
透明レーザーマーキングシート、及びレーザーマーキング方法
【課題】レーザーマーキング機能を有するシートが、インク受理層を有し、たとえば昇華型直接熱転写方式、又は昇華型間接熱転写方式によるカラー印刷適性に優れ、又、レーザーマーキングにより、コントラストが高く、鮮明な文字、記号、画像が得られ、加熱融着性、透明性、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性、耐摩耗性を兼ね備えた電子パスポート用、プラスチックカード用に好適な多層シートを提供する。
【解決手段】レーザー光エネルギー吸収体を含む透明ポリカーボネート樹脂組成物、からなる単層シート、あるいはスキン層とコア層を有する多層シートからなる基材シートの少なくとも片面に、塩化ビニルを主体とする共重合体または特殊官能基を有するポリエステル系樹脂を含むインク受理層形成剤を設けてなる透明レーザーマーキングシートである。
【解決手段】レーザー光エネルギー吸収体を含む透明ポリカーボネート樹脂組成物、からなる単層シート、あるいはスキン層とコア層を有する多層シートからなる基材シートの少なくとも片面に、塩化ビニルを主体とする共重合体または特殊官能基を有するポリエステル系樹脂を含むインク受理層形成剤を設けてなる透明レーザーマーキングシートである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。特に、昇華型熱転写方式によるカラー印刷適性と、レーザーマーキングによるマーキング特性に優れた透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。また、プラスチックカード用、又は電子パスポート用として好適に用いることができる透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。
【背景技術】
【0002】
国際交流が進展する中で、人の移動が国を超えて活発化している昨今、個人を特定し身分又は身元を証明する手段として、個人情報を記録したIDカード、或いはパスポート等の身分証明書(身元証明書)等が使用される。特に、公的機関や信頼性の高い団体の発行する身分証明書の重要性が高まっているのが現状である。
【0003】
2001年9月のアメリカ同時多発テロ事件以降、各国において出入国管理を厳しくする等の対策が講じられる。たとえば、国連の専門機関ICAO(International Civil Aviation Organization)が標準規格を制定し、個人情報の書き込み、読み取り可能なICチップを組入れた電子パスポート導入の取組みを開始しているのが現状である。
【0004】
他方、ICチップを組入れたプラスチックカードは、磁気カードに比べ、大量の情報を記録することができ、又、偽造、改竄されにくいという利点を有することから、キャッシュカード、クレジットカード、プリペイドカード、電子マネーカード、ETCカード、各種会員証、社員証、学生証、或いは交通機関の定期券等に広く利用されている。
【0005】
このような各種ICチップを組入れた電子パスポート、或いはプラスチックカード等においては、個人情報を書き込んだICチップの他に、カード本体等に個人名、記号、文字、写真、図柄等の情報を表示するのが一般的であり、本人認証プロセスの際の中心的役割を果たし、国民生活に利便性をもたらしている。
【0006】
ところで、上記した電子パスポートは、個人を特定し証明し得るものであるから、国、或いは国の指定若しくは代行機関以外の第三者が、個人情報の偽造や改竄等を容易に行えるものであれば、その信頼性が低いものとなり、国際交流の進展や人の世界規模での移動に支障を与えることになりかねない。
【0007】
そこで、前述の電子パスポート、或いはICカード、IDカードなどのプラスチックカード等においては、改竄や偽造の防止が重要な問題となっている。すなわち、電子パスポート、ICカード、IDカードなどのプラスチックカード等に、コントラストが高く、鮮明な表示を付与することが、偽造や改竄等を防止する観点から、カード自体の物理仕様上の対策が極めて重要とされる。
【0008】
このような問題に対して、カードを構成するシート自体に、レーザーマーク機能を付与し、個人名、記号、文字、写真、図柄等をレーザーマーキングできるレーザーマーキング用シートが注目されており、たとえば、以下の特許文献1〜2がある。又文字、記号、画像、図柄等のカラー印刷を行なうことができるICカード用シートとしては、以下の特許文献3〜4がある。
【0009】
特許文献1には、コア層の両面にスキン層を有する、少なくとも3層から形成されるカード用オーバーシートが記載されている。このカード用オーバーシートのスキン層は、非結晶性芳香族ポリエステル系樹脂と、滑剤とから形成されている。又、コア層は、ポリカーボネート樹脂と、レーザー光エネルギー吸収体とから形成されている。さらに、前記3層シートは、その全厚さ、及び前記3層シートの全厚さに対するコア層の厚さの割合が規定されている。
【0010】
また、特許文献2には、ポリカーボネート、ポリエチレンテレフタレートなどの熱可塑性樹脂から形成されてなる表層と、ポリカーボネート、エネルギー吸収体、及び着色剤から形成されてなる内層とを、溶融共押出しにより形成されたレーザーマーキング用多層シートが開示されている。
【0011】
さらに、特許文献3には、エチレングリコール成分の特定量を、シクロヘキサンメタンジオールで置換してなる共重合ポリエステル樹脂組成物からなるシートで形成されたICカード用コアシート、及びオーバーシートが記載されている。又、前記シートの片面は、エンボス加工が施されていることが開示されている。
【0012】
また、特許文献4には、エチレングリコール単位と、1,4−シクロヘキサンジメタノール単位のモル比が異なる2種のポリエステル、及び芳香族ポリカーボネートを含有してなるポリエステル樹脂組成物から形成される無延伸シートであって、その片面に、マット加工が施された識別カード用シートが記載されている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第4142086号公報
【特許文献2】特許第4379668号公報
【特許文献3】特開平9−66590号公報
【特許文献4】特開平11−100451号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
確かに、特許文献1におけるカード用オーバーシートでは、レーザー光エネルギーの照射により、前記オーバーシートに損傷なくマーキングでき、且つ、生地部と印字部とのコントラストが高く、鮮明な文字、記号、画像が得られ、耐熱性に優れる。しかし、前記シートの最外層のスキン層は、非結晶性芳香族ポリエステル系樹脂と、滑剤とから形成されている。そのため、スキン層に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷により、発色性と鮮明性に優れた文字、記号、画像、図柄等のカラー印刷を行うことが難しい。
【0015】
また、特許文献2のレーザーマーキング用多層シートでは、良好なレーザーマーキング性を有する。しかし、上記特許文献1と同様に、表層が、ポリカーボネート、ポリエチレンテレフタレートなどの熱可塑性樹脂から形成されている。したがって、この表層に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷により発色性と鮮明性に優れた文字、記号、画像、図柄等を記録することが困難である。
【0016】
さらに、特許文献3のICカードでは、印刷インキ接着性、インキ着肉仕上がり性、印刷機械適性などの印刷に関する適性を付与するための手段が、エンボス加工によるものである。前記エンボス加工では、ある程度の印刷機械適性が得られるが、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷の発色再現性、鮮明性に劣る。又、たとえカラー印刷ができたとしても、印刷が剥がれ易い。なお、この特許文献3のICカードは、オーバーシートとコアシートが融着され、内部にICチップ搭載モジュールが配設されてなるものであり、レーザーマーキング機能を有しているものではない。情報は、印刷によるだけであり、改竄防止、及び偽造防止に劣るおそれがある。
【0017】
また、特許文献4の識別カードでは、上記特許文献3と同様に、印刷インキ接着性、インキ着肉仕上がり性、印刷機械適性などの印刷に関する適性の付与は、単にポリエステル樹脂シート表面に形成されたエンボス加工によるものである。前記エンボス加工では、上記特許文献3と同様に、ある程度の印刷適性が得られるが、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷の発色再現性、鮮明性に劣る。又、印刷された文字、絵柄などが剥がれ易いという問題がある。さらに、この特許文献4のICカードは、オーバーシートとコアシートとが、融着されてなり、内部にICチップ搭載モジュールが配設されてなるものである。したがって、上記特許文献3に記載のICカードと同じく、レーザーマーキング機能を有しているものではない。情報は、印刷によるだけであり、改竄防止、及び偽造防止に劣るという問題を有している。
【0018】
本発明は、上記問題点を解決すべくなされたものであり、印刷性、密着性、及び透明性を兼ね備えた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。又、基材シートの少なくとも片面に、インク受理層を設けてなる透明レーザーマーキングシートは、昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷性にきわめて優れる。又、前記インク受理層は、基材シートと強固に密着し、剥離したり、変質することがない。さらに、前記透明レーザーマーキングシートは、レーザー光エネルギーの照射により、透明レーザーマーキングシートが損傷することなく、文字、記号、画像等の情報をマーキングすることができる。しかも基材シート(地肌部分)と、マーキングされた情報部分とのコントラストが高く、鮮明なマーキングが得られる透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。さらに、シートの搬送性、熱プレス後の金型からの離型性を有し、耐熱性、耐折り曲げ性、耐摩耗性を有し、改竄防止、偽造防止に優れた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。
【0019】
さらに、レーザーマーキングにより、コントラストが高く、鮮明な表示を実現でき、又、改竄防止、偽造防止に優れたプラスチックカード、及び電子パスポートを提供できる。
【0020】
本発明により、以下の透明レーザーマーキングシート、及びレーザーマーキング方法が提供される。
【課題を解決するための手段】
【0021】
[1]レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成され、前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシート。
【0022】
[2]前記透明レーザーマーキングシートのレーザー光エネルギー吸収体が、カーボンブラック、チタンブラック、金属酸化物から選ばれる1種または2種以上を含有してなる前記[1]に記載の透明レーザーマーキングシート。
【0023】
[3]前記単層シートが、ポリカーボネート樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる透明ポリカーボネート樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる前記[1]または[2]に記載の透明レーザーマーキングシート。
【0024】
[4]前記多層シートを構成するスキン層が、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる非結晶性芳香族ポリエステル樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる前記[1]または[2]に記載の透明レーザーマーキングシート。
【0025】
[5]前記単層シート及び前記多層シートのコア層を構成するポリカーボネート樹脂のISO1133に準じて測定したメルトボリュムレイトが、4〜30cm3/10分である前記[1]〜[4]のいずれかに記載の透明レーザーマーキングシート。
【0026】
[6]前記塩化ビニル共重合体における、塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が100〜2000である前記[1]〜[5]のいずれかに記載の透明レーザーマーキングシート。
【0027】
[7]前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である前記[1]〜[6]のいずれかに記載の透明レーザーマーキングシート。
【0028】
[8]前記官能基を有するポリエステル系樹脂が、スルホン酸塩基またはカルボン酸塩基を有するポリエステル系樹脂である前記[1]〜[7]のいずれかに記載の透明レーザーマーキングシート。
【0029】
[9]プラスチックカード用である前記[1]〜[8]のいずれかに記載の透明レーザーマーキングシート。
【0030】
[10]電子パスポート用である前記[1]〜[8]のいずれかに記載の透明レーザーマーキングシート。
【0031】
[11][1]〜[10]のいずれかに記載のインク受理層を設けた透明レーザーマーキングシートにカラー印刷、及びレーザーマーキングする方法であって、前記透明レーザーマーキングシートの前記インク受理層が形成された面に、昇華型直接熱転写方式、又は昇華型間接熱転写方式によりカラー印刷した後、前記インク受理層を設けた面からレーザー光エネルギーを照射して、文字、図形、記号、又は情報をレーザーマークするレーザーマーキング方法。
【発明の効果】
【0032】
本発明によれば、印刷性、密着性、及び透明性を兼ね備えた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できるといった優れた効果を奏することができる。特に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷適性にきわめて優れ、色トビ、色ブレがなく、良好な濃度を有する印刷ができるといった印刷適性に優れたものとなる。又、前記インク受理層は、基材シートと強固に密着し、剥離したり、変質することがない。さらに、前記透明レーザーマーキングシートは、レーザー光エネルギーの照射により、透明レーザーマーキングシートが損傷することなく、文字、記号、画像等の情報をマーキングすることができる。しかもシートの非マーキング部分(地肌部分)と、マーキングされた情報部分とのコントラストが高く、鮮明なマーキングが得られる透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。さらに、良好なシートの搬送性、熱プレス後の金型からの離型性を有し、耐熱性、耐折り曲げ性、耐摩耗性を有し、改竄防止、偽造防止に優れた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。
【図面の簡単な説明】
【0033】
【図1】本発明の透明レーザーマーキングシートの一実施形態を示す模式図であって、単層からなる基材シートの片面にインク受理層を設けたレーザーマーキングシートの断面を模式的に示した図である。
【図2】本発明の透明レーザーマーキングシートの別一実施形態を示す模式図であって、スキン層とコア層を有する基材シートの片面に、インク受理層を設けたレーザーマーキングシートの断面を模式的に示した図である。
【図3】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、プラスチックカードへの使用例の断面を模式的に示した図である。
【図4】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、電子パスポート用データページへの使用例(ICチップタイプ)の断面を模式的に示した図である。
【図5】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、電子パスポート用データページへの他の使用例(ICチップレスタイプ)の断面を模式的に示した図である。
【発明を実施するための形態】
【0034】
以下、本発明の透明レーザーマーキングシート、及びレーザーマーキング方法を実施するための形態について具体的に説明する。但し、本発明はその発明特定事項を備える透明レーザーマーキングシート、及びレーザーマーキング方法を広く包含するものであり、以下の実施形態に限定されるものではない。
【0035】
[1]本発明の透明レーザーマーキングシートの構成:
レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成される。また、前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される。
【0036】
[1−1]インク受理層:
本発明の透明レーザーマーキングシートにおけるインク受理層は、基材シートの少なくとも片面に、層状になって形成される。さらに、この受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂から形成されるとともに、乾燥膜厚が1〜20μmの厚さを有する層として構成される。このように形成されることにより、透明レーザーマーキングシートに設けたインク受理層に、たとえば昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷を行うことができる。カラー印刷された文字、絵柄などは、色ブレ、色トビがなく、濃度の再現性にも優れたものとなる。加えて、基材シートと強固に密着し、剥離したり、変質することがないインク受理層を形成できる。レーザーマーキングは改竄防止、偽造防止としての効果に優れているが、モノカラー(白または黒)であることから、カラー画像の要求には応えられない。しかし、このようなインク受理層を設けた透明レーザーマーキングシートを使用することにより、改竄防止、偽造防止としてのレーザーマーキングに加えてカラー画像を後述するプラスチックカード、或いは、電子パスポートに形成することができる。
【0037】
このインク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて前記透明レーザーマーキングシートの片面に乾燥膜厚が1〜20μmに塗工してなるものである。このようなインク受理層を設けることにより、色ブレ、色トビがなく印刷再現性に優れ、基材との密着性に優れ、かつ、レーザーマーキング時のマーキングの鮮明性を阻害せず、あるいは文字、図形、記号等が、いわゆるぼけずに、明瞭に、しかも確実に視認可能となる。
【0038】
また、本発明の透明レーザーマーキングシートにおけるインク受理層は、乾燥膜厚が1〜20μmの厚さを有する層として構成される。このような所望の厚さを備えることにより、インク受理層が過度に厚くならずに済む。さらに十分な印刷適性を有することができ、電子パスポート、或いは、プラスチックカードに要求される一般的な厚さ規格に対応するものとなる。すなわち、このような所望のインク受理層を備える透明レーザーマーキングシートを使用して電子パスポート、或いは、プラスチックカードを成形しやすくなるという利点がある。さらに、インク受理層が、前記した所望の厚さ範囲内であることによって、レーザーマーキングした際、或いは、印字した際の、文字、図形、記号等の鮮明性を確保できる。一方、インク受理層の厚さが、1μm未満であると、十分な印刷適性を得ることが難しい。印刷インクと基材との密着性が低下することにより、たとえば、昇華型直接熱転写方式、又は昇華型間接熱転写方式などによる文字、絵柄などが、色ブレしたり、色トビを生じ、濃度の再現性にも劣るようになる。他方、インク受理層の厚さが、20μm超になると、もともと透明レーザーマーキングシートの平均的な厚みが80〜120μm程度に対して、インク受理層を設けた透明レーザーマーキングシートの総厚みが過度に厚くなりすぎ、例えば、プラスチッックICカードでは、カード全体の厚みがISOで規定されているので、それを超えてしまうので好ましくない。しかも厚くしすぎても、それに見合う印刷適性が得られ難い。
【0039】
ここで、「塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなるインク受理層」とは、基材に塗工されたときに透明であり、印刷インクの定着性に優れるものである。なお、対象となる印刷方式は昇華型直接熱転写方式、又は昇華型間接熱転写方式があげられ、更に、インクジェツト方式、オフセット印刷方式等、種々の印刷方式を対象とすることができる。
【0040】
前記塩化ビニル共重合体は、塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が100〜2000であり、前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である。
【0041】
前記塩化ビニル共重合体における塩化ビニルの比率(割合)が、30質量%以上、好ましくは50質量%以上が好適である。この比率は、2元共重合体及び3元、或いは、それ以上の多元共重合体の場合においても30質量%以上、好ましくは50質量%以上である。ここで、塩化ビニル成分は印刷インクの定着(インクの受理)に寄与し、その他の成分は有機溶剤への溶解性や水中でのポリマー液滴の分散安定性の寄与及び基材との密着性の寄与であることから、30質量%以上とすることにより、特に、直接熱転写方式印刷により、基材との密着性に優れ、発色性と鮮明性に優れた、文字、記号、画像、及び図柄等のカラー印刷を行うことができる。一方、塩化ビニルの比率が、30質量%未満では、良好な印刷適性を得ることが困難となるからである。なお、塩化ビニル成分の含有量の上限は、85質量%であることが好ましい。あまりにも、塩化ビニル成分の含有量が多くなると、共重合成分の含有量が低くなり、有機溶剤への溶解性に難があり、塗工時の成膜性に劣ることや基材との密着性に劣ることから、基材へのインク受理層形成が阻害される。
【0042】
また、インク受理層を形成する塩化ビニル共重合体の平均重合度は、100〜2000のものが好ましい。このような重合度を有する塩化ビニル共重合体を含むインク受理層は、印刷適性に優れ、又、基材シートとの密着性も良好である。さらに、重合度が平均重合度が100未満のように低すぎると、インク受理層の凝集力が小さくなり印刷層が脆くなることから印刷層のワレ、ハガレが生じて好ましくない。一方、平均重合度が、2000超の塩化ビニル共重合体は、有機溶剤への溶解性または水への分散安定性に劣ることから塗布適性に劣り、基材シートに塗布した場合に、塗布層形成が適切に行えず、インク受理層として機能しない。
【0043】
ここで、平均重合度とは、単量体がいくつ重合して共重合体を形成しているかを表す値である。塩化ビニルと塩化ビニル以外の共重合成分とが、重合して生成した塩化ビニル共重合体を形成する塩化ビニルと塩化ビニル以外の共重合成分の合計分子数を、塩化ビニル共重合体の分子数で除した値である。なお、上記平均重合度とは、数平均重合度を言う。
【0044】
前記インク受理層を形成する塩化ビニル共重合体としては、たとえば、塩化ビニル−エチレン共重合体、塩化ビニル−プロピレン共重合体、塩化ビニル−イソブチレン共重合体等の塩化ビニル−オレフィン共重合体、塩化ビニル−塩化ビニリデン共重合体、塩化ビニル−フッ化ビニル共重合体、塩化ビニル−臭化ビニル共重合体、塩化ビニル−塩化プロピレン共重合体等の塩化ビニル−プロピレン共重合体等のハロゲン化オレフィン共重合体、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−ステアリン酸ビニル共重合体等の塩化ビニル−ビニルエステル共重合体、塩化ビニル−アクリル共重合体等の塩化ビニル−アクリル、若しくはアクリル系誘導体共重合体、エチレン−塩化ビニル−酢酸ビニル共重合体、エチレン−塩化ビニル−アクリル酸エチル共重合体、メチルメタクリレート−ブタジエン−スチレン−塩化ビニル共重合体等の3元、或いは4元共重合体を挙げることができる。また、塩化ビニル共重合体の共重合構造は、ブロック共重合体、グラフト共重合体、或いはランダム共重合体のいずれであってもよい。
【0045】
一方、官能基を有するポリエステル系樹脂としては、スルホン酸塩基またはカルボン酸塩基を含有する水性ポリエステル系樹脂が挙げられる。更に、これら水性ポリエステル系樹脂とビニル系モノマー乳化重合エマルジョン、これら水性ポリエステル系樹脂と共重合アクリル系樹脂との水分散性樹脂組成物、これら水性ポリエステル系樹脂と水性ウレタン樹脂及びポリビニルアルコール(以下、PVAと略する)との混合水溶液、水分散液、または、これら混合水溶液、水分散液存在下にて、親水性のラジカル重合性ビニルモノマー及び他のビニルモノマーをグラフト重合して得られるアニオン性グラフトポリマーと側鎖カチオン性第4級アンモニウム塩基を有するビニル共重合体とPVAとの混合により得られる変性カチオン性ポリマーとの混合水溶液、水分散液、等が挙げられる。
【0046】
また、ポリエステル系樹脂の官能基である、スルホン酸塩基としては、スルホン酸基のプロトンが他の陽イオン(例えば金属イオン、有機オニウムイオン等)に置換した基をあげることができ、前記陽イオンは、1価に限定されるものでなく、2価以上のイオンであってもよいことは言うまでもない。さらに、カルボン酸塩基としては、カルボキシル基の水素原子が他の陽イオンで置換した基をあげることができる。
【0047】
上記したスルホン酸塩基を有するポリエステル系樹脂は、たとえば、ポリエステル系樹脂を重合した後、スルホン酸の金属塩等のスルホン酸塩基を含有するジカルボン酸、グリコールを共重合する方法により得ることができる。また、カルボン酸塩基を有するポリエステル系樹脂は、ポリエステル系樹脂に酸無水物を反応させ、カルボキシル基を導入し、ついでアルカリ化合物などで中和し、カルボン酸塩にする方法により得ることができる。
【0048】
さらに、前記基材シートへ好適な塗布、乾燥を行うためには、インク受理層を形成するコート剤(塩化ビニル共重合体または官能基を有するポリエステル系樹脂)が、有機溶剤溶液、水溶液または有機溶剤と水の混合水溶液として使用する。このように溶剤溶液、または水溶液、さらには混合水溶液として構成されることにより、基材シートへ塗工する際に基材表面に薄く塗工しやすくなり、又インク受理層の厚みの調整もし易くなる。
【0049】
なお、塩化ビニル共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する共重合体またはポリエステル系樹脂を溶解させて使用することができる有機溶剤としては、エチルセロソルブ(2−エトキシエタノール)、ブチルセロソルブ(2−n−ブトキシエタノール)、エチルアルコール、イソプロピルアルコール、ブチルアルコール、イソブチルアルコール、メチルエチルケトン、イソブチルケトン、酢酸エチル、酢酸ブチル、酢酸イソプロピル、ジオキサン、シクロヘキサノン、等を挙げることができる。この有機溶剤は、使用に際しては、1種に限定されるものではなく、2種、もしくはそれ以上を混合して使用することができる。
【0050】
また、前記したように有機溶剤と水の混合水溶液として使用する場合の有機溶剤と水との混合比については特に制限がなく、インク受理層の厚みの調整のし易さ、インク受理層の薄さ等を考慮し決定することが好ましい。
【0051】
前記インク受理層を形成する共重合体またはポリエステル系樹脂は、上記したように有機溶剤溶液、又は水溶液として使用することが必要とされるが、その際の固形分濃度は、20〜60質量%の範囲とすることが好ましい。20質量%未満であると、所望の乾燥膜厚を得るのに数回の重ね塗りが必要となり工数がかかり、逆に60質量%を超えると均一な塗工がし難くなるからである。
【0052】
[1−2]インク受理層の形成方法:
塩化ビニル共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する剤を、後述の単層シート、又は多層シートの、片面への塗工は、公知の塗工方法により塗工し、インク受理層を形成することができる。たとえば、溶剤、または水に溶解、または分散させた塗工液を調製し、この調整した塗工液をグラビアコーティング等の公知の方法により塗布、乾燥し、インク受理層を形成する方法を挙げることができる。
【0053】
なお、塗布後の乾燥温度は、使用する基材シートの耐熱性及びインク受理層を形成する共重合体またはポリエステル系樹脂の溶媒(有機溶剤や水)種に応じて決められるが、概ね60℃〜120℃が好ましい。又、乾燥時間についても基材シートの乾燥温度によるダメージを考慮すると、比較的低い温度で長い乾燥時間が好ましいが、工業的生産を考慮すると、通常、数10秒間〜10数分間であるが、1分間弱から数分間が生産性の点から好ましい。このような乾燥条件で乾燥を行うことにより、基材シートに、インク受理層を強固に密着させて形成することができる。一方、塗布後の乾燥温度が60℃未満では、インク受理層を形成する共重合体またはポリエステル系樹脂の有機溶剤や水の乾燥性に問題があり、インク受理層に有機溶剤や水が残留するために、インク受理層に粘着性が生じたり、インク受理層の凝集力が大幅に低下してインク受理層としての機能が大幅に低下し実用に適さない。一方、塗布後の乾燥温度が120℃を超えると、インク受理層の有機溶剤や水の蒸発が激しくなるために乾燥後のインク受理層にボイドやクラックを発生させるおそれがあることや、基材シートの軟化を生じて基材シートに縦すじを発生させ好ましくない。なお、この乾燥時間は、乾燥温度にも依存するが、前述のような所望の乾燥時間とすることにより、基材シートに、べたつきのない、強固なインク受理層を形成できる。一方、乾燥時間が短すぎると、乾燥温度を必要以上に上げる必要があり、乾燥後のインク受理層にボイドやクラックを発生させるおそれがあることや、基材シートの軟化を生じて基材シートに縦すじを発生させ好ましくない。
【0054】
[1−3]インク受理層の具体的な態様:
たとえば、図1に示されるように、インク受理層を形成した透明レーザーマーキングシート1(1A)を挙げることができる。図1に示される透明レーザーマーキングシート1(1A)では、その基材シート2が後述する単層シートから構成され、その片面にインク受理層3が形成されている。
【0055】
また、たとえば、図2に示されるように、インク受理層3を形成した透明レーザーマーキングシート1(1B)を挙げることができる。図2に示される透明レーザーマーキングシート1(1B)では、その基材が後述する多層シートから構成され、その片面にインク受理層3が形成されている。
【0056】
[2]基材シートの構成:
本発明の透明レーザーマーキングシートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シート、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートから構成されている。
【0057】
[2−1]単層シート:
単層シートは、透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成される。ここでポリカーボネート樹脂は特に制限はないが、ISO1133に準じて測定したメルトボリュームレイトが4〜30cm3/10分のものを好適に使用できる。メルトボリュームレイトが4cm3/10分未満では、シートのタフネス性が向上するという点では意味はあるものの、溶融押出成形による成形加工性が劣ることから、実際の使用に難があるため好ましくない。又、メルトボリュームレイトが30cm3/10分を超えると、シートのタフネス性に劣ることから、好ましくない。このように単層シートは、ポリカーボネート樹脂を含む透明樹脂層から形成することによって、レーザー光エネルギー照射による優れたマーキング性を得ることができ、更にポリカーボネート樹脂による優れた耐熱性とタフネス性を併せ持つ。
【0058】
なお、基材シートは、高い透明性を有していることが重要である。具体的には、単層シートとして構成される場合には、ポリカーボネート樹脂の透明性を阻害しない範囲で樹脂、フィラー等を添加配合することについては特に制限はないが、耐傷性、或いは耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのブレンド、又、ポリカーボネート樹脂とポリアリレート樹脂とのブレンド等を採用することができる。
【0059】
また、特殊ポリカーボネート樹脂としては、たとえばシロキサン共重合ポリカーボネート(出光興産(株)製 製品名「Tarflon Neo」、「RC1900」)等を挙げることができ、この場合のブレンド比は、20〜80%(質量基準)が好適とされる。ポリアリレート樹脂とのブレンドの場合のブレンド比も、上記と同様の範囲とすることが好ましい。さらに、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン樹脂、又は変性アクリロニトリル−スチレン共重合樹脂を有するグラフト重合体、具体的には日油(株)製の製品名“モディパーCシリーズ”等を挙げることができる。この場合のブレンド比(質量比)は、95/5〜60/40が好適とされる。又、ポリアリレート樹脂とのブレンドの場合のブレンド比も、上記と同様の範囲とすることが好ましい。
【0060】
[2−2]多層シート:
多層シートは、スキン層とコア層を有する複数層が積層されて形成される。すなわち、本実施形態では、基材シートは、スキン層とコア層とからなる「少なくとも3層」構造の多層シートとして構成される。ただし、この「3層シート」とは、「少なくとも3層」を意味するものであって、3層構造に限定されるものではない。換言すれば、基材シートが多層からなる場合において、「3層シート」とは、説明の便宜上のものであり、「3層シート」とは、「少なくとも3層以上からなるシート」を意味するものであって、「3層」からなるシートに限定する趣旨ではない。つまり、3層以上の構成であれば、5層、或いは7層、更には、それ以上の奇数層から形成されていても、多層シートに包含される。
【0061】
なお、基材シートとしての多層シートが上述した「少なくとも3層」の多層構造から構成される場合には、スキン層は、多層構造から構成されるシートの最も外側に配置されるとともに、コア層の両側に配される。更に両スキン層(の間)に、コア層が挟まれるように配されることが必要である。このスキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0062】
ただし、多層シートが上述の「それ以上の奇数層」から構成される場合であっても、余りに層構成が多くなる場合には、多層を構成するスキン層とコア層の一層あたりの層厚が薄くなり過ぎてしまう。そのため、積層時の加熱プレス工程において、金型スティックが発生してしまう恐れがある。従って、好ましくは5層、より好ましくは3層から構成される多層シートである。
【0063】
すなわち、本実施形態における多層シートが前述のように奇数層から構成されるのは、層構成が偶数層からなる多層シートであっても、スキン層又はコア層が同種もしくは異種の2層以上からなる複数層であっても、それらの複数層をそれぞれ一層とするのであって、結果として必ず奇数層からなる多層シートと同じ構成となるからである。具体的には、たとえば4層からなる基材シートでは、スキン層/コア層/コア層/スキン層のような層構成となり、奇数層から構成される多層シートと同様の構成となるからである。すなわち、この場合、同種又は異種の2層からなるコア層(コア層/コア層)を1層とする。
【0064】
たとえば、3層(いわゆる「3層シート」)から構成される多層シートを例にすると、スキン層/コア層/スキン層、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配される。そして、その2つのスキン層に挟まれるように、コア層が1層配されて多層シートが形成されることになる。又、5層から構成される多層シートの場合は、コア層とスキン層とが、スキン層/コア層/スキン層/コア層/スキン層、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配されることになる。このように、交互にスキン層とコア層を配置して、基材シートとしての多層シートを形成してもよい。
【0065】
ここで、基材シートを、多層構造を有する多層シートとして構成することによりコア層を構成する樹脂である透明なポリカーボネート樹脂を主成分とする透明樹脂からなる単層シートと比べて、スキン層を非結晶性芳香族ポリエステル樹脂で構成することによる耐薬品性及び耐傷性を向上させることができる。更には、レーザー発色による表面凹凸性(タクタイル性)を形成させたい場合に通常よりも高出力でレーザー光エネルギーを照射することによりスキン層を構成する非結晶性芳香族ポリエステル樹脂が膨れてタクタイル性を発揮することができる。レーザーマーキングは必ずしも平滑なマーキングのみ要求されるわけでなく、時にはタクタイルマーキングの要求があり、前記透明なポリカーボネート樹脂を主成分とする透明樹脂からなる単層シートでは通常よりも高出力でレーザー光エネルギーを照射しても鮮明なタクタイルマーキングを形成しえないが、多層シートとすることで、平滑なレーザーマーキングとタクタイルマーキングをレーザー光エネルギーの照射出力により調整できる。
【0066】
[2−2−1]多層シートにおけるスキン層:
多層シートにおいて、スキン層を形成する場合、すなわち「3層構造」としての多層シートを用いる場合には、そのスキン層は、3層シートの外側に配される両最外層として構成される。このスキン層は、多層シートにおけるコア層の両端面側(外側)から、挟み込むように配され、3層シートの表層(両最外層)としての役割を担っている。
【0067】
ここで、スキン層の厚さは、それぞれ同一であることが好ましい。プラスチックICカードや電子パスポート用多層積層体では、その表と裏からレーザーマーキングすることが一般的となる。そのため、積層体としての基材シートの、最表層と最裏層に配置される(積層される)スキン層の厚みが異なることで、レーザー光エネルギー照射によるコア層への到達エネルギーに差が生じてマーキング濃度に差が生じることと、スキン層とコア層を構成する樹脂との屈折率差によりスキン層の厚みが異なるとコア層にマーキングした文字・画像の視認性が異なるため好ましくない。たとえば、スキン層/コア層/スキン層といった3層から多層シートとして、基材シートが構成される場合であって、コア層の厚さが20%〜80%である場合にはスキン層は両側で80%未満、20%超となり、コア層樹脂の有する特性であるレーザーマーキング性、耐熱性、タフネス性を有し、スキン層樹脂の有する特性である耐薬品性、耐傷性及び加熱融着性を全て併せもつ優れた特性が発揮できる。しかし、コア層の厚さが20%未満、80%超である場合には、スキン層は両側で80%超、20%未満となり、スキン層両側で80%超においてはコア層厚みが20%未満となり、上記のとおりレーザーマーキング性が劣るため好ましくない。また、スキン層両側で20%未満では片側における厚さが10%未満となり溶融押出シート成形時にあまりにもスキン層の厚みが薄くなりすぎてスキン層厚み制御が難しくなる。
【0068】
[2−2−2]多層シートのスキン層の材料:
ここで、多層シートのスキン層を形成する材料は、非結晶性芳香族ポリエステル樹脂、特に共重合ポリエステル樹脂を調製してなる非結晶性の芳香族ポリエステル樹脂を主成分とする樹脂から形成される。
【0069】
上記非結晶性の芳香族ポリエステル系樹脂を主成分とする透明樹脂としては、ガラス転移温度が80℃以上の非結晶性芳香族ポリエステル樹脂を主成分とすることが好ましい。このような非結晶性芳香族ポリエステル樹脂としては、共重合成分が1,4−シクロヘキサンジメタノールを使用した非結晶性の芳香族ポリエステル系樹脂(商品名「Eastar copolyester GN071」(PETG)イーストマンケミカル社製)、及び/または2,2,4,4−テトラメチルシクロブタン−1,3−ジオールを使用した非結晶性の芳香族ポリエステル系樹脂(商品名「Eastman Tritan Copolyester FX100」(ガラス転移温度110℃)、「Eastman Tritan copolyester FX200」(ガラス転移温度119℃)(PCT)(いずれもイーストマンケミカル社製)等が商業的に入手可能なものとして挙げられる。
【0070】
[2−2−3]多層シートにおけるコア層:
基材シートが多層シートである場合には、そのコア層は、その基材シートの中心に配される、いわゆる核層として構成される。すなわち、基材シートが3層シートとしての多層シートとして構成される場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0071】
[2−2−4]多層シートのコア層の材料:
すなわち、多層シートのコア層は、透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成される。ただし、使用されるポリカーボネート樹脂は特に制限はないが、ISO1133に準じて測定したメルトボリュームレイトが4〜30cm3/10分のものを好適に使用できる。メルトボリュームレイトが4cm3/10分未満では、シートのタフネス性が向上するという点では意味はあるものの、溶融押出成形による成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが30cm3/10分を超えると、シートのタフネス性に劣ることから、好ましくない。このように多層シートを、ポリカーボネート樹脂を含む透明樹脂層から形成することによって、レーザー光エネルギー照射による優れた鮮明性と発色濃度を有する黒色マーキングを達成することと、ポリカーボネート樹脂の有する耐熱性とタフネス性を併せもつ。このコア層の両側に非結晶性の芳香族ポリエステル樹脂を主成分とする透明樹脂層からなるスキン層を設けることで、コア層の優れた特性を有し、コア層を形成する樹脂の弱点ともいえる耐薬品性、耐傷性及び他のシートとの加熱積層体を形成した場合の層間加熱融着性を向上させることができる。
【0072】
[2−2−5]コア層の厚さ:
ここで、多層シートのコア層の厚さとしては、全シート中に占める厚さの割合が、20%〜80%になるよう形成されることが必要である。コア層の厚さが20%〜80%である場合には、スキン層は両側で80%未満、20%超となり、コア層を形成する樹脂が有する特性であるレーザーマーキング性、耐熱性、タフネス性を有し、スキン層樹脂の有する特性である耐薬品性、耐傷性及び加熱融着性を全て併せもつ優れた特性が発揮できる。しかし、コア層の厚さが20%未満、80%超である場合にはスキン層は両側で80%超、20%未満となり、スキン層が両側で80%超においてはコア層厚みが20%未満となり、上記のとおりレーザーマーキング性が劣るため好ましくない。また、スキン層が両側で20%未満では片側における厚さが10%未満となり、溶融押出シート成形時にあまりにもスキン層の厚みが薄くなりすぎてスキン層の厚み制御が難しくなる。
【0073】
[2−3]基材シートの厚さ:
また、基材シートの厚みは、単層シート、多層シート共に、50〜200μmである。基材シートの全厚さが、50μm未満であると、このような基材シートをオーバーシートに使用したカード積層体(以下、単にカードと略することがある)にレーザー光エネルギーを照射して黒色マーキングにて文字、画像を形成させた場合、その黒色マーキングされた透明レーザーマーキングシートの下地層であるコアシート(白色または印刷)との黒/白コントラストが不足するために、文字、画像の視認性が劣るために好ましくない。一方、透明レーザーマーキングシートの全厚さが200μmを超えると、プラスチックICカードの総厚みがISOにより760μm前後に規定されている厚みを大幅に超えてしまい実用性に乏しい。たとえば、非接触式プラスチックICカードにおいては、透明レーザーマーキングシート/コアシート(白色印刷)/インレットシート(ICチップ+アンテナを配設したシート)/コアシート(白色印刷)/透明レーザーマーキングシートの5層の積層体を例にとると、一般的に、インレットシートは300〜400μmで、コアシート(白色印刷)はインレットシートに配設されたICチップ+アンテナが見えないように(隠蔽性)100〜200μmを使用する場合が多く、そうした場合に、透明レーザーマーキングシートの全厚さが200μmを超えると、この多層積層体の全厚みは760μm前後を大幅に超えることになる。
【0074】
このように基材シートを単層シートまたは多層シートとする場合には、シートの総厚み及び多層シートのコア層の厚み比率を所望の範囲とすることにより、透明レーザーマーキングシートのレーザーマーキング性のみならず耐熱性、耐傷性、耐薬品性及び加熱融着性等の優れた特性の両立を計ることができる。
【0075】
[3]レーザー光エネルギー吸収体:
基材シートには、レーザー光エネルギー吸収体を配合することが必須である。このように構成することにより、レーザーマークした際のレーザー発色性に優れ、地肌部と印字部とのコントラストが高くなり、鮮明な文字、記号、或いは画像が得られる。さらに、基材シートが単層シートとして構成される場合には、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含有してなるポリカーボネート樹脂組成物であり、また、基材シートが多層シートである場合には、そのコア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含有してなるポリカーボネート樹脂組成物である。このようなポリカーボネート樹脂組成物を使用した単層シート及び多層シートにレーザー光エネルギーを照射することにより、下地コアシート(地肌部)とのコントラストに優れ鮮明な文字、記号、或いは画像形成可能なレーザーマーキングを得ることができる。
【0076】
上記したレーザー光エネルギー吸収体としては、レーザー光エネルギーを吸収して地肌色と異なる色彩、色調、明度に変化させることができるものであれば特に制限はないが、たとえばカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属蓚酸化物、及び金属炭酸化物の群から選ばれた少なくとも1種が挙げられる。より好ましいレーザー光エネルギー吸収体は、カーボンブラック、チタンブラック、金属酸化物から選ばれる少なくとも1種、又は2種以上である。
【0077】
ここで、レーザー光エネルギー吸収体としてのカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属蓚酸化物、金属炭酸化物の平均粒子径は、150nm未満であることが好ましい。より好ましくは100nm未満である。更に、平均粒径が10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラック、又は該カーボンブラックと平均粒子径が150nm未満のチタンブラック、又は金属酸化物の併用が好ましい。カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物の平均粒径が150nmを超えるとシートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。更にカーボンブラックの平均粒径が10nm未満ではレーザー発色性が低下するとともに、微細すぎて取扱いに難があり、好ましくない。又DBT吸油量が60ml/100gr未満では分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0078】
レーザー光エネルギー吸収体である金属酸化物としては、酸化物を形成する金属として、亜鉛、マグネシウム、アルミニウム、鉄、チタン、珪素、アンチモン、錫、鉛、銅、マンガン、コバルト、バナジウム、ビスマス、ニオブ、モリブデン、ルテニウム、タングステン、パラジウム、銀、白金などが挙げられる。更に、複合金属酸化物としてITO、ATO、AZO等が挙げられる。
【0079】
レーザー光エネルギー吸収体である金属硫化物としては、硫化亜鉛、硫化カドミニウム等が挙げられる。更に金属窒化物としては窒化チタン等を挙げることができる。金属蓚酸化物としては、蓚酸マグネシウム、蓚酸銅等を挙げることができる。更に金属炭酸化物としては、塩基性炭酸銅を挙げることができる。
【0080】
このように、レーザー光エネルギー吸収体としては、カーボンブラック、金属酸化物、及び複合金属酸化物が好適に用いられ、各々単独又は併用して用いられる。
【0081】
また、レーザー光エネルギー吸収体の添加量(配合量)は、カーボンブラックの場合、0.0005〜1質量部添加(配合)することが必要であり、最も好ましくは0.0008〜0.1質量部である。又、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属窒化物から選ばれた少なくとも1種とを併用する場合にはその混合物の配合量が0.0005〜1質量部配合されることが必要であり、最も好ましくは0.0008〜0.5質量部である。
【0082】
このように、レーザー光エネルギー吸収体の添加量(配合量)を所望量に調製するのは、透明レーザーマーキングシートは透明であることが好ましいからである。すなわち、プラスチックICカードや電子パスポート用の積層体シート(データページ)に使用する場合、通常、透明レーザーマーキングシートの下地層として白色シートや白色シートの片面にオフセット印刷等で印刷を施した白色シート(印刷コアシート)が加熱積層される。一例をあげると、例えば、プラスチックICカードにおいては、透明レーザーマーキングシート/印刷コアシート/インレット(シート)/印刷コアシート/透明レーザーマーキングシートの5層を積層して真空プレス機などを用いて加熱積層体(カード状積層体)を作製する。このカード状積層体を打ち抜き機で打ち抜いてプラスチックICカードを作製したとすると、そのカードの最表面からレーザー光エネルギーを照射することにより透明レーザーマーキングシート層に黒色マーキングにより画像や文字、記号を形成する。この場合に透明レーザーマーキングシート層が50〜200μmの厚みがあるが、透明レーザーマーキングシート層が単層の場合は、その全厚みにて黒色マーキングされることにより、簡単に削って画像や文字、記号を削除できない。削除するためには透明レーザーマーキングシート層全体を削り取らなければならないので、偽造を試みる偽造者にとっては非常に困難なことである。それ故に、レーザーマーキングは、偽造、改ざん防止に、極めて効果があるわけである。このように、透明レーザーマーキングシート/印刷コアシート(白シート上に淡彩色の印刷が多い)との組合せで使用することにより、その下地層の白さと透明レーザーマーキングシートにレーザーマーキングされた黒色画像、文字、記号との黒/白コントラストにより、鮮明な画像、文字、記号を視認することができる。更に、レーザーマーキングシートが透明であることから、黒色マーキングを施していない部分は透明であり、下地層の印刷がきれいにみえることとなり、下地層に印刷された情報(固定情報)と透明レーザーマーキングシート層に黒色マーキングを施された情報(変動情報、個人の場合は個人情報)が共に鮮明に視認され、セキュリティの高いプラスチックICカードを得ることができる。
【0083】
上記したレーザー光エネルギー吸収体の平均粒子径が150nmを超えると透明レーザーマーキングシートの透明性が低下して好ましくない。又、これらレーザー光エネルギー吸収体の配合量も1質量部を超えると透明性が低下する。さらに、吸収エネルギー量が多くなりすぎ、樹脂を劣化させるようになる。その結果、十分なコントラストが得られない。他方、レーザー光エネルギー吸収体の添加量が0.0005質量部未満では十分なコントラストが得られず好ましくない。
【0084】
[4]滑剤、酸化防止剤、着色防止剤、紫外線吸収剤、及び光安定剤:
また、本実施形態では、透明レーザーマーキングシートに、滑剤を含有させることが好ましく、透明レーザーマーキングシートが多層シートからなる場合には、スキン層に滑剤を含有させることが好ましい。滑剤を含有させることにより、成形加熱プレス時にプレス板への融着を防ぐことができるからである。
【0085】
滑材としては、脂肪酸エステル、脂肪酸アマイド及び脂肪酸金属塩が挙げられ、それらから選ばれる少なくとも1種の滑剤が添加されることが好ましい。
【0086】
脂肪酸エステル系滑剤としては、ブチルステアレート、セチルパルミレート、ステアリン酸モノグリセライド、ステアリン酸ジグリセライド、ステアリン酸トリグリセライド、モンタンワックス酸のエステル、ロウエステル、ジカルボン酸エステル、複合エステル等が挙げられ、脂肪酸アマイド系滑剤としては、ステアリン酸アマイド及びエチレンビスステアリルアマイド等が挙げられる。又脂肪酸金属塩系滑剤としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミウム及びステアリン酸バリウム等が挙げられる。
【0087】
更に、本実施形態では、透明レーザーマーキングシートの基材シートが、単層シートとして構成される場合には、必要に応じて、酸化防止剤、及び着色防止剤の少なくとも1種、及び、紫外線吸収剤及び光安定剤の少なくとも1種を含有させることも好ましい。又、透明レーザーマーキングシートの基材シートが、多層シートとして構成される場合にも、スキン層に、必要に応じて、酸化防止剤及び着色防止剤の少なくとも1種、及び紫外線吸収剤及び光安定剤の少なくとも1種を含有させることも好ましい。酸化防止剤及び着色防止剤の少なくとも1種を添加(配合)することは、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。ここで、この酸化防止剤及び着色防止剤の少なくとも1種としては、フェノール系酸化防止剤や亜燐酸エステル系着色防止剤が使用される。又、紫外線吸収剤及び光安定剤の少なくとも1種を添加(配合)することは、透明レーザーマーキングシートの保管時及び最終製品である電子パスポート、プラスチックカードの実際の使用時における耐光劣化性の抑制に有効に作用する。このような紫外線吸収剤としては、ベンゾトリアゾール系化合物、ヒドロキシフェニルトリアジン系化合物及び環状イミノエステル系化合物等を使用することができる。
【0088】
上記酸化防止剤としては、たとえばフェノール系酸化防止剤、アミン系酸化防止剤等を使用することができる。
【0089】
フェノール系酸化防止剤としては、たとえば、α−トコフェロール、ブチルヒドロキシトルエン、シナピルアルコール、ビタミンE、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、3−5−ジ−t−ブチル−4−ヒドロキシトルエン;ペンタエリスリチル−テトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、トリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕、1,6−ヘキサンジオール−ビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、2−t−ブチル−6−(3’−t−ブチル−5’−メチル−2’−ヒドロキシベンジル)−4−メチルフェニルアクリレート、2,6−ジ−t−ブチル−4−(N,N−ジメチルアミノメチル)フェノール、3,5−ジ−t−ブチル−4−ヒドロキシベンジルホスホネートジエチルエステル、2,2’−メチレンビス(4−メチル−6−t−ブチルフェノール)、2,2’−メチレンビス(4−エチル−6−t−ブチルフェノール)、4,4’−メチレンビス(2,6−ジ−t−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−シクロヘキシルフェノール)、2,2’−ジメチレン−ビス(6−α−メチル−ベンジル−4−クレゾール)、2,2’−エチリデン−ビス(4,6−ジ−t−ブチルフェノール)、2,2’−ブチリデン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)、トリエチレングリコール−N−ビス−3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート、1,6−へキサンジオールビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ビス[2−t−ブチル−4−メチル6−(3−t−ブチル−5−メチル−2−ヒドロキシベンジル)フェニル]テレフタレート、3,9−ビス{2−[3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1,−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、4,4’−チオビス(6−t−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−t−ブチルフェノール)、2,2’−チオビス(4−メチル−6−t−ブチルフェノール)、ビス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)スルフィド、4,4’−ジ−チオビス(2,6−ジ−t−ブチルフェノール)、4,4’−トリ−チオビス(2,6−ジ−t−ブチルフェノール)、2,2−チオジエチレンビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,4−ビス(n−オクチルチオ)−6−(4−ヒドロキシ−3’,5’−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、N,N’−ヘキサメチレンビス−(3,5−ジ−t−ブチル−4−ヒドロキシヒドロシンナミド)、N,N’−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、トリス(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)イソシアヌレート、トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(4−t−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌレート、1,3,5−トリス2[3(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ]エチルイソシアヌレート及びテトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタン等を挙げることができる。
【0090】
なお、これらの例示の中でも、とりわけ、n−オクタデシル−3−(3,5−ジ−t−ブチル−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンが好適であり、特にn−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネートが好適である。上記ヒンダードフェノール系酸化防止剤は、単独又は2種以上を組合せて使用することができる。
【0091】
また、着色防止剤としては、亜燐酸エステル系化合物を挙げることができ、たとえばトリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(ジエチルフェニル)ホスファイト、トリス(ジ−iso−プロピルフェニル)ホスファイト、トリス(ジ−n−ブチルフェニル)ホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、トリス(2,6−ジ−t−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−エチルフェニル)ペンタエリスリトールジホスファイト、フェニルビスフェノールAペンタエリスリトールジホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト及びジシクロヘキシルペンタエリスリトールジホスファイト等が例示される。
【0092】
更に、着色防止剤における他のホスファイト化合物としては、二価フェノール類と反応し環状構造を有するものも使用できる。たとえば、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)(2,4−ジ−t−ブチルフェニル)ホスファイト、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト、2,2’−メチレンビス(4−メチル−6−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト及び2,2’−エチリデンビス(4−メチル−6−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト等を挙げることができる。
【0093】
上記した着色防止剤の中でもトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが、純度が極めて高く、耐加水分解性、耐揮散性に優れることから特に好ましい。亜燐酸エステル系着色防止剤は、1種もしくは2種以上を混合して用いてもよい。又フェノール系酸化防止剤と併用してもよい。
【0094】
前述の紫外線吸収剤である、ベンゾトリアゾール系化合物、ヒドロキシフェニルトリアジン系化合物及び環状イミノエステル系化合物としては、以下のものを具体的に例示できる。
【0095】
ベンゾトリアゾール系紫外線吸収剤としては、たとえば2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−アミルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ビス(α,α’−ジメチルベンジル)フェニルベンゾトリアゾール、2,2’メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、メチル−3−[3−t−ブチル−5−(2H−ベンゾトリアゾール−2−イル)−4−ヒドロキシフェニルプロピオネート−ポリエチレングリコールとの縮合物に代表される化合物を挙げることができる。
【0096】
また、ヒドロキシフェニルトリアジン系化合紫外線吸収剤としては、たとえば2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール及び2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール等を挙げることができる。
【0097】
更に、環状イミノエステル系化合物紫外線吸収剤としては、たとえば2,2’−p−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、2,2’−2−フェニレンビス(3,1−ベンゾオキサジン−4−オン)及び2,2’−4,4’−ジフェニレンビス(3,1−ベンゾオキサジン−4−オン)等を挙げることができる。
【0098】
又、光安定剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、ポリ{[6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル][(2,2,6,6−テトラメチルピペリジル)イミノ]ヘキサメチレン[(2,2,6,6−テトラメチルピペリジル)イミノ]}及びポリメチルプロピル3−オキシ−[4−(2,2,6,6−テトラメチル)ピペリジニル]シロキサン等に代表されるヒンダードアミン系化合物も使用することができ、かかる光安定剤は前記紫外線吸収剤や場合によっては各種酸化防止剤との併用において、耐候性などの点においてより良好な性能を発揮する。
【0099】
さらに好ましくは、基材シートが単層シートであれば、透明レーザーマーキングシートがポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、滑剤0.01〜3質量部含んでなる透明ポリカーボネート樹脂組成物からなり、更に透明レーザーマーキングシートがポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、酸化防止剤及び着色防止剤の少なくとも1種を0.1〜5質量部含み、及び紫外線吸収剤及び光安定剤の少なくとも1種を0.1〜5質量部含むことである。
【0100】
さらに、基材シートが多層シート(いわゆる3層シート)であれば、多層シートのスキン層が非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部に対して、滑剤0.01〜3質量部含んでなる透明ポリカーボネート樹脂組成物からなり、更に、多層シートのスキン層、及びコア層の少なくとも1層が、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、酸化防止剤、及び着色防止剤の少なくとも1種を0.1〜5質量部、及び紫外線吸収剤、及び光安定剤の少なくとも1種を0.1〜5質量部含有することである。
【0101】
ここで、滑剤の添加量としては0.01〜3質量部、好ましくは0.05〜1.5質量部である。0.01質量部未満では加熱プレス時にプレス板に融着してしまい、3質量部を超えると電子パスポートやカードの多層積層加熱プレス時に層間熱融着性に問題が生じるため好ましくない。更に、酸化防止剤、及び着色防止剤の少なくとも1種の添加量が0.1質量部未満では、溶融し押出させて成形する工程でのポリカーボネート樹脂の熱酸化反応、及びそれに起因する熱変色といった不具合が生じやすい。又、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。更に、紫外線吸収剤、及び光安定剤の少なくとも1種の添加量が、0.1質量部未満では、その効果に乏しく耐光劣化、それに伴う変色といった不具合が生じやすい。さらに、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。
【0102】
なお、多層シートの融着性と隠蔽性、レーザーマーキング部とのコントラストは、多層シートの実用化や生産性、市場のニーズ等に応え得るものであるか等極めて重要な要素となる。
【0103】
[5]基材シートの成形方法:
本発明において、基材シートを得るには、たとえば単層シートの場合には、樹脂組成物を溶融押出成形する方法を採用することができる。又、多層シートの場合には、各層を構成する樹脂組成物を溶融押出成形する方法、各層を構成するものをフィルム状に形成し、これをラミネートする方法、2層を溶融押出して形成し、これに別途形成したフィルムをラミネートする方法等があるが、生産面、コストの面から溶融押出成形により積層一体化することが好ましい。
【0104】
具体的には、多層シートの場合、各層を構成する樹脂組成物をそれぞれ配合し、或いは必要に応じてペレット状にして、Tダイを共有連結した3層Tダイ押出機の各ホッパーにそれぞれ投入する。そして、温度200〜300℃の範囲で溶融して3層Tダイ溶融押出成形し、冷却ロール等で冷却固化して、3層積層体を形成することができる。なお、本発明の透明レーザーマーキングシート及び着色多層シートは、上記方法に限定されることなく、公知の方法により形成することができる。たとえば、特開平10−71763号第(6)〜(7)頁の記載に従って得ることができる。
【0105】
[6]全光線透過率:
さらに、透明レーザーマーキングシートの全光線透過率が70%以上であることが必要である。より好ましいのは85%以上である。たとえば、本発明の透明レーザーマーキングシートを、プラスチックICカードや電子パスポート用の積層体シートに使用する場合には、それらの用途では印刷を施すことが一般的である。そのため、本実施形態の透明レーザーマーキングシートの下部に、たとえば文字、図形等の印刷を施した白色シート(印刷コアシート)(以下、文字、図形等の印刷を施した白色シートの印刷を、適宜「印刷部」という)を積層するなどして、最外層である透明レーザーマーキングシートにレーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングさせ、印刷部でのデザイン性とレーザーマーキングによる偽造防止を組み合わせて使用することが多い。このように組合せることで、その下地層が白い故に、印刷部の鮮明性及びレーザーマーキング部の黒/地肌色コントラストにより鮮明な画像を得ることができる。すなわち、白色シート等を積層する場合には、この最外層の透明性を前述の所望範囲の全光線透過率にすることにより、これらの効果を最大限に発揮させられる(黒/白コントラストの鮮明性を際立たせることができる。)。換言すれば、この最外層の透明性は印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストの鮮明性を確保する上で重要であり、全光線透過率が70%未満では黒/白コントラストが不十分となり、十分なマーキング性が確保できない問題が生じることと、印刷は下地白色シート上に施すために、この印刷の視認性に問題を生じるため好ましくない。
【0106】
また、本発明では透明レーザーマーキングシートにインク受理層を設けてあるために、例えば、プラスチックICカードの一例を挙げると、インク受理層を設けてなる透明レーザーマーキングシート/白色コアシート/インレット/白色コアシート/インク受理層を設けてなる透明レーザーマーキングシートの5枚のシートを重ねて真空プレス機などにより加熱積層させた後、打ち抜いてカードを作製した後、直接熱転写印刷機を用いてカードに画像や文字、記号などをカラー印刷した後、通常は保護コートされるが、その後、カラー印刷していない部分にレーザー光エネルギーを照射して画像や文字、記号などを黒色マーキングすることにより、カラー画像と黒色マーキングとを併用することができ、印刷したカラー画像が、たとえ削り取られたとしても黒色マーキングによる画像や文字、記号などが残るので、偽造防止性にきわめて優れる。言い換えるとセキュリティ性に高いプラスチックICカードを得ることができる。
【0107】
また、他の例として、インク受理層を設けてなる透明レーザーマーキングシート/印刷コアシート/インレット/印刷コアシート/インク受理層を設けてなる透明レーザーマーキングシートの5枚のシートを重ねて真空プレス機などにより加熱積層させた後、打ち抜いてカードを作製した後、直接熱転写印刷機を用いてカードに画像(例えば、人物画像)を印刷した後、通常は保護コートされるが、その後、カラー印刷していない部分にレーザー光エネルギーを照射して画像や文字、記号などを黒色マーキングすることにより、印刷コアシート部の背景画像(固定情報)と直接熱転写カラー印刷による画像(個人画像の場合は個人情報)と黒色マーキングによる変動情報(個人画像、文字、記号の場合は個人情報)が併用することができ、個人情報等の変動情報はオンデマンドで形成することができ、前記同様のセキュリティ性に高いプラスチックICカードを得ることができる。
【0108】
ここで、「全光線透過率」とは、シート、フィルム、膜等に入射した光のうち、透過する光の割合を示す指標であり、入射した光がすべて透過する場合の全光線透過率は100%である。なお、本明細書中の、「全光線透過率」は、JIS K7105(光線透過率、及び全光線反射率)に準拠して測定した値を示したものであり、この全光線透過率の測定は、たとえば、日本電色工業製のヘイズメーター(商品名:「NDH 2000」)、分光光度計(商品名「EYE7000」マクベス社製)等を用いて測定することができる。
【0109】
[7]プラスチックカード:
次に、これまで説明した透明レーザーマーキングシートを使用した、プラスチックカードについて説明する。ただし、これは一例であって限定されるものではない。
【0110】
まず、プラスチックカードの態様を図3に示す。すなわち、プラスチックカード14は、透明レーザーマーキングシート1(1A,1B)(オーバーシート)/コアシート6/インレットシート7/コアシート6/透明レーザーマーキングシート1(1A,1B)(オーバーシート)の5層を積層する構成を有する。また、この他にインレットシート7を用いない透明レーザーマーキングシート1(1A)/コアシート6/透明レーザーマーキングシート1(1A)の3層を積層する構成もある。
【0111】
上記したプラスチックカードは、前記のような5枚のシートを加熱積層した後、打ち抜いてブランクカードを作製し、その後、カード用直接熱転写カラー印刷した後、更にレーザー光エネルギーを照射することにより、カラー印刷とレーザーマーキングがされたプラスチックカードを得ることができる。
【0112】
ここで、直接熱転写カラー印刷は、昇華型インクリボン(染料系)をブランクカードに押し付けて加熱して昇華型インクをカード表面に転写した後、保護透明コーティングを施すことにより行われる。通常は、これらの処理が1台の機械装置系でできるようになっている。一方、間接熱転写カラー印刷は、昇華型インクリボン(顔料系)をPETフィルムに、上記と同様の原理で転写した後、昇華型インクが転写されたPETフィルムをブランクカードに貼り付けるか、昇華型インクが転写されたPETフィルムをブランクカードに押し付けて加熱して昇華型インクをカード表面に転写した後、保護透明コーティングを施すことにより行われる。
【0113】
前記した直接熱転写カラー印刷は、染料系インクのため発色が鮮明できれいであり、廃棄されるのはインクリボンのリボンのみである。これに対して、間接熱転写カラー印刷は、顔料系インクのため、発色があまり鮮明でないこと、昇華型インクが転写されたPETフィルム毎にブランクカードに貼り付ける方式では、PETフィルムが少なくとも20μm程度の厚さを有するので、厚みが増すこと、PETフィルム上からレーザー光エネルギーを照射してマーキングした場合は、得られたマーキングの濃度や鮮明性に劣ること、場合によってはPETフィルムとカード表面との間でレーザーマーキングにより膨れが生じてマーキングした文字・画像がぼやけたりして、よくみえない等の問題がある。また、間接熱転写カラー印刷における後者の印刷方式では、一度転写したPETフィルムを廃棄することになり環境上、好ましくなく、また、かなり工程が煩雑で生産性に問題がある。本発明においては、昇華型直接熱転写方式、又は昇華型間接熱転写方式によるカラー印刷のうち、昇華型直接熱転写方式によりカラー印刷を行うことが、より好ましい。
【0114】
前記透明レーザーマーキングシート1(1A,1B)は、これまで説明した通り、透明基材シートの少なくとも片面に、インク受理層を設けてなる透明レーザーマーキングシートである。すなわち、前記透明基材シートは、ポリカーボネート樹脂、及びレーザー光エネルギー吸収体を含む透明ポリカーボネート樹脂組成物からなる単層シート、または非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層をスキン層として、前記透明ポリカーボネート樹脂組成物をコア層とする多層シートとして構成される。さらに、インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂から形成されるとともに、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシートである。
【0115】
さらに、コアシート6は、非結晶性芳香族ポリエステル樹脂からなる単層シート、非結晶性芳香族ポリエステル樹脂とポリカーボネート樹脂とのアロイポリマーからなる単層シート、更には、スキン層とコア層を有し、溶融押出成形により少なくとも3層のシートであり、スキン層がガラス転移温度80℃以上の共重合ポリエステル樹脂からなり、コア層がポリカーボネート樹脂からなる多層シートが使用できる。これらのコアシートは、単層シートの場合はそれらを形成する樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有することが好ましい。多層シートの場合は、スキン層樹脂及びコア層樹脂100質量部に対して、染顔料の少なくとも1種以上を1質量部以上含有することが好ましい。更に、前記コアシート6の全厚さが50〜400μmからなるとともに、前記多層シートでは全厚みに対するコア層の厚み比率が20%以上、80%未満からなることが好ましい。
【0116】
単層及び多層コアシートにおいて、単層シート及び多層シートのスキン層、コア層を形成樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させていることが好ましい。この点で、透明レーザーマーキングシートと異なる。このように着色系染料、顔料等の樹脂の着色剤を1質量部以上配合するのは、後述するように、透明レーザーマーキングシートと、着色コアシート7の積層体シートを複数層、積層させた後、レーザー光エネルギーを照射してマーキングする場合に、レーザー光エネルギー照射部が黒色マーキングされる場合はコントラストの観点から、その下層であるコアシートは淡彩色である必要があり、特に白が良好である。更に、コアシートには固定情報として画像等がオフセット印刷等を使用してカラー印刷されることが一般的であり、その印刷の視認性からも淡彩色や特に白が望ましい。
【0117】
この着色系染料、顔料等の樹脂の着色剤としては、白色顔料として酸化チタン、酸化バリウム、酸化亜鉛、黄色顔料として酸化鉄、チタンイエロー、赤色顔料として、酸化鉄、青色顔料としてコバルトブルー群青などが挙げられる。ただし、コントラスト性を高めるため、薄い色付、淡彩色系となるものが好ましい。
【0118】
着色系染料、顔料の中でも、より好ましいのはコントラスト性の際立つ、白色系染料、顔料等の樹脂の着色剤が添加されることである。
【0119】
さらに、コアシートを形成する樹脂100質量部に対して、酸化防止剤、及び着色防止剤の少なくとも1種を0.1〜5質量部、及び紫外線吸収剤、及び光安定剤の少なくとも1種を0.1〜5質量部含有することも好ましい形態の一つである。酸化防止剤、及び着色防止剤の少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。又、紫外線吸収剤、及び光安定剤の少なくとも1種を添加(配合)させる場合には、これらのシートを長期保管時、及び最終製品であるプラスチックICカード及び電子パスポートの実際の使用時における光劣化を抑制するために有効である。すなわち、このような構成にすることにより、適宜選択的に、酸化防止剤、及び着色防止剤の少なくとも1種、及び紫外線吸収剤及び光安定剤の少なくとも1種を所望量含有させることができる。加えて、適宜、含有させる領域を選択できるため、シート全体として相乗的に本発明の効果をより奏することができる。
【0120】
なお、コアシート6の滑材、酸化防止剤、及び着色防止剤等は、透明レーザーマーキングシートに含有される滑材、酸化防止剤、及び着色防止剤と同じである。そのため、透明レーザーマーキングシートを参照されたい。
【0121】
[8]電子パスポート用データページ:
電子パスポート用データページにおける基本構成は、以下の2つのタイプである。まず、そのうちの1つは、ICチップタイプであり、図4に示すように、オーバーシート(透明)8/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/コアシート(白)9/インレットシート7/ヒンジシート11/コアシート(白)9/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/オーバーシート(透明)8から構成されるものである(15(15A))。また、もう1つは、図5に示すように、ICチップレスタイプであり、オーバーシート(透明)8/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/コアシート(白)9/ヒンジシート11/コアシート(白)9/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/オーバーシート(透明)8から構成されるものである(15(15B))。これらのデータページにレーザー光エネルギーを照射することにより個人情報(画像、文字等)を書き込み、ヒンジシートは他のシートより張出させている部分を用いてミシン綴じにより表紙や他のビザシート等と一体に堅固に綴じることで電子パスポートが製本される。
【0122】
このようにデータを書き込んだページ及びデータページのインレットシートに配設されたICチップ等の記憶媒体に記録させた個人情報等をヒンジシートにて表紙等に堅固に綴じる機能と、前記構成体において各層間の加熱融着性、特に、コアシートとヒンジシート間において堅固に加熱融着されることが重要であり、これらの目的から電子パスポートにおいてヒンジシートは非常に重要な役割を担うシートである。そのため、ヒンジシートに要求される性能は、柔軟性、繰返曲疲労強度、引裂強度、ミシン綴じ部強度に加え、強固な層間加熱融着性と加熱積層工程での耐熱性等が必要となる。
【0123】
[9]ヒンジシート:
上記のような役割を果たすヒンジシート(綴じシート)11は、熱可塑性ポリエステル樹脂、熱可塑性ポリエステルエラストマー、熱可塑性ポリアミド樹脂、熱可塑性ポリアミドエラストマー、熱可塑性ポリウレタン樹脂、熱可塑性ポリウレタンエラストマーから選ばれる少なくとも1種から形成されるシート、または、これらのポリマーと各種織物、編物、不織布との一体ラミネーションシート等が好ましい。
【0124】
また、ヒンジシート11は、前記したように電子パスポートに綴じやすくするために用いられる。従って、綴じ込みしやすい形状、大きさ等であれば、とくに形状や、長さ寸法等は限定されるものではなく、必要に応じて適宜選択することができる。
【0125】
より好ましくは、ヒンジシート11が、その厚さが50〜500μm、好ましくは50〜250μmである。ヒンジシート11の厚みが50μm未満では、ミシン綴じ部の強度が不足するため、電子パスポートから、個人の画像や文字、数字などの個人情報がレーザーマーキングされた多層シートが剥がされる懸念がある。又、500μmを超えるとデータページの全体厚みが厚くなりすぎて実用上好ましくなく、更に、シートの剛性が大きくなりすぎ、不使用時においても電子パスポートが自然に開いた状態になるという問題がある。
【0126】
さらに、ヒンジシート11の一端を、データページから張り出すように形成する(図4,図5の符合12)ことが好ましく、この張り出し長さは、5〜100mmとすれば十分である。ヒンジシート11に張り出し部12を形成することにより、この張り出し部12を用いて表紙等とミシン綴じした後、表紙に接着剤で貼り付けることができる。符合13は、ミシン綴じである。
【0127】
上記張り出し部12の寸法は、5〜100mmであれば十分であるが、好ましくは5〜50mm、更に好ましくは5〜20mmである。
【0128】
[10]透明レーザーマーキングシート(オーバーシート)の製造方法:
本発明において、透明レーザーマーキングシート(オーバーシート)を構成する基材シートが単層の場合は、1台のTダイ付押出機を用いて樹脂組成物を溶融押出成形にてシートを製造する方法が一般的であり、透明レーザーマーキングシート(オーバーシート)が3層以上の多層シートの場合は、例えば、3層シートにおいては、2台の押出機を1台の3層Tダイに連結して2種3層共押出成形にて3層シートを製造する方法が一般的である。
【0129】
上述のようにして得られた透明レーザーマーキングシート、コアシート等を所定の寸法に切断した後、真空プレス機等を用いて加熱積層することによりカード及び電子パスポート用データページの積層体を得ることができる。この積層に際しては、透明レーザーマーキングシートに設けたインク受理層が、最外層に位置するように配置をする。このように配置をすることによって、インク受理層に印刷を行うことができる。また、カード積層体の別法では、透明レーザーマーキングシート、コアシート等のロールシートを、加熱ラミネーション装置等を用いてロールシート形状に加熱積層した後、所定のカードサイズに断裁することも可能である。なお、透明レーザーマーキングシートのインク受理層は、透明レーザーマーキングシートを溶融押出成形後、その片面に、塩化ビニル系共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する溶剤溶液または水溶液をコーティング(塗布)して、インク受理層を形成する。そのインク受理層を形成した側とは反対側に、コアシートが接するようにして、加熱、加圧して、成形するとよい。
【0130】
ここで、所望時間、所望圧力、所望温度は、特に限定されるものではなく、使用する装置や各種シートの組成、種類等を考慮し、適宜選択することが好ましい。たとえば、ロータリー式真空プレス機を使用した場合は、一般的には、タクトタイムは60秒〜3分程度、圧力は1〜20Mpa、プレス温度は120〜190℃を一例として挙げることができ、縦型の真空プレス機を使用する場合は、使用圧力とプレス温度はロータリー式真空プレス機を使用した場合と同様であるが、サイクルタイムは30〜90分程度である。
【0131】
[11]プラスチックカード及び電子パスポート用データページへの固定情報の印刷方法:
プラスチックカード及び電子パスポート用データページの基本構成は前記のとおりであり、固定情報の印刷はコアシート(白)の片面にオフセット印刷、インクジェット印刷、シルクスクリーン印刷等の印刷方法により一般的にはカラー印刷がされる。このようにして印刷後のコアシートとオーバーシートなどの他のシートと共に複数枚のシートを前記方法にて加熱積層する。
【0132】
ここで、本発明の透明レーザーマーキングシートを応用することができるプラスチックカードとしては、たとえば、各種IDカードや健康保険カード、ETCカード等の交通カード、銀行カード等の各種ICカードを挙げることができる。ただし、これらはあくまでも例示であって、これに限定されるものではない。
【0133】
一般的なレーザーマーキング対応プラスチックICカードにおいては、前記のように汎用的な画像等をコアシートの片面にオフセット印刷等にてカラー印刷を施した後、他のオーバーシート等と加熱積層した後、所定のカードサイズに裁断してブランクカードを製造する。その後、レーザー光エネルギーをブランクカードに照射して黒色マーキングすることで、例えば、個人情報等をカードに深く施すことができる。しかしながら、レーザーマーキングではモノクロ画像、文字であり、画像はカラー画像が求められる場合には、昇華型間接熱転写方式によるカラー印刷が一般的である。前記したように、昇華型間接熱転写方式ではインクリボンの昇華型インクをPETフィルム等の基材透明フィルムに転写した後、このPETフィルム毎にカード最表面に貼り付ける方法や、このPETフィルムに転写された画像をカードに再転写した後、保護コートをする方法等が挙げられる。これらの方法では、まず前者のカードでは最外層より、PETフィルム/インク層/透明レーザーマーキング層となり、PETフィルムの厚み分だけカードがより厚くなる問題がある。また、このようなカードにレーザー光エネルギーを照射して黒色マーキングする場合、透明レーザーマーキングシートに均一分散させたレーザー光エネルギー吸収体がレーザー光エネルギーを吸収して高い熱を発生させる。そのためにPETフィルム/インク層/透明レーザーマーキング層間にて“フクレ”を生じる。その“フクレ”により黒色マーキング部に視認性の著しい低下が生じる。また、後者には、このような問題は起こりにくいが、再転写によりPETフィルムが廃棄物となるために環境上好ましくない。本発明の透明レーザーマーキングシートを用いることにより、これらの問題がなく、所望のカラー画像がカード上に印刷できることからその使用価値を上げることができる。
【0134】
[12]電子パスポート用:
又、本実施形態における透明レーザーマーキングシートは、電子パスポート用データページなどに好適に用いることができる。
【0135】
電子パスポート用データページの基本構成は、前記した2タイプがあり、ICチップタイプは、オーバーシート(透明)/オーバーシート(透明レーザーマーキングシート)/コアシート(白)/インレットシート/ヒンジシート/コアシート(白)/オーバーシート(透明レーザーマーキングシート)/オーバーシート(透明)から構成され、ICチップレスタイプは、オーバーシート(透明)/オーバーシート(透明レーザーマーキングシート)/コアシート(白)/ヒンジシート/コアシート(白)/オーバーシート(透明レーザーマーキングシート)/オーバーシート(透明)である。これらの各種シートを所定形状に裁断し、前記カード積層体製造工程と同様に加熱積層により電子パスポート用データページを製造する。
【0136】
[13]マット加工:
透明レーザーマーキングシート、コアシート、及び他のシート表面には、平均粗さ(Ra)0.1〜5μmのマット加工が施されていることが好ましい。このように、前述のそれぞれのシート表面に、適宜選択的に、マット加工を形成する理由は、プラスチックカード及び電子パスポート用データページを得るにあたって、加熱積層する際、コアシートの片面にオフセット印刷によりカラー印刷を施す工程があるが、この工程においてシートをコンベアにて搬送、印刷機に投入するが、適切なマット加工を施していないとシートのすべりが悪くシートの搬送に問題を生じる。更に他のシートも同様に搬送工程での搬送性に問題が生じて量産化に支障をきたす。また、複数枚の各種シートを加熱積層する工程においては、各シート間の気泡が抜けにくくカードやデータページ表面の“フクレ”等が発生して問題を生じる。
【0137】
シート表面の平均粗さ(Ra)が0.1μm未満では前述したようにシート搬送性の問題及び加熱積層時の“気泡”問題が生じるが、マット加工の平均粗さ(Ra)が5μmを超えると、コアシートでは印刷性に問題を生じ、オーバーシートでは加熱積層工程においてシート表面のマット加工が加熱・加圧でつぶれて鏡面にならず、カードやデータページ表面に凹凸が残りカラー印刷やレーザーマーキング画像の視認性が低下して好ましくない。
【0138】
[14]レーザーマーキング方法:
本実施形態における透明レーザーマーキングシートは、レーザー光エネルギーを照射して発色させるものであるが、レーザー光エネルギーとしては、He−Neレーザー、Arレーザー、CO2レーザー、エキシマレーザー等の気体レーザー、YAGレーザー、Nd・YVO4レーザー等の固体レーザー、半導体レーザー、色素レーザー等が挙げられる。これらのうち、YAGレーザー、Nd・YVO4レーザーが好ましい。
【0139】
本実施形態のレーザーマーキング方法において、レーザー光エネルギーのレーザビームは、シングルモードでもマルチモードでもよい。又、ビーム径が20〜40μmのように絞ったもののほか、ビーム径が80〜100μmのごとく広いものについても用いることができる。ただし、シングルモードで、ビーム径が20〜40μmの方が、印字発色部と下地のコントラストを3以上とし、コントラストが良好な印字品質を得る点で好ましい。
【0140】
このように本実施形態の透明レーザーマーキングシートに、レーザー光エネルギーを照射すると、透明レーザーマーキングシート中に均一分散させたレーザー光エネルギー吸収体がレーザー光エネルギーを吸収して高い熱を発生する。単層透明レーザーマーキングシートのポリカーボネート樹脂、または3層構造におけるコア層樹脂であるポリカーボネート樹脂がその高い熱により黒色発色することにより文字、画像を透明レーザーマーキングシート中にマーキングする。
【0141】
[15]カラー印刷、及びレーザーマーキング方法:
さらに好ましくは、これまで説明してきた透明レーザーマーキングシートに、カラー印刷、及びレーザーマークするレーザーマーキング方法である。インク受理層を形成した透明レーザーマーキングシートをオーバーシートとして、インク受理層側をカードの最外層となるように、前記カード構成において加熱積層体を形成、所定のカードサイズに裁断した後、その裁断したカード表面から昇華型直接熱転写方式によりカラー印刷した後、レーザー光エネルギー照射によりモノクロ画像、文字をマーキングすることにより、カラー画像とモノクロ(黒色)画像、文字が形成される。もちろん、昇華型直接熱転写方式に代えて昇華型間接熱転写方式のカラー印刷も可能であるが、前記したとおりの問題があるために、昇華型直接熱転写方式がより好ましい。
【実施例】
【0142】
以下、本発明を実施例によって更に具体的に説明するが、本発明はこれに限定されるものではない。なお、以下の実施例及び比較例における「部」及び「%」は特に断りのない限り質量部及び質量%を意味する。又実施例における各種の評価、測定は、下記のような方法により評価、測定した。
【0143】
[1]インク受理層を設けた透明レーザーマーキングシートの透明性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートにつき、分光光度計(商品名「NDH 2000」日本電色工業(株)製)を用いて各々のシートの全光線透過率を測定し、下記の評価レベルにてシートの透明性を判定した。
◎:全光線透過率80%以上
○:全光線透過率60%以上80%未満
×:全光線透過率60%未満
[2]インク受理層と基材シートとの密着性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートにつき、インク受理層と基材シートとの密着性を、JIS K 5600に準拠して碁盤目試験(格子パターン:25ます)を行い、下記の評価レベルにてインク受理層と基材シートとの密着性を評価した。
◎ :全く剥離なし
○ :剥離5個以内
△ :剥離10個以内
× :剥離10〜20個
××:全部剥離
[3]カラー印刷性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートをオーバーシートに、製造例2で製造したシートBをコアシートとして、オーバーシート/コアシート/コアシート/オーバーシートの層構成となるように、ロータリー真空プレス機(日精樹脂工業(株)製)を用いて、加熱温度160℃、面圧10MPaにて、タクトタイム2分にて総厚みが約700μmにプレスした後打ち抜いてブランクカードを得た。これらのブランクカードを両面カードプリンター(ニスカ(株)製 製品名 PR5350)を用いてカラー印刷を行い、印刷の状況を肉眼で観察し、下記の評価レベルにて目視評価した。
○:色ぶれ、色とびはない、若干濃度が薄いが良好なカラー印刷
△:色ぶれ、色とびはないが、濃度が薄い
×:色ぶれ、色とびがみられ、濃度が極端に薄い
【0144】
[4]レーザーマーキング性:
前記[3]で製造したブランクカードのカラー印刷を施していない部分に、Nd・YVO4レーザーマーカー(ロフィンシナール(株)製 商品名「RSM10E」)を使用して、照射条件、周波数30KHz、電流28A、照射速度400mm/secにてレーザー光エネルギーを照射した後、下記の評価レベルにてレーザーマーキング性を評価した。
○:コントラスト比3以上、レーザー光エネルギー照射部に膨れ全くなし
△:コントラスト比2〜3未満又はレーザー光エネルギー照射部にわずかな膨れあり
×:コントラスト比2未満又はレーザー光エネルギー照射部の膨れ多数あり
【0145】
(製造例1)単層シートA:透明レーザーマーキング単層シート
ポリカーボネート樹脂(商品名「タフロンFN2200A」 出光興産(株)製、メルトボリュームレイト=12cm3/10min)100部、レーザー光エネルギー吸収体としてカーボンブラック(三菱化学(株)製 #10、平均粒子径95nm、DBP吸油量86ml/100g)0.0015部、フェノール系酸化防止剤として、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート(商品名「イルガノックス1076」、チバ・スペシャルティ・ケミカルズ(株)製))0.1部、及び紫外線吸収剤として、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン329」、チバ・スペシャルティ・ケミカルズ(株)製)0.2部を配合し、Tダイ付押出機により、シートの総厚さが100μm、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工して単層シートAを得た。
【0146】
(製造例2)単層シートB:白色単層シート
非結晶性芳香族ポリエステル樹脂(商品名「イースターGN071」イーストマンケミカル(株)製、)100部、滑剤としてステアリン酸カルシウム0.1部及び酸化チタン15部を配合し、Tダイ付押出機により、シートの総厚さ250μm、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工をして単層シートBを得た。
【0147】
(製造例3)多層シートC:透明レーザーマーキング多層シート
スキン層を構成する樹脂組成物として、非結晶性芳香族ポリエステル樹脂(商品名「イースターGN071」イーストマンケミカル(株)製)100部に、滑剤としてステアリン酸カルシウム0.1部を配合し、スキン層を構成する樹脂組成物を調製した。一方、コア層を構成する樹脂組成物として、ポリカーボネート樹脂(商品名「タフロンFN2200A」出光興産(株)製、メルトボリュームレイト=12cm3/10min)100部、レーザー光エネルギー吸収体としてカーボンブラック(三菱化学(株)製 #10、平均粒子径75nm、DBP吸油量86ml/100gr)0.0015部、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ(株)製)を0.1部及び紫外線吸収剤として、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ(株)製)0.2部を配合し、コア層を構成する樹脂組成物を調製した。上記で調製したスキン層構成樹脂組成物とコア層構成樹脂組成物を各々2台の2種3層用Tダイ付押出機を用いて、2種3層共押出成形により、スキン層/コア層/スキン層の3層からなり、シートの総厚さが100μm、両側のスキン層が15μm、中央のコア層が70μm(総厚さに対するコア層厚さ比率70%)、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工をして多層シートCを得た。
【0148】
上述の製造例1及び3の透明レーザーマーキングシートを用いて、インク受理層を形成する塗工剤を塗工した透明レーザーマーキングシートE〜Rを得た。
【0149】
〔実施例1〕(インク受理層付透明レーザーマーキングシートE)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体(日信化学工業(株)製、ソルバインCN(塩化ビニル/酢酸ビニル含有量=89/11、重合度=750)を、エチルセロソルブ/ブチルセロソルブ/ジオキサン=1/1/2(質量比)混合溶媒にて溶解させて固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートEを得た。
【0150】
〔実施例2〕(インク受理層付透明レーザーマーキングシートF)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体エマルジョン(日信化学工業(株)、ビニブラン603(塩化ビニル/酢酸ビニル含有量=70/30、固形分濃度=50%)を、エチルセロソルブ/ブチルセロソルブ=1/1混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層基材シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートFを得た。
【0151】
〔実施例3〕(インク受理層付透明レーザーマーキングシートG)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニルーアクリル共重合体エマルジョン(日信化学工業(株)製、ビニブラン690(塩化ビニル/アクリル含有量=80/20、固形分濃度=54%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートGを得た。
【0152】
〔実施例4〕(インク受理層付透明レーザーマーキングシートH)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。エチレン−塩化ビニル−酢酸ビニル共重合体エマルジョン(住化ケムテックス(株)製、スミカフレックスS−830(エチレン/塩化ビニル/酢酸ビニル含有量=20/50/30、固形分濃度=50%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートHを得た。
【0153】
〔実施例5〕(インク受理層付透明レーザーマーキングシートJ)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。スルホン酸塩基含有ポリエステル系樹脂溶液(高松油脂(株)製、ペスレジンA−1120、イソプロピルアルコール26wt%/n−プロピルアルコール12wt%/水42wt%混合溶媒、固形分濃度=20%)をオートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートJを得た。
【0154】
〔実施例6〕(インク受理層付透明レーザーマーキングシートK)
基材シートとして、製造例3で製造した多層シートC(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体(日信化学工業(株)製、ソルバインCN(塩化ビニル/酢酸ビニル含有量=89/11、重合度=750)を、エチルセロソルブ/ブチルセロソルブ/ジオキサン=1/1/2(質量比)混合溶媒にて溶解させて固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートKを得た。
【0155】
〔比較例1〕(インク受理層付透明レーザーマーキングシートP)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。水分散ポリエステル樹脂(東洋紡績(株)製、バイロナールMD−1200(固形分濃度34%、ブチルセロソルブ11%)を、オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層基材シートAの片面に塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートPを得た。
【0156】
〔比較例2〕(インク受理層付透明レーザーマーキングシートQ)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。アクリルエマルジョン(高松油脂(株)、試作品SNX−25(固形分濃度37%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶剤を加えて希釈し、固形分濃度22%の塗工液を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートQを得た。
【0157】
〔比較例3〕(インク受理層付透明レーザーマーキングシートR)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。塩化ビニル重合体エマルジョン(日信化学工業(株)、ビニブラン985(固形分濃度37%)を、エチルセロソルブ/ブチルセロソルブ=1/1混合溶剤を加えて希釈し、固形分濃度22%に調整した後、この塗工液を、オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に塗工した後、温度110℃乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートRを得た。
【0158】
〔比較例4〕(インク受理層無透明レーザーマーキングシートS)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)をそのまま使用いた。
【0159】
〔比較例5〕(インク受理層無透明レーザーマーキングシートT)
基材シートとして、製造例3で製造した多層シートC(厚さ100μm)をそのまま使用した。
【0160】
上述の実施例1〜6で得た透明レーザーマーキングシート(E〜H、J〜K)と、比較例1〜5で得た透明レーザーマーキングシート(P〜T)につき、各種評価を行った。その結果を表1に示す。
【0161】
【表1】

【0162】
(考察)
表1、2に示すように、実施例1〜6におけるインク受理付透明レーザーマーキングシートは、高い全光線透過率を有し透明性に優れ、インク受理層コート材と基材との密着性に優れるものであった。さらに昇華型直接熱転写カラー印刷において、色ブレ、色トビがなく、十分な濃度であり、良好な印刷適性を有していることに加え、レーザー光照射によるレーザーマーキングにおいては、コントラストが高く、照射部にフクレなどのみられない平滑性に優れたマーキングが得られるなどの優れた性能を有することを確認した。一方、比較例1〜5は、高い全光線透過率を有し透明性に優れ、インク受理層コート材と基材との密着性に優れるものであるが、カラー印刷において、色ブレ、色トビがみられたり、又濃度が不十分なものであり、カラー印刷性に劣るものであった。比較例2は透明性とインク受理層コート材と基材との密着性が良好であるものの、カラー印刷性とレーザーマーキング性に劣るものである。比較例3はインク受理層コート材と基材との密着性が極端に劣り、基材上にコート層が成膜しなかった。比較例4、5はインク受理層を基材上に形成しない例であり、カラー印刷性に劣るものである。
【産業上の利用可能性】
【0163】
本発明は、昇華型熱転写印刷により、発色性と鮮明性に優れたカラー印刷ができ、しかもレーザーマーキング印刷機能をも併せ有する、電子パスポート、プラスチックカードなどに有用な透明レーザーマーキングシートに適用可能である。
【符号の説明】
【0164】
1(1A),1(1B):透明レーザーマーキングシート、
2,20:基材シート、
3:インク受理層、
4:スキン層、
5:コア層、
6:コアシート、
7:インレットシート、
8:オーバーシート、
9:コアシート、
11:ヒンジシート、
12:張り出し部、
13:ミシン綴じ、
14:プラスチックカード、
15(15A),15(15B):電子パスポート用データページ。
【技術分野】
【0001】
本発明は、透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。特に、昇華型熱転写方式によるカラー印刷適性と、レーザーマーキングによるマーキング特性に優れた透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。また、プラスチックカード用、又は電子パスポート用として好適に用いることができる透明レーザーマーキングシート、及びレーザーマーキング方法に関するものである。
【背景技術】
【0002】
国際交流が進展する中で、人の移動が国を超えて活発化している昨今、個人を特定し身分又は身元を証明する手段として、個人情報を記録したIDカード、或いはパスポート等の身分証明書(身元証明書)等が使用される。特に、公的機関や信頼性の高い団体の発行する身分証明書の重要性が高まっているのが現状である。
【0003】
2001年9月のアメリカ同時多発テロ事件以降、各国において出入国管理を厳しくする等の対策が講じられる。たとえば、国連の専門機関ICAO(International Civil Aviation Organization)が標準規格を制定し、個人情報の書き込み、読み取り可能なICチップを組入れた電子パスポート導入の取組みを開始しているのが現状である。
【0004】
他方、ICチップを組入れたプラスチックカードは、磁気カードに比べ、大量の情報を記録することができ、又、偽造、改竄されにくいという利点を有することから、キャッシュカード、クレジットカード、プリペイドカード、電子マネーカード、ETCカード、各種会員証、社員証、学生証、或いは交通機関の定期券等に広く利用されている。
【0005】
このような各種ICチップを組入れた電子パスポート、或いはプラスチックカード等においては、個人情報を書き込んだICチップの他に、カード本体等に個人名、記号、文字、写真、図柄等の情報を表示するのが一般的であり、本人認証プロセスの際の中心的役割を果たし、国民生活に利便性をもたらしている。
【0006】
ところで、上記した電子パスポートは、個人を特定し証明し得るものであるから、国、或いは国の指定若しくは代行機関以外の第三者が、個人情報の偽造や改竄等を容易に行えるものであれば、その信頼性が低いものとなり、国際交流の進展や人の世界規模での移動に支障を与えることになりかねない。
【0007】
そこで、前述の電子パスポート、或いはICカード、IDカードなどのプラスチックカード等においては、改竄や偽造の防止が重要な問題となっている。すなわち、電子パスポート、ICカード、IDカードなどのプラスチックカード等に、コントラストが高く、鮮明な表示を付与することが、偽造や改竄等を防止する観点から、カード自体の物理仕様上の対策が極めて重要とされる。
【0008】
このような問題に対して、カードを構成するシート自体に、レーザーマーク機能を付与し、個人名、記号、文字、写真、図柄等をレーザーマーキングできるレーザーマーキング用シートが注目されており、たとえば、以下の特許文献1〜2がある。又文字、記号、画像、図柄等のカラー印刷を行なうことができるICカード用シートとしては、以下の特許文献3〜4がある。
【0009】
特許文献1には、コア層の両面にスキン層を有する、少なくとも3層から形成されるカード用オーバーシートが記載されている。このカード用オーバーシートのスキン層は、非結晶性芳香族ポリエステル系樹脂と、滑剤とから形成されている。又、コア層は、ポリカーボネート樹脂と、レーザー光エネルギー吸収体とから形成されている。さらに、前記3層シートは、その全厚さ、及び前記3層シートの全厚さに対するコア層の厚さの割合が規定されている。
【0010】
また、特許文献2には、ポリカーボネート、ポリエチレンテレフタレートなどの熱可塑性樹脂から形成されてなる表層と、ポリカーボネート、エネルギー吸収体、及び着色剤から形成されてなる内層とを、溶融共押出しにより形成されたレーザーマーキング用多層シートが開示されている。
【0011】
さらに、特許文献3には、エチレングリコール成分の特定量を、シクロヘキサンメタンジオールで置換してなる共重合ポリエステル樹脂組成物からなるシートで形成されたICカード用コアシート、及びオーバーシートが記載されている。又、前記シートの片面は、エンボス加工が施されていることが開示されている。
【0012】
また、特許文献4には、エチレングリコール単位と、1,4−シクロヘキサンジメタノール単位のモル比が異なる2種のポリエステル、及び芳香族ポリカーボネートを含有してなるポリエステル樹脂組成物から形成される無延伸シートであって、その片面に、マット加工が施された識別カード用シートが記載されている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特許第4142086号公報
【特許文献2】特許第4379668号公報
【特許文献3】特開平9−66590号公報
【特許文献4】特開平11−100451号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
確かに、特許文献1におけるカード用オーバーシートでは、レーザー光エネルギーの照射により、前記オーバーシートに損傷なくマーキングでき、且つ、生地部と印字部とのコントラストが高く、鮮明な文字、記号、画像が得られ、耐熱性に優れる。しかし、前記シートの最外層のスキン層は、非結晶性芳香族ポリエステル系樹脂と、滑剤とから形成されている。そのため、スキン層に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷により、発色性と鮮明性に優れた文字、記号、画像、図柄等のカラー印刷を行うことが難しい。
【0015】
また、特許文献2のレーザーマーキング用多層シートでは、良好なレーザーマーキング性を有する。しかし、上記特許文献1と同様に、表層が、ポリカーボネート、ポリエチレンテレフタレートなどの熱可塑性樹脂から形成されている。したがって、この表層に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷により発色性と鮮明性に優れた文字、記号、画像、図柄等を記録することが困難である。
【0016】
さらに、特許文献3のICカードでは、印刷インキ接着性、インキ着肉仕上がり性、印刷機械適性などの印刷に関する適性を付与するための手段が、エンボス加工によるものである。前記エンボス加工では、ある程度の印刷機械適性が得られるが、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷の発色再現性、鮮明性に劣る。又、たとえカラー印刷ができたとしても、印刷が剥がれ易い。なお、この特許文献3のICカードは、オーバーシートとコアシートが融着され、内部にICチップ搭載モジュールが配設されてなるものであり、レーザーマーキング機能を有しているものではない。情報は、印刷によるだけであり、改竄防止、及び偽造防止に劣るおそれがある。
【0017】
また、特許文献4の識別カードでは、上記特許文献3と同様に、印刷インキ接着性、インキ着肉仕上がり性、印刷機械適性などの印刷に関する適性の付与は、単にポリエステル樹脂シート表面に形成されたエンボス加工によるものである。前記エンボス加工では、上記特許文献3と同様に、ある程度の印刷適性が得られるが、昇華型直接熱転写方式、或いは昇華型間接熱転写方式によるカラー印刷の発色再現性、鮮明性に劣る。又、印刷された文字、絵柄などが剥がれ易いという問題がある。さらに、この特許文献4のICカードは、オーバーシートとコアシートとが、融着されてなり、内部にICチップ搭載モジュールが配設されてなるものである。したがって、上記特許文献3に記載のICカードと同じく、レーザーマーキング機能を有しているものではない。情報は、印刷によるだけであり、改竄防止、及び偽造防止に劣るという問題を有している。
【0018】
本発明は、上記問題点を解決すべくなされたものであり、印刷性、密着性、及び透明性を兼ね備えた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。又、基材シートの少なくとも片面に、インク受理層を設けてなる透明レーザーマーキングシートは、昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷性にきわめて優れる。又、前記インク受理層は、基材シートと強固に密着し、剥離したり、変質することがない。さらに、前記透明レーザーマーキングシートは、レーザー光エネルギーの照射により、透明レーザーマーキングシートが損傷することなく、文字、記号、画像等の情報をマーキングすることができる。しかも基材シート(地肌部分)と、マーキングされた情報部分とのコントラストが高く、鮮明なマーキングが得られる透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。さらに、シートの搬送性、熱プレス後の金型からの離型性を有し、耐熱性、耐折り曲げ性、耐摩耗性を有し、改竄防止、偽造防止に優れた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。
【0019】
さらに、レーザーマーキングにより、コントラストが高く、鮮明な表示を実現でき、又、改竄防止、偽造防止に優れたプラスチックカード、及び電子パスポートを提供できる。
【0020】
本発明により、以下の透明レーザーマーキングシート、及びレーザーマーキング方法が提供される。
【課題を解決するための手段】
【0021】
[1]レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成され、前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシート。
【0022】
[2]前記透明レーザーマーキングシートのレーザー光エネルギー吸収体が、カーボンブラック、チタンブラック、金属酸化物から選ばれる1種または2種以上を含有してなる前記[1]に記載の透明レーザーマーキングシート。
【0023】
[3]前記単層シートが、ポリカーボネート樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる透明ポリカーボネート樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる前記[1]または[2]に記載の透明レーザーマーキングシート。
【0024】
[4]前記多層シートを構成するスキン層が、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる非結晶性芳香族ポリエステル樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる前記[1]または[2]に記載の透明レーザーマーキングシート。
【0025】
[5]前記単層シート及び前記多層シートのコア層を構成するポリカーボネート樹脂のISO1133に準じて測定したメルトボリュムレイトが、4〜30cm3/10分である前記[1]〜[4]のいずれかに記載の透明レーザーマーキングシート。
【0026】
[6]前記塩化ビニル共重合体における、塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が100〜2000である前記[1]〜[5]のいずれかに記載の透明レーザーマーキングシート。
【0027】
[7]前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である前記[1]〜[6]のいずれかに記載の透明レーザーマーキングシート。
【0028】
[8]前記官能基を有するポリエステル系樹脂が、スルホン酸塩基またはカルボン酸塩基を有するポリエステル系樹脂である前記[1]〜[7]のいずれかに記載の透明レーザーマーキングシート。
【0029】
[9]プラスチックカード用である前記[1]〜[8]のいずれかに記載の透明レーザーマーキングシート。
【0030】
[10]電子パスポート用である前記[1]〜[8]のいずれかに記載の透明レーザーマーキングシート。
【0031】
[11][1]〜[10]のいずれかに記載のインク受理層を設けた透明レーザーマーキングシートにカラー印刷、及びレーザーマーキングする方法であって、前記透明レーザーマーキングシートの前記インク受理層が形成された面に、昇華型直接熱転写方式、又は昇華型間接熱転写方式によりカラー印刷した後、前記インク受理層を設けた面からレーザー光エネルギーを照射して、文字、図形、記号、又は情報をレーザーマークするレーザーマーキング方法。
【発明の効果】
【0032】
本発明によれば、印刷性、密着性、及び透明性を兼ね備えた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できるといった優れた効果を奏することができる。特に、昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷適性にきわめて優れ、色トビ、色ブレがなく、良好な濃度を有する印刷ができるといった印刷適性に優れたものとなる。又、前記インク受理層は、基材シートと強固に密着し、剥離したり、変質することがない。さらに、前記透明レーザーマーキングシートは、レーザー光エネルギーの照射により、透明レーザーマーキングシートが損傷することなく、文字、記号、画像等の情報をマーキングすることができる。しかもシートの非マーキング部分(地肌部分)と、マーキングされた情報部分とのコントラストが高く、鮮明なマーキングが得られる透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。さらに、良好なシートの搬送性、熱プレス後の金型からの離型性を有し、耐熱性、耐折り曲げ性、耐摩耗性を有し、改竄防止、偽造防止に優れた、透明レーザーマーキングシート、及びレーザーマーキング方法を提供できる。
【図面の簡単な説明】
【0033】
【図1】本発明の透明レーザーマーキングシートの一実施形態を示す模式図であって、単層からなる基材シートの片面にインク受理層を設けたレーザーマーキングシートの断面を模式的に示した図である。
【図2】本発明の透明レーザーマーキングシートの別一実施形態を示す模式図であって、スキン層とコア層を有する基材シートの片面に、インク受理層を設けたレーザーマーキングシートの断面を模式的に示した図である。
【図3】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、プラスチックカードへの使用例の断面を模式的に示した図である。
【図4】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、電子パスポート用データページへの使用例(ICチップタイプ)の断面を模式的に示した図である。
【図5】本発明の透明レーザーマーキングシートの一実施形態を示す使用例模式図であって、電子パスポート用データページへの他の使用例(ICチップレスタイプ)の断面を模式的に示した図である。
【発明を実施するための形態】
【0034】
以下、本発明の透明レーザーマーキングシート、及びレーザーマーキング方法を実施するための形態について具体的に説明する。但し、本発明はその発明特定事項を備える透明レーザーマーキングシート、及びレーザーマーキング方法を広く包含するものであり、以下の実施形態に限定されるものではない。
【0035】
[1]本発明の透明レーザーマーキングシートの構成:
レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成される。また、前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される。
【0036】
[1−1]インク受理層:
本発明の透明レーザーマーキングシートにおけるインク受理層は、基材シートの少なくとも片面に、層状になって形成される。さらに、この受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂から形成されるとともに、乾燥膜厚が1〜20μmの厚さを有する層として構成される。このように形成されることにより、透明レーザーマーキングシートに設けたインク受理層に、たとえば昇華型直接熱転写方式、或いは昇華型間接熱転写方式などによるカラー印刷を行うことができる。カラー印刷された文字、絵柄などは、色ブレ、色トビがなく、濃度の再現性にも優れたものとなる。加えて、基材シートと強固に密着し、剥離したり、変質することがないインク受理層を形成できる。レーザーマーキングは改竄防止、偽造防止としての効果に優れているが、モノカラー(白または黒)であることから、カラー画像の要求には応えられない。しかし、このようなインク受理層を設けた透明レーザーマーキングシートを使用することにより、改竄防止、偽造防止としてのレーザーマーキングに加えてカラー画像を後述するプラスチックカード、或いは、電子パスポートに形成することができる。
【0037】
このインク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて前記透明レーザーマーキングシートの片面に乾燥膜厚が1〜20μmに塗工してなるものである。このようなインク受理層を設けることにより、色ブレ、色トビがなく印刷再現性に優れ、基材との密着性に優れ、かつ、レーザーマーキング時のマーキングの鮮明性を阻害せず、あるいは文字、図形、記号等が、いわゆるぼけずに、明瞭に、しかも確実に視認可能となる。
【0038】
また、本発明の透明レーザーマーキングシートにおけるインク受理層は、乾燥膜厚が1〜20μmの厚さを有する層として構成される。このような所望の厚さを備えることにより、インク受理層が過度に厚くならずに済む。さらに十分な印刷適性を有することができ、電子パスポート、或いは、プラスチックカードに要求される一般的な厚さ規格に対応するものとなる。すなわち、このような所望のインク受理層を備える透明レーザーマーキングシートを使用して電子パスポート、或いは、プラスチックカードを成形しやすくなるという利点がある。さらに、インク受理層が、前記した所望の厚さ範囲内であることによって、レーザーマーキングした際、或いは、印字した際の、文字、図形、記号等の鮮明性を確保できる。一方、インク受理層の厚さが、1μm未満であると、十分な印刷適性を得ることが難しい。印刷インクと基材との密着性が低下することにより、たとえば、昇華型直接熱転写方式、又は昇華型間接熱転写方式などによる文字、絵柄などが、色ブレしたり、色トビを生じ、濃度の再現性にも劣るようになる。他方、インク受理層の厚さが、20μm超になると、もともと透明レーザーマーキングシートの平均的な厚みが80〜120μm程度に対して、インク受理層を設けた透明レーザーマーキングシートの総厚みが過度に厚くなりすぎ、例えば、プラスチッックICカードでは、カード全体の厚みがISOで規定されているので、それを超えてしまうので好ましくない。しかも厚くしすぎても、それに見合う印刷適性が得られ難い。
【0039】
ここで、「塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなるインク受理層」とは、基材に塗工されたときに透明であり、印刷インクの定着性に優れるものである。なお、対象となる印刷方式は昇華型直接熱転写方式、又は昇華型間接熱転写方式があげられ、更に、インクジェツト方式、オフセット印刷方式等、種々の印刷方式を対象とすることができる。
【0040】
前記塩化ビニル共重合体は、塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が100〜2000であり、前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である。
【0041】
前記塩化ビニル共重合体における塩化ビニルの比率(割合)が、30質量%以上、好ましくは50質量%以上が好適である。この比率は、2元共重合体及び3元、或いは、それ以上の多元共重合体の場合においても30質量%以上、好ましくは50質量%以上である。ここで、塩化ビニル成分は印刷インクの定着(インクの受理)に寄与し、その他の成分は有機溶剤への溶解性や水中でのポリマー液滴の分散安定性の寄与及び基材との密着性の寄与であることから、30質量%以上とすることにより、特に、直接熱転写方式印刷により、基材との密着性に優れ、発色性と鮮明性に優れた、文字、記号、画像、及び図柄等のカラー印刷を行うことができる。一方、塩化ビニルの比率が、30質量%未満では、良好な印刷適性を得ることが困難となるからである。なお、塩化ビニル成分の含有量の上限は、85質量%であることが好ましい。あまりにも、塩化ビニル成分の含有量が多くなると、共重合成分の含有量が低くなり、有機溶剤への溶解性に難があり、塗工時の成膜性に劣ることや基材との密着性に劣ることから、基材へのインク受理層形成が阻害される。
【0042】
また、インク受理層を形成する塩化ビニル共重合体の平均重合度は、100〜2000のものが好ましい。このような重合度を有する塩化ビニル共重合体を含むインク受理層は、印刷適性に優れ、又、基材シートとの密着性も良好である。さらに、重合度が平均重合度が100未満のように低すぎると、インク受理層の凝集力が小さくなり印刷層が脆くなることから印刷層のワレ、ハガレが生じて好ましくない。一方、平均重合度が、2000超の塩化ビニル共重合体は、有機溶剤への溶解性または水への分散安定性に劣ることから塗布適性に劣り、基材シートに塗布した場合に、塗布層形成が適切に行えず、インク受理層として機能しない。
【0043】
ここで、平均重合度とは、単量体がいくつ重合して共重合体を形成しているかを表す値である。塩化ビニルと塩化ビニル以外の共重合成分とが、重合して生成した塩化ビニル共重合体を形成する塩化ビニルと塩化ビニル以外の共重合成分の合計分子数を、塩化ビニル共重合体の分子数で除した値である。なお、上記平均重合度とは、数平均重合度を言う。
【0044】
前記インク受理層を形成する塩化ビニル共重合体としては、たとえば、塩化ビニル−エチレン共重合体、塩化ビニル−プロピレン共重合体、塩化ビニル−イソブチレン共重合体等の塩化ビニル−オレフィン共重合体、塩化ビニル−塩化ビニリデン共重合体、塩化ビニル−フッ化ビニル共重合体、塩化ビニル−臭化ビニル共重合体、塩化ビニル−塩化プロピレン共重合体等の塩化ビニル−プロピレン共重合体等のハロゲン化オレフィン共重合体、塩化ビニル−酢酸ビニル共重合体、塩化ビニル−ステアリン酸ビニル共重合体等の塩化ビニル−ビニルエステル共重合体、塩化ビニル−アクリル共重合体等の塩化ビニル−アクリル、若しくはアクリル系誘導体共重合体、エチレン−塩化ビニル−酢酸ビニル共重合体、エチレン−塩化ビニル−アクリル酸エチル共重合体、メチルメタクリレート−ブタジエン−スチレン−塩化ビニル共重合体等の3元、或いは4元共重合体を挙げることができる。また、塩化ビニル共重合体の共重合構造は、ブロック共重合体、グラフト共重合体、或いはランダム共重合体のいずれであってもよい。
【0045】
一方、官能基を有するポリエステル系樹脂としては、スルホン酸塩基またはカルボン酸塩基を含有する水性ポリエステル系樹脂が挙げられる。更に、これら水性ポリエステル系樹脂とビニル系モノマー乳化重合エマルジョン、これら水性ポリエステル系樹脂と共重合アクリル系樹脂との水分散性樹脂組成物、これら水性ポリエステル系樹脂と水性ウレタン樹脂及びポリビニルアルコール(以下、PVAと略する)との混合水溶液、水分散液、または、これら混合水溶液、水分散液存在下にて、親水性のラジカル重合性ビニルモノマー及び他のビニルモノマーをグラフト重合して得られるアニオン性グラフトポリマーと側鎖カチオン性第4級アンモニウム塩基を有するビニル共重合体とPVAとの混合により得られる変性カチオン性ポリマーとの混合水溶液、水分散液、等が挙げられる。
【0046】
また、ポリエステル系樹脂の官能基である、スルホン酸塩基としては、スルホン酸基のプロトンが他の陽イオン(例えば金属イオン、有機オニウムイオン等)に置換した基をあげることができ、前記陽イオンは、1価に限定されるものでなく、2価以上のイオンであってもよいことは言うまでもない。さらに、カルボン酸塩基としては、カルボキシル基の水素原子が他の陽イオンで置換した基をあげることができる。
【0047】
上記したスルホン酸塩基を有するポリエステル系樹脂は、たとえば、ポリエステル系樹脂を重合した後、スルホン酸の金属塩等のスルホン酸塩基を含有するジカルボン酸、グリコールを共重合する方法により得ることができる。また、カルボン酸塩基を有するポリエステル系樹脂は、ポリエステル系樹脂に酸無水物を反応させ、カルボキシル基を導入し、ついでアルカリ化合物などで中和し、カルボン酸塩にする方法により得ることができる。
【0048】
さらに、前記基材シートへ好適な塗布、乾燥を行うためには、インク受理層を形成するコート剤(塩化ビニル共重合体または官能基を有するポリエステル系樹脂)が、有機溶剤溶液、水溶液または有機溶剤と水の混合水溶液として使用する。このように溶剤溶液、または水溶液、さらには混合水溶液として構成されることにより、基材シートへ塗工する際に基材表面に薄く塗工しやすくなり、又インク受理層の厚みの調整もし易くなる。
【0049】
なお、塩化ビニル共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する共重合体またはポリエステル系樹脂を溶解させて使用することができる有機溶剤としては、エチルセロソルブ(2−エトキシエタノール)、ブチルセロソルブ(2−n−ブトキシエタノール)、エチルアルコール、イソプロピルアルコール、ブチルアルコール、イソブチルアルコール、メチルエチルケトン、イソブチルケトン、酢酸エチル、酢酸ブチル、酢酸イソプロピル、ジオキサン、シクロヘキサノン、等を挙げることができる。この有機溶剤は、使用に際しては、1種に限定されるものではなく、2種、もしくはそれ以上を混合して使用することができる。
【0050】
また、前記したように有機溶剤と水の混合水溶液として使用する場合の有機溶剤と水との混合比については特に制限がなく、インク受理層の厚みの調整のし易さ、インク受理層の薄さ等を考慮し決定することが好ましい。
【0051】
前記インク受理層を形成する共重合体またはポリエステル系樹脂は、上記したように有機溶剤溶液、又は水溶液として使用することが必要とされるが、その際の固形分濃度は、20〜60質量%の範囲とすることが好ましい。20質量%未満であると、所望の乾燥膜厚を得るのに数回の重ね塗りが必要となり工数がかかり、逆に60質量%を超えると均一な塗工がし難くなるからである。
【0052】
[1−2]インク受理層の形成方法:
塩化ビニル共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する剤を、後述の単層シート、又は多層シートの、片面への塗工は、公知の塗工方法により塗工し、インク受理層を形成することができる。たとえば、溶剤、または水に溶解、または分散させた塗工液を調製し、この調整した塗工液をグラビアコーティング等の公知の方法により塗布、乾燥し、インク受理層を形成する方法を挙げることができる。
【0053】
なお、塗布後の乾燥温度は、使用する基材シートの耐熱性及びインク受理層を形成する共重合体またはポリエステル系樹脂の溶媒(有機溶剤や水)種に応じて決められるが、概ね60℃〜120℃が好ましい。又、乾燥時間についても基材シートの乾燥温度によるダメージを考慮すると、比較的低い温度で長い乾燥時間が好ましいが、工業的生産を考慮すると、通常、数10秒間〜10数分間であるが、1分間弱から数分間が生産性の点から好ましい。このような乾燥条件で乾燥を行うことにより、基材シートに、インク受理層を強固に密着させて形成することができる。一方、塗布後の乾燥温度が60℃未満では、インク受理層を形成する共重合体またはポリエステル系樹脂の有機溶剤や水の乾燥性に問題があり、インク受理層に有機溶剤や水が残留するために、インク受理層に粘着性が生じたり、インク受理層の凝集力が大幅に低下してインク受理層としての機能が大幅に低下し実用に適さない。一方、塗布後の乾燥温度が120℃を超えると、インク受理層の有機溶剤や水の蒸発が激しくなるために乾燥後のインク受理層にボイドやクラックを発生させるおそれがあることや、基材シートの軟化を生じて基材シートに縦すじを発生させ好ましくない。なお、この乾燥時間は、乾燥温度にも依存するが、前述のような所望の乾燥時間とすることにより、基材シートに、べたつきのない、強固なインク受理層を形成できる。一方、乾燥時間が短すぎると、乾燥温度を必要以上に上げる必要があり、乾燥後のインク受理層にボイドやクラックを発生させるおそれがあることや、基材シートの軟化を生じて基材シートに縦すじを発生させ好ましくない。
【0054】
[1−3]インク受理層の具体的な態様:
たとえば、図1に示されるように、インク受理層を形成した透明レーザーマーキングシート1(1A)を挙げることができる。図1に示される透明レーザーマーキングシート1(1A)では、その基材シート2が後述する単層シートから構成され、その片面にインク受理層3が形成されている。
【0055】
また、たとえば、図2に示されるように、インク受理層3を形成した透明レーザーマーキングシート1(1B)を挙げることができる。図2に示される透明レーザーマーキングシート1(1B)では、その基材が後述する多層シートから構成され、その片面にインク受理層3が形成されている。
【0056】
[2]基材シートの構成:
本発明の透明レーザーマーキングシートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シート、または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートから構成されている。
【0057】
[2−1]単層シート:
単層シートは、透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成される。ここでポリカーボネート樹脂は特に制限はないが、ISO1133に準じて測定したメルトボリュームレイトが4〜30cm3/10分のものを好適に使用できる。メルトボリュームレイトが4cm3/10分未満では、シートのタフネス性が向上するという点では意味はあるものの、溶融押出成形による成形加工性が劣ることから、実際の使用に難があるため好ましくない。又、メルトボリュームレイトが30cm3/10分を超えると、シートのタフネス性に劣ることから、好ましくない。このように単層シートは、ポリカーボネート樹脂を含む透明樹脂層から形成することによって、レーザー光エネルギー照射による優れたマーキング性を得ることができ、更にポリカーボネート樹脂による優れた耐熱性とタフネス性を併せ持つ。
【0058】
なお、基材シートは、高い透明性を有していることが重要である。具体的には、単層シートとして構成される場合には、ポリカーボネート樹脂の透明性を阻害しない範囲で樹脂、フィラー等を添加配合することについては特に制限はないが、耐傷性、或いは耐熱性を向上させる目的で、汎用ポリカーボネート樹脂と特殊ポリカーボネート樹脂とのブレンド、又、ポリカーボネート樹脂とポリアリレート樹脂とのブレンド等を採用することができる。
【0059】
また、特殊ポリカーボネート樹脂としては、たとえばシロキサン共重合ポリカーボネート(出光興産(株)製 製品名「Tarflon Neo」、「RC1900」)等を挙げることができ、この場合のブレンド比は、20〜80%(質量基準)が好適とされる。ポリアリレート樹脂とのブレンドの場合のブレンド比も、上記と同様の範囲とすることが好ましい。さらに、たとえば主鎖がポリカーボネート樹脂からなり、側鎖にポリスチレン樹脂、又は変性アクリロニトリル−スチレン共重合樹脂を有するグラフト重合体、具体的には日油(株)製の製品名“モディパーCシリーズ”等を挙げることができる。この場合のブレンド比(質量比)は、95/5〜60/40が好適とされる。又、ポリアリレート樹脂とのブレンドの場合のブレンド比も、上記と同様の範囲とすることが好ましい。
【0060】
[2−2]多層シート:
多層シートは、スキン層とコア層を有する複数層が積層されて形成される。すなわち、本実施形態では、基材シートは、スキン層とコア層とからなる「少なくとも3層」構造の多層シートとして構成される。ただし、この「3層シート」とは、「少なくとも3層」を意味するものであって、3層構造に限定されるものではない。換言すれば、基材シートが多層からなる場合において、「3層シート」とは、説明の便宜上のものであり、「3層シート」とは、「少なくとも3層以上からなるシート」を意味するものであって、「3層」からなるシートに限定する趣旨ではない。つまり、3層以上の構成であれば、5層、或いは7層、更には、それ以上の奇数層から形成されていても、多層シートに包含される。
【0061】
なお、基材シートとしての多層シートが上述した「少なくとも3層」の多層構造から構成される場合には、スキン層は、多層構造から構成されるシートの最も外側に配置されるとともに、コア層の両側に配される。更に両スキン層(の間)に、コア層が挟まれるように配されることが必要である。このスキン層の厚さは、特に限定されるものではないが、より好ましいのは、後述の所定範囲の厚さに形成されることである。
【0062】
ただし、多層シートが上述の「それ以上の奇数層」から構成される場合であっても、余りに層構成が多くなる場合には、多層を構成するスキン層とコア層の一層あたりの層厚が薄くなり過ぎてしまう。そのため、積層時の加熱プレス工程において、金型スティックが発生してしまう恐れがある。従って、好ましくは5層、より好ましくは3層から構成される多層シートである。
【0063】
すなわち、本実施形態における多層シートが前述のように奇数層から構成されるのは、層構成が偶数層からなる多層シートであっても、スキン層又はコア層が同種もしくは異種の2層以上からなる複数層であっても、それらの複数層をそれぞれ一層とするのであって、結果として必ず奇数層からなる多層シートと同じ構成となるからである。具体的には、たとえば4層からなる基材シートでは、スキン層/コア層/コア層/スキン層のような層構成となり、奇数層から構成される多層シートと同様の構成となるからである。すなわち、この場合、同種又は異種の2層からなるコア層(コア層/コア層)を1層とする。
【0064】
たとえば、3層(いわゆる「3層シート」)から構成される多層シートを例にすると、スキン層/コア層/スキン層、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配される。そして、その2つのスキン層に挟まれるように、コア層が1層配されて多層シートが形成されることになる。又、5層から構成される多層シートの場合は、コア層とスキン層とが、スキン層/コア層/スキン層/コア層/スキン層、といった層の配列がなされるように、一方と他方の両最外側に2つのスキン層が配されることになる。このように、交互にスキン層とコア層を配置して、基材シートとしての多層シートを形成してもよい。
【0065】
ここで、基材シートを、多層構造を有する多層シートとして構成することによりコア層を構成する樹脂である透明なポリカーボネート樹脂を主成分とする透明樹脂からなる単層シートと比べて、スキン層を非結晶性芳香族ポリエステル樹脂で構成することによる耐薬品性及び耐傷性を向上させることができる。更には、レーザー発色による表面凹凸性(タクタイル性)を形成させたい場合に通常よりも高出力でレーザー光エネルギーを照射することによりスキン層を構成する非結晶性芳香族ポリエステル樹脂が膨れてタクタイル性を発揮することができる。レーザーマーキングは必ずしも平滑なマーキングのみ要求されるわけでなく、時にはタクタイルマーキングの要求があり、前記透明なポリカーボネート樹脂を主成分とする透明樹脂からなる単層シートでは通常よりも高出力でレーザー光エネルギーを照射しても鮮明なタクタイルマーキングを形成しえないが、多層シートとすることで、平滑なレーザーマーキングとタクタイルマーキングをレーザー光エネルギーの照射出力により調整できる。
【0066】
[2−2−1]多層シートにおけるスキン層:
多層シートにおいて、スキン層を形成する場合、すなわち「3層構造」としての多層シートを用いる場合には、そのスキン層は、3層シートの外側に配される両最外層として構成される。このスキン層は、多層シートにおけるコア層の両端面側(外側)から、挟み込むように配され、3層シートの表層(両最外層)としての役割を担っている。
【0067】
ここで、スキン層の厚さは、それぞれ同一であることが好ましい。プラスチックICカードや電子パスポート用多層積層体では、その表と裏からレーザーマーキングすることが一般的となる。そのため、積層体としての基材シートの、最表層と最裏層に配置される(積層される)スキン層の厚みが異なることで、レーザー光エネルギー照射によるコア層への到達エネルギーに差が生じてマーキング濃度に差が生じることと、スキン層とコア層を構成する樹脂との屈折率差によりスキン層の厚みが異なるとコア層にマーキングした文字・画像の視認性が異なるため好ましくない。たとえば、スキン層/コア層/スキン層といった3層から多層シートとして、基材シートが構成される場合であって、コア層の厚さが20%〜80%である場合にはスキン層は両側で80%未満、20%超となり、コア層樹脂の有する特性であるレーザーマーキング性、耐熱性、タフネス性を有し、スキン層樹脂の有する特性である耐薬品性、耐傷性及び加熱融着性を全て併せもつ優れた特性が発揮できる。しかし、コア層の厚さが20%未満、80%超である場合には、スキン層は両側で80%超、20%未満となり、スキン層両側で80%超においてはコア層厚みが20%未満となり、上記のとおりレーザーマーキング性が劣るため好ましくない。また、スキン層両側で20%未満では片側における厚さが10%未満となり溶融押出シート成形時にあまりにもスキン層の厚みが薄くなりすぎてスキン層厚み制御が難しくなる。
【0068】
[2−2−2]多層シートのスキン層の材料:
ここで、多層シートのスキン層を形成する材料は、非結晶性芳香族ポリエステル樹脂、特に共重合ポリエステル樹脂を調製してなる非結晶性の芳香族ポリエステル樹脂を主成分とする樹脂から形成される。
【0069】
上記非結晶性の芳香族ポリエステル系樹脂を主成分とする透明樹脂としては、ガラス転移温度が80℃以上の非結晶性芳香族ポリエステル樹脂を主成分とすることが好ましい。このような非結晶性芳香族ポリエステル樹脂としては、共重合成分が1,4−シクロヘキサンジメタノールを使用した非結晶性の芳香族ポリエステル系樹脂(商品名「Eastar copolyester GN071」(PETG)イーストマンケミカル社製)、及び/または2,2,4,4−テトラメチルシクロブタン−1,3−ジオールを使用した非結晶性の芳香族ポリエステル系樹脂(商品名「Eastman Tritan Copolyester FX100」(ガラス転移温度110℃)、「Eastman Tritan copolyester FX200」(ガラス転移温度119℃)(PCT)(いずれもイーストマンケミカル社製)等が商業的に入手可能なものとして挙げられる。
【0070】
[2−2−3]多層シートにおけるコア層:
基材シートが多層シートである場合には、そのコア層は、その基材シートの中心に配される、いわゆる核層として構成される。すなわち、基材シートが3層シートとしての多層シートとして構成される場合には、コア層は、最外側に配された2つのスキン層に挟み込まれるように、3層シートの中核層として形成されている。
【0071】
[2−2−4]多層シートのコア層の材料:
すなわち、多層シートのコア層は、透明なポリカーボネート樹脂を主成分とする透明樹脂層から形成される。ただし、使用されるポリカーボネート樹脂は特に制限はないが、ISO1133に準じて測定したメルトボリュームレイトが4〜30cm3/10分のものを好適に使用できる。メルトボリュームレイトが4cm3/10分未満では、シートのタフネス性が向上するという点では意味はあるものの、溶融押出成形による成形加工性が劣ることから、実際の使用に難があるため好ましくない。また、メルトボリュームレイトが30cm3/10分を超えると、シートのタフネス性に劣ることから、好ましくない。このように多層シートを、ポリカーボネート樹脂を含む透明樹脂層から形成することによって、レーザー光エネルギー照射による優れた鮮明性と発色濃度を有する黒色マーキングを達成することと、ポリカーボネート樹脂の有する耐熱性とタフネス性を併せもつ。このコア層の両側に非結晶性の芳香族ポリエステル樹脂を主成分とする透明樹脂層からなるスキン層を設けることで、コア層の優れた特性を有し、コア層を形成する樹脂の弱点ともいえる耐薬品性、耐傷性及び他のシートとの加熱積層体を形成した場合の層間加熱融着性を向上させることができる。
【0072】
[2−2−5]コア層の厚さ:
ここで、多層シートのコア層の厚さとしては、全シート中に占める厚さの割合が、20%〜80%になるよう形成されることが必要である。コア層の厚さが20%〜80%である場合には、スキン層は両側で80%未満、20%超となり、コア層を形成する樹脂が有する特性であるレーザーマーキング性、耐熱性、タフネス性を有し、スキン層樹脂の有する特性である耐薬品性、耐傷性及び加熱融着性を全て併せもつ優れた特性が発揮できる。しかし、コア層の厚さが20%未満、80%超である場合にはスキン層は両側で80%超、20%未満となり、スキン層が両側で80%超においてはコア層厚みが20%未満となり、上記のとおりレーザーマーキング性が劣るため好ましくない。また、スキン層が両側で20%未満では片側における厚さが10%未満となり、溶融押出シート成形時にあまりにもスキン層の厚みが薄くなりすぎてスキン層の厚み制御が難しくなる。
【0073】
[2−3]基材シートの厚さ:
また、基材シートの厚みは、単層シート、多層シート共に、50〜200μmである。基材シートの全厚さが、50μm未満であると、このような基材シートをオーバーシートに使用したカード積層体(以下、単にカードと略することがある)にレーザー光エネルギーを照射して黒色マーキングにて文字、画像を形成させた場合、その黒色マーキングされた透明レーザーマーキングシートの下地層であるコアシート(白色または印刷)との黒/白コントラストが不足するために、文字、画像の視認性が劣るために好ましくない。一方、透明レーザーマーキングシートの全厚さが200μmを超えると、プラスチックICカードの総厚みがISOにより760μm前後に規定されている厚みを大幅に超えてしまい実用性に乏しい。たとえば、非接触式プラスチックICカードにおいては、透明レーザーマーキングシート/コアシート(白色印刷)/インレットシート(ICチップ+アンテナを配設したシート)/コアシート(白色印刷)/透明レーザーマーキングシートの5層の積層体を例にとると、一般的に、インレットシートは300〜400μmで、コアシート(白色印刷)はインレットシートに配設されたICチップ+アンテナが見えないように(隠蔽性)100〜200μmを使用する場合が多く、そうした場合に、透明レーザーマーキングシートの全厚さが200μmを超えると、この多層積層体の全厚みは760μm前後を大幅に超えることになる。
【0074】
このように基材シートを単層シートまたは多層シートとする場合には、シートの総厚み及び多層シートのコア層の厚み比率を所望の範囲とすることにより、透明レーザーマーキングシートのレーザーマーキング性のみならず耐熱性、耐傷性、耐薬品性及び加熱融着性等の優れた特性の両立を計ることができる。
【0075】
[3]レーザー光エネルギー吸収体:
基材シートには、レーザー光エネルギー吸収体を配合することが必須である。このように構成することにより、レーザーマークした際のレーザー発色性に優れ、地肌部と印字部とのコントラストが高くなり、鮮明な文字、記号、或いは画像が得られる。さらに、基材シートが単層シートとして構成される場合には、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含有してなるポリカーボネート樹脂組成物であり、また、基材シートが多層シートである場合には、そのコア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含有してなるポリカーボネート樹脂組成物である。このようなポリカーボネート樹脂組成物を使用した単層シート及び多層シートにレーザー光エネルギーを照射することにより、下地コアシート(地肌部)とのコントラストに優れ鮮明な文字、記号、或いは画像形成可能なレーザーマーキングを得ることができる。
【0076】
上記したレーザー光エネルギー吸収体としては、レーザー光エネルギーを吸収して地肌色と異なる色彩、色調、明度に変化させることができるものであれば特に制限はないが、たとえばカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属蓚酸化物、及び金属炭酸化物の群から選ばれた少なくとも1種が挙げられる。より好ましいレーザー光エネルギー吸収体は、カーボンブラック、チタンブラック、金属酸化物から選ばれる少なくとも1種、又は2種以上である。
【0077】
ここで、レーザー光エネルギー吸収体としてのカーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物、金属蓚酸化物、金属炭酸化物の平均粒子径は、150nm未満であることが好ましい。より好ましくは100nm未満である。更に、平均粒径が10〜90nmで、ジブチルフタレート(DBT)吸油量60〜170ml/100grのカーボンブラック、又は該カーボンブラックと平均粒子径が150nm未満のチタンブラック、又は金属酸化物の併用が好ましい。カーボンブラック、チタンブラック、金属酸化物、金属硫化物、金属窒化物の平均粒径が150nmを超えるとシートの透明性が低下したり、シート表面に大きな凹凸が発生したりすることがあり好ましくない。更にカーボンブラックの平均粒径が10nm未満ではレーザー発色性が低下するとともに、微細すぎて取扱いに難があり、好ましくない。又DBT吸油量が60ml/100gr未満では分散性が悪く、170ml/100grを超えると隠蔽性に劣るため好ましくない。
【0078】
レーザー光エネルギー吸収体である金属酸化物としては、酸化物を形成する金属として、亜鉛、マグネシウム、アルミニウム、鉄、チタン、珪素、アンチモン、錫、鉛、銅、マンガン、コバルト、バナジウム、ビスマス、ニオブ、モリブデン、ルテニウム、タングステン、パラジウム、銀、白金などが挙げられる。更に、複合金属酸化物としてITO、ATO、AZO等が挙げられる。
【0079】
レーザー光エネルギー吸収体である金属硫化物としては、硫化亜鉛、硫化カドミニウム等が挙げられる。更に金属窒化物としては窒化チタン等を挙げることができる。金属蓚酸化物としては、蓚酸マグネシウム、蓚酸銅等を挙げることができる。更に金属炭酸化物としては、塩基性炭酸銅を挙げることができる。
【0080】
このように、レーザー光エネルギー吸収体としては、カーボンブラック、金属酸化物、及び複合金属酸化物が好適に用いられ、各々単独又は併用して用いられる。
【0081】
また、レーザー光エネルギー吸収体の添加量(配合量)は、カーボンブラックの場合、0.0005〜1質量部添加(配合)することが必要であり、最も好ましくは0.0008〜0.1質量部である。又、カーボンブラックと平均粒子径150nm未満の金属酸化物、金属硫化物、金属窒化物から選ばれた少なくとも1種とを併用する場合にはその混合物の配合量が0.0005〜1質量部配合されることが必要であり、最も好ましくは0.0008〜0.5質量部である。
【0082】
このように、レーザー光エネルギー吸収体の添加量(配合量)を所望量に調製するのは、透明レーザーマーキングシートは透明であることが好ましいからである。すなわち、プラスチックICカードや電子パスポート用の積層体シート(データページ)に使用する場合、通常、透明レーザーマーキングシートの下地層として白色シートや白色シートの片面にオフセット印刷等で印刷を施した白色シート(印刷コアシート)が加熱積層される。一例をあげると、例えば、プラスチックICカードにおいては、透明レーザーマーキングシート/印刷コアシート/インレット(シート)/印刷コアシート/透明レーザーマーキングシートの5層を積層して真空プレス機などを用いて加熱積層体(カード状積層体)を作製する。このカード状積層体を打ち抜き機で打ち抜いてプラスチックICカードを作製したとすると、そのカードの最表面からレーザー光エネルギーを照射することにより透明レーザーマーキングシート層に黒色マーキングにより画像や文字、記号を形成する。この場合に透明レーザーマーキングシート層が50〜200μmの厚みがあるが、透明レーザーマーキングシート層が単層の場合は、その全厚みにて黒色マーキングされることにより、簡単に削って画像や文字、記号を削除できない。削除するためには透明レーザーマーキングシート層全体を削り取らなければならないので、偽造を試みる偽造者にとっては非常に困難なことである。それ故に、レーザーマーキングは、偽造、改ざん防止に、極めて効果があるわけである。このように、透明レーザーマーキングシート/印刷コアシート(白シート上に淡彩色の印刷が多い)との組合せで使用することにより、その下地層の白さと透明レーザーマーキングシートにレーザーマーキングされた黒色画像、文字、記号との黒/白コントラストにより、鮮明な画像、文字、記号を視認することができる。更に、レーザーマーキングシートが透明であることから、黒色マーキングを施していない部分は透明であり、下地層の印刷がきれいにみえることとなり、下地層に印刷された情報(固定情報)と透明レーザーマーキングシート層に黒色マーキングを施された情報(変動情報、個人の場合は個人情報)が共に鮮明に視認され、セキュリティの高いプラスチックICカードを得ることができる。
【0083】
上記したレーザー光エネルギー吸収体の平均粒子径が150nmを超えると透明レーザーマーキングシートの透明性が低下して好ましくない。又、これらレーザー光エネルギー吸収体の配合量も1質量部を超えると透明性が低下する。さらに、吸収エネルギー量が多くなりすぎ、樹脂を劣化させるようになる。その結果、十分なコントラストが得られない。他方、レーザー光エネルギー吸収体の添加量が0.0005質量部未満では十分なコントラストが得られず好ましくない。
【0084】
[4]滑剤、酸化防止剤、着色防止剤、紫外線吸収剤、及び光安定剤:
また、本実施形態では、透明レーザーマーキングシートに、滑剤を含有させることが好ましく、透明レーザーマーキングシートが多層シートからなる場合には、スキン層に滑剤を含有させることが好ましい。滑剤を含有させることにより、成形加熱プレス時にプレス板への融着を防ぐことができるからである。
【0085】
滑材としては、脂肪酸エステル、脂肪酸アマイド及び脂肪酸金属塩が挙げられ、それらから選ばれる少なくとも1種の滑剤が添加されることが好ましい。
【0086】
脂肪酸エステル系滑剤としては、ブチルステアレート、セチルパルミレート、ステアリン酸モノグリセライド、ステアリン酸ジグリセライド、ステアリン酸トリグリセライド、モンタンワックス酸のエステル、ロウエステル、ジカルボン酸エステル、複合エステル等が挙げられ、脂肪酸アマイド系滑剤としては、ステアリン酸アマイド及びエチレンビスステアリルアマイド等が挙げられる。又脂肪酸金属塩系滑剤としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミウム及びステアリン酸バリウム等が挙げられる。
【0087】
更に、本実施形態では、透明レーザーマーキングシートの基材シートが、単層シートとして構成される場合には、必要に応じて、酸化防止剤、及び着色防止剤の少なくとも1種、及び、紫外線吸収剤及び光安定剤の少なくとも1種を含有させることも好ましい。又、透明レーザーマーキングシートの基材シートが、多層シートとして構成される場合にも、スキン層に、必要に応じて、酸化防止剤及び着色防止剤の少なくとも1種、及び紫外線吸収剤及び光安定剤の少なくとも1種を含有させることも好ましい。酸化防止剤及び着色防止剤の少なくとも1種を添加(配合)することは、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。ここで、この酸化防止剤及び着色防止剤の少なくとも1種としては、フェノール系酸化防止剤や亜燐酸エステル系着色防止剤が使用される。又、紫外線吸収剤及び光安定剤の少なくとも1種を添加(配合)することは、透明レーザーマーキングシートの保管時及び最終製品である電子パスポート、プラスチックカードの実際の使用時における耐光劣化性の抑制に有効に作用する。このような紫外線吸収剤としては、ベンゾトリアゾール系化合物、ヒドロキシフェニルトリアジン系化合物及び環状イミノエステル系化合物等を使用することができる。
【0088】
上記酸化防止剤としては、たとえばフェノール系酸化防止剤、アミン系酸化防止剤等を使用することができる。
【0089】
フェノール系酸化防止剤としては、たとえば、α−トコフェロール、ブチルヒドロキシトルエン、シナピルアルコール、ビタミンE、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、3−5−ジ−t−ブチル−4−ヒドロキシトルエン;ペンタエリスリチル−テトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、トリエチレングリコール−ビス〔3−(3−t−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート〕、1,6−ヘキサンジオール−ビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、2−t−ブチル−6−(3’−t−ブチル−5’−メチル−2’−ヒドロキシベンジル)−4−メチルフェニルアクリレート、2,6−ジ−t−ブチル−4−(N,N−ジメチルアミノメチル)フェノール、3,5−ジ−t−ブチル−4−ヒドロキシベンジルホスホネートジエチルエステル、2,2’−メチレンビス(4−メチル−6−t−ブチルフェノール)、2,2’−メチレンビス(4−エチル−6−t−ブチルフェノール)、4,4’−メチレンビス(2,6−ジ−t−ブチルフェノール)、2,2’−メチレンビス(4−メチル−6−シクロヘキシルフェノール)、2,2’−ジメチレン−ビス(6−α−メチル−ベンジル−4−クレゾール)、2,2’−エチリデン−ビス(4,6−ジ−t−ブチルフェノール)、2,2’−ブチリデン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデンビス(3−メチル−6−t−ブチルフェノール)、トリエチレングリコール−N−ビス−3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート、1,6−へキサンジオールビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、ビス[2−t−ブチル−4−メチル6−(3−t−ブチル−5−メチル−2−ヒドロキシベンジル)フェニル]テレフタレート、3,9−ビス{2−[3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1,−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、4,4’−チオビス(6−t−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−t−ブチルフェノール)、2,2’−チオビス(4−メチル−6−t−ブチルフェノール)、ビス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)スルフィド、4,4’−ジ−チオビス(2,6−ジ−t−ブチルフェノール)、4,4’−トリ−チオビス(2,6−ジ−t−ブチルフェノール)、2,2−チオジエチレンビス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、2,4−ビス(n−オクチルチオ)−6−(4−ヒドロキシ−3’,5’−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、N,N’−ヘキサメチレンビス−(3,5−ジ−t−ブチル−4−ヒドロキシヒドロシンナミド)、N,N’−ビス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニル]ヒドラジン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、トリス(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)イソシアヌレート、トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、1,3,5−トリス(4−t−ブチル−3−ヒドロキシ−2,6−ジメチルベンジル)イソシアヌレート、1,3,5−トリス2[3(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ]エチルイソシアヌレート及びテトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタン等を挙げることができる。
【0090】
なお、これらの例示の中でも、とりわけ、n−オクタデシル−3−(3,5−ジ−t−ブチル−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)イソシアヌレート、テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシメチル]メタンが好適であり、特にn−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネートが好適である。上記ヒンダードフェノール系酸化防止剤は、単独又は2種以上を組合せて使用することができる。
【0091】
また、着色防止剤としては、亜燐酸エステル系化合物を挙げることができ、たとえばトリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(ジエチルフェニル)ホスファイト、トリス(ジ−iso−プロピルフェニル)ホスファイト、トリス(ジ−n−ブチルフェニル)ホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、トリス(2,6−ジ−t−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−エチルフェニル)ペンタエリスリトールジホスファイト、フェニルビスフェノールAペンタエリスリトールジホスファイト、ビス(ノニルフェニル)ペンタエリスリトールジホスファイト及びジシクロヘキシルペンタエリスリトールジホスファイト等が例示される。
【0092】
更に、着色防止剤における他のホスファイト化合物としては、二価フェノール類と反応し環状構造を有するものも使用できる。たとえば、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)(2,4−ジ−t−ブチルフェニル)ホスファイト、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト、2,2’−メチレンビス(4−メチル−6−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト及び2,2’−エチリデンビス(4−メチル−6−t−ブチルフェニル)(2−t−ブチル−4−メチルフェニル)ホスファイト等を挙げることができる。
【0093】
上記した着色防止剤の中でもトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが、純度が極めて高く、耐加水分解性、耐揮散性に優れることから特に好ましい。亜燐酸エステル系着色防止剤は、1種もしくは2種以上を混合して用いてもよい。又フェノール系酸化防止剤と併用してもよい。
【0094】
前述の紫外線吸収剤である、ベンゾトリアゾール系化合物、ヒドロキシフェニルトリアジン系化合物及び環状イミノエステル系化合物としては、以下のものを具体的に例示できる。
【0095】
ベンゾトリアゾール系紫外線吸収剤としては、たとえば2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−アミルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ビス(α,α’−ジメチルベンジル)フェニルベンゾトリアゾール、2,2’メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2H−ベンゾトリアゾール−2−イル)フェノール]、メチル−3−[3−t−ブチル−5−(2H−ベンゾトリアゾール−2−イル)−4−ヒドロキシフェニルプロピオネート−ポリエチレングリコールとの縮合物に代表される化合物を挙げることができる。
【0096】
また、ヒドロキシフェニルトリアジン系化合紫外線吸収剤としては、たとえば2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール及び2−(4,6−ビス(2,4−ジメチルフェニル)−1,3,5−トリアジン−2−イル)−5−ヘキシルオキシフェノール等を挙げることができる。
【0097】
更に、環状イミノエステル系化合物紫外線吸収剤としては、たとえば2,2’−p−フェニレンビス(3,1−ベンゾオキサジン−4−オン)、2,2’−2−フェニレンビス(3,1−ベンゾオキサジン−4−オン)及び2,2’−4,4’−ジフェニレンビス(3,1−ベンゾオキサジン−4−オン)等を挙げることができる。
【0098】
又、光安定剤としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート、ポリ{[6−(1,1,3,3−テトラメチルブチル)アミノ−1,3,5−トリアジン−2,4−ジイル][(2,2,6,6−テトラメチルピペリジル)イミノ]ヘキサメチレン[(2,2,6,6−テトラメチルピペリジル)イミノ]}及びポリメチルプロピル3−オキシ−[4−(2,2,6,6−テトラメチル)ピペリジニル]シロキサン等に代表されるヒンダードアミン系化合物も使用することができ、かかる光安定剤は前記紫外線吸収剤や場合によっては各種酸化防止剤との併用において、耐候性などの点においてより良好な性能を発揮する。
【0099】
さらに好ましくは、基材シートが単層シートであれば、透明レーザーマーキングシートがポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、滑剤0.01〜3質量部含んでなる透明ポリカーボネート樹脂組成物からなり、更に透明レーザーマーキングシートがポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、酸化防止剤及び着色防止剤の少なくとも1種を0.1〜5質量部含み、及び紫外線吸収剤及び光安定剤の少なくとも1種を0.1〜5質量部含むことである。
【0100】
さらに、基材シートが多層シート(いわゆる3層シート)であれば、多層シートのスキン層が非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部に対して、滑剤0.01〜3質量部含んでなる透明ポリカーボネート樹脂組成物からなり、更に、多層シートのスキン層、及びコア層の少なくとも1層が、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、酸化防止剤、及び着色防止剤の少なくとも1種を0.1〜5質量部、及び紫外線吸収剤、及び光安定剤の少なくとも1種を0.1〜5質量部含有することである。
【0101】
ここで、滑剤の添加量としては0.01〜3質量部、好ましくは0.05〜1.5質量部である。0.01質量部未満では加熱プレス時にプレス板に融着してしまい、3質量部を超えると電子パスポートやカードの多層積層加熱プレス時に層間熱融着性に問題が生じるため好ましくない。更に、酸化防止剤、及び着色防止剤の少なくとも1種の添加量が0.1質量部未満では、溶融し押出させて成形する工程でのポリカーボネート樹脂の熱酸化反応、及びそれに起因する熱変色といった不具合が生じやすい。又、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。更に、紫外線吸収剤、及び光安定剤の少なくとも1種の添加量が、0.1質量部未満では、その効果に乏しく耐光劣化、それに伴う変色といった不具合が生じやすい。さらに、5質量部を超えると、これら添加剤のブリードといった不具合が生じやすいため好ましくない。
【0102】
なお、多層シートの融着性と隠蔽性、レーザーマーキング部とのコントラストは、多層シートの実用化や生産性、市場のニーズ等に応え得るものであるか等極めて重要な要素となる。
【0103】
[5]基材シートの成形方法:
本発明において、基材シートを得るには、たとえば単層シートの場合には、樹脂組成物を溶融押出成形する方法を採用することができる。又、多層シートの場合には、各層を構成する樹脂組成物を溶融押出成形する方法、各層を構成するものをフィルム状に形成し、これをラミネートする方法、2層を溶融押出して形成し、これに別途形成したフィルムをラミネートする方法等があるが、生産面、コストの面から溶融押出成形により積層一体化することが好ましい。
【0104】
具体的には、多層シートの場合、各層を構成する樹脂組成物をそれぞれ配合し、或いは必要に応じてペレット状にして、Tダイを共有連結した3層Tダイ押出機の各ホッパーにそれぞれ投入する。そして、温度200〜300℃の範囲で溶融して3層Tダイ溶融押出成形し、冷却ロール等で冷却固化して、3層積層体を形成することができる。なお、本発明の透明レーザーマーキングシート及び着色多層シートは、上記方法に限定されることなく、公知の方法により形成することができる。たとえば、特開平10−71763号第(6)〜(7)頁の記載に従って得ることができる。
【0105】
[6]全光線透過率:
さらに、透明レーザーマーキングシートの全光線透過率が70%以上であることが必要である。より好ましいのは85%以上である。たとえば、本発明の透明レーザーマーキングシートを、プラスチックICカードや電子パスポート用の積層体シートに使用する場合には、それらの用途では印刷を施すことが一般的である。そのため、本実施形態の透明レーザーマーキングシートの下部に、たとえば文字、図形等の印刷を施した白色シート(印刷コアシート)(以下、文字、図形等の印刷を施した白色シートの印刷を、適宜「印刷部」という)を積層するなどして、最外層である透明レーザーマーキングシートにレーザー光エネルギーを照射し、黒色発色させて、画像や文字をマーキングさせ、印刷部でのデザイン性とレーザーマーキングによる偽造防止を組み合わせて使用することが多い。このように組合せることで、その下地層が白い故に、印刷部の鮮明性及びレーザーマーキング部の黒/地肌色コントラストにより鮮明な画像を得ることができる。すなわち、白色シート等を積層する場合には、この最外層の透明性を前述の所望範囲の全光線透過率にすることにより、これらの効果を最大限に発揮させられる(黒/白コントラストの鮮明性を際立たせることができる。)。換言すれば、この最外層の透明性は印刷部の鮮明性及びレーザーマーキング部の黒/白コントラストの鮮明性を確保する上で重要であり、全光線透過率が70%未満では黒/白コントラストが不十分となり、十分なマーキング性が確保できない問題が生じることと、印刷は下地白色シート上に施すために、この印刷の視認性に問題を生じるため好ましくない。
【0106】
また、本発明では透明レーザーマーキングシートにインク受理層を設けてあるために、例えば、プラスチックICカードの一例を挙げると、インク受理層を設けてなる透明レーザーマーキングシート/白色コアシート/インレット/白色コアシート/インク受理層を設けてなる透明レーザーマーキングシートの5枚のシートを重ねて真空プレス機などにより加熱積層させた後、打ち抜いてカードを作製した後、直接熱転写印刷機を用いてカードに画像や文字、記号などをカラー印刷した後、通常は保護コートされるが、その後、カラー印刷していない部分にレーザー光エネルギーを照射して画像や文字、記号などを黒色マーキングすることにより、カラー画像と黒色マーキングとを併用することができ、印刷したカラー画像が、たとえ削り取られたとしても黒色マーキングによる画像や文字、記号などが残るので、偽造防止性にきわめて優れる。言い換えるとセキュリティ性に高いプラスチックICカードを得ることができる。
【0107】
また、他の例として、インク受理層を設けてなる透明レーザーマーキングシート/印刷コアシート/インレット/印刷コアシート/インク受理層を設けてなる透明レーザーマーキングシートの5枚のシートを重ねて真空プレス機などにより加熱積層させた後、打ち抜いてカードを作製した後、直接熱転写印刷機を用いてカードに画像(例えば、人物画像)を印刷した後、通常は保護コートされるが、その後、カラー印刷していない部分にレーザー光エネルギーを照射して画像や文字、記号などを黒色マーキングすることにより、印刷コアシート部の背景画像(固定情報)と直接熱転写カラー印刷による画像(個人画像の場合は個人情報)と黒色マーキングによる変動情報(個人画像、文字、記号の場合は個人情報)が併用することができ、個人情報等の変動情報はオンデマンドで形成することができ、前記同様のセキュリティ性に高いプラスチックICカードを得ることができる。
【0108】
ここで、「全光線透過率」とは、シート、フィルム、膜等に入射した光のうち、透過する光の割合を示す指標であり、入射した光がすべて透過する場合の全光線透過率は100%である。なお、本明細書中の、「全光線透過率」は、JIS K7105(光線透過率、及び全光線反射率)に準拠して測定した値を示したものであり、この全光線透過率の測定は、たとえば、日本電色工業製のヘイズメーター(商品名:「NDH 2000」)、分光光度計(商品名「EYE7000」マクベス社製)等を用いて測定することができる。
【0109】
[7]プラスチックカード:
次に、これまで説明した透明レーザーマーキングシートを使用した、プラスチックカードについて説明する。ただし、これは一例であって限定されるものではない。
【0110】
まず、プラスチックカードの態様を図3に示す。すなわち、プラスチックカード14は、透明レーザーマーキングシート1(1A,1B)(オーバーシート)/コアシート6/インレットシート7/コアシート6/透明レーザーマーキングシート1(1A,1B)(オーバーシート)の5層を積層する構成を有する。また、この他にインレットシート7を用いない透明レーザーマーキングシート1(1A)/コアシート6/透明レーザーマーキングシート1(1A)の3層を積層する構成もある。
【0111】
上記したプラスチックカードは、前記のような5枚のシートを加熱積層した後、打ち抜いてブランクカードを作製し、その後、カード用直接熱転写カラー印刷した後、更にレーザー光エネルギーを照射することにより、カラー印刷とレーザーマーキングがされたプラスチックカードを得ることができる。
【0112】
ここで、直接熱転写カラー印刷は、昇華型インクリボン(染料系)をブランクカードに押し付けて加熱して昇華型インクをカード表面に転写した後、保護透明コーティングを施すことにより行われる。通常は、これらの処理が1台の機械装置系でできるようになっている。一方、間接熱転写カラー印刷は、昇華型インクリボン(顔料系)をPETフィルムに、上記と同様の原理で転写した後、昇華型インクが転写されたPETフィルムをブランクカードに貼り付けるか、昇華型インクが転写されたPETフィルムをブランクカードに押し付けて加熱して昇華型インクをカード表面に転写した後、保護透明コーティングを施すことにより行われる。
【0113】
前記した直接熱転写カラー印刷は、染料系インクのため発色が鮮明できれいであり、廃棄されるのはインクリボンのリボンのみである。これに対して、間接熱転写カラー印刷は、顔料系インクのため、発色があまり鮮明でないこと、昇華型インクが転写されたPETフィルム毎にブランクカードに貼り付ける方式では、PETフィルムが少なくとも20μm程度の厚さを有するので、厚みが増すこと、PETフィルム上からレーザー光エネルギーを照射してマーキングした場合は、得られたマーキングの濃度や鮮明性に劣ること、場合によってはPETフィルムとカード表面との間でレーザーマーキングにより膨れが生じてマーキングした文字・画像がぼやけたりして、よくみえない等の問題がある。また、間接熱転写カラー印刷における後者の印刷方式では、一度転写したPETフィルムを廃棄することになり環境上、好ましくなく、また、かなり工程が煩雑で生産性に問題がある。本発明においては、昇華型直接熱転写方式、又は昇華型間接熱転写方式によるカラー印刷のうち、昇華型直接熱転写方式によりカラー印刷を行うことが、より好ましい。
【0114】
前記透明レーザーマーキングシート1(1A,1B)は、これまで説明した通り、透明基材シートの少なくとも片面に、インク受理層を設けてなる透明レーザーマーキングシートである。すなわち、前記透明基材シートは、ポリカーボネート樹脂、及びレーザー光エネルギー吸収体を含む透明ポリカーボネート樹脂組成物からなる単層シート、または非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層をスキン層として、前記透明ポリカーボネート樹脂組成物をコア層とする多層シートとして構成される。さらに、インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂から形成されるとともに、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシートである。
【0115】
さらに、コアシート6は、非結晶性芳香族ポリエステル樹脂からなる単層シート、非結晶性芳香族ポリエステル樹脂とポリカーボネート樹脂とのアロイポリマーからなる単層シート、更には、スキン層とコア層を有し、溶融押出成形により少なくとも3層のシートであり、スキン層がガラス転移温度80℃以上の共重合ポリエステル樹脂からなり、コア層がポリカーボネート樹脂からなる多層シートが使用できる。これらのコアシートは、単層シートの場合はそれらを形成する樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有することが好ましい。多層シートの場合は、スキン層樹脂及びコア層樹脂100質量部に対して、染顔料の少なくとも1種以上を1質量部以上含有することが好ましい。更に、前記コアシート6の全厚さが50〜400μmからなるとともに、前記多層シートでは全厚みに対するコア層の厚み比率が20%以上、80%未満からなることが好ましい。
【0116】
単層及び多層コアシートにおいて、単層シート及び多層シートのスキン層、コア層を形成樹脂100質量部に対して、染料、顔料等の樹脂の着色剤の少なくとも1種以上を1質量部以上含有させていることが好ましい。この点で、透明レーザーマーキングシートと異なる。このように着色系染料、顔料等の樹脂の着色剤を1質量部以上配合するのは、後述するように、透明レーザーマーキングシートと、着色コアシート7の積層体シートを複数層、積層させた後、レーザー光エネルギーを照射してマーキングする場合に、レーザー光エネルギー照射部が黒色マーキングされる場合はコントラストの観点から、その下層であるコアシートは淡彩色である必要があり、特に白が良好である。更に、コアシートには固定情報として画像等がオフセット印刷等を使用してカラー印刷されることが一般的であり、その印刷の視認性からも淡彩色や特に白が望ましい。
【0117】
この着色系染料、顔料等の樹脂の着色剤としては、白色顔料として酸化チタン、酸化バリウム、酸化亜鉛、黄色顔料として酸化鉄、チタンイエロー、赤色顔料として、酸化鉄、青色顔料としてコバルトブルー群青などが挙げられる。ただし、コントラスト性を高めるため、薄い色付、淡彩色系となるものが好ましい。
【0118】
着色系染料、顔料の中でも、より好ましいのはコントラスト性の際立つ、白色系染料、顔料等の樹脂の着色剤が添加されることである。
【0119】
さらに、コアシートを形成する樹脂100質量部に対して、酸化防止剤、及び着色防止剤の少なくとも1種を0.1〜5質量部、及び紫外線吸収剤、及び光安定剤の少なくとも1種を0.1〜5質量部含有することも好ましい形態の一つである。酸化防止剤、及び着色防止剤の少なくとも1種を添加(配合)させる場合には、成形加工時における分子量低下による物性低下及び色相安定化に有効に作用する。又、紫外線吸収剤、及び光安定剤の少なくとも1種を添加(配合)させる場合には、これらのシートを長期保管時、及び最終製品であるプラスチックICカード及び電子パスポートの実際の使用時における光劣化を抑制するために有効である。すなわち、このような構成にすることにより、適宜選択的に、酸化防止剤、及び着色防止剤の少なくとも1種、及び紫外線吸収剤及び光安定剤の少なくとも1種を所望量含有させることができる。加えて、適宜、含有させる領域を選択できるため、シート全体として相乗的に本発明の効果をより奏することができる。
【0120】
なお、コアシート6の滑材、酸化防止剤、及び着色防止剤等は、透明レーザーマーキングシートに含有される滑材、酸化防止剤、及び着色防止剤と同じである。そのため、透明レーザーマーキングシートを参照されたい。
【0121】
[8]電子パスポート用データページ:
電子パスポート用データページにおける基本構成は、以下の2つのタイプである。まず、そのうちの1つは、ICチップタイプであり、図4に示すように、オーバーシート(透明)8/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/コアシート(白)9/インレットシート7/ヒンジシート11/コアシート(白)9/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/オーバーシート(透明)8から構成されるものである(15(15A))。また、もう1つは、図5に示すように、ICチップレスタイプであり、オーバーシート(透明)8/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/コアシート(白)9/ヒンジシート11/コアシート(白)9/オーバーシート(透明レーザーマーキングシート)1(1A,1B)/オーバーシート(透明)8から構成されるものである(15(15B))。これらのデータページにレーザー光エネルギーを照射することにより個人情報(画像、文字等)を書き込み、ヒンジシートは他のシートより張出させている部分を用いてミシン綴じにより表紙や他のビザシート等と一体に堅固に綴じることで電子パスポートが製本される。
【0122】
このようにデータを書き込んだページ及びデータページのインレットシートに配設されたICチップ等の記憶媒体に記録させた個人情報等をヒンジシートにて表紙等に堅固に綴じる機能と、前記構成体において各層間の加熱融着性、特に、コアシートとヒンジシート間において堅固に加熱融着されることが重要であり、これらの目的から電子パスポートにおいてヒンジシートは非常に重要な役割を担うシートである。そのため、ヒンジシートに要求される性能は、柔軟性、繰返曲疲労強度、引裂強度、ミシン綴じ部強度に加え、強固な層間加熱融着性と加熱積層工程での耐熱性等が必要となる。
【0123】
[9]ヒンジシート:
上記のような役割を果たすヒンジシート(綴じシート)11は、熱可塑性ポリエステル樹脂、熱可塑性ポリエステルエラストマー、熱可塑性ポリアミド樹脂、熱可塑性ポリアミドエラストマー、熱可塑性ポリウレタン樹脂、熱可塑性ポリウレタンエラストマーから選ばれる少なくとも1種から形成されるシート、または、これらのポリマーと各種織物、編物、不織布との一体ラミネーションシート等が好ましい。
【0124】
また、ヒンジシート11は、前記したように電子パスポートに綴じやすくするために用いられる。従って、綴じ込みしやすい形状、大きさ等であれば、とくに形状や、長さ寸法等は限定されるものではなく、必要に応じて適宜選択することができる。
【0125】
より好ましくは、ヒンジシート11が、その厚さが50〜500μm、好ましくは50〜250μmである。ヒンジシート11の厚みが50μm未満では、ミシン綴じ部の強度が不足するため、電子パスポートから、個人の画像や文字、数字などの個人情報がレーザーマーキングされた多層シートが剥がされる懸念がある。又、500μmを超えるとデータページの全体厚みが厚くなりすぎて実用上好ましくなく、更に、シートの剛性が大きくなりすぎ、不使用時においても電子パスポートが自然に開いた状態になるという問題がある。
【0126】
さらに、ヒンジシート11の一端を、データページから張り出すように形成する(図4,図5の符合12)ことが好ましく、この張り出し長さは、5〜100mmとすれば十分である。ヒンジシート11に張り出し部12を形成することにより、この張り出し部12を用いて表紙等とミシン綴じした後、表紙に接着剤で貼り付けることができる。符合13は、ミシン綴じである。
【0127】
上記張り出し部12の寸法は、5〜100mmであれば十分であるが、好ましくは5〜50mm、更に好ましくは5〜20mmである。
【0128】
[10]透明レーザーマーキングシート(オーバーシート)の製造方法:
本発明において、透明レーザーマーキングシート(オーバーシート)を構成する基材シートが単層の場合は、1台のTダイ付押出機を用いて樹脂組成物を溶融押出成形にてシートを製造する方法が一般的であり、透明レーザーマーキングシート(オーバーシート)が3層以上の多層シートの場合は、例えば、3層シートにおいては、2台の押出機を1台の3層Tダイに連結して2種3層共押出成形にて3層シートを製造する方法が一般的である。
【0129】
上述のようにして得られた透明レーザーマーキングシート、コアシート等を所定の寸法に切断した後、真空プレス機等を用いて加熱積層することによりカード及び電子パスポート用データページの積層体を得ることができる。この積層に際しては、透明レーザーマーキングシートに設けたインク受理層が、最外層に位置するように配置をする。このように配置をすることによって、インク受理層に印刷を行うことができる。また、カード積層体の別法では、透明レーザーマーキングシート、コアシート等のロールシートを、加熱ラミネーション装置等を用いてロールシート形状に加熱積層した後、所定のカードサイズに断裁することも可能である。なお、透明レーザーマーキングシートのインク受理層は、透明レーザーマーキングシートを溶融押出成形後、その片面に、塩化ビニル系共重合体または官能基を有するポリエステル系樹脂を含むインク受理層を形成する溶剤溶液または水溶液をコーティング(塗布)して、インク受理層を形成する。そのインク受理層を形成した側とは反対側に、コアシートが接するようにして、加熱、加圧して、成形するとよい。
【0130】
ここで、所望時間、所望圧力、所望温度は、特に限定されるものではなく、使用する装置や各種シートの組成、種類等を考慮し、適宜選択することが好ましい。たとえば、ロータリー式真空プレス機を使用した場合は、一般的には、タクトタイムは60秒〜3分程度、圧力は1〜20Mpa、プレス温度は120〜190℃を一例として挙げることができ、縦型の真空プレス機を使用する場合は、使用圧力とプレス温度はロータリー式真空プレス機を使用した場合と同様であるが、サイクルタイムは30〜90分程度である。
【0131】
[11]プラスチックカード及び電子パスポート用データページへの固定情報の印刷方法:
プラスチックカード及び電子パスポート用データページの基本構成は前記のとおりであり、固定情報の印刷はコアシート(白)の片面にオフセット印刷、インクジェット印刷、シルクスクリーン印刷等の印刷方法により一般的にはカラー印刷がされる。このようにして印刷後のコアシートとオーバーシートなどの他のシートと共に複数枚のシートを前記方法にて加熱積層する。
【0132】
ここで、本発明の透明レーザーマーキングシートを応用することができるプラスチックカードとしては、たとえば、各種IDカードや健康保険カード、ETCカード等の交通カード、銀行カード等の各種ICカードを挙げることができる。ただし、これらはあくまでも例示であって、これに限定されるものではない。
【0133】
一般的なレーザーマーキング対応プラスチックICカードにおいては、前記のように汎用的な画像等をコアシートの片面にオフセット印刷等にてカラー印刷を施した後、他のオーバーシート等と加熱積層した後、所定のカードサイズに裁断してブランクカードを製造する。その後、レーザー光エネルギーをブランクカードに照射して黒色マーキングすることで、例えば、個人情報等をカードに深く施すことができる。しかしながら、レーザーマーキングではモノクロ画像、文字であり、画像はカラー画像が求められる場合には、昇華型間接熱転写方式によるカラー印刷が一般的である。前記したように、昇華型間接熱転写方式ではインクリボンの昇華型インクをPETフィルム等の基材透明フィルムに転写した後、このPETフィルム毎にカード最表面に貼り付ける方法や、このPETフィルムに転写された画像をカードに再転写した後、保護コートをする方法等が挙げられる。これらの方法では、まず前者のカードでは最外層より、PETフィルム/インク層/透明レーザーマーキング層となり、PETフィルムの厚み分だけカードがより厚くなる問題がある。また、このようなカードにレーザー光エネルギーを照射して黒色マーキングする場合、透明レーザーマーキングシートに均一分散させたレーザー光エネルギー吸収体がレーザー光エネルギーを吸収して高い熱を発生させる。そのためにPETフィルム/インク層/透明レーザーマーキング層間にて“フクレ”を生じる。その“フクレ”により黒色マーキング部に視認性の著しい低下が生じる。また、後者には、このような問題は起こりにくいが、再転写によりPETフィルムが廃棄物となるために環境上好ましくない。本発明の透明レーザーマーキングシートを用いることにより、これらの問題がなく、所望のカラー画像がカード上に印刷できることからその使用価値を上げることができる。
【0134】
[12]電子パスポート用:
又、本実施形態における透明レーザーマーキングシートは、電子パスポート用データページなどに好適に用いることができる。
【0135】
電子パスポート用データページの基本構成は、前記した2タイプがあり、ICチップタイプは、オーバーシート(透明)/オーバーシート(透明レーザーマーキングシート)/コアシート(白)/インレットシート/ヒンジシート/コアシート(白)/オーバーシート(透明レーザーマーキングシート)/オーバーシート(透明)から構成され、ICチップレスタイプは、オーバーシート(透明)/オーバーシート(透明レーザーマーキングシート)/コアシート(白)/ヒンジシート/コアシート(白)/オーバーシート(透明レーザーマーキングシート)/オーバーシート(透明)である。これらの各種シートを所定形状に裁断し、前記カード積層体製造工程と同様に加熱積層により電子パスポート用データページを製造する。
【0136】
[13]マット加工:
透明レーザーマーキングシート、コアシート、及び他のシート表面には、平均粗さ(Ra)0.1〜5μmのマット加工が施されていることが好ましい。このように、前述のそれぞれのシート表面に、適宜選択的に、マット加工を形成する理由は、プラスチックカード及び電子パスポート用データページを得るにあたって、加熱積層する際、コアシートの片面にオフセット印刷によりカラー印刷を施す工程があるが、この工程においてシートをコンベアにて搬送、印刷機に投入するが、適切なマット加工を施していないとシートのすべりが悪くシートの搬送に問題を生じる。更に他のシートも同様に搬送工程での搬送性に問題が生じて量産化に支障をきたす。また、複数枚の各種シートを加熱積層する工程においては、各シート間の気泡が抜けにくくカードやデータページ表面の“フクレ”等が発生して問題を生じる。
【0137】
シート表面の平均粗さ(Ra)が0.1μm未満では前述したようにシート搬送性の問題及び加熱積層時の“気泡”問題が生じるが、マット加工の平均粗さ(Ra)が5μmを超えると、コアシートでは印刷性に問題を生じ、オーバーシートでは加熱積層工程においてシート表面のマット加工が加熱・加圧でつぶれて鏡面にならず、カードやデータページ表面に凹凸が残りカラー印刷やレーザーマーキング画像の視認性が低下して好ましくない。
【0138】
[14]レーザーマーキング方法:
本実施形態における透明レーザーマーキングシートは、レーザー光エネルギーを照射して発色させるものであるが、レーザー光エネルギーとしては、He−Neレーザー、Arレーザー、CO2レーザー、エキシマレーザー等の気体レーザー、YAGレーザー、Nd・YVO4レーザー等の固体レーザー、半導体レーザー、色素レーザー等が挙げられる。これらのうち、YAGレーザー、Nd・YVO4レーザーが好ましい。
【0139】
本実施形態のレーザーマーキング方法において、レーザー光エネルギーのレーザビームは、シングルモードでもマルチモードでもよい。又、ビーム径が20〜40μmのように絞ったもののほか、ビーム径が80〜100μmのごとく広いものについても用いることができる。ただし、シングルモードで、ビーム径が20〜40μmの方が、印字発色部と下地のコントラストを3以上とし、コントラストが良好な印字品質を得る点で好ましい。
【0140】
このように本実施形態の透明レーザーマーキングシートに、レーザー光エネルギーを照射すると、透明レーザーマーキングシート中に均一分散させたレーザー光エネルギー吸収体がレーザー光エネルギーを吸収して高い熱を発生する。単層透明レーザーマーキングシートのポリカーボネート樹脂、または3層構造におけるコア層樹脂であるポリカーボネート樹脂がその高い熱により黒色発色することにより文字、画像を透明レーザーマーキングシート中にマーキングする。
【0141】
[15]カラー印刷、及びレーザーマーキング方法:
さらに好ましくは、これまで説明してきた透明レーザーマーキングシートに、カラー印刷、及びレーザーマークするレーザーマーキング方法である。インク受理層を形成した透明レーザーマーキングシートをオーバーシートとして、インク受理層側をカードの最外層となるように、前記カード構成において加熱積層体を形成、所定のカードサイズに裁断した後、その裁断したカード表面から昇華型直接熱転写方式によりカラー印刷した後、レーザー光エネルギー照射によりモノクロ画像、文字をマーキングすることにより、カラー画像とモノクロ(黒色)画像、文字が形成される。もちろん、昇華型直接熱転写方式に代えて昇華型間接熱転写方式のカラー印刷も可能であるが、前記したとおりの問題があるために、昇華型直接熱転写方式がより好ましい。
【実施例】
【0142】
以下、本発明を実施例によって更に具体的に説明するが、本発明はこれに限定されるものではない。なお、以下の実施例及び比較例における「部」及び「%」は特に断りのない限り質量部及び質量%を意味する。又実施例における各種の評価、測定は、下記のような方法により評価、測定した。
【0143】
[1]インク受理層を設けた透明レーザーマーキングシートの透明性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートにつき、分光光度計(商品名「NDH 2000」日本電色工業(株)製)を用いて各々のシートの全光線透過率を測定し、下記の評価レベルにてシートの透明性を判定した。
◎:全光線透過率80%以上
○:全光線透過率60%以上80%未満
×:全光線透過率60%未満
[2]インク受理層と基材シートとの密着性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートにつき、インク受理層と基材シートとの密着性を、JIS K 5600に準拠して碁盤目試験(格子パターン:25ます)を行い、下記の評価レベルにてインク受理層と基材シートとの密着性を評価した。
◎ :全く剥離なし
○ :剥離5個以内
△ :剥離10個以内
× :剥離10〜20個
××:全部剥離
[3]カラー印刷性:
実施例1〜6、比較例1〜5の透明レーザーマーキングシートをオーバーシートに、製造例2で製造したシートBをコアシートとして、オーバーシート/コアシート/コアシート/オーバーシートの層構成となるように、ロータリー真空プレス機(日精樹脂工業(株)製)を用いて、加熱温度160℃、面圧10MPaにて、タクトタイム2分にて総厚みが約700μmにプレスした後打ち抜いてブランクカードを得た。これらのブランクカードを両面カードプリンター(ニスカ(株)製 製品名 PR5350)を用いてカラー印刷を行い、印刷の状況を肉眼で観察し、下記の評価レベルにて目視評価した。
○:色ぶれ、色とびはない、若干濃度が薄いが良好なカラー印刷
△:色ぶれ、色とびはないが、濃度が薄い
×:色ぶれ、色とびがみられ、濃度が極端に薄い
【0144】
[4]レーザーマーキング性:
前記[3]で製造したブランクカードのカラー印刷を施していない部分に、Nd・YVO4レーザーマーカー(ロフィンシナール(株)製 商品名「RSM10E」)を使用して、照射条件、周波数30KHz、電流28A、照射速度400mm/secにてレーザー光エネルギーを照射した後、下記の評価レベルにてレーザーマーキング性を評価した。
○:コントラスト比3以上、レーザー光エネルギー照射部に膨れ全くなし
△:コントラスト比2〜3未満又はレーザー光エネルギー照射部にわずかな膨れあり
×:コントラスト比2未満又はレーザー光エネルギー照射部の膨れ多数あり
【0145】
(製造例1)単層シートA:透明レーザーマーキング単層シート
ポリカーボネート樹脂(商品名「タフロンFN2200A」 出光興産(株)製、メルトボリュームレイト=12cm3/10min)100部、レーザー光エネルギー吸収体としてカーボンブラック(三菱化学(株)製 #10、平均粒子径95nm、DBP吸油量86ml/100g)0.0015部、フェノール系酸化防止剤として、n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート(商品名「イルガノックス1076」、チバ・スペシャルティ・ケミカルズ(株)製))0.1部、及び紫外線吸収剤として、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン329」、チバ・スペシャルティ・ケミカルズ(株)製)0.2部を配合し、Tダイ付押出機により、シートの総厚さが100μm、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工して単層シートAを得た。
【0146】
(製造例2)単層シートB:白色単層シート
非結晶性芳香族ポリエステル樹脂(商品名「イースターGN071」イーストマンケミカル(株)製、)100部、滑剤としてステアリン酸カルシウム0.1部及び酸化チタン15部を配合し、Tダイ付押出機により、シートの総厚さ250μm、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工をして単層シートBを得た。
【0147】
(製造例3)多層シートC:透明レーザーマーキング多層シート
スキン層を構成する樹脂組成物として、非結晶性芳香族ポリエステル樹脂(商品名「イースターGN071」イーストマンケミカル(株)製)100部に、滑剤としてステアリン酸カルシウム0.1部を配合し、スキン層を構成する樹脂組成物を調製した。一方、コア層を構成する樹脂組成物として、ポリカーボネート樹脂(商品名「タフロンFN2200A」出光興産(株)製、メルトボリュームレイト=12cm3/10min)100部、レーザー光エネルギー吸収体としてカーボンブラック(三菱化学(株)製 #10、平均粒子径75nm、DBP吸油量86ml/100gr)0.0015部、フェノール系酸化防止剤として、(n−オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート(「イルガノックス1076」チバ・スペシャルティ・ケミカルズ(株)製)を0.1部及び紫外線吸収剤として、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール(商品名「チヌビン327」、チバ・スペシャルティ・ケミカルズ(株)製)0.2部を配合し、コア層を構成する樹脂組成物を調製した。上記で調製したスキン層構成樹脂組成物とコア層構成樹脂組成物を各々2台の2種3層用Tダイ付押出機を用いて、2種3層共押出成形により、スキン層/コア層/スキン層の3層からなり、シートの総厚さが100μm、両側のスキン層が15μm、中央のコア層が70μm(総厚さに対するコア層厚さ比率70%)、シート両面の平均表面粗さ(Ra)を0.5〜1.8μmになるようマット加工をして多層シートCを得た。
【0148】
上述の製造例1及び3の透明レーザーマーキングシートを用いて、インク受理層を形成する塗工剤を塗工した透明レーザーマーキングシートE〜Rを得た。
【0149】
〔実施例1〕(インク受理層付透明レーザーマーキングシートE)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体(日信化学工業(株)製、ソルバインCN(塩化ビニル/酢酸ビニル含有量=89/11、重合度=750)を、エチルセロソルブ/ブチルセロソルブ/ジオキサン=1/1/2(質量比)混合溶媒にて溶解させて固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートEを得た。
【0150】
〔実施例2〕(インク受理層付透明レーザーマーキングシートF)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体エマルジョン(日信化学工業(株)、ビニブラン603(塩化ビニル/酢酸ビニル含有量=70/30、固形分濃度=50%)を、エチルセロソルブ/ブチルセロソルブ=1/1混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層基材シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートFを得た。
【0151】
〔実施例3〕(インク受理層付透明レーザーマーキングシートG)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。塩化ビニルーアクリル共重合体エマルジョン(日信化学工業(株)製、ビニブラン690(塩化ビニル/アクリル含有量=80/20、固形分濃度=54%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートGを得た。
【0152】
〔実施例4〕(インク受理層付透明レーザーマーキングシートH)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。エチレン−塩化ビニル−酢酸ビニル共重合体エマルジョン(住化ケムテックス(株)製、スミカフレックスS−830(エチレン/塩化ビニル/酢酸ビニル含有量=20/50/30、固形分濃度=50%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶媒にて希釈して固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートHを得た。
【0153】
〔実施例5〕(インク受理層付透明レーザーマーキングシートJ)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を使用した。スルホン酸塩基含有ポリエステル系樹脂溶液(高松油脂(株)製、ペスレジンA−1120、イソプロピルアルコール26wt%/n−プロピルアルコール12wt%/水42wt%混合溶媒、固形分濃度=20%)をオートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートJを得た。
【0154】
〔実施例6〕(インク受理層付透明レーザーマーキングシートK)
基材シートとして、製造例3で製造した多層シートC(厚さ100μm)を使用した。塩化ビニル−酢酸ビニル共重合体(日信化学工業(株)製、ソルバインCN(塩化ビニル/酢酸ビニル含有量=89/11、重合度=750)を、エチルセロソルブ/ブチルセロソルブ/ジオキサン=1/1/2(質量比)混合溶媒にて溶解させて固形分濃度20%のインク受理層形成剤(塗工液)を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に上記で調製した塗工液を塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートKを得た。
【0155】
〔比較例1〕(インク受理層付透明レーザーマーキングシートP)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。水分散ポリエステル樹脂(東洋紡績(株)製、バイロナールMD−1200(固形分濃度34%、ブチルセロソルブ11%)を、オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層基材シートAの片面に塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートPを得た。
【0156】
〔比較例2〕(インク受理層付透明レーザーマーキングシートQ)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。アクリルエマルジョン(高松油脂(株)、試作品SNX−25(固形分濃度37%)を、エチルセロソルブ/ブチルセロソルブ=1/1(質量比)混合溶剤を加えて希釈し、固形分濃度22%の塗工液を調製した。オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に塗工した後、温度110℃で乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートQを得た。
【0157】
〔比較例3〕(インク受理層付透明レーザーマーキングシートR)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)を用いた。塩化ビニル重合体エマルジョン(日信化学工業(株)、ビニブラン985(固形分濃度37%)を、エチルセロソルブ/ブチルセロソルブ=1/1混合溶剤を加えて希釈し、固形分濃度22%に調整した後、この塗工液を、オートマチックフィルムアプリケータ((株)安田精機製作所製)を用いて、上記単層シートAの片面に塗工した後、温度110℃乾燥して、乾燥後の平均塗膜厚みが6〜8μmのインク受理層を形成した透明レーザーマーキングシートRを得た。
【0158】
〔比較例4〕(インク受理層無透明レーザーマーキングシートS)
基材シートとして、製造例1で製造した単層シートA(厚さ100μm)をそのまま使用いた。
【0159】
〔比較例5〕(インク受理層無透明レーザーマーキングシートT)
基材シートとして、製造例3で製造した多層シートC(厚さ100μm)をそのまま使用した。
【0160】
上述の実施例1〜6で得た透明レーザーマーキングシート(E〜H、J〜K)と、比較例1〜5で得た透明レーザーマーキングシート(P〜T)につき、各種評価を行った。その結果を表1に示す。
【0161】
【表1】
【0162】
(考察)
表1、2に示すように、実施例1〜6におけるインク受理付透明レーザーマーキングシートは、高い全光線透過率を有し透明性に優れ、インク受理層コート材と基材との密着性に優れるものであった。さらに昇華型直接熱転写カラー印刷において、色ブレ、色トビがなく、十分な濃度であり、良好な印刷適性を有していることに加え、レーザー光照射によるレーザーマーキングにおいては、コントラストが高く、照射部にフクレなどのみられない平滑性に優れたマーキングが得られるなどの優れた性能を有することを確認した。一方、比較例1〜5は、高い全光線透過率を有し透明性に優れ、インク受理層コート材と基材との密着性に優れるものであるが、カラー印刷において、色ブレ、色トビがみられたり、又濃度が不十分なものであり、カラー印刷性に劣るものであった。比較例2は透明性とインク受理層コート材と基材との密着性が良好であるものの、カラー印刷性とレーザーマーキング性に劣るものである。比較例3はインク受理層コート材と基材との密着性が極端に劣り、基材上にコート層が成膜しなかった。比較例4、5はインク受理層を基材上に形成しない例であり、カラー印刷性に劣るものである。
【産業上の利用可能性】
【0163】
本発明は、昇華型熱転写印刷により、発色性と鮮明性に優れたカラー印刷ができ、しかもレーザーマーキング印刷機能をも併せ有する、電子パスポート、プラスチックカードなどに有用な透明レーザーマーキングシートに適用可能である。
【符号の説明】
【0164】
1(1A),1(1B):透明レーザーマーキングシート、
2,20:基材シート、
3:インク受理層、
4:スキン層、
5:コア層、
6:コアシート、
7:インレットシート、
8:オーバーシート、
9:コアシート、
11:ヒンジシート、
12:張り出し部、
13:ミシン綴じ、
14:プラスチックカード、
15(15A),15(15B):電子パスポート用データページ。
【特許請求の範囲】
【請求項1】
レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、
前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、
または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成され、
前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシート。
【請求項2】
前記透明レーザーマーキングシートのレーザー光エネルギー吸収体が、カーボンブラック、チタンブラック、金属酸化物から選ばれる1種または2種以上を含有してなる請求項1に記載の透明レーザーマーキングシート。
【請求項3】
前記単層シートが、ポリカーボネート樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる透明ポリカーボネート樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる請求項1または2に記載の透明レーザーマーキングシート。
【請求項4】
前記多層シートを構成するスキン層が、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる非結晶性芳香族ポリエステル樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる請求項1または2に記載の透明レーザーマーキングシート。
【請求項5】
前記単層シート及び前記多層シートのコア層を構成するポリカーボネート樹脂が、ISO1133に準じて測定したメルトボリュムレイトが、4〜30cm3/10分である請求項1〜4のいずれか一項に記載の透明レーザーマーキングシート。
【請求項6】
前記塩化ビニル共重合体における塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が、100〜2000である請求項1〜5のいずれか一項に記載の透明レーザーマーキングシート。
【請求項7】
前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である請求項1〜6のいずれか一項に記載の透明レーザーマーキングシート。
【請求項8】
前記官能基を有するポリエステル系樹脂が、スルホン酸塩基またはカルボン酸塩基を有するポリエステル系樹脂である請求項1〜7のいずれか一項に記載の透明レーザーマーキングシート。
【請求項9】
プラスチックカード用である請求項1〜8のいずれか一項に記載の透明レーザーマーキングシート。
【請求項10】
電子パスポート用である請求項1〜8のいずれか一項に記載の透明レーザーマーキングシート。
【請求項11】
請求項1〜10のいずれか一項に記載のインク受理層を設けた透明レーザーマーキングシートにカラー印刷、及びレーザーマーキングする方法であって、
前記透明レーザーマーキングシートの前記インク受理層が形成された面に、昇華型直接熱転写方式、又は昇華型間接熱転写方式によりカラー印刷した後、前記インク受理層を設けた面からレーザー光エネルギーを照射して、文字、図形、記号、又は情報をレーザーマークするレーザーマーキング方法。
【請求項1】
レーザーマーキング用の透明基材シートの少なくとも片面にインク受理層を設けた透明レーザーマーキングシートであって、
前記透明基材シートは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物からなり、厚みが50〜200μm、全光線透過率が70%以上である単層シートとして、
または、スキン層とコア層を有し、溶融共押出法により共押出成形される少なくとも3層のシートから形成され、前記スキン層は、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂層であり、前記コア層は、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収体0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層であり、シート総厚みが50〜200μm、前記コア層の全厚みに対する厚み比率が20〜80%、全光線透過率が70%以上である多層シートとして構成され、
前記インク受理層は、塩化ビニル共重合体または官能基を有するポリエステル系樹脂からなり、溶剤または水を媒体とする溶液にて、前記単層シートまたは多層シートの片面に、乾燥膜厚が1〜20μmの厚さを有する層として構成される、透明レーザーマーキングシート。
【請求項2】
前記透明レーザーマーキングシートのレーザー光エネルギー吸収体が、カーボンブラック、チタンブラック、金属酸化物から選ばれる1種または2種以上を含有してなる請求項1に記載の透明レーザーマーキングシート。
【請求項3】
前記単層シートが、ポリカーボネート樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる透明ポリカーボネート樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる請求項1または2に記載の透明レーザーマーキングシート。
【請求項4】
前記多層シートを構成するスキン層が、非結晶性芳香族ポリエステル樹脂を主成分とする透明樹脂100質量部、滑剤0.01〜3質量部からなる非結晶性芳香族ポリエステル樹脂組成物であり、更に、酸化防止剤及び/または着色防止剤0.1〜5質量部、及び紫外線吸収剤及び/または光安定剤0.1〜5質量部含有してなる請求項1または2に記載の透明レーザーマーキングシート。
【請求項5】
前記単層シート及び前記多層シートのコア層を構成するポリカーボネート樹脂が、ISO1133に準じて測定したメルトボリュムレイトが、4〜30cm3/10分である請求項1〜4のいずれか一項に記載の透明レーザーマーキングシート。
【請求項6】
前記塩化ビニル共重合体における塩化ビニルと他のモノマーとの共重合比率が、少なくとも塩化ビニルが30質量%、平均重合度が、100〜2000である請求項1〜5のいずれか一項に記載の透明レーザーマーキングシート。
【請求項7】
前記塩化ビニル共重合体の塩化ビニル以外の共重合成分が、ビニルエステル、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、オレフィン、アクリロニトリル、スチレン、塩化ビニリデン、ビニルエーテル、及び芳香族ビニル化合物から選ばれる1種又は2種以上である請求項1〜6のいずれか一項に記載の透明レーザーマーキングシート。
【請求項8】
前記官能基を有するポリエステル系樹脂が、スルホン酸塩基またはカルボン酸塩基を有するポリエステル系樹脂である請求項1〜7のいずれか一項に記載の透明レーザーマーキングシート。
【請求項9】
プラスチックカード用である請求項1〜8のいずれか一項に記載の透明レーザーマーキングシート。
【請求項10】
電子パスポート用である請求項1〜8のいずれか一項に記載の透明レーザーマーキングシート。
【請求項11】
請求項1〜10のいずれか一項に記載のインク受理層を設けた透明レーザーマーキングシートにカラー印刷、及びレーザーマーキングする方法であって、
前記透明レーザーマーキングシートの前記インク受理層が形成された面に、昇華型直接熱転写方式、又は昇華型間接熱転写方式によりカラー印刷した後、前記インク受理層を設けた面からレーザー光エネルギーを照射して、文字、図形、記号、又は情報をレーザーマークするレーザーマーキング方法。
【図1】

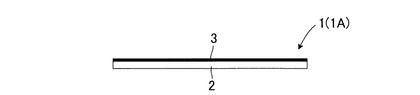
【図2】
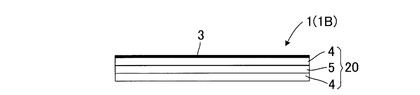
【図3】
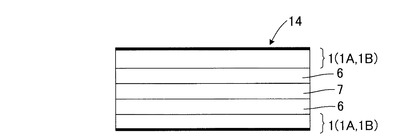
【図4】
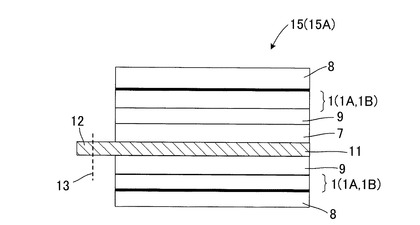
【図5】
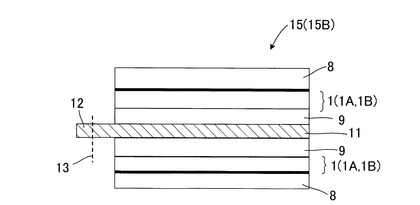
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−1087(P2013−1087A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−137858(P2011−137858)
【出願日】平成23年6月21日(2011.6.21)
【出願人】(591258587)日本カラリング株式会社 (36)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月21日(2011.6.21)
【出願人】(591258587)日本カラリング株式会社 (36)
【Fターム(参考)】
[ Back to top ]