
透明フィルム
【課題】面内全体において均一な物性を有する透明フィルムを提供する。
【解決手段】ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される透明フィルムに関する。前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下である。
【解決手段】ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される透明フィルムに関する。前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶ディスプレイの基板等に用いられる透明フィルムに関するものである。
【背景技術】
【0002】
従来、液晶ディスプレイ、プラズマディスプレイ、ELディスプレイ等のフラットパネルディスプレイの薄型、軽量化が進んでいるが、これをさらに進める手段としてガラス基板のプラスチックフィルムへの置き換えが検討されている。ガラス基板をプラスチックフィルムに置き換えることで、より薄くより軽くすることができると共に、割れにくさやフレキシビリティー(柔軟性)といった性質を付与することができる。
【0003】
さらに、このような一般の透明プラスチックフィルムの特性に加えて、耐熱性が高く、温度や湿度に対する寸法安定性が高いものとして、透明樹脂及びガラス繊維の基材からなる透明フィルムが提案されている(例えば、特許文献1、2参照)。
【0004】
この透明フィルムを製造する際には、ガラス繊維よりも屈折率の大きい高屈折率樹脂と、ガラス繊維よりも屈折率の小さい低屈折率樹脂とを混合して、屈折率がガラス繊維の屈折率に近似するように樹脂組成物を調製する。そしてガラス繊維の基材に樹脂組成物を含浸し、乾燥して半硬化することによりプリプレグを作製し、このプリプレグを加熱加圧成形することにより透明フィルムが製造される。高屈折率樹脂及び低屈折率樹脂としては、エポキシ樹脂等が用いられている。
【0005】
このように、基材を構成するガラス繊維の屈折率とマトリクス樹脂(樹脂組成物)の屈折率とを合わせることにより、透明フィルム内での光の屈折を抑え、視認性に優れたディスプレイの透明フィルムとして用いることができる。
【0006】
そしてこの透明フィルムは、液晶ディスプレイ等に要求される透明性、耐熱性、寸法安定性といった一般的な物性に加えて、ITO膜等の導電膜との密着性、表面平滑性、ガスバリア性等の性能も付与し得る材料として注目されている。
【0007】
ここで、透明フィルムは、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成し、さらにロール状に巻回しておくのが好ましい。
【0008】
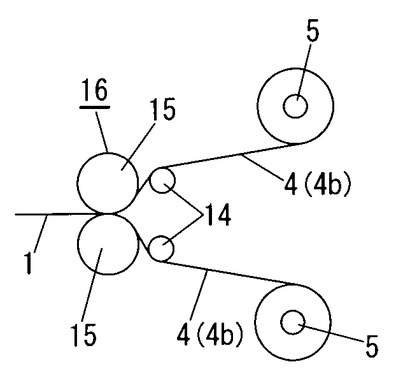
そこで、従来、透明フィルム1を製造する場合には、長尺状プリプレグ4bを作製した後、図3に示すような一対のロール15からなるラミロール16を用い、複数枚の長尺状プリプレグ4bを重ねて連続して加熱加圧成形するようにしていた(例えば、特許文献3参照)。このようにすると、長尺状の透明フィルム1が得られ、そのままロール状に巻回することができるものである。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−307851号公報
【特許文献2】特開2009−066931号公報
【特許文献3】特開2007−045951号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来のラミロール16では、プリプレグ4に線圧を加えることしかできず、またこの線圧も短時間しか加えることができない。そのため、長尺状の透明フィルム1が得られても、この透明フィルム1の面内全体(特に幅方向)においては、リタデーション(位相差)等の物性がばらついており、均一な物性を有していないという問題点があった。
【0011】
本発明は上記の点に鑑みてなされたものであり、面内全体(特に幅方向)において均一な物性を有する透明フィルムを提供することを目的とするものである。
【課題を解決するための手段】
【0012】
本発明に係る透明フィルムは、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される透明フィルムにおいて、前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下であることを特徴とするものである。
【0013】
前記透明フィルムにおいて、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所との厚みの差が1μm以下であることが好ましい。
【0014】
前記透明フィルムにおいて、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下であることが好ましい。
【0015】
前記透明フィルムであって、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成された複数枚の矩形状透明フィルムをテープで連結させることによって長尺状に形成されていることが好ましい。
【0016】
前記透明フィルムであって、長尺状のガラス繊維の基材に透明樹脂組成物を含浸したものをダブルベルトプレスで加圧成形して硬化させることによって長尺状に形成されていることが好ましい。
【0017】
前記透明フィルムにおいて、ロール状に巻回されていることが好ましい。
【発明の効果】
【0018】
本発明に係る透明フィルムによれば、面内全体(特に幅方向)において均一な物性を有するものである。
【図面の簡単な説明】
【0019】
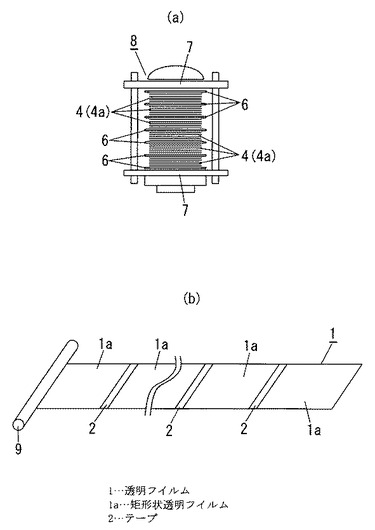
【図1】(a)は枚葉プレスによる矩形状透明フィルムの製造工程を示す概略正面図であり、(b)は矩形状透明フィルムをテープで連結させて長尺状の透明フィルムを製造する工程を示す概略斜視図である。
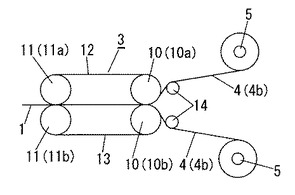
【図2】ダブルベルトプレスによる長尺状の透明フィルムの製造工程を示す概略正面図である。
【図3】ラミロールによる長尺状の透明フィルムの製造工程を示す概略正面図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態を説明する。
【0021】
本発明において透明フィルム1は、エポキシ樹脂等が配合された透明樹脂組成物をガラス繊維の基材に含浸し硬化して形成することができる。このように、透明フィルム1は、ガラス繊維の基材に透明樹脂組成物が保持されている透明複合シートであるが、具体的には、ガラス繊維よりも屈折率の大きい高屈折率樹脂と、ガラス繊維よりも屈折率の小さい低屈折率樹脂とを混合して、屈折率がガラス繊維の屈折率に近似するように調製された透明樹脂組成物を、ガラス繊維の基材に含浸し硬化して形成することができる。
【0022】
透明樹脂組成物に配合される高屈折率樹脂としては、シアネートエステル樹脂や下記式(I)で表される3官能以上の多官能エポキシ樹脂を用いることが好ましい。これらは1種単独で用いてもよく、両者を併用してもよい。
【0023】
【化1】

【0024】
式(I)におけるR1、R3〜R10の置換基としては、例えば、水素原子、低級アルキル基等の炭化水素基、その他の1価の有機基等が挙げられ、R2の置換基としては、例えば、2価の有機基等が挙げられる。
【0025】
シアネートエステル樹脂としては、例えば、2,2−ビス(4−シアネートフェニル)プロパン、ビス(3,5−ジメチル−4−シアネートフェニル)メタン、2,2−ビス(4−シアネートフェニル)エタン、これらの誘導体、芳香族シアネートエステル化合物等を用いることができる。これらは1種単独で用いてもよく、2種以上を併用してもよい。
【0026】
シアネートエステル樹脂は、エポキシ樹脂と共に硬化反応をさせることでトリアジン環やオキサゾリン環を生成し、エポキシ樹脂の架橋密度を高め、剛直な構造を形成することで硬化物に高いガラス転移温度(Tg)を付与することができる。また、シアネートエステル樹脂は常温で固形であるため、後述のように透明樹脂組成物をガラス繊維の基材に含浸し乾燥することによりプリプレグ4を作製する際に、指触乾燥することが容易になり、プリプレグ4の取扱い性が良好になる。
【0027】
透明樹脂組成物にシアネートエステル樹脂を配合する場合、その配合量は、高屈折率樹脂及び低屈折率樹脂の全量に対して、好ましくは10〜40質量%、より好ましくは25〜35質量%である。上記配合量が10質量%以上であるとガラス転移温度(Tg)を十分に向上させることができ、上記配合量が40質量%以下であると溶解度が良好でシアネートエステル樹脂が含浸工程や保存中にワニス中から析出することを抑制することができる。
【0028】
上記式(I)で表される3官能以上の多官能エポキシ樹脂は、これを用いることで、高い透明性を維持しつつ、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができ、さらに熱による変色も抑制することができる。
【0029】
式(I)におけるR2の2価の有機基としては、例えば、フェニレン基等の置換又は無置換のアリーレン基、置換又は無置換のアリーレン基と炭素原子又は炭素鎖とが結合した構造を持つ基等が挙げられる。炭素原子又は炭素鎖としては、例えば、メチルメチレン基、ジメチルメチレン基等のアルキレン基、カルボニル基等が挙げられる。
【0030】
R2の2価の有機基としては、式(I)の右側のグリシジルオキシ基にフェニレン基が結合してグリシジルオキシフェニル基を構成する基が好ましく用いられる。また、熱による透明フィルムの変色抑制の点から、アリーレン基同士の間に介在する炭素原子又は炭素鎖に、メチレン基(−CH2−)を含まないものが好ましく用いられる。
【0031】
R2の2価の有機基としては、例えば、下記の構造(四角括弧内)が挙げられる。
【0032】
【化2】
【0033】
式(I)におけるR3〜R10のエポキシ基含有の分子鎖としては、例えば、下記の構造(四角括弧内)が挙げられる。
【0034】
【化3】
【0035】
(式中、pは正の整数を示す。)
式(I)で表される3官能以上の多官能エポキシ樹脂としては、例えば、下記式(I-a)、(I-b)、(I-c)で表される多官能エポキシ樹脂を用いることができる。
【0036】
【化4】
【0037】
【化5】
【0038】
(式中、qは正の整数を示す。)
【0039】
【化6】
【0040】
特に高屈折率樹脂としては、上記式(I-a)で表される3官能のエポキシ樹脂を用いることが好ましい。これにより、他の式(I)で表される3官能以上の多官能エポキシ樹脂を用いる場合に比べて、高い透明性を維持しつつ、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができ、さらに熱による変色も抑制することができる。
【0041】
高屈折率樹脂としての、シアネートエステル樹脂、式(I)で表される3官能以上の多官能エポキシ樹脂、あるいはこれらの混合物の屈折率は、好ましくは1.58〜1.63である。例えば、ガラス繊維の屈折率が1.563(Eガラス)である場合、高屈折率樹脂は屈折率が1.6前後のものが好ましく、ガラス繊維の屈折率をnとすると、n+0.03〜n+0.06の範囲のものが好ましい。また、ガラス繊維の屈折率が1.528(Tガラス)である場合、高屈折率樹脂は屈折率が1.5前後のものが好ましく、ガラス繊維の屈折率をnとすると、n+0.03〜n+0.08の範囲のものが好ましい。
【0042】
なお、本発明において、樹脂の屈折率は、いずれも硬化した樹脂の状態(硬化樹脂)での屈折率を意味するものであり、ASTM D542に従って試験した値である。
【0043】
他方、透明樹脂組成物に配合される低屈折率樹脂としては、エポキシ樹脂を用いることができる。中でも、下記式(II)で表される構造を有する多官能エポキシ樹脂が好ましく用いられる。このような多官能エポキシ樹脂は、脂環式で透明性が高く、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができる。
【0044】
【化7】
【0045】
式(II)において、有機基Rは、四角括弧内の脂環式エポキシ構造に基づく本発明の効果を損なわない範囲内において任意であってよいが、例えば、炭素数1〜10の直鎖又は分岐の炭化水素基等が挙げられる。式(II)のmは、特に限定されないが、例えば1〜5であり、nは、特に限定されないが、好ましくは常温(25℃)で流動性を失い固形となる範囲とされる。常温で固形であることで、透明フィルム1の製造を容易にすることができる。
【0046】
式(II)で表される構造を有する多官能エポキシ樹脂としては、例えば、2,2−ビス(ヒドロキシメチル)−1−ブタノールに1,2−エポキシ−4−(2−オキシラニル)シクロヘキサンを付加して得られるものを用いることができる。具体的には、例えば、下記式(II-a)で表されるものを用いることができる。
【0047】
【化8】
【0048】
(式中、3つのnはそれぞれ独立に正の整数を示す。)
この多官能エポキシ樹脂は、例えば、融点が85℃程度であり、分子量は、特に限定されないが、例えば、2000〜3000程度である。
【0049】
また、低屈折率樹脂としては、式(II)で表される構造を有する多官能エポキシ樹脂の他、例えば、水添ビスフェノール型エポキシ樹脂を用いることができる。水添ビスフェノール型エポキシ樹脂としては、例えば、ビスフェノールA型、ビスフェノールF型、ビスフェノールS型等のものを用いることができる。好ましくは、常温で固形の水添ビスフェノール型エポキシ樹脂が用いられる。常温で液状の水添ビスフェノール型エポキシ樹脂を用いることもできるが、透明樹脂組成物をガラス繊維の基材に含浸し乾燥することによりプリプレグ4を作製する際に、指触で粘着性のある状態にまでしか乾燥することができないことが多く、プリプレグ4の取扱い性が悪くなる場合がある。
【0050】
低屈折率樹脂の屈折率は、好ましくは1.47〜1.53である。例えば、ガラス繊維の屈折率が1.563(Eガラス)である場合、低屈折率樹脂は屈折率が1.5前後のものが好ましく、ガラス繊維の屈折率をnとすると、n−0.04〜n−0.08の範囲のものが好ましい。ガラス繊維の屈折率が1.528(Tガラス)である場合、低屈折率樹脂の屈折率は、ガラス繊維の屈折率をnとすると、n−0.01〜n−0.03の範囲のものが好ましい。
【0051】
透明樹脂組成物の硬化後のガラス転移温度(Tg)は200℃以上であることが好ましく、210℃以上であることがより好ましく、230℃以上であることが最も好ましい。このように、硬化樹脂の高いガラス転移温度(Tg)により、透明フィルム1の耐熱性を高めることができる。ガラス転移温度(Tg)の上限は特に限定されないが、実用的には350℃程度が上限である。なお、本発明においてガラス転移温度(Tg)は、JIS C6481 TMA法に従って測定した値である。
【0052】
本発明において、透明樹脂組成物には、硬化開始剤(硬化剤)を配合することができる。硬化開始剤としては、例えば、有機金属塩等を用いることができる。有機金属塩としては、例えば、オクタン酸、ステアリン酸、アセチルアセトネート、ナフテン酸、サリチル酸等の有機酸と、Zn、Cu、Fe等の金属との塩等が挙げられる。これらは1種単独で用いてもよく、2種以上を併用してもよい。このように、硬化開始剤として有機金属塩を用いることにより、硬化樹脂のガラス転移温度(Tg)を高めることができる。中でも、硬化開始剤としてはオクタン酸亜鉛を用いることが好ましい。このように、硬化開始剤としてオクタン酸亜鉛を用いることにより、他の有機金属塩を用いる場合に比べて、硬化樹脂のガラス転移温度(Tg)をより高めることができる。透明樹脂組成物における有機金属塩の配合量は、好ましくは0.01〜0.1PHRの範囲である。
【0053】
また、硬化開始剤としては、カチオン系硬化開始剤を用いることもできる。カチオン系硬化開始剤としては、例えば、芳香族スルホニウム塩、芳香族ヨードニウム塩、芳香族アンモニウム塩、アルミニウムキレート、三フッ化ホウ素アミン錯体等が挙げられる。このように、硬化開始剤としてカチオン系硬化開始剤を用いることにより、硬化樹脂の透明性を高めることができる。透明樹脂組成物におけるカチオン系硬化開始剤の配合量は、好ましくは0.2〜3.0PHRの範囲である。
【0054】
さらに硬化開始剤として、トリエチルアミン、トリエタノールアミン等の3級アミン、2−エチル−4−イミダゾール、4−メチルイミダゾール、2−エチル−4−メチルイミダゾール等の硬化触媒を用いることもできる。透明樹脂組成物におけるこれらの硬化触媒の配合量は、好ましくは0.5〜5.0PHRの範囲である。
【0055】
そして、透明樹脂組成物は、高屈折率樹脂、低屈折率樹脂、必要に応じて硬化開始剤等を配合することにより調製することができる。この透明樹脂組成物は、必要に応じて溶媒で希釈してワニスとして調製することができる。溶媒としては、例えば、ベンゼン、トルエン、キシレン、メチルエチルケトン、メチルイソブチルケトン、アセトン、メタノール、エタノール、イソプロピルアルコール、2−ブタノール、酢酸エチル、酢酸ブチル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート、ジアセトンアルコール、N,N’−ジメチルアセトアミド等が挙げられる。
【0056】
基材を構成するガラス繊維としては、透明フィルムの耐衝撃性を高める点や、安価で供給品質が安定している点等から、EガラスやNEガラスの繊維が好ましく用いられる。Eガラス繊維は無アルカリガラス繊維とも称され、樹脂強化用ガラス繊維として汎用されるガラス繊維であり、NEガラスはNewEガラスのことである。また、Tガラスの繊維を用いることも好ましい。Tガラスは、汎用のEガラスに比べて機械的、熱的特性に優れ、より低いリタデーション(位相差)を得ることができる。
【0057】
また、ガラス繊維には、耐衝撃性を向上させる目的で、ガラス繊維処理剤として通常用いられているシランカップリング剤により表面処理しておくことが好ましい。ガラス繊維の屈折率は、好ましくは1.55〜1.57、より好ましくは1.555〜1.565である。この場合、硬化後の高屈折率樹脂の屈折率は1.58〜1.63、硬化後の低屈折率樹脂の屈折率は1.47〜1.53であることが好ましい。ガラス繊維、高屈折率樹脂及び低屈折率樹脂の屈折率が上記の範囲であれば、視認性に優れた透明フィルムを低コストで得ることができる。あるいはガラス繊維の屈折率が1.50〜1.53、硬化後の高屈折率樹脂の屈折率が1.54〜1.63、硬化後の低屈折率樹脂の屈折率が1.47〜ガラス繊維の屈折率であることも好ましい。この場合、よりリタデーションが低く、視認性に優れた透明フィルム1を得ることができる。ガラス繊維の基材としては、ガラス繊維の織布あるいは不織布を用いることができる。
【0058】
そしてガラス繊維の基材に透明樹脂組成物のワニスを含浸し、加熱して乾燥することにより、プリプレグ4を作製することができる。乾燥条件は、特に限定されないが、乾燥温度100〜160℃、乾燥時間1〜10分間の範囲が好ましい。なお、プリプレグ4は、通常、長尺状のガラス繊維の基材に透明樹脂組成物のワニスを含浸し加熱して乾燥することにより長尺状に作製されるが、このような長尺状プリプレグ4bは、保管や運搬など取り扱い性の観点から、例えば円柱状のコア5を芯としてロール状に巻回することが好ましい。
【0059】
次にこのプリプレグ4を1枚、あるいは複数枚重ね、加熱加圧成形することにより、透明樹脂組成物を硬化させて透明フィルム1を得ることができる。加熱加圧成形の条件は、特に限定されないが、温度150〜200℃、圧力1〜4MPa、時間10〜120分間の範囲が好ましい。
【0060】
ここで、長尺状(帯状)の透明フィルム1は、次のようにして製造することができる。なお、透明フィルム1の幅は500〜3000mm程度である。
【0061】
まず、図1(a)に示すように、1枚の矩形状プリプレグ4a又は複数枚の矩形状プリプレグ4aを重ねたものを1組とし、各組の間にステンレスプレート等の鏡板6を介在させて、一対の熱板7からなる枚葉プレス8に複数組セットした後、加熱加圧成形することにより、矩形状透明フィルム1aを一度に複数枚得る。なお、プリプレグ4は、通常、長尺状のガラス繊維の基材に透明樹脂組成物のワニスを含浸し加熱して乾燥することにより長尺状に作製されるが、これを矩形状に切断することにより矩形状プリプレグ4aを得ることができる。また、矩形状には長方形のほか正方形も含まれる。次に、図1(b)に示すように、複数枚の矩形状透明フィルム1aをポリイミドテープ等のテープ2で連結させることによって、長尺状に形成された透明フィルム1を得ることができる。この長尺状の透明フィルム1を構成する各矩形状透明フィルム1aは、図3のような従来のラミロール16の一対のロール15間の線圧を受けて形成されているのではなく、図1(a)のような枚葉プレス8の一対の熱板7間の面圧を受けて形成されているので、面内全体(特に幅方向)においてリタデーション等の物性がばらつくことなく均一な物性を有しているものである。このようにして得られた長尺状の透明フィルム1は、例えば円柱状のコア9を芯としてロール状に巻回することが好ましい。このようなロール状の透明フィルム1は、保管や運搬など取り扱い性に優れているものであり、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成され、さらにロール状に巻回されているので、作業性やコストの面で優れている。
【0062】
また、長尺状(帯状)の透明フィルム1は、図2に示すようなダブルベルトプレス3を用いて、次のようにして製造することもできる。ダブルベルトプレス3は、上側の入口ロール10a及び出口ロール11a間に掛架したステンレス製等の無端ベルト12と、下側の入口ロール10b及び出口ロール11b間に掛架したステンレス製等の無端ベルト13とを密接させて形成されている。なお、無端ベルト12,13の速度は0.1〜10m/minに設定することができるが、これに限定されるものではない。また図2中、14はガイドロールである。そして、1枚の長尺状プリプレグ4b又は複数枚の長尺状プリプレグ4bを重ね、これをダブルベルトプレス3で加熱加圧成形して硬化させることによって、長尺状に形成された透明フィルム1を得ることができる。具体的には、図2に示すものでは2枚の長尺状プリプレグ4bを長手方向に送り、そのままこれをダブルベルトプレス3の上下の入口ロール10a,10b間に挿入し、2枚の長尺状プリプレグ4bを重ねて送りながら、上下の無端ベルト12,13で加熱加圧成形して硬化させた後、上下の出口ロール11a,11b間から引き出すことによって、長尺状の透明フィルム1を連続的に製造することができる。なお、ポストキュアー(アフターキュアー)の条件は、例えば、100〜300℃、5〜300分に設定することができる。上記のようにして得られた長尺状の透明フィルム1は、図3のような従来のラミロール16の一対のロール15間の線圧を受けて形成されているのではなく、図2のようなダブルベルトプレス3の一対の無端ベルト12,13間の面圧を受けて形成されているので、面内全体(特に幅方向)においてリタデーション等の物性がばらつくことなく均一な物性を有しているものである。このようにして得られた長尺状の透明フィルム1は、例えば円柱状のコア9を芯としてロール状に巻回することが好ましい。このようなロール状の透明フィルム1は、保管や運搬など取り扱い性に優れているものであり、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成され、さらにロール状に巻回されているので、作業性やコストの面で優れている。
【0063】
そして、上記のようにして得られる透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所とのリタデーションの差は0.2nm以下(下限は0nm)である。ここで、リタデーションは、例えば(株)東京インスツルメンツ製「複屈折イメージングシステム Abrio」等の複屈折測定装置を用いて測定することができる。そして、上記の透明フィルム1は、その面内全体(特に幅方向)において均一な物性(複屈折性)を有することになる。さらにこの透明フィルム1全体のリタデーションの平均値は1.4nm未満であることが好ましく、1.3nm以下(下限は特に限定されないが0.1nm)であることがより好ましい。これにより、透明フィルム1全体の複屈折を低減することができ、液晶ディスプレイ等に好適に用いることができるものである。
【0064】
また、上記の透明フィルム1において、高屈折率樹脂と低屈折率樹脂とが重合して形成される樹脂マトリクスは、ガラス転移温度(Tg)が高いものであり、耐熱性に優れた透明フィルム1を得ることができる。そして、特に上記の透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下(下限は0℃)であることが好ましい。これにより、この透明フィルム1は均一な物性(耐熱性)を有することになる。
【0065】
また、上記に例示したような高屈折率樹脂と低屈折率樹脂は、透明性に優れるものであり、高い透明性を確保した透明フィルム1を得ることができる。この透明フィルム1において、ガラス繊維の基材の含有率は25〜65質量%の範囲が好ましく、より好ましくは35〜60質量%の範囲である。この範囲であれば、ガラス繊維による補強効果で高い耐衝撃性を得ることができると共に、十分な透明性を得ることができる。また、ガラス繊維が多過ぎると表面の凹凸が大きくなり、透明性も低下する。一方、ガラス繊維が少な過ぎると透明フィルム1の熱膨張係数が大きくなる場合がある。
【0066】
また、ガラス繊維の基材は、透明性を高く得るために、厚みの薄いものを複数枚重ねて用いることができる。具体的には、ガラス繊維の基材として厚み50μm以下のものを用い、これを2枚以上重ねて用いることができる。ガラス繊維の基材の厚みは、特に限定されないが、10μm程度が実用上の下限である。また、ガラス繊維の基材の枚数も特に限定されないが、20枚程度が実用上の上限である。このように複数枚のガラス繊維の基材を用いて透明フィルム1を製造する場合、各々のガラス繊維の基材に透明樹脂組成物を含浸、乾燥してプリプレグ4を作製し、このプリプレグ4を複数枚重ねて加熱加圧成形することにより透明フィルム1を得ることができるが、複数枚のガラス繊維の基材を重ねた状態で透明樹脂組成物を含浸、乾燥してプリプレグ4を作製し、このプリプレグ4を加熱加圧成形して透明フィルム1を得るようにしてもよい。このようにして得られる透明フィルム1の厚みの平均値は30〜200μmであることが好ましい。そして、特に上記の透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所との厚みの差が1μm以下であることが好ましく、0.5μm以下(下限は0μm)であることが好ましい。これにより、この透明フィルム1は均一な物性(厚み)を有することになる。
【0067】
このようにして得られる本発明の透明フィルム1は、透明性及び耐熱性に優れ、さらにリタデーションも低いものとなる。透明フィルム1の白色光透過率は、例えば88%以上とすることができる。また、透明フィルム1の表面にITOにより導電性を付与することも可能であり、液晶ディスプレイ等に適している。
【0068】
また、本発明の透明フィルム1は寸法安定性も高く、特に面方向(XY方向)において低い熱膨張係数(CTE)を有している。例えば、50〜150℃における面方向の熱膨張係数を30ppm/℃以下とすることができる。
【0069】
また、本発明の透明フィルム1の表面は平滑であり、例えば、表面粗さ(Rz)を1μm以下とすることができる。
【0070】
本発明の透明フィルム1の少なくとも片面にはハードコート層を設けることができる。ハードコート層としては、従来のプラスチックフィルム等のハードコート層として知られている構成を適用することもできるが、例えば、透明フィルム1の表面にラミネート転写工法で数μmのエポキシ樹脂層を形成することで、表面が平滑なハードコート層を得ることができる。具体的には、まずキャリアフィルムとなるPETフィルム等に、溶媒に溶解した分子量の大きいエポキシ樹脂を塗工する。次にこのフィルムを真空ラミネータを用いて透明フィルム1の表面にラミネートする。その後、紫外線照射あるいは熱処理でエポキシ樹脂を硬化させ、最後にキャリアフィルムを除去することで平滑なハードコート層を得ることができる。
【0071】
また、本発明の透明フィルム1の少なくとも片面にはガスバリア層を設けることができる。例えば、透明フィルム1の表面に、SiO2やSiONXの薄膜をスパッタリング等により形成することで、あるいはこれらの無機薄膜と、アクリル樹脂若しくはエポキシ樹脂又はこれらの混合物等の有機樹脂膜とを積層することで、平滑なガスバリア層を得ることができる。
【実施例】
【0072】
以下、実施例により本発明をさらに詳しく説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、表1の配合量は質量部を示す。
【0073】
実施例及び比較例の配合成分として以下のものを用いた。
【0074】
1.高屈折率樹脂
・テクモアVG3101、(株)プリンテック製、上記式(I-a)で表される分子構造を有する3官能エポキシ樹脂、屈折率1.59
・BADCy、Lonza社製、固形のシアネートエステル樹脂、2,2−ビス(4−シアネートフェニル)プロパン、屈折率1.59
2.低屈折率樹脂
・EHPE3150、ダイセル化学工業(株)製、2,2−ビス(ヒドロキシメチル)−1−ブタノールの1,2−エポキシ−4−(2−オキシラニル)シクロヘキサン付加物、エポキシ当量185、分子量2234、屈折率1.51
3.硬化開始剤
・オクタン酸亜鉛
上記の高屈折率樹脂及び低屈折率樹脂を表1に示す量(質量部)で配合し、さらに硬化開始剤を配合し、これに溶媒であるトルエン50質量部及びメチルエチルケトン50質量部を添加して、温度70℃で攪拌溶解することにより、透明樹脂組成物のワニスを調製した。
【0075】
次に、厚み25μmのガラスクロス(旭化成エレクトロニクス(株)製、品番「1035」、Eガラス繊維、屈折率1.563)に、上記の透明樹脂組成物のワニスを含浸し、150℃で5分間加熱することにより、溶媒を除去すると共に樹脂を半硬化させてプリプレグ4を作製した。
【0076】
そして、実施例1については、まず図1(a)に示すように、2枚の矩形状プリプレグ4a(600mm×600mm)を重ねたものを1組とし、各組の間に鏡板6としてステンレスプレートを介在させて、一対の熱板7からなる枚葉プレス8に100組セットした後、温度170℃、圧力2MPa、時間15分の条件で加熱加圧成形することにより、矩形状透明フィルム1a(600mm×600mm)を一度に100枚得た。次に図1(b)に示すように、100枚の矩形状透明フィルム1aを幅20mmのポリイミドテープで連結させることによって、長尺状に形成された透明フィルム1(幅600mm、厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0077】
また、実施例2については、図2に示すように、2枚の長尺状プリプレグ4b(幅600mm)を重ね、これをダブルベルトプレス3(ヘルド社製(ドイツ))で温度170℃、圧力2MPa、速度1m/minの条件で加熱加圧成形して硬化させた後、温度170℃、時間15分の条件でポストキュアー処理を行うことによって、長尺状に形成された透明フィルム1(幅600mm、厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0078】
また、比較例1、2については、図3に示すように、2枚の長尺状プリプレグ4b(比較例1では幅600mm、比較例2では幅400mm)を重ね、これをラミロール16で温度170℃、圧力5kgf/cm、速度1m/minの条件で加熱加圧成形して硬化させた後、温度170℃、時間15分の条件でポストキュアー処理を行うことによって、長尺状に形成された透明フィルム1(比較例1では幅600mm、比較例2では幅400mm、比較例1、2の厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0079】
このようにして得られた実施例及び比較例の透明フィルムについて、次の測定及び評価を行った。
【0080】
[リタデーション]
(株)東京インスツルメンツ製複屈折測定装置「Abrio」を用い、測定波長:550nm、測定範囲:11mm×8mm、動作モード:透過の条件で、長尺状の透明フィルム1の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)のリタデーションをそれぞれ測定した。さらに透明フィルム1全体のリタデーションの平均値も算出した。なお、リタデーションは、透明フィルム1の面内の光学異方性を示す遅相軸と進相軸の屈折率差△nに透明フィルムの厚みdをかけた値△n・d(nm)である。
【0081】
[厚み]
JIS C6481の5.3.3の方法により、長尺状の透明フィルム1の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)の厚みをそれぞれ測定した。さらに透明フィルム1全体の厚みの平均値も算出した。
【0082】
[ガラス転移温度(Tg)]
長尺状のプリプレグ4の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)の樹脂分をそれぞれ掻き落とし、各樹脂分について透明フィルム1の成形条件と同じ条件で直圧成形することによって樹脂板を作製した。そして、各樹脂板を供試サンプルとしてガラス転移温度(Tg)をJIS C6481 TMA法に従って測定した。
【0083】
これらの測定及び評価の結果を表1に示す。
【0084】
【表1】
【符号の説明】
【0085】
1 透明フィルム
1a 矩形状透明フィルム
2 テープ
3 ダブルベルトプレス
【技術分野】
【0001】
本発明は、液晶ディスプレイの基板等に用いられる透明フィルムに関するものである。
【背景技術】
【0002】
従来、液晶ディスプレイ、プラズマディスプレイ、ELディスプレイ等のフラットパネルディスプレイの薄型、軽量化が進んでいるが、これをさらに進める手段としてガラス基板のプラスチックフィルムへの置き換えが検討されている。ガラス基板をプラスチックフィルムに置き換えることで、より薄くより軽くすることができると共に、割れにくさやフレキシビリティー(柔軟性)といった性質を付与することができる。
【0003】
さらに、このような一般の透明プラスチックフィルムの特性に加えて、耐熱性が高く、温度や湿度に対する寸法安定性が高いものとして、透明樹脂及びガラス繊維の基材からなる透明フィルムが提案されている(例えば、特許文献1、2参照)。
【0004】
この透明フィルムを製造する際には、ガラス繊維よりも屈折率の大きい高屈折率樹脂と、ガラス繊維よりも屈折率の小さい低屈折率樹脂とを混合して、屈折率がガラス繊維の屈折率に近似するように樹脂組成物を調製する。そしてガラス繊維の基材に樹脂組成物を含浸し、乾燥して半硬化することによりプリプレグを作製し、このプリプレグを加熱加圧成形することにより透明フィルムが製造される。高屈折率樹脂及び低屈折率樹脂としては、エポキシ樹脂等が用いられている。
【0005】
このように、基材を構成するガラス繊維の屈折率とマトリクス樹脂(樹脂組成物)の屈折率とを合わせることにより、透明フィルム内での光の屈折を抑え、視認性に優れたディスプレイの透明フィルムとして用いることができる。
【0006】
そしてこの透明フィルムは、液晶ディスプレイ等に要求される透明性、耐熱性、寸法安定性といった一般的な物性に加えて、ITO膜等の導電膜との密着性、表面平滑性、ガスバリア性等の性能も付与し得る材料として注目されている。
【0007】
ここで、透明フィルムは、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成し、さらにロール状に巻回しておくのが好ましい。
【0008】
そこで、従来、透明フィルム1を製造する場合には、長尺状プリプレグ4bを作製した後、図3に示すような一対のロール15からなるラミロール16を用い、複数枚の長尺状プリプレグ4bを重ねて連続して加熱加圧成形するようにしていた(例えば、特許文献3参照)。このようにすると、長尺状の透明フィルム1が得られ、そのままロール状に巻回することができるものである。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−307851号公報
【特許文献2】特開2009−066931号公報
【特許文献3】特開2007−045951号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、従来のラミロール16では、プリプレグ4に線圧を加えることしかできず、またこの線圧も短時間しか加えることができない。そのため、長尺状の透明フィルム1が得られても、この透明フィルム1の面内全体(特に幅方向)においては、リタデーション(位相差)等の物性がばらついており、均一な物性を有していないという問題点があった。
【0011】
本発明は上記の点に鑑みてなされたものであり、面内全体(特に幅方向)において均一な物性を有する透明フィルムを提供することを目的とするものである。
【課題を解決するための手段】
【0012】
本発明に係る透明フィルムは、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される透明フィルムにおいて、前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下であることを特徴とするものである。
【0013】
前記透明フィルムにおいて、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所との厚みの差が1μm以下であることが好ましい。
【0014】
前記透明フィルムにおいて、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下であることが好ましい。
【0015】
前記透明フィルムであって、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成された複数枚の矩形状透明フィルムをテープで連結させることによって長尺状に形成されていることが好ましい。
【0016】
前記透明フィルムであって、長尺状のガラス繊維の基材に透明樹脂組成物を含浸したものをダブルベルトプレスで加圧成形して硬化させることによって長尺状に形成されていることが好ましい。
【0017】
前記透明フィルムにおいて、ロール状に巻回されていることが好ましい。
【発明の効果】
【0018】
本発明に係る透明フィルムによれば、面内全体(特に幅方向)において均一な物性を有するものである。
【図面の簡単な説明】
【0019】
【図1】(a)は枚葉プレスによる矩形状透明フィルムの製造工程を示す概略正面図であり、(b)は矩形状透明フィルムをテープで連結させて長尺状の透明フィルムを製造する工程を示す概略斜視図である。
【図2】ダブルベルトプレスによる長尺状の透明フィルムの製造工程を示す概略正面図である。
【図3】ラミロールによる長尺状の透明フィルムの製造工程を示す概略正面図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態を説明する。
【0021】
本発明において透明フィルム1は、エポキシ樹脂等が配合された透明樹脂組成物をガラス繊維の基材に含浸し硬化して形成することができる。このように、透明フィルム1は、ガラス繊維の基材に透明樹脂組成物が保持されている透明複合シートであるが、具体的には、ガラス繊維よりも屈折率の大きい高屈折率樹脂と、ガラス繊維よりも屈折率の小さい低屈折率樹脂とを混合して、屈折率がガラス繊維の屈折率に近似するように調製された透明樹脂組成物を、ガラス繊維の基材に含浸し硬化して形成することができる。
【0022】
透明樹脂組成物に配合される高屈折率樹脂としては、シアネートエステル樹脂や下記式(I)で表される3官能以上の多官能エポキシ樹脂を用いることが好ましい。これらは1種単独で用いてもよく、両者を併用してもよい。
【0023】
【化1】
【0024】
式(I)におけるR1、R3〜R10の置換基としては、例えば、水素原子、低級アルキル基等の炭化水素基、その他の1価の有機基等が挙げられ、R2の置換基としては、例えば、2価の有機基等が挙げられる。
【0025】
シアネートエステル樹脂としては、例えば、2,2−ビス(4−シアネートフェニル)プロパン、ビス(3,5−ジメチル−4−シアネートフェニル)メタン、2,2−ビス(4−シアネートフェニル)エタン、これらの誘導体、芳香族シアネートエステル化合物等を用いることができる。これらは1種単独で用いてもよく、2種以上を併用してもよい。
【0026】
シアネートエステル樹脂は、エポキシ樹脂と共に硬化反応をさせることでトリアジン環やオキサゾリン環を生成し、エポキシ樹脂の架橋密度を高め、剛直な構造を形成することで硬化物に高いガラス転移温度(Tg)を付与することができる。また、シアネートエステル樹脂は常温で固形であるため、後述のように透明樹脂組成物をガラス繊維の基材に含浸し乾燥することによりプリプレグ4を作製する際に、指触乾燥することが容易になり、プリプレグ4の取扱い性が良好になる。
【0027】
透明樹脂組成物にシアネートエステル樹脂を配合する場合、その配合量は、高屈折率樹脂及び低屈折率樹脂の全量に対して、好ましくは10〜40質量%、より好ましくは25〜35質量%である。上記配合量が10質量%以上であるとガラス転移温度(Tg)を十分に向上させることができ、上記配合量が40質量%以下であると溶解度が良好でシアネートエステル樹脂が含浸工程や保存中にワニス中から析出することを抑制することができる。
【0028】
上記式(I)で表される3官能以上の多官能エポキシ樹脂は、これを用いることで、高い透明性を維持しつつ、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができ、さらに熱による変色も抑制することができる。
【0029】
式(I)におけるR2の2価の有機基としては、例えば、フェニレン基等の置換又は無置換のアリーレン基、置換又は無置換のアリーレン基と炭素原子又は炭素鎖とが結合した構造を持つ基等が挙げられる。炭素原子又は炭素鎖としては、例えば、メチルメチレン基、ジメチルメチレン基等のアルキレン基、カルボニル基等が挙げられる。
【0030】
R2の2価の有機基としては、式(I)の右側のグリシジルオキシ基にフェニレン基が結合してグリシジルオキシフェニル基を構成する基が好ましく用いられる。また、熱による透明フィルムの変色抑制の点から、アリーレン基同士の間に介在する炭素原子又は炭素鎖に、メチレン基(−CH2−)を含まないものが好ましく用いられる。
【0031】
R2の2価の有機基としては、例えば、下記の構造(四角括弧内)が挙げられる。
【0032】
【化2】
【0033】
式(I)におけるR3〜R10のエポキシ基含有の分子鎖としては、例えば、下記の構造(四角括弧内)が挙げられる。
【0034】
【化3】
【0035】
(式中、pは正の整数を示す。)
式(I)で表される3官能以上の多官能エポキシ樹脂としては、例えば、下記式(I-a)、(I-b)、(I-c)で表される多官能エポキシ樹脂を用いることができる。
【0036】
【化4】
【0037】
【化5】
【0038】
(式中、qは正の整数を示す。)
【0039】
【化6】
【0040】
特に高屈折率樹脂としては、上記式(I-a)で表される3官能のエポキシ樹脂を用いることが好ましい。これにより、他の式(I)で表される3官能以上の多官能エポキシ樹脂を用いる場合に比べて、高い透明性を維持しつつ、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができ、さらに熱による変色も抑制することができる。
【0041】
高屈折率樹脂としての、シアネートエステル樹脂、式(I)で表される3官能以上の多官能エポキシ樹脂、あるいはこれらの混合物の屈折率は、好ましくは1.58〜1.63である。例えば、ガラス繊維の屈折率が1.563(Eガラス)である場合、高屈折率樹脂は屈折率が1.6前後のものが好ましく、ガラス繊維の屈折率をnとすると、n+0.03〜n+0.06の範囲のものが好ましい。また、ガラス繊維の屈折率が1.528(Tガラス)である場合、高屈折率樹脂は屈折率が1.5前後のものが好ましく、ガラス繊維の屈折率をnとすると、n+0.03〜n+0.08の範囲のものが好ましい。
【0042】
なお、本発明において、樹脂の屈折率は、いずれも硬化した樹脂の状態(硬化樹脂)での屈折率を意味するものであり、ASTM D542に従って試験した値である。
【0043】
他方、透明樹脂組成物に配合される低屈折率樹脂としては、エポキシ樹脂を用いることができる。中でも、下記式(II)で表される構造を有する多官能エポキシ樹脂が好ましく用いられる。このような多官能エポキシ樹脂は、脂環式で透明性が高く、ガラス転移温度(Tg)が高く硬化物の耐熱性を高めることができる。
【0044】
【化7】
【0045】
式(II)において、有機基Rは、四角括弧内の脂環式エポキシ構造に基づく本発明の効果を損なわない範囲内において任意であってよいが、例えば、炭素数1〜10の直鎖又は分岐の炭化水素基等が挙げられる。式(II)のmは、特に限定されないが、例えば1〜5であり、nは、特に限定されないが、好ましくは常温(25℃)で流動性を失い固形となる範囲とされる。常温で固形であることで、透明フィルム1の製造を容易にすることができる。
【0046】
式(II)で表される構造を有する多官能エポキシ樹脂としては、例えば、2,2−ビス(ヒドロキシメチル)−1−ブタノールに1,2−エポキシ−4−(2−オキシラニル)シクロヘキサンを付加して得られるものを用いることができる。具体的には、例えば、下記式(II-a)で表されるものを用いることができる。
【0047】
【化8】
【0048】
(式中、3つのnはそれぞれ独立に正の整数を示す。)
この多官能エポキシ樹脂は、例えば、融点が85℃程度であり、分子量は、特に限定されないが、例えば、2000〜3000程度である。
【0049】
また、低屈折率樹脂としては、式(II)で表される構造を有する多官能エポキシ樹脂の他、例えば、水添ビスフェノール型エポキシ樹脂を用いることができる。水添ビスフェノール型エポキシ樹脂としては、例えば、ビスフェノールA型、ビスフェノールF型、ビスフェノールS型等のものを用いることができる。好ましくは、常温で固形の水添ビスフェノール型エポキシ樹脂が用いられる。常温で液状の水添ビスフェノール型エポキシ樹脂を用いることもできるが、透明樹脂組成物をガラス繊維の基材に含浸し乾燥することによりプリプレグ4を作製する際に、指触で粘着性のある状態にまでしか乾燥することができないことが多く、プリプレグ4の取扱い性が悪くなる場合がある。
【0050】
低屈折率樹脂の屈折率は、好ましくは1.47〜1.53である。例えば、ガラス繊維の屈折率が1.563(Eガラス)である場合、低屈折率樹脂は屈折率が1.5前後のものが好ましく、ガラス繊維の屈折率をnとすると、n−0.04〜n−0.08の範囲のものが好ましい。ガラス繊維の屈折率が1.528(Tガラス)である場合、低屈折率樹脂の屈折率は、ガラス繊維の屈折率をnとすると、n−0.01〜n−0.03の範囲のものが好ましい。
【0051】
透明樹脂組成物の硬化後のガラス転移温度(Tg)は200℃以上であることが好ましく、210℃以上であることがより好ましく、230℃以上であることが最も好ましい。このように、硬化樹脂の高いガラス転移温度(Tg)により、透明フィルム1の耐熱性を高めることができる。ガラス転移温度(Tg)の上限は特に限定されないが、実用的には350℃程度が上限である。なお、本発明においてガラス転移温度(Tg)は、JIS C6481 TMA法に従って測定した値である。
【0052】
本発明において、透明樹脂組成物には、硬化開始剤(硬化剤)を配合することができる。硬化開始剤としては、例えば、有機金属塩等を用いることができる。有機金属塩としては、例えば、オクタン酸、ステアリン酸、アセチルアセトネート、ナフテン酸、サリチル酸等の有機酸と、Zn、Cu、Fe等の金属との塩等が挙げられる。これらは1種単独で用いてもよく、2種以上を併用してもよい。このように、硬化開始剤として有機金属塩を用いることにより、硬化樹脂のガラス転移温度(Tg)を高めることができる。中でも、硬化開始剤としてはオクタン酸亜鉛を用いることが好ましい。このように、硬化開始剤としてオクタン酸亜鉛を用いることにより、他の有機金属塩を用いる場合に比べて、硬化樹脂のガラス転移温度(Tg)をより高めることができる。透明樹脂組成物における有機金属塩の配合量は、好ましくは0.01〜0.1PHRの範囲である。
【0053】
また、硬化開始剤としては、カチオン系硬化開始剤を用いることもできる。カチオン系硬化開始剤としては、例えば、芳香族スルホニウム塩、芳香族ヨードニウム塩、芳香族アンモニウム塩、アルミニウムキレート、三フッ化ホウ素アミン錯体等が挙げられる。このように、硬化開始剤としてカチオン系硬化開始剤を用いることにより、硬化樹脂の透明性を高めることができる。透明樹脂組成物におけるカチオン系硬化開始剤の配合量は、好ましくは0.2〜3.0PHRの範囲である。
【0054】
さらに硬化開始剤として、トリエチルアミン、トリエタノールアミン等の3級アミン、2−エチル−4−イミダゾール、4−メチルイミダゾール、2−エチル−4−メチルイミダゾール等の硬化触媒を用いることもできる。透明樹脂組成物におけるこれらの硬化触媒の配合量は、好ましくは0.5〜5.0PHRの範囲である。
【0055】
そして、透明樹脂組成物は、高屈折率樹脂、低屈折率樹脂、必要に応じて硬化開始剤等を配合することにより調製することができる。この透明樹脂組成物は、必要に応じて溶媒で希釈してワニスとして調製することができる。溶媒としては、例えば、ベンゼン、トルエン、キシレン、メチルエチルケトン、メチルイソブチルケトン、アセトン、メタノール、エタノール、イソプロピルアルコール、2−ブタノール、酢酸エチル、酢酸ブチル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノメチルエーテルアセテート、ジアセトンアルコール、N,N’−ジメチルアセトアミド等が挙げられる。
【0056】
基材を構成するガラス繊維としては、透明フィルムの耐衝撃性を高める点や、安価で供給品質が安定している点等から、EガラスやNEガラスの繊維が好ましく用いられる。Eガラス繊維は無アルカリガラス繊維とも称され、樹脂強化用ガラス繊維として汎用されるガラス繊維であり、NEガラスはNewEガラスのことである。また、Tガラスの繊維を用いることも好ましい。Tガラスは、汎用のEガラスに比べて機械的、熱的特性に優れ、より低いリタデーション(位相差)を得ることができる。
【0057】
また、ガラス繊維には、耐衝撃性を向上させる目的で、ガラス繊維処理剤として通常用いられているシランカップリング剤により表面処理しておくことが好ましい。ガラス繊維の屈折率は、好ましくは1.55〜1.57、より好ましくは1.555〜1.565である。この場合、硬化後の高屈折率樹脂の屈折率は1.58〜1.63、硬化後の低屈折率樹脂の屈折率は1.47〜1.53であることが好ましい。ガラス繊維、高屈折率樹脂及び低屈折率樹脂の屈折率が上記の範囲であれば、視認性に優れた透明フィルムを低コストで得ることができる。あるいはガラス繊維の屈折率が1.50〜1.53、硬化後の高屈折率樹脂の屈折率が1.54〜1.63、硬化後の低屈折率樹脂の屈折率が1.47〜ガラス繊維の屈折率であることも好ましい。この場合、よりリタデーションが低く、視認性に優れた透明フィルム1を得ることができる。ガラス繊維の基材としては、ガラス繊維の織布あるいは不織布を用いることができる。
【0058】
そしてガラス繊維の基材に透明樹脂組成物のワニスを含浸し、加熱して乾燥することにより、プリプレグ4を作製することができる。乾燥条件は、特に限定されないが、乾燥温度100〜160℃、乾燥時間1〜10分間の範囲が好ましい。なお、プリプレグ4は、通常、長尺状のガラス繊維の基材に透明樹脂組成物のワニスを含浸し加熱して乾燥することにより長尺状に作製されるが、このような長尺状プリプレグ4bは、保管や運搬など取り扱い性の観点から、例えば円柱状のコア5を芯としてロール状に巻回することが好ましい。
【0059】
次にこのプリプレグ4を1枚、あるいは複数枚重ね、加熱加圧成形することにより、透明樹脂組成物を硬化させて透明フィルム1を得ることができる。加熱加圧成形の条件は、特に限定されないが、温度150〜200℃、圧力1〜4MPa、時間10〜120分間の範囲が好ましい。
【0060】
ここで、長尺状(帯状)の透明フィルム1は、次のようにして製造することができる。なお、透明フィルム1の幅は500〜3000mm程度である。
【0061】
まず、図1(a)に示すように、1枚の矩形状プリプレグ4a又は複数枚の矩形状プリプレグ4aを重ねたものを1組とし、各組の間にステンレスプレート等の鏡板6を介在させて、一対の熱板7からなる枚葉プレス8に複数組セットした後、加熱加圧成形することにより、矩形状透明フィルム1aを一度に複数枚得る。なお、プリプレグ4は、通常、長尺状のガラス繊維の基材に透明樹脂組成物のワニスを含浸し加熱して乾燥することにより長尺状に作製されるが、これを矩形状に切断することにより矩形状プリプレグ4aを得ることができる。また、矩形状には長方形のほか正方形も含まれる。次に、図1(b)に示すように、複数枚の矩形状透明フィルム1aをポリイミドテープ等のテープ2で連結させることによって、長尺状に形成された透明フィルム1を得ることができる。この長尺状の透明フィルム1を構成する各矩形状透明フィルム1aは、図3のような従来のラミロール16の一対のロール15間の線圧を受けて形成されているのではなく、図1(a)のような枚葉プレス8の一対の熱板7間の面圧を受けて形成されているので、面内全体(特に幅方向)においてリタデーション等の物性がばらつくことなく均一な物性を有しているものである。このようにして得られた長尺状の透明フィルム1は、例えば円柱状のコア9を芯としてロール状に巻回することが好ましい。このようなロール状の透明フィルム1は、保管や運搬など取り扱い性に優れているものであり、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成され、さらにロール状に巻回されているので、作業性やコストの面で優れている。
【0062】
また、長尺状(帯状)の透明フィルム1は、図2に示すようなダブルベルトプレス3を用いて、次のようにして製造することもできる。ダブルベルトプレス3は、上側の入口ロール10a及び出口ロール11a間に掛架したステンレス製等の無端ベルト12と、下側の入口ロール10b及び出口ロール11b間に掛架したステンレス製等の無端ベルト13とを密接させて形成されている。なお、無端ベルト12,13の速度は0.1〜10m/minに設定することができるが、これに限定されるものではない。また図2中、14はガイドロールである。そして、1枚の長尺状プリプレグ4b又は複数枚の長尺状プリプレグ4bを重ね、これをダブルベルトプレス3で加熱加圧成形して硬化させることによって、長尺状に形成された透明フィルム1を得ることができる。具体的には、図2に示すものでは2枚の長尺状プリプレグ4bを長手方向に送り、そのままこれをダブルベルトプレス3の上下の入口ロール10a,10b間に挿入し、2枚の長尺状プリプレグ4bを重ねて送りながら、上下の無端ベルト12,13で加熱加圧成形して硬化させた後、上下の出口ロール11a,11b間から引き出すことによって、長尺状の透明フィルム1を連続的に製造することができる。なお、ポストキュアー(アフターキュアー)の条件は、例えば、100〜300℃、5〜300分に設定することができる。上記のようにして得られた長尺状の透明フィルム1は、図3のような従来のラミロール16の一対のロール15間の線圧を受けて形成されているのではなく、図2のようなダブルベルトプレス3の一対の無端ベルト12,13間の面圧を受けて形成されているので、面内全体(特に幅方向)においてリタデーション等の物性がばらつくことなく均一な物性を有しているものである。このようにして得られた長尺状の透明フィルム1は、例えば円柱状のコア9を芯としてロール状に巻回することが好ましい。このようなロール状の透明フィルム1は、保管や運搬など取り扱い性に優れているものであり、ITO膜等の導電膜の成膜やハードコート層等の樹脂層の形成など後工程を考慮すると、あらかじめ長尺状に形成され、さらにロール状に巻回されているので、作業性やコストの面で優れている。
【0063】
そして、上記のようにして得られる透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所とのリタデーションの差は0.2nm以下(下限は0nm)である。ここで、リタデーションは、例えば(株)東京インスツルメンツ製「複屈折イメージングシステム Abrio」等の複屈折測定装置を用いて測定することができる。そして、上記の透明フィルム1は、その面内全体(特に幅方向)において均一な物性(複屈折性)を有することになる。さらにこの透明フィルム1全体のリタデーションの平均値は1.4nm未満であることが好ましく、1.3nm以下(下限は特に限定されないが0.1nm)であることがより好ましい。これにより、透明フィルム1全体の複屈折を低減することができ、液晶ディスプレイ等に好適に用いることができるものである。
【0064】
また、上記の透明フィルム1において、高屈折率樹脂と低屈折率樹脂とが重合して形成される樹脂マトリクスは、ガラス転移温度(Tg)が高いものであり、耐熱性に優れた透明フィルム1を得ることができる。そして、特に上記の透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下(下限は0℃)であることが好ましい。これにより、この透明フィルム1は均一な物性(耐熱性)を有することになる。
【0065】
また、上記に例示したような高屈折率樹脂と低屈折率樹脂は、透明性に優れるものであり、高い透明性を確保した透明フィルム1を得ることができる。この透明フィルム1において、ガラス繊維の基材の含有率は25〜65質量%の範囲が好ましく、より好ましくは35〜60質量%の範囲である。この範囲であれば、ガラス繊維による補強効果で高い耐衝撃性を得ることができると共に、十分な透明性を得ることができる。また、ガラス繊維が多過ぎると表面の凹凸が大きくなり、透明性も低下する。一方、ガラス繊維が少な過ぎると透明フィルム1の熱膨張係数が大きくなる場合がある。
【0066】
また、ガラス繊維の基材は、透明性を高く得るために、厚みの薄いものを複数枚重ねて用いることができる。具体的には、ガラス繊維の基材として厚み50μm以下のものを用い、これを2枚以上重ねて用いることができる。ガラス繊維の基材の厚みは、特に限定されないが、10μm程度が実用上の下限である。また、ガラス繊維の基材の枚数も特に限定されないが、20枚程度が実用上の上限である。このように複数枚のガラス繊維の基材を用いて透明フィルム1を製造する場合、各々のガラス繊維の基材に透明樹脂組成物を含浸、乾燥してプリプレグ4を作製し、このプリプレグ4を複数枚重ねて加熱加圧成形することにより透明フィルム1を得ることができるが、複数枚のガラス繊維の基材を重ねた状態で透明樹脂組成物を含浸、乾燥してプリプレグ4を作製し、このプリプレグ4を加熱加圧成形して透明フィルム1を得るようにしてもよい。このようにして得られる透明フィルム1の厚みの平均値は30〜200μmであることが好ましい。そして、特に上記の透明フィルム1において、透明フィルムの幅方向における中心部と、この中心部から幅方向に250mm離れた箇所との厚みの差が1μm以下であることが好ましく、0.5μm以下(下限は0μm)であることが好ましい。これにより、この透明フィルム1は均一な物性(厚み)を有することになる。
【0067】
このようにして得られる本発明の透明フィルム1は、透明性及び耐熱性に優れ、さらにリタデーションも低いものとなる。透明フィルム1の白色光透過率は、例えば88%以上とすることができる。また、透明フィルム1の表面にITOにより導電性を付与することも可能であり、液晶ディスプレイ等に適している。
【0068】
また、本発明の透明フィルム1は寸法安定性も高く、特に面方向(XY方向)において低い熱膨張係数(CTE)を有している。例えば、50〜150℃における面方向の熱膨張係数を30ppm/℃以下とすることができる。
【0069】
また、本発明の透明フィルム1の表面は平滑であり、例えば、表面粗さ(Rz)を1μm以下とすることができる。
【0070】
本発明の透明フィルム1の少なくとも片面にはハードコート層を設けることができる。ハードコート層としては、従来のプラスチックフィルム等のハードコート層として知られている構成を適用することもできるが、例えば、透明フィルム1の表面にラミネート転写工法で数μmのエポキシ樹脂層を形成することで、表面が平滑なハードコート層を得ることができる。具体的には、まずキャリアフィルムとなるPETフィルム等に、溶媒に溶解した分子量の大きいエポキシ樹脂を塗工する。次にこのフィルムを真空ラミネータを用いて透明フィルム1の表面にラミネートする。その後、紫外線照射あるいは熱処理でエポキシ樹脂を硬化させ、最後にキャリアフィルムを除去することで平滑なハードコート層を得ることができる。
【0071】
また、本発明の透明フィルム1の少なくとも片面にはガスバリア層を設けることができる。例えば、透明フィルム1の表面に、SiO2やSiONXの薄膜をスパッタリング等により形成することで、あるいはこれらの無機薄膜と、アクリル樹脂若しくはエポキシ樹脂又はこれらの混合物等の有機樹脂膜とを積層することで、平滑なガスバリア層を得ることができる。
【実施例】
【0072】
以下、実施例により本発明をさらに詳しく説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、表1の配合量は質量部を示す。
【0073】
実施例及び比較例の配合成分として以下のものを用いた。
【0074】
1.高屈折率樹脂
・テクモアVG3101、(株)プリンテック製、上記式(I-a)で表される分子構造を有する3官能エポキシ樹脂、屈折率1.59
・BADCy、Lonza社製、固形のシアネートエステル樹脂、2,2−ビス(4−シアネートフェニル)プロパン、屈折率1.59
2.低屈折率樹脂
・EHPE3150、ダイセル化学工業(株)製、2,2−ビス(ヒドロキシメチル)−1−ブタノールの1,2−エポキシ−4−(2−オキシラニル)シクロヘキサン付加物、エポキシ当量185、分子量2234、屈折率1.51
3.硬化開始剤
・オクタン酸亜鉛
上記の高屈折率樹脂及び低屈折率樹脂を表1に示す量(質量部)で配合し、さらに硬化開始剤を配合し、これに溶媒であるトルエン50質量部及びメチルエチルケトン50質量部を添加して、温度70℃で攪拌溶解することにより、透明樹脂組成物のワニスを調製した。
【0075】
次に、厚み25μmのガラスクロス(旭化成エレクトロニクス(株)製、品番「1035」、Eガラス繊維、屈折率1.563)に、上記の透明樹脂組成物のワニスを含浸し、150℃で5分間加熱することにより、溶媒を除去すると共に樹脂を半硬化させてプリプレグ4を作製した。
【0076】
そして、実施例1については、まず図1(a)に示すように、2枚の矩形状プリプレグ4a(600mm×600mm)を重ねたものを1組とし、各組の間に鏡板6としてステンレスプレートを介在させて、一対の熱板7からなる枚葉プレス8に100組セットした後、温度170℃、圧力2MPa、時間15分の条件で加熱加圧成形することにより、矩形状透明フィルム1a(600mm×600mm)を一度に100枚得た。次に図1(b)に示すように、100枚の矩形状透明フィルム1aを幅20mmのポリイミドテープで連結させることによって、長尺状に形成された透明フィルム1(幅600mm、厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0077】
また、実施例2については、図2に示すように、2枚の長尺状プリプレグ4b(幅600mm)を重ね、これをダブルベルトプレス3(ヘルド社製(ドイツ))で温度170℃、圧力2MPa、速度1m/minの条件で加熱加圧成形して硬化させた後、温度170℃、時間15分の条件でポストキュアー処理を行うことによって、長尺状に形成された透明フィルム1(幅600mm、厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0078】
また、比較例1、2については、図3に示すように、2枚の長尺状プリプレグ4b(比較例1では幅600mm、比較例2では幅400mm)を重ね、これをラミロール16で温度170℃、圧力5kgf/cm、速度1m/minの条件で加熱加圧成形して硬化させた後、温度170℃、時間15分の条件でポストキュアー処理を行うことによって、長尺状に形成された透明フィルム1(比較例1では幅600mm、比較例2では幅400mm、比較例1、2の厚みの平均値70μm)を得た。さらにこの長尺状の透明フィルム1を円柱状のコア9を芯としてロール状に巻回することによってロール状の透明フィルム1とした。
【0079】
このようにして得られた実施例及び比較例の透明フィルムについて、次の測定及び評価を行った。
【0080】
[リタデーション]
(株)東京インスツルメンツ製複屈折測定装置「Abrio」を用い、測定波長:550nm、測定範囲:11mm×8mm、動作モード:透過の条件で、長尺状の透明フィルム1の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)のリタデーションをそれぞれ測定した。さらに透明フィルム1全体のリタデーションの平均値も算出した。なお、リタデーションは、透明フィルム1の面内の光学異方性を示す遅相軸と進相軸の屈折率差△nに透明フィルムの厚みdをかけた値△n・d(nm)である。
【0081】
[厚み]
JIS C6481の5.3.3の方法により、長尺状の透明フィルム1の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)の厚みをそれぞれ測定した。さらに透明フィルム1全体の厚みの平均値も算出した。
【0082】
[ガラス転移温度(Tg)]
長尺状のプリプレグ4の幅方向における中心部及び端部(中心部から幅方向に250mm離れた箇所)の樹脂分をそれぞれ掻き落とし、各樹脂分について透明フィルム1の成形条件と同じ条件で直圧成形することによって樹脂板を作製した。そして、各樹脂板を供試サンプルとしてガラス転移温度(Tg)をJIS C6481 TMA法に従って測定した。
【0083】
これらの測定及び評価の結果を表1に示す。
【0084】
【表1】
【符号の説明】
【0085】
1 透明フィルム
1a 矩形状透明フィルム
2 テープ
3 ダブルベルトプレス
【特許請求の範囲】
【請求項1】
ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される長尺状の透明フィルムにおいて、前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下であることを特徴とする透明フィルム。
【請求項2】
前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所との厚みの差が1μm以下であることを特徴とする請求項1に記載の透明フィルム。
【請求項3】
前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下であることを特徴とする請求項1又は2に記載の透明フィルム。
【請求項4】
請求項1乃至3のいずれか1項に記載の透明フィルムであって、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成された複数枚の矩形状透明フィルムをテープで連結させることによって長尺状に形成されていることを特徴とする透明フィルム。
【請求項5】
請求項1乃至3のいずれか1項に記載の透明フィルムであって、長尺状のガラス繊維の基材に透明樹脂組成物を含浸したものをダブルベルトプレスで加圧成形して硬化させることによって長尺状に形成されていることを特徴とする透明フィルム。
【請求項6】
ロール状に巻回されていることを特徴とする請求項1乃至5のいずれか1項に記載の透明フィルム。
【請求項1】
ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成される長尺状の透明フィルムにおいて、前記透明フィルムの幅が500mm以上であると共に、前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのリタデーションの差が0.2nm以下であることを特徴とする透明フィルム。
【請求項2】
前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所との厚みの差が1μm以下であることを特徴とする請求項1に記載の透明フィルム。
【請求項3】
前記透明フィルムの幅方向における中心部と、前記中心部から前記幅方向に250mm離れた箇所とのガラス転移温度(Tg)の差が3℃以下であることを特徴とする請求項1又は2に記載の透明フィルム。
【請求項4】
請求項1乃至3のいずれか1項に記載の透明フィルムであって、ガラス繊維の基材に透明樹脂組成物を含浸し硬化して形成された複数枚の矩形状透明フィルムをテープで連結させることによって長尺状に形成されていることを特徴とする透明フィルム。
【請求項5】
請求項1乃至3のいずれか1項に記載の透明フィルムであって、長尺状のガラス繊維の基材に透明樹脂組成物を含浸したものをダブルベルトプレスで加圧成形して硬化させることによって長尺状に形成されていることを特徴とする透明フィルム。
【請求項6】
ロール状に巻回されていることを特徴とする請求項1乃至5のいずれか1項に記載の透明フィルム。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−92178(P2012−92178A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−238877(P2010−238877)
【出願日】平成22年10月25日(2010.10.25)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月25日(2010.10.25)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]