可塑性ポリマー内層と、透明ポリマーフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする積層体。
【請求項15】
前記熱融着可能な透明熱可塑性ポリマー内層は、ポリオレフィンフィルムであり、前記透明ポリマー外層は、ポリエチレンテレフタレート、ナイロン、ポリプロピレン、ポリエチレン、及びセロファンからなる群から選択されるフィルムであることを特徴とする請求項14に記載の積層体。
【請求項16】
前記ポリオレフィンフィルム内層を前記透明バリア層に接着するための接着剤の層を備えていることを特徴とする請求項15に記載の積層体。
【請求項17】
前記透明ポリマーフィルム外層を前記バリア層に接着するための接着剤の層を備えていることを特徴とする請求項16に記載の積層体。
【請求項18】
寸法的に安定したオートクレーブ処理可能な複合フィルム積層体であって、該積層体の内面を形成する熱融着可能な透明ポリプロピレン内層と、透明な二軸配向されたポリエチレンテレフタレートフィルム外層と、前記内層及び前記外層の間に配置され、かつ分子配向されたポリクロロトリフルオロエチレン(PCTFE)から形成された透明バリア層と、を備えていることを特徴とする積層体。
【請求項19】
前記ポリプロピレン内層を前記バリア層の片面に接着する接着剤の層と、前記ポリエチレンテレフタレートフィルム外層を前記バリア層の反対面に接着する接着剤の層と、を備えていることを特徴とする請求項18に記載の積層体。
【請求項20】
前記ポリプロピレンフィルム内層及び前記バリア層の間に配置された中間ポリマーフィルム層と、前記ポリプロピレンフィルム内層及び前記中間ポリマーフィルム層の間に配置される接着剤の層と、前記中間フィルム層及び前記バリア層の間に配置される接着剤の層と、を備えていることを特徴とする請求項18に記載の積層体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2008−507360(P2008−507360A)
【公表日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2007−522789(P2007−522789)
【出願日】平成17年7月21日(2005.7.21)
【国際出願番号】PCT/US2005/025986
【国際公開番号】WO2006/012482
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(507021643)アムコー・フレキシブル・ヘルスケア,インコーポレイテッド (1)
【Fターム(参考)】
【公表日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成17年7月21日(2005.7.21)
【国際出願番号】PCT/US2005/025986
【国際公開番号】WO2006/012482
【国際公開日】平成18年2月2日(2006.2.2)
【出願人】(507021643)アムコー・フレキシブル・ヘルスケア,インコーポレイテッド (1)
【Fターム(参考)】
[ Back to top ]