
透明両面粘着シート
【課題】被着体へ貼合する際に、印刷部位による段差や凹凸への追随性に優れているばかりか、裁断加工性等の作業性にも優れた透明両面粘着シートを提供する。
【解決手段】中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有する透明両面粘着シートであって、各層はいずれも、1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とする層であり、温度範囲0℃〜100℃において、周波数1Hzにおける中間樹脂層(A)の貯蔵剪断弾性率(G’(A))が、感圧接着剤層(B)より高く、且つ、シート全体の押込硬度(アスカーC2硬度)が10〜80であることを特徴とする透明両面粘着シートを提案する。
【解決手段】中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有する透明両面粘着シートであって、各層はいずれも、1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とする層であり、温度範囲0℃〜100℃において、周波数1Hzにおける中間樹脂層(A)の貯蔵剪断弾性率(G’(A))が、感圧接着剤層(B)より高く、且つ、シート全体の押込硬度(アスカーC2硬度)が10〜80であることを特徴とする透明両面粘着シートを提案する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルや、保護パネル、タッチパネル等の画像表示装置構成部材を貼り合わせるのに好適に用いることができる透明両面粘着シートに関する。
【背景技術】
【0002】
現在、あらゆる分野において、部材を接着して一体化する為に粘着シートが広く用いられている。粘着シートによる接合は、液状の接着剤を塗布又は充填して乾燥する接合方法と比較して、簡便であるというメリットがあるものの、凹凸部などの形状をもった構造体に被着させる際に、作業性や段差への追随性の他、長期的な信頼性などの面において劣ることがあった。
【0003】
例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなどの画像表示装置においては、画面枠にあわせて周縁部を周回するように遮光膜が設けられている。この遮光膜は、画像表示ユニットを保護するための表面保護パネルの裏面に、塗料による印刷で形成されるのが一般的であり、その厚さは5μm以上あり、保護パネルの裏面は平面ではないのが通常である。このため、表面の保護パネルと画像表示装置ユニットとを粘着シートを介して貼合一体化する場合、粘着シートが印刷部位による段差を吸収することができず、貼合部分に気泡が発生することがあった。
【0004】
このような段差や凹凸への追随性を高めるためには、粘着シートは柔軟である方が好ましいが、柔軟過ぎると、裁断加工などが劣るようになってしまう。逆に、粘着シートが硬質であると、裁断加工などは問題ないが、柔軟性が乏しいために段差や凹凸へ密着せず、また接着力が得られ難くなってしまう。
【0005】
従来、凹凸や段差への追随性をもつ粘着シートとして、発泡フォームを用いた粘着シートが開示されている(例えば特許文献1など)。しかし、発泡フォームを用いた粘着シートは、透明性を欠くため、光透過性が必要な用途に使用することはできない。
また、特許文献2には、追従性付与に係る引張り伸びを規定した粘着シートが開示されているが、長時間保持による経時的な発泡剥離についての信頼性に劣る可能性があった。
【0006】
ところで、従来、画像表示パネルと保護パネルとを貼り合わせるための透明な粘着剤乃至シートとして、次のようなものが開示されている。
【0007】
例えば特許文献3には、加熱仮接着やオートクレーブによる高温・高圧処理を必要とせず、室温にてガラス板を貼り合わせることができる粘着シートとして、第1の感圧接着層と、その両面に形成された第2の感圧接着層と、両感圧接着層の接着面に付着された離型フィルムとを備え、第1の感圧接着層は、測定温度20℃、周波数1Hzでの貯蔵弾性率G’(1Hz)が5×103〜5×105Paで、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’(10−7Hz)が5×101〜5×103Paの粘弾性特性を有する感圧接着剤で形成し、第2の感圧接着層は、測定温度20℃の貯蔵弾性率G’(1Hz)が1×104〜5×106Paで、基準温度20℃の貯蔵弾性率G’(10−7Hz)が1×104〜1×106Paの粘弾性特性を有する感圧接着剤で形成する粘着シートが開示されている。
【0008】
特許文献4には、紫外線架橋前は、低凝集力の粘着層(測定温度20℃、周波数1Hzでの貯蔵弾性率G’が5×103〜5×105Paであり、且つ、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’が5×101〜5×103Pa)として形成することにより、パネル同士を気泡なく密着させ、密着後に保護パネル面越しに紫外線(UV)照射して硬化させることにより、その粘弾性を、測定温度20℃、周波数1Hzでの貯蔵弾性率G’が1×104〜1×106Paであり、且つ、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’が1×104Pa以上とする方法が開示されている。
【0009】
また、特許文献5には、凝集力の異なる2種類の粘着層をガスバリヤー基材の表裏に配置した構成とし、低凝集力の第1粘着層でパネル同士の気泡なく密着させると共に、保護パネルからの揮発成分の攻撃をガスバリヤー基材と高凝集力の第2粘着層で遮断する構成が開示されている。
【0010】
特許文献6には、PDP等の表示装置の各種光学部材を貼合するための粘着シートであって、変形回復力に優れたものとして、23℃×50%RHの環境下において、100mm/minの引張速度で50%伸長し、同速度で元に戻した時の歪復元率が60%以上であることを特徴とする光学部材貼合用粘着シートが開示されている。
【0011】
特許文献7には、同じくPDP等の表示装置の各種光学部材を貼合するための粘着シートであって、画面表面を押圧しても変形し難く、変形しても凹みが回復し易い粘着シートとして、1種類以上の(メタ)アクリル酸エステル系重合体を含むベースポリマーと、アクリル系架橋モノマーと、架橋開始剤とを含有する粘着剤組成物を架橋してなる粘着シートであって、20℃基準マスターカーブの周波数10−1Hz〜10−5Hzのいずれにおいても、貯蔵剪断弾性率は1.0×104Paを超えて1.0×105Pa以下の範囲内にあり、且つ周波数10−3Hzにおけるtanδが1.0×10−1以下である物性を備えた粘着シートが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】実用新案登録第3107686号
【特許文献2】特開2005−292606号公報
【特許文献3】特開2001−234129号公報
【特許文献4】特開2002−348150号公報
【特許文献5】WO2006−112311号公報
【特許文献6】特開2006−169438号公報
【特許文献7】特開2009−046620号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
粘着シートによって2つの画像表示構成部材を貼着して一体化させる場合、例えば液晶パネルとタッチパネルや保護シートとを貼着して一体化させる場合、粘着シートの表面は、ガラスなどの表面に比べて凹凸を有しており、このような凹凸を有する粘着シートが、そのままの状態で液晶パネルやタッチパネルに貼り合わされると、粘着シート表面の凹凸によって液晶パネルやタッチパネルの表面に圧迫痕やムラを生じ、これが外観不良の原因となることがあった。このような外観不良を改善するためには、粘着シートを被着体に貼り合わせた際に、粘着シート表面が被着体の表面状態に追随して平坦化するような柔軟性を有することが必要である。
【0014】
そこで、本発明の課題は、被着体へ貼合する際に、印刷部位による段差や凹凸への追随性に優れているばかりか、被着体の表面状態への追随性にも優れており、しかも裁断加工性等の作業性にも優れた、新たな透明両面粘着シートを提供することにある。
【課題を解決するための手段】
【0015】
かかる課題を解決するための手段として、本発明は、1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とし、シート全体の押込硬度(アスカーC2硬度)が10〜80であって、かつ、垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることを特徴とする透明両面粘着シートを提案する。
【0016】
本発明が提案する透明両面粘着シートは、押込硬度(AskerC2)及びせん断ズレ量を所定範囲となるように作り込むことで、加工性、凹凸追従性、さらには被着体の表面状態への追随性を兼ね備えたものとすることができる。
よって、本発明の透明両面粘着シートは、透明で、且つ表裏面が粘着面であるばかりか、印刷部位等による段差や被着体の表面状態への追随性に優れており、しかも裁断加工性などの作業性にも優れたものとすることができるから、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルに保護パネルやタッチパネル等の透明パネルを貼り合わせるのに好適に用いることができる。
【図面の簡単な説明】
【0017】
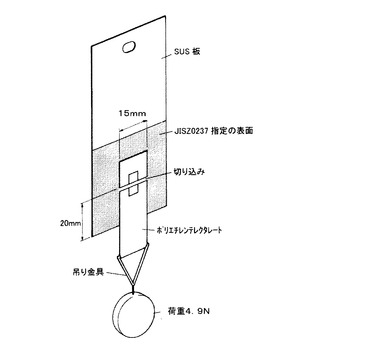
【図1】実施例において、ズレ量を測定するために用いた装置の概略図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態の一例について説明するが、本発明が下記実施形態に制限されるものではない。
【0019】
<透明両面粘着シート>
本実施形態に係る透明両面粘着シート(以下「本粘着シート」と称する。)は、2つの画像表示装置構成部材を貼着して一体化させるために用いられる透明な両面粘着シートである。
【0020】
(押込硬度)
本粘着シートの押込硬度は、本粘着シートを複数枚重ねて厚みを6mm±0.3mmとし、アスカー硬度計を用いて2.5mm深さの測定端子を、押込加重1000g押込速度3mm/分にて垂直に押し込むようにして測定するアスカーC2硬度が10〜80であることが重要である。
この際、本粘着シートを複数枚重ねて厚みを6mm±0.3mmとして測定するのは、測定する際の厚さを当該範囲にすることで、厚さの影響を無くして、その部材本来の押込硬度を比較測定できるからである。
本粘着シートのアスカーC2硬度が10未満であると、押込みによる変形応力に緩和追随するものの、柔軟すぎて予期せぬ変形もしやすく、加工性や保管安定性が劣るようになり、好ましくない。他方、本粘着シートのアスカーC2硬度が80より大きいと、硬すぎて被着体への追随性に劣る傾向にあり好ましくない。上記値の範囲内において、透明両面粘粘着シートが優れた加工性と追随性を両立させつつ、被着体への貼合時における良好な外観を維持させることができる。
このような観点から、本粘着シートの押込硬度は、25以上或いは70以下であることが好ましく、特に30以上或いは60以下であることがさらに好ましい。
【0021】
本粘着シートの押込硬度を調整するには、粘着シートのベースポリマー、すなわち単層の場合の該層のベースポリマー、多層構成の場合の中間層及び/または粘着層の各層のベースポリマーとなるアクリル酸エステル共重合体の組成比を調整するのが効果的である。例えば押込硬度を高くするには、ポリマー化した時のガラス転移温度が高いモノマーの配合量を増やせばよい。逆に柔軟にする場合には、ガラス転移温度の低いモノマーの組成比を増やせばよい。また、2官能以上の反応性多官能モノマーを添加して架橋密度を上げて硬度を上げたり、可塑剤によって柔軟にして硬度を下げたり、オリゴマー等の添加剤をもって硬度を適宜調整したりすることもできる。
【0022】
(粘着界面のせん断ズレ量)
本粘着シートは、垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることが重要である。
ズレ量が1mm以下のものは、凝集力が高く表面が硬質である傾向があり、前述した凹凸面への追随性が損なわれたり、容易に圧迫変形しうる被着体(例えば、液晶セルや抵抗膜方式タッチパネルなど)へ貼着した際、厚みムラ転写等の外観不良を起こしたりするおそれがあるため、好ましくない。他方、ズレ量が15mm以上のもの、若しくは1時間以内に落下するものは、保持力が弱く柔軟すぎる傾向があり、粘着シートを取り回す際のハンドリング性や裁断性のほか、粘着シートもしくは貼合後の部材保管時にクリープ変形を起こすおそれがあるため、好ましくない。
これらの観点より、上記のズレ量は、より好ましくは1.5mm以上或いは10mm以下であり、中でも2mm以上或いは8mm以下であるのが好ましい。
【0023】
本粘着シートにおいて、粘着界面のせん断ズレ量を調整するには、単層構成における粘着組成物若しくは積層構成における表面接着層を形成する組成物の、被着体に対する接着力や凝集力を調整すればよい。
具体的には、せん断ズレ量を小さく抑えるには、例えば被着体と粘着界面を形成するベースポリマー中の極性成分を増やしたり、オリゴマーによって被着体への濡れ性や接着力を高めたりする他、ベースポリマーとなるアクリル酸エステル共重合体中の高凝集成分を増やしたり、接着性を損なわない程度にベースポリマーの架橋度を高めたりするなどして、凝集力を高めて変形しにくくすればよい。
逆にせん断ズレ量を大きくするには、例えばベースポリマーとなるアクリル酸エステル共重合体中の高凝集成分量を減らしたり、架橋度を下げて変形しやすくしたりする他、タッキファイヤー等を添加して所定の温度域で流動性を付与したりすればよい。
【0024】
(積層構成)
本粘着シートは、単一層からなるシートであっても、2層以上が積層してなる多層シートであってもよい。
【0025】
(単一層構成)
本粘着シートを、単一層で形成するためには、柔軟性と硬さを併せ持つ単一層を形成する必要がある。そのためには、ベース樹脂の分子量を極めて高くして、ベース樹脂の長鎖による絡み合いにより疑似架橋するように形成することが好ましい。
【0026】
(多層構成)
本粘着シートを、多層シートとして形成する場合には、少なくとも中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有するように形成するのが好ましい。
【0027】
このような多層構成の場合、加工性と凹凸追従性を両立させる観点から、温度範囲0℃〜100℃の全温度領域において、周波数1Hzにおける中間樹脂層(A)の貯蔵剪断弾性率(G’(A))が、表裏面層としての感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))より高いことが好ましい。
特に中間樹脂層(A)の貯蔵剪断弾性率(G’(A))と感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))とが、次の式(1)で示される関係であることが好ましく、中でも次の式(2)で示される関係であることが好ましく、その中でも特に次の式(3)で示される関係であることがさらに好ましい。
(1)・・・ 1.1<G’(A)/G’(B)<80
(2)・・・ 1.5<G’(A)/G’(B)<70
(3)・・・ 2.0<G’(A)/G’(B)<60
【0028】
中間樹脂層(A)の貯蔵剪断弾性率(G’)は、0℃〜100℃の温度範囲において5×103〜5×108Paであることが好ましい。粘着シート全体が柔軟すぎると、抜き型やスリット刃に粘着樹脂が付着して裁断端部に粘着材料が回り込んだりして剥離フィルムが剥がせなくなったり、端部の糊はみ出し等の原因となるため、適度な硬さをもった中間層で粘着シート自体にコシを持たせ、これらの不具合を防ぐのが好ましい。
このような理由から、中間樹脂層(A)の貯蔵弾性率(G’)は、0℃〜100℃の温度範囲において5×103〜5×108Paであるのが好ましく、特に1×104以上、或いは、1×107以下であるのがさらに好ましく、その中でも2×104以上、或いは、1×106以下であるのがより一層好ましい。このような範囲の貯蔵弾性率を有することで、透明両面粘着シートとしての柔軟性や凹凸への追随性を維持しつつ、適度な加工性を付与することができる。
【0029】
中間樹脂層(A)及び感圧接着剤層(B)のいずれも、各層の貯蔵弾性率(G’)を調整するには、例えばベースポリマーであるアクリル酸(共)重合体を形成する共重合モノマーの種類や組成比率などを調整すればよい。
【0030】
感圧接着剤層(B)は、0〜100℃の温度範囲においてTanδ(損失弾性率/貯蔵弾性率)の値が0.4〜1.4であることが好ましい。
Tanδ(損失弾性率/貯蔵弾性率)が大きいほどかかる応力に対して緩和変形しやすい。Tanδ(B)が0.4以上であれば、凹凸箇所に貼着した際、粘着シートに係る歪みを緩和させられず、直後や長期保管中にシートが戻り発泡剥離を起こし易いなどのおそれが少なく、好ましい。他方、Tanδ(B)が1.4以下であれば、塑性変形、すなわち元の形状に戻らない変形を起こし難く、粘着材のはみ出し、変形や打痕がつき易い等保管安定性に劣るなどのおそれが少ないため、好ましい。
かかる観点から、感圧接着剤層(B)のTanδは0.5以上、或いは1.3以下であるのがより一層好ましく、特に0.6以上、或いは1.2以下であるのがさらに好ましい。
【0031】
感圧接着剤層(B)のTanδ(損失弾性率/貯蔵弾性率)を調整するには、例えばベースポリマーのアクリル酸(共)重合体を形成する共重合するモノマー種類や組成比率などを調整すればよい。
【0032】
(構成材料)
単一層構成の場合の当該層、或いは、多層構成の場合の中間樹脂層(A)及び感圧接着剤層(B)のいずれも、粘着性、透明性及び耐候性などの観点から、(メタ)アクリル酸エステル系重合体(共重合体を含む意で、以下「アクリル酸エステル系(共)重合体」と称する。)をベース樹脂として用い、これに架橋モノマー、必要に応じて架橋開始剤や反応触媒などを配合して、架橋反応させて形成するのが好ましい。
【0033】
ベース樹脂としての、アクリル酸エステル系(共)重合体は、これを重合するために用いるアクリルモノマーやメタクリルモノマーの種類、組成比率、さらには重合条件等を適宜選択することによって、ガラス転移温度(Tg)や分子量等の物性を適宜調整して調製することが可能である。
【0034】
アクリル酸エステル(共)重合体を重合するために用いるアクリルモノマーやメタクリルモノマーとしては、例えば2−エチルヘキシルアクリレート、n−オクチルアクリート、イソオクチルアクリレート、n−ブチルアクリレート、エチルアクリレート、メチル(メタ)アクリレート等を挙げることができる。これらに親水基や有機官能基などを共重合させた酢酸ビニル、ヒドロキシエチルアクリレート、ヒドロキシブチルアクリレート、アクリル酸、グリシジル(メタ)アクリレート、アクリルアミド、アクリロニトリル、メタクリロニトリル、フッ素アクリレート、シリコーンアクリレートなども用いることができる。
これらのモノマーを用いた重合処理としては、溶液重合、乳化重合、塊状重合、懸濁重合などの公知の重合方法が採用可能であり、その際に重合方法に応じて熱重合開始剤や光重合開始剤などの重合開始剤を用いることによりアクリル酸エステル共重合体を得ることができる。
【0035】
中でも、本粘着シートにおいては、ホモポリマーとした際のガラス転移温度(Tg)の差が大きく異なる2種類のモノマーを含むモノマー組成物をランダム共重合してなるアクリル酸エステル(共)重合体をベースポリマーとして用いるのが好ましい。
この際、2種類のモノマーのガラス転移温度(Tg)の差は25〜300℃であるのが好ましく、特に40℃以上或いは200℃以下、中でも特に60℃以上或いは180℃以下、さらには100℃以上或いは180℃以下であるのがより一層好ましい。
より具体的には、一方のモノマーのガラス転移温度(Tg)が−100〜0℃、特に−80〜−20℃であり、他方のモノマーのガラス転移温度(Tg)が0〜250℃、特に20〜180℃であるのが好ましい。
さらに具体的には、ガラス転移温度(Tg)が低いモノマー、例えばTgが−100〜0℃であるモノマーとしては、側鎖の炭素数が2以上、特に4以上のアクリル酸エステルを用いるのが好ましい。他方のガラス転移温度(Tg)が高いモノマー、例えばTgが0〜250℃であるモノマーとしては、側鎖に炭素数が2以下の炭化水素の他、脂環構造、ヘテロ環、芳香族等の環構造や、カルボキシル基、水酸基、アミノ基、アミド基、グリシジル基、アセチル基、イソシアネート基などの官能基を有するビニルモノマーもしくは(メタ)アクリルモノマーなどを用いるのが好ましい。
【0036】
溶剤を使用しない場合には、分子量が大きなベースポリマーを使用することが難しいため、アクリル酸エステル重合体の重量平均分子量は10万〜70万、特に20万〜50万、中でも特に25万〜50万であるのが好ましい。
また、本粘着シートにおいては、アクリル酸エステル重合体の重量平均分子量(MW)/数平均分子量(MN)は、比較的大きい方が好ましく、特に5〜10、中でも特に6〜9であるのがさらに好ましい。
【0037】
アクリル酸エステル重合体を架橋する際に用いる架橋モノマー(架橋剤)としては、例えば(メタ)アクリロイル基を2個以上有する多官能(メタ)アクリレート、或いは、イソシアネート基、エポキシ基、メラミン基、グリコール基、シロキサン基、アミノ基などの有機官能基を2個以上有する多官能有機官能基樹脂、或いは、亜鉛、アルミ、ナトリウム、ジルコニウム、カルシウムなどの金属錯体を有する有機金属化合物などを挙げることができる。
【0038】
アクリル酸エステル重合体を架橋する際には、必要に応じて架橋開始剤(過酸化開始剤、光開始剤)や反応触媒(三級アミン系化合物、四級アンモニウム系化合物、ラウリル酸スズ化合物など)を適宜添加すると効果的である。
【0039】
より具体的な例として、中間樹脂層(A)は、上記の貯蔵弾性率の範囲に入るように、次のように形成することができる。
例えば、0℃〜100℃の温度範囲において貯蔵弾性率が1×104Paより低いアクリル系ポリマーに、二つ以上の反応性基をもつアクリル酸エステルモノマーを適宜添加混合し、必要に応じて架橋開始剤や反応触媒を適宜添加して組成物を調製し、得られた組成物を架橋させることにより、弾性率を高めて所定の範囲に調整して、中間樹脂層(A)を形成することができる。
また、弾性率の低いモノマーと、メチルメタクリレートやイソボルニルアクリレート等の高凝集力モノマーとを共重合させて、主剤自身の弾性率を所定の範囲に調整して、中間樹脂層(A)を形成することができる。
その他、前記高凝集力モノマーを重合させて得た貯蔵弾性率の高いオリゴマーと前述したような低弾性率アクリル系ポリマーとを混合して、中間樹脂層(A)の貯蔵弾性率(G’)を調整することができる。
但し、これらの方法に限定されるものではない。
【0040】
他方、感圧接着剤層(B)は、次のようにして形成することができる。
例えば、理論Tg(ガラス転移温度)が0℃以下、好ましくは−10℃以下であって、0〜100℃においてゴム状領域となるアクリル共重合体を主原料とし、該主原料の流動性を損なわない程度に、各種架橋剤(2官能以上のイソシアネート樹脂、エポキシ樹脂、アクリル酸エステルモノマー等)を適量添加した後、架橋反応を進行させることで、感圧接着剤層(B)の貯蔵弾性率(G’)及びTanδを調整することができる。
但し、このような方法に限定するものではない。
【0041】
なお、中間樹脂層(A)と感圧接着剤層(B)は、同じ構成材料から形成することも、異なる構成材料から形成することも可能であるが、光学特性、例えば層間に起こりうる屈折率差や非相溶による白濁等を抑える観点から、同じ構成材料から形成するのが好ましい。その際、各材料の配合割合や架橋の程度などを調整することにより、粘着剤としての柔らかさ、すなわち貯蔵弾性率を調整することができる。
【0042】
上記成分のほか、必要に応じて、近赤外線吸収特性を有する顔料や染料などの色素、粘着付与剤、酸化防止剤、老化防止剤、吸湿剤、紫外線吸収剤、シランカップリング剤、天然物や合成物の樹脂類、ガラス繊維やガラスビーズなどの各種の添加剤を適宜配合することもできる。
【0043】
(厚み)
本粘着シートの総厚みは、50μm以上1mm以下であるのが好ましい。50μm以上であれば、20μm程度の段差を埋めることが可能であり、1mm以下であれば、薄肉化の要求にこたえることができる。さらに、20μm程度の段差を埋める観点から、100μm以上であるのがより一層好ましく、特に150μm以上であるのがさらに好ましい。
また、薄肉化の要求にこたえる観点からは、500μm以下、特に350μm以下であるのがさらに好ましい。
【0044】
上記のように多層構成とする場合には、中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比は、0.5<(A)/(B)<10であって、かつ感圧接着剤層(B)の総厚みが10μm〜200μmであるのが好ましい。
中間樹脂層(A)の総厚みが、感圧粘着材層(B)の総厚みの0.5倍を越えるものであれば、積層体における粘着材層の厚みの寄与が大きくなりすぎず、柔軟すぎて裁断や取回しに係る作業性が劣るようになることがなく好ましい。他方、中間樹脂層(A)の総厚みが、感圧粘着材層(B)の総厚みの10倍以下であれば、凹凸や屈曲した面への追随性に劣ることがなく、被着体への貼着直後もしくは経時的に段差にて発泡しにくく、好ましい。
このような観点から、中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比は、0.75<(A)/(B)<9.5であるのがより一層好ましく、特に1<(A)/(B)<9であるのがさらに好ましい。
また、同様の観点から、感圧接着剤層(B)の総厚みは、15μm以上或いは180μm以下であるのがより一層好ましく、特に20μm以上或いは150μm以下であるのがさらに好ましい。
【0045】
(透明性)
本粘着シートは、透明であるという特徴を有している。発泡樹脂などからなる粘着シートのように非透明な粘着シートとは区別されるものである。
【0046】
(製造方法)
本粘着シートは、ベースポリマーを適宜選択し、それぞれに適した架橋方法を用いて、単一層構成の場合の当該層、或いは、多層構成の場合の中間樹脂層(A)および感圧接着剤層(B)を所望の粘弾性特性を有するように形成して作製することができる。
【0047】
例えば、ベースポリマーとしてアクリル酸エステル重合体を選択し、架橋剤及び反応開始剤或いは反応触媒等を添加して攪拌混合し、離型フィルム上に目的の厚さになるように製膜し、加熱乾燥或いは紫外線照射して架橋させることで、中間樹脂層(A)形成シート又は感圧接着剤層(B)形成シートを得ることができる。
【0048】
このようにして、中間樹脂層(A)形成シート及び感圧接着剤層(B)形成シートをそれぞれ作製しておき、後工程で重ね合わせて透明両面粘粘着シートを作製することもできる。
また、どちらか一方のシートを作製しておき、このシートに他方の組成物をコートして透明両面粘粘着シートを作製することもできる。
また、離型フィルム上に、順番に中間樹脂層(A)形成用組成物及び感圧接着剤層(B)形成用組成物を多段コートして透明両面粘粘着シートを作製することもできる。
さらにまた、中間樹脂層(A)形成用組成物および感圧接着剤層(B)形成用組成物を共押出することにより透明両面粘粘着シートを作製することもできる。
【0049】
本粘着シートは、表裏に離型フィルムを積層した形態として提供することもできる。
この際、離型フィルムは、ポリエステル系、ポリプロピレン系、ポリエチレン系のキャストフィルムや延伸フィルムに、シリコーン樹脂を塗布して離型処理したものや、離型紙などを適宜選択して用いることができ、特に剥離力の異なる離型フィルムや厚さの異なる離型フィルムを粘着シートの表裏に用いるのが好ましい。
【0050】
本粘着シートはまた、保護パネルの裏面に予め積層することで、粘着付き保護パネル体として提供することができる。
本粘着シート製造時に保護パネルに直接積層することで、保護パネルと粘着シートとの界面を強固に密着させて耐久性を向上させることができ、この際、離型フィルム側に本粘着シートを先に積層させた後、直ちに保護パネル裏面に密着させて養生させればよい。
この際の養生条件は、特に限定するものではないが、例えば室温で7日間静置したり、40℃で3日間静置したりすればよい。
保護パネルとしては、例えばガラス、アクリル樹脂、ポリカーボネート樹脂、脂環式ポリオレフィン樹脂、塩化ビニル樹脂、ナイロン樹脂、エポキシ樹脂、スチレン樹脂から選択することができ、保護パネルの表裏には反射防止処理、飛散防止処理やハードコート処理や意匠(切削、印刷)加工、タッチパネル機能が予め施されていてもよい。
【0051】
(用途)
本粘着シートは、透明で、且つ表裏面が粘着面であるばかりか、印刷部位等による段差や凹凸への追随性に優れており、しかも裁断加工性などの作業性にも優れているから、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルに保護パネルやタッチパネル等の透明パネルを貼り合わせるのに好適に用いることができる。
例えば、携帯電話の表示画面などでは、液晶パネルディスプレイ(LCD)上に偏光フィルム等を積層し、その上に粘着剤乃至シートを介してプラスチック製の保護パネルを積層する構成が採用されることがある。この際、該保護パネルの裏面には、周縁部に隠蔽用印刷部(厚さ5μm〜20μm程度)が付設され、隠蔽用印刷部の縁に形成される段差部の入隅部内にまで粘着剤が十分に入り込まないと、気泡が残留して画面の視認性が低下することになる。本粘着シートは、5μm〜10μm程度はもちろん、15〜20μm程度の凹凸があっても気泡が残留することなく貼着することができ、例えば85℃程度の高温環境下においても発泡することがないように貼着することができるため、凹凸追従性に極めて優れている。
【0052】
本粘着シートや、これを用いた粘着付き保護パネルを用いて画像表示装置を作製することができる。粘着付き保護パネルを用いると、画像表示装置の製造工程を削減でき、より生産性が向上できる。
また、上記透明粘着シート又は上記粘着付き保護パネルは、カット後に経時的にベタつかないから、画像表示パネルに合わせて予めカットしておくのが好ましい。
この際のカット方法は、トムソン刃による打ち抜き、スーパーカッターやレーザーでのカットが一般的であり、離型フィルムを剥がし易いように表裏どちらか一方の離型フィルムを額縁状に残してハーフカットするのがより好ましい。
より具体的には、本粘着シートを用いて、保護パネルと画像表示パネル、或いは、タッチパネル体と画像表示パネル、或いは、タッチパネル体と保護パネルとを直接貼り合わせて構成される、携帯電話機や携帯ゲーム機、或いはモバイル端末などを挙げることができる。
【0053】
(語句の説明など)
一般的に「シート」とは、JISにおける定義上、薄く、その厚さが長さと幅のわりには小さく平らな製品をいい、一般的に「フィルム」とは、長さ及び幅に比べて厚さが極めて小さく、最大厚さが任意に限定されている薄い平らな製品で、通常、ロールの形で供給されるものをいう(日本工業規格JISK6900)。しかし、シートとフィルムの境界は定かでなく、本発明において文言上両者を区別する必要がないので、本発明においては、「フィルム」と称する場合でも「シート」を含むものとし、「シート」と称する場合でも「フィルム」を含むものとする。
また、画像表示パネル、保護パネル等のように「パネル」と表現する場合、板体、シートおよびフィルムを包含するものである。
【0054】
本明細書において、「X〜Y」(X,Yは任意の数字)と記載した場合、特にことわらない限り「X以上Y以下」の意と共に、「好ましくはXより大きい」或いは「好ましくはYより小さい」の意も包含するものである。
また、「X以上」(Xは任意の数字)と記載した場合、特にことわらない限り「好ましくはXより大きい」の意を包含し、「Y以下」(Yは任意の数字)と記載した場合、特にことわらない限り「好ましくはYより小さい」の意も包含するものである。
【実施例】
【0055】
以下、実施例及び比較例によりさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0056】
<実施例1>
2−エチルヘキシルアクリレート(ホモポリマーTg−70℃)75質量部と、酢酸ビニル(ホモポリマーTg+32℃)20質量部と、アクリル酸(ホモポリマーTg+106℃)5質量部とをランダム共重合してなるアクリル酸エステル共重合体A(Mw=500000、Mn=62000、Mw/Mn=8 理論Tg−50℃)を用意した。
このアクリル酸エステル共重合体A1kgに、架橋剤としての紫外線硬化樹脂ペンタエリスリトールトリアクリレート(ダイセルサイテック社製PETIA)200gと、光重合開始剤としての4−メチルベンゾフェノン15gとを混合して中間樹脂層用組成物を調製した。
【0057】
剥離処理したポリエチレンテレフタレートフィルム(パナック社製「NP75Z01」、厚み75μm)に、前記中間樹脂層用組成物を加熱溶融して、厚み130μmとなるようアプリケータにて塗工した後、剥離処理したポリエチレンテレフタレートフィルム(東洋紡績製「E7006」、厚み38μm)を被覆した。前記ポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記中間樹脂層用組成物を架橋させ、中間樹脂層(A−1)を作製した。
【0058】
前記アクリル酸エステル共重合体A1kgに、光重合開始剤としての4−メチルベンゾフェノン20gを添加混合して、感圧粘着剤用組成物を調製した。この感圧粘着剤用組成物を加熱溶融して、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」、厚み75μm)上に、厚みが35μmとなるようにシート状に塗工して成形し、剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績製「E7006」、厚み38μm)を被覆した。前記ポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記感圧接着材用組成物を架橋させ、感圧粘着剤層(B−1)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−1)と同様に感圧粘着剤層(B−1’)を作製した。
【0059】
中間樹脂層(A−1)の両側のPETフィルムを順次剥離除去すると共に、感圧粘着剤層(B−1)及び(B−1’)の一側のPETフィルムを剥がして、露出した粘着面を(A−1)の両表面にラミネータにて順次貼合し、多層粘着シート(厚み200μm;B−1/A−1/B−1’=35/130/35)を作製した。
【0060】
<実施例2>
ブチルアクリレート(Tg−56℃)とメチルメタクリレート(Tg105℃)とからなるブロック共重合体(クラレ株式会社製「LA2140e」)を溶融してシート状に成形し、80μmのシートとした中間樹脂層(A−2)を用いた以外は、実施例1と同様にして透明両面粘着シート(厚み150μm;B−1/A−2/B−1’=35/80/35)を作製した。
【0061】
<実施例3>
ウレタンアクリレート(ダイセルサイテック社製EB270)1kgに対し、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オンの2量体(チバ社製イルガキュア127)を20g添加して中間樹脂層用組成物を調製し、これを工程用剥離フィルム(三菱樹脂株式会社製「T−100」、厚み100μm)に、厚さ80μmとなるようアプリケータにて塗布し、高圧水銀ランプにて600mJの紫外線を照射して前記中間樹脂層用組成物を架橋させて、厚さ80μmの中間樹脂層(A−3)を作製した。
【0062】
次に、ブチルアクリレート(Tg−56℃)50質量部、2−エチルヘキシルアクリレート(Tg−70℃)47質量部及びアクリル酸(Tg106℃)3質量部をランダム共重合してなるアクリル酸エステルポリマー(Mw=58万)1kgに対し、架橋剤としてノナンジオールジアクリレート(大阪有機化学社製「V#260」)を20g、及び架橋開始剤として4−メチルベンゾフェノン5gを添加して、感圧接着剤層用粘着組成物を調製した。
次いで、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」、厚み75μm)に、前記感圧接着剤層用粘着組成物を厚さ35μmとなるようアプリケータにて塗工した後、この粘着面に、剥離処理したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」、厚み38μm)を被覆した。このポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記感圧接着剤層用粘着組成物を架橋させて厚さ35μmの感圧粘着剤層形成用積層(B−2)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−2)と同様に感圧粘着剤層(B−2’)を作製した。
【0063】
中間樹脂層(A−3)のPETフィルムを剥離除去するとともに、感圧粘着剤層形成用積層シート2及び2’における感圧粘着剤層(B−2)及び(B−2’)の一側のPETフィルムを剥がして、露出した粘着面を(A−3)の両表面にラミネータにて順次貼合し多層粘着シート(厚み150μm;B−2/A−3/B−2’=35/80/35)を作製した。
【0064】
<実施例4>
実施例1で用いた中間樹脂層用組成物及び感圧接着剤用組成物を、感圧接着剤層用組成物/中間樹脂層用組成物/感圧接着剤層用組成物となるように溶融共押出し、これを剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製MRF75)の剥離処理面に賦型して厚み250μmのシート状に形成すると共に、剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)の剥離処理面を重ねて被覆した。次いで、これらのポリエチレンテレフタレートフィルムを介して表裏両側から高圧水銀ランプにて紫外線を1300mJ照射して前記中間樹脂層用組成物及び感圧接着剤層用組成物を架橋させて、粘着シート積層体(総厚み250μm:粘着層/中間層/粘着層=45μm/160μm/45μm)を作成した。
【0065】
<比較例1>
感圧接着剤層用組成物として、アクリル酸ブチル(Tg−56℃)73質量部と、メタクリル酸メチル(Tg105℃)25質量部と、アクリル酸(Tg106℃)2質量部とを共重合してなるアクリル酸エステル共重合体1kg(Mw=110万)に、架橋剤としてポリイソシアネート化合物(旭化成 デュラネート24A−100)を0.15g加えて感圧接着剤用組成物を調製した。これを、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」厚み75μm)上に、厚みが25μmとなるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」厚み38μm)を被覆した後、23℃50%RH条件下にて1週間養生して、厚さ25μmの感圧粘着剤層(B−3)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−3)と同様に感圧粘着剤層(B−3’)を作製した。
中間樹脂層として実施例1で作成した中間樹脂層(A−1)を用い、実施例1と同様に多層粘着シート(厚み180μm;B−3/A−1/B−3’=25/130/25)を作製した。
【0066】
<比較例2>
実施例3で用いた感圧接着剤層用組成物を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRF75」)に、厚み180μmになるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)を被覆した。そして、前記ポリエチレンテレフタレートフィルムを介して、表裏両面から紫外線を1000mJ照射して前記感圧接着剤層用組成物を架橋させて、感圧接着剤層(B−2)と同組成からなる透明両面粘着シート(厚み180μm)を作製した。
【0067】
<比較例3>
実施例1で用いた中間樹脂層用組成物を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRF75」)に、厚み200μmになるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)を被覆した。そして、前記ポリエチレンテレフタレートフィルムを介して、表裏両面から紫外線を1000mJ照射して中間樹脂層用組成物を架橋させて、中間樹脂層(A−1)と同組成からなる透明両面粘着シート(厚み200μm)を作製した。
【0068】
<比較例4>
中間樹脂層(A−4)として、2軸延伸ポリエチレンテレフタレートフィルム(三菱樹脂株式会社製;「ダイホイルT−100」、厚み125μm)を用いた以外は、実施例1と同様にして透明両面粘着シート(厚み195μm、B−1/A−4/B−1’=35/125/35)を作製した。
【0069】
[評価]
実施例及び比較例で得られた透明両性粘着シートを次のように評価した。
【0070】
(貯蔵弾性率)
動的粘弾性挙動は、英弘精機株式会社製のレオメータ「MARS」を用いて剪断法で以下の条件で測定した。
・治具:Φ20mmパラレルプレート
・周波数:1Hz
・温度:−50〜200℃(−50℃から昇温速度3℃/minで測定)
【0071】
(押込硬度測定)
透明両面粘着シートの工程用剥離フィルムを剥がし、露出した粘着面を順次重ね合せて、複数枚の粘着シートを、厚みが6mm±0.3mmになるまで積層した。そして、積層した粘着シートの露出した粘着面に対して、アスカーC2L硬度計の先端端子を、定圧加重器CL150を用いて加重1000g、押込速度3mm/秒にて垂直下方に押し付け、押込硬度を測定した。
【0072】
(加工性)
透明両面粘着シートを、トムソン打抜機を用いて50mm×80mmのトムソン刃でカットし、裁断したシート端部の形状を目視で観察した。そして、シート端部に糊のはみだしがあるものを「×」、なきものを「○」と判定した。
【0073】
(信頼性)
53mm×83mmのソーダライムガラスの周縁部に、幅3mm、厚み20μmの印刷を施し、周縁部に20μmの印刷段差をもつ評価用ガラス基板を作製した。
前記加工性評価にて裁断した粘着シートの一方の剥離フィルムを剥がし、露出した粘着面を上記ガラス基板の印刷段差部を覆うようにハンドローラにて貼着した。次いで、残る剥離フィルムを剥がし、露出した粘着面に未処理のソーダライムガラスを減圧下(−0.1MPa)にてプレス貼合した後、オートクレーブ処理(60℃、0.3MPa)を施して仕上貼着し、積層体を作製した。
前記積層体を常態(温度23℃・湿度50%)で一日静置した後、温度80℃・湿度85%の恒温恒湿機にて100時間保管した。
保管後の外観を目視観察した。この際、印刷段差付近に発泡若しくは剥離が発生したものを「×」、なきものを「○」と判定した。
【0074】
(保持力)
透明両面粘着シートを50mm×100mmに裁断し、片面の剥離フィルムを剥がし、該透明両面粘着シートの該片面が、裏打用のPETフィルム(厚さ38μm)に重なるようにハンドローラで貼着し、これを巾15mm×長さ100mmの短冊状に裁断して試験片とした。
次に、残る剥離フィルムを剥がして、SUS板(120mm×50mm×厚さ1.2mm)に対して、試験片が20mmの長さだけ重なるようにしてハンドローラで貼着した。この時、透明両面粘着シートとSUS板の貼着面積は15mm×20mmとなる。
その後、試験片を60℃の雰囲気下で15分養生させた後、試験片に4.9Nの錘を垂直方向に取り付けて掛けて60分間静置し後、SUSと試験片との貼着位置が下方にズレた長さ(mm)、すなわちズレ量を測定した。
【0075】
(表示ムラ観察)
透明両面粘着シートを、トムソン打抜機を用いて50mm×80mmのトムソン刃でカットし、一方の剥離フィルムを剥がして露出した粘着面を、厚さ0.5mmのソーダライムガラスに重ねてハンドローラにて貼着した。次に、残る剥離フィルムを剥がし、露出した粘着面を、厚さ0.5mmのソーダライムガラスに重ねて、減圧下(−0.1MPa)にてプレス貼合し、その後、オートクレーブ処理(60℃、0.3MPa、20分)を施して仕上げ貼着し、積層体を作製した。
投影機から前記積層体に光を当て、積層体を介した透過光を目視観察し、粘着シートのもつ微少な厚みムラが残り、透過光の明暗がはっきりと見られたものを「×」、ムラが均されているものを「○」と判定した。
【0076】
【表1】

【0077】
(考察)
実施例1〜4は、20μmの印刷段差にも追随し、加工性、信頼性および被着体への貼合時の外観に優れていた。
その一方で、比較例1は、表裏の感圧接着剤層の貯蔵弾性率が中間樹脂層のそれより高く、加工性には優れるものの印刷部付近で発泡し、段差への追随性に劣るものであった。また、0.5mmのガラスに挟み込んだ際にも、貼着直後に粘着シートの塑性変形が十分に起こらず、粘着シート自身のもつ微少な厚みムラが平坦化されずにガラスを不均一に微少変形させ、投影機からの光に揺らぎを生じさせ、表示ムラが生じ、外観に劣るものであった。
比較例2は、柔軟な感圧接着剤層のみで構成しているため、被着体への追随性や信頼性に優れるものの、裁断時に粘着剤が刃に回りこむ為チップ形状への裁断が困難であり、加工性に劣るものであった。
比較例3は、加工性に優れるものの粘着シートとしてのタックや柔軟性に劣り、印刷段差付近でシートが剥離し信頼性に劣るものとなった。さらに、0.5mmのガラスに挟み込んだ際にも貼着直後に粘着シートの塑性変形が十分に起こらず、表示ムラが生じ、外観に劣るものであった。
比較例4では、加工性に優れ取回し易いものの、支持体となる樹脂層が硬く応力緩和性が乏しいため、微少な厚みムラは表裏の感圧接着層の変形により相殺できるものの、印刷段差のような大きな凹凸には表裏の感圧接着剤層の応力緩和性が損なわれている為追随できず信頼性に劣るものとなった。
【0078】
このような結果とこれまで発明者が行ってきた試験結果より、シート全体の押込硬度(アスカーC2硬度)を10〜80とし、かつ粘着界面のせん断ズレ量を1mm以上15mm未満とすることにより、加工性と凹凸追従性とを両立させつつ、被着体への貼合時にも良好な外観を維持でできることが分かった。
【技術分野】
【0001】
本発明は、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルや、保護パネル、タッチパネル等の画像表示装置構成部材を貼り合わせるのに好適に用いることができる透明両面粘着シートに関する。
【背景技術】
【0002】
現在、あらゆる分野において、部材を接着して一体化する為に粘着シートが広く用いられている。粘着シートによる接合は、液状の接着剤を塗布又は充填して乾燥する接合方法と比較して、簡便であるというメリットがあるものの、凹凸部などの形状をもった構造体に被着させる際に、作業性や段差への追随性の他、長期的な信頼性などの面において劣ることがあった。
【0003】
例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなどの画像表示装置においては、画面枠にあわせて周縁部を周回するように遮光膜が設けられている。この遮光膜は、画像表示ユニットを保護するための表面保護パネルの裏面に、塗料による印刷で形成されるのが一般的であり、その厚さは5μm以上あり、保護パネルの裏面は平面ではないのが通常である。このため、表面の保護パネルと画像表示装置ユニットとを粘着シートを介して貼合一体化する場合、粘着シートが印刷部位による段差を吸収することができず、貼合部分に気泡が発生することがあった。
【0004】
このような段差や凹凸への追随性を高めるためには、粘着シートは柔軟である方が好ましいが、柔軟過ぎると、裁断加工などが劣るようになってしまう。逆に、粘着シートが硬質であると、裁断加工などは問題ないが、柔軟性が乏しいために段差や凹凸へ密着せず、また接着力が得られ難くなってしまう。
【0005】
従来、凹凸や段差への追随性をもつ粘着シートとして、発泡フォームを用いた粘着シートが開示されている(例えば特許文献1など)。しかし、発泡フォームを用いた粘着シートは、透明性を欠くため、光透過性が必要な用途に使用することはできない。
また、特許文献2には、追従性付与に係る引張り伸びを規定した粘着シートが開示されているが、長時間保持による経時的な発泡剥離についての信頼性に劣る可能性があった。
【0006】
ところで、従来、画像表示パネルと保護パネルとを貼り合わせるための透明な粘着剤乃至シートとして、次のようなものが開示されている。
【0007】
例えば特許文献3には、加熱仮接着やオートクレーブによる高温・高圧処理を必要とせず、室温にてガラス板を貼り合わせることができる粘着シートとして、第1の感圧接着層と、その両面に形成された第2の感圧接着層と、両感圧接着層の接着面に付着された離型フィルムとを備え、第1の感圧接着層は、測定温度20℃、周波数1Hzでの貯蔵弾性率G’(1Hz)が5×103〜5×105Paで、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’(10−7Hz)が5×101〜5×103Paの粘弾性特性を有する感圧接着剤で形成し、第2の感圧接着層は、測定温度20℃の貯蔵弾性率G’(1Hz)が1×104〜5×106Paで、基準温度20℃の貯蔵弾性率G’(10−7Hz)が1×104〜1×106Paの粘弾性特性を有する感圧接着剤で形成する粘着シートが開示されている。
【0008】
特許文献4には、紫外線架橋前は、低凝集力の粘着層(測定温度20℃、周波数1Hzでの貯蔵弾性率G’が5×103〜5×105Paであり、且つ、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’が5×101〜5×103Pa)として形成することにより、パネル同士を気泡なく密着させ、密着後に保護パネル面越しに紫外線(UV)照射して硬化させることにより、その粘弾性を、測定温度20℃、周波数1Hzでの貯蔵弾性率G’が1×104〜1×106Paであり、且つ、基準温度20℃、周波数10−7Hzでの貯蔵弾性率G’が1×104Pa以上とする方法が開示されている。
【0009】
また、特許文献5には、凝集力の異なる2種類の粘着層をガスバリヤー基材の表裏に配置した構成とし、低凝集力の第1粘着層でパネル同士の気泡なく密着させると共に、保護パネルからの揮発成分の攻撃をガスバリヤー基材と高凝集力の第2粘着層で遮断する構成が開示されている。
【0010】
特許文献6には、PDP等の表示装置の各種光学部材を貼合するための粘着シートであって、変形回復力に優れたものとして、23℃×50%RHの環境下において、100mm/minの引張速度で50%伸長し、同速度で元に戻した時の歪復元率が60%以上であることを特徴とする光学部材貼合用粘着シートが開示されている。
【0011】
特許文献7には、同じくPDP等の表示装置の各種光学部材を貼合するための粘着シートであって、画面表面を押圧しても変形し難く、変形しても凹みが回復し易い粘着シートとして、1種類以上の(メタ)アクリル酸エステル系重合体を含むベースポリマーと、アクリル系架橋モノマーと、架橋開始剤とを含有する粘着剤組成物を架橋してなる粘着シートであって、20℃基準マスターカーブの周波数10−1Hz〜10−5Hzのいずれにおいても、貯蔵剪断弾性率は1.0×104Paを超えて1.0×105Pa以下の範囲内にあり、且つ周波数10−3Hzにおけるtanδが1.0×10−1以下である物性を備えた粘着シートが開示されている。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】実用新案登録第3107686号
【特許文献2】特開2005−292606号公報
【特許文献3】特開2001−234129号公報
【特許文献4】特開2002−348150号公報
【特許文献5】WO2006−112311号公報
【特許文献6】特開2006−169438号公報
【特許文献7】特開2009−046620号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
粘着シートによって2つの画像表示構成部材を貼着して一体化させる場合、例えば液晶パネルとタッチパネルや保護シートとを貼着して一体化させる場合、粘着シートの表面は、ガラスなどの表面に比べて凹凸を有しており、このような凹凸を有する粘着シートが、そのままの状態で液晶パネルやタッチパネルに貼り合わされると、粘着シート表面の凹凸によって液晶パネルやタッチパネルの表面に圧迫痕やムラを生じ、これが外観不良の原因となることがあった。このような外観不良を改善するためには、粘着シートを被着体に貼り合わせた際に、粘着シート表面が被着体の表面状態に追随して平坦化するような柔軟性を有することが必要である。
【0014】
そこで、本発明の課題は、被着体へ貼合する際に、印刷部位による段差や凹凸への追随性に優れているばかりか、被着体の表面状態への追随性にも優れており、しかも裁断加工性等の作業性にも優れた、新たな透明両面粘着シートを提供することにある。
【課題を解決するための手段】
【0015】
かかる課題を解決するための手段として、本発明は、1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とし、シート全体の押込硬度(アスカーC2硬度)が10〜80であって、かつ、垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることを特徴とする透明両面粘着シートを提案する。
【0016】
本発明が提案する透明両面粘着シートは、押込硬度(AskerC2)及びせん断ズレ量を所定範囲となるように作り込むことで、加工性、凹凸追従性、さらには被着体の表面状態への追随性を兼ね備えたものとすることができる。
よって、本発明の透明両面粘着シートは、透明で、且つ表裏面が粘着面であるばかりか、印刷部位等による段差や被着体の表面状態への追随性に優れており、しかも裁断加工性などの作業性にも優れたものとすることができるから、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルに保護パネルやタッチパネル等の透明パネルを貼り合わせるのに好適に用いることができる。
【図面の簡単な説明】
【0017】
【図1】実施例において、ズレ量を測定するために用いた装置の概略図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態の一例について説明するが、本発明が下記実施形態に制限されるものではない。
【0019】
<透明両面粘着シート>
本実施形態に係る透明両面粘着シート(以下「本粘着シート」と称する。)は、2つの画像表示装置構成部材を貼着して一体化させるために用いられる透明な両面粘着シートである。
【0020】
(押込硬度)
本粘着シートの押込硬度は、本粘着シートを複数枚重ねて厚みを6mm±0.3mmとし、アスカー硬度計を用いて2.5mm深さの測定端子を、押込加重1000g押込速度3mm/分にて垂直に押し込むようにして測定するアスカーC2硬度が10〜80であることが重要である。
この際、本粘着シートを複数枚重ねて厚みを6mm±0.3mmとして測定するのは、測定する際の厚さを当該範囲にすることで、厚さの影響を無くして、その部材本来の押込硬度を比較測定できるからである。
本粘着シートのアスカーC2硬度が10未満であると、押込みによる変形応力に緩和追随するものの、柔軟すぎて予期せぬ変形もしやすく、加工性や保管安定性が劣るようになり、好ましくない。他方、本粘着シートのアスカーC2硬度が80より大きいと、硬すぎて被着体への追随性に劣る傾向にあり好ましくない。上記値の範囲内において、透明両面粘粘着シートが優れた加工性と追随性を両立させつつ、被着体への貼合時における良好な外観を維持させることができる。
このような観点から、本粘着シートの押込硬度は、25以上或いは70以下であることが好ましく、特に30以上或いは60以下であることがさらに好ましい。
【0021】
本粘着シートの押込硬度を調整するには、粘着シートのベースポリマー、すなわち単層の場合の該層のベースポリマー、多層構成の場合の中間層及び/または粘着層の各層のベースポリマーとなるアクリル酸エステル共重合体の組成比を調整するのが効果的である。例えば押込硬度を高くするには、ポリマー化した時のガラス転移温度が高いモノマーの配合量を増やせばよい。逆に柔軟にする場合には、ガラス転移温度の低いモノマーの組成比を増やせばよい。また、2官能以上の反応性多官能モノマーを添加して架橋密度を上げて硬度を上げたり、可塑剤によって柔軟にして硬度を下げたり、オリゴマー等の添加剤をもって硬度を適宜調整したりすることもできる。
【0022】
(粘着界面のせん断ズレ量)
本粘着シートは、垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることが重要である。
ズレ量が1mm以下のものは、凝集力が高く表面が硬質である傾向があり、前述した凹凸面への追随性が損なわれたり、容易に圧迫変形しうる被着体(例えば、液晶セルや抵抗膜方式タッチパネルなど)へ貼着した際、厚みムラ転写等の外観不良を起こしたりするおそれがあるため、好ましくない。他方、ズレ量が15mm以上のもの、若しくは1時間以内に落下するものは、保持力が弱く柔軟すぎる傾向があり、粘着シートを取り回す際のハンドリング性や裁断性のほか、粘着シートもしくは貼合後の部材保管時にクリープ変形を起こすおそれがあるため、好ましくない。
これらの観点より、上記のズレ量は、より好ましくは1.5mm以上或いは10mm以下であり、中でも2mm以上或いは8mm以下であるのが好ましい。
【0023】
本粘着シートにおいて、粘着界面のせん断ズレ量を調整するには、単層構成における粘着組成物若しくは積層構成における表面接着層を形成する組成物の、被着体に対する接着力や凝集力を調整すればよい。
具体的には、せん断ズレ量を小さく抑えるには、例えば被着体と粘着界面を形成するベースポリマー中の極性成分を増やしたり、オリゴマーによって被着体への濡れ性や接着力を高めたりする他、ベースポリマーとなるアクリル酸エステル共重合体中の高凝集成分を増やしたり、接着性を損なわない程度にベースポリマーの架橋度を高めたりするなどして、凝集力を高めて変形しにくくすればよい。
逆にせん断ズレ量を大きくするには、例えばベースポリマーとなるアクリル酸エステル共重合体中の高凝集成分量を減らしたり、架橋度を下げて変形しやすくしたりする他、タッキファイヤー等を添加して所定の温度域で流動性を付与したりすればよい。
【0024】
(積層構成)
本粘着シートは、単一層からなるシートであっても、2層以上が積層してなる多層シートであってもよい。
【0025】
(単一層構成)
本粘着シートを、単一層で形成するためには、柔軟性と硬さを併せ持つ単一層を形成する必要がある。そのためには、ベース樹脂の分子量を極めて高くして、ベース樹脂の長鎖による絡み合いにより疑似架橋するように形成することが好ましい。
【0026】
(多層構成)
本粘着シートを、多層シートとして形成する場合には、少なくとも中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有するように形成するのが好ましい。
【0027】
このような多層構成の場合、加工性と凹凸追従性を両立させる観点から、温度範囲0℃〜100℃の全温度領域において、周波数1Hzにおける中間樹脂層(A)の貯蔵剪断弾性率(G’(A))が、表裏面層としての感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))より高いことが好ましい。
特に中間樹脂層(A)の貯蔵剪断弾性率(G’(A))と感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))とが、次の式(1)で示される関係であることが好ましく、中でも次の式(2)で示される関係であることが好ましく、その中でも特に次の式(3)で示される関係であることがさらに好ましい。
(1)・・・ 1.1<G’(A)/G’(B)<80
(2)・・・ 1.5<G’(A)/G’(B)<70
(3)・・・ 2.0<G’(A)/G’(B)<60
【0028】
中間樹脂層(A)の貯蔵剪断弾性率(G’)は、0℃〜100℃の温度範囲において5×103〜5×108Paであることが好ましい。粘着シート全体が柔軟すぎると、抜き型やスリット刃に粘着樹脂が付着して裁断端部に粘着材料が回り込んだりして剥離フィルムが剥がせなくなったり、端部の糊はみ出し等の原因となるため、適度な硬さをもった中間層で粘着シート自体にコシを持たせ、これらの不具合を防ぐのが好ましい。
このような理由から、中間樹脂層(A)の貯蔵弾性率(G’)は、0℃〜100℃の温度範囲において5×103〜5×108Paであるのが好ましく、特に1×104以上、或いは、1×107以下であるのがさらに好ましく、その中でも2×104以上、或いは、1×106以下であるのがより一層好ましい。このような範囲の貯蔵弾性率を有することで、透明両面粘着シートとしての柔軟性や凹凸への追随性を維持しつつ、適度な加工性を付与することができる。
【0029】
中間樹脂層(A)及び感圧接着剤層(B)のいずれも、各層の貯蔵弾性率(G’)を調整するには、例えばベースポリマーであるアクリル酸(共)重合体を形成する共重合モノマーの種類や組成比率などを調整すればよい。
【0030】
感圧接着剤層(B)は、0〜100℃の温度範囲においてTanδ(損失弾性率/貯蔵弾性率)の値が0.4〜1.4であることが好ましい。
Tanδ(損失弾性率/貯蔵弾性率)が大きいほどかかる応力に対して緩和変形しやすい。Tanδ(B)が0.4以上であれば、凹凸箇所に貼着した際、粘着シートに係る歪みを緩和させられず、直後や長期保管中にシートが戻り発泡剥離を起こし易いなどのおそれが少なく、好ましい。他方、Tanδ(B)が1.4以下であれば、塑性変形、すなわち元の形状に戻らない変形を起こし難く、粘着材のはみ出し、変形や打痕がつき易い等保管安定性に劣るなどのおそれが少ないため、好ましい。
かかる観点から、感圧接着剤層(B)のTanδは0.5以上、或いは1.3以下であるのがより一層好ましく、特に0.6以上、或いは1.2以下であるのがさらに好ましい。
【0031】
感圧接着剤層(B)のTanδ(損失弾性率/貯蔵弾性率)を調整するには、例えばベースポリマーのアクリル酸(共)重合体を形成する共重合するモノマー種類や組成比率などを調整すればよい。
【0032】
(構成材料)
単一層構成の場合の当該層、或いは、多層構成の場合の中間樹脂層(A)及び感圧接着剤層(B)のいずれも、粘着性、透明性及び耐候性などの観点から、(メタ)アクリル酸エステル系重合体(共重合体を含む意で、以下「アクリル酸エステル系(共)重合体」と称する。)をベース樹脂として用い、これに架橋モノマー、必要に応じて架橋開始剤や反応触媒などを配合して、架橋反応させて形成するのが好ましい。
【0033】
ベース樹脂としての、アクリル酸エステル系(共)重合体は、これを重合するために用いるアクリルモノマーやメタクリルモノマーの種類、組成比率、さらには重合条件等を適宜選択することによって、ガラス転移温度(Tg)や分子量等の物性を適宜調整して調製することが可能である。
【0034】
アクリル酸エステル(共)重合体を重合するために用いるアクリルモノマーやメタクリルモノマーとしては、例えば2−エチルヘキシルアクリレート、n−オクチルアクリート、イソオクチルアクリレート、n−ブチルアクリレート、エチルアクリレート、メチル(メタ)アクリレート等を挙げることができる。これらに親水基や有機官能基などを共重合させた酢酸ビニル、ヒドロキシエチルアクリレート、ヒドロキシブチルアクリレート、アクリル酸、グリシジル(メタ)アクリレート、アクリルアミド、アクリロニトリル、メタクリロニトリル、フッ素アクリレート、シリコーンアクリレートなども用いることができる。
これらのモノマーを用いた重合処理としては、溶液重合、乳化重合、塊状重合、懸濁重合などの公知の重合方法が採用可能であり、その際に重合方法に応じて熱重合開始剤や光重合開始剤などの重合開始剤を用いることによりアクリル酸エステル共重合体を得ることができる。
【0035】
中でも、本粘着シートにおいては、ホモポリマーとした際のガラス転移温度(Tg)の差が大きく異なる2種類のモノマーを含むモノマー組成物をランダム共重合してなるアクリル酸エステル(共)重合体をベースポリマーとして用いるのが好ましい。
この際、2種類のモノマーのガラス転移温度(Tg)の差は25〜300℃であるのが好ましく、特に40℃以上或いは200℃以下、中でも特に60℃以上或いは180℃以下、さらには100℃以上或いは180℃以下であるのがより一層好ましい。
より具体的には、一方のモノマーのガラス転移温度(Tg)が−100〜0℃、特に−80〜−20℃であり、他方のモノマーのガラス転移温度(Tg)が0〜250℃、特に20〜180℃であるのが好ましい。
さらに具体的には、ガラス転移温度(Tg)が低いモノマー、例えばTgが−100〜0℃であるモノマーとしては、側鎖の炭素数が2以上、特に4以上のアクリル酸エステルを用いるのが好ましい。他方のガラス転移温度(Tg)が高いモノマー、例えばTgが0〜250℃であるモノマーとしては、側鎖に炭素数が2以下の炭化水素の他、脂環構造、ヘテロ環、芳香族等の環構造や、カルボキシル基、水酸基、アミノ基、アミド基、グリシジル基、アセチル基、イソシアネート基などの官能基を有するビニルモノマーもしくは(メタ)アクリルモノマーなどを用いるのが好ましい。
【0036】
溶剤を使用しない場合には、分子量が大きなベースポリマーを使用することが難しいため、アクリル酸エステル重合体の重量平均分子量は10万〜70万、特に20万〜50万、中でも特に25万〜50万であるのが好ましい。
また、本粘着シートにおいては、アクリル酸エステル重合体の重量平均分子量(MW)/数平均分子量(MN)は、比較的大きい方が好ましく、特に5〜10、中でも特に6〜9であるのがさらに好ましい。
【0037】
アクリル酸エステル重合体を架橋する際に用いる架橋モノマー(架橋剤)としては、例えば(メタ)アクリロイル基を2個以上有する多官能(メタ)アクリレート、或いは、イソシアネート基、エポキシ基、メラミン基、グリコール基、シロキサン基、アミノ基などの有機官能基を2個以上有する多官能有機官能基樹脂、或いは、亜鉛、アルミ、ナトリウム、ジルコニウム、カルシウムなどの金属錯体を有する有機金属化合物などを挙げることができる。
【0038】
アクリル酸エステル重合体を架橋する際には、必要に応じて架橋開始剤(過酸化開始剤、光開始剤)や反応触媒(三級アミン系化合物、四級アンモニウム系化合物、ラウリル酸スズ化合物など)を適宜添加すると効果的である。
【0039】
より具体的な例として、中間樹脂層(A)は、上記の貯蔵弾性率の範囲に入るように、次のように形成することができる。
例えば、0℃〜100℃の温度範囲において貯蔵弾性率が1×104Paより低いアクリル系ポリマーに、二つ以上の反応性基をもつアクリル酸エステルモノマーを適宜添加混合し、必要に応じて架橋開始剤や反応触媒を適宜添加して組成物を調製し、得られた組成物を架橋させることにより、弾性率を高めて所定の範囲に調整して、中間樹脂層(A)を形成することができる。
また、弾性率の低いモノマーと、メチルメタクリレートやイソボルニルアクリレート等の高凝集力モノマーとを共重合させて、主剤自身の弾性率を所定の範囲に調整して、中間樹脂層(A)を形成することができる。
その他、前記高凝集力モノマーを重合させて得た貯蔵弾性率の高いオリゴマーと前述したような低弾性率アクリル系ポリマーとを混合して、中間樹脂層(A)の貯蔵弾性率(G’)を調整することができる。
但し、これらの方法に限定されるものではない。
【0040】
他方、感圧接着剤層(B)は、次のようにして形成することができる。
例えば、理論Tg(ガラス転移温度)が0℃以下、好ましくは−10℃以下であって、0〜100℃においてゴム状領域となるアクリル共重合体を主原料とし、該主原料の流動性を損なわない程度に、各種架橋剤(2官能以上のイソシアネート樹脂、エポキシ樹脂、アクリル酸エステルモノマー等)を適量添加した後、架橋反応を進行させることで、感圧接着剤層(B)の貯蔵弾性率(G’)及びTanδを調整することができる。
但し、このような方法に限定するものではない。
【0041】
なお、中間樹脂層(A)と感圧接着剤層(B)は、同じ構成材料から形成することも、異なる構成材料から形成することも可能であるが、光学特性、例えば層間に起こりうる屈折率差や非相溶による白濁等を抑える観点から、同じ構成材料から形成するのが好ましい。その際、各材料の配合割合や架橋の程度などを調整することにより、粘着剤としての柔らかさ、すなわち貯蔵弾性率を調整することができる。
【0042】
上記成分のほか、必要に応じて、近赤外線吸収特性を有する顔料や染料などの色素、粘着付与剤、酸化防止剤、老化防止剤、吸湿剤、紫外線吸収剤、シランカップリング剤、天然物や合成物の樹脂類、ガラス繊維やガラスビーズなどの各種の添加剤を適宜配合することもできる。
【0043】
(厚み)
本粘着シートの総厚みは、50μm以上1mm以下であるのが好ましい。50μm以上であれば、20μm程度の段差を埋めることが可能であり、1mm以下であれば、薄肉化の要求にこたえることができる。さらに、20μm程度の段差を埋める観点から、100μm以上であるのがより一層好ましく、特に150μm以上であるのがさらに好ましい。
また、薄肉化の要求にこたえる観点からは、500μm以下、特に350μm以下であるのがさらに好ましい。
【0044】
上記のように多層構成とする場合には、中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比は、0.5<(A)/(B)<10であって、かつ感圧接着剤層(B)の総厚みが10μm〜200μmであるのが好ましい。
中間樹脂層(A)の総厚みが、感圧粘着材層(B)の総厚みの0.5倍を越えるものであれば、積層体における粘着材層の厚みの寄与が大きくなりすぎず、柔軟すぎて裁断や取回しに係る作業性が劣るようになることがなく好ましい。他方、中間樹脂層(A)の総厚みが、感圧粘着材層(B)の総厚みの10倍以下であれば、凹凸や屈曲した面への追随性に劣ることがなく、被着体への貼着直後もしくは経時的に段差にて発泡しにくく、好ましい。
このような観点から、中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比は、0.75<(A)/(B)<9.5であるのがより一層好ましく、特に1<(A)/(B)<9であるのがさらに好ましい。
また、同様の観点から、感圧接着剤層(B)の総厚みは、15μm以上或いは180μm以下であるのがより一層好ましく、特に20μm以上或いは150μm以下であるのがさらに好ましい。
【0045】
(透明性)
本粘着シートは、透明であるという特徴を有している。発泡樹脂などからなる粘着シートのように非透明な粘着シートとは区別されるものである。
【0046】
(製造方法)
本粘着シートは、ベースポリマーを適宜選択し、それぞれに適した架橋方法を用いて、単一層構成の場合の当該層、或いは、多層構成の場合の中間樹脂層(A)および感圧接着剤層(B)を所望の粘弾性特性を有するように形成して作製することができる。
【0047】
例えば、ベースポリマーとしてアクリル酸エステル重合体を選択し、架橋剤及び反応開始剤或いは反応触媒等を添加して攪拌混合し、離型フィルム上に目的の厚さになるように製膜し、加熱乾燥或いは紫外線照射して架橋させることで、中間樹脂層(A)形成シート又は感圧接着剤層(B)形成シートを得ることができる。
【0048】
このようにして、中間樹脂層(A)形成シート及び感圧接着剤層(B)形成シートをそれぞれ作製しておき、後工程で重ね合わせて透明両面粘粘着シートを作製することもできる。
また、どちらか一方のシートを作製しておき、このシートに他方の組成物をコートして透明両面粘粘着シートを作製することもできる。
また、離型フィルム上に、順番に中間樹脂層(A)形成用組成物及び感圧接着剤層(B)形成用組成物を多段コートして透明両面粘粘着シートを作製することもできる。
さらにまた、中間樹脂層(A)形成用組成物および感圧接着剤層(B)形成用組成物を共押出することにより透明両面粘粘着シートを作製することもできる。
【0049】
本粘着シートは、表裏に離型フィルムを積層した形態として提供することもできる。
この際、離型フィルムは、ポリエステル系、ポリプロピレン系、ポリエチレン系のキャストフィルムや延伸フィルムに、シリコーン樹脂を塗布して離型処理したものや、離型紙などを適宜選択して用いることができ、特に剥離力の異なる離型フィルムや厚さの異なる離型フィルムを粘着シートの表裏に用いるのが好ましい。
【0050】
本粘着シートはまた、保護パネルの裏面に予め積層することで、粘着付き保護パネル体として提供することができる。
本粘着シート製造時に保護パネルに直接積層することで、保護パネルと粘着シートとの界面を強固に密着させて耐久性を向上させることができ、この際、離型フィルム側に本粘着シートを先に積層させた後、直ちに保護パネル裏面に密着させて養生させればよい。
この際の養生条件は、特に限定するものではないが、例えば室温で7日間静置したり、40℃で3日間静置したりすればよい。
保護パネルとしては、例えばガラス、アクリル樹脂、ポリカーボネート樹脂、脂環式ポリオレフィン樹脂、塩化ビニル樹脂、ナイロン樹脂、エポキシ樹脂、スチレン樹脂から選択することができ、保護パネルの表裏には反射防止処理、飛散防止処理やハードコート処理や意匠(切削、印刷)加工、タッチパネル機能が予め施されていてもよい。
【0051】
(用途)
本粘着シートは、透明で、且つ表裏面が粘着面であるばかりか、印刷部位等による段差や凹凸への追随性に優れており、しかも裁断加工性などの作業性にも優れているから、例えばパソコン、モバイル端末(PDA)、ゲーム機、テレビ(TV)、カーナビ、タッチパネル、ペンタブレットなど、LCD、PDP又はELなどの画像表示パネルを用いた平面型画像表示装置において、画像表示パネルに保護パネルやタッチパネル等の透明パネルを貼り合わせるのに好適に用いることができる。
例えば、携帯電話の表示画面などでは、液晶パネルディスプレイ(LCD)上に偏光フィルム等を積層し、その上に粘着剤乃至シートを介してプラスチック製の保護パネルを積層する構成が採用されることがある。この際、該保護パネルの裏面には、周縁部に隠蔽用印刷部(厚さ5μm〜20μm程度)が付設され、隠蔽用印刷部の縁に形成される段差部の入隅部内にまで粘着剤が十分に入り込まないと、気泡が残留して画面の視認性が低下することになる。本粘着シートは、5μm〜10μm程度はもちろん、15〜20μm程度の凹凸があっても気泡が残留することなく貼着することができ、例えば85℃程度の高温環境下においても発泡することがないように貼着することができるため、凹凸追従性に極めて優れている。
【0052】
本粘着シートや、これを用いた粘着付き保護パネルを用いて画像表示装置を作製することができる。粘着付き保護パネルを用いると、画像表示装置の製造工程を削減でき、より生産性が向上できる。
また、上記透明粘着シート又は上記粘着付き保護パネルは、カット後に経時的にベタつかないから、画像表示パネルに合わせて予めカットしておくのが好ましい。
この際のカット方法は、トムソン刃による打ち抜き、スーパーカッターやレーザーでのカットが一般的であり、離型フィルムを剥がし易いように表裏どちらか一方の離型フィルムを額縁状に残してハーフカットするのがより好ましい。
より具体的には、本粘着シートを用いて、保護パネルと画像表示パネル、或いは、タッチパネル体と画像表示パネル、或いは、タッチパネル体と保護パネルとを直接貼り合わせて構成される、携帯電話機や携帯ゲーム機、或いはモバイル端末などを挙げることができる。
【0053】
(語句の説明など)
一般的に「シート」とは、JISにおける定義上、薄く、その厚さが長さと幅のわりには小さく平らな製品をいい、一般的に「フィルム」とは、長さ及び幅に比べて厚さが極めて小さく、最大厚さが任意に限定されている薄い平らな製品で、通常、ロールの形で供給されるものをいう(日本工業規格JISK6900)。しかし、シートとフィルムの境界は定かでなく、本発明において文言上両者を区別する必要がないので、本発明においては、「フィルム」と称する場合でも「シート」を含むものとし、「シート」と称する場合でも「フィルム」を含むものとする。
また、画像表示パネル、保護パネル等のように「パネル」と表現する場合、板体、シートおよびフィルムを包含するものである。
【0054】
本明細書において、「X〜Y」(X,Yは任意の数字)と記載した場合、特にことわらない限り「X以上Y以下」の意と共に、「好ましくはXより大きい」或いは「好ましくはYより小さい」の意も包含するものである。
また、「X以上」(Xは任意の数字)と記載した場合、特にことわらない限り「好ましくはXより大きい」の意を包含し、「Y以下」(Yは任意の数字)と記載した場合、特にことわらない限り「好ましくはYより小さい」の意も包含するものである。
【実施例】
【0055】
以下、実施例及び比較例によりさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【0056】
<実施例1>
2−エチルヘキシルアクリレート(ホモポリマーTg−70℃)75質量部と、酢酸ビニル(ホモポリマーTg+32℃)20質量部と、アクリル酸(ホモポリマーTg+106℃)5質量部とをランダム共重合してなるアクリル酸エステル共重合体A(Mw=500000、Mn=62000、Mw/Mn=8 理論Tg−50℃)を用意した。
このアクリル酸エステル共重合体A1kgに、架橋剤としての紫外線硬化樹脂ペンタエリスリトールトリアクリレート(ダイセルサイテック社製PETIA)200gと、光重合開始剤としての4−メチルベンゾフェノン15gとを混合して中間樹脂層用組成物を調製した。
【0057】
剥離処理したポリエチレンテレフタレートフィルム(パナック社製「NP75Z01」、厚み75μm)に、前記中間樹脂層用組成物を加熱溶融して、厚み130μmとなるようアプリケータにて塗工した後、剥離処理したポリエチレンテレフタレートフィルム(東洋紡績製「E7006」、厚み38μm)を被覆した。前記ポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記中間樹脂層用組成物を架橋させ、中間樹脂層(A−1)を作製した。
【0058】
前記アクリル酸エステル共重合体A1kgに、光重合開始剤としての4−メチルベンゾフェノン20gを添加混合して、感圧粘着剤用組成物を調製した。この感圧粘着剤用組成物を加熱溶融して、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」、厚み75μm)上に、厚みが35μmとなるようにシート状に塗工して成形し、剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績製「E7006」、厚み38μm)を被覆した。前記ポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記感圧接着材用組成物を架橋させ、感圧粘着剤層(B−1)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−1)と同様に感圧粘着剤層(B−1’)を作製した。
【0059】
中間樹脂層(A−1)の両側のPETフィルムを順次剥離除去すると共に、感圧粘着剤層(B−1)及び(B−1’)の一側のPETフィルムを剥がして、露出した粘着面を(A−1)の両表面にラミネータにて順次貼合し、多層粘着シート(厚み200μm;B−1/A−1/B−1’=35/130/35)を作製した。
【0060】
<実施例2>
ブチルアクリレート(Tg−56℃)とメチルメタクリレート(Tg105℃)とからなるブロック共重合体(クラレ株式会社製「LA2140e」)を溶融してシート状に成形し、80μmのシートとした中間樹脂層(A−2)を用いた以外は、実施例1と同様にして透明両面粘着シート(厚み150μm;B−1/A−2/B−1’=35/80/35)を作製した。
【0061】
<実施例3>
ウレタンアクリレート(ダイセルサイテック社製EB270)1kgに対し、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オンの2量体(チバ社製イルガキュア127)を20g添加して中間樹脂層用組成物を調製し、これを工程用剥離フィルム(三菱樹脂株式会社製「T−100」、厚み100μm)に、厚さ80μmとなるようアプリケータにて塗布し、高圧水銀ランプにて600mJの紫外線を照射して前記中間樹脂層用組成物を架橋させて、厚さ80μmの中間樹脂層(A−3)を作製した。
【0062】
次に、ブチルアクリレート(Tg−56℃)50質量部、2−エチルヘキシルアクリレート(Tg−70℃)47質量部及びアクリル酸(Tg106℃)3質量部をランダム共重合してなるアクリル酸エステルポリマー(Mw=58万)1kgに対し、架橋剤としてノナンジオールジアクリレート(大阪有機化学社製「V#260」)を20g、及び架橋開始剤として4−メチルベンゾフェノン5gを添加して、感圧接着剤層用粘着組成物を調製した。
次いで、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」、厚み75μm)に、前記感圧接着剤層用粘着組成物を厚さ35μmとなるようアプリケータにて塗工した後、この粘着面に、剥離処理したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」、厚み38μm)を被覆した。このポリエチレンテレフタレートフィルム越しに、表裏両側から高圧水銀ランプにて1000mJの紫外線を照射して前記感圧接着剤層用粘着組成物を架橋させて厚さ35μmの感圧粘着剤層形成用積層(B−2)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−2)と同様に感圧粘着剤層(B−2’)を作製した。
【0063】
中間樹脂層(A−3)のPETフィルムを剥離除去するとともに、感圧粘着剤層形成用積層シート2及び2’における感圧粘着剤層(B−2)及び(B−2’)の一側のPETフィルムを剥がして、露出した粘着面を(A−3)の両表面にラミネータにて順次貼合し多層粘着シート(厚み150μm;B−2/A−3/B−2’=35/80/35)を作製した。
【0064】
<実施例4>
実施例1で用いた中間樹脂層用組成物及び感圧接着剤用組成物を、感圧接着剤層用組成物/中間樹脂層用組成物/感圧接着剤層用組成物となるように溶融共押出し、これを剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製MRF75)の剥離処理面に賦型して厚み250μmのシート状に形成すると共に、剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)の剥離処理面を重ねて被覆した。次いで、これらのポリエチレンテレフタレートフィルムを介して表裏両側から高圧水銀ランプにて紫外線を1300mJ照射して前記中間樹脂層用組成物及び感圧接着剤層用組成物を架橋させて、粘着シート積層体(総厚み250μm:粘着層/中間層/粘着層=45μm/160μm/45μm)を作成した。
【0065】
<比較例1>
感圧接着剤層用組成物として、アクリル酸ブチル(Tg−56℃)73質量部と、メタクリル酸メチル(Tg105℃)25質量部と、アクリル酸(Tg106℃)2質量部とを共重合してなるアクリル酸エステル共重合体1kg(Mw=110万)に、架橋剤としてポリイソシアネート化合物(旭化成 デュラネート24A−100)を0.15g加えて感圧接着剤用組成物を調製した。これを、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRA75」厚み75μm)上に、厚みが25μmとなるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」厚み38μm)を被覆した後、23℃50%RH条件下にて1週間養生して、厚さ25μmの感圧粘着剤層(B−3)を作製した。
また、塗工基材を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂製「MRF50」厚み50μm)に変えた以外は、上記感圧粘着剤層(B−3)と同様に感圧粘着剤層(B−3’)を作製した。
中間樹脂層として実施例1で作成した中間樹脂層(A−1)を用い、実施例1と同様に多層粘着シート(厚み180μm;B−3/A−1/B−3’=25/130/25)を作製した。
【0066】
<比較例2>
実施例3で用いた感圧接着剤層用組成物を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRF75」)に、厚み180μmになるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)を被覆した。そして、前記ポリエチレンテレフタレートフィルムを介して、表裏両面から紫外線を1000mJ照射して前記感圧接着剤層用組成物を架橋させて、感圧接着剤層(B−2)と同組成からなる透明両面粘着シート(厚み180μm)を作製した。
【0067】
<比較例3>
実施例1で用いた中間樹脂層用組成物を、剥離処理したポリエチレンテレフタレートフィルム(三菱樹脂株式会社製「MRF75」)に、厚み200μmになるようにシート状に塗工して成形し、表面に剥離処理を施したポリエチレンテレフタレートフィルム(東洋紡績株式会社製「E7006」)を被覆した。そして、前記ポリエチレンテレフタレートフィルムを介して、表裏両面から紫外線を1000mJ照射して中間樹脂層用組成物を架橋させて、中間樹脂層(A−1)と同組成からなる透明両面粘着シート(厚み200μm)を作製した。
【0068】
<比較例4>
中間樹脂層(A−4)として、2軸延伸ポリエチレンテレフタレートフィルム(三菱樹脂株式会社製;「ダイホイルT−100」、厚み125μm)を用いた以外は、実施例1と同様にして透明両面粘着シート(厚み195μm、B−1/A−4/B−1’=35/125/35)を作製した。
【0069】
[評価]
実施例及び比較例で得られた透明両性粘着シートを次のように評価した。
【0070】
(貯蔵弾性率)
動的粘弾性挙動は、英弘精機株式会社製のレオメータ「MARS」を用いて剪断法で以下の条件で測定した。
・治具:Φ20mmパラレルプレート
・周波数:1Hz
・温度:−50〜200℃(−50℃から昇温速度3℃/minで測定)
【0071】
(押込硬度測定)
透明両面粘着シートの工程用剥離フィルムを剥がし、露出した粘着面を順次重ね合せて、複数枚の粘着シートを、厚みが6mm±0.3mmになるまで積層した。そして、積層した粘着シートの露出した粘着面に対して、アスカーC2L硬度計の先端端子を、定圧加重器CL150を用いて加重1000g、押込速度3mm/秒にて垂直下方に押し付け、押込硬度を測定した。
【0072】
(加工性)
透明両面粘着シートを、トムソン打抜機を用いて50mm×80mmのトムソン刃でカットし、裁断したシート端部の形状を目視で観察した。そして、シート端部に糊のはみだしがあるものを「×」、なきものを「○」と判定した。
【0073】
(信頼性)
53mm×83mmのソーダライムガラスの周縁部に、幅3mm、厚み20μmの印刷を施し、周縁部に20μmの印刷段差をもつ評価用ガラス基板を作製した。
前記加工性評価にて裁断した粘着シートの一方の剥離フィルムを剥がし、露出した粘着面を上記ガラス基板の印刷段差部を覆うようにハンドローラにて貼着した。次いで、残る剥離フィルムを剥がし、露出した粘着面に未処理のソーダライムガラスを減圧下(−0.1MPa)にてプレス貼合した後、オートクレーブ処理(60℃、0.3MPa)を施して仕上貼着し、積層体を作製した。
前記積層体を常態(温度23℃・湿度50%)で一日静置した後、温度80℃・湿度85%の恒温恒湿機にて100時間保管した。
保管後の外観を目視観察した。この際、印刷段差付近に発泡若しくは剥離が発生したものを「×」、なきものを「○」と判定した。
【0074】
(保持力)
透明両面粘着シートを50mm×100mmに裁断し、片面の剥離フィルムを剥がし、該透明両面粘着シートの該片面が、裏打用のPETフィルム(厚さ38μm)に重なるようにハンドローラで貼着し、これを巾15mm×長さ100mmの短冊状に裁断して試験片とした。
次に、残る剥離フィルムを剥がして、SUS板(120mm×50mm×厚さ1.2mm)に対して、試験片が20mmの長さだけ重なるようにしてハンドローラで貼着した。この時、透明両面粘着シートとSUS板の貼着面積は15mm×20mmとなる。
その後、試験片を60℃の雰囲気下で15分養生させた後、試験片に4.9Nの錘を垂直方向に取り付けて掛けて60分間静置し後、SUSと試験片との貼着位置が下方にズレた長さ(mm)、すなわちズレ量を測定した。
【0075】
(表示ムラ観察)
透明両面粘着シートを、トムソン打抜機を用いて50mm×80mmのトムソン刃でカットし、一方の剥離フィルムを剥がして露出した粘着面を、厚さ0.5mmのソーダライムガラスに重ねてハンドローラにて貼着した。次に、残る剥離フィルムを剥がし、露出した粘着面を、厚さ0.5mmのソーダライムガラスに重ねて、減圧下(−0.1MPa)にてプレス貼合し、その後、オートクレーブ処理(60℃、0.3MPa、20分)を施して仕上げ貼着し、積層体を作製した。
投影機から前記積層体に光を当て、積層体を介した透過光を目視観察し、粘着シートのもつ微少な厚みムラが残り、透過光の明暗がはっきりと見られたものを「×」、ムラが均されているものを「○」と判定した。
【0076】
【表1】
【0077】
(考察)
実施例1〜4は、20μmの印刷段差にも追随し、加工性、信頼性および被着体への貼合時の外観に優れていた。
その一方で、比較例1は、表裏の感圧接着剤層の貯蔵弾性率が中間樹脂層のそれより高く、加工性には優れるものの印刷部付近で発泡し、段差への追随性に劣るものであった。また、0.5mmのガラスに挟み込んだ際にも、貼着直後に粘着シートの塑性変形が十分に起こらず、粘着シート自身のもつ微少な厚みムラが平坦化されずにガラスを不均一に微少変形させ、投影機からの光に揺らぎを生じさせ、表示ムラが生じ、外観に劣るものであった。
比較例2は、柔軟な感圧接着剤層のみで構成しているため、被着体への追随性や信頼性に優れるものの、裁断時に粘着剤が刃に回りこむ為チップ形状への裁断が困難であり、加工性に劣るものであった。
比較例3は、加工性に優れるものの粘着シートとしてのタックや柔軟性に劣り、印刷段差付近でシートが剥離し信頼性に劣るものとなった。さらに、0.5mmのガラスに挟み込んだ際にも貼着直後に粘着シートの塑性変形が十分に起こらず、表示ムラが生じ、外観に劣るものであった。
比較例4では、加工性に優れ取回し易いものの、支持体となる樹脂層が硬く応力緩和性が乏しいため、微少な厚みムラは表裏の感圧接着層の変形により相殺できるものの、印刷段差のような大きな凹凸には表裏の感圧接着剤層の応力緩和性が損なわれている為追随できず信頼性に劣るものとなった。
【0078】
このような結果とこれまで発明者が行ってきた試験結果より、シート全体の押込硬度(アスカーC2硬度)を10〜80とし、かつ粘着界面のせん断ズレ量を1mm以上15mm未満とすることにより、加工性と凹凸追従性とを両立させつつ、被着体への貼合時にも良好な外観を維持でできることが分かった。
【特許請求の範囲】
【請求項1】
1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とし、シート全体の押込硬度(アスカーC2硬度)が10〜80であって、かつ、
垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることを特徴とする透明両面粘着シート。
【請求項2】
ホモポリマーとした際のガラス転移温度(Tg)の差が25〜300℃である2種類のモノマーを含むモノマー組成物をランダム共重合してなるアクリル酸エステル(共)重合体をベースポリマーとして用いることを特徴とする請求項1に記載の透明両面粘着シート。
【請求項3】
2つの画像表示装置構成部材を貼着して一体化させるための透明両面粘着シートであることを特徴とする請求項1又は2に記載の透明両面粘着シート。
【請求項4】
2つの画像表示装置構成部材として、保護パネルとタッチパネル、タッチパネルと液晶パネル、保護パネルと液晶パネルのいずれかを粘着して一体化させるための透明両面粘着シートであることを特徴とする請求項1〜3の何れかに記載の透明両面粘着シート。
【請求項5】
単一層のシートからなることを特徴とする請求項1〜4の何れかに記載の透明両面粘着シート。
【請求項6】
少なくとも中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有する請求項1〜4の何れかに記載の透明両面粘着シート。
【請求項7】
中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比が、0.5<(A)/(B)<10であって、かつ感圧接着剤層(B)の総厚みが10μm〜200μmであることを特徴とする請求項6に記載の透明両面粘着シート。
【請求項8】
感圧接着剤層(B)の0℃〜100℃の温度範囲におけるTanδ(B)の値が、0.4〜1.4であることを特徴とする請求項6又は7に記載の透明両面粘着シート。
【請求項9】
中間樹脂層(A)の貯蔵剪断弾性率(G’)が、0℃〜100℃の温度範囲において5×103〜5×108Paであり、且つ、0℃〜100℃の温度範囲において中間樹脂層(A)の貯蔵剪断弾性率(G’(A))と感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))との関係が次の式で示されることを特徴とする請求項6〜8の何れかに記載の透明両面粘着シート。
1.1<G’(A)/G’(B)<80
【請求項10】
請求項1〜9の何れかに記載の透明両面粘着シートを用いた一体型画像表示装置。
【請求項1】
1種類以上の(メタ)アクリル酸エステル系(共)重合体をベース樹脂とし、シート全体の押込硬度(アスカーC2硬度)が10〜80であって、かつ、
垂直に立設したSUS板に、貼着面積が15mm×20mmとなるように透明両面粘着シートの片面を貼着させ、60℃の雰囲気下で15分養生させた後、前記透明両面粘着シートに4.9Nの錘を垂直方向に掛けて60分間静置した後の、粘着位置のズレ量が1mm以上15mm未満であることを特徴とする透明両面粘着シート。
【請求項2】
ホモポリマーとした際のガラス転移温度(Tg)の差が25〜300℃である2種類のモノマーを含むモノマー組成物をランダム共重合してなるアクリル酸エステル(共)重合体をベースポリマーとして用いることを特徴とする請求項1に記載の透明両面粘着シート。
【請求項3】
2つの画像表示装置構成部材を貼着して一体化させるための透明両面粘着シートであることを特徴とする請求項1又は2に記載の透明両面粘着シート。
【請求項4】
2つの画像表示装置構成部材として、保護パネルとタッチパネル、タッチパネルと液晶パネル、保護パネルと液晶パネルのいずれかを粘着して一体化させるための透明両面粘着シートであることを特徴とする請求項1〜3の何れかに記載の透明両面粘着シート。
【請求項5】
単一層のシートからなることを特徴とする請求項1〜4の何れかに記載の透明両面粘着シート。
【請求項6】
少なくとも中間樹脂層(A)と、表裏面層としての感圧接着剤層(B)とを有する請求項1〜4の何れかに記載の透明両面粘着シート。
【請求項7】
中間樹脂層(A)と感圧接着剤層(B)の各層総厚み比が、0.5<(A)/(B)<10であって、かつ感圧接着剤層(B)の総厚みが10μm〜200μmであることを特徴とする請求項6に記載の透明両面粘着シート。
【請求項8】
感圧接着剤層(B)の0℃〜100℃の温度範囲におけるTanδ(B)の値が、0.4〜1.4であることを特徴とする請求項6又は7に記載の透明両面粘着シート。
【請求項9】
中間樹脂層(A)の貯蔵剪断弾性率(G’)が、0℃〜100℃の温度範囲において5×103〜5×108Paであり、且つ、0℃〜100℃の温度範囲において中間樹脂層(A)の貯蔵剪断弾性率(G’(A))と感圧接着剤層(B)の貯蔵剪断弾性率(G’(B))との関係が次の式で示されることを特徴とする請求項6〜8の何れかに記載の透明両面粘着シート。
1.1<G’(A)/G’(B)<80
【請求項10】
請求項1〜9の何れかに記載の透明両面粘着シートを用いた一体型画像表示装置。
【図1】

【公開番号】特開2012−207194(P2012−207194A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−76010(P2011−76010)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]