
透明導電性フィルムおよびその製造方法

【課題】透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムを製造する。
【解決手段】本発明の製造方法は、インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜が、スパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および前記非晶質膜が形成された長尺状透明フィルム基材が、加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される結晶化工程、を有する。前記結晶化工程における加熱炉内の温度は170℃〜220℃であることが好ましい。また、前記結晶化工程におけるフィルム長さの変化率は+2.5%以下であることが好ましい。
【解決手段】本発明の製造方法は、インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜が、スパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および前記非晶質膜が形成された長尺状透明フィルム基材が、加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される結晶化工程、を有する。前記結晶化工程における加熱炉内の温度は170℃〜220℃であることが好ましい。また、前記結晶化工程におけるフィルム長さの変化率は+2.5%以下であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透明フィルム基材上に結晶透明導電性薄膜が形成された透明導電性フィルムおよびその製造方法に関する。
【背景技術】
【0002】
透明フィルム基材上に透明導電性薄膜が形成された透明導電性フィルムは、太陽電池や無機EL素子、有機EL素子用の透明電極、電磁波シールド材料、タッチパネル等に幅広く利用されている。特に、近年、携帯電話や携帯ゲーム機器等へのタッチパネルの搭載率が上昇しており、多点検出が可能な静電量方式のタッチパネル用の透明導電性フィルムの需要が急速に拡大している。
【0003】
タッチパネル等に用いられる透明導電性フィルムとしては、ポリエチレンテレフタレートフィルム等の可撓性の透明基材上に、インジウム・スズ複合酸化物(ITO)等の導電性金属酸化物膜が形成されたものが広く用いられている。例えば、ITO膜は、基材上に形成されるITOの膜組成と同一の酸化物ターゲットか、In−Sn合金からなるメタルターゲットを使用し、不活性ガス(Arガス)単独、および必要に応じて酸素等の反応性ガスを導入して、スパッタ法により製膜されるのが一般的である。
【0004】
ポリエチレンテレフタレートフィルムのような高分子成型物からなる透明フィルム基材上にITO等のインジウム系複合酸化物膜が製膜される場合、基材の耐熱性による制約があるため、高い温度でスパッタ製膜を行うことができない。そのため、製膜直後のインジウム系複合酸化物膜は非晶質膜(一部が結晶化している場合もある)となっている。このような非晶質のインジウム系複合酸化物膜は黄ばみが強く透明性に劣り、加湿熱試験後の抵抗変化が大きい等の問題がある。
【0005】
そのため、一般には、高分子成型物からなる基材上に非晶質膜を形成した後、大気中の酸素雰囲気下で加熱することにより、非晶質膜を結晶質膜へ転換させることが行われている(例えば、特許文献1参照)。この方法により、インジウム系複合酸化物膜の透明性が向上し、さらに加湿熱試験後の抵抗変化が小さく、加湿熱信頼性が向上するなどの利点がもたらされる。
【0006】
透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された透明導電性フィルムの製造工程は、透明基材上に非晶質インジウム系複合酸化物膜が形成される工程と、インジウム系複合酸化物膜が加熱されて結晶化される工程とに大別される。従来より、非晶質のインジウム系複合酸化物膜の形成には、巻取式のスパッタ装置が用いられ、長尺の基材を連続走行させながら、基材表面に薄膜を形成する方法が採用されている。すなわち、基材上への非晶質インジウム系複合酸化物膜の形成は、ロール・トゥー・ロール法により行われ、長尺状透明導電性積層体の巻回体が形成される。
【0007】
一方で、その後のインジウム系複合酸化物膜の結晶化工程は、非晶質インジウム系複合酸化物膜が形成された長尺状透明導電性積層体から、所定サイズの枚葉体を切り出した後、バッチ式で行われている。このように、インジウム系複合酸化物膜の結晶化がバッチ式で行われるのは、主として非晶質インジウム系複合酸化物膜を結晶化するのに長時間を要することに起因している。インジウム系複合酸化物の結晶化は、例えば100℃〜150℃程度の温度雰囲気下で、数時間の加熱を行う必要がある。しかし、このような長時間の加熱工程をロール・トゥー・ロール法により行うには、加熱炉の炉長を大きくするか、フィルムの搬送速度を小さくする必要があり、前者は巨大な設備を必要とし、後者は生産性を大幅に犠牲にする必要がある。そのため、ITO等のインジウム系複合酸化物膜の結晶化は、枚葉体がバッチ式で加熱されることにより行われる方が、コストや生産性の点でメリットがあり、ロール・トゥー・ロール法には不向きな工程であると考えられていた。
【0008】
一方で、透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムを供給することは、その後のタッチパネルの形成において大きなメリットがある。例えば、このような長尺状フィルムの巻回体を用いれば、その後のタッチパネル形成工程をロール・トゥー・ロール法で行い得るためにタッチパネルの形成工程が簡略化され、量産性や低コスト化に貢献し得る。また、インジウム系複合酸化物膜の結晶化後、巻回体に巻き取ることなく、引き続いてタッチパネルを形成するための工程を行うことも可能となる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公平3−15536号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記の実情に鑑み、本発明は、透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的に鑑み、本発明者らは、非晶質インジウム系複合酸化物膜が形成された巻回体を、巻回されたままの状態で加熱炉内に導入して結晶化することを試みた。しかしながら、このような方法によると、基材フィルムの寸法変化等に起因して巻回体に巻き締まりが生じ、透明導電性フィルムにシワ等の変形を生じたり、フィルム面内での膜質が不均一になる等の不具合を生じた。
【0012】
そして、結晶質インジウム系複合酸化物膜が形成された長尺の透明導電性フィルムを得るために、さらに検討を進めた。その結果、所定条件下において、ロール・トゥー・ロール法によりインジウム系複合酸化物膜の結晶化工程を行うことで、従来のバッチ式加熱により得られる結晶質インジウム系複合酸化物膜と同等の特性を有する透明導電性フィルムが得られることを見出し、本発明に至った。
【0013】
すなわち、本発明は、透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを製造する方法であって、インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜がスパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および前記非晶質膜が形成された長尺状透明フィルム基材が、加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される結晶化工程を有する。前記結晶化工程における加熱炉内の温度は170℃〜220℃であることが好ましい。また、前記結晶化工程におけるフィルム長さの変化率は+2.5%以下であることが好ましい。
【0014】
前記結晶化工程において、加熱炉内の長尺状透明フィルム基材に付与される搬送方向の応力は、1.1MPa〜13MPaであることが好ましい。また、前記結晶化工程における加熱時間は10秒〜30分であることが好ましい。
【0015】
前記非晶質積層体形成工程では、透明フィルム基材上に、180℃の温度で60分の加熱により結晶化が完了し得る非晶質のインジウム系複合酸化物膜が形成されることが好ましい。そのために、前記非晶質膜が形成される前に、スパッタ装置内の真空度が1×10−3Pa以下となるまで排気が行われることが好ましい。また、前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して15重量部以下の4価金属を含有することが好ましい。
【0016】
上記のように、結晶化工程における伸びが抑制されることによって、加熱時あるいは加湿熱による抵抗変化の小さいインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムの巻回体が得られる。当該巻回体から枚葉体に切り出した透明導電性フィルムを150℃で60分間加熱した後のインジウム系複合酸化物膜の圧縮残留応力は、0.4〜1.6GPaであることが好ましい。また、150℃で60分間加熱された際のフィルム長手方向における寸法変化率は、0%〜−1.5%であることが好ましい。
【発明の効果】
【0017】
本発明によれば、フィルムを搬送しながら非晶質膜の結晶化を行うことができるため、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムを効率よく製造することができる。このような長尺状フィルムは一旦巻回体として巻き取られ、その後のタッチパネル等の形成に用いられる。あるいは、結晶化工程に引き続いて、タッチパネルの形成工程等の次工程を連続して行うこともできる。特に、本発明では、非晶質積層体形成工程において、短時間の加熱で結晶化され得る非晶質膜が形成されるために、結晶化工程を、比較的短時間の加熱工程とすることが可能となる。そのため、結晶化工程が最適化され、透明導電性フィルムの生産性を向上することができる。さらには、結晶化工程におけるフィルム搬送張力を制御して、フィルムの伸びを抑制することで、低抵抗で、かつ加熱・加湿信頼性の高い透明導電性フィルムを生産性高く得ることができる。
【図面の簡単な説明】
【0018】
【図1】一実施形態にかかる透明導電性フィルムの積層構成を表す模式的断面図である。
【図2】TMA測定における寸法変化率の最大値と結晶ITO膜の抵抗変化との関係とをプロットしたグラフである。
【図3】フィルムを搬送しながら結晶化を行った前後での寸法変化率の差と結晶ITO膜の抵抗変化との関係をプロットしたグラフである。
【図4】TMA測定における寸法変化率の最大値とフィルムが搬送されながら結晶化が行われた前後での寸法変化率の差との関係をプロットしたグラフである。
【図5】ロール・トゥー・ロール法による結晶化工程の概要を説明するための概念図である。
【図6】一実施形態にかかる積層体の積層構成を表す模式的断面図である。
【図7】X線散乱法による測定における角度θおよびΨを説明するための図である。
【図8】140℃で60分間加熱後の寸法変化率h140と加熱試験後の抵抗変化、および加熱試験後さらに加湿熱試験に供した際の抵抗変化との関係をプロットしたグラフである。
【発明を実施するための形態】
【0019】
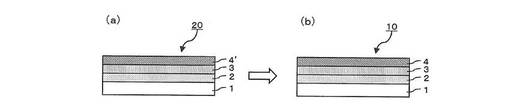
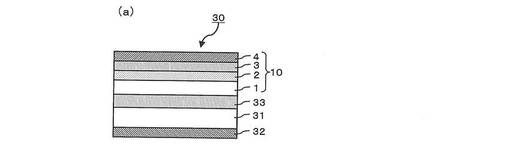
まず、本発明にかかる透明導電性フィルムの構成について説明する。図1(b)に示すように、透明導電性フィルム10は、透明フィルム基材1上に、結晶質のインジウム系複合酸化物膜4が形成された構成を有する。透明フィルム基材1と結晶質インジウム系複合酸化物膜4との間には、基材とインジウム系複合酸化物膜との密着性の向上や、屈折率による反射特性の制御等を目的として、アンカー層2,3が設けられていてもよい。
【0020】
結晶質インジウム系複合酸化物膜4は、まず基材1上に非晶質のインジウム系複合酸化物膜4’が形成され、該非晶質膜が基材とともに加熱され、結晶化されことによって形成される。従来、この結晶化工程は、枚葉体がバッチ式で加熱されることにより行われていたが、本発明においては、長尺状のフィルムが搬送されながら加熱・結晶化が行われるため、長尺状の透明導電性フィルム10の巻回体が得られる。
【0021】
なお、本明細書においては、基材上にインジウム系複合酸化物膜が形成された積層体に関して、インジウム系複合酸化物膜が結晶化前のものを「非晶質積層体」と表記し、インジウム系複合酸化物膜が結晶化された後のものを「結晶質積層体」と表記する場合がある。
【0022】
以下、長尺状透明導電性フィルムの製造方法の各工程を順に説明する。まず、透明フィルム基材1上に非晶質インジウム系複合酸化物膜4’が形成された長尺状の非晶質積層体20が形成される(非晶質積層体形成工程)。非晶質積層体形成工程において、基材1上に、必要に応じてアンカー層2,3が設けられ、その上に非晶質インジウム系複合酸化物膜4’が形成される。
【0023】
(透明フィルム基材)
透明フィルム基材1は、可撓性および透明性を有するものであれば、その材質に特に限定はなく、適宜なものを使用することができる。具体的には、ポリエステル系樹脂、アセテート系樹脂、ポリエーテルスルホン系樹脂、ポリカーボネート系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリビニルアルコール系樹脂、ポリアリレート系樹脂、ポリフェニレンサルファイド系樹脂、ポリ塩化ビニリデン系樹脂、(メタ)アクリル系樹脂などが挙げられる。これらの中でも、特に好ましいものは、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂などである。
【0024】
透明フィルム基材1の厚みは、2〜300μm程度であることが好ましく、6〜200μmであることがより好ましい。基材の厚みが過度に小さいと、フィルム搬送時の応力によってフィルムが変形しやすくなるために、その上に形成された透明導電層の膜質を悪化させる場合がある。一方、基材の厚みが過度に大きいと、タッチパネル等が搭載されたデバイスの厚みが大きくなる等の問題を生じる。
【0025】
インジウム系複合酸化物膜が形成されたフィルムが所定張力付与下に搬送されながら加熱・結晶化が行われる際の寸法変化を抑制する観点からは、基材のガラス転移温度は高い方が好ましい。一方で、特開2000−127272号公報に開示されているように、基材のガラス転移温度が高い場合には、インジウム系複合酸化物膜の結晶化が進行し難くなる傾向があり、ロール・トゥー・ロールによる結晶化に適さなくなる場合がある。かかる観点から、基材のガラス転移温度は、170℃以下であることが好ましく、160℃以下であることがより好ましい。
【0026】
ガラス転移温度を上記範囲としながら、結晶化時の加熱によるフィルムの伸びを抑制する観点からは、透明フィルム基材1として結晶質のポリマーを含有するフィルムが用いられることが好ましい。非晶質ポリマーフィルムは、ガラス転移温度付近まで加熱されるとヤング率が急激に低下するとともに、塑性変形を生じる。そのため、非晶質ポリマーフィルムは搬送張力付与下でガラス転移温度付近まで加熱されると、伸びを生じ易い。これに対して、例えばポリエチレンテレフタレート(PET)のように、部分的に結晶化された結晶質のポリマーフィルムは、ガラス転移温度以上に加熱されても、非晶質ポリマーのように急激な変形を生じ難い。そのため、後述するように所定張力付与下でフィルムが搬送されながらインジウム系複合酸化物膜が結晶化される場合には、結晶質ポリマーを含有するフィルムが透明フィルム基材1として好適に用いられる。
【0027】
なお、透明フィルム基材1として非晶質ポリマーフィルムが用いられ場合、例えば延伸されたフィルムが用いられることによって、加熱時の伸びが抑制され得る。すなわち、延伸された非晶質ポリマーフィルムは、ガラス転移温度付近まで加熱されると、分子の配向が緩和されるために収縮する傾向がある。この熱収縮とフィルム搬送張力による伸びとをバランスさせることによって、インジウム系複合酸化物膜が結晶化される際の基材の変形が抑制される。
【0028】
(アンカー層)
透明フィルム基材1のインジウム系複合酸化物膜4’が製膜される側の主面には、基材とインジウム系複合酸化物膜との密着性の向上や、反射特性の制御等を目的としてアンカー層2,3が設けられていてもよい。アンカー層は1層でもよいし、図2に示すように2層あるいはそれ以上設けられていてもよい。アンカー層は、無機物、有機物、あるいは無機物と有機物との混合物により形成される。アンカー層を形成するための材料としては、例えば、無機物として、SiO2、MgF2、Al2O3などが好ましく用いられる。また有機物としてはアクリル樹脂、ウレタン樹脂、メラミン樹脂、アルキド樹脂、シロキサン系ポリマーなどの有機物が挙げられる。特に、有機物として、メラミン樹脂とアルキド樹脂と有機シラン縮合物の混合物からなる熱硬化型樹脂を使用することが好ましい。アンカー層は、上記の材料を用いて、真空蒸着法、スパッタリング法、イオンプレーティング法、塗工法などにより形成できる。
【0029】
なお、インジウム系複合酸化物膜4’の形成に際しては、事前に基材あるいはアンカー層の表面にコロナ放電処理、紫外線照射処理、プラズマ処理、スパッタエッチング処理等の適宜な接着処理を施して、インジウム系複合酸化物の密着性を高めることもできる。
【0030】
(非晶質膜の形成)
透明フィルム基材上に気相法により非晶質インジウム系複合酸化物膜4’が形成される。気相法としては、電子ビーム蒸着法、スパッタ法、イオンプレーティング法等があげられるが、均一な薄膜が得られる点からスパッタ法が好ましく、DCマグネトロンスパッタ法が好適に採用される。なお、「非晶質インジウム系複合酸化物」とは、完全に非晶質であるものに限られず、少量の結晶成分を有していてもよい。インジウム系複合酸化物が非晶質であるか否かの判定は、基材上にインジウム系複合酸化物膜が形成された積層体を濃度5wt%の塩酸に15分間浸漬した後、水洗・乾燥し、15mm間の端子間抵抗をテスタにて測定することによりおこなわれる。非晶質インジウム系複合酸化物膜は塩酸によりエッチングされて消失するために、塩酸への浸漬により抵抗が増大する。本明細書においては、塩酸への浸漬・水洗・乾燥後に、15mm間の端子間抵抗が10kΩを超える場合に、インジウム系複合酸化物膜が非晶質であるものとする。
【0031】
長尺状の非晶質積層体20を得る観点から、非晶質インジウム系複合酸化物膜4’の製膜は、例えばロール・トウー・ロール法のように、基材を搬送させながら行われることが好ましい。ロール・トゥー・ロール法による非晶質膜の形成は、例えば、巻取式スパッタ装置を用い、長尺の基材の巻回体から基材を繰り出して連続走行させながら、スパッタ製膜を行い、非晶質インジウム系複合酸化物膜が形成された基材がロール状に巻回されることによって行われる。
【0032】
本発明において、基材上に形成される非晶質インジウム系複合酸化物膜4’は、短時間の加熱で結晶化されるものであることが好ましい。具体的には180℃で加熱された場合に60分以内、より好ましくは30分以内、さらに好ましくは20分以内に結晶化が完了し得るものであることが好ましい。結晶化が完了しているか否かは、非晶質の判定と同様に塩酸への浸漬・水洗・乾燥を行い、15mm間の端子間抵抗から判断し得る。端子間抵抗が10kΩ以内であれば、結晶質インジウム系複合酸化物へ転化しているものと判断される。
【0033】
このように、短時間の加熱で結晶化され得る非晶質インジウム系複合酸化物膜は、例えばスパッタに用いるターゲットの種類や、スパッタ時の到達真空度、スパッタ時の導入ガス流量等により調節することができる。
【0034】
スパッタターゲットとしては、金属ターゲット(インジウム−4価金属ターゲット)または金属酸化物ターゲット(In2O3−4価金属酸化物ターゲット)が好適に用いられる。金属酸化物ターゲットが用いられる場合、該金属酸化物ターゲット中の4価金属酸化物の量が、In2O3 と4価金属酸化物とを加えた重さに対し、0を超え15重量%であることが好ましく、1重量%〜12重量%であることがより好ましく、6〜12重量%であることがさらに好ましく、7〜12重量%であることがなおさらに好ましく、8〜12重量%であることがなお好ましく、9〜12重量%であることがさらに好ましく、9〜10重量%であることが特に好ましい。In−4価金属ターゲットが用いられる反応性スパッタの場合、該金属ターゲット中の4価金属原子の量が、In原子と4価金属原子とを加えた重さに対し、0を超え15重量%であることが好ましく、1重量%〜12重量%であることがより好ましく、6〜12重量%であることがさらに好ましく、7〜12重量%であることがなおさらに好ましく、8〜12重量%であることがなお好ましく、9〜12重量%であることがさらに好ましく、9〜10重量%であることが特に好ましい。4価金属あるいは4価金属酸化物の量が多すぎると、結晶化に要する時間が長くなる傾向がある。すなわち、4価金属はIn2 O3 結晶格子に取り込まれる量以外は不純物的な働きをするために、インジウム系複合酸化物の結晶化を妨げる傾向がある。一方、ターゲット中の4価金属あるいは4価金属酸化物の量が少なすぎると、インジウム系複合酸化物膜が耐久性に劣る場合がある。そのため、4価金属あるいは4価金属酸化物の量は上記範囲内とすることが好ましい。特に、透明導電性フィルムの加熱・加湿耐久性を高める観点においては、ターゲット中の4価金属あるいは4価金属酸化物の量は、In原子と4価金属原子とを加えた量あるいはIn2O3と4価金属酸化物とを加えた量に対して、5重量%以上が好ましく、7重量%以上がより好ましい。また、ターゲット中の4価金属あるいは4価金属酸化物の含有量を高くすることにより、結晶化後の膜中の4価金属酸化物の含有量も高くなるため、高耐久かつ低抵抗のインジウム系複合酸化物膜が得られる。
【0035】
インジウム系複合酸化物を構成する前記4価金属としては、Sn,Si,Ge,Pb等の14族元素、Zr、Hf,Ti等の4族元素、Ce等のランタノイドが挙げられる。これらの中でも、インジウム系複合酸化物膜を低抵抗とする観点から、Sn,Zr,Ce,Hf,Tiが好ましく、材料コストや製膜性の観点からはSnが最も好ましい。
【0036】
このようなターゲットを用いたスパッタ製膜にあたり、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下、より好ましくは1×10−4Pa以下となるまで排気して、スパッタ装置内の水分や基板から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。水分や有機ガスの存在は、スパッタ製膜中に発生するダングリングボンドを終結させ、インジウム系複合酸化物の結晶成長を妨げるからである。また、到達真空度を高める(圧力を下げる)ことにより、4価金属の含有量が高い(例えば、6重量%以上)場合であっても、インジウム系複合酸化物を良好に結晶化させることができる。
【0037】
つぎに、このように排気したスパッタ装置内に、Ar等の不活性ガスとともに、必要に応じて、反応性ガスである酸素ガスが導入されて、スパッタ製膜が行われる。不活性ガスに対する酸素の導入量は0.1体積%〜15体積%であることが好ましく、0.1体積%〜10体積%であることがより好ましい。また、製膜時の圧力は0.05Pa〜1.0Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。製膜圧力が高すぎると製膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。スパッタ製膜時の温度は40℃〜190℃であることが好ましく、80℃〜180℃であることがより好ましい。製膜温度が高すぎると熱しわによる外観不良や、基材フィルムの熱劣化を生じる場合がある。逆に製膜温度が低すぎると、透明導電膜の透明性等の膜質が低下する場合がある。
【0038】
インジウム系複合酸化物膜の膜厚は、結晶化後のインジウム系複合酸化物膜が所望の抵抗を有するように適宜に調製し得るが、例えば10〜300nmであることが好ましく、15〜100nmであることがより好ましい。インジウム系複合酸化物膜の膜厚が小さいと、結晶化に要する時間が長くなる傾向があり、インジウム系複合酸化物膜の膜厚が大きいと、結晶化後の比抵抗が下がりすぎたり、透明性が低下する等、タッチパネル用の透明導電性フィルムとしての品質に劣る場合がある。
【0039】
このようにして、基材上に非晶質インジウム系複合酸化物膜が形成された非晶質積層体20は、そのまま引き続いて結晶化工程に供されてもよいし、一旦所定の径を有する巻芯を中心に所定の張力でロール状に巻回されて巻回体が形成されもよい。
【0040】
このようにして得られた非晶質積層体は結晶化工程に供され、非晶質インジウム系複合酸化物膜4’は加熱されることにより結晶化される。非晶質積層体が巻回されずにそのまま結晶化工程に供される場合は、基材上への非晶質インジウム系複合酸化物膜の形成と結晶化工程は、連続した一連の工程として行われる。非晶質積層体が一旦巻回される場合は、その巻回体から長尺状の非晶質積層体が連続的に繰り出される工程(フィルム繰出工程)と、巻回体から繰り出された非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)とが一連の工程として行われる。
【0041】
結晶化工程において、非晶質積層体は所定張力付与下に搬送されながら加熱されて、インジウム系複合酸化物膜が結晶化される。低抵抗かつ加熱・加湿信頼性に優れる結晶質インジウム系複合酸化物膜4を得る観点からは、結晶化工程におけるフィルムの寸法変化を抑制することが好ましい。具体的には、結晶化工程におけるフィルムの長さの変化率が、+2.5%以下であることが好ましく、+2.0%以下であることがより好ましく、+1.5%以下であることがさらに好ましく、+1.0%以下であることが特に好ましい。なお、「フィルム長さ」とは、フィルム搬送方向(MD方向)の長さを指す。結晶化工程におけるフィルムの寸法変化とは、結晶化工程前のフィルム長さを基準として、結晶化工程中でのフィルム長さの変化率の最大値により求められる。
【0042】
本発明者らは、前述のようなスパッタ条件により、二軸延伸PETフィルム上に、短時間で結晶化が完了し得る非晶質インジウム系複合酸化物膜を形成し、この非晶質積層体を用いて、ロール・トゥー・ロール法によるインジウム系複合酸化物膜の結晶化を試みた。加熱温度200℃、加熱時間1分となるようにフィルムの搬送速度を調整して、非晶質インジウム系複合酸化物としてインジウム−スズ複合酸化物(ITO)が用いられた非晶質積層体の加熱を行ったところ、透過率の増加がみられ、ITOが結晶化されていた。このように、結晶化され易いインジウム系複合酸化物膜を用いれば、高温短時間の加熱でインジウム系複合酸化物膜が結晶化される。ロール・トゥー・ロール法のように、フィルムを搬送させながら加熱を行う方法によって、連続的に結晶化を行い得ることが確認された。
【0043】
一方で、このような条件で結晶化されたインジウム系複合酸化物膜は、枚葉体がバッチ式で加熱されて結晶化されたインジウム系複合酸化物膜に比して、抵抗が大幅に増加していたり、加熱信頼性や加湿信頼性が十分でない場合があることが判明した。これらの原因について検討の結果、インジウム系複合酸化物膜が加熱結晶化される際の、透明導電性積層体の搬送張力と結晶質インジウム系複合酸化物膜の加熱信頼性との間に一定の相関がみられ、搬送張力を小さくすることで、より加熱信頼性および加湿信頼性の高い、すなわち、加熱や加湿によっても抵抗値の変化が少ない結晶質インジウム系複合酸化物膜が得られることがわかった。さらに、張力と抵抗値や加熱・加湿信頼性との間の相関について詳細に検討の結果、加熱結晶化の際に、搬送張力に起因して、フィルム搬送方向に伸びが生じていることが、抵抗増加や加熱・加湿信頼性の低下の原因であると推定された。
【0044】
フィルムの伸びとインジウム系複合酸化物膜の品質との関連について検討するために、非晶質ITOが形成された透明導電性積層体の引張試験を室温にて行ったところ、ITO膜の伸び率が2.5%を超える場合に、ITO膜の抵抗が急激に上昇することが判明した。これは、伸び率が大きいことに起因してインジウム系複合酸化物膜の膜破壊が生じたためであると考えられる。一方、ロール・トゥー・ロール法によりITO膜の結晶化が行われた場合に、抵抗値が3000Ωに上昇していたもの(後述の比較例2)と同様の条件となるように、加重を調整してTMAによる加熱試験を行ったところ、3.0%の伸びが生じていた。このように、後述の比較例2では、結晶化工程において透明導電性積層体に付与される応力に起因するフィルムの伸びが2.5%を超えていたために、インジウム系複合酸化物膜に膜破壊が生じたものと考えられた。
【0045】
したがって、結晶化工程におけるいずれかの段階でフィルムの伸びが2.5%を超えると、非晶質インジウム系複合酸化物膜あるいは結晶質インジウム系複合酸化物膜が2.5%以上伸びた状態が発生し、これが膜破壊に繋がると考えられる。
【0046】
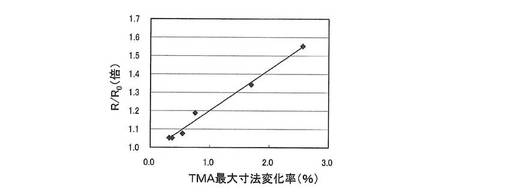
さらに、フィルムの伸びとインジウム系複合酸化物膜の品質との関連について検討するために、TMAによる伸び率と結晶質インジウム系複合酸化物膜の抵抗変化との関係を調べた。図2は、非晶質積層体が、熱機械分析(TMA)装置により所定加重下で加熱された場合の寸法変化率の最大値と、TMAと同一の張力および温度条件にて加熱結晶化が行われたインジウム系複合酸化物膜の抵抗変化とをプロットしたものである。非晶質積層体としては、厚み23μmの二軸延伸PETフィルム上に、膜厚20nmの非晶質ITO膜(酸化インジウムと酸化スズの重量比97:3)が形成されたものを用いた。TMAの昇温条件は、10℃/分とし、室温から200℃まで加熱を行った。抵抗変化は、TMA装置内で加熱・結晶化されたITO膜の表面抵抗値R0と、さらに150℃で90分間加熱された後のITO膜の表面抵抗値Rとの比R/R0である。図2から明らかなように、TMAによる加熱時の最大伸び率とインジウム系複合酸化物膜の抵抗変化R/R0との間には線形的な関係がみられ、伸び率が大きいほど抵抗変化が大きくなる傾向がある。
【0047】
上記の結果から、結晶質インジウム系複合酸化物膜の抵抗値の上昇を抑止する観点において、結晶化工程では、加熱前のフィルム長さに対する加熱後のフィルム長さの変化率を、+2.5%以下とすることが好ましく、+2.0%以下であることがより好ましい。フィルム長さの変化率が+2.5%以下であれば、結晶質インジウム系複合酸化物膜の150℃で90分間加熱時の抵抗変化R/R0を1.5以下として、加熱信頼性を高めることができる。
【0048】
なお、フィルムが張力付与下に搬送され加熱される結晶化工程において、基材の熱膨張、熱収縮、応力による弾性変形および塑性変形により、フィルムの長さが変化するが、結晶化工程後に、フィルムの温度が低下することや搬送張力に起因する応力が開放されることによって、熱膨張や応力による弾性変形に起因する伸びは元に戻る傾向がある。そのため、結晶化工程におけるフィルムの長さの変化率を評価するには、例えば加熱炉の上流側のフィルム搬送ロールと加熱炉の下流側のフィルム搬送ロールとの周速比から求めることが好ましい。また、ロールの周速比に代えて、TMA測定により、フィルム長さの変化率を算出することもできる。TMAによるフィルム長さの変化率は、短冊状に切り出された非晶質積層体を用い、結晶化工程における搬送張力と同様の応力が付与されるように加重を調整してTMAにより測定できる。
【0049】
また、結晶化工程におけるフィルムの長さの変化率に代えて、結晶化工程に供される前の非晶質積層体が150℃で60分加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分加熱された際の寸法変化率H1,60との差ΔH60=(H1,60−H0,60)、あるいは、結晶化工程に供される前の非晶質積層体が150℃で90分加熱された際の寸法変化率H0,90と、結晶化後の透明導電性積層体が150℃で90分加熱された際の寸法変化率H1,90との差ΔH90=(H1,90−H0,90)から、結晶化工程での熱変形履歴を評価することもできる。加熱時の寸法変化率は、MD方向を長辺とする100mm×10mmの短冊状に切り出されたサンプルに、MD方向に約80mmの間隔で2点の標点(傷)を形成し、加熱前の2点間の距離L0と、加熱後の2点間の距離L1から、寸法変化率(%)=100×(L1−L0)/L0により求められる。なお、後の実施例にも示すように、一般には、ΔH90の値とΔH60の値は略同等となる。
【0050】
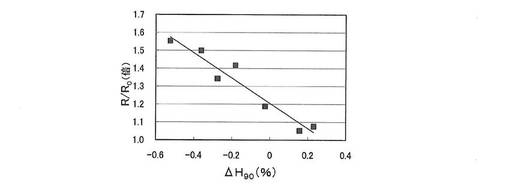
ΔH60あるいはΔH90が小さく負の値である場合は、結晶化工程での加熱によるフィルムの伸びが大きいことを意味することから、ΔHと結晶化工程における伸び率には相関があると考えられる。これを検証するために、加熱時の搬送張力を変更してロール・トゥー・ロール法によりITO膜の結晶化を行い、結晶化前後での寸法変化率の差ΔH90を求めた。結晶化後のITO膜の表面抵抗値R0と、さらに150℃で90分間加熱された後のITO膜の表面抵抗値Rとの比R/R0をΔH90に対してプロットしたものを図3に示す。図3から、ΔH90とR/R0との間にも線形的な関係があることがわかる。
【0051】
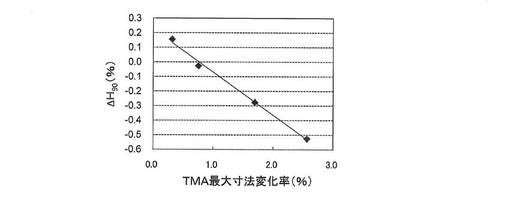
また、前述の図2の場合と同様に加重を調整してTMAによる加熱試験測定を行った際の寸法変化率の最大値と、ΔHとの関係をプロットしたものを図4に示す。図4から、ΔH90とTMAによる寸法変化率の最大値との間にも線形的な関係があることがわかる。すなわち、図2〜図4を総合すると、結晶化前後での寸法変化率の差ΔH90、結晶化工程と同様の応力条件にて行われたTMA加熱試験における寸法変化率の最大値、および加熱前後での結晶ITO膜の抵抗変化R/R0の間には、相互に線形関係があることがわかる。したがって、ΔH90の値から、結晶化工程におけるフィルムの長さの変化率を見積もることができ、透明導電性フィルムの加熱時の抵抗変化R/R0を予測可能であることがわかる。
【0052】
上記のようなΔH90とR/R0の相関関係を考慮すると、結晶化工程に供される前の非晶質積層体が150℃で90分間加熱された際の寸法変化率H0,90と、結晶化後の透明導電性積層体が150℃で90分間加熱された際の寸法変化率H1との差ΔH90=(H1,90−H0,90)は、−0.4%〜+1.5%であることが好ましく、−0.25%〜+1.3%であることがより好ましく、0%〜+1%であることがさらに好ましい。同様に、結晶化工程に供される前の非晶質積層体が150℃で60分間加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分間加熱された際の寸法変化率H1との差ΔH60=(H1,60−H0,60)は、−0.4%〜+1.5%であることが好ましく、−0.25%〜+1.3%であることがより好ましく、0%〜+1%であることがさらに好ましい。ΔH90あるいはΔH60が小さいことは、結晶化工程におけるフィルムの伸び率が大きいことを意味している。ΔH90あるいはΔH60が−0.4%より小さいと、結晶質インジウム系複合酸化物の抵抗値が大きくなったり、加熱信頼性が低下する傾向がある。一方、ΔH90あるいはΔH60が+1.5%より大きいと、フィルムの搬送が不安定になる等に起因して熱シワが発生しやすくなる傾向があり、透明導電性フィルムの外観が低下する場合がある。
【0053】
なお、上記の寸法変化率の測定やTMAによる測定は、インジウム系複合酸化物膜が形成された透明導電性積層体を用いる代わりに、インジウム系複合酸化物膜形成前の基材単体で行うこともできる。このような測定によって、ロール・トゥー・ロール法によるインジウム系複合酸化物膜の結晶化を実際に行わずとも、結晶化工程に適した張力条件を事前に見積もることもできる。すなわち、一般の透明導電性積層体は、厚み数十μm〜100μm程度の基材上に、厚み数nm〜数十nmのインジウム系複合酸化物膜が形成されている。両者の厚みの比率を考慮すると、積層体の熱変形挙動は、基材の熱変形挙動が支配的となり、インジウム系複合酸化物膜の有無は熱変形挙動にほとんど影響を与えない。そのため、基材のTMA試験をおこなったり、基材を所定の応力付与下で加熱して、その前後での寸法変化率の差ΔHを求めることによって、基材の熱変形挙動を評価すれば、結晶化工程に適した張力条件を見積もることが可能である。
【0054】
以下、結晶化工程の概要について、長尺状の非晶質積層体10が一旦巻回されて非晶質巻回体21が形成され、その巻回体から長尺状の非晶質積層体を連続的に繰り出される工程(フィルム繰出工程)と、巻回体から繰り出された長尺状の非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)とが、ロール・トゥー・ロール法によって一連の工程として行われる場合を例として説明する。
【0055】
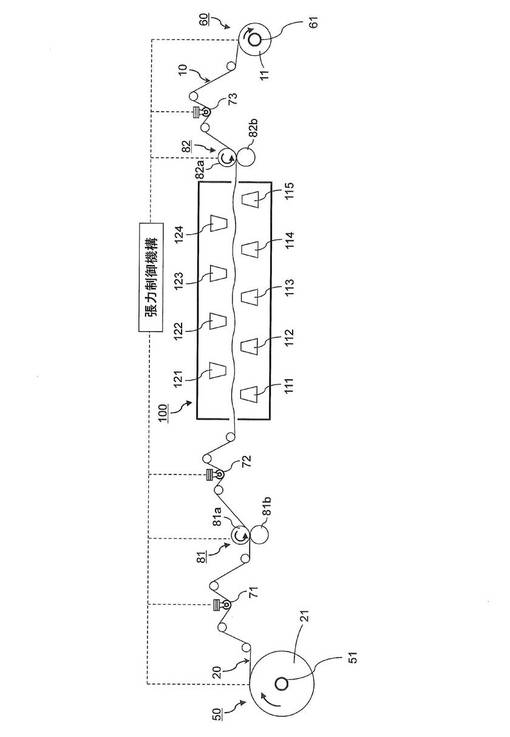
図5は、ロール・トゥー・ロール法によって結晶化を行うための製造システムの一例を示しており、インジウム系複合酸化物膜の結晶化を行う工程を概念的に説明するものである。
【0056】
透明フィルム基材上に非晶質インジウム系複合酸化物膜が形成された非晶質積層体の巻回体21は、フィルム繰出部50とフィルム巻取部60との間に加熱炉100を有するフィルム搬送・加熱装置のフィルム繰出架台51にセットされる。インジウム系複合酸化物膜の結晶化は、非晶質積層体の巻回体21から長尺状の非晶質積層多が連続的に繰り出される工程(フィルム繰出工程)、巻回体21から繰り出された長尺状の非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)、および結晶化後の結晶質積層体10がロール状に巻回される工程(巻回工程)を一連に行うことで、ロール・ツゥ―・ロール法により行われる。
【0057】
図5の装置において、繰出部50の繰出架台51にセットされた非晶質積層体の巻回体21から、長尺状の非晶質積層体20が連続的に繰り出される(フィルム繰出工程)。巻回体から繰り出された非晶質積層体は搬送されながら、フィルム搬送経路に設けられた加熱炉100によって加熱されることで、非晶質インジウム系複合酸化物膜が結晶化される(結晶化工程)。加熱・結晶化後の結晶質積層体10は、巻取部60でロール状に巻回され、透明導電性フィルムの巻回体11が形成される(巻回工程)。
【0058】
繰出部50と巻取部60との間のフィルム搬送経路には、フィルム搬送経路を構成するために複数のロールが設けられている。これらのロールの一部をモーター等と連動した適宜の駆動ロール81a、82aとすることで、その回転力に伴ってフィルムに張力が付与され、フィルムが連続的に搬送される。なお、図5において、駆動ロール81aおよび82aは、それぞれロール81bおよび82bとニップロール対81および82を形成しているが、駆動ロールはニップロール対を構成するものである必要はない。
【0059】
搬送経路上には、例えばテンションピックアップロール71〜73のような、適宜の張力検出手段を有していることが好ましい。好ましくは、張力検出手段により検出される搬送張力が所定値となるように、適宜の張力制御機構により、駆動ロール81a、82aの回転数(周速)や、巻取架台61の回転トルクが制御される。張力検出手段としては、テンションピックアップロールの他、例えばダンサーロールとシリンダの組み合わせ等の適宜の手段を採用し得る。
【0060】
前述のごとく、結晶化工程におけるフィルム長さの変化率は、+2.5%以下であることが好ましい。フィルム長さの変化率は、例えば加熱炉の上流側に設けられたニップロール81と、加熱炉の下流側に設けられたニップロール82の周速の比率から求めることができる。フィルム長さの変化率を前記範囲とするためには、例えば、加熱炉の上流側のロールと加熱炉の下流側のロールの周速比が前記範囲となるように、ロールの駆動を制御すればよい。一方で、ロールの周速比が一定となるように制御をおこなうこともできるが、その場合、加熱炉100内でのフィルムの熱膨張により、搬送中のフィルムがばたついたり、炉内でフィルムが弛む等の不具合を生じる場合がある。
【0061】
フィルムの搬送を安定させる観点からは、適宜の張力制御機構により、炉内での張力が一定となるように、加熱炉の下流側に設けられた駆動ロール82aの周速を制御する方法を採用することもできる。張力制御機構は、テンションピックアップロール72等の適宜の張力検出手段によって検出された張力が、設定値よりも高い場合には、駆動ロール82aの周速を小さくし、張力が設定値よりも大きい場合には、駆動ロール82aの周速を大きくするように、フィードバックを行う機構である。なお、図5においては、加熱炉100の上流側に、張力検出手段としてのテンションピックアップロール72が設けられた形態が図示されているが、張力制御手段は、加熱炉の下流側に配置されていてもよいし、加熱炉100の上流・下流の両方に配置されていてもよい。
【0062】
なお、このような製造システムとして、従来公知のフィルム乾燥装置や、フィルム延伸装置のように、フィルムを搬送しながら加熱する機構を備えているものをそのまま転用することもできる。あるいは、フィルム乾燥装置や、フィルム延伸装置等に用いられる各種の構成要素を転用して製造システムを構成することもできる。
【0063】
加熱炉100の炉内温度は、非晶質インジウム系複合酸化物膜を結晶化するのに適した温度、例えば120℃〜260℃、好ましくは150℃〜220℃、より好ましくは170℃〜220℃に調整される。炉内温度が低すぎると、結晶化が進行しなかったり、あるいは結晶化に長時間を要するために、生産性に劣る傾向がある。一方、炉内温度が高すぎると、基材の弾性率(ヤング率)が低下するとともに塑性変形が生じ易くなるために、張力によるフィルムの伸びが生じ易くなる傾向がある。炉内温度は、熱風又は冷風が循環する空気循環式垣温オーブン、マイクロ波又は遠赤外線を利用したヒーター、温度調節用に加熱されたロール、ヒートパイプロール等の適宜の加熱手段により調整され得る。
【0064】
加熱温度は、炉内で一定である必要はなく、段階的に昇温あるいは降温するような温度プロファイルを持たせてもよい。例えば、炉内を複数のゾーンに分割して、各ゾーンごとに設定温度を変えることもできる。また、加熱炉の入口や出口での温度変化によってフィルムが急激に寸法変化して、シワを生じたり、搬送不良を生じたりすることを抑止する観点から、加熱炉の入口および出口付近での温度変化が緩やかになるように、予備加熱ゾーンや冷却ゾーンを設けることもできる。
【0065】
炉内での加熱時間は、前記炉内温度で非晶質膜を結晶化するのに適した時間、例えば10秒〜30分、好ましくは25秒〜20分、より好ましくは30秒〜15分に調整される。加熱時間が長すぎると、生産性に劣るほか、フィルムに伸びを生じ易くなる場合がある。一方、加熱時間が短かすぎると、結晶化が不十分となる場合がある。加熱時間は、加熱炉中のフィルム搬送経路の長さ(炉長)や、フィルムの搬送速度によって調整することができる。
【0066】
加熱炉内でのフィルムの搬送方法としては、ロール搬送法、フロート搬送法、テンター搬送法等の適宜の搬送方法が採用される。炉内での擦れによるインジウム系複合酸化物膜の傷付きを防止する観点からは、非接触の搬送方式であるフロート搬送法やテンター搬送法が好適に採用される。図5においては、フィルム搬送経路の上下に熱風吹き出しノズル(フローティングノズル)111〜115および121〜124が交互に配置された、フロート搬送式の加熱炉が図示されている。
【0067】
加熱炉内でのフィルムの搬送にフロート搬送法が採用される場合、炉内の搬送張力が過度に小さいと、フィルムのバタツキや、フィルムの自重による弛みに起因して、フィルムがノズルと擦れるために、インジウム系複合酸化物膜表面に傷付きを生じる場合がある。このような傷付きを防止するために、熱風の吹き出し風量や、搬送張力を制御することが好ましい。
【0068】
ロール搬送法、フロート搬送法のように、MD方向に搬送張力が付与されてフィルムが搬送される方式が採用される場合、搬送張力は、フィルムの伸び率が前記範囲となるように調整されることが好ましい。搬送張力の好ましい範囲は、基材の厚み、ヤング率、線膨張係数等によって異なるが、例えば基材として二軸延伸ポリエチレンテレフタレートフィルムが用いられる場合、フィルムの単位幅あたりの搬送張力は25N/m〜300N/mであることが好ましく30N/m〜200N/mであることがより好ましく、35N/m〜150N/mであることがさらに好ましい。また、搬送時のフィルムに付与される応力は、1.1MPa〜13MPaであることが好ましく、1.1MPa〜8.7MPaであることがより好ましく、1.1MPa〜6.0MPaであることがさらに好ましい。
【0069】
加熱炉内でのフィルムの搬送にテンター搬送法が採用される場合、ピンテンター方式・クリップテンター方式のいずれも採用され得る。テンター搬送法はフィルムの搬送方向に張力を付与することなくフィルムを搬送できる方法であるため、結晶化工程における寸法変化を抑制する観点からは好適な搬送法であるといえる。一方、加熱によるフィルムの膨張が生じる場合、幅方向のクリップ間距離(またはピン間距離)を拡張させて、弛みを吸収させてもよい。ただし、クリップ間距離を過度に拡げると、フィルムが幅方向に延伸されることによって、結晶質インジウム系複合酸化物膜の抵抗が上昇したり、加熱信頼性に劣る場合がある。かかる観点からは、クリップ間距離は、幅方向(TD)のフィルムの伸び率が、好ましくは+2.5%以下、より好ましくは+2.0%以下、さらに好ましくは+1.5%以下、特に好ましくは+1.0%以下となるように調整されることが好ましい。
【0070】
加熱炉内での加熱によりインジウム系複合酸化物膜が結晶化された結晶質積層体10は、巻取部60に搬送される。巻取部60の巻取架台61には、所定の径を有する巻芯がセットされており、結晶質積層体10はこの巻芯を中心として、所定の張力でロール状に巻回され、透明導電性フィルムの巻回体11が得られる。巻芯に巻回する際にフィルムに付与される張力(巻付け張力)は、20N/m以上であることが好ましく、30N/m以上であることがより好ましい。巻付張力が小さすぎると、巻芯に対して良好に巻回することができない場合や、巻きズレにより、フィルムに傷付きを生じる場合がある。
【0071】
一般に、上記の好ましい巻き付け張力の範囲は、結晶化工程において、フィルムの伸びを抑制するためのフィルム搬送張力に比して大きい場合が多い。フィルム搬送張力よりも巻き付け張力を大きくする観点からは、加熱炉100と巻取部60との間の搬送経路中に、テンションカット手段を有することが好ましい。テンションカット手段としては、図5に示されるようなニップロール82の他、サクションロール、あるいは、フィルム搬送経路がS字状となるように配置されたロール群等を用いることができる。また、テンションカット手段と巻取部60との間には、テンションピックアップロール72のような張力検出手段が配置され、適宜の張力制御機構によって巻取張力が一定となるように適宜の張力制御手段によって、巻取架台61の回転トルクが調整されることが好ましい。
【0072】
以上、ロール・トゥー・ロール法により、インジウム系複合酸化物膜の結晶化が行われる場合を例として説明したが、本発明はかかる工程に限定されず、前述のように、非晶質積層体の形成と結晶化とが一連の工程として行われてもよい。また、結晶化工程後、巻回体11を形成する前に、結晶質積層体にさらに他の層を形成する等、他の工程が設けわれていてもよい。
【0073】
以上のように、本発明によれば、短時間の加熱で結晶化が完了し得る非晶質インジウム系複合酸化物膜が形成される。そのため、結晶化に要する時間が短縮され、インジウム系複合酸化物膜の結晶化をロール・トゥー・ロール法により行うことが可能となり、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られる。また、結晶化工程におけるフィルムの伸びが抑制されることにより、抵抗が小さく、かつ加熱信頼性に優れる結晶質インジウム系複合酸化物膜が形成された透明導電性フィルムとすることができる。なお、透明導電性フィルムを150℃で90分間加熱する前後でのインジウム系複合酸化物膜の表面抵抗値Rとの比R/R0は、1.0以上、1.5以下であることが好ましい。R/R0は1.4以下であることがより好ましく、1.3以下であることがより好ましい。
【0074】
このように、本発明の製造方法によれば、透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるが、当該巻回体から切り出された枚葉体の透明導電性フィルムは、枚葉体がバッチ式で加熱されてインジウム系複合酸化物膜が結晶化された従来の透明導電性フィルムに比して、加熱収縮を生じ易い傾向がある。これは、結晶化工程におけるフィルムの伸びに関連していると考えられる。そして、前述のように、結晶化工程におけるフィルムの伸びは、結晶化工程前の非晶質積層体が150℃で60分加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分加熱された際の寸法変化率H1,60との差ΔH60=(H1,60−H0,60)の値から見積もることができる。
【0075】
本発明の製造方法においては、インジウム系複合酸化物膜の結晶化時に、加熱条件下にて、所定張力が付与されてフィルムが搬送されるため、張力による弾性変形に加えて、塑性変形が生じ易い。そのために、インジウム系複合酸化物膜が結晶化された後の透明導電性フィルムが張力開放下で加熱された場合には、加熱収縮が生じ易くなるものと推定される。換言すると、搬送時の張力(応力)が開放された場合に、弾性変形に起因するフィルム搬送方向の伸びは元に戻る傾向があるのに対して、塑性変形に起因する伸びは張力開放後も残存するため、インジウム系複合酸化物膜が結晶化された後の透明フィルム基材は延伸された状態になっていると考えられる。このように延伸された基材が、張力開放下で加熱されると、塑性変形による分子配向が緩和されて熱収縮を生じるものと考えられる。このように、インジウム系複合酸化物膜の結晶化時の搬送張力によって生じた塑性変形に伴う寸法変化(伸び)は、張力開放下での再度加熱によって緩和する傾向がある。そのため、ロール・トゥー・ロール法によりインジウム系複合酸化物膜の結晶化が行われた透明導電性フィルムは、枚葉体がバッチ式で結晶化されたものに比して、加熱収縮を生じ易い(加熱寸法変化率が負の値となりやすい)ものと考えられる。
【0076】
後の実施例にて示されるように、結晶化後の透明導電性フィルムの加熱寸法変化率が負でその絶対値が大きい場合、すなわち、結晶化後の透明導電性フィルムの熱収縮が大きい場合には、透明導電性フィルムの加熱時や加湿熱時に抵抗変化を生じ易くなる傾向がある。特に、結晶化後の透明導電性フィルムから切り出された試験片を加熱試験に供し、その後さらに加湿・加熱試験が行われた場合に、インジウム系複合酸化物膜の抵抗値が顕著に上昇する場合がある。そのため、加熱および加湿による抵抗変化が小さい透明導電性フィルムを得る観点において、ロール・ツゥー・ロール法によって結晶化された後の透明導電性フィルムから切り出された枚葉体は、150℃で60分加熱された際の寸法変化率h150が、−0.85%以上であることが好ましく、−0.70%以上であることがさらに好ましい。また、140℃で60分加熱された際の寸法変化率h140は、−0.75%以上であることが好ましく、−0.60%以上であることがさらに好ましい。加熱寸法変化率の絶対値を小さくするためには、結晶化工程におけるフィルムの長さの変化率を前述の範囲とすることが好ましい。
【0077】
ロール・ツゥー・ロール法によって結晶化された透明導電性フィルムから切り出された試験片の応力開放下での加熱寸法変化率が負の値でその絶対値が大きい場合、すなわち加熱収縮を生じ易い場合に、加湿熱耐久性が低下する原因について、結晶質膜の構造面から解析を行ったところ、インジウム系複合酸化物膜が高い圧縮残留応力を有することが加湿熱耐久性低下の一因であると推定された。結晶インジウム系複合酸化物膜が圧縮残留応力を有するとは、歪みがない結晶質のインジウム系複合酸化物に比して格子定数が小さいことを意味する。張力付与下で加熱炉内に搬入された非晶質積層体は、積層体の温度上昇に伴うフィルム基材のヤング率の低下および熱膨張に起因して、伸びを生じながらインジウム系複合酸化物膜の結晶化が進行し、結晶化が完了後に加熱炉外に搬出される。炉外に搬出された結晶化後の透明導電性フィルムは、温度低下および張力の開放によって収縮する傾向がある。この収縮の際に結晶質インジウム系複合酸化物膜に圧縮応力が付与され、膜内に圧縮応力が残留するものと考えられる。このように残留圧縮応力を有するインジウム系複合酸化物膜を有する透明導電性フィルムが、応力開放下でさらに加熱されて熱収縮を生じると、この際にもインジウム系複合酸化物膜に圧縮応力が付与される。そのため、インジウム系複合酸化物膜の残留圧縮応力はさらに大きくなると考えられる。
【0078】
本発明者らの検討によれば、残留圧縮応力の大きい透明導電性フィルムは、加湿熱によって結晶質インジウム系複合酸化物膜の抵抗増大を生じ易いことがわかった。これは、圧縮残留応力の大きい結晶質インジウム系複合酸化物膜は、結晶粒界にひずみやクラックが生じ易いためであると考えられる。すなわち、透明導電性フィルムが高温高湿環境に曝されると、透明フィルム基材が吸湿膨張を生じるために、その上に形成されているインジウム系複合酸化物膜には引張応力が付与され、結晶粒界のひずみやクラックを起点とした膜破壊が生じて抵抗が上昇するものと推定される。特に、透明導電性フィルムが加熱された際の寸法変化率h150やh140の絶対値が大きい場合には、加熱時の透明導電性フィルムの寸法変化に伴ってインジウム系複合酸化物膜に圧縮応力が付与されるために、結晶粒界にひずみやクラックが生じ易く、これが加湿熱環境に曝された場合に、膜破壊が生じ易くなるものと考えられる。
【0079】
上記観点から、本発明による長尺状の透明導電性フィルムの巻回体から切り出された透明導電性フィルムの試験片が150℃で60分加熱された後のインジウム系複合酸化物膜の残留圧縮応力は、2GPa以下であることが好ましく、1.6GPa以下であることがより好ましく、1.4GPa以下であることがさらに好ましく、1.2GPa以下であることが特に好ましい。なお、加熱後のインジウム系複合酸化物膜の残留圧縮応力を上記範囲とするためには、150℃で60分加熱された際の寸法変化率h150や、140℃で60分加熱された際の寸法変化率h140を前述の範囲とすることが好ましい。
【0080】
一方、インジウム系複合酸化物膜の残留圧縮応力が小さいと、透明導電性フィルムの耐屈曲性が低下したり、抵抗膜方式のタッチパネルに組み込まれた際に、ペン入力等の荷重に対する耐久性が得られなくなる場合がある。そのため、ロール・ツゥー・ロール法によって得られる本発明の透明導電性フィルムのインジウム系複合酸化物膜の残留圧縮応力は0.4GPa以上であることが好ましい。また、透明導電性フィルムが、150℃で60分加熱された後のインジウム系複合酸化物膜の残留圧縮応力も0.4GPa以上であることが好ましい。
【0081】
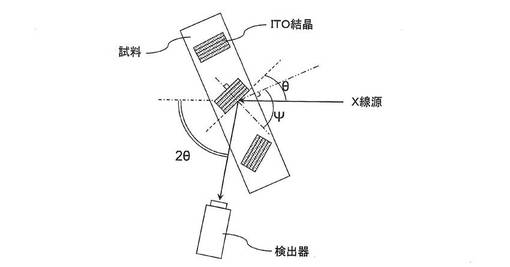
結晶質インジウム系複合酸化物膜の圧縮残留応力は、後の実施例にて詳述するように、粉末X線回折における回折ピークから求められる格子歪みεと、弾性係数(ヤング率)Eおよびポアソン比νに基づいて算出することができる。格子歪εは、回折角2θの大きいピークから求められることが好ましく、例えば、ITOの場合は、2θ=60°付近の(622)面の回折ピークから格子歪が求められる。
【0082】
本発明の製造方法によって得られる透明導電性フィルムは、各種装置の透明電極や、タッチパネルの形成に好適に用いられる。本発明によれば、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるため、その後のタッチパネル等の形成工程においても、ロール・トゥー・ロール法による金属層等の積層や加工が可能となる。そのため、本発明によれば、透明導電性フィルム自体の生産性が向上されるのみならず、その後のタッチパネル等の生産性の向上を図ることもできる。
【0083】
本発明の透明導電性フィルムは、そのまま各種装置の透明電極やタッチパネルに用いることもできる。また、図6に模式的に示すように、透明導電性フィルム10の透明フィルム基材1に粘着剤層等の適宜の接着手段33を用いて透明基体31が貼り合わせられた積層体30が形成されてもよい。基材1と透明基体31との貼り合わせは、基材1上にインジウム系複合酸化物膜が形成される前後いずれに行われてもよい。インジウム系複合酸化物膜製膜時の基材厚みが小さい方が、ロール巻回体の巻取径が小さくなり、巻取式スパッタリング装置によって連続製膜できる製膜長が長くなり生産性に優れる。そのため、基材1と透明基体31との貼り合わせはインジウム系複合酸化物膜の製膜後に行われることが好ましい。また、基材1と透明基体31との貼り合わせはインジウム系複合酸化物膜が結晶化される前後いずれに行われてもよいが、結晶化が高温で行われることによる粘着剤の黄変や、基材からのオリゴマー等の低分子量成分の析出に伴う外観不良や信頼性低下を抑止する観点からは、結晶化後に貼り合わせが行われることが好ましい。
【0084】
インジウム系複合酸化物膜が結晶化される前の非晶質積層体の枚葉体がバッチ式で加熱結晶化される従来技術においては、貼り合わせをロール・トゥー・ロールにて効率よく行う観点から、インジウム系複合酸化物膜が結晶化される前に、透明導電性フィルムの基材1と透明基体31とが貼り合わせられるのが一般的であった。これに対して、本発明によれば、結晶質のインジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるため、インジウム系複合酸化物膜の結晶化後に、基材と透明基体との貼り合わせを、ロール・トゥー・ロールで行うこともできる。また、インジウム系複合酸化物膜が結晶化された後、ロール状に巻回される前に、ニップロール等の適宜の貼合手段により、基材と透明基体との貼り合わせが行われてもよい。
【0085】
なお、基材1と透明基体31との貼り合わせがインジウム系複合酸化物膜の製膜後に行われる場合、基材と透明基体との熱履歴が異なること等に起因して、両者の加熱寸法変化率が異なる場合がある。両者の加熱寸法変化率の差が大きいと、積層体30が加熱された場合に、反りやカールを生じる場合がある。そのため、積層体30の反りやカールの発生を抑制するために、透明フィルム基材と貼り合わせられる前の透明基体31を加熱処理する等の方法によって、寸法変化率を調整しておくことも好ましい。また、インジウム系複合酸化物膜の結晶化後に透明フィルム基材と透明基体とが貼り合わせられる場合も、事前に透明基体の寸法変化率が調整されることが好ましい。
【0086】
透明基体31としては、透明フィルム基材に用いられるのと同様の各種樹脂フィルムのほか、ガラス等の剛性の基体を用いることもできる。また、透明基体31の粘着剤層33形成面と反対側には、図6に示すように、易接着層、ハードコート層、反射防止層、光学干渉層等の機能層32を有していてもよい。
【0087】
透明フィルム基材1と透明基体31との貼り合わせに用いられる接着手段33としては、粘着剤層が好ましい。粘着剤層の構成材料としては、透明性を有するものであれば特に制限なく使用できる。例えば、アクリル系ポリマー、シリコーン系ポリマー、ポリエステル、ポリウレタン、ポリアミド、ポリビニルエーテル、酢酸ビニル/塩化ビニルコポリマー、変性ポリオレフィン、エポキシ系、フッ素系、天然ゴム、合成ゴム等のゴム系などのポリマーをベースポリマーとするものを適宜に選択して用いることができる。特に、光学的透明性に優れ、適度な濡れ性、凝集性及び接着性等の粘着特性を示し、耐候性や耐熱性等にも優れるという点からは、アクリル系粘着剤が好ましく用いられる。
【実施例】
【0088】
以下に、実施例を挙げて本発明を説明するが、本発明は下記の実施例に限定されるものではない。
【0089】
[評価方法]
実施例での評価は、以下の方法によりおこなったものである。
<表面抵抗>
表面抵抗は、JIS K7194(1994年)に準じて四端子法により測定した。
(加熱試験)
結晶化後の透明導電性フィルムからフィルム片を切り出して、150℃の加熱槽内で90分間加熱して、加熱前の表面抵抗(R0)と加熱後の表面抵抗(R)との比R/R0を求めた。
【0090】
<寸法変化率>
結晶化工程に供される前の非晶質積層体を、MD方向を長辺とする100mm×10mmの短冊状の試験片に切り出し、MD方向に約80mmの間隔で2点の標点(傷)を形成して、標点間の距離L0を三次元測長機により測定した。その後、150℃の加熱槽内で90分間試験片の加熱を行い、加熱後の標点間距離L1を測定した。L0およびL1から寸法変化率H0,90(%)=100×(L1−L0)/L0を算出した。結晶化後の結晶質積層体についても同様にして90分間加熱した際の寸法変化率H1,90を求め、これらの寸法変化率の差から、結晶化前後での寸法変化率の差ΔH90=(H1,90−H0,90)を算出した。また、150℃の加熱槽内での加熱時間を60分として同様の試験を行い、非晶質積層体の加熱寸法変化率H0,60と結晶化後の結晶質積層体の加熱寸法変化率H1,60との差ΔH60=(H1,60−H0,60)を算出した。
【0091】
<透過率>
ヘイズメーター(スガ試験機製)を用いて、JIS K-7105に準じ、全光線透過率を測定した。
【0092】
<結晶化の確認>
基材上に非晶質インジウム系複合酸化物膜が形成された積層体を180℃の加熱オーブン中に投入し、投入後2分、10分、30分、60分後のそれぞれの積層体について、塩酸に浸漬後の抵抗値をテスタで測定することにより、結晶化の完了を判断した。
【0093】
<張力および伸び率>
結晶化工程における張力は、フィルム搬送経路中の加熱炉の上流に設けられたテンションピックアップロールにより検出された張力の値を用いた。また、その張力およびフィルムの厚みから、フィルムに付与される応力を算出した。結晶化工程でのフィルムの伸び率は、フィルム搬送経路中の加熱炉の上流に設けられた駆動式のニップロールと、加熱炉の下流側に設けられた駆動式のニップロールとの周速比から算出した。
【0094】
<ITO膜の圧縮残留応力の評価>
X線散乱法により測定された結晶格子歪みから、上記実施例および比較例のITO膜の残留応力を間接的に求めた。
株式会社リガク製の粉末X線回折装置により、測定散乱角2θ=59〜62°の範囲で0.04°おきに回折強度を測定した。各測定角度における積算時間(露光時間)は100秒とした。
【0095】
得られた回折像のピーク(ITOの(622)面のピーク)角2θ、およびX線源の波長λから、ITO膜の結晶格子間隔dを算出し、dを基に格子歪みεを算出した。算出にあたっては下記式(1)、(2)を用いた。
【0096】
【数1】

ここで、λはX線源(Cu Kα線)の波長(=0.15418nm)であり、d0は無応力状態のITOの格子面間隔(=0.15241nm)である。なお、d0はICDD(The International Centre for Diffraction Data)データベースから取得した値である。
【0097】
上記のX線回折測定を、図7に示すフィルム面法線とITO結晶面法線とのなす角Ψが45°、50°、55°、60°、65°、70°、77°、90°のそれぞれにつておこない、それぞれのΨにおける格子歪みεを算出した。なお、フィルム面法線とITO結晶面法線とのなす角Ψは、TD方向(MD方向と直交する方向)を回転軸中心として試料を回転することによって、調整した。ITO膜面内方向の残留応力σは、sin2Ψと格子歪εとの関係をプロットした直線の傾きから下記式(3)により求めた。
【0098】
【数2】
上記式において、EはITOのヤング率(116GPa)、νはポアソン比(0.35)である。これらの値は、D. G. Neerinck and T. J. Vink, “Depth profiling of thin ITO films by grazing incidence X-ray diffraction”, Thin Solid Films, 278 (1996), PP 12-17.に記載されている既知の実測値である。
【0099】
<透明導電性フィルムの寸法変化率>
実施例および比較例の透明導電性フィルムからMD方向を長辺とする100mm×10mmの短冊状の試験片を切り出して、140℃で60分間加熱した際の寸法変化率h140、および150℃で60分間加熱した際の寸法変化率h150を求めた。寸法変化率の測定は、先に記載したのと同様に、加熱前と加熱後の標点間距離L0およびL1を三次元測長機で測定することによって求めた。
【0100】
[実施例1]
(アンカー層の形成)
ロール・トゥー・ロール法により、厚み23μmの二軸延伸ポリエチレンテレフタレートフィルム(三菱樹脂製 商品名「ダイアホイル」、ガラス転移温度80℃、屈折率1.66)上に、2層のアンダーコート層を形成した。まず、メラミン樹脂:アルキド樹脂:有機シラン縮合物を、固形分で2:2:1の重量比で含む熱硬化型樹脂組成物を、固形分濃度が8重量%となるようにメチルエチルケトンで希釈した。この溶液を、PETフィルムの一方主面に塗布し、150℃で2分間加熱硬化させ、膜厚150nm、屈折率1.54の第1アンダーコート層を形成した。
【0101】
シロキサン系熱硬化型樹脂(コルコート製 商品名「コルコートP」)を、固形分濃度が1重量%となるようにメチルエチルケトンで希釈した。この溶液を前記の第1アンダーコート層上に塗布し、150℃で1分間加熱硬化させ、膜厚30nm、屈折率1.45のSiO2薄膜(第2アンダーコート層)を形成した。
【0102】
(非晶質ITO膜の形成)
平行平板型の巻き取り式マグネトロンスパッタ装置に、ターゲット材料として、酸化インジウムと酸化スズとを97:3の重量比で含有する焼結体を装着した。2層のアンダーコート層が形成されたPETフィルム基材を搬送しながら、脱水、脱ガスを行い、5×10−3Paとなるまで排気した。この状態で、基材の加熱温度を120℃とし、圧力が4×10−1Paとなるように、98%:2%の流量比でアルゴンガスおよび酸素ガスを導入して、DCスパッタ法により製膜を行い、基材上に厚み20nmの非晶質ITO膜を形成した。非晶質ITO膜が形成された基材は、連続的に巻芯に巻取られ、非晶質積層体の巻回体が形成された。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で10分間の加熱後に結晶化が完了していることが確認された。
【0103】
(ITOの結晶化)
図5に示すようなフロート搬送式の加熱炉を有するフィルム加熱・搬送装置を用いて、前記の非晶質積層体の巻回体から、積層体を連続的に繰出し、搬送しながら加熱炉内で加熱することでITO膜の結晶化を行った。結晶化後の積層体を再度巻芯に巻取られ、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成された。
【0104】
結晶化工程において、加熱炉の炉長は20mであり、加熱温度は200℃、フィルムの搬送速度は20m/分(炉内通過の際の加熱時間:1分)であった。炉内での搬送張力は、フィルムの単位幅あたりの張力が28N/mとなるように設定された。得られた透明導電性フィルムは、加熱前の非晶質ITO膜に比して透過率が上昇しており、結晶化していることが確認された。また、塩酸に浸漬後の抵抗値から、結晶化が完了していることが確認された。
【0105】
[実施例2]
実施例2においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が51N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0106】
[実施例3]
実施例3においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が65N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0107】
[実施例4]
実施例4においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が101N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0108】
[実施例5]
実施例5においては、ターゲット材料として、酸化インジウムと酸化スズとを90:10の重量比で含有する焼結体を用い、スパッタ製膜を行う前の脱水、脱ガス時に5×10−4Paとなるまで排気をおこなった以外は実施例1と同様のスパッタ条件により、アンダーコート層が形成された二軸延伸ポリエチレンテレフタレートフィルム上に非晶質ITO膜が形成された透明導電性積層体を得た。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で30分間の加熱後に結晶化が完了していることが確認された。
【0109】
この非晶質積層体を用いて、実施例1と同様にロール・トゥー・ロール法でITOの結晶化がおこなわれたが、フィルムの搬送速度が6.7m/分(炉内通過の際の加熱時間:3分)に変更され、搬送張力が65N/mに設定された点において実施例1とは結晶化工程の条件が異なっていた。得られた透明導電性フィルムは、加熱前の非晶質積層体に比して透過率が上昇しており、結晶化していることが確認された。また、塩酸に浸漬後の抵抗値から、結晶化が完了していることが確認された。
【0110】
[実施例6]
実施例6においては、スパッタ製膜を行う前の脱水、脱ガス時に5×10−4Paとなるまで排気をおこなった以外は、実施例1と同様のスパッタ条件により、アンダーコート層が形成された二軸延伸ポリエチレンテレフタレートフィルム上に非晶質ITO膜が形成された透明導電性積層体を得た。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で2分間の加熱後に結晶化が完了していることが確認された。
【0111】
この非晶質積層体を用いて、実施例1と同様にロール・トゥー・ロール法でITOの結晶化がおこなわれたが、搬送張力が101N/mに設定された点において実施例1とは結晶化工程の条件が異なっていた。得られた透明導電性フィルムは、加熱前の非晶質積層体に比して透過率が上昇しており、結晶化していることが確認された。
【0112】
[比較例1]
比較例1においては、実施例6と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が120N/mに設定された点のみにおいて、実施例6とは異なっていた。
【0113】
[比較例2]
比較例2においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が138N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0114】
[実施例7]
実施例7においては、実施例5と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が51N/mに設定された点のみにおいて、実施例5とは異なっていた。
【0115】
以上の各実施例および比較例の製造条件、ならびに加熱後の透明導電性フィルムの透過率、ITO膜の結晶性、および表面抵抗の評価結果を表1に示す。また、各実施例および比較例における加熱条件(結晶化条件)と、加熱後のITO膜の評価結果を表2に示す。なお、実施例1〜7および比較例1,2においては、巻回体の内周部(巻芯付近)と外周部とで、結晶化後の透明導電性フィルムの特性は同等であった。
【0116】
【表1】
【0117】
【表2】
【0118】
以上のように、各実施例においては、フィルムが搬送されながら加熱されることにより、インジウム系複合酸化物膜の結晶化が行なわれ得ることがわかる。また、フィルムが搬送されながら加熱が行われた場合は、長手方向で品質のばらつきが少ない長尺状の透明導電性フィルムが得られている。
【0119】
また、各実施例および比較例を対比すると、結晶化工程における張力(応力)を小さくすることで、工程中の伸びが抑制され、それとともに加熱試験における抵抗値の変化(R/R0)が小さくなっていることがわかる。また、スパッタ条件として、4価金属含有量の小さいターゲットが用いられ、あるいは到達真空度が高められる(真空に近付ける)ことで、より結晶化され易い非晶質ITO膜が得られ、これにより結晶化工程の加熱時間が短縮されて、生産性が向上され得ることがわかる。
【0120】
[ハードコート層付きPETフィルムとの積層体での評価]
下記のように、実施例および比較例の透明導電性フィルムがハードコート層付きのPETフィルムと貼り合わされた積層体を作製して、加熱および加湿熱による特性変化を評価した。なお、加熱および加湿熱による特性変化は、透明導電性フィルム単体で行うこともできる。しかしながら、上記の実施例および比較例の透明導電性フィルムは、基材厚みが23μmと小さく、加熱および加湿熱試験後にITO膜面を凸とする反りが生じ、表面抵抗等の測定値のバラつきが大きくなる場合があった。そのため、以下では、厚みの大きいPETフィルムとの積層体にて評価を行った。
【0121】
(ハードコート層付きPETフィルムの作製)
厚みが125μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ製、商品名「ルミラー U34」、150℃60分加熱時のMD方向の寸法変化率:−1.0%)を用い、ロール・トゥー・ロール法により、以下のようにハードコート層を形成した。
【0122】
アクリル・ウレタン系樹脂(DIC製 商品名「ユニディック17−806」)100重量部に、光重合開始剤として、ヒドロキシシクロへキシルフェニルケトン(チバガイギー製 商品名「イルガキュア184」)5重量部を加え、トルエンで希釈して、固形分が50重量%となるようにハードコート塗布溶液を調製した。この溶液を、PETフィルム上に塗布し、100℃で3分間加熱し乾燥させた後、高圧水銀ランプにて積算光量300mJ/cm2の紫外線を照射して、厚み5μmのハードコート層を形成した。この際のフィルム搬送張力が大きいほど、ハードコート層形成後のPETフィルムに熱収縮が生じ易く成ることを利用して、ハードコート層付きPETフィルムの150℃60分加熱時の寸法変化率が、各実施例の透明導電性フィルムのh150と同様になるように、加熱寸法変化率の調整を行った。
【0123】
(粘着剤層の形成)
撹拌ミキサー、温度計、窒素ガス導入管、冷却機を備えた重合槽に、ブチルアクリレート100重量部、アクリル酸5 重量部および2−ヒドロキシエチルアクリレート0.075重量部、重合開始剤として2,2’−アゾビスイソブチロニトリル0.2 重量部、重合溶媒として酢酸エチル200重量部を仕込み、十分に窒素置換した後、窒素気流下で撹拌しながら重合槽内の温度を55℃付近に保って10時間重合反応を行い、アクリル系ポリマー溶液を調整した。このアクリル系ポリマー溶液の固形分100重量部に、過酸化物としてジベンゾイルパーオキシド(日本油脂製 商品名「ナイパーBMT」)0.2重量部、イソシアネート系架橋剤としてトリメチロールプロパン/トリレンジイソシアネートのアダクト体(日本ポリウレタンエ業製、商品名「コロネートL」)0.5 重量部、シランカップリング剤(信越化学工業製、商品名「KBM403」)0.075重量部を均一に混合撹拌して、粘着剤溶液(固形分10.9重量%)を調製した。
【0124】
前記ハードコート層付きPETフィルムのハードコート層が形成されていない側の面に、前記アクリル系粘着剤溶液を塗布し、155℃で1分間加熱硬化させ、厚みが25μmの粘着剤層を形成した。次いで、ロール貼合により、粘着剤層面に、シリコーン層を付設したセパレータが貼り合わされた。
【0125】
(基材の貼り合わせ)
ロール貼合により、粘着剤層付きハードコートPETフィルムからセパレータを剥離しながら、その露出面に実施例で得られた透明導電性フィルムのITO膜が形成されていない側の面を連続的に貼り合わせて、図6に模式的に示す積層構成を有する積層体30を得た。
【0126】
(加熱寸法変化率)
得られた積層体からMD方向を長辺とする100mm×10mmの短冊状の試験片を切り出して、140℃で60分間加熱した際の寸法変化率および150℃で60分間加熱した際の寸法変化率を測定した。いずれの試料も、透明導電性フィルム単体での寸法変化率h140およびh150と同様の値であった。
【0127】
(加熱試験)
積層体から枚葉の試験片を切り出して、140℃で60分間加熱した際の加熱前後での表面抵抗の比(R1,140/R0)および150℃で60分間加熱した際の加熱前後での表面抵抗の比(R1,150/R0)を求めた。また、150℃で60分間加熱後の試料のITO膜の残留応力σ150を、前述のX線散乱法により求めた。
【0128】
(加湿熱試験)
前述の140℃で60分間加熱後の試料、および結晶化後の透明導電性フィルムから切り出された後加熱試験に供されていない試料のそれぞれを、温度60℃湿度95%の恒温恒湿槽に500時間投入した後の表面抵抗を測定して、加湿熱による変化を評価した。加湿熱による表面抵抗の変化は、加湿熱試験前の表面抵抗に対する、加湿熱試験後の表面抵抗の比(R2,140/R1,140、およびR2,0/R0)の値により評価した。なお、R2,140は140℃で60分間加熱後の試料を加湿熱試験に供した後の表面抵抗であり、R2,0は加熱試験に供していない試料を加湿熱試験に供した後の表面抵抗である。
【0129】
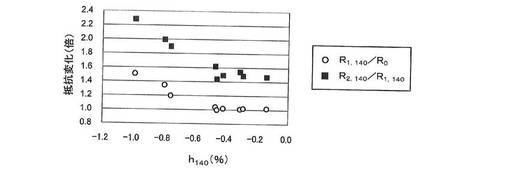
加熱試験前のITO膜の圧縮残留応力σ0および150℃で60分加熱後のITO膜の圧縮残留応力σ150を表2に示す。透明導電性フィルムの加熱寸法変化率h140、h150、積層体の加熱試験前後での表面抵抗の比R1,140/R0、R1,150/R0、および積層体の加熱・加湿熱試験前後での表面抵抗の比R2,140/R1,140、R2,0/R0を表3に示す。また、透明導電性フィルムを140℃で60分間加熱した際の寸法変化率h140と、同条件での加熱試験前後での表面抵抗の比R1,140/R0、および加熱試験後さらに加湿熱試験に供した際の表面抵抗比R2,140/R1,140の関係をプロットしたグラフを図8に示す。
【0130】
【表3】
【0131】
表2,3から明らかなように、140℃での加熱寸法変化率h140の絶対値が小さい透明導電性フィルムは、加熱試験後および加熱試験後さらに加湿熱試験に供された後のいずれにおいても、抵抗値の上昇が抑制されている。また、150℃での加熱寸法変化率h150と150℃加熱試験の前後での抵抗の比からも同様の傾向がうかがえる。また、図8によれば、加熱寸法変化率と抵抗変化との間には相関があることがわかる。さらに、表2によれば、加熱試験前後の抵抗変化とインジウム系複合酸化物膜の残留圧縮応力σ150との間にも高い相関があることがわかる。このことから、インジウム系複合酸化物膜が結晶化された後の透明導電性フィルムが、さらに加熱された際の寸法変化(収縮)によって、インジウム系複合酸化物膜の残留圧縮応力が大きくなることが、抵抗増大の一因であると考えられた。
【0132】
また、表3および図8によれば、加熱試験後にさらに加湿熱試験に供した際には、加熱試験後に比してさらに抵抗が増大する傾向がみられる。また、表2を参酌すると、加湿熱試験後の抵抗変化とインジウム系複合酸化物膜の残留圧縮応力σ150との間にも高い相関があることがわかる。一方、加熱試験に供されていない試料が加湿熱試験に供された場合は、加熱試験後にさらに加湿熱試験に供された場合のような大幅な抵抗の増大はみられなかった。このことから、透明導電性フィルムが加熱された際の基材の収縮によってインジウム系複合酸化物膜に圧縮応力が付与されて残留圧縮応力が増大し、インジウム系複合酸化物膜の残留圧縮応力の大きい透明導電性フィルムが加湿熱環境に曝された場合に抵抗変化が生じるとの傾向があることがわかる。このことから、加熱時の収縮によってインジウム系複合酸化物膜に圧縮ひずみが生じることが、抵抗変化を生じる原因であると考えられた。
【0133】
上記の結果から、インジウム系複合酸化物膜をロール・トゥー・ロール法により加熱結晶化する際に、フィルム搬送張力を小さくして、伸びを抑制することによって、加熱耐久性および加湿熱耐久性に優れる長尺状の透明導電性フィルムが得られることがわかる。
【符号の説明】
【0134】
1 透明フィルム基材
2,3 アンカー層
4 結晶質膜
4’ 非晶質膜
10 結晶質積層体(透明導電性フィルム)
20 非晶質積層体
50 繰出部
51 繰出架台
60 巻取部
61 巻取架台
71〜73 テンションピックアップロール
81,82 ニップロール対
81a 駆動ロール
82a 駆動ロール
100 加熱炉
【技術分野】
【0001】
本発明は、透明フィルム基材上に結晶透明導電性薄膜が形成された透明導電性フィルムおよびその製造方法に関する。
【背景技術】
【0002】
透明フィルム基材上に透明導電性薄膜が形成された透明導電性フィルムは、太陽電池や無機EL素子、有機EL素子用の透明電極、電磁波シールド材料、タッチパネル等に幅広く利用されている。特に、近年、携帯電話や携帯ゲーム機器等へのタッチパネルの搭載率が上昇しており、多点検出が可能な静電量方式のタッチパネル用の透明導電性フィルムの需要が急速に拡大している。
【0003】
タッチパネル等に用いられる透明導電性フィルムとしては、ポリエチレンテレフタレートフィルム等の可撓性の透明基材上に、インジウム・スズ複合酸化物(ITO)等の導電性金属酸化物膜が形成されたものが広く用いられている。例えば、ITO膜は、基材上に形成されるITOの膜組成と同一の酸化物ターゲットか、In−Sn合金からなるメタルターゲットを使用し、不活性ガス(Arガス)単独、および必要に応じて酸素等の反応性ガスを導入して、スパッタ法により製膜されるのが一般的である。
【0004】
ポリエチレンテレフタレートフィルムのような高分子成型物からなる透明フィルム基材上にITO等のインジウム系複合酸化物膜が製膜される場合、基材の耐熱性による制約があるため、高い温度でスパッタ製膜を行うことができない。そのため、製膜直後のインジウム系複合酸化物膜は非晶質膜(一部が結晶化している場合もある)となっている。このような非晶質のインジウム系複合酸化物膜は黄ばみが強く透明性に劣り、加湿熱試験後の抵抗変化が大きい等の問題がある。
【0005】
そのため、一般には、高分子成型物からなる基材上に非晶質膜を形成した後、大気中の酸素雰囲気下で加熱することにより、非晶質膜を結晶質膜へ転換させることが行われている(例えば、特許文献1参照)。この方法により、インジウム系複合酸化物膜の透明性が向上し、さらに加湿熱試験後の抵抗変化が小さく、加湿熱信頼性が向上するなどの利点がもたらされる。
【0006】
透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された透明導電性フィルムの製造工程は、透明基材上に非晶質インジウム系複合酸化物膜が形成される工程と、インジウム系複合酸化物膜が加熱されて結晶化される工程とに大別される。従来より、非晶質のインジウム系複合酸化物膜の形成には、巻取式のスパッタ装置が用いられ、長尺の基材を連続走行させながら、基材表面に薄膜を形成する方法が採用されている。すなわち、基材上への非晶質インジウム系複合酸化物膜の形成は、ロール・トゥー・ロール法により行われ、長尺状透明導電性積層体の巻回体が形成される。
【0007】
一方で、その後のインジウム系複合酸化物膜の結晶化工程は、非晶質インジウム系複合酸化物膜が形成された長尺状透明導電性積層体から、所定サイズの枚葉体を切り出した後、バッチ式で行われている。このように、インジウム系複合酸化物膜の結晶化がバッチ式で行われるのは、主として非晶質インジウム系複合酸化物膜を結晶化するのに長時間を要することに起因している。インジウム系複合酸化物の結晶化は、例えば100℃〜150℃程度の温度雰囲気下で、数時間の加熱を行う必要がある。しかし、このような長時間の加熱工程をロール・トゥー・ロール法により行うには、加熱炉の炉長を大きくするか、フィルムの搬送速度を小さくする必要があり、前者は巨大な設備を必要とし、後者は生産性を大幅に犠牲にする必要がある。そのため、ITO等のインジウム系複合酸化物膜の結晶化は、枚葉体がバッチ式で加熱されることにより行われる方が、コストや生産性の点でメリットがあり、ロール・トゥー・ロール法には不向きな工程であると考えられていた。
【0008】
一方で、透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムを供給することは、その後のタッチパネルの形成において大きなメリットがある。例えば、このような長尺状フィルムの巻回体を用いれば、その後のタッチパネル形成工程をロール・トゥー・ロール法で行い得るためにタッチパネルの形成工程が簡略化され、量産性や低コスト化に貢献し得る。また、インジウム系複合酸化物膜の結晶化後、巻回体に巻き取ることなく、引き続いてタッチパネルを形成するための工程を行うことも可能となる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公平3−15536号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記の実情に鑑み、本発明は、透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的に鑑み、本発明者らは、非晶質インジウム系複合酸化物膜が形成された巻回体を、巻回されたままの状態で加熱炉内に導入して結晶化することを試みた。しかしながら、このような方法によると、基材フィルムの寸法変化等に起因して巻回体に巻き締まりが生じ、透明導電性フィルムにシワ等の変形を生じたり、フィルム面内での膜質が不均一になる等の不具合を生じた。
【0012】
そして、結晶質インジウム系複合酸化物膜が形成された長尺の透明導電性フィルムを得るために、さらに検討を進めた。その結果、所定条件下において、ロール・トゥー・ロール法によりインジウム系複合酸化物膜の結晶化工程を行うことで、従来のバッチ式加熱により得られる結晶質インジウム系複合酸化物膜と同等の特性を有する透明導電性フィルムが得られることを見出し、本発明に至った。
【0013】
すなわち、本発明は、透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを製造する方法であって、インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜がスパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および前記非晶質膜が形成された長尺状透明フィルム基材が、加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される結晶化工程を有する。前記結晶化工程における加熱炉内の温度は170℃〜220℃であることが好ましい。また、前記結晶化工程におけるフィルム長さの変化率は+2.5%以下であることが好ましい。
【0014】
前記結晶化工程において、加熱炉内の長尺状透明フィルム基材に付与される搬送方向の応力は、1.1MPa〜13MPaであることが好ましい。また、前記結晶化工程における加熱時間は10秒〜30分であることが好ましい。
【0015】
前記非晶質積層体形成工程では、透明フィルム基材上に、180℃の温度で60分の加熱により結晶化が完了し得る非晶質のインジウム系複合酸化物膜が形成されることが好ましい。そのために、前記非晶質膜が形成される前に、スパッタ装置内の真空度が1×10−3Pa以下となるまで排気が行われることが好ましい。また、前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して15重量部以下の4価金属を含有することが好ましい。
【0016】
上記のように、結晶化工程における伸びが抑制されることによって、加熱時あるいは加湿熱による抵抗変化の小さいインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムの巻回体が得られる。当該巻回体から枚葉体に切り出した透明導電性フィルムを150℃で60分間加熱した後のインジウム系複合酸化物膜の圧縮残留応力は、0.4〜1.6GPaであることが好ましい。また、150℃で60分間加熱された際のフィルム長手方向における寸法変化率は、0%〜−1.5%であることが好ましい。
【発明の効果】
【0017】
本発明によれば、フィルムを搬送しながら非晶質膜の結晶化を行うことができるため、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムを効率よく製造することができる。このような長尺状フィルムは一旦巻回体として巻き取られ、その後のタッチパネル等の形成に用いられる。あるいは、結晶化工程に引き続いて、タッチパネルの形成工程等の次工程を連続して行うこともできる。特に、本発明では、非晶質積層体形成工程において、短時間の加熱で結晶化され得る非晶質膜が形成されるために、結晶化工程を、比較的短時間の加熱工程とすることが可能となる。そのため、結晶化工程が最適化され、透明導電性フィルムの生産性を向上することができる。さらには、結晶化工程におけるフィルム搬送張力を制御して、フィルムの伸びを抑制することで、低抵抗で、かつ加熱・加湿信頼性の高い透明導電性フィルムを生産性高く得ることができる。
【図面の簡単な説明】
【0018】
【図1】一実施形態にかかる透明導電性フィルムの積層構成を表す模式的断面図である。
【図2】TMA測定における寸法変化率の最大値と結晶ITO膜の抵抗変化との関係とをプロットしたグラフである。
【図3】フィルムを搬送しながら結晶化を行った前後での寸法変化率の差と結晶ITO膜の抵抗変化との関係をプロットしたグラフである。
【図4】TMA測定における寸法変化率の最大値とフィルムが搬送されながら結晶化が行われた前後での寸法変化率の差との関係をプロットしたグラフである。
【図5】ロール・トゥー・ロール法による結晶化工程の概要を説明するための概念図である。
【図6】一実施形態にかかる積層体の積層構成を表す模式的断面図である。
【図7】X線散乱法による測定における角度θおよびΨを説明するための図である。
【図8】140℃で60分間加熱後の寸法変化率h140と加熱試験後の抵抗変化、および加熱試験後さらに加湿熱試験に供した際の抵抗変化との関係をプロットしたグラフである。
【発明を実施するための形態】
【0019】
まず、本発明にかかる透明導電性フィルムの構成について説明する。図1(b)に示すように、透明導電性フィルム10は、透明フィルム基材1上に、結晶質のインジウム系複合酸化物膜4が形成された構成を有する。透明フィルム基材1と結晶質インジウム系複合酸化物膜4との間には、基材とインジウム系複合酸化物膜との密着性の向上や、屈折率による反射特性の制御等を目的として、アンカー層2,3が設けられていてもよい。
【0020】
結晶質インジウム系複合酸化物膜4は、まず基材1上に非晶質のインジウム系複合酸化物膜4’が形成され、該非晶質膜が基材とともに加熱され、結晶化されことによって形成される。従来、この結晶化工程は、枚葉体がバッチ式で加熱されることにより行われていたが、本発明においては、長尺状のフィルムが搬送されながら加熱・結晶化が行われるため、長尺状の透明導電性フィルム10の巻回体が得られる。
【0021】
なお、本明細書においては、基材上にインジウム系複合酸化物膜が形成された積層体に関して、インジウム系複合酸化物膜が結晶化前のものを「非晶質積層体」と表記し、インジウム系複合酸化物膜が結晶化された後のものを「結晶質積層体」と表記する場合がある。
【0022】
以下、長尺状透明導電性フィルムの製造方法の各工程を順に説明する。まず、透明フィルム基材1上に非晶質インジウム系複合酸化物膜4’が形成された長尺状の非晶質積層体20が形成される(非晶質積層体形成工程)。非晶質積層体形成工程において、基材1上に、必要に応じてアンカー層2,3が設けられ、その上に非晶質インジウム系複合酸化物膜4’が形成される。
【0023】
(透明フィルム基材)
透明フィルム基材1は、可撓性および透明性を有するものであれば、その材質に特に限定はなく、適宜なものを使用することができる。具体的には、ポリエステル系樹脂、アセテート系樹脂、ポリエーテルスルホン系樹脂、ポリカーボネート系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリオレフィン系樹脂、アクリル系樹脂、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリビニルアルコール系樹脂、ポリアリレート系樹脂、ポリフェニレンサルファイド系樹脂、ポリ塩化ビニリデン系樹脂、(メタ)アクリル系樹脂などが挙げられる。これらの中でも、特に好ましいものは、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂などである。
【0024】
透明フィルム基材1の厚みは、2〜300μm程度であることが好ましく、6〜200μmであることがより好ましい。基材の厚みが過度に小さいと、フィルム搬送時の応力によってフィルムが変形しやすくなるために、その上に形成された透明導電層の膜質を悪化させる場合がある。一方、基材の厚みが過度に大きいと、タッチパネル等が搭載されたデバイスの厚みが大きくなる等の問題を生じる。
【0025】
インジウム系複合酸化物膜が形成されたフィルムが所定張力付与下に搬送されながら加熱・結晶化が行われる際の寸法変化を抑制する観点からは、基材のガラス転移温度は高い方が好ましい。一方で、特開2000−127272号公報に開示されているように、基材のガラス転移温度が高い場合には、インジウム系複合酸化物膜の結晶化が進行し難くなる傾向があり、ロール・トゥー・ロールによる結晶化に適さなくなる場合がある。かかる観点から、基材のガラス転移温度は、170℃以下であることが好ましく、160℃以下であることがより好ましい。
【0026】
ガラス転移温度を上記範囲としながら、結晶化時の加熱によるフィルムの伸びを抑制する観点からは、透明フィルム基材1として結晶質のポリマーを含有するフィルムが用いられることが好ましい。非晶質ポリマーフィルムは、ガラス転移温度付近まで加熱されるとヤング率が急激に低下するとともに、塑性変形を生じる。そのため、非晶質ポリマーフィルムは搬送張力付与下でガラス転移温度付近まで加熱されると、伸びを生じ易い。これに対して、例えばポリエチレンテレフタレート(PET)のように、部分的に結晶化された結晶質のポリマーフィルムは、ガラス転移温度以上に加熱されても、非晶質ポリマーのように急激な変形を生じ難い。そのため、後述するように所定張力付与下でフィルムが搬送されながらインジウム系複合酸化物膜が結晶化される場合には、結晶質ポリマーを含有するフィルムが透明フィルム基材1として好適に用いられる。
【0027】
なお、透明フィルム基材1として非晶質ポリマーフィルムが用いられ場合、例えば延伸されたフィルムが用いられることによって、加熱時の伸びが抑制され得る。すなわち、延伸された非晶質ポリマーフィルムは、ガラス転移温度付近まで加熱されると、分子の配向が緩和されるために収縮する傾向がある。この熱収縮とフィルム搬送張力による伸びとをバランスさせることによって、インジウム系複合酸化物膜が結晶化される際の基材の変形が抑制される。
【0028】
(アンカー層)
透明フィルム基材1のインジウム系複合酸化物膜4’が製膜される側の主面には、基材とインジウム系複合酸化物膜との密着性の向上や、反射特性の制御等を目的としてアンカー層2,3が設けられていてもよい。アンカー層は1層でもよいし、図2に示すように2層あるいはそれ以上設けられていてもよい。アンカー層は、無機物、有機物、あるいは無機物と有機物との混合物により形成される。アンカー層を形成するための材料としては、例えば、無機物として、SiO2、MgF2、Al2O3などが好ましく用いられる。また有機物としてはアクリル樹脂、ウレタン樹脂、メラミン樹脂、アルキド樹脂、シロキサン系ポリマーなどの有機物が挙げられる。特に、有機物として、メラミン樹脂とアルキド樹脂と有機シラン縮合物の混合物からなる熱硬化型樹脂を使用することが好ましい。アンカー層は、上記の材料を用いて、真空蒸着法、スパッタリング法、イオンプレーティング法、塗工法などにより形成できる。
【0029】
なお、インジウム系複合酸化物膜4’の形成に際しては、事前に基材あるいはアンカー層の表面にコロナ放電処理、紫外線照射処理、プラズマ処理、スパッタエッチング処理等の適宜な接着処理を施して、インジウム系複合酸化物の密着性を高めることもできる。
【0030】
(非晶質膜の形成)
透明フィルム基材上に気相法により非晶質インジウム系複合酸化物膜4’が形成される。気相法としては、電子ビーム蒸着法、スパッタ法、イオンプレーティング法等があげられるが、均一な薄膜が得られる点からスパッタ法が好ましく、DCマグネトロンスパッタ法が好適に採用される。なお、「非晶質インジウム系複合酸化物」とは、完全に非晶質であるものに限られず、少量の結晶成分を有していてもよい。インジウム系複合酸化物が非晶質であるか否かの判定は、基材上にインジウム系複合酸化物膜が形成された積層体を濃度5wt%の塩酸に15分間浸漬した後、水洗・乾燥し、15mm間の端子間抵抗をテスタにて測定することによりおこなわれる。非晶質インジウム系複合酸化物膜は塩酸によりエッチングされて消失するために、塩酸への浸漬により抵抗が増大する。本明細書においては、塩酸への浸漬・水洗・乾燥後に、15mm間の端子間抵抗が10kΩを超える場合に、インジウム系複合酸化物膜が非晶質であるものとする。
【0031】
長尺状の非晶質積層体20を得る観点から、非晶質インジウム系複合酸化物膜4’の製膜は、例えばロール・トウー・ロール法のように、基材を搬送させながら行われることが好ましい。ロール・トゥー・ロール法による非晶質膜の形成は、例えば、巻取式スパッタ装置を用い、長尺の基材の巻回体から基材を繰り出して連続走行させながら、スパッタ製膜を行い、非晶質インジウム系複合酸化物膜が形成された基材がロール状に巻回されることによって行われる。
【0032】
本発明において、基材上に形成される非晶質インジウム系複合酸化物膜4’は、短時間の加熱で結晶化されるものであることが好ましい。具体的には180℃で加熱された場合に60分以内、より好ましくは30分以内、さらに好ましくは20分以内に結晶化が完了し得るものであることが好ましい。結晶化が完了しているか否かは、非晶質の判定と同様に塩酸への浸漬・水洗・乾燥を行い、15mm間の端子間抵抗から判断し得る。端子間抵抗が10kΩ以内であれば、結晶質インジウム系複合酸化物へ転化しているものと判断される。
【0033】
このように、短時間の加熱で結晶化され得る非晶質インジウム系複合酸化物膜は、例えばスパッタに用いるターゲットの種類や、スパッタ時の到達真空度、スパッタ時の導入ガス流量等により調節することができる。
【0034】
スパッタターゲットとしては、金属ターゲット(インジウム−4価金属ターゲット)または金属酸化物ターゲット(In2O3−4価金属酸化物ターゲット)が好適に用いられる。金属酸化物ターゲットが用いられる場合、該金属酸化物ターゲット中の4価金属酸化物の量が、In2O3 と4価金属酸化物とを加えた重さに対し、0を超え15重量%であることが好ましく、1重量%〜12重量%であることがより好ましく、6〜12重量%であることがさらに好ましく、7〜12重量%であることがなおさらに好ましく、8〜12重量%であることがなお好ましく、9〜12重量%であることがさらに好ましく、9〜10重量%であることが特に好ましい。In−4価金属ターゲットが用いられる反応性スパッタの場合、該金属ターゲット中の4価金属原子の量が、In原子と4価金属原子とを加えた重さに対し、0を超え15重量%であることが好ましく、1重量%〜12重量%であることがより好ましく、6〜12重量%であることがさらに好ましく、7〜12重量%であることがなおさらに好ましく、8〜12重量%であることがなお好ましく、9〜12重量%であることがさらに好ましく、9〜10重量%であることが特に好ましい。4価金属あるいは4価金属酸化物の量が多すぎると、結晶化に要する時間が長くなる傾向がある。すなわち、4価金属はIn2 O3 結晶格子に取り込まれる量以外は不純物的な働きをするために、インジウム系複合酸化物の結晶化を妨げる傾向がある。一方、ターゲット中の4価金属あるいは4価金属酸化物の量が少なすぎると、インジウム系複合酸化物膜が耐久性に劣る場合がある。そのため、4価金属あるいは4価金属酸化物の量は上記範囲内とすることが好ましい。特に、透明導電性フィルムの加熱・加湿耐久性を高める観点においては、ターゲット中の4価金属あるいは4価金属酸化物の量は、In原子と4価金属原子とを加えた量あるいはIn2O3と4価金属酸化物とを加えた量に対して、5重量%以上が好ましく、7重量%以上がより好ましい。また、ターゲット中の4価金属あるいは4価金属酸化物の含有量を高くすることにより、結晶化後の膜中の4価金属酸化物の含有量も高くなるため、高耐久かつ低抵抗のインジウム系複合酸化物膜が得られる。
【0035】
インジウム系複合酸化物を構成する前記4価金属としては、Sn,Si,Ge,Pb等の14族元素、Zr、Hf,Ti等の4族元素、Ce等のランタノイドが挙げられる。これらの中でも、インジウム系複合酸化物膜を低抵抗とする観点から、Sn,Zr,Ce,Hf,Tiが好ましく、材料コストや製膜性の観点からはSnが最も好ましい。
【0036】
このようなターゲットを用いたスパッタ製膜にあたり、まず、スパッタ装置内の真空度(到達真空度)を好ましくは1×10−3Pa以下、より好ましくは1×10−4Pa以下となるまで排気して、スパッタ装置内の水分や基板から発生する有機ガスなどの不純物を取り除いた雰囲気とすることが好ましい。水分や有機ガスの存在は、スパッタ製膜中に発生するダングリングボンドを終結させ、インジウム系複合酸化物の結晶成長を妨げるからである。また、到達真空度を高める(圧力を下げる)ことにより、4価金属の含有量が高い(例えば、6重量%以上)場合であっても、インジウム系複合酸化物を良好に結晶化させることができる。
【0037】
つぎに、このように排気したスパッタ装置内に、Ar等の不活性ガスとともに、必要に応じて、反応性ガスである酸素ガスが導入されて、スパッタ製膜が行われる。不活性ガスに対する酸素の導入量は0.1体積%〜15体積%であることが好ましく、0.1体積%〜10体積%であることがより好ましい。また、製膜時の圧力は0.05Pa〜1.0Paであることが好ましく、0.1Pa〜0.7Paであることがより好ましい。製膜圧力が高すぎると製膜速度が低下する傾向があり、逆に圧力が低すぎると放電が不安定となる傾向がある。スパッタ製膜時の温度は40℃〜190℃であることが好ましく、80℃〜180℃であることがより好ましい。製膜温度が高すぎると熱しわによる外観不良や、基材フィルムの熱劣化を生じる場合がある。逆に製膜温度が低すぎると、透明導電膜の透明性等の膜質が低下する場合がある。
【0038】
インジウム系複合酸化物膜の膜厚は、結晶化後のインジウム系複合酸化物膜が所望の抵抗を有するように適宜に調製し得るが、例えば10〜300nmであることが好ましく、15〜100nmであることがより好ましい。インジウム系複合酸化物膜の膜厚が小さいと、結晶化に要する時間が長くなる傾向があり、インジウム系複合酸化物膜の膜厚が大きいと、結晶化後の比抵抗が下がりすぎたり、透明性が低下する等、タッチパネル用の透明導電性フィルムとしての品質に劣る場合がある。
【0039】
このようにして、基材上に非晶質インジウム系複合酸化物膜が形成された非晶質積層体20は、そのまま引き続いて結晶化工程に供されてもよいし、一旦所定の径を有する巻芯を中心に所定の張力でロール状に巻回されて巻回体が形成されもよい。
【0040】
このようにして得られた非晶質積層体は結晶化工程に供され、非晶質インジウム系複合酸化物膜4’は加熱されることにより結晶化される。非晶質積層体が巻回されずにそのまま結晶化工程に供される場合は、基材上への非晶質インジウム系複合酸化物膜の形成と結晶化工程は、連続した一連の工程として行われる。非晶質積層体が一旦巻回される場合は、その巻回体から長尺状の非晶質積層体が連続的に繰り出される工程(フィルム繰出工程)と、巻回体から繰り出された非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)とが一連の工程として行われる。
【0041】
結晶化工程において、非晶質積層体は所定張力付与下に搬送されながら加熱されて、インジウム系複合酸化物膜が結晶化される。低抵抗かつ加熱・加湿信頼性に優れる結晶質インジウム系複合酸化物膜4を得る観点からは、結晶化工程におけるフィルムの寸法変化を抑制することが好ましい。具体的には、結晶化工程におけるフィルムの長さの変化率が、+2.5%以下であることが好ましく、+2.0%以下であることがより好ましく、+1.5%以下であることがさらに好ましく、+1.0%以下であることが特に好ましい。なお、「フィルム長さ」とは、フィルム搬送方向(MD方向)の長さを指す。結晶化工程におけるフィルムの寸法変化とは、結晶化工程前のフィルム長さを基準として、結晶化工程中でのフィルム長さの変化率の最大値により求められる。
【0042】
本発明者らは、前述のようなスパッタ条件により、二軸延伸PETフィルム上に、短時間で結晶化が完了し得る非晶質インジウム系複合酸化物膜を形成し、この非晶質積層体を用いて、ロール・トゥー・ロール法によるインジウム系複合酸化物膜の結晶化を試みた。加熱温度200℃、加熱時間1分となるようにフィルムの搬送速度を調整して、非晶質インジウム系複合酸化物としてインジウム−スズ複合酸化物(ITO)が用いられた非晶質積層体の加熱を行ったところ、透過率の増加がみられ、ITOが結晶化されていた。このように、結晶化され易いインジウム系複合酸化物膜を用いれば、高温短時間の加熱でインジウム系複合酸化物膜が結晶化される。ロール・トゥー・ロール法のように、フィルムを搬送させながら加熱を行う方法によって、連続的に結晶化を行い得ることが確認された。
【0043】
一方で、このような条件で結晶化されたインジウム系複合酸化物膜は、枚葉体がバッチ式で加熱されて結晶化されたインジウム系複合酸化物膜に比して、抵抗が大幅に増加していたり、加熱信頼性や加湿信頼性が十分でない場合があることが判明した。これらの原因について検討の結果、インジウム系複合酸化物膜が加熱結晶化される際の、透明導電性積層体の搬送張力と結晶質インジウム系複合酸化物膜の加熱信頼性との間に一定の相関がみられ、搬送張力を小さくすることで、より加熱信頼性および加湿信頼性の高い、すなわち、加熱や加湿によっても抵抗値の変化が少ない結晶質インジウム系複合酸化物膜が得られることがわかった。さらに、張力と抵抗値や加熱・加湿信頼性との間の相関について詳細に検討の結果、加熱結晶化の際に、搬送張力に起因して、フィルム搬送方向に伸びが生じていることが、抵抗増加や加熱・加湿信頼性の低下の原因であると推定された。
【0044】
フィルムの伸びとインジウム系複合酸化物膜の品質との関連について検討するために、非晶質ITOが形成された透明導電性積層体の引張試験を室温にて行ったところ、ITO膜の伸び率が2.5%を超える場合に、ITO膜の抵抗が急激に上昇することが判明した。これは、伸び率が大きいことに起因してインジウム系複合酸化物膜の膜破壊が生じたためであると考えられる。一方、ロール・トゥー・ロール法によりITO膜の結晶化が行われた場合に、抵抗値が3000Ωに上昇していたもの(後述の比較例2)と同様の条件となるように、加重を調整してTMAによる加熱試験を行ったところ、3.0%の伸びが生じていた。このように、後述の比較例2では、結晶化工程において透明導電性積層体に付与される応力に起因するフィルムの伸びが2.5%を超えていたために、インジウム系複合酸化物膜に膜破壊が生じたものと考えられた。
【0045】
したがって、結晶化工程におけるいずれかの段階でフィルムの伸びが2.5%を超えると、非晶質インジウム系複合酸化物膜あるいは結晶質インジウム系複合酸化物膜が2.5%以上伸びた状態が発生し、これが膜破壊に繋がると考えられる。
【0046】
さらに、フィルムの伸びとインジウム系複合酸化物膜の品質との関連について検討するために、TMAによる伸び率と結晶質インジウム系複合酸化物膜の抵抗変化との関係を調べた。図2は、非晶質積層体が、熱機械分析(TMA)装置により所定加重下で加熱された場合の寸法変化率の最大値と、TMAと同一の張力および温度条件にて加熱結晶化が行われたインジウム系複合酸化物膜の抵抗変化とをプロットしたものである。非晶質積層体としては、厚み23μmの二軸延伸PETフィルム上に、膜厚20nmの非晶質ITO膜(酸化インジウムと酸化スズの重量比97:3)が形成されたものを用いた。TMAの昇温条件は、10℃/分とし、室温から200℃まで加熱を行った。抵抗変化は、TMA装置内で加熱・結晶化されたITO膜の表面抵抗値R0と、さらに150℃で90分間加熱された後のITO膜の表面抵抗値Rとの比R/R0である。図2から明らかなように、TMAによる加熱時の最大伸び率とインジウム系複合酸化物膜の抵抗変化R/R0との間には線形的な関係がみられ、伸び率が大きいほど抵抗変化が大きくなる傾向がある。
【0047】
上記の結果から、結晶質インジウム系複合酸化物膜の抵抗値の上昇を抑止する観点において、結晶化工程では、加熱前のフィルム長さに対する加熱後のフィルム長さの変化率を、+2.5%以下とすることが好ましく、+2.0%以下であることがより好ましい。フィルム長さの変化率が+2.5%以下であれば、結晶質インジウム系複合酸化物膜の150℃で90分間加熱時の抵抗変化R/R0を1.5以下として、加熱信頼性を高めることができる。
【0048】
なお、フィルムが張力付与下に搬送され加熱される結晶化工程において、基材の熱膨張、熱収縮、応力による弾性変形および塑性変形により、フィルムの長さが変化するが、結晶化工程後に、フィルムの温度が低下することや搬送張力に起因する応力が開放されることによって、熱膨張や応力による弾性変形に起因する伸びは元に戻る傾向がある。そのため、結晶化工程におけるフィルムの長さの変化率を評価するには、例えば加熱炉の上流側のフィルム搬送ロールと加熱炉の下流側のフィルム搬送ロールとの周速比から求めることが好ましい。また、ロールの周速比に代えて、TMA測定により、フィルム長さの変化率を算出することもできる。TMAによるフィルム長さの変化率は、短冊状に切り出された非晶質積層体を用い、結晶化工程における搬送張力と同様の応力が付与されるように加重を調整してTMAにより測定できる。
【0049】
また、結晶化工程におけるフィルムの長さの変化率に代えて、結晶化工程に供される前の非晶質積層体が150℃で60分加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分加熱された際の寸法変化率H1,60との差ΔH60=(H1,60−H0,60)、あるいは、結晶化工程に供される前の非晶質積層体が150℃で90分加熱された際の寸法変化率H0,90と、結晶化後の透明導電性積層体が150℃で90分加熱された際の寸法変化率H1,90との差ΔH90=(H1,90−H0,90)から、結晶化工程での熱変形履歴を評価することもできる。加熱時の寸法変化率は、MD方向を長辺とする100mm×10mmの短冊状に切り出されたサンプルに、MD方向に約80mmの間隔で2点の標点(傷)を形成し、加熱前の2点間の距離L0と、加熱後の2点間の距離L1から、寸法変化率(%)=100×(L1−L0)/L0により求められる。なお、後の実施例にも示すように、一般には、ΔH90の値とΔH60の値は略同等となる。
【0050】
ΔH60あるいはΔH90が小さく負の値である場合は、結晶化工程での加熱によるフィルムの伸びが大きいことを意味することから、ΔHと結晶化工程における伸び率には相関があると考えられる。これを検証するために、加熱時の搬送張力を変更してロール・トゥー・ロール法によりITO膜の結晶化を行い、結晶化前後での寸法変化率の差ΔH90を求めた。結晶化後のITO膜の表面抵抗値R0と、さらに150℃で90分間加熱された後のITO膜の表面抵抗値Rとの比R/R0をΔH90に対してプロットしたものを図3に示す。図3から、ΔH90とR/R0との間にも線形的な関係があることがわかる。
【0051】
また、前述の図2の場合と同様に加重を調整してTMAによる加熱試験測定を行った際の寸法変化率の最大値と、ΔHとの関係をプロットしたものを図4に示す。図4から、ΔH90とTMAによる寸法変化率の最大値との間にも線形的な関係があることがわかる。すなわち、図2〜図4を総合すると、結晶化前後での寸法変化率の差ΔH90、結晶化工程と同様の応力条件にて行われたTMA加熱試験における寸法変化率の最大値、および加熱前後での結晶ITO膜の抵抗変化R/R0の間には、相互に線形関係があることがわかる。したがって、ΔH90の値から、結晶化工程におけるフィルムの長さの変化率を見積もることができ、透明導電性フィルムの加熱時の抵抗変化R/R0を予測可能であることがわかる。
【0052】
上記のようなΔH90とR/R0の相関関係を考慮すると、結晶化工程に供される前の非晶質積層体が150℃で90分間加熱された際の寸法変化率H0,90と、結晶化後の透明導電性積層体が150℃で90分間加熱された際の寸法変化率H1との差ΔH90=(H1,90−H0,90)は、−0.4%〜+1.5%であることが好ましく、−0.25%〜+1.3%であることがより好ましく、0%〜+1%であることがさらに好ましい。同様に、結晶化工程に供される前の非晶質積層体が150℃で60分間加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分間加熱された際の寸法変化率H1との差ΔH60=(H1,60−H0,60)は、−0.4%〜+1.5%であることが好ましく、−0.25%〜+1.3%であることがより好ましく、0%〜+1%であることがさらに好ましい。ΔH90あるいはΔH60が小さいことは、結晶化工程におけるフィルムの伸び率が大きいことを意味している。ΔH90あるいはΔH60が−0.4%より小さいと、結晶質インジウム系複合酸化物の抵抗値が大きくなったり、加熱信頼性が低下する傾向がある。一方、ΔH90あるいはΔH60が+1.5%より大きいと、フィルムの搬送が不安定になる等に起因して熱シワが発生しやすくなる傾向があり、透明導電性フィルムの外観が低下する場合がある。
【0053】
なお、上記の寸法変化率の測定やTMAによる測定は、インジウム系複合酸化物膜が形成された透明導電性積層体を用いる代わりに、インジウム系複合酸化物膜形成前の基材単体で行うこともできる。このような測定によって、ロール・トゥー・ロール法によるインジウム系複合酸化物膜の結晶化を実際に行わずとも、結晶化工程に適した張力条件を事前に見積もることもできる。すなわち、一般の透明導電性積層体は、厚み数十μm〜100μm程度の基材上に、厚み数nm〜数十nmのインジウム系複合酸化物膜が形成されている。両者の厚みの比率を考慮すると、積層体の熱変形挙動は、基材の熱変形挙動が支配的となり、インジウム系複合酸化物膜の有無は熱変形挙動にほとんど影響を与えない。そのため、基材のTMA試験をおこなったり、基材を所定の応力付与下で加熱して、その前後での寸法変化率の差ΔHを求めることによって、基材の熱変形挙動を評価すれば、結晶化工程に適した張力条件を見積もることが可能である。
【0054】
以下、結晶化工程の概要について、長尺状の非晶質積層体10が一旦巻回されて非晶質巻回体21が形成され、その巻回体から長尺状の非晶質積層体を連続的に繰り出される工程(フィルム繰出工程)と、巻回体から繰り出された長尺状の非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)とが、ロール・トゥー・ロール法によって一連の工程として行われる場合を例として説明する。
【0055】
図5は、ロール・トゥー・ロール法によって結晶化を行うための製造システムの一例を示しており、インジウム系複合酸化物膜の結晶化を行う工程を概念的に説明するものである。
【0056】
透明フィルム基材上に非晶質インジウム系複合酸化物膜が形成された非晶質積層体の巻回体21は、フィルム繰出部50とフィルム巻取部60との間に加熱炉100を有するフィルム搬送・加熱装置のフィルム繰出架台51にセットされる。インジウム系複合酸化物膜の結晶化は、非晶質積層体の巻回体21から長尺状の非晶質積層多が連続的に繰り出される工程(フィルム繰出工程)、巻回体21から繰り出された長尺状の非晶質積層体20が搬送されながら加熱されてインジウム系複合酸化物膜が結晶化される工程(結晶化工程)、および結晶化後の結晶質積層体10がロール状に巻回される工程(巻回工程)を一連に行うことで、ロール・ツゥ―・ロール法により行われる。
【0057】
図5の装置において、繰出部50の繰出架台51にセットされた非晶質積層体の巻回体21から、長尺状の非晶質積層体20が連続的に繰り出される(フィルム繰出工程)。巻回体から繰り出された非晶質積層体は搬送されながら、フィルム搬送経路に設けられた加熱炉100によって加熱されることで、非晶質インジウム系複合酸化物膜が結晶化される(結晶化工程)。加熱・結晶化後の結晶質積層体10は、巻取部60でロール状に巻回され、透明導電性フィルムの巻回体11が形成される(巻回工程)。
【0058】
繰出部50と巻取部60との間のフィルム搬送経路には、フィルム搬送経路を構成するために複数のロールが設けられている。これらのロールの一部をモーター等と連動した適宜の駆動ロール81a、82aとすることで、その回転力に伴ってフィルムに張力が付与され、フィルムが連続的に搬送される。なお、図5において、駆動ロール81aおよび82aは、それぞれロール81bおよび82bとニップロール対81および82を形成しているが、駆動ロールはニップロール対を構成するものである必要はない。
【0059】
搬送経路上には、例えばテンションピックアップロール71〜73のような、適宜の張力検出手段を有していることが好ましい。好ましくは、張力検出手段により検出される搬送張力が所定値となるように、適宜の張力制御機構により、駆動ロール81a、82aの回転数(周速)や、巻取架台61の回転トルクが制御される。張力検出手段としては、テンションピックアップロールの他、例えばダンサーロールとシリンダの組み合わせ等の適宜の手段を採用し得る。
【0060】
前述のごとく、結晶化工程におけるフィルム長さの変化率は、+2.5%以下であることが好ましい。フィルム長さの変化率は、例えば加熱炉の上流側に設けられたニップロール81と、加熱炉の下流側に設けられたニップロール82の周速の比率から求めることができる。フィルム長さの変化率を前記範囲とするためには、例えば、加熱炉の上流側のロールと加熱炉の下流側のロールの周速比が前記範囲となるように、ロールの駆動を制御すればよい。一方で、ロールの周速比が一定となるように制御をおこなうこともできるが、その場合、加熱炉100内でのフィルムの熱膨張により、搬送中のフィルムがばたついたり、炉内でフィルムが弛む等の不具合を生じる場合がある。
【0061】
フィルムの搬送を安定させる観点からは、適宜の張力制御機構により、炉内での張力が一定となるように、加熱炉の下流側に設けられた駆動ロール82aの周速を制御する方法を採用することもできる。張力制御機構は、テンションピックアップロール72等の適宜の張力検出手段によって検出された張力が、設定値よりも高い場合には、駆動ロール82aの周速を小さくし、張力が設定値よりも大きい場合には、駆動ロール82aの周速を大きくするように、フィードバックを行う機構である。なお、図5においては、加熱炉100の上流側に、張力検出手段としてのテンションピックアップロール72が設けられた形態が図示されているが、張力制御手段は、加熱炉の下流側に配置されていてもよいし、加熱炉100の上流・下流の両方に配置されていてもよい。
【0062】
なお、このような製造システムとして、従来公知のフィルム乾燥装置や、フィルム延伸装置のように、フィルムを搬送しながら加熱する機構を備えているものをそのまま転用することもできる。あるいは、フィルム乾燥装置や、フィルム延伸装置等に用いられる各種の構成要素を転用して製造システムを構成することもできる。
【0063】
加熱炉100の炉内温度は、非晶質インジウム系複合酸化物膜を結晶化するのに適した温度、例えば120℃〜260℃、好ましくは150℃〜220℃、より好ましくは170℃〜220℃に調整される。炉内温度が低すぎると、結晶化が進行しなかったり、あるいは結晶化に長時間を要するために、生産性に劣る傾向がある。一方、炉内温度が高すぎると、基材の弾性率(ヤング率)が低下するとともに塑性変形が生じ易くなるために、張力によるフィルムの伸びが生じ易くなる傾向がある。炉内温度は、熱風又は冷風が循環する空気循環式垣温オーブン、マイクロ波又は遠赤外線を利用したヒーター、温度調節用に加熱されたロール、ヒートパイプロール等の適宜の加熱手段により調整され得る。
【0064】
加熱温度は、炉内で一定である必要はなく、段階的に昇温あるいは降温するような温度プロファイルを持たせてもよい。例えば、炉内を複数のゾーンに分割して、各ゾーンごとに設定温度を変えることもできる。また、加熱炉の入口や出口での温度変化によってフィルムが急激に寸法変化して、シワを生じたり、搬送不良を生じたりすることを抑止する観点から、加熱炉の入口および出口付近での温度変化が緩やかになるように、予備加熱ゾーンや冷却ゾーンを設けることもできる。
【0065】
炉内での加熱時間は、前記炉内温度で非晶質膜を結晶化するのに適した時間、例えば10秒〜30分、好ましくは25秒〜20分、より好ましくは30秒〜15分に調整される。加熱時間が長すぎると、生産性に劣るほか、フィルムに伸びを生じ易くなる場合がある。一方、加熱時間が短かすぎると、結晶化が不十分となる場合がある。加熱時間は、加熱炉中のフィルム搬送経路の長さ(炉長)や、フィルムの搬送速度によって調整することができる。
【0066】
加熱炉内でのフィルムの搬送方法としては、ロール搬送法、フロート搬送法、テンター搬送法等の適宜の搬送方法が採用される。炉内での擦れによるインジウム系複合酸化物膜の傷付きを防止する観点からは、非接触の搬送方式であるフロート搬送法やテンター搬送法が好適に採用される。図5においては、フィルム搬送経路の上下に熱風吹き出しノズル(フローティングノズル)111〜115および121〜124が交互に配置された、フロート搬送式の加熱炉が図示されている。
【0067】
加熱炉内でのフィルムの搬送にフロート搬送法が採用される場合、炉内の搬送張力が過度に小さいと、フィルムのバタツキや、フィルムの自重による弛みに起因して、フィルムがノズルと擦れるために、インジウム系複合酸化物膜表面に傷付きを生じる場合がある。このような傷付きを防止するために、熱風の吹き出し風量や、搬送張力を制御することが好ましい。
【0068】
ロール搬送法、フロート搬送法のように、MD方向に搬送張力が付与されてフィルムが搬送される方式が採用される場合、搬送張力は、フィルムの伸び率が前記範囲となるように調整されることが好ましい。搬送張力の好ましい範囲は、基材の厚み、ヤング率、線膨張係数等によって異なるが、例えば基材として二軸延伸ポリエチレンテレフタレートフィルムが用いられる場合、フィルムの単位幅あたりの搬送張力は25N/m〜300N/mであることが好ましく30N/m〜200N/mであることがより好ましく、35N/m〜150N/mであることがさらに好ましい。また、搬送時のフィルムに付与される応力は、1.1MPa〜13MPaであることが好ましく、1.1MPa〜8.7MPaであることがより好ましく、1.1MPa〜6.0MPaであることがさらに好ましい。
【0069】
加熱炉内でのフィルムの搬送にテンター搬送法が採用される場合、ピンテンター方式・クリップテンター方式のいずれも採用され得る。テンター搬送法はフィルムの搬送方向に張力を付与することなくフィルムを搬送できる方法であるため、結晶化工程における寸法変化を抑制する観点からは好適な搬送法であるといえる。一方、加熱によるフィルムの膨張が生じる場合、幅方向のクリップ間距離(またはピン間距離)を拡張させて、弛みを吸収させてもよい。ただし、クリップ間距離を過度に拡げると、フィルムが幅方向に延伸されることによって、結晶質インジウム系複合酸化物膜の抵抗が上昇したり、加熱信頼性に劣る場合がある。かかる観点からは、クリップ間距離は、幅方向(TD)のフィルムの伸び率が、好ましくは+2.5%以下、より好ましくは+2.0%以下、さらに好ましくは+1.5%以下、特に好ましくは+1.0%以下となるように調整されることが好ましい。
【0070】
加熱炉内での加熱によりインジウム系複合酸化物膜が結晶化された結晶質積層体10は、巻取部60に搬送される。巻取部60の巻取架台61には、所定の径を有する巻芯がセットされており、結晶質積層体10はこの巻芯を中心として、所定の張力でロール状に巻回され、透明導電性フィルムの巻回体11が得られる。巻芯に巻回する際にフィルムに付与される張力(巻付け張力)は、20N/m以上であることが好ましく、30N/m以上であることがより好ましい。巻付張力が小さすぎると、巻芯に対して良好に巻回することができない場合や、巻きズレにより、フィルムに傷付きを生じる場合がある。
【0071】
一般に、上記の好ましい巻き付け張力の範囲は、結晶化工程において、フィルムの伸びを抑制するためのフィルム搬送張力に比して大きい場合が多い。フィルム搬送張力よりも巻き付け張力を大きくする観点からは、加熱炉100と巻取部60との間の搬送経路中に、テンションカット手段を有することが好ましい。テンションカット手段としては、図5に示されるようなニップロール82の他、サクションロール、あるいは、フィルム搬送経路がS字状となるように配置されたロール群等を用いることができる。また、テンションカット手段と巻取部60との間には、テンションピックアップロール72のような張力検出手段が配置され、適宜の張力制御機構によって巻取張力が一定となるように適宜の張力制御手段によって、巻取架台61の回転トルクが調整されることが好ましい。
【0072】
以上、ロール・トゥー・ロール法により、インジウム系複合酸化物膜の結晶化が行われる場合を例として説明したが、本発明はかかる工程に限定されず、前述のように、非晶質積層体の形成と結晶化とが一連の工程として行われてもよい。また、結晶化工程後、巻回体11を形成する前に、結晶質積層体にさらに他の層を形成する等、他の工程が設けわれていてもよい。
【0073】
以上のように、本発明によれば、短時間の加熱で結晶化が完了し得る非晶質インジウム系複合酸化物膜が形成される。そのため、結晶化に要する時間が短縮され、インジウム系複合酸化物膜の結晶化をロール・トゥー・ロール法により行うことが可能となり、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られる。また、結晶化工程におけるフィルムの伸びが抑制されることにより、抵抗が小さく、かつ加熱信頼性に優れる結晶質インジウム系複合酸化物膜が形成された透明導電性フィルムとすることができる。なお、透明導電性フィルムを150℃で90分間加熱する前後でのインジウム系複合酸化物膜の表面抵抗値Rとの比R/R0は、1.0以上、1.5以下であることが好ましい。R/R0は1.4以下であることがより好ましく、1.3以下であることがより好ましい。
【0074】
このように、本発明の製造方法によれば、透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるが、当該巻回体から切り出された枚葉体の透明導電性フィルムは、枚葉体がバッチ式で加熱されてインジウム系複合酸化物膜が結晶化された従来の透明導電性フィルムに比して、加熱収縮を生じ易い傾向がある。これは、結晶化工程におけるフィルムの伸びに関連していると考えられる。そして、前述のように、結晶化工程におけるフィルムの伸びは、結晶化工程前の非晶質積層体が150℃で60分加熱された際の寸法変化率H0,60と、結晶化後の透明導電性積層体が150℃で60分加熱された際の寸法変化率H1,60との差ΔH60=(H1,60−H0,60)の値から見積もることができる。
【0075】
本発明の製造方法においては、インジウム系複合酸化物膜の結晶化時に、加熱条件下にて、所定張力が付与されてフィルムが搬送されるため、張力による弾性変形に加えて、塑性変形が生じ易い。そのために、インジウム系複合酸化物膜が結晶化された後の透明導電性フィルムが張力開放下で加熱された場合には、加熱収縮が生じ易くなるものと推定される。換言すると、搬送時の張力(応力)が開放された場合に、弾性変形に起因するフィルム搬送方向の伸びは元に戻る傾向があるのに対して、塑性変形に起因する伸びは張力開放後も残存するため、インジウム系複合酸化物膜が結晶化された後の透明フィルム基材は延伸された状態になっていると考えられる。このように延伸された基材が、張力開放下で加熱されると、塑性変形による分子配向が緩和されて熱収縮を生じるものと考えられる。このように、インジウム系複合酸化物膜の結晶化時の搬送張力によって生じた塑性変形に伴う寸法変化(伸び)は、張力開放下での再度加熱によって緩和する傾向がある。そのため、ロール・トゥー・ロール法によりインジウム系複合酸化物膜の結晶化が行われた透明導電性フィルムは、枚葉体がバッチ式で結晶化されたものに比して、加熱収縮を生じ易い(加熱寸法変化率が負の値となりやすい)ものと考えられる。
【0076】
後の実施例にて示されるように、結晶化後の透明導電性フィルムの加熱寸法変化率が負でその絶対値が大きい場合、すなわち、結晶化後の透明導電性フィルムの熱収縮が大きい場合には、透明導電性フィルムの加熱時や加湿熱時に抵抗変化を生じ易くなる傾向がある。特に、結晶化後の透明導電性フィルムから切り出された試験片を加熱試験に供し、その後さらに加湿・加熱試験が行われた場合に、インジウム系複合酸化物膜の抵抗値が顕著に上昇する場合がある。そのため、加熱および加湿による抵抗変化が小さい透明導電性フィルムを得る観点において、ロール・ツゥー・ロール法によって結晶化された後の透明導電性フィルムから切り出された枚葉体は、150℃で60分加熱された際の寸法変化率h150が、−0.85%以上であることが好ましく、−0.70%以上であることがさらに好ましい。また、140℃で60分加熱された際の寸法変化率h140は、−0.75%以上であることが好ましく、−0.60%以上であることがさらに好ましい。加熱寸法変化率の絶対値を小さくするためには、結晶化工程におけるフィルムの長さの変化率を前述の範囲とすることが好ましい。
【0077】
ロール・ツゥー・ロール法によって結晶化された透明導電性フィルムから切り出された試験片の応力開放下での加熱寸法変化率が負の値でその絶対値が大きい場合、すなわち加熱収縮を生じ易い場合に、加湿熱耐久性が低下する原因について、結晶質膜の構造面から解析を行ったところ、インジウム系複合酸化物膜が高い圧縮残留応力を有することが加湿熱耐久性低下の一因であると推定された。結晶インジウム系複合酸化物膜が圧縮残留応力を有するとは、歪みがない結晶質のインジウム系複合酸化物に比して格子定数が小さいことを意味する。張力付与下で加熱炉内に搬入された非晶質積層体は、積層体の温度上昇に伴うフィルム基材のヤング率の低下および熱膨張に起因して、伸びを生じながらインジウム系複合酸化物膜の結晶化が進行し、結晶化が完了後に加熱炉外に搬出される。炉外に搬出された結晶化後の透明導電性フィルムは、温度低下および張力の開放によって収縮する傾向がある。この収縮の際に結晶質インジウム系複合酸化物膜に圧縮応力が付与され、膜内に圧縮応力が残留するものと考えられる。このように残留圧縮応力を有するインジウム系複合酸化物膜を有する透明導電性フィルムが、応力開放下でさらに加熱されて熱収縮を生じると、この際にもインジウム系複合酸化物膜に圧縮応力が付与される。そのため、インジウム系複合酸化物膜の残留圧縮応力はさらに大きくなると考えられる。
【0078】
本発明者らの検討によれば、残留圧縮応力の大きい透明導電性フィルムは、加湿熱によって結晶質インジウム系複合酸化物膜の抵抗増大を生じ易いことがわかった。これは、圧縮残留応力の大きい結晶質インジウム系複合酸化物膜は、結晶粒界にひずみやクラックが生じ易いためであると考えられる。すなわち、透明導電性フィルムが高温高湿環境に曝されると、透明フィルム基材が吸湿膨張を生じるために、その上に形成されているインジウム系複合酸化物膜には引張応力が付与され、結晶粒界のひずみやクラックを起点とした膜破壊が生じて抵抗が上昇するものと推定される。特に、透明導電性フィルムが加熱された際の寸法変化率h150やh140の絶対値が大きい場合には、加熱時の透明導電性フィルムの寸法変化に伴ってインジウム系複合酸化物膜に圧縮応力が付与されるために、結晶粒界にひずみやクラックが生じ易く、これが加湿熱環境に曝された場合に、膜破壊が生じ易くなるものと考えられる。
【0079】
上記観点から、本発明による長尺状の透明導電性フィルムの巻回体から切り出された透明導電性フィルムの試験片が150℃で60分加熱された後のインジウム系複合酸化物膜の残留圧縮応力は、2GPa以下であることが好ましく、1.6GPa以下であることがより好ましく、1.4GPa以下であることがさらに好ましく、1.2GPa以下であることが特に好ましい。なお、加熱後のインジウム系複合酸化物膜の残留圧縮応力を上記範囲とするためには、150℃で60分加熱された際の寸法変化率h150や、140℃で60分加熱された際の寸法変化率h140を前述の範囲とすることが好ましい。
【0080】
一方、インジウム系複合酸化物膜の残留圧縮応力が小さいと、透明導電性フィルムの耐屈曲性が低下したり、抵抗膜方式のタッチパネルに組み込まれた際に、ペン入力等の荷重に対する耐久性が得られなくなる場合がある。そのため、ロール・ツゥー・ロール法によって得られる本発明の透明導電性フィルムのインジウム系複合酸化物膜の残留圧縮応力は0.4GPa以上であることが好ましい。また、透明導電性フィルムが、150℃で60分加熱された後のインジウム系複合酸化物膜の残留圧縮応力も0.4GPa以上であることが好ましい。
【0081】
結晶質インジウム系複合酸化物膜の圧縮残留応力は、後の実施例にて詳述するように、粉末X線回折における回折ピークから求められる格子歪みεと、弾性係数(ヤング率)Eおよびポアソン比νに基づいて算出することができる。格子歪εは、回折角2θの大きいピークから求められることが好ましく、例えば、ITOの場合は、2θ=60°付近の(622)面の回折ピークから格子歪が求められる。
【0082】
本発明の製造方法によって得られる透明導電性フィルムは、各種装置の透明電極や、タッチパネルの形成に好適に用いられる。本発明によれば、結晶質インジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるため、その後のタッチパネル等の形成工程においても、ロール・トゥー・ロール法による金属層等の積層や加工が可能となる。そのため、本発明によれば、透明導電性フィルム自体の生産性が向上されるのみならず、その後のタッチパネル等の生産性の向上を図ることもできる。
【0083】
本発明の透明導電性フィルムは、そのまま各種装置の透明電極やタッチパネルに用いることもできる。また、図6に模式的に示すように、透明導電性フィルム10の透明フィルム基材1に粘着剤層等の適宜の接着手段33を用いて透明基体31が貼り合わせられた積層体30が形成されてもよい。基材1と透明基体31との貼り合わせは、基材1上にインジウム系複合酸化物膜が形成される前後いずれに行われてもよい。インジウム系複合酸化物膜製膜時の基材厚みが小さい方が、ロール巻回体の巻取径が小さくなり、巻取式スパッタリング装置によって連続製膜できる製膜長が長くなり生産性に優れる。そのため、基材1と透明基体31との貼り合わせはインジウム系複合酸化物膜の製膜後に行われることが好ましい。また、基材1と透明基体31との貼り合わせはインジウム系複合酸化物膜が結晶化される前後いずれに行われてもよいが、結晶化が高温で行われることによる粘着剤の黄変や、基材からのオリゴマー等の低分子量成分の析出に伴う外観不良や信頼性低下を抑止する観点からは、結晶化後に貼り合わせが行われることが好ましい。
【0084】
インジウム系複合酸化物膜が結晶化される前の非晶質積層体の枚葉体がバッチ式で加熱結晶化される従来技術においては、貼り合わせをロール・トゥー・ロールにて効率よく行う観点から、インジウム系複合酸化物膜が結晶化される前に、透明導電性フィルムの基材1と透明基体31とが貼り合わせられるのが一般的であった。これに対して、本発明によれば、結晶質のインジウム系複合酸化物膜が形成された長尺状の透明導電性フィルムの巻回体が得られるため、インジウム系複合酸化物膜の結晶化後に、基材と透明基体との貼り合わせを、ロール・トゥー・ロールで行うこともできる。また、インジウム系複合酸化物膜が結晶化された後、ロール状に巻回される前に、ニップロール等の適宜の貼合手段により、基材と透明基体との貼り合わせが行われてもよい。
【0085】
なお、基材1と透明基体31との貼り合わせがインジウム系複合酸化物膜の製膜後に行われる場合、基材と透明基体との熱履歴が異なること等に起因して、両者の加熱寸法変化率が異なる場合がある。両者の加熱寸法変化率の差が大きいと、積層体30が加熱された場合に、反りやカールを生じる場合がある。そのため、積層体30の反りやカールの発生を抑制するために、透明フィルム基材と貼り合わせられる前の透明基体31を加熱処理する等の方法によって、寸法変化率を調整しておくことも好ましい。また、インジウム系複合酸化物膜の結晶化後に透明フィルム基材と透明基体とが貼り合わせられる場合も、事前に透明基体の寸法変化率が調整されることが好ましい。
【0086】
透明基体31としては、透明フィルム基材に用いられるのと同様の各種樹脂フィルムのほか、ガラス等の剛性の基体を用いることもできる。また、透明基体31の粘着剤層33形成面と反対側には、図6に示すように、易接着層、ハードコート層、反射防止層、光学干渉層等の機能層32を有していてもよい。
【0087】
透明フィルム基材1と透明基体31との貼り合わせに用いられる接着手段33としては、粘着剤層が好ましい。粘着剤層の構成材料としては、透明性を有するものであれば特に制限なく使用できる。例えば、アクリル系ポリマー、シリコーン系ポリマー、ポリエステル、ポリウレタン、ポリアミド、ポリビニルエーテル、酢酸ビニル/塩化ビニルコポリマー、変性ポリオレフィン、エポキシ系、フッ素系、天然ゴム、合成ゴム等のゴム系などのポリマーをベースポリマーとするものを適宜に選択して用いることができる。特に、光学的透明性に優れ、適度な濡れ性、凝集性及び接着性等の粘着特性を示し、耐候性や耐熱性等にも優れるという点からは、アクリル系粘着剤が好ましく用いられる。
【実施例】
【0088】
以下に、実施例を挙げて本発明を説明するが、本発明は下記の実施例に限定されるものではない。
【0089】
[評価方法]
実施例での評価は、以下の方法によりおこなったものである。
<表面抵抗>
表面抵抗は、JIS K7194(1994年)に準じて四端子法により測定した。
(加熱試験)
結晶化後の透明導電性フィルムからフィルム片を切り出して、150℃の加熱槽内で90分間加熱して、加熱前の表面抵抗(R0)と加熱後の表面抵抗(R)との比R/R0を求めた。
【0090】
<寸法変化率>
結晶化工程に供される前の非晶質積層体を、MD方向を長辺とする100mm×10mmの短冊状の試験片に切り出し、MD方向に約80mmの間隔で2点の標点(傷)を形成して、標点間の距離L0を三次元測長機により測定した。その後、150℃の加熱槽内で90分間試験片の加熱を行い、加熱後の標点間距離L1を測定した。L0およびL1から寸法変化率H0,90(%)=100×(L1−L0)/L0を算出した。結晶化後の結晶質積層体についても同様にして90分間加熱した際の寸法変化率H1,90を求め、これらの寸法変化率の差から、結晶化前後での寸法変化率の差ΔH90=(H1,90−H0,90)を算出した。また、150℃の加熱槽内での加熱時間を60分として同様の試験を行い、非晶質積層体の加熱寸法変化率H0,60と結晶化後の結晶質積層体の加熱寸法変化率H1,60との差ΔH60=(H1,60−H0,60)を算出した。
【0091】
<透過率>
ヘイズメーター(スガ試験機製)を用いて、JIS K-7105に準じ、全光線透過率を測定した。
【0092】
<結晶化の確認>
基材上に非晶質インジウム系複合酸化物膜が形成された積層体を180℃の加熱オーブン中に投入し、投入後2分、10分、30分、60分後のそれぞれの積層体について、塩酸に浸漬後の抵抗値をテスタで測定することにより、結晶化の完了を判断した。
【0093】
<張力および伸び率>
結晶化工程における張力は、フィルム搬送経路中の加熱炉の上流に設けられたテンションピックアップロールにより検出された張力の値を用いた。また、その張力およびフィルムの厚みから、フィルムに付与される応力を算出した。結晶化工程でのフィルムの伸び率は、フィルム搬送経路中の加熱炉の上流に設けられた駆動式のニップロールと、加熱炉の下流側に設けられた駆動式のニップロールとの周速比から算出した。
【0094】
<ITO膜の圧縮残留応力の評価>
X線散乱法により測定された結晶格子歪みから、上記実施例および比較例のITO膜の残留応力を間接的に求めた。
株式会社リガク製の粉末X線回折装置により、測定散乱角2θ=59〜62°の範囲で0.04°おきに回折強度を測定した。各測定角度における積算時間(露光時間)は100秒とした。
【0095】
得られた回折像のピーク(ITOの(622)面のピーク)角2θ、およびX線源の波長λから、ITO膜の結晶格子間隔dを算出し、dを基に格子歪みεを算出した。算出にあたっては下記式(1)、(2)を用いた。
【0096】
【数1】
ここで、λはX線源(Cu Kα線)の波長(=0.15418nm)であり、d0は無応力状態のITOの格子面間隔(=0.15241nm)である。なお、d0はICDD(The International Centre for Diffraction Data)データベースから取得した値である。
【0097】
上記のX線回折測定を、図7に示すフィルム面法線とITO結晶面法線とのなす角Ψが45°、50°、55°、60°、65°、70°、77°、90°のそれぞれにつておこない、それぞれのΨにおける格子歪みεを算出した。なお、フィルム面法線とITO結晶面法線とのなす角Ψは、TD方向(MD方向と直交する方向)を回転軸中心として試料を回転することによって、調整した。ITO膜面内方向の残留応力σは、sin2Ψと格子歪εとの関係をプロットした直線の傾きから下記式(3)により求めた。
【0098】
【数2】
上記式において、EはITOのヤング率(116GPa)、νはポアソン比(0.35)である。これらの値は、D. G. Neerinck and T. J. Vink, “Depth profiling of thin ITO films by grazing incidence X-ray diffraction”, Thin Solid Films, 278 (1996), PP 12-17.に記載されている既知の実測値である。
【0099】
<透明導電性フィルムの寸法変化率>
実施例および比較例の透明導電性フィルムからMD方向を長辺とする100mm×10mmの短冊状の試験片を切り出して、140℃で60分間加熱した際の寸法変化率h140、および150℃で60分間加熱した際の寸法変化率h150を求めた。寸法変化率の測定は、先に記載したのと同様に、加熱前と加熱後の標点間距離L0およびL1を三次元測長機で測定することによって求めた。
【0100】
[実施例1]
(アンカー層の形成)
ロール・トゥー・ロール法により、厚み23μmの二軸延伸ポリエチレンテレフタレートフィルム(三菱樹脂製 商品名「ダイアホイル」、ガラス転移温度80℃、屈折率1.66)上に、2層のアンダーコート層を形成した。まず、メラミン樹脂:アルキド樹脂:有機シラン縮合物を、固形分で2:2:1の重量比で含む熱硬化型樹脂組成物を、固形分濃度が8重量%となるようにメチルエチルケトンで希釈した。この溶液を、PETフィルムの一方主面に塗布し、150℃で2分間加熱硬化させ、膜厚150nm、屈折率1.54の第1アンダーコート層を形成した。
【0101】
シロキサン系熱硬化型樹脂(コルコート製 商品名「コルコートP」)を、固形分濃度が1重量%となるようにメチルエチルケトンで希釈した。この溶液を前記の第1アンダーコート層上に塗布し、150℃で1分間加熱硬化させ、膜厚30nm、屈折率1.45のSiO2薄膜(第2アンダーコート層)を形成した。
【0102】
(非晶質ITO膜の形成)
平行平板型の巻き取り式マグネトロンスパッタ装置に、ターゲット材料として、酸化インジウムと酸化スズとを97:3の重量比で含有する焼結体を装着した。2層のアンダーコート層が形成されたPETフィルム基材を搬送しながら、脱水、脱ガスを行い、5×10−3Paとなるまで排気した。この状態で、基材の加熱温度を120℃とし、圧力が4×10−1Paとなるように、98%:2%の流量比でアルゴンガスおよび酸素ガスを導入して、DCスパッタ法により製膜を行い、基材上に厚み20nmの非晶質ITO膜を形成した。非晶質ITO膜が形成された基材は、連続的に巻芯に巻取られ、非晶質積層体の巻回体が形成された。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で10分間の加熱後に結晶化が完了していることが確認された。
【0103】
(ITOの結晶化)
図5に示すようなフロート搬送式の加熱炉を有するフィルム加熱・搬送装置を用いて、前記の非晶質積層体の巻回体から、積層体を連続的に繰出し、搬送しながら加熱炉内で加熱することでITO膜の結晶化を行った。結晶化後の積層体を再度巻芯に巻取られ、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成された。
【0104】
結晶化工程において、加熱炉の炉長は20mであり、加熱温度は200℃、フィルムの搬送速度は20m/分(炉内通過の際の加熱時間:1分)であった。炉内での搬送張力は、フィルムの単位幅あたりの張力が28N/mとなるように設定された。得られた透明導電性フィルムは、加熱前の非晶質ITO膜に比して透過率が上昇しており、結晶化していることが確認された。また、塩酸に浸漬後の抵抗値から、結晶化が完了していることが確認された。
【0105】
[実施例2]
実施例2においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が51N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0106】
[実施例3]
実施例3においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が65N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0107】
[実施例4]
実施例4においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が101N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0108】
[実施例5]
実施例5においては、ターゲット材料として、酸化インジウムと酸化スズとを90:10の重量比で含有する焼結体を用い、スパッタ製膜を行う前の脱水、脱ガス時に5×10−4Paとなるまで排気をおこなった以外は実施例1と同様のスパッタ条件により、アンダーコート層が形成された二軸延伸ポリエチレンテレフタレートフィルム上に非晶質ITO膜が形成された透明導電性積層体を得た。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で30分間の加熱後に結晶化が完了していることが確認された。
【0109】
この非晶質積層体を用いて、実施例1と同様にロール・トゥー・ロール法でITOの結晶化がおこなわれたが、フィルムの搬送速度が6.7m/分(炉内通過の際の加熱時間:3分)に変更され、搬送張力が65N/mに設定された点において実施例1とは結晶化工程の条件が異なっていた。得られた透明導電性フィルムは、加熱前の非晶質積層体に比して透過率が上昇しており、結晶化していることが確認された。また、塩酸に浸漬後の抵抗値から、結晶化が完了していることが確認された。
【0110】
[実施例6]
実施例6においては、スパッタ製膜を行う前の脱水、脱ガス時に5×10−4Paとなるまで排気をおこなった以外は、実施例1と同様のスパッタ条件により、アンダーコート層が形成された二軸延伸ポリエチレンテレフタレートフィルム上に非晶質ITO膜が形成された透明導電性積層体を得た。この非晶質ITO膜の表面抵抗は、450Ω/□であった。非晶質ITO膜の加熱試験を行ったところ、180℃で2分間の加熱後に結晶化が完了していることが確認された。
【0111】
この非晶質積層体を用いて、実施例1と同様にロール・トゥー・ロール法でITOの結晶化がおこなわれたが、搬送張力が101N/mに設定された点において実施例1とは結晶化工程の条件が異なっていた。得られた透明導電性フィルムは、加熱前の非晶質積層体に比して透過率が上昇しており、結晶化していることが確認された。
【0112】
[比較例1]
比較例1においては、実施例6と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が120N/mに設定された点のみにおいて、実施例6とは異なっていた。
【0113】
[比較例2]
比較例2においては、実施例1と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が138N/mに設定された点のみにおいて、実施例1とは異なっていた。
【0114】
[実施例7]
実施例7においては、実施例5と同様にして、結晶ITO膜が形成された透明導電性フィルムの巻回体が形成されたが、結晶化工程における炉内での単位幅あたりの搬送張力が51N/mに設定された点のみにおいて、実施例5とは異なっていた。
【0115】
以上の各実施例および比較例の製造条件、ならびに加熱後の透明導電性フィルムの透過率、ITO膜の結晶性、および表面抵抗の評価結果を表1に示す。また、各実施例および比較例における加熱条件(結晶化条件)と、加熱後のITO膜の評価結果を表2に示す。なお、実施例1〜7および比較例1,2においては、巻回体の内周部(巻芯付近)と外周部とで、結晶化後の透明導電性フィルムの特性は同等であった。
【0116】
【表1】
【0117】
【表2】
【0118】
以上のように、各実施例においては、フィルムが搬送されながら加熱されることにより、インジウム系複合酸化物膜の結晶化が行なわれ得ることがわかる。また、フィルムが搬送されながら加熱が行われた場合は、長手方向で品質のばらつきが少ない長尺状の透明導電性フィルムが得られている。
【0119】
また、各実施例および比較例を対比すると、結晶化工程における張力(応力)を小さくすることで、工程中の伸びが抑制され、それとともに加熱試験における抵抗値の変化(R/R0)が小さくなっていることがわかる。また、スパッタ条件として、4価金属含有量の小さいターゲットが用いられ、あるいは到達真空度が高められる(真空に近付ける)ことで、より結晶化され易い非晶質ITO膜が得られ、これにより結晶化工程の加熱時間が短縮されて、生産性が向上され得ることがわかる。
【0120】
[ハードコート層付きPETフィルムとの積層体での評価]
下記のように、実施例および比較例の透明導電性フィルムがハードコート層付きのPETフィルムと貼り合わされた積層体を作製して、加熱および加湿熱による特性変化を評価した。なお、加熱および加湿熱による特性変化は、透明導電性フィルム単体で行うこともできる。しかしながら、上記の実施例および比較例の透明導電性フィルムは、基材厚みが23μmと小さく、加熱および加湿熱試験後にITO膜面を凸とする反りが生じ、表面抵抗等の測定値のバラつきが大きくなる場合があった。そのため、以下では、厚みの大きいPETフィルムとの積層体にて評価を行った。
【0121】
(ハードコート層付きPETフィルムの作製)
厚みが125μmの二軸延伸ポリエチレンテレフタレートフィルム(東レ製、商品名「ルミラー U34」、150℃60分加熱時のMD方向の寸法変化率:−1.0%)を用い、ロール・トゥー・ロール法により、以下のようにハードコート層を形成した。
【0122】
アクリル・ウレタン系樹脂(DIC製 商品名「ユニディック17−806」)100重量部に、光重合開始剤として、ヒドロキシシクロへキシルフェニルケトン(チバガイギー製 商品名「イルガキュア184」)5重量部を加え、トルエンで希釈して、固形分が50重量%となるようにハードコート塗布溶液を調製した。この溶液を、PETフィルム上に塗布し、100℃で3分間加熱し乾燥させた後、高圧水銀ランプにて積算光量300mJ/cm2の紫外線を照射して、厚み5μmのハードコート層を形成した。この際のフィルム搬送張力が大きいほど、ハードコート層形成後のPETフィルムに熱収縮が生じ易く成ることを利用して、ハードコート層付きPETフィルムの150℃60分加熱時の寸法変化率が、各実施例の透明導電性フィルムのh150と同様になるように、加熱寸法変化率の調整を行った。
【0123】
(粘着剤層の形成)
撹拌ミキサー、温度計、窒素ガス導入管、冷却機を備えた重合槽に、ブチルアクリレート100重量部、アクリル酸5 重量部および2−ヒドロキシエチルアクリレート0.075重量部、重合開始剤として2,2’−アゾビスイソブチロニトリル0.2 重量部、重合溶媒として酢酸エチル200重量部を仕込み、十分に窒素置換した後、窒素気流下で撹拌しながら重合槽内の温度を55℃付近に保って10時間重合反応を行い、アクリル系ポリマー溶液を調整した。このアクリル系ポリマー溶液の固形分100重量部に、過酸化物としてジベンゾイルパーオキシド(日本油脂製 商品名「ナイパーBMT」)0.2重量部、イソシアネート系架橋剤としてトリメチロールプロパン/トリレンジイソシアネートのアダクト体(日本ポリウレタンエ業製、商品名「コロネートL」)0.5 重量部、シランカップリング剤(信越化学工業製、商品名「KBM403」)0.075重量部を均一に混合撹拌して、粘着剤溶液(固形分10.9重量%)を調製した。
【0124】
前記ハードコート層付きPETフィルムのハードコート層が形成されていない側の面に、前記アクリル系粘着剤溶液を塗布し、155℃で1分間加熱硬化させ、厚みが25μmの粘着剤層を形成した。次いで、ロール貼合により、粘着剤層面に、シリコーン層を付設したセパレータが貼り合わされた。
【0125】
(基材の貼り合わせ)
ロール貼合により、粘着剤層付きハードコートPETフィルムからセパレータを剥離しながら、その露出面に実施例で得られた透明導電性フィルムのITO膜が形成されていない側の面を連続的に貼り合わせて、図6に模式的に示す積層構成を有する積層体30を得た。
【0126】
(加熱寸法変化率)
得られた積層体からMD方向を長辺とする100mm×10mmの短冊状の試験片を切り出して、140℃で60分間加熱した際の寸法変化率および150℃で60分間加熱した際の寸法変化率を測定した。いずれの試料も、透明導電性フィルム単体での寸法変化率h140およびh150と同様の値であった。
【0127】
(加熱試験)
積層体から枚葉の試験片を切り出して、140℃で60分間加熱した際の加熱前後での表面抵抗の比(R1,140/R0)および150℃で60分間加熱した際の加熱前後での表面抵抗の比(R1,150/R0)を求めた。また、150℃で60分間加熱後の試料のITO膜の残留応力σ150を、前述のX線散乱法により求めた。
【0128】
(加湿熱試験)
前述の140℃で60分間加熱後の試料、および結晶化後の透明導電性フィルムから切り出された後加熱試験に供されていない試料のそれぞれを、温度60℃湿度95%の恒温恒湿槽に500時間投入した後の表面抵抗を測定して、加湿熱による変化を評価した。加湿熱による表面抵抗の変化は、加湿熱試験前の表面抵抗に対する、加湿熱試験後の表面抵抗の比(R2,140/R1,140、およびR2,0/R0)の値により評価した。なお、R2,140は140℃で60分間加熱後の試料を加湿熱試験に供した後の表面抵抗であり、R2,0は加熱試験に供していない試料を加湿熱試験に供した後の表面抵抗である。
【0129】
加熱試験前のITO膜の圧縮残留応力σ0および150℃で60分加熱後のITO膜の圧縮残留応力σ150を表2に示す。透明導電性フィルムの加熱寸法変化率h140、h150、積層体の加熱試験前後での表面抵抗の比R1,140/R0、R1,150/R0、および積層体の加熱・加湿熱試験前後での表面抵抗の比R2,140/R1,140、R2,0/R0を表3に示す。また、透明導電性フィルムを140℃で60分間加熱した際の寸法変化率h140と、同条件での加熱試験前後での表面抵抗の比R1,140/R0、および加熱試験後さらに加湿熱試験に供した際の表面抵抗比R2,140/R1,140の関係をプロットしたグラフを図8に示す。
【0130】
【表3】
【0131】
表2,3から明らかなように、140℃での加熱寸法変化率h140の絶対値が小さい透明導電性フィルムは、加熱試験後および加熱試験後さらに加湿熱試験に供された後のいずれにおいても、抵抗値の上昇が抑制されている。また、150℃での加熱寸法変化率h150と150℃加熱試験の前後での抵抗の比からも同様の傾向がうかがえる。また、図8によれば、加熱寸法変化率と抵抗変化との間には相関があることがわかる。さらに、表2によれば、加熱試験前後の抵抗変化とインジウム系複合酸化物膜の残留圧縮応力σ150との間にも高い相関があることがわかる。このことから、インジウム系複合酸化物膜が結晶化された後の透明導電性フィルムが、さらに加熱された際の寸法変化(収縮)によって、インジウム系複合酸化物膜の残留圧縮応力が大きくなることが、抵抗増大の一因であると考えられた。
【0132】
また、表3および図8によれば、加熱試験後にさらに加湿熱試験に供した際には、加熱試験後に比してさらに抵抗が増大する傾向がみられる。また、表2を参酌すると、加湿熱試験後の抵抗変化とインジウム系複合酸化物膜の残留圧縮応力σ150との間にも高い相関があることがわかる。一方、加熱試験に供されていない試料が加湿熱試験に供された場合は、加熱試験後にさらに加湿熱試験に供された場合のような大幅な抵抗の増大はみられなかった。このことから、透明導電性フィルムが加熱された際の基材の収縮によってインジウム系複合酸化物膜に圧縮応力が付与されて残留圧縮応力が増大し、インジウム系複合酸化物膜の残留圧縮応力の大きい透明導電性フィルムが加湿熱環境に曝された場合に抵抗変化が生じるとの傾向があることがわかる。このことから、加熱時の収縮によってインジウム系複合酸化物膜に圧縮ひずみが生じることが、抵抗変化を生じる原因であると考えられた。
【0133】
上記の結果から、インジウム系複合酸化物膜をロール・トゥー・ロール法により加熱結晶化する際に、フィルム搬送張力を小さくして、伸びを抑制することによって、加熱耐久性および加湿熱耐久性に優れる長尺状の透明導電性フィルムが得られることがわかる。
【符号の説明】
【0134】
1 透明フィルム基材
2,3 アンカー層
4 結晶質膜
4’ 非晶質膜
10 結晶質積層体(透明導電性フィルム)
20 非晶質積層体
50 繰出部
51 繰出架台
60 巻取部
61 巻取架台
71〜73 テンションピックアップロール
81,82 ニップロール対
81a 駆動ロール
82a 駆動ロール
100 加熱炉
【特許請求の範囲】
【請求項1】
長尺状透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを製造する方法であって、
インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜が、スパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および
前記非晶質膜が形成された長尺状透明フィルム基材が、170℃〜220℃の加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される、結晶化工程、を有し、
前記結晶化工程におけるフィルム長さの変化率が+2.5%以下である、透明導電性フィルムの製造方法。
【請求項2】
前記結晶化工程において、加熱炉内の長尺状透明フィルム基材に付与される搬送方向の応力が、1.1MPa〜13MPaである、請求項1に記載の透明導電性フィルムの製造方法。
【請求項3】
前記結晶化工程における加熱時間が10秒〜30分である、請求項1または2に記載の透明導電性フィルムの製造方法。
【請求項4】
前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して0重量部を超え15重量部以下の4価金属を含有する、請求項1〜3のいずれか1項に記載の透明導電性フィルムの製造方法。
【請求項5】
前記非晶質積層体形成工程において、前記非晶質膜が形成される前に、スパッタ装置内の真空度が1×10−3Pa以下となるまで排気が行われる、請求項1〜4のいずれか1項に記載の透明導電性フィルムの製造方法。
【請求項6】
長尺状透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状透明導電性フィルムがロール状に巻回されている透明導電性フィルムの巻回体であって、
前記インジウム系複合酸化物は、インジウムと4価金属とを含有し、
前記透明導電性フィルムを枚葉体に切り出して150℃で60分間加熱した際に、前記インジウム系複合酸化物膜の圧縮残留応力が0.4GPa〜1.6GPaである、透明導電性フィルム巻回体。
【請求項7】
前記透明導電性フィルムを枚葉体に切り出して150℃で60分間加熱した際に、長尺フィルムの長手方向における寸法変化率が0%〜−1.5%である、請求項6に記載の透明導電性フィルム巻回体。
【請求項8】
前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して0を超え15重量部以下の4価金属を含有する、請求項6または7に記載の透明導電性フィルム巻回体。
【請求項1】
長尺状透明フィルム基材上に結晶質のインジウム系複合酸化物膜が形成された長尺状透明導電性フィルムを製造する方法であって、
インジウムと4価金属とを含有するインジウム系複合酸化物の非晶質膜が、スパッタ法により前記長尺状透明フィルム基材上に形成される非晶質積層体形成工程、および
前記非晶質膜が形成された長尺状透明フィルム基材が、170℃〜220℃の加熱炉内に連続的に搬送され、前記非晶質膜が結晶化される、結晶化工程、を有し、
前記結晶化工程におけるフィルム長さの変化率が+2.5%以下である、透明導電性フィルムの製造方法。
【請求項2】
前記結晶化工程において、加熱炉内の長尺状透明フィルム基材に付与される搬送方向の応力が、1.1MPa〜13MPaである、請求項1に記載の透明導電性フィルムの製造方法。
【請求項3】
前記結晶化工程における加熱時間が10秒〜30分である、請求項1または2に記載の透明導電性フィルムの製造方法。
【請求項4】
前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して0重量部を超え15重量部以下の4価金属を含有する、請求項1〜3のいずれか1項に記載の透明導電性フィルムの製造方法。
【請求項5】
前記非晶質積層体形成工程において、前記非晶質膜が形成される前に、スパッタ装置内の真空度が1×10−3Pa以下となるまで排気が行われる、請求項1〜4のいずれか1項に記載の透明導電性フィルムの製造方法。
【請求項6】
長尺状透明フィルム基材上に結晶質インジウム系複合酸化物膜が形成された長尺状透明導電性フィルムがロール状に巻回されている透明導電性フィルムの巻回体であって、
前記インジウム系複合酸化物は、インジウムと4価金属とを含有し、
前記透明導電性フィルムを枚葉体に切り出して150℃で60分間加熱した際に、前記インジウム系複合酸化物膜の圧縮残留応力が0.4GPa〜1.6GPaである、透明導電性フィルム巻回体。
【請求項7】
前記透明導電性フィルムを枚葉体に切り出して150℃で60分間加熱した際に、長尺フィルムの長手方向における寸法変化率が0%〜−1.5%である、請求項6に記載の透明導電性フィルム巻回体。
【請求項8】
前記インジウム系複合酸化物は、インジウムと4価金属との合計100重量部に対して0を超え15重量部以下の4価金属を含有する、請求項6または7に記載の透明導電性フィルム巻回体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−199215(P2012−199215A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−150223(P2011−150223)
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年7月6日(2011.7.6)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]