
透明導電性フイルム及び発熱ガラスの製造方法

【課題】ホットスポットの発生の抑制、明所視認性の向上、光芒の強度の低下、製造コストの低減を図ることができる透明導電性フイルムを提供する。
【解決手段】外形形状が上辺14a及び下辺14bを有するほぼ台形状であって、複数の金属細線によるメッシュパターン18を有する第1透明導電性フイルム10Aにおいて、メッシュパターン18は、上辺14aから下辺14bに向かって放射状に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有し、主金属細線20の線幅は、上辺14aから下辺14bに向かって徐々に狭くなるように設定され、主金属細線20のピッチは、上辺14aから下辺14bに向かって徐々に大きくなるように設定されている。
【解決手段】外形形状が上辺14a及び下辺14bを有するほぼ台形状であって、複数の金属細線によるメッシュパターン18を有する第1透明導電性フイルム10Aにおいて、メッシュパターン18は、上辺14aから下辺14bに向かって放射状に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有し、主金属細線20の線幅は、上辺14aから下辺14bに向かって徐々に狭くなるように設定され、主金属細線20のピッチは、上辺14aから下辺14bに向かって徐々に大きくなるように設定されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両のデフロスタ(霜取り装置)、窓ガラス等の一部として使用可能で、電流を流すことで発熱し発熱シートとしても機能し、また、例えば窓ガラス等に設置された色素増感型太陽電池の電極等としても使用することができる透明導電性フイルムと、該透明導電性フイルムを有する発熱ガラス(電熱窓ガラス)の製造方法に関する。
【背景技術】
【0002】
従来、例えば車両用の窓ガラス(フロントガラス等)内に発熱体が設置された発熱ガラスにおいて、多数の抵抗加熱ワイヤを上辺バスバー(窓ガラスの上辺に設置された電極)と下辺バスバー(窓ガラスの下辺に設置された電極)間に配置する例が提案されている(特許文献1〜4参照)。
特許文献1記載の例は、上辺バスバーの長さが下辺バスバーの長さよりも短いと、多数の抵抗加熱ワイヤが配線された発熱領域でのホットスポット(局部的に高温となる部分)の発生を抑制するため、長方形状の中央部分のみに発熱領域を設けるようにしている。
特許文献2には、多数の抵抗加熱ワイヤを上辺バスバーから下辺バスバーに向かって放射状に配線する例が記載されている。また、この特許文献2では、光芒低減のために、多数の抵抗加熱ワイヤを波線形状にした例が記載されている。
特許文献3には、ほぼ台形状の曲面ガラス(非円形曲面形状)の非平行な左右の両側面間に多数の熱線ワイヤを非円形曲面に沿って水平に配線する例が記載されている。
特許文献4には、透明電極膜(ITO膜)をガラス全面にスパッタリングして形成し、左右両端部の抵抗値を中央部分よりも高くする例が記載されている。
なお、透明導電性フイルムを窓ガラス(例えば車両のフロントガラス)に設置する場合は、フロントガラスを構成する2枚の貼合せガラスの間に透明導電性フイルムを設置する方法が好ましく採用され、例えば特許文献5に記載の方法等が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2006/098160号パンフレット
【特許文献2】特許第3887441号公報
【特許文献3】特許第4143142号公報
【特許文献4】特開平8−244561号公報
【特許文献5】特表2004−520186号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1記載の発熱ガラスは、窓ガラスの中央部分のみに多数の抵抗加熱ワイヤによる発熱領域を設けているため、窓ガラスの下辺両隅部分(発熱領域が形成されていない部分)の色が中央部分の色と異なってしまい、外観が悪くなるという問題がある。また、窓ガラスの下辺両隅部分は、発熱領域が形成されていないため、発熱せず、雪等が残存するという問題もある。
特許文献2記載の発熱ガラスは、ホットスポットを抑制するためには、多数の抵抗加熱ワイヤをなるべく平行になるように配線する必要があるが、多数の抵抗加熱ワイヤを平行に並べるだけでも製造工程が煩雑となり、製造コストが高価になるという問題がある。また、この特許文献2では、光芒低減のために、多数の抵抗加熱ワイヤを波線形状にした例が記載されているが、波線形状するとさらに製造工程が複雑になる。そこで、ワイヤの本数を減らすと、ピッチが広がり、ワイヤが目立つという新たな問題が生じる。
特許文献3記載の発熱ガラスも、上述した特許文献2と同様に、多数の抵抗加熱ワイヤを平行に並べるだけでも製造工程が煩雑となり、製造コストが高価になるという問題がある。
特許文献4記載の発熱ガラスは、ITO膜を用いているため、発熱領域の表面抵抗が大きくなり、車両用の電源電圧(12V)では十分な発熱ができないという問題がある。
【0005】
本発明は、かかる事情に鑑みなされたものであり、ホットスポットの発生の抑制、明所視認性の向上、光芒の強度の低下、製造コストの低減を図ることができる透明導電性フイルムを提供することを目的とする。
また、本発明の他の目的は、上述の本発明に係る透明導電性フイルムを用いることで、ホットスポットの発生の抑制、明所視認性の向上、外観の良好性、光芒の強度の低下、製造コストの低減を図ることができる発熱ガラスを製造することができる発熱ガラスの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
[1] 第1の本発明に係る透明導電性フイルムは、外形形状が上辺及び下辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、前記メッシュパターンは、前記上辺から前記下辺に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に狭くなるように設定され、前記主金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[2] 第1の本発明において、前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする。
[3] 第1の本発明において、前記主金属細線の上辺における線幅をw1、前記主金属細線の上辺から下辺に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする。
[4] 第1の本発明において、前記主金属細線の前記上辺における線幅及びピッチをw1及びp1、前記主金属細線の前記下辺における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする。
[5] 第1の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上辺とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下辺とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする。
[6] 第1の本発明において、横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする。
[7] 第1の本発明において、横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする。
[8] 第2の本発明に係る透明導電性フイルムは、外形形状が上辺、下辺、左辺及び右辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、前記メッシュパターンは、前記左辺から前記右辺に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[9] 第2の本発明において、前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする。
[10] 第2の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左辺とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右辺とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする。
[11] 第2の本発明において、上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする。
[12] 第3の本発明に係る透明導電性フイルムは、対向して配置された上側電極及び下側電極と、前記上側電極及び前記下側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、前記上側電極の長さが前記下側電極の長さよりも短く、前記透明導電部は、外形形状がほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、前記メッシュパターンは、前記上側電極から前記下側電極に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上側電極から前記下側電極に向かって徐々に狭くなるように設定され、前記主金属細線のピッチは、前記上側電極から前記下側電極に向かって徐々に大きくなるように設定されていることを特徴とする。
[13] 第3の本発明において、前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする。
[14] 第3の本発明において、前記主金属細線の上側電極における線幅をw1、前記主金属細線の前記上側電極から前記下側電極に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする。
[15] 第3の本発明において、前記主金属細線の前記上側電極における線幅及びピッチをw1及びp1、前記主金属細線の前記下側電極における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする。
[16] 第3の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上側電極とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下側電極とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする。
[17] 第3の本発明において、横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする。
[18] 第3の本発明において、横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする。
[19] 第4の本発明に係る透明導電性フイルムは、対向して配置された左側電極及び右側電極と、前記左側電極及び前記右側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、前記透明導電部は、外形形状が上辺及び下辺を有するほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、前記メッシュパターンは、前記左側電極から前記右側電極に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[20] 第4の本発明において、前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする。
[21] 第4の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左側電極とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右側電極とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする。
[22] 第4の本発明において、上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする。
[23] 第4の本発明において、前記透明導電部の前記上辺よりも上方であって、且つ、前記左側電極と前記右側電極とで挟まれた領域に絶縁板が設置されていることを特徴とする。
[24] 第1〜第4の本発明において、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一な第2発熱領域を有し、第2発熱領域の方が第1発熱領域よりも単位面積当たりの発熱量が大きいことを特徴とする。
[25] 前記第2発熱領域が運転席近傍に配置されることを特徴とする。
[26] 第5の本発明に係る発熱ガラスの製造方法は、少なくとも1層の可撓性安全フイルムと請求項1〜21のいずれか1項に記載の透明導電性フイルムとを貼り合わせて複合フイルムを作製する工程と、前記複合フイルムを2枚のガラス板の間に挟んで一体化する工程とを有することを特徴とする。
【発明の効果】
【0007】
以上説明したように、本発明に係る透明導電性フイルムによれば、円弧等の周期や振幅、あるいは第1金属細線と第2金属細線との交差角度を最適化することで、光芒の強度を低下させてぎらつきを低減し、しかも、明るい環境下でもメッシュパターンが認識されにくい、すなわち、視認性の向上を図ることができる。従って、電流を流すことで発熱シートとして使用する場合に、発熱効率を向上させることができると共に車両用灯具や外灯等による光のぎらつきを防止することができ、しかも、例えば車両のフロントガラスに設置した際に、透明性を損なうことがなく、特に、運転者の視線が向けられる部分での透明性を十分に確保することができる。
また、本発明に係る発熱ガラスの製造方法によれば、上述の本発明に係る透明導電性フイルムを用いることで、ぎらつきを低減でき、しかも、明るい環境下でもメッシュパターンが認識されにくい発熱ガラスを製造することができる。これにより、例えば車両のフロントガラスに設置した際に、透明性を損なうことがなく、特に、運転者の視線が向けられる部分での透明性を十分に確保することができる。
【図面の簡単な説明】
【0008】
【図1】第1透明導電性フイルムの一構成例を示す平面図である。
【図2】第1透明導電性フイルムを一部省略して示す断面図である。
【図3】第2透明導電性フイルムの一構成例を示す平面図である。
【図4】第3透明導電性フイルムの一構成例を示す平面図である。
【図5】図5A〜図5Eは透明導電性フイルムの第1の製造方法を示す工程図である。
【図6】図6A及び図6Bは透明導電性フイルムの第2の製造方法を示す工程図である。
【図7】図7A及び図7Bは透明導電性フイルムの第3の製造方法を示す工程図である。
【図8】透明導電性フイルムの第4の製造方法を示す工程図である。
【図9】発熱ガラスの第1製造方法を示すフローチャートである。
【図10】透明導電部の中央上部、中央下部、側部上部及び側部下部を説明するための模式図である。
【発明を実施するための形態】
【0009】
以下、本発明に係る透明導電性フイルム及び発熱ガラスの実施の形態例を図1〜図10を参照しながら説明する。
【0010】
先ず、第1の本実施の形態に係る透明導電性フイルム(以下、第1透明導電性フイルムと記す)は、車両のデフロスタ(霜取り装置)や、窓ガラス等の一部として使用可能な透明導電性フイルムである。この透明導電性フイルムは、電流を流すことで発熱する透明発熱体としても機能する。
【0011】
そして、この第1透明導電性フイルム10Aは、図1に示すように、対向して配置された上側電極12a及び下側電極12bと、これら上側電極12a及び下側電極12b間に配置された透明導電部14とを有する。図1では、自動車のフロントガラス等の窓ガラス15内に第1透明導電性フイルム10Aを設置した例(発熱ガラス)を示す。窓ガラスは、図1において、二点鎖線にて示すように、その投影形状がほぼ台形状とされ、上辺の長さが下辺の長さよりも小とされている。そして、上側電極12aは、窓ガラス15の上部に配置され、その長さは窓ガラスの上辺の長さよりもわずかに小とされている。同様に、下側電極12bは、窓ガラス15の下部に配置され、その長さは窓ガラスの下辺の長さよりもわずかに小とされている。つまり、下側電極12bの長さは上側電極12aの長さよりも大とされている。なお、窓ガラス15内に第1透明導電性フイルム10Aを設置する方法としては、例えば窓ガラス15を構成する2枚のガラス板の間に第1透明導電性フイルム10Aを設置することが好ましく採用される。
【0012】
そして、透明導電部14は、外形形状が上辺14a及び下辺14bを有するほぼ台形状であって、透明フイルム基材16(図2参照)上に形成された複数の金属細線によるメッシュパターン18を有する。上辺14aは、メッシュパターン18と上側電極12aとの境界線にて構成され、下辺14bは、メッシュパターン18と下側電極12bとの境界線にて構成されている。
【0013】
メッシュパターン18は、上側電極12a(上辺14a)から下側電極12b(下辺14b)に向かって放射状に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有する。この第1透明導電性フイルム10Aでは、横方向に隣り合う副金属細線22の位置が一直線状に並んでいる。
【0014】
主金属細線20は、多数の湾曲を有する波線形状に形成されている。湾曲は、円弧状、サイン曲線(sinカーブ)、自由曲線等が採用されるが、その中でも円弧が好ましい。従って、主金属細線20は、多数の円弧26がそれぞれ山谷の方向を逆にして連続形成された形状を有する。各円弧26はそれぞれ中心角が0°より大きく、且つ、105°以下とされている。図1では、円弧26の中心角をほぼ30°とした例を示す。
【0015】
また、上述の波線形状は、一定の周期を有する。周期は、円弧26の配列周期をいう。すなわち、2つの円弧26がそれぞれ山谷の方向を逆にして連続配列された長さを1周期としている。1周期は、50μm〜2000μmが好ましい。
また、上述の波線形状は、一定の振幅を有する。主金属細線20の中心線(一点鎖線で示す)を考えたとき、主金属細線20の振幅は、波線形状の山の頂上から中心線に垂線を引いたとき、山の頂上と交点(垂線と中心線との交点)間の距離を指す。振幅は、10μm〜500μmが好ましい。本実施の形態では、主金属細線20の波線形状は、一定の振幅を有するようにしているが、1つの主金属細線20において、隣接する円弧26の各振幅をそれぞれ異ならせてもよいし、隣接する主金属細線20において、それぞれの円弧26の振幅を異ならせてもよい。
【0016】
そして、主金属細線20の線幅は、上側電極12aから下側電極12bに向かって徐々(連続的を含む)に狭くなるように設定され、主金属細線20のピッチは、上側電極12aから下側電極12bに向かって徐々(連続的を含む)に大きくなるように設定されている。具体的には、主金属細線20の上側電極12aにおける線幅をw1、主金属細線20の上側電極12aから下側電極12bに向かう長さをdL、主金属細線20の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足するように設定されている。
特に、この第1透明導電性フイルム10Aでは、主金属細線20の上側電極12aにおけるピッチをp1、主金属細線20の下側電極12bにおける線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足する。
【0017】
第1透明導電性フイルム10Aを透明発熱体として使用する場合は、例えば上側電極12aから下側電極12bに電流を流す。これにより、透明導電部14が発熱し、第1透明導電性フイルム10Aの透明導電部14に接する、又は第1透明導電性フイルム10Aを組み込んだ加熱対象物(例えば、建物の窓ガラス、車両用の窓ガラス、車両用灯具の前面カバー等)が加熱される。その結果、加熱対象物に付着していた雪等が取り除かれることになる。
【0018】
特に、この第1透明導電性フイルム10Aにおいては、上述のように構成したので、隣接する2つの主金属細線20とその間の隣接する2つの副金属細線22とで囲まれた第1区域Z1の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と上側電極12a(上辺14a)とで囲まれた第2区域Z2の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と下側電極12b(下辺14b)とで囲まれた第3区域Z3の発熱量は、ほぼ同じになり、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。
【0019】
また、透明導電部14(発熱区域)に、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一であって、且つ、第1発熱領域よりも単位面積当たりの発熱量が大きい第2発熱領域を分布させることができる。例えば透明導電部14の上部に第1発熱領域を分布させ、下部に第2発熱領域を分布させることができる。そして、この第1透明導電性フイルム10Aを例えば車両用のフロントガラスに適用した場合に、フロントガラスのうち、運転席に近い部分に第2発熱領域を位置させることができ、フロントガラスに付着していた雪を運転席に近い部分から早期に取り除くことができる。
【0020】
主金属細線20のピッチp1及びp2は、150μm以上6000μm以下から選択可能である。また、主金属細線20の線幅は、5μm以上200μmから選択可能である。もちろん、透明性を向上させたい場合は、5μm以上50μm以下から選択してもよい。なお、第1透明導電性フイルム10Aの可視光透過率は85%以上99%以下である。
【0021】
隣接する主金属細線20間に配線される副金属細線22の本数は、視認性を考慮した場合、できるだけ少ない方が好ましいが、1本又は2本では、主金属細線20の断線によるホットスポットの発生が懸念される。そこで、5〜10本が好ましい。もちろん、発熱ガラスのサイズや材質に応じて本数を適宜設定してもよい。副金属細線22の線幅は、5μm以上200μmから選択可能である。もちろん、透明性を向上させたい場合は、5μm以上50μm以下から選択してもよい。
【0022】
また、この第1透明導電性フイルム10Aでは、主金属細線20を波線形状としているため、光の屈折や回折が拡散され、光芒の強度を低下させることができ、しかも、明るい場所でもメッシュパターン18がほとんど目立たなくなり、明所視認性も向上する。また、透明導電部14の外形形状を、窓ガラスの投影形状に沿って台形状としたので、発熱ガラスとした場合に、該発熱ガラスの下辺隅部の色と中央部分の色とが異なるということがなくなり、発熱ガラスの外観も良好となる。
【0023】
なお、図1の例では、主金属細線20の本数を19本、副金属細線22の本数を隣接する主金属細線20間当たり3本とした例を示しているが、これは、あくまでも本発明の理解を助けるために誇張して示したものであって、実際には、これよりも多数本の主金属細線20並びに副金属細線22が形成される。
【0024】
次に、第2の本実施の形態に係る透明導電性フイルム(以下、第2透明導電性フイルム10Bと記す)について図3を参照しながら説明する。
第2透明導電性フイルム10Bは、図3に示すように、上述した第1透明導電性フイルム10Aとほぼ同様の構成を有するが、横方向に隣り合う副金属細線22の位置が上下方向にずれている点で異なる。図2の例では、左から右に向かって1番目、3番目、5番目というように、奇数番目の副金属細線22の位置がそれぞれ横方向に並んだ位置関係となっており、左から右に向かって2番目、4番目、6番目というように、偶数番目の副金属細線22の位置がそれぞれ横方向に並んだ位置関係となっている。
【0025】
この第2透明導電性フイルム10Bにおいても、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。もちろん、光芒の強度を低下させることができ、しかも、明所視認性も向上させることができる。発熱ガラスの外観も良好となる。
【0026】
次に、第3の本実施の形態に係る透明導電性フイルム(以下、第3透明導電性フイルム10Cと記す)について図4を参照しながら説明する。
第3透明導電性フイルム10Cは、図4に示すように、対向して配置された左側電極30a及び右側電極30bと、これら左側電極30a及び右側電極30b間に配置された透明導電部14と、左側電極30a及び右側電極30b間であって、透明導電部14よりも上方の位置に配置された絶縁板32とを有する。
【0027】
左側電極30aは、窓ガラス15の左部の位置であって、且つ、窓ガラス15の左辺に沿って配置され、その長さは窓ガラス15の左辺の長さよりもわずかに小とされている。同様に、右側電極30bは、窓ガラス15の右部の位置であって、且つ、窓ガラス15の右辺に沿って配置され、その長さは窓ガラス15の右辺の長さよりもわずかに小とされている。つまり、左側電極30aの長さと右側電極30bの長さはほぼ同じとされている。
【0028】
そして、透明導電部14は、外形形状が上辺14a、下辺14b、左辺14c及び右辺14dを有するほぼ台形状であって、透明フイルム基材16(図2参照)上に形成された複数の金属細線によるメッシュパターン18を有する。メッシュパターン18は、左側電極30aから右側電極30bに向かってそれぞれ平行に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有する。上下方向に隣り合う副金属細線22の位置は左右方向にずれている。透明導電部14の上辺14aは、複数の主金属細線20のうち、絶縁板32に最も近い、すなわち、最上にある主金属細線20にて構成され、透明導電部14の下辺14bは、複数の主金属細線20のうち、絶縁板32から最も遠い、すなわち、最下にある主金属細線20にて構成されている。また、左辺14cは、メッシュパターン18と左側電極30aとの境界線にて構成され、右辺14dは、メッシュパターン18と右側電極30bとの境界線にて構成されている。なお、主金属細線20の波線形状、副金属細線22の形状は、上述した第1透明導電性フイルム10Aと同じである。
【0029】
そして、この第3透明導電性フイルム10Cにおける主金属細線20の線幅は、上辺14aから下辺14bに向かって徐々に広くなるように設定され、副金属細線22のピッチは、上辺14aから下辺14bに向かって徐々に大きくなるように設定されている。
【0030】
第3透明導電性フイルム10Cを透明発熱体として使用する場合は、例えば左側電極30aから右側電極30bに電流を流す。これにより、透明導電部14が発熱し、第3透明導電性フイルム10Cの透明導電部14に接する、又は第3透明導電性フイルム10Cを組み込んだ加熱対象物(例えば、建物の窓ガラス、車両用の窓ガラス、車両用灯具の前面カバー等)が加熱される。その結果、加熱対象物に付着していた雪等が取り除かれることになる。
【0031】
特に、この第3透明導電性フイルム10Cにおいては、隣接する2つの主金属細線20とその間の隣接する2つの副金属細線22とで囲まれた第4区域Z4の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と左側電極30aとで囲まれた第5区域Z5の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と右側電極30bとで囲まれた第6区域Z6の発熱量は、ほぼ同じになり、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。もちろん、光芒の強度を低下させることができ、しかも、明所視認性も向上させることができる。発熱ガラスの外観も良好となる。
【0032】
さらに、主金属細線20の線幅をw、主金属細線20の左辺14cから右辺14dに向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足するように設定されていることが好ましい。
【0033】
この第3透明導電性フイルム10Cにおいても、透明導電部14(発熱区域)に、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一であって、且つ、第1発熱領域よりも単位面積当たりの発熱量が大きい第2発熱領域を分布させることができる。特に、上述の関係を満足させることで、例えば透明導電部14の左側に第1発熱領域を分布させ、右側に第2発熱領域を分布させることができる。そして、この第3透明導電性フイルム10Cを例えば車両用のフロントガラスに適用した場合に、フロントガラスのうち、運転席(右ハンドルタイプ)に近い部分に第2発熱領域を位置させることができ、フロントガラスに付着していた雪を運転席に近い部分から早期に取り除くことができる。もちろん、左ハンドルタイプに対応して、透明導電部14の右側に第1発熱領域を分布させ、左側に第2発熱領域を分布させることもできる。
【0034】
また、この第3透明導電性フイルム10Cでは、左側電極30aと右側電極30b間に透明導電部14に加えて絶縁板32を設置するようにしているため、絶縁板32に例えばGND(接地電極)や配線層を形成して、その上に種々のアンテナ素子やセンサ素子等を実装するようにして、発熱ガラスの多機能化を図るようにしてもよい。
【0035】
なお、従来のように、線状発熱体をジグザグに引き回す構成の場合は、隣接する導線間で電位差が生じ、マイグレーションの原因になるという問題があったが、メッシュ形状であれば、隣接する主金属細線20間は初めから短絡状態であるためマイグレーションがあっても問題にならない。
また、メッシュパターン18を、展性、延性に優れた金属細線等で構成することができるため、最小曲率半径が300mm以下の三次元曲面に沿って形成することも可能である。しかも、隣接する主金属細線20間に副金属細線22を電気的に接続したので、いずれかの主金属細線20が断線しても、副金属細線22を経由して電流が流れるため、ホットスポットの発生を抑制することができる。
【0036】
次に、透明導電性フイルム10の製造方法について図5A〜図8を参照しながら説明する。なお、第1透明導電性フイルム10A〜第3透明導電性フイルム10Cを総称していう場合は、透明導電性フイルム10と記す。
【0037】
第1の製造方法は、透明フイルム基材16上に設けられた銀塩感光層を露光し、現像、定着することによって形成された金属銀部と、該金属銀部に担持された導電性金属にてメッシュパターン18を形成する。
【0038】
具体的には、図5Aに示すように、ハロゲン化銀36(例えば臭化銀粒子、塩臭化銀粒子や沃臭化銀粒子)をゼラチン38に混ぜてなる銀塩感光層40を透明フイルム基材16上に塗布する。なお、図5A〜図5Cでは、ハロゲン化銀36を「粒々」として表記してあるが、あくまでも本発明の理解を助けるために誇張して示したものであって、大きさや濃度等を示したものではない。
【0039】
その後、図5Bに示すように、銀塩感光層40に対してメッシュパターン18の形成に必要な露光を行う。ハロゲン化銀36は、光エネルギーを受けると感光して「潜像」と称される肉眼では観察できない微小な銀核を生成する。この場合、このメッシュパターン18を形成するための露光は、いわゆる間欠送り出し方式の投影露光が好適である。
【0040】
その後、潜像を肉眼で観察できる可視化された画像に増幅するために、図5Cに示すように、現像処理を行う。具体的には、潜像が形成された銀塩感光層40を現像液(アルカリ性溶液と酸性溶液のどちらもあるが通常はアルカリ性溶液が多い)にて現像処理する。この現像処理とは、ハロゲン化銀粒子ないし現像液から供給された銀イオンが現像液中の現像主薬と呼ばれる還元剤により潜像銀核を触媒核として金属銀に還元されて、その結果として潜像銀核が増幅されて可視化された銀画像(現像銀42)を形成する。
【0041】
現像処理を終えたあとに銀塩感光層40中には光に感光できるハロゲン化銀36が残存するのでこれを除去するために図5Dに示すように定着処理液(酸性溶液とアルカリ性溶液のどちらもあるが通常は酸性溶液が多い)により定着を行う。
【0042】
この定着処理を行うことによって、露光された部位には金属銀部44が形成され、露光されていない部位にはゼラチン38のみが残存し、光透過性部46となる。すなわち、透明フイルム基材16上に金属銀部44と光透過性部46との組み合わせが形成されることになる。
【0043】
ハロゲン化銀36として臭化銀を用い、チオ硫酸塩で定着処理した場合の定着処理の反応式は以下の通りである。
AgBr(固体)+2個のS2O3イオン → Ag(S2O3)2
(易水溶性錯体)
【0044】
すなわち、2個のチオ硫酸イオンS2O3とゼラチン38中の銀イオン(AgBrからの銀イオン)が、チオ硫酸銀錯体を生成する。チオ硫酸銀錯体は水溶性が高いのでゼラチン38中から溶出されることになる。その結果、現像銀42が金属銀部44として定着されて残ることになる。
【0045】
従って、現像工程は、潜像に対し還元剤を反応させて現像銀42を析出させる工程であり、定着工程は、現像銀42にならなかったハロゲン化銀36を水に溶出させる工程である。詳細は、T.H.James, The Theory of the Photographic Process, 4th ed., Macmillian Publishing Co.,Inc, NY,Chapter15, pp.438−442. 1977を参照されたい。
【0046】
なお、現像処理は多くの場合アルカリ性溶液で行われることから、現像処理工程から定着処理工程に入る際に、現像処理にて付着したアルカリ溶液が定着処理溶液(多くの場合は酸性溶液である)に持ち込まれるため、定着処理液の活性が変わるといった問題がある。また、現像処理槽を出た後、膜に残留した現像液により意図しない現像反応がさらに進行する懸念もある。そこで、現像処理後で、定着処理工程に入る前に、酢酸(酢)溶液等の停止液で銀塩感光層40を中和もしくは酸性化することが好ましい。
【0047】
そして、図5Eに示すように、例えばめっき処理(無電解めっきや電気めっきを単独ないし組み合わせる)を行って、金属銀部44のみに導電性金属48を担持させることによって、透明フイルム基材16上に金属銀部44と、該金属銀部44に担持された導電性金属48にて主金属細線20及び副金属細線22によるメッシュパターン18が形成されることになる。
【0048】
そして、銀塩感光層40に対する露光にて使用されるマスクは、メッシュパターン18、すなわち、交差部24間の金属細線が少なくとも1つの湾曲を有する波線形状に形成されたメッシュパターン18に対応したマスクパターンを有するようにしてもよい。
【0049】
あるいは、銀塩感光層40に対するデジタル書込み露光によって、銀塩感光層40に、メッシュパターン18を露光するようにしてもよい。
【0050】
その他の製造方法(第2の製造方法)としては、図6Aに示すように、例えば透明フイルム基材16上に形成された銅箔50上のフォトレジスト膜52を露光、現像処理してレジストパターン54を形成し、図6Bに示すように、レジストパターン54から露出する銅箔50をエッチングすることによって、メッシュパターン18を形成するようにしてもよい。この場合、フォトレジスト膜52に対する露光にて使用されるマスクは、メッシュパターン18に対応したマスクパターンを有するようにしてもよい。あるいは、フォトレジスト膜52に対するデジタル書込み露光によって、フォトレジスト膜52に、メッシュパターン18を露光するようにしてもよい。
【0051】
また、第3の製造方法としては、図7Aに示すように、透明フイルム基材16上に金属微粒子を含むペースト56を印刷し、図7Bに示すように、ペースト56に金属めっき58を行うことによって、メッシュパターン18を形成するようにしてもよい。
【0052】
あるいは、第4の製造方法として、図8に示すように、透明フイルム基材16に、メッシュパターン18をスクリーン印刷版又はグラビア印刷版によって印刷形成するようにしてもよい。
【0053】
次に、本実施の形態に係る透明導電性フイルム10を用いた発熱ガラスの製造方法について図9を参照しながら説明する。この製造方法は、2枚のガラス板間に透明導電性フイルム10を挟み込んで作製する方法である。
【0054】
先ず、図9のステップS1において、少なくとも1層の可撓性保護フイルム(ガラス板への接着と透明導電性フイルムの保護を兼ねたフイルム)と透明導電性フイルムとを貼り合わせて複合フイルムを作製する。可撓性保護フイルムとしては、ポリビニルブチラール(PVB)フイルム等が挙げられる。
その後、ステップS2において、複合フイルムを、設置されるガラス板の大きさに対応した長さに切断する。
その後、ステップS3において、切断後の複合フイルムを2枚のガラス板の間に挟んで一体化する。これにより、発熱ガラスが完成する。
【0055】
ステップS1での複合フイルムを作製する方法としては、特許文献5に記載の方法が好ましく使用される。
ここで、特許文献5を使用した複合フイルムの作製方法について簡単に説明する。なお、部材名の参照符号は特許文献5の参照符号を使用し、括弧書きにて示す。
先ず、特許文献5の図1に示すように、1層の可撓性保護フイルムを供給ロール(1)からピンチローラ(4,5)によって繰り出す。このとき、可撓性保護フイルムを赤外線ヒータ(3)の前面を通過させることで、可撓性保護フイルムを加熱し、その状態でスパイラルローラ(6)上を通過させる。このスパイラルローラ(6)は可撓性保護フイルムがピンチローラ(4,5)からスパイラルローラ(6)にかけて通過する間に、可撓性保護フイルムにいかなる伸展も生じないように動作する。加熱した可撓性保護フイルムは、スパイラルローラ(6)を経てニップローラ(7,8)を通過する。
一方、透明導電性フイルム10は、供給ロール(2)から繰り出され、ニップローラ(7,8)を通過する。従って、可撓性保護フイルム及び透明導電性フイルム10は、ニップローラ(7,8)間で押し合わされ、2層構造の複合フイルムとなる。この複合フイルムは、アイドルローラ(9)、及び冷却ローラ(10,11,12,13)を通過し、アイドルローラ(14,15)を経て収集ロール(16)に巻き取られる。
ニップローラ(7,8)での透明導電性フイルム10と可撓性フイルムとの貼り合わせにおいては、透明導電性フイルム10の長手方向に沿った中心線と、可撓性保護フイルムの長手方向に沿った中心線が一致するように位置決めされて貼り合わされるようになっている。
なお、種々のローラの動作速度は、可撓性保護フイルムがピンチローラ(4,5)からスパイラルローラ(6)に通過するとき、可撓性保護フイルに張力が加わらないように調整する。ヒータ(3)は、可撓性保護フイルムがスパイラルローラ(6)に達するとき、可撓性保護フイルムの温度が70℃〜80℃の範囲となるよう動作させることが好ましい。
【0056】
その他の例としては、特許文献5の図2に示すように、第1可撓性保護フイルムを供給ロール(1)からピンチローラ(4,5)によって繰り出し、第2可撓性保護フイルムをピンチローラ(18,19)によって繰り出す。なお、第1可撓性保護フイルムについては、上述と同様の動作を行うので、その説明を省略する。このとき、第2可撓性保護フイルムを赤外線ヒータ(20)の前面を通過させることで、第2可撓性保護フイルムを加熱し、その状態でスパイラルローラ(21)上を通過させる。このスパイラルローラ(21)は第2可撓性保護フイルムがピンチローラ(18,19)からスパイラルローラ(21)にかけて通過する間に、第2可撓性保護フイルムにいかなる伸展も生じないように動作する。加熱した第2可撓性保護フイルムは、スパイラルローラ(21)を経てニップローラ(7,8)を通過する。従って、第1可撓性保護フイルム、透明導電性フイルム10及び第2可撓性保護フイルムは、ニップローラ(7,8)間で押し合わされ、3層構造の複合フイルムとなる。この複合フイルムは、アイドルローラ(9)、及び冷却ローラ(10,11,12,13)を通過し、アイドルローラ(14,15)を経て収集ロール(16)に巻き取られる。そして、ニップローラ(7,8)での透明導電性フイルム10と第1可撓性フイルム及び第2可撓性保護との貼り合わせにおいては、透明導電性フイルム10の長手方向に沿った中心線と、第1可撓性保護フイルム及び第2可撓性保護フイルムの長手方向に沿った中心線が一致するように位置決めされて貼り合わされるようになっている。種々のローラの動作速度は、第2可撓性保護フイルムがピンチローラ(18,19)からスパイラルローラ(21)に通過するとき、第2可撓性保護フイルに張力が加わらないように調整する。ヒータ(20)は、第2可撓性保護フイルムがスパイラルローラ(21)に達するとき、第2可撓性保護フイルムの温度が70℃〜80℃の範囲となるよう動作させることが好ましい。
【0057】
ステップS2の切断工程では、収集ロールを切断設備の供給ロールとして設置し、供給ロールから複合フイルムをピンチローラによって繰り出す。繰り出された複合フイルムは、1以上の案内ローラによって切断装置の方向に搬送され、該切断装置によって、所定長さ、例えば設置される窓ガラスの大きさに対応した長さに切断する。
【0058】
ステップS3の一体化工程では、切断後の複合フイルムを2枚のガラス板間に挟み込み、余分な部分をトリミングする。そして、通常の技術、例えば、ニップ転動又は真空ガス抜きを使用して複合フイルムからガス抜きをし、さらに、ガラス板に複合フイルムをラミネートするために、オートクレーブ内で加熱する。これによって、2枚のガラス板間に複合フイルムが一体化された発熱ガラスが完成する。透明導電性フイルム10に貼り合わされる可撓性保護フイルムとして、PVBフイルムを使用したので、ガラス板への複合フイルムのラミネートの際に、複合フイルムのしわの発生が抑制される。
【0059】
ところで、可撓性保護フイルムの幅を、透明導電性フイルム10の幅よりも長く設定して、複合フイルムを作製した場合は、例えば特許文献1に示すように、可撓性保護フイルムの表面のうち、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)と対向する部分(左側電極30a及び右側電極30bと対向する部分)に目隠し用のフイルムを貼着してもよい。
【0060】
上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は、銅、アルミ、銀等からなる金属箔あるいは導電性インクの塗布あるいは印刷で作製する。電極の厚さは25〜600μmが好適であり、75〜500μmが一層好適であり、100〜400μmが最も好適であり、250μmが最適である。上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の幅は5〜25mmが好適であり、7〜15mmが一層好適であり、9〜12mmが最も好適である。また、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は、少なくとも20A以上の電流を流すことができることが好ましい。電気的に加熱された透明導電性フイルム10は例えば600〜900W/m2のような高い電流密度を生ずる。上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)にとって、例えば車輌で使用できる電圧が低電圧であることを考えても、大きな電流容量を有することが重要である。
【0061】
また、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は内部に導電粒子を有している重合体材料で構成されていることが好ましい。ここで、重合体材料は導電性を最大にするように、抵抗率は5.0×10−4オーム・cmより小さいのが好適であり、さらに好ましくは1.0×10−4オーム・cmより小さく、4.5×10−5オーム・cmより小さいことがより好ましい。従って、抵抗率が例えば約4.3×10−5オーム・cmの重合体材料を使用することができる。重合体材料は、テープの形で供給され、巻きほぐされて、細長い形状で被着されるか、又はペーストの状態で形成される。重合体材料は、熱可塑性材料が好適であり、その中でもポリウレタンが好ましい。透明導電性フイルム10を可撓性保護フイルムに貼り合わせる際、あるいは上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)をガラス板に貼着する際に、ポリウレタンが粘着剤として機能するからである。導電粒子は、通常、金属銀の粒子であり、薄片(フレークの形状)として添加することができる。
【0062】
重合体材料を加熱する温度は50℃〜150℃の間に維持するのが好適であり、60℃〜120℃の間に維持するのが一層好適であり、約85℃に維持するのが最も好適である。テープ形状の重合体材料を使用する際、加熱する温度は、特に重要であり、重合体材料が余りにも高温になると、一層、裂け易く、すなわち、切れ易くなるからである。ペースト状の重合体材料を使用する際は、ペーストを加熱する温度は、ペーストから溶剤を蒸発させるために必要な加熱時間と相互依存の関係にある。
【0063】
可撓性保護フイルムに透明導電性フイルム10を貼り合わせる際、あるいは上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)をガラス板に貼着する際に、0〜100kPaの間に維持された圧力を重合体材料に加えるのが好適である。圧力を20〜80kPaの間に維持されら圧力を加えるのが一層好適であり、約50kPaが最も好適である。上述した温度の場合と同様に、これらの圧力は重合体材料の物理的状態、及び化学的状態の両方を制御する役割を果たす。特に、可撓性保護フイルムやガラス板の表面に上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)を被着する際、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の形状、幅、及び厚さを特定するために、圧力を使用することができる。また、加えた圧力は重合体材料の密度を変えることから、内部の導電粒子の分散、つまり、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の導電性を制御することができる。なお、可撓性フイルム又はガラス板への重合体材料の接着は少なくとも30分間で確実になる。
【0064】
次に、本実施の形態に係る透明導電性フイルム10において、特に好ましい態様であるハロゲン化銀写真感光材料を用いる導電性金属薄膜の作製方法を中心にして述べる。
【0065】
本実施の形態に係る透明導電性フイルム10は、上述したように、透明フイルム基材16上に感光性ハロゲン化銀塩を含有する乳剤層を有する感光材料を露光し、現像処理を施すことによって露光部及び未露光部に、それぞれ金属銀部44及び光透過性部46を形成し、さらに金属銀部44に物理現像及び/又はめっき処理を施すことによって金属銀部44に導電性金属48を担持させることで製造することができる。
【0066】
本実施の形態に係る透明導電性フイルム10の形成方法は、感光材料と現像処理の形態によって、次の3通りの形態が含まれる。
(1) 物理現像核を含まない感光性ハロゲン化銀黒白感光材料を化学現像又は熱現像して金属銀部44を該感光材料上に形成させる態様。
(2) 物理現像核をハロゲン化銀乳剤層中に含む感光性ハロゲン化銀黒白感光材料を溶解物理現像して金属銀部44を該感光材料上に形成させる態様。
(3) 物理現像核を含まない感光性ハロゲン化銀黒白感光材料と、物理現像核を含む非感光性層を有する受像シートを重ね合わせて拡散転写現像して金属銀部44を非感光性受像シート上に形成させる態様。
【0067】
上記(1)の態様は、一体型黒白現像タイプであり、感光材料上に電磁波シールドフイルムや光透過性導電膜等の透光性導電性膜が形成される。得られる現像銀は化学現像銀又は熱現像銀であり、高比表面のフィラメントである点で後続するめっき又は物理現像過程で活性が高い。
上記(2)の態様は、露光部では、物理現像核近縁のハロゲン化銀粒子が溶解されて現像核上に沈積することによって感光材料上に透光性電磁波シールド膜や光透過性導電性膜等の透光性導電性膜が形成される。これも一体型黒白現像タイプである。現像作用が、物理現像核上への析出であるので高活性であるが、現像銀は比表面は小さい球形である。
上記(3)の態様は、未露光部においてハロゲン化銀粒子が溶解されて拡散して受像シート上の現像核上に沈積することによって受像シート上に電磁波シールドフイルムや光透過性導電性膜等の透光性導電性膜が形成される。いわゆるセパレートタイプであって、受像シートを感光材料から剥離して用いる態様である。
【0068】
いずれの態様もネガ型現像処理及び反転現像処理のいずれの現像を選択することもできる(拡散転写方式の場合は、感光材料としてオートポジ型感光材料を用いることによってネガ型現像処理が可能となる)。
ここでいう化学現像、熱現像、溶解物理現像、拡散転写現像は、当業界で通常用いられている用語どおりの意味であり、写真化学の一般教科書、例えば菊地真一著「写真化学」(共立出版社、1955年刊行)、C.E.K.Mees編「The Theory of Photographic Processes, 4th ed.」(Mcmillan社、1977年刊行)に解説されている。本件は液処理に係る発明であるが、その他の現像方式として熱現像方式を適用する技術も参考にすることができる。例えば、特開2004−184693号、同2004−334077号、同2005−010752号の各公報、特願2004−244080号、同2004−085655号の各明細書に記載された技術を適用することができる。
【0069】
(感光材料)
[透明フイルム基材16]
本実施の形態の製造方法に用いられる感光材料の透明フイルム基材16としては、プラスチックフイルム等を用いることができる。
上記プラスチックフイルムの原料としては、例えば、ポリエチレンテレフタレート(PET)、及びポリエチレンナフタレート等のポリエステル類;ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン、EVA等のポリオレフィン類;ポリ塩化ビニル、ポリ塩化ビニリデン、PVB等のビニル系樹脂;その他、ポリエーテルエーテルケトン(PEEK)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリカーボネート(PC)、ポリアミド、ポリイミド、アクリル樹脂、トリアセチルセルロース(TAC)等を用いることができる。
本実施の形態においては、透光性、耐熱性、取り扱い易さ及び価格の点から、上記プラスチックフイルムはポリエチレンテレフタレートフイルム又はトリアセチルセルロース(TAC)であることが好ましい。
窓ガラス用の透明発熱体では透光性が要求されるため、透明フイルム基材16の透光性は高いことが望ましい。この場合におけるプラスチックフイルムの全可視光透過率は70〜100%が好ましく、さらに好ましくは85〜100%であり、特に好ましくは90〜100%である。また、本発明では、前記プラスチックフイルムとして本発明の目的を妨げない程度に着色したものを用いることもできる。
本実施の形態におけるプラスチックフイルムは、単層で用いることもできるが、2層以上を組み合わせた多層フイルムとして用いることも可能である。
【0070】
[保護層]
用いられる感光材料は、後述する乳剤層上に保護層を設けていてもよい。本実施の形態において「保護層」とは、ゼラチンや高分子ポリマーといったバインダからなる層を意味し、擦り傷防止や力学特性を改良する効果を発現するために感光性を有する乳剤層に形成される。上記保護層はめっき処理する上では設けない方が好ましく、設けるとしても薄い方が好ましい。その厚みは0.2μm以下が好ましい。上記保護層の塗布方法の形成方法は特に限定されず、公知の塗布方法を適宜選択することができる。
【0071】
[乳剤層]
本実施の形態の製造方法に用いられる感光材料は、透明フイルム基材16上に、光センサとして銀塩を含む乳剤層(銀塩含有層)を有することが好ましい。本実施の形態における乳剤層には、銀塩のほか、必要に応じて、染料、バインダ、溶媒等を含有することができる。
【0072】
<銀塩>
本実施の形態で用いられる銀塩としては、ハロゲン化銀等の無機銀塩が好ましく、特に銀塩がハロゲン化銀写真感光材料用ハロゲン化銀粒子の形で用いられるのが好ましい。ハロゲン化銀は、光センサとしての特性に優れている。
ハロゲン化銀写真感光材料の写真乳剤の形で好ましく用いられるハロゲン化銀について説明する。
本実施の形態では、光センサとして機能させるためにハロゲン化銀を使用することが好ましく、ハロゲン化銀に関する銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等で用いられる技術は、本実施の形態においても用いることができる。
上記ハロゲン化銀に含有されるハロゲン元素は、塩素、臭素、ヨウ素及びフッ素のいずれであってもよく、これらの組み合わせでもよい。例えば、AgCl、AgBr、AgIを主体としたハロゲン化銀が好ましく用いられ、さらにAgBrやAgClを主体としたハロゲン化銀が好ましく用いられる。塩臭化銀、沃塩臭化銀、沃臭化銀もまた好ましく用いられる。より好ましくは、塩臭化銀、臭化銀、沃塩臭化銀、沃臭化銀であり、最も好ましくは、塩化銀50モル%以上を含有する塩臭化銀、沃塩臭化銀が用いられる。
なお、ここで、「AgBr(臭化銀)を主体としたハロゲン化銀」とは、ハロゲン化銀組成中に占める臭化物イオンのモル分率が50%以上のハロゲン化銀をいう。このAgBrを主体としたハロゲン化銀粒子は、臭化物イオンのほかに沃化物イオン、塩化物イオンを含有していてもよい。
【0073】
<バインダ>
乳剤層には、銀塩粒子を均一に分散させ、且つ、乳剤層と支持体との密着を補助する目的でバインダを用いることができる。本発明において、上記バインダとしては、非水溶性ポリマー及び水溶性ポリマーのいずれもバインダとして用いることができるが、水溶性ポリマーを用いることが好ましい。
上記バインダとしては、例えば、ゼラチン、ポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、澱粉等の多糖類、セルロース及びその誘導体、ポリエチレンオキサイド、ポリサッカライド、ポリビニルアミン、キトサン、ポリリジン、ポリアクリル酸、ポリアルギン酸、ポリヒアルロン酸、カルボキシセルロース等が挙げられる。これらは、官能基のイオン性によって中性、陰イオン性、陽イオン性の性質を有する。
乳剤層中に含有されるバインダの含有量は、特に限定されず、分散性と密着性を発揮し得る範囲で適宜決定することができる。
【0074】
<溶媒>
上記乳剤層の形成に用いられる溶媒は、特に限定されるものではないが、例えば、水、有機溶媒(例えば、メタノール等のアルコール類、アセトン等のケトン類、ホルムアミド等のアミド類、ジメチルスルホキシド等のスルホキシド類、酢酸エチル等のエステル類、エーテル類等)、イオン性液体、及びこれらの混合溶媒を挙げることができる。
本発明の乳剤層に用いられる溶媒の含有量は、前記乳剤層に含まれる銀塩、バインダ等の合計の質量に対して30〜90質量%の範囲であり、50〜80質量%の範囲であることが好ましい。
【0075】
次に、メッシュパターン18を形成するための各工程について説明する。
[露光]
本実施の形態では、透明フイルム基材16上に設けられた銀塩乳剤層58を有する感光材料への露光が行われる。露光は、電磁波を用いて行うことができる。電磁波としては、例えば、可視光線、紫外線等の光、X線等の放射線等が挙げられる。さらに露光には波長分布を有する光源を利用してもよく、特定の波長の光源を用いてもよい。
パターン像を形成させる露光方式としては、均一光をマスクパターンを介して感光面に照射してマスクパターンを像様形成させる面露光方式と、レーザ光等のビームを走査してパターン状の照射部を感光性面上に形成させる走査露光方式とがある。コンパクトで、安価、さらに寿命が長く、安定性が高い装置を設計するためには、露光は半導体レーザを用いて行うことが最も好ましい。
【0076】
[現像処理]
本実施の形態では、乳剤層を露光した後、さらに現像処理が行われる。現像処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる通常の現像処理の技術を用いることができる。現像液については特に限定はしないが、PQ現像液、MQ現像液、MAA現像液等を用いることもでき、市販品では、例えば、富士フイルム社処方のCN−16、CR−56、CP45X、FD−3、パピトール、KODAK社処方のC−41、E−6、RA−4、D−19、D−72等の現像液、又はそのキットに含まれる現像液を用いることができる。また、リス現像液を用いることもできる。
リス現像液としては、KODAK社処方のD85等を用いることができる。本発明では、上記の露光及び現像処理を行うことにより露光部に金属銀部44、好ましくはパターン状金属銀部が形成されると共に、未露光部に上述した光透過性部46が形成される。
現像処理後の露光部に含まれる金属銀の質量は、露光前の露光部に含まれていた銀の質量に対して50質量%以上の含有率であることが好ましく、80質量%以上であることがさらに好ましい。露光部に含まれる銀の質量が露光前の露光部に含まれていた銀の質量に対して50質量%以上であれば、高い導電性を得ることができるため好ましい。
【0077】
[物理現像及びめっき処理]
本実施の形態では、上述した露光及び現像処理により形成された金属銀部44の導電性を向上させる目的で、金属銀部44に導電性金属粒子を担持させるための物理現像及び/又はめっき処理を行ってもよい。本実施の形態では物理現像又はめっき処理のいずれか一方のみで導電性金属粒子を金属銀部44に担持させることが可能であるが、さらに物理現像とめっき処理とを組み合わせて導電性金属粒子を金属銀部44に担持させることもできる。
【0078】
[カレンダー処理]
現像処理済みの金属銀部44にカレンダー処理を施して平滑化するようにしてもよい。これによって金属銀部44の導電性が顕著に増大する。カレンダー処理は、カレンダーロールにより行うことができる。カレンダーロールは通常一対のロールからなる。
カレンダー処理に用いられるロールとしては、エポキシ、ポリイミド、ポリアミド、ポリイミドアミド等のプラスチックロール又は金属ロールが用いられる。特に、両面に乳剤層を有する場合は、金属ロール同士で処理することが好ましい。片面に乳剤層を有する場合は、シワ防止の点から金属ロールとプラスチックロールの組み合わせとすることもできる。線圧力の上限値は1960N/cm(200kgf/cm、面圧に換算すると699.4kgf/cm2)以上、さらに好ましくは2940N/cm(300kgf/cm、面圧に換算すると935.8kgf/cm2)以上である。線圧力の上限値は、6880N/cm(700kgf/cm)以下である。
カレンダーロールで代表される平滑化処理の適用温度は10℃(温調なし)〜100℃が好ましく、より好ましい温度は、金属メッシュパターンや金属配線パターンの画線密度や形状、バインダ種によって異なるが、おおよそ10℃(温調なし)〜50℃の範囲にある。
【0079】
[蒸気接触処理]
カレンダー処理の直前あるいは直後に蒸気に接触させるとカレンダー処理による効果をより引き出すことができる。すなわち、導電性を著しく向上させることができる。使用する蒸気の温度は80℃以上が好ましく、100℃以上140℃以下がさらに好ましい。蒸気への接触時間は10秒から5分程度が好ましく、1分から5分がさらに好ましい。
【0080】
なお、本発明は、下記表1及び表2に記載の公開公報及び国際公開パンフレットの技術と適宜組合わせて使用することができる。「特開」、「号公報」、「号パンフレット」等の表記は省略する。
【0081】
【表1】

【0082】
【表2】
【実施例】
【0083】
以下に、本発明の実施例を挙げて本発明をさらに具体的に説明する。なお、以下の実施例に示される材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0084】
この実施例では、実施例1〜6、比較例1についての温度分布、温度上昇、光芒及び明所視認性(明るい場所での視認性)を評価した。
[実施例1]
<銀塩写真フイルム(タイプ1)の作製>
水媒体中のAg(銀)60gに対してゼラチン7.5gを含む球相当径平均0.05μmの沃臭化銀粒子(I=2モル%)を含有する乳剤を調製した。この際、Ag/ゼラチン体積比は1/1とし、ゼラチン種としては平均分子量2万の低分子量ゼラチンを用いた。
また、この乳剤中にはK3Rh2Br9及びK2IrCl6を濃度が10−7(モル/モル銀)になるように添加し、臭化銀粒子にRhイオンとIrイオンをドープした。この乳剤にNa2PdCl4を添加し、さらに塩化金酸とチオ硫酸ナトリウムを用いて金硫黄増感を行った後、ゼラチン硬膜剤と共に、銀の塗布量が1g/m2となるようにポリエチレンテレフタレート(PET)フイルム上に塗布し乾燥して銀塩写真フイルム(タイプ1)を作製した。PETフイルムは、塗布前に予め親水化処理したものを用いた。
【0085】
<パターン露光(タイプ1)>
短辺930mm、長辺1400mmの矩形の銀塩写真フイルム(タイプ1)にマスクを使って拡大投影露光して、図1に示すメッシュパターン18の潜像を形成した。主金属細線20の波線形状は、半径375μm、中心角30度の円弧26の向きを交互に逆に繋ぎ合わせた形状とした。このフイルムを露光済みフイルムとする。
【0086】
<透明導電性フイルム(タイプ1)の作製>
下記組成の現像液中にて露光済みフイルムを現像し、さらに定着液(スーパーフジフィックス:富士フイルム社製)を用いて定着処理を行った後、純水でリンスし乾燥した。
[現像液の組成]
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 0.037mol/リットル
N−メチルアミノフェノール 0.016mol/リットル
メタホウ酸ナトリウム 0.140mol/リットル
水酸化ナトリウム 0.360mol/リットル
臭化ナトリウム 0.031mol/リットル
メタ重亜硫酸カリウム 0.187mol/リットル
【0087】
<めっき処理>
現像・定着により形成された金属銀部に銅を電解めっきして、銅めっき層を形成した。さらに銅めっき層の上にニッケルをめっきして黒化層を形成した。このようにして矩形の透明導電性フイルムを得た。但し、露光ライン幅の両端部分(50μm幅)の電極区域にはニッケルめっきを施さなかった。
その後、この矩形の透明導電性フイルムを上辺1000mm、下辺1400mm、高さ930mmの台形状に裁断し、透明導電部14(発熱区域)のサイズを幅900mmとし、上側電極12a及び下側電極12bが形成される電極区域はそれぞれ幅15mmとした。電極区域の上に太陽インキ製造株式会社製の銀ペースト(ECM−100 AF4820)を塗布し、120℃で30分間熱処理し、銀ペースト層(導電性ペースト層)を形成して台形状の透明導電性フイルム(タイプ1)とした。
この透明導電性フイルム(タイプ1)の透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチは800μmであり、また、副金属細線22のピッチは3600μmであった。図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅は、それぞれ34.1μm、25.0μm、34.8μm、25.5μmであった。また、透明導電部14(発熱区域)における上側電極12aと下側電極12b間の抵抗(電極間抵抗)は0.34オームであった。
【0088】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺1100mm、下辺1500mm、高さ950mm)の2枚のガラス板と、ガラス板と同じサイズのポリビニルブチラールフイルム(以降、PVBフイルムという)を2枚を用意する。一方のガラス板の内面に台形状の透明導電性フイルム10の導電面を上にして重ね、この透明導電性フイルム10の銀ペースト層上に幅15mmの銅箔テープ(上側電極12a及び下側電極12b)を重ね、さらにPVBフイルム、他方のガラス板をこの順番で重ねてオートクレーブ装置中のゴム袋に入れ、ゴム袋の中を脱気して真空にし、真空を保ったままオートクレーブの温度を110℃に加熱する。その後、オートクレーブの温度を140℃に昇温すると共に、圧縮空気で8気圧に加圧する。このようにして、内部に透明導電性フイルム10をラミネートした発熱ガラス(タイプ1)を作製した。
【0089】
[実施例2]
<銀塩写真フイルム(タイプ2)の作製>
(乳剤の調製)
最初に下記3種の液を調整する。
・1液:
水 750ml
フタル化処理ゼラチン 20g
塩化ナトリウム 3g
1,3−ジメチルイミダゾリジン−2−チオン 20mg
ベンゼンチオスルホン酸ナトリウム 10mg
クエン酸 0.7g
・2液
水 300ml
硝酸銀 150g
・3液
水 300ml
塩化ナトリウム 38g
臭化カリウム 32g
ヘキサクロロイリジウム(III)酸カリウム
(0.005%KCl 20%水溶液) 5ml
ヘキサクロロロジウム酸アンモニウム
(0.001%NaCl 20%水溶液) 7ml
【0090】
3液に用いるヘキサクロロイリジウム(III)酸カリウム(0.005%KCl 20%水溶液)及びヘキサクロロロジウム酸アンモニウム(0.001%NaCl 20%水溶液)は、それぞれの錯体粉末をそれぞれKCl20%水溶液、NaCl20%水溶液に溶解し、40℃で120分間加熱して調製した。
【0091】
38℃、pH4.5に保たれた1液に、2液と3液の各々90%に相当する量を攪拌しながら同時に20分間にわたって加え、0.16μmの核粒子を形成した。続いて下記4液、5液を8分間にわたって加え、さらに、2液と3液の残りの10%の量を2分間にわたって加え、0.21μmまで成長させた。さらに、ヨウ化カリウム0.15gを加え5分間熟成し粒子形成を終了した。
【0092】
・4液
水 100ml
硝酸銀 50g
・5液
水 100ml
塩化ナトリウム 13g
臭化カリウム 11g
黄血塩 5mg
【0093】
その後、常法に従ってフロキュレーション法によって水洗した。具体的には、温度を35℃に下げ、硫酸を用いてハロゲン化銀が沈降するまでpHを下げた(pH3.6±0.2の範囲であった)。次に、上澄み液を約3リットル除去した(第一水洗)。さらに3リットルの蒸留水を加えてから、ハロゲン化銀が沈降するまで硫酸を加えた。再度、上澄み液を3リットル除去した(第二水洗)。第二水洗と同じ操作をさらに1回繰り返して(第三水洗)、水洗・脱塩行程を終了した。水洗・脱塩後の乳剤をpH6.4、pAg7.5に調整し、安定剤として1,3,3a,7−テトラアザインデン100mg、防腐剤としてプロキセル(商品名、ICI Co.,Ltd.製)100mgを加えた。最終的に塩化銀を70モル%、沃化銀を0.08モル%含む平均粒子径0.22μm、変動係数9%のヨウ塩臭化銀立方体粒子乳剤を得た。最終的に乳剤として、pH=6.4、pAg=7.5、電導度=4000μS/cm、密度=1.4×103kg/m3、粘度=20mPa・sとなった。
上記乳剤に下記Cpd−1を8.0×10−4モル/モルAg、1,3,3a,7−テトラアザインデン1.2×10−4モル/モルAgを添加しよく混合した。次いでクエン酸を用いて塗布液pHを5.6に調整した。
【0094】
【化1】
【0095】
厚み100μmのポリエチレンテレフタレート(PET)フイルム上に下塗り層を形成した後、乳剤を用いて上記のように調製した乳剤層塗布液を、下塗り層上にAg5g/m2、ゼラチン0.4g/m2になるように塗布し、その後、乾燥させたものを銀塩写真フイルム(タイプ2)とした。このとき、塗布試料は、乳剤層の銀/バインダ体積比率(銀/GEL比(vol))は1/1である。
【0096】
<パターン露光(タイプ1)>
実施例1と同様にしてパターン露光を行って露光済みフイルムを得た。
<透明導電性フイルム(タイプ2)の作製>
下記組成の現像液中にて露光済みフイルムを現像し、さらに下記組成の定着液を用いて定着処理を行った後、純水でリンスし乾燥した。
(現像液の組成)
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 15g/L
亜硫酸ナトリウム 30g/L
炭酸カリウム 40g/L
エチレンジアミン・四酢酸 2g/L
臭化カリウム 3g/L
ポリエチレングリコール2000 1g/L
水酸化カリウム 4g/L
pH 10.5に調整
(定着液の組成)
定着液1リットル中に、以下の化合物が含まれる。
チオ硫酸アンモニウム(75%) 300ml
亜硫酸アンモニウム・一水塩 25g/L
1,3-ジアミノプロパン・四酢酸 8g/L
酢酸 5g/L
アンモニア水(27%) 1g/L
ヨウ化カリウム 2g/L
pH 6.2に調整
【0097】
〔蒸気・カレンダー処理〕
上記のように現像処理することにより、透明フイルム基材16上に金属銀部によるメッシュパターン18が形成された透明導電性フイルム前駆体に対してカレンダー処理を行った。すなわち、樹脂製ロール(鉄芯+エポキシ樹脂コート、ロール直径250mm)を第1カレンダーロールに、金属製ロール(鉄芯+ハードクロムメッキ、鏡面加工、ロール直径250mm)を第2カレンダーロールに使用した一対のロールのニップ間に透明導電性フイルム前駆体を線圧が3920N/cmの条件下で通過させた。このとき、透明フイルム基材16が第1カレンダーロールと接し、金属銀部によるメッシュパターン18を有する層が第2カレンダーロールと接するように通過させた。さらにカレンダー処理後に100℃の水蒸気に1分間接触させた。このようにして矩形の透明導電性フイルムを得た。
【0098】
その後、この矩形の透明導電性フイルムを上辺700mm、下辺900mm、高さ630mmの台形状に裁断し、透明導電部14(発熱区域)のサイズは幅600mmとし、上側電極12a及び下側電極12bが形成される電極区域はそれぞれ幅15mmとした。電極区域の上に太陽インキ製造株式会社製の銀ペースト(ECM−100 AF4820)を塗布し、120℃で30分間熱処理し、銀ペースト層(導電性ペースト層)を形成して透明導電性フイルム(タイプ2)とした。
【0099】
この透明導電性フイルム(タイプ2)の透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチは800μmであり、また、副金属細線22のピッチは3600μmであった。図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅は、それぞれ25.0μm、20.0μm、25.3μm、20.2μmであった。また、透明導電部14(発熱区域)の電極間抵抗は3.3オームであった。
【0100】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、実施例1(発熱ガラス(タイプ1)の作製参照)と同様にして、実施例2に係る発熱ガラスを作製した。
【0101】
[実施例3]
<透明導電性フイルム(タイプ2)の作製>
矩形の透明導電性フイルムを上辺1000mm、下辺1400mm、高さ930mmの台形状に裁断し、透明導電部14(発熱区域)のサイズを幅900mmとし、上側電極12a及び下側電極12bが形成される電極区域をそれぞれ幅15mmとした点、並びに、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ13.6μm、10.0μm、13.9μm、10.2μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は5.3オームであった。
【0102】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺1000mm、下辺1500mm、高さ950mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例3に係る発熱ガラスを作製した。
【0103】
[実施例4]
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを1000μm、また、副金属細線22のピッチを2400μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ10.0μm、8.0μm、10.1μm、8.1μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は9.7オームであった。
【0104】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例4に係る発熱ガラスを作製した。
【0105】
[実施例5]
<パターン露光(タイプ1)>
短辺930mm、長辺1400mmの矩形の銀塩写真フイルム(タイプ1)にマスクを使って拡大投影露光して、図3に示すメッシュパターンの潜像を形成した点以外は、上述した実施例2と同様にして、露光済みフイルムを作製した。
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを800μm、また、副金属細線22のピッチを2400μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ12.5μm、10.0μm、12.6μm、10.1μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は10.0オームであった。
<発熱ガラス(タイプ2)の作製>
一方のPVBフイルムの上に透明導電性フイルム10を重ね、透明導電性フイルム10の銀ペースト層上に幅15mmの銅箔テープを重ね、さらに他方のPVBフイルムを重ねる。この4層重ねたフイルムをラミネーターに供給し、一方のPVBフイルム/透明導電性フイルム/銅箔テープ/他方のPVBフイルムの4層構造の複合フイルムを作製した。この複合フイルムを上辺800mm、下辺1000mm、高さ650mmの台形状に裁断し、上辺800mm、下辺1000mm、高さ650mmの台形状の2枚のガラス板の間に重ねて、オートクレーブ装置中のゴム袋に入れ、ゴム袋の中を脱気して真空にし、真空を保ったままオートクレーブの温度を110℃に加熱する。その後、オートクレーブの温度を140℃に昇温すると共に、圧縮空気で8気圧に加圧する。このようにして、内部に透明導電性フイルムをラミネートした実施例5に係る発熱ガラスを作製した。
【0106】
[実施例6]
<パターン露光(タイプ2)>
送出し装置から銀塩写真フイルム(タイプ2)を送り出し、一時的にフイルムの走行を停止して銀塩写真フイルム(タイプ2)にマスクを使って拡大投影露光し、再びフイルムを走行させる間欠送り出し露光方法により、銀塩写真フイルム(タイプ2)の透明導電部となる範囲に、図4に示すメッシュパターン18の潜像を形成した。主金属細線20の波線形状は、半径375μm、中心角30度の円弧の向きを交互に逆に繋ぎ合わせた形状とした。このフイルムを露光済みフイルムとする。
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを800μm、また、副金属細線22のピッチを3600μmとし、上辺14aにおける主金属細線の線幅を9.0μm、下辺14bにおける主金属細線の線幅を11.0μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)における左側電極30aと右側電極30b間の抵抗(電極間抵抗)は10.0オームであった。
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例6に係る発熱ガラスを作製した。
【0107】
[比較例1]
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)における主金属細線20の上辺14aにおける主金属細線20のピッチを800μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を全て10.0μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルムを作製した。なお、副金属細線22は形成しなかった。透明導電性フイルムの透明導電部14(発熱区域)の電極間抵抗は10.0オームであった。
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして比較例1に係る発熱ガラスを作製した。
【0108】
[評価]
実施例1〜6、比較例1について、温度上昇、温度分布、光芒及び明所視認性を評価した。実施例1〜6、比較例1の銀塩写真フイルムのタイプ、パターン露光のタイプ、透明導電性フイルムのタイプ、発熱ガラスのタイプ並びに発熱ガラスの外形を表3に示し、透明導電性フイルムのメッシュパターン18の内訳を表4に示し、評価結果を表5に示す。
(温度上昇)
発熱ガラスの右半分表面の9点に熱電対を貼着し、発熱開始後30分後の指示温度の平均と室温との差で表した。
(温度分布)
発熱ガラスの右半分表面の9点に熱電対を貼着し、発熱開始後30分後の指示温度の最高値と最低値との差で表した。
(光芒)
自動車用ハロゲンランプから18mはなれた位置に発熱ガラスを置いて、光芒を観察し、その強さと光芒の広がりを4段階で評価した。4段階の内訳は、以下の通りである。
1:ヒーターを組み込まない合せガラスと同等。
2:僅かに光芒が認められる。
3:明瞭な光芒が認められる。
4:強い光芒が認められる。
(明所視認性)
眼から60cmの距離を置いて発熱ガラスを目視観察し、金属細線の見えやすさを4段階で評価した。4段階の内訳は、以下の通りである。
1:全く見えない。
2:ほとんど見えない。
3:見える。
4:よく見え目立つ。
【0109】
【表3】
【0110】
【表4】
【0111】
【表5】
【0112】
表3〜表5から、比較例1は、温度差が8℃もあり、一部においてホットスポットが発生していることがわかる。また、比較例1は、明所視認性はほとんど見えないという良好な結果であったが、光芒の強度が大きく、明瞭な光芒が認められた。一方、実施例1〜6は、温度差が3℃〜4℃であり、透明導電部全体において温度分布がほぼ均一になっていることがわかる。また、いずれも光芒の評価が良好で、特に、実施例1〜4は、ヒーターを組み込まない合せガラスと同等レベルであり、非常に良好であった。また、明所視認性も良好で、実施例4以外は、全く見えない、という評価結果であった。
【0113】
なお、本発明に係る透明導電性フイルム及び発熱ガラスの製造方法は、上述の実施の形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることはもちろんである。
【符号の説明】
【0114】
10A〜10C…第1透明導電性フイルム〜第3透明導電性フイルム
12a…上側電極 12b…下側電極
14…透明導電部 16…透明フイルム基材
18…メッシュパターン 20…主金属細線
22…副金属細線 26…円弧
30a…左側電極 30b…右側電極
32…絶縁板 40…銀塩感光層
44…金属銀部 46…光透過性部
48…導電性金属
【技術分野】
【0001】
本発明は、車両のデフロスタ(霜取り装置)、窓ガラス等の一部として使用可能で、電流を流すことで発熱し発熱シートとしても機能し、また、例えば窓ガラス等に設置された色素増感型太陽電池の電極等としても使用することができる透明導電性フイルムと、該透明導電性フイルムを有する発熱ガラス(電熱窓ガラス)の製造方法に関する。
【背景技術】
【0002】
従来、例えば車両用の窓ガラス(フロントガラス等)内に発熱体が設置された発熱ガラスにおいて、多数の抵抗加熱ワイヤを上辺バスバー(窓ガラスの上辺に設置された電極)と下辺バスバー(窓ガラスの下辺に設置された電極)間に配置する例が提案されている(特許文献1〜4参照)。
特許文献1記載の例は、上辺バスバーの長さが下辺バスバーの長さよりも短いと、多数の抵抗加熱ワイヤが配線された発熱領域でのホットスポット(局部的に高温となる部分)の発生を抑制するため、長方形状の中央部分のみに発熱領域を設けるようにしている。
特許文献2には、多数の抵抗加熱ワイヤを上辺バスバーから下辺バスバーに向かって放射状に配線する例が記載されている。また、この特許文献2では、光芒低減のために、多数の抵抗加熱ワイヤを波線形状にした例が記載されている。
特許文献3には、ほぼ台形状の曲面ガラス(非円形曲面形状)の非平行な左右の両側面間に多数の熱線ワイヤを非円形曲面に沿って水平に配線する例が記載されている。
特許文献4には、透明電極膜(ITO膜)をガラス全面にスパッタリングして形成し、左右両端部の抵抗値を中央部分よりも高くする例が記載されている。
なお、透明導電性フイルムを窓ガラス(例えば車両のフロントガラス)に設置する場合は、フロントガラスを構成する2枚の貼合せガラスの間に透明導電性フイルムを設置する方法が好ましく採用され、例えば特許文献5に記載の方法等が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第2006/098160号パンフレット
【特許文献2】特許第3887441号公報
【特許文献3】特許第4143142号公報
【特許文献4】特開平8−244561号公報
【特許文献5】特表2004−520186号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1記載の発熱ガラスは、窓ガラスの中央部分のみに多数の抵抗加熱ワイヤによる発熱領域を設けているため、窓ガラスの下辺両隅部分(発熱領域が形成されていない部分)の色が中央部分の色と異なってしまい、外観が悪くなるという問題がある。また、窓ガラスの下辺両隅部分は、発熱領域が形成されていないため、発熱せず、雪等が残存するという問題もある。
特許文献2記載の発熱ガラスは、ホットスポットを抑制するためには、多数の抵抗加熱ワイヤをなるべく平行になるように配線する必要があるが、多数の抵抗加熱ワイヤを平行に並べるだけでも製造工程が煩雑となり、製造コストが高価になるという問題がある。また、この特許文献2では、光芒低減のために、多数の抵抗加熱ワイヤを波線形状にした例が記載されているが、波線形状するとさらに製造工程が複雑になる。そこで、ワイヤの本数を減らすと、ピッチが広がり、ワイヤが目立つという新たな問題が生じる。
特許文献3記載の発熱ガラスも、上述した特許文献2と同様に、多数の抵抗加熱ワイヤを平行に並べるだけでも製造工程が煩雑となり、製造コストが高価になるという問題がある。
特許文献4記載の発熱ガラスは、ITO膜を用いているため、発熱領域の表面抵抗が大きくなり、車両用の電源電圧(12V)では十分な発熱ができないという問題がある。
【0005】
本発明は、かかる事情に鑑みなされたものであり、ホットスポットの発生の抑制、明所視認性の向上、光芒の強度の低下、製造コストの低減を図ることができる透明導電性フイルムを提供することを目的とする。
また、本発明の他の目的は、上述の本発明に係る透明導電性フイルムを用いることで、ホットスポットの発生の抑制、明所視認性の向上、外観の良好性、光芒の強度の低下、製造コストの低減を図ることができる発熱ガラスを製造することができる発熱ガラスの製造方法を提供することにある。
【課題を解決するための手段】
【0006】
[1] 第1の本発明に係る透明導電性フイルムは、外形形状が上辺及び下辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、前記メッシュパターンは、前記上辺から前記下辺に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に狭くなるように設定され、前記主金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[2] 第1の本発明において、前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする。
[3] 第1の本発明において、前記主金属細線の上辺における線幅をw1、前記主金属細線の上辺から下辺に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする。
[4] 第1の本発明において、前記主金属細線の前記上辺における線幅及びピッチをw1及びp1、前記主金属細線の前記下辺における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする。
[5] 第1の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上辺とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下辺とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする。
[6] 第1の本発明において、横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする。
[7] 第1の本発明において、横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする。
[8] 第2の本発明に係る透明導電性フイルムは、外形形状が上辺、下辺、左辺及び右辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、前記メッシュパターンは、前記左辺から前記右辺に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[9] 第2の本発明において、前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする。
[10] 第2の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左辺とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右辺とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする。
[11] 第2の本発明において、上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする。
[12] 第3の本発明に係る透明導電性フイルムは、対向して配置された上側電極及び下側電極と、前記上側電極及び前記下側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、前記上側電極の長さが前記下側電極の長さよりも短く、前記透明導電部は、外形形状がほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、前記メッシュパターンは、前記上側電極から前記下側電極に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上側電極から前記下側電極に向かって徐々に狭くなるように設定され、前記主金属細線のピッチは、前記上側電極から前記下側電極に向かって徐々に大きくなるように設定されていることを特徴とする。
[13] 第3の本発明において、前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする。
[14] 第3の本発明において、前記主金属細線の上側電極における線幅をw1、前記主金属細線の前記上側電極から前記下側電極に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする。
[15] 第3の本発明において、前記主金属細線の前記上側電極における線幅及びピッチをw1及びp1、前記主金属細線の前記下側電極における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする。
[16] 第3の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上側電極とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下側電極とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする。
[17] 第3の本発明において、横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする。
[18] 第3の本発明において、横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする。
[19] 第4の本発明に係る透明導電性フイルムは、対向して配置された左側電極及び右側電極と、前記左側電極及び前記右側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、前記透明導電部は、外形形状が上辺及び下辺を有するほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、前記メッシュパターンは、前記左側電極から前記右側電極に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする。
[20] 第4の本発明において、前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする。
[21] 第4の本発明において、隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左側電極とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右側電極とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする。
[22] 第4の本発明において、上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする。
[23] 第4の本発明において、前記透明導電部の前記上辺よりも上方であって、且つ、前記左側電極と前記右側電極とで挟まれた領域に絶縁板が設置されていることを特徴とする。
[24] 第1〜第4の本発明において、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一な第2発熱領域を有し、第2発熱領域の方が第1発熱領域よりも単位面積当たりの発熱量が大きいことを特徴とする。
[25] 前記第2発熱領域が運転席近傍に配置されることを特徴とする。
[26] 第5の本発明に係る発熱ガラスの製造方法は、少なくとも1層の可撓性安全フイルムと請求項1〜21のいずれか1項に記載の透明導電性フイルムとを貼り合わせて複合フイルムを作製する工程と、前記複合フイルムを2枚のガラス板の間に挟んで一体化する工程とを有することを特徴とする。
【発明の効果】
【0007】
以上説明したように、本発明に係る透明導電性フイルムによれば、円弧等の周期や振幅、あるいは第1金属細線と第2金属細線との交差角度を最適化することで、光芒の強度を低下させてぎらつきを低減し、しかも、明るい環境下でもメッシュパターンが認識されにくい、すなわち、視認性の向上を図ることができる。従って、電流を流すことで発熱シートとして使用する場合に、発熱効率を向上させることができると共に車両用灯具や外灯等による光のぎらつきを防止することができ、しかも、例えば車両のフロントガラスに設置した際に、透明性を損なうことがなく、特に、運転者の視線が向けられる部分での透明性を十分に確保することができる。
また、本発明に係る発熱ガラスの製造方法によれば、上述の本発明に係る透明導電性フイルムを用いることで、ぎらつきを低減でき、しかも、明るい環境下でもメッシュパターンが認識されにくい発熱ガラスを製造することができる。これにより、例えば車両のフロントガラスに設置した際に、透明性を損なうことがなく、特に、運転者の視線が向けられる部分での透明性を十分に確保することができる。
【図面の簡単な説明】
【0008】
【図1】第1透明導電性フイルムの一構成例を示す平面図である。
【図2】第1透明導電性フイルムを一部省略して示す断面図である。
【図3】第2透明導電性フイルムの一構成例を示す平面図である。
【図4】第3透明導電性フイルムの一構成例を示す平面図である。
【図5】図5A〜図5Eは透明導電性フイルムの第1の製造方法を示す工程図である。
【図6】図6A及び図6Bは透明導電性フイルムの第2の製造方法を示す工程図である。
【図7】図7A及び図7Bは透明導電性フイルムの第3の製造方法を示す工程図である。
【図8】透明導電性フイルムの第4の製造方法を示す工程図である。
【図9】発熱ガラスの第1製造方法を示すフローチャートである。
【図10】透明導電部の中央上部、中央下部、側部上部及び側部下部を説明するための模式図である。
【発明を実施するための形態】
【0009】
以下、本発明に係る透明導電性フイルム及び発熱ガラスの実施の形態例を図1〜図10を参照しながら説明する。
【0010】
先ず、第1の本実施の形態に係る透明導電性フイルム(以下、第1透明導電性フイルムと記す)は、車両のデフロスタ(霜取り装置)や、窓ガラス等の一部として使用可能な透明導電性フイルムである。この透明導電性フイルムは、電流を流すことで発熱する透明発熱体としても機能する。
【0011】
そして、この第1透明導電性フイルム10Aは、図1に示すように、対向して配置された上側電極12a及び下側電極12bと、これら上側電極12a及び下側電極12b間に配置された透明導電部14とを有する。図1では、自動車のフロントガラス等の窓ガラス15内に第1透明導電性フイルム10Aを設置した例(発熱ガラス)を示す。窓ガラスは、図1において、二点鎖線にて示すように、その投影形状がほぼ台形状とされ、上辺の長さが下辺の長さよりも小とされている。そして、上側電極12aは、窓ガラス15の上部に配置され、その長さは窓ガラスの上辺の長さよりもわずかに小とされている。同様に、下側電極12bは、窓ガラス15の下部に配置され、その長さは窓ガラスの下辺の長さよりもわずかに小とされている。つまり、下側電極12bの長さは上側電極12aの長さよりも大とされている。なお、窓ガラス15内に第1透明導電性フイルム10Aを設置する方法としては、例えば窓ガラス15を構成する2枚のガラス板の間に第1透明導電性フイルム10Aを設置することが好ましく採用される。
【0012】
そして、透明導電部14は、外形形状が上辺14a及び下辺14bを有するほぼ台形状であって、透明フイルム基材16(図2参照)上に形成された複数の金属細線によるメッシュパターン18を有する。上辺14aは、メッシュパターン18と上側電極12aとの境界線にて構成され、下辺14bは、メッシュパターン18と下側電極12bとの境界線にて構成されている。
【0013】
メッシュパターン18は、上側電極12a(上辺14a)から下側電極12b(下辺14b)に向かって放射状に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有する。この第1透明導電性フイルム10Aでは、横方向に隣り合う副金属細線22の位置が一直線状に並んでいる。
【0014】
主金属細線20は、多数の湾曲を有する波線形状に形成されている。湾曲は、円弧状、サイン曲線(sinカーブ)、自由曲線等が採用されるが、その中でも円弧が好ましい。従って、主金属細線20は、多数の円弧26がそれぞれ山谷の方向を逆にして連続形成された形状を有する。各円弧26はそれぞれ中心角が0°より大きく、且つ、105°以下とされている。図1では、円弧26の中心角をほぼ30°とした例を示す。
【0015】
また、上述の波線形状は、一定の周期を有する。周期は、円弧26の配列周期をいう。すなわち、2つの円弧26がそれぞれ山谷の方向を逆にして連続配列された長さを1周期としている。1周期は、50μm〜2000μmが好ましい。
また、上述の波線形状は、一定の振幅を有する。主金属細線20の中心線(一点鎖線で示す)を考えたとき、主金属細線20の振幅は、波線形状の山の頂上から中心線に垂線を引いたとき、山の頂上と交点(垂線と中心線との交点)間の距離を指す。振幅は、10μm〜500μmが好ましい。本実施の形態では、主金属細線20の波線形状は、一定の振幅を有するようにしているが、1つの主金属細線20において、隣接する円弧26の各振幅をそれぞれ異ならせてもよいし、隣接する主金属細線20において、それぞれの円弧26の振幅を異ならせてもよい。
【0016】
そして、主金属細線20の線幅は、上側電極12aから下側電極12bに向かって徐々(連続的を含む)に狭くなるように設定され、主金属細線20のピッチは、上側電極12aから下側電極12bに向かって徐々(連続的を含む)に大きくなるように設定されている。具体的には、主金属細線20の上側電極12aにおける線幅をw1、主金属細線20の上側電極12aから下側電極12bに向かう長さをdL、主金属細線20の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足するように設定されている。
特に、この第1透明導電性フイルム10Aでは、主金属細線20の上側電極12aにおけるピッチをp1、主金属細線20の下側電極12bにおける線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足する。
【0017】
第1透明導電性フイルム10Aを透明発熱体として使用する場合は、例えば上側電極12aから下側電極12bに電流を流す。これにより、透明導電部14が発熱し、第1透明導電性フイルム10Aの透明導電部14に接する、又は第1透明導電性フイルム10Aを組み込んだ加熱対象物(例えば、建物の窓ガラス、車両用の窓ガラス、車両用灯具の前面カバー等)が加熱される。その結果、加熱対象物に付着していた雪等が取り除かれることになる。
【0018】
特に、この第1透明導電性フイルム10Aにおいては、上述のように構成したので、隣接する2つの主金属細線20とその間の隣接する2つの副金属細線22とで囲まれた第1区域Z1の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と上側電極12a(上辺14a)とで囲まれた第2区域Z2の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と下側電極12b(下辺14b)とで囲まれた第3区域Z3の発熱量は、ほぼ同じになり、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。
【0019】
また、透明導電部14(発熱区域)に、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一であって、且つ、第1発熱領域よりも単位面積当たりの発熱量が大きい第2発熱領域を分布させることができる。例えば透明導電部14の上部に第1発熱領域を分布させ、下部に第2発熱領域を分布させることができる。そして、この第1透明導電性フイルム10Aを例えば車両用のフロントガラスに適用した場合に、フロントガラスのうち、運転席に近い部分に第2発熱領域を位置させることができ、フロントガラスに付着していた雪を運転席に近い部分から早期に取り除くことができる。
【0020】
主金属細線20のピッチp1及びp2は、150μm以上6000μm以下から選択可能である。また、主金属細線20の線幅は、5μm以上200μmから選択可能である。もちろん、透明性を向上させたい場合は、5μm以上50μm以下から選択してもよい。なお、第1透明導電性フイルム10Aの可視光透過率は85%以上99%以下である。
【0021】
隣接する主金属細線20間に配線される副金属細線22の本数は、視認性を考慮した場合、できるだけ少ない方が好ましいが、1本又は2本では、主金属細線20の断線によるホットスポットの発生が懸念される。そこで、5〜10本が好ましい。もちろん、発熱ガラスのサイズや材質に応じて本数を適宜設定してもよい。副金属細線22の線幅は、5μm以上200μmから選択可能である。もちろん、透明性を向上させたい場合は、5μm以上50μm以下から選択してもよい。
【0022】
また、この第1透明導電性フイルム10Aでは、主金属細線20を波線形状としているため、光の屈折や回折が拡散され、光芒の強度を低下させることができ、しかも、明るい場所でもメッシュパターン18がほとんど目立たなくなり、明所視認性も向上する。また、透明導電部14の外形形状を、窓ガラスの投影形状に沿って台形状としたので、発熱ガラスとした場合に、該発熱ガラスの下辺隅部の色と中央部分の色とが異なるということがなくなり、発熱ガラスの外観も良好となる。
【0023】
なお、図1の例では、主金属細線20の本数を19本、副金属細線22の本数を隣接する主金属細線20間当たり3本とした例を示しているが、これは、あくまでも本発明の理解を助けるために誇張して示したものであって、実際には、これよりも多数本の主金属細線20並びに副金属細線22が形成される。
【0024】
次に、第2の本実施の形態に係る透明導電性フイルム(以下、第2透明導電性フイルム10Bと記す)について図3を参照しながら説明する。
第2透明導電性フイルム10Bは、図3に示すように、上述した第1透明導電性フイルム10Aとほぼ同様の構成を有するが、横方向に隣り合う副金属細線22の位置が上下方向にずれている点で異なる。図2の例では、左から右に向かって1番目、3番目、5番目というように、奇数番目の副金属細線22の位置がそれぞれ横方向に並んだ位置関係となっており、左から右に向かって2番目、4番目、6番目というように、偶数番目の副金属細線22の位置がそれぞれ横方向に並んだ位置関係となっている。
【0025】
この第2透明導電性フイルム10Bにおいても、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。もちろん、光芒の強度を低下させることができ、しかも、明所視認性も向上させることができる。発熱ガラスの外観も良好となる。
【0026】
次に、第3の本実施の形態に係る透明導電性フイルム(以下、第3透明導電性フイルム10Cと記す)について図4を参照しながら説明する。
第3透明導電性フイルム10Cは、図4に示すように、対向して配置された左側電極30a及び右側電極30bと、これら左側電極30a及び右側電極30b間に配置された透明導電部14と、左側電極30a及び右側電極30b間であって、透明導電部14よりも上方の位置に配置された絶縁板32とを有する。
【0027】
左側電極30aは、窓ガラス15の左部の位置であって、且つ、窓ガラス15の左辺に沿って配置され、その長さは窓ガラス15の左辺の長さよりもわずかに小とされている。同様に、右側電極30bは、窓ガラス15の右部の位置であって、且つ、窓ガラス15の右辺に沿って配置され、その長さは窓ガラス15の右辺の長さよりもわずかに小とされている。つまり、左側電極30aの長さと右側電極30bの長さはほぼ同じとされている。
【0028】
そして、透明導電部14は、外形形状が上辺14a、下辺14b、左辺14c及び右辺14dを有するほぼ台形状であって、透明フイルム基材16(図2参照)上に形成された複数の金属細線によるメッシュパターン18を有する。メッシュパターン18は、左側電極30aから右側電極30bに向かってそれぞれ平行に配線された複数の主金属細線20と、隣接する主金属細線20間を電気的に接続する複数の副金属細線22とを有する。上下方向に隣り合う副金属細線22の位置は左右方向にずれている。透明導電部14の上辺14aは、複数の主金属細線20のうち、絶縁板32に最も近い、すなわち、最上にある主金属細線20にて構成され、透明導電部14の下辺14bは、複数の主金属細線20のうち、絶縁板32から最も遠い、すなわち、最下にある主金属細線20にて構成されている。また、左辺14cは、メッシュパターン18と左側電極30aとの境界線にて構成され、右辺14dは、メッシュパターン18と右側電極30bとの境界線にて構成されている。なお、主金属細線20の波線形状、副金属細線22の形状は、上述した第1透明導電性フイルム10Aと同じである。
【0029】
そして、この第3透明導電性フイルム10Cにおける主金属細線20の線幅は、上辺14aから下辺14bに向かって徐々に広くなるように設定され、副金属細線22のピッチは、上辺14aから下辺14bに向かって徐々に大きくなるように設定されている。
【0030】
第3透明導電性フイルム10Cを透明発熱体として使用する場合は、例えば左側電極30aから右側電極30bに電流を流す。これにより、透明導電部14が発熱し、第3透明導電性フイルム10Cの透明導電部14に接する、又は第3透明導電性フイルム10Cを組み込んだ加熱対象物(例えば、建物の窓ガラス、車両用の窓ガラス、車両用灯具の前面カバー等)が加熱される。その結果、加熱対象物に付着していた雪等が取り除かれることになる。
【0031】
特に、この第3透明導電性フイルム10Cにおいては、隣接する2つの主金属細線20とその間の隣接する2つの副金属細線22とで囲まれた第4区域Z4の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と左側電極30aとで囲まれた第5区域Z5の発熱量と、隣接する2つの主金属細線20とその間の1つの副金属細線22と右側電極30bとで囲まれた第6区域Z6の発熱量は、ほぼ同じになり、透明導電部14全体の温度分布をほぼ均一にすることが可能となる。つまり、ホットスポットの発生を抑制することができる。もちろん、光芒の強度を低下させることができ、しかも、明所視認性も向上させることができる。発熱ガラスの外観も良好となる。
【0032】
さらに、主金属細線20の線幅をw、主金属細線20の左辺14cから右辺14dに向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足するように設定されていることが好ましい。
【0033】
この第3透明導電性フイルム10Cにおいても、透明導電部14(発熱区域)に、単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一であって、且つ、第1発熱領域よりも単位面積当たりの発熱量が大きい第2発熱領域を分布させることができる。特に、上述の関係を満足させることで、例えば透明導電部14の左側に第1発熱領域を分布させ、右側に第2発熱領域を分布させることができる。そして、この第3透明導電性フイルム10Cを例えば車両用のフロントガラスに適用した場合に、フロントガラスのうち、運転席(右ハンドルタイプ)に近い部分に第2発熱領域を位置させることができ、フロントガラスに付着していた雪を運転席に近い部分から早期に取り除くことができる。もちろん、左ハンドルタイプに対応して、透明導電部14の右側に第1発熱領域を分布させ、左側に第2発熱領域を分布させることもできる。
【0034】
また、この第3透明導電性フイルム10Cでは、左側電極30aと右側電極30b間に透明導電部14に加えて絶縁板32を設置するようにしているため、絶縁板32に例えばGND(接地電極)や配線層を形成して、その上に種々のアンテナ素子やセンサ素子等を実装するようにして、発熱ガラスの多機能化を図るようにしてもよい。
【0035】
なお、従来のように、線状発熱体をジグザグに引き回す構成の場合は、隣接する導線間で電位差が生じ、マイグレーションの原因になるという問題があったが、メッシュ形状であれば、隣接する主金属細線20間は初めから短絡状態であるためマイグレーションがあっても問題にならない。
また、メッシュパターン18を、展性、延性に優れた金属細線等で構成することができるため、最小曲率半径が300mm以下の三次元曲面に沿って形成することも可能である。しかも、隣接する主金属細線20間に副金属細線22を電気的に接続したので、いずれかの主金属細線20が断線しても、副金属細線22を経由して電流が流れるため、ホットスポットの発生を抑制することができる。
【0036】
次に、透明導電性フイルム10の製造方法について図5A〜図8を参照しながら説明する。なお、第1透明導電性フイルム10A〜第3透明導電性フイルム10Cを総称していう場合は、透明導電性フイルム10と記す。
【0037】
第1の製造方法は、透明フイルム基材16上に設けられた銀塩感光層を露光し、現像、定着することによって形成された金属銀部と、該金属銀部に担持された導電性金属にてメッシュパターン18を形成する。
【0038】
具体的には、図5Aに示すように、ハロゲン化銀36(例えば臭化銀粒子、塩臭化銀粒子や沃臭化銀粒子)をゼラチン38に混ぜてなる銀塩感光層40を透明フイルム基材16上に塗布する。なお、図5A〜図5Cでは、ハロゲン化銀36を「粒々」として表記してあるが、あくまでも本発明の理解を助けるために誇張して示したものであって、大きさや濃度等を示したものではない。
【0039】
その後、図5Bに示すように、銀塩感光層40に対してメッシュパターン18の形成に必要な露光を行う。ハロゲン化銀36は、光エネルギーを受けると感光して「潜像」と称される肉眼では観察できない微小な銀核を生成する。この場合、このメッシュパターン18を形成するための露光は、いわゆる間欠送り出し方式の投影露光が好適である。
【0040】
その後、潜像を肉眼で観察できる可視化された画像に増幅するために、図5Cに示すように、現像処理を行う。具体的には、潜像が形成された銀塩感光層40を現像液(アルカリ性溶液と酸性溶液のどちらもあるが通常はアルカリ性溶液が多い)にて現像処理する。この現像処理とは、ハロゲン化銀粒子ないし現像液から供給された銀イオンが現像液中の現像主薬と呼ばれる還元剤により潜像銀核を触媒核として金属銀に還元されて、その結果として潜像銀核が増幅されて可視化された銀画像(現像銀42)を形成する。
【0041】
現像処理を終えたあとに銀塩感光層40中には光に感光できるハロゲン化銀36が残存するのでこれを除去するために図5Dに示すように定着処理液(酸性溶液とアルカリ性溶液のどちらもあるが通常は酸性溶液が多い)により定着を行う。
【0042】
この定着処理を行うことによって、露光された部位には金属銀部44が形成され、露光されていない部位にはゼラチン38のみが残存し、光透過性部46となる。すなわち、透明フイルム基材16上に金属銀部44と光透過性部46との組み合わせが形成されることになる。
【0043】
ハロゲン化銀36として臭化銀を用い、チオ硫酸塩で定着処理した場合の定着処理の反応式は以下の通りである。
AgBr(固体)+2個のS2O3イオン → Ag(S2O3)2
(易水溶性錯体)
【0044】
すなわち、2個のチオ硫酸イオンS2O3とゼラチン38中の銀イオン(AgBrからの銀イオン)が、チオ硫酸銀錯体を生成する。チオ硫酸銀錯体は水溶性が高いのでゼラチン38中から溶出されることになる。その結果、現像銀42が金属銀部44として定着されて残ることになる。
【0045】
従って、現像工程は、潜像に対し還元剤を反応させて現像銀42を析出させる工程であり、定着工程は、現像銀42にならなかったハロゲン化銀36を水に溶出させる工程である。詳細は、T.H.James, The Theory of the Photographic Process, 4th ed., Macmillian Publishing Co.,Inc, NY,Chapter15, pp.438−442. 1977を参照されたい。
【0046】
なお、現像処理は多くの場合アルカリ性溶液で行われることから、現像処理工程から定着処理工程に入る際に、現像処理にて付着したアルカリ溶液が定着処理溶液(多くの場合は酸性溶液である)に持ち込まれるため、定着処理液の活性が変わるといった問題がある。また、現像処理槽を出た後、膜に残留した現像液により意図しない現像反応がさらに進行する懸念もある。そこで、現像処理後で、定着処理工程に入る前に、酢酸(酢)溶液等の停止液で銀塩感光層40を中和もしくは酸性化することが好ましい。
【0047】
そして、図5Eに示すように、例えばめっき処理(無電解めっきや電気めっきを単独ないし組み合わせる)を行って、金属銀部44のみに導電性金属48を担持させることによって、透明フイルム基材16上に金属銀部44と、該金属銀部44に担持された導電性金属48にて主金属細線20及び副金属細線22によるメッシュパターン18が形成されることになる。
【0048】
そして、銀塩感光層40に対する露光にて使用されるマスクは、メッシュパターン18、すなわち、交差部24間の金属細線が少なくとも1つの湾曲を有する波線形状に形成されたメッシュパターン18に対応したマスクパターンを有するようにしてもよい。
【0049】
あるいは、銀塩感光層40に対するデジタル書込み露光によって、銀塩感光層40に、メッシュパターン18を露光するようにしてもよい。
【0050】
その他の製造方法(第2の製造方法)としては、図6Aに示すように、例えば透明フイルム基材16上に形成された銅箔50上のフォトレジスト膜52を露光、現像処理してレジストパターン54を形成し、図6Bに示すように、レジストパターン54から露出する銅箔50をエッチングすることによって、メッシュパターン18を形成するようにしてもよい。この場合、フォトレジスト膜52に対する露光にて使用されるマスクは、メッシュパターン18に対応したマスクパターンを有するようにしてもよい。あるいは、フォトレジスト膜52に対するデジタル書込み露光によって、フォトレジスト膜52に、メッシュパターン18を露光するようにしてもよい。
【0051】
また、第3の製造方法としては、図7Aに示すように、透明フイルム基材16上に金属微粒子を含むペースト56を印刷し、図7Bに示すように、ペースト56に金属めっき58を行うことによって、メッシュパターン18を形成するようにしてもよい。
【0052】
あるいは、第4の製造方法として、図8に示すように、透明フイルム基材16に、メッシュパターン18をスクリーン印刷版又はグラビア印刷版によって印刷形成するようにしてもよい。
【0053】
次に、本実施の形態に係る透明導電性フイルム10を用いた発熱ガラスの製造方法について図9を参照しながら説明する。この製造方法は、2枚のガラス板間に透明導電性フイルム10を挟み込んで作製する方法である。
【0054】
先ず、図9のステップS1において、少なくとも1層の可撓性保護フイルム(ガラス板への接着と透明導電性フイルムの保護を兼ねたフイルム)と透明導電性フイルムとを貼り合わせて複合フイルムを作製する。可撓性保護フイルムとしては、ポリビニルブチラール(PVB)フイルム等が挙げられる。
その後、ステップS2において、複合フイルムを、設置されるガラス板の大きさに対応した長さに切断する。
その後、ステップS3において、切断後の複合フイルムを2枚のガラス板の間に挟んで一体化する。これにより、発熱ガラスが完成する。
【0055】
ステップS1での複合フイルムを作製する方法としては、特許文献5に記載の方法が好ましく使用される。
ここで、特許文献5を使用した複合フイルムの作製方法について簡単に説明する。なお、部材名の参照符号は特許文献5の参照符号を使用し、括弧書きにて示す。
先ず、特許文献5の図1に示すように、1層の可撓性保護フイルムを供給ロール(1)からピンチローラ(4,5)によって繰り出す。このとき、可撓性保護フイルムを赤外線ヒータ(3)の前面を通過させることで、可撓性保護フイルムを加熱し、その状態でスパイラルローラ(6)上を通過させる。このスパイラルローラ(6)は可撓性保護フイルムがピンチローラ(4,5)からスパイラルローラ(6)にかけて通過する間に、可撓性保護フイルムにいかなる伸展も生じないように動作する。加熱した可撓性保護フイルムは、スパイラルローラ(6)を経てニップローラ(7,8)を通過する。
一方、透明導電性フイルム10は、供給ロール(2)から繰り出され、ニップローラ(7,8)を通過する。従って、可撓性保護フイルム及び透明導電性フイルム10は、ニップローラ(7,8)間で押し合わされ、2層構造の複合フイルムとなる。この複合フイルムは、アイドルローラ(9)、及び冷却ローラ(10,11,12,13)を通過し、アイドルローラ(14,15)を経て収集ロール(16)に巻き取られる。
ニップローラ(7,8)での透明導電性フイルム10と可撓性フイルムとの貼り合わせにおいては、透明導電性フイルム10の長手方向に沿った中心線と、可撓性保護フイルムの長手方向に沿った中心線が一致するように位置決めされて貼り合わされるようになっている。
なお、種々のローラの動作速度は、可撓性保護フイルムがピンチローラ(4,5)からスパイラルローラ(6)に通過するとき、可撓性保護フイルに張力が加わらないように調整する。ヒータ(3)は、可撓性保護フイルムがスパイラルローラ(6)に達するとき、可撓性保護フイルムの温度が70℃〜80℃の範囲となるよう動作させることが好ましい。
【0056】
その他の例としては、特許文献5の図2に示すように、第1可撓性保護フイルムを供給ロール(1)からピンチローラ(4,5)によって繰り出し、第2可撓性保護フイルムをピンチローラ(18,19)によって繰り出す。なお、第1可撓性保護フイルムについては、上述と同様の動作を行うので、その説明を省略する。このとき、第2可撓性保護フイルムを赤外線ヒータ(20)の前面を通過させることで、第2可撓性保護フイルムを加熱し、その状態でスパイラルローラ(21)上を通過させる。このスパイラルローラ(21)は第2可撓性保護フイルムがピンチローラ(18,19)からスパイラルローラ(21)にかけて通過する間に、第2可撓性保護フイルムにいかなる伸展も生じないように動作する。加熱した第2可撓性保護フイルムは、スパイラルローラ(21)を経てニップローラ(7,8)を通過する。従って、第1可撓性保護フイルム、透明導電性フイルム10及び第2可撓性保護フイルムは、ニップローラ(7,8)間で押し合わされ、3層構造の複合フイルムとなる。この複合フイルムは、アイドルローラ(9)、及び冷却ローラ(10,11,12,13)を通過し、アイドルローラ(14,15)を経て収集ロール(16)に巻き取られる。そして、ニップローラ(7,8)での透明導電性フイルム10と第1可撓性フイルム及び第2可撓性保護との貼り合わせにおいては、透明導電性フイルム10の長手方向に沿った中心線と、第1可撓性保護フイルム及び第2可撓性保護フイルムの長手方向に沿った中心線が一致するように位置決めされて貼り合わされるようになっている。種々のローラの動作速度は、第2可撓性保護フイルムがピンチローラ(18,19)からスパイラルローラ(21)に通過するとき、第2可撓性保護フイルに張力が加わらないように調整する。ヒータ(20)は、第2可撓性保護フイルムがスパイラルローラ(21)に達するとき、第2可撓性保護フイルムの温度が70℃〜80℃の範囲となるよう動作させることが好ましい。
【0057】
ステップS2の切断工程では、収集ロールを切断設備の供給ロールとして設置し、供給ロールから複合フイルムをピンチローラによって繰り出す。繰り出された複合フイルムは、1以上の案内ローラによって切断装置の方向に搬送され、該切断装置によって、所定長さ、例えば設置される窓ガラスの大きさに対応した長さに切断する。
【0058】
ステップS3の一体化工程では、切断後の複合フイルムを2枚のガラス板間に挟み込み、余分な部分をトリミングする。そして、通常の技術、例えば、ニップ転動又は真空ガス抜きを使用して複合フイルムからガス抜きをし、さらに、ガラス板に複合フイルムをラミネートするために、オートクレーブ内で加熱する。これによって、2枚のガラス板間に複合フイルムが一体化された発熱ガラスが完成する。透明導電性フイルム10に貼り合わされる可撓性保護フイルムとして、PVBフイルムを使用したので、ガラス板への複合フイルムのラミネートの際に、複合フイルムのしわの発生が抑制される。
【0059】
ところで、可撓性保護フイルムの幅を、透明導電性フイルム10の幅よりも長く設定して、複合フイルムを作製した場合は、例えば特許文献1に示すように、可撓性保護フイルムの表面のうち、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)と対向する部分(左側電極30a及び右側電極30bと対向する部分)に目隠し用のフイルムを貼着してもよい。
【0060】
上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は、銅、アルミ、銀等からなる金属箔あるいは導電性インクの塗布あるいは印刷で作製する。電極の厚さは25〜600μmが好適であり、75〜500μmが一層好適であり、100〜400μmが最も好適であり、250μmが最適である。上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の幅は5〜25mmが好適であり、7〜15mmが一層好適であり、9〜12mmが最も好適である。また、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は、少なくとも20A以上の電流を流すことができることが好ましい。電気的に加熱された透明導電性フイルム10は例えば600〜900W/m2のような高い電流密度を生ずる。上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)にとって、例えば車輌で使用できる電圧が低電圧であることを考えても、大きな電流容量を有することが重要である。
【0061】
また、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)は内部に導電粒子を有している重合体材料で構成されていることが好ましい。ここで、重合体材料は導電性を最大にするように、抵抗率は5.0×10−4オーム・cmより小さいのが好適であり、さらに好ましくは1.0×10−4オーム・cmより小さく、4.5×10−5オーム・cmより小さいことがより好ましい。従って、抵抗率が例えば約4.3×10−5オーム・cmの重合体材料を使用することができる。重合体材料は、テープの形で供給され、巻きほぐされて、細長い形状で被着されるか、又はペーストの状態で形成される。重合体材料は、熱可塑性材料が好適であり、その中でもポリウレタンが好ましい。透明導電性フイルム10を可撓性保護フイルムに貼り合わせる際、あるいは上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)をガラス板に貼着する際に、ポリウレタンが粘着剤として機能するからである。導電粒子は、通常、金属銀の粒子であり、薄片(フレークの形状)として添加することができる。
【0062】
重合体材料を加熱する温度は50℃〜150℃の間に維持するのが好適であり、60℃〜120℃の間に維持するのが一層好適であり、約85℃に維持するのが最も好適である。テープ形状の重合体材料を使用する際、加熱する温度は、特に重要であり、重合体材料が余りにも高温になると、一層、裂け易く、すなわち、切れ易くなるからである。ペースト状の重合体材料を使用する際は、ペーストを加熱する温度は、ペーストから溶剤を蒸発させるために必要な加熱時間と相互依存の関係にある。
【0063】
可撓性保護フイルムに透明導電性フイルム10を貼り合わせる際、あるいは上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)をガラス板に貼着する際に、0〜100kPaの間に維持された圧力を重合体材料に加えるのが好適である。圧力を20〜80kPaの間に維持されら圧力を加えるのが一層好適であり、約50kPaが最も好適である。上述した温度の場合と同様に、これらの圧力は重合体材料の物理的状態、及び化学的状態の両方を制御する役割を果たす。特に、可撓性保護フイルムやガラス板の表面に上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)を被着する際、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の形状、幅、及び厚さを特定するために、圧力を使用することができる。また、加えた圧力は重合体材料の密度を変えることから、内部の導電粒子の分散、つまり、上側電極12a及び下側電極12b(左側電極30a及び右側電極30b)の導電性を制御することができる。なお、可撓性フイルム又はガラス板への重合体材料の接着は少なくとも30分間で確実になる。
【0064】
次に、本実施の形態に係る透明導電性フイルム10において、特に好ましい態様であるハロゲン化銀写真感光材料を用いる導電性金属薄膜の作製方法を中心にして述べる。
【0065】
本実施の形態に係る透明導電性フイルム10は、上述したように、透明フイルム基材16上に感光性ハロゲン化銀塩を含有する乳剤層を有する感光材料を露光し、現像処理を施すことによって露光部及び未露光部に、それぞれ金属銀部44及び光透過性部46を形成し、さらに金属銀部44に物理現像及び/又はめっき処理を施すことによって金属銀部44に導電性金属48を担持させることで製造することができる。
【0066】
本実施の形態に係る透明導電性フイルム10の形成方法は、感光材料と現像処理の形態によって、次の3通りの形態が含まれる。
(1) 物理現像核を含まない感光性ハロゲン化銀黒白感光材料を化学現像又は熱現像して金属銀部44を該感光材料上に形成させる態様。
(2) 物理現像核をハロゲン化銀乳剤層中に含む感光性ハロゲン化銀黒白感光材料を溶解物理現像して金属銀部44を該感光材料上に形成させる態様。
(3) 物理現像核を含まない感光性ハロゲン化銀黒白感光材料と、物理現像核を含む非感光性層を有する受像シートを重ね合わせて拡散転写現像して金属銀部44を非感光性受像シート上に形成させる態様。
【0067】
上記(1)の態様は、一体型黒白現像タイプであり、感光材料上に電磁波シールドフイルムや光透過性導電膜等の透光性導電性膜が形成される。得られる現像銀は化学現像銀又は熱現像銀であり、高比表面のフィラメントである点で後続するめっき又は物理現像過程で活性が高い。
上記(2)の態様は、露光部では、物理現像核近縁のハロゲン化銀粒子が溶解されて現像核上に沈積することによって感光材料上に透光性電磁波シールド膜や光透過性導電性膜等の透光性導電性膜が形成される。これも一体型黒白現像タイプである。現像作用が、物理現像核上への析出であるので高活性であるが、現像銀は比表面は小さい球形である。
上記(3)の態様は、未露光部においてハロゲン化銀粒子が溶解されて拡散して受像シート上の現像核上に沈積することによって受像シート上に電磁波シールドフイルムや光透過性導電性膜等の透光性導電性膜が形成される。いわゆるセパレートタイプであって、受像シートを感光材料から剥離して用いる態様である。
【0068】
いずれの態様もネガ型現像処理及び反転現像処理のいずれの現像を選択することもできる(拡散転写方式の場合は、感光材料としてオートポジ型感光材料を用いることによってネガ型現像処理が可能となる)。
ここでいう化学現像、熱現像、溶解物理現像、拡散転写現像は、当業界で通常用いられている用語どおりの意味であり、写真化学の一般教科書、例えば菊地真一著「写真化学」(共立出版社、1955年刊行)、C.E.K.Mees編「The Theory of Photographic Processes, 4th ed.」(Mcmillan社、1977年刊行)に解説されている。本件は液処理に係る発明であるが、その他の現像方式として熱現像方式を適用する技術も参考にすることができる。例えば、特開2004−184693号、同2004−334077号、同2005−010752号の各公報、特願2004−244080号、同2004−085655号の各明細書に記載された技術を適用することができる。
【0069】
(感光材料)
[透明フイルム基材16]
本実施の形態の製造方法に用いられる感光材料の透明フイルム基材16としては、プラスチックフイルム等を用いることができる。
上記プラスチックフイルムの原料としては、例えば、ポリエチレンテレフタレート(PET)、及びポリエチレンナフタレート等のポリエステル類;ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン、EVA等のポリオレフィン類;ポリ塩化ビニル、ポリ塩化ビニリデン、PVB等のビニル系樹脂;その他、ポリエーテルエーテルケトン(PEEK)、ポリサルホン(PSF)、ポリエーテルサルホン(PES)、ポリカーボネート(PC)、ポリアミド、ポリイミド、アクリル樹脂、トリアセチルセルロース(TAC)等を用いることができる。
本実施の形態においては、透光性、耐熱性、取り扱い易さ及び価格の点から、上記プラスチックフイルムはポリエチレンテレフタレートフイルム又はトリアセチルセルロース(TAC)であることが好ましい。
窓ガラス用の透明発熱体では透光性が要求されるため、透明フイルム基材16の透光性は高いことが望ましい。この場合におけるプラスチックフイルムの全可視光透過率は70〜100%が好ましく、さらに好ましくは85〜100%であり、特に好ましくは90〜100%である。また、本発明では、前記プラスチックフイルムとして本発明の目的を妨げない程度に着色したものを用いることもできる。
本実施の形態におけるプラスチックフイルムは、単層で用いることもできるが、2層以上を組み合わせた多層フイルムとして用いることも可能である。
【0070】
[保護層]
用いられる感光材料は、後述する乳剤層上に保護層を設けていてもよい。本実施の形態において「保護層」とは、ゼラチンや高分子ポリマーといったバインダからなる層を意味し、擦り傷防止や力学特性を改良する効果を発現するために感光性を有する乳剤層に形成される。上記保護層はめっき処理する上では設けない方が好ましく、設けるとしても薄い方が好ましい。その厚みは0.2μm以下が好ましい。上記保護層の塗布方法の形成方法は特に限定されず、公知の塗布方法を適宜選択することができる。
【0071】
[乳剤層]
本実施の形態の製造方法に用いられる感光材料は、透明フイルム基材16上に、光センサとして銀塩を含む乳剤層(銀塩含有層)を有することが好ましい。本実施の形態における乳剤層には、銀塩のほか、必要に応じて、染料、バインダ、溶媒等を含有することができる。
【0072】
<銀塩>
本実施の形態で用いられる銀塩としては、ハロゲン化銀等の無機銀塩が好ましく、特に銀塩がハロゲン化銀写真感光材料用ハロゲン化銀粒子の形で用いられるのが好ましい。ハロゲン化銀は、光センサとしての特性に優れている。
ハロゲン化銀写真感光材料の写真乳剤の形で好ましく用いられるハロゲン化銀について説明する。
本実施の形態では、光センサとして機能させるためにハロゲン化銀を使用することが好ましく、ハロゲン化銀に関する銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等で用いられる技術は、本実施の形態においても用いることができる。
上記ハロゲン化銀に含有されるハロゲン元素は、塩素、臭素、ヨウ素及びフッ素のいずれであってもよく、これらの組み合わせでもよい。例えば、AgCl、AgBr、AgIを主体としたハロゲン化銀が好ましく用いられ、さらにAgBrやAgClを主体としたハロゲン化銀が好ましく用いられる。塩臭化銀、沃塩臭化銀、沃臭化銀もまた好ましく用いられる。より好ましくは、塩臭化銀、臭化銀、沃塩臭化銀、沃臭化銀であり、最も好ましくは、塩化銀50モル%以上を含有する塩臭化銀、沃塩臭化銀が用いられる。
なお、ここで、「AgBr(臭化銀)を主体としたハロゲン化銀」とは、ハロゲン化銀組成中に占める臭化物イオンのモル分率が50%以上のハロゲン化銀をいう。このAgBrを主体としたハロゲン化銀粒子は、臭化物イオンのほかに沃化物イオン、塩化物イオンを含有していてもよい。
【0073】
<バインダ>
乳剤層には、銀塩粒子を均一に分散させ、且つ、乳剤層と支持体との密着を補助する目的でバインダを用いることができる。本発明において、上記バインダとしては、非水溶性ポリマー及び水溶性ポリマーのいずれもバインダとして用いることができるが、水溶性ポリマーを用いることが好ましい。
上記バインダとしては、例えば、ゼラチン、ポリビニルアルコール(PVA)、ポリビニルピロリドン(PVP)、澱粉等の多糖類、セルロース及びその誘導体、ポリエチレンオキサイド、ポリサッカライド、ポリビニルアミン、キトサン、ポリリジン、ポリアクリル酸、ポリアルギン酸、ポリヒアルロン酸、カルボキシセルロース等が挙げられる。これらは、官能基のイオン性によって中性、陰イオン性、陽イオン性の性質を有する。
乳剤層中に含有されるバインダの含有量は、特に限定されず、分散性と密着性を発揮し得る範囲で適宜決定することができる。
【0074】
<溶媒>
上記乳剤層の形成に用いられる溶媒は、特に限定されるものではないが、例えば、水、有機溶媒(例えば、メタノール等のアルコール類、アセトン等のケトン類、ホルムアミド等のアミド類、ジメチルスルホキシド等のスルホキシド類、酢酸エチル等のエステル類、エーテル類等)、イオン性液体、及びこれらの混合溶媒を挙げることができる。
本発明の乳剤層に用いられる溶媒の含有量は、前記乳剤層に含まれる銀塩、バインダ等の合計の質量に対して30〜90質量%の範囲であり、50〜80質量%の範囲であることが好ましい。
【0075】
次に、メッシュパターン18を形成するための各工程について説明する。
[露光]
本実施の形態では、透明フイルム基材16上に設けられた銀塩乳剤層58を有する感光材料への露光が行われる。露光は、電磁波を用いて行うことができる。電磁波としては、例えば、可視光線、紫外線等の光、X線等の放射線等が挙げられる。さらに露光には波長分布を有する光源を利用してもよく、特定の波長の光源を用いてもよい。
パターン像を形成させる露光方式としては、均一光をマスクパターンを介して感光面に照射してマスクパターンを像様形成させる面露光方式と、レーザ光等のビームを走査してパターン状の照射部を感光性面上に形成させる走査露光方式とがある。コンパクトで、安価、さらに寿命が長く、安定性が高い装置を設計するためには、露光は半導体レーザを用いて行うことが最も好ましい。
【0076】
[現像処理]
本実施の形態では、乳剤層を露光した後、さらに現像処理が行われる。現像処理は、銀塩写真フイルムや印画紙、印刷製版用フイルム、フォトマスク用エマルジョンマスク等に用いられる通常の現像処理の技術を用いることができる。現像液については特に限定はしないが、PQ現像液、MQ現像液、MAA現像液等を用いることもでき、市販品では、例えば、富士フイルム社処方のCN−16、CR−56、CP45X、FD−3、パピトール、KODAK社処方のC−41、E−6、RA−4、D−19、D−72等の現像液、又はそのキットに含まれる現像液を用いることができる。また、リス現像液を用いることもできる。
リス現像液としては、KODAK社処方のD85等を用いることができる。本発明では、上記の露光及び現像処理を行うことにより露光部に金属銀部44、好ましくはパターン状金属銀部が形成されると共に、未露光部に上述した光透過性部46が形成される。
現像処理後の露光部に含まれる金属銀の質量は、露光前の露光部に含まれていた銀の質量に対して50質量%以上の含有率であることが好ましく、80質量%以上であることがさらに好ましい。露光部に含まれる銀の質量が露光前の露光部に含まれていた銀の質量に対して50質量%以上であれば、高い導電性を得ることができるため好ましい。
【0077】
[物理現像及びめっき処理]
本実施の形態では、上述した露光及び現像処理により形成された金属銀部44の導電性を向上させる目的で、金属銀部44に導電性金属粒子を担持させるための物理現像及び/又はめっき処理を行ってもよい。本実施の形態では物理現像又はめっき処理のいずれか一方のみで導電性金属粒子を金属銀部44に担持させることが可能であるが、さらに物理現像とめっき処理とを組み合わせて導電性金属粒子を金属銀部44に担持させることもできる。
【0078】
[カレンダー処理]
現像処理済みの金属銀部44にカレンダー処理を施して平滑化するようにしてもよい。これによって金属銀部44の導電性が顕著に増大する。カレンダー処理は、カレンダーロールにより行うことができる。カレンダーロールは通常一対のロールからなる。
カレンダー処理に用いられるロールとしては、エポキシ、ポリイミド、ポリアミド、ポリイミドアミド等のプラスチックロール又は金属ロールが用いられる。特に、両面に乳剤層を有する場合は、金属ロール同士で処理することが好ましい。片面に乳剤層を有する場合は、シワ防止の点から金属ロールとプラスチックロールの組み合わせとすることもできる。線圧力の上限値は1960N/cm(200kgf/cm、面圧に換算すると699.4kgf/cm2)以上、さらに好ましくは2940N/cm(300kgf/cm、面圧に換算すると935.8kgf/cm2)以上である。線圧力の上限値は、6880N/cm(700kgf/cm)以下である。
カレンダーロールで代表される平滑化処理の適用温度は10℃(温調なし)〜100℃が好ましく、より好ましい温度は、金属メッシュパターンや金属配線パターンの画線密度や形状、バインダ種によって異なるが、おおよそ10℃(温調なし)〜50℃の範囲にある。
【0079】
[蒸気接触処理]
カレンダー処理の直前あるいは直後に蒸気に接触させるとカレンダー処理による効果をより引き出すことができる。すなわち、導電性を著しく向上させることができる。使用する蒸気の温度は80℃以上が好ましく、100℃以上140℃以下がさらに好ましい。蒸気への接触時間は10秒から5分程度が好ましく、1分から5分がさらに好ましい。
【0080】
なお、本発明は、下記表1及び表2に記載の公開公報及び国際公開パンフレットの技術と適宜組合わせて使用することができる。「特開」、「号公報」、「号パンフレット」等の表記は省略する。
【0081】
【表1】
【0082】
【表2】
【実施例】
【0083】
以下に、本発明の実施例を挙げて本発明をさらに具体的に説明する。なお、以下の実施例に示される材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0084】
この実施例では、実施例1〜6、比較例1についての温度分布、温度上昇、光芒及び明所視認性(明るい場所での視認性)を評価した。
[実施例1]
<銀塩写真フイルム(タイプ1)の作製>
水媒体中のAg(銀)60gに対してゼラチン7.5gを含む球相当径平均0.05μmの沃臭化銀粒子(I=2モル%)を含有する乳剤を調製した。この際、Ag/ゼラチン体積比は1/1とし、ゼラチン種としては平均分子量2万の低分子量ゼラチンを用いた。
また、この乳剤中にはK3Rh2Br9及びK2IrCl6を濃度が10−7(モル/モル銀)になるように添加し、臭化銀粒子にRhイオンとIrイオンをドープした。この乳剤にNa2PdCl4を添加し、さらに塩化金酸とチオ硫酸ナトリウムを用いて金硫黄増感を行った後、ゼラチン硬膜剤と共に、銀の塗布量が1g/m2となるようにポリエチレンテレフタレート(PET)フイルム上に塗布し乾燥して銀塩写真フイルム(タイプ1)を作製した。PETフイルムは、塗布前に予め親水化処理したものを用いた。
【0085】
<パターン露光(タイプ1)>
短辺930mm、長辺1400mmの矩形の銀塩写真フイルム(タイプ1)にマスクを使って拡大投影露光して、図1に示すメッシュパターン18の潜像を形成した。主金属細線20の波線形状は、半径375μm、中心角30度の円弧26の向きを交互に逆に繋ぎ合わせた形状とした。このフイルムを露光済みフイルムとする。
【0086】
<透明導電性フイルム(タイプ1)の作製>
下記組成の現像液中にて露光済みフイルムを現像し、さらに定着液(スーパーフジフィックス:富士フイルム社製)を用いて定着処理を行った後、純水でリンスし乾燥した。
[現像液の組成]
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 0.037mol/リットル
N−メチルアミノフェノール 0.016mol/リットル
メタホウ酸ナトリウム 0.140mol/リットル
水酸化ナトリウム 0.360mol/リットル
臭化ナトリウム 0.031mol/リットル
メタ重亜硫酸カリウム 0.187mol/リットル
【0087】
<めっき処理>
現像・定着により形成された金属銀部に銅を電解めっきして、銅めっき層を形成した。さらに銅めっき層の上にニッケルをめっきして黒化層を形成した。このようにして矩形の透明導電性フイルムを得た。但し、露光ライン幅の両端部分(50μm幅)の電極区域にはニッケルめっきを施さなかった。
その後、この矩形の透明導電性フイルムを上辺1000mm、下辺1400mm、高さ930mmの台形状に裁断し、透明導電部14(発熱区域)のサイズを幅900mmとし、上側電極12a及び下側電極12bが形成される電極区域はそれぞれ幅15mmとした。電極区域の上に太陽インキ製造株式会社製の銀ペースト(ECM−100 AF4820)を塗布し、120℃で30分間熱処理し、銀ペースト層(導電性ペースト層)を形成して台形状の透明導電性フイルム(タイプ1)とした。
この透明導電性フイルム(タイプ1)の透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチは800μmであり、また、副金属細線22のピッチは3600μmであった。図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅は、それぞれ34.1μm、25.0μm、34.8μm、25.5μmであった。また、透明導電部14(発熱区域)における上側電極12aと下側電極12b間の抵抗(電極間抵抗)は0.34オームであった。
【0088】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺1100mm、下辺1500mm、高さ950mm)の2枚のガラス板と、ガラス板と同じサイズのポリビニルブチラールフイルム(以降、PVBフイルムという)を2枚を用意する。一方のガラス板の内面に台形状の透明導電性フイルム10の導電面を上にして重ね、この透明導電性フイルム10の銀ペースト層上に幅15mmの銅箔テープ(上側電極12a及び下側電極12b)を重ね、さらにPVBフイルム、他方のガラス板をこの順番で重ねてオートクレーブ装置中のゴム袋に入れ、ゴム袋の中を脱気して真空にし、真空を保ったままオートクレーブの温度を110℃に加熱する。その後、オートクレーブの温度を140℃に昇温すると共に、圧縮空気で8気圧に加圧する。このようにして、内部に透明導電性フイルム10をラミネートした発熱ガラス(タイプ1)を作製した。
【0089】
[実施例2]
<銀塩写真フイルム(タイプ2)の作製>
(乳剤の調製)
最初に下記3種の液を調整する。
・1液:
水 750ml
フタル化処理ゼラチン 20g
塩化ナトリウム 3g
1,3−ジメチルイミダゾリジン−2−チオン 20mg
ベンゼンチオスルホン酸ナトリウム 10mg
クエン酸 0.7g
・2液
水 300ml
硝酸銀 150g
・3液
水 300ml
塩化ナトリウム 38g
臭化カリウム 32g
ヘキサクロロイリジウム(III)酸カリウム
(0.005%KCl 20%水溶液) 5ml
ヘキサクロロロジウム酸アンモニウム
(0.001%NaCl 20%水溶液) 7ml
【0090】
3液に用いるヘキサクロロイリジウム(III)酸カリウム(0.005%KCl 20%水溶液)及びヘキサクロロロジウム酸アンモニウム(0.001%NaCl 20%水溶液)は、それぞれの錯体粉末をそれぞれKCl20%水溶液、NaCl20%水溶液に溶解し、40℃で120分間加熱して調製した。
【0091】
38℃、pH4.5に保たれた1液に、2液と3液の各々90%に相当する量を攪拌しながら同時に20分間にわたって加え、0.16μmの核粒子を形成した。続いて下記4液、5液を8分間にわたって加え、さらに、2液と3液の残りの10%の量を2分間にわたって加え、0.21μmまで成長させた。さらに、ヨウ化カリウム0.15gを加え5分間熟成し粒子形成を終了した。
【0092】
・4液
水 100ml
硝酸銀 50g
・5液
水 100ml
塩化ナトリウム 13g
臭化カリウム 11g
黄血塩 5mg
【0093】
その後、常法に従ってフロキュレーション法によって水洗した。具体的には、温度を35℃に下げ、硫酸を用いてハロゲン化銀が沈降するまでpHを下げた(pH3.6±0.2の範囲であった)。次に、上澄み液を約3リットル除去した(第一水洗)。さらに3リットルの蒸留水を加えてから、ハロゲン化銀が沈降するまで硫酸を加えた。再度、上澄み液を3リットル除去した(第二水洗)。第二水洗と同じ操作をさらに1回繰り返して(第三水洗)、水洗・脱塩行程を終了した。水洗・脱塩後の乳剤をpH6.4、pAg7.5に調整し、安定剤として1,3,3a,7−テトラアザインデン100mg、防腐剤としてプロキセル(商品名、ICI Co.,Ltd.製)100mgを加えた。最終的に塩化銀を70モル%、沃化銀を0.08モル%含む平均粒子径0.22μm、変動係数9%のヨウ塩臭化銀立方体粒子乳剤を得た。最終的に乳剤として、pH=6.4、pAg=7.5、電導度=4000μS/cm、密度=1.4×103kg/m3、粘度=20mPa・sとなった。
上記乳剤に下記Cpd−1を8.0×10−4モル/モルAg、1,3,3a,7−テトラアザインデン1.2×10−4モル/モルAgを添加しよく混合した。次いでクエン酸を用いて塗布液pHを5.6に調整した。
【0094】
【化1】
【0095】
厚み100μmのポリエチレンテレフタレート(PET)フイルム上に下塗り層を形成した後、乳剤を用いて上記のように調製した乳剤層塗布液を、下塗り層上にAg5g/m2、ゼラチン0.4g/m2になるように塗布し、その後、乾燥させたものを銀塩写真フイルム(タイプ2)とした。このとき、塗布試料は、乳剤層の銀/バインダ体積比率(銀/GEL比(vol))は1/1である。
【0096】
<パターン露光(タイプ1)>
実施例1と同様にしてパターン露光を行って露光済みフイルムを得た。
<透明導電性フイルム(タイプ2)の作製>
下記組成の現像液中にて露光済みフイルムを現像し、さらに下記組成の定着液を用いて定着処理を行った後、純水でリンスし乾燥した。
(現像液の組成)
現像液1リットル中に、以下の化合物が含まれる。
ハイドロキノン 15g/L
亜硫酸ナトリウム 30g/L
炭酸カリウム 40g/L
エチレンジアミン・四酢酸 2g/L
臭化カリウム 3g/L
ポリエチレングリコール2000 1g/L
水酸化カリウム 4g/L
pH 10.5に調整
(定着液の組成)
定着液1リットル中に、以下の化合物が含まれる。
チオ硫酸アンモニウム(75%) 300ml
亜硫酸アンモニウム・一水塩 25g/L
1,3-ジアミノプロパン・四酢酸 8g/L
酢酸 5g/L
アンモニア水(27%) 1g/L
ヨウ化カリウム 2g/L
pH 6.2に調整
【0097】
〔蒸気・カレンダー処理〕
上記のように現像処理することにより、透明フイルム基材16上に金属銀部によるメッシュパターン18が形成された透明導電性フイルム前駆体に対してカレンダー処理を行った。すなわち、樹脂製ロール(鉄芯+エポキシ樹脂コート、ロール直径250mm)を第1カレンダーロールに、金属製ロール(鉄芯+ハードクロムメッキ、鏡面加工、ロール直径250mm)を第2カレンダーロールに使用した一対のロールのニップ間に透明導電性フイルム前駆体を線圧が3920N/cmの条件下で通過させた。このとき、透明フイルム基材16が第1カレンダーロールと接し、金属銀部によるメッシュパターン18を有する層が第2カレンダーロールと接するように通過させた。さらにカレンダー処理後に100℃の水蒸気に1分間接触させた。このようにして矩形の透明導電性フイルムを得た。
【0098】
その後、この矩形の透明導電性フイルムを上辺700mm、下辺900mm、高さ630mmの台形状に裁断し、透明導電部14(発熱区域)のサイズは幅600mmとし、上側電極12a及び下側電極12bが形成される電極区域はそれぞれ幅15mmとした。電極区域の上に太陽インキ製造株式会社製の銀ペースト(ECM−100 AF4820)を塗布し、120℃で30分間熱処理し、銀ペースト層(導電性ペースト層)を形成して透明導電性フイルム(タイプ2)とした。
【0099】
この透明導電性フイルム(タイプ2)の透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチは800μmであり、また、副金属細線22のピッチは3600μmであった。図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅は、それぞれ25.0μm、20.0μm、25.3μm、20.2μmであった。また、透明導電部14(発熱区域)の電極間抵抗は3.3オームであった。
【0100】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、実施例1(発熱ガラス(タイプ1)の作製参照)と同様にして、実施例2に係る発熱ガラスを作製した。
【0101】
[実施例3]
<透明導電性フイルム(タイプ2)の作製>
矩形の透明導電性フイルムを上辺1000mm、下辺1400mm、高さ930mmの台形状に裁断し、透明導電部14(発熱区域)のサイズを幅900mmとし、上側電極12a及び下側電極12bが形成される電極区域をそれぞれ幅15mmとした点、並びに、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ13.6μm、10.0μm、13.9μm、10.2μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は5.3オームであった。
【0102】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺1000mm、下辺1500mm、高さ950mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例3に係る発熱ガラスを作製した。
【0103】
[実施例4]
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを1000μm、また、副金属細線22のピッチを2400μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ10.0μm、8.0μm、10.1μm、8.1μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は9.7オームであった。
【0104】
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例4に係る発熱ガラスを作製した。
【0105】
[実施例5]
<パターン露光(タイプ1)>
短辺930mm、長辺1400mmの矩形の銀塩写真フイルム(タイプ1)にマスクを使って拡大投影露光して、図3に示すメッシュパターンの潜像を形成した点以外は、上述した実施例2と同様にして、露光済みフイルムを作製した。
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを800μm、また、副金属細線22のピッチを2400μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を、それぞれ12.5μm、10.0μm、12.6μm、10.1μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)の電極間抵抗は10.0オームであった。
<発熱ガラス(タイプ2)の作製>
一方のPVBフイルムの上に透明導電性フイルム10を重ね、透明導電性フイルム10の銀ペースト層上に幅15mmの銅箔テープを重ね、さらに他方のPVBフイルムを重ねる。この4層重ねたフイルムをラミネーターに供給し、一方のPVBフイルム/透明導電性フイルム/銅箔テープ/他方のPVBフイルムの4層構造の複合フイルムを作製した。この複合フイルムを上辺800mm、下辺1000mm、高さ650mmの台形状に裁断し、上辺800mm、下辺1000mm、高さ650mmの台形状の2枚のガラス板の間に重ねて、オートクレーブ装置中のゴム袋に入れ、ゴム袋の中を脱気して真空にし、真空を保ったままオートクレーブの温度を110℃に加熱する。その後、オートクレーブの温度を140℃に昇温すると共に、圧縮空気で8気圧に加圧する。このようにして、内部に透明導電性フイルムをラミネートした実施例5に係る発熱ガラスを作製した。
【0106】
[実施例6]
<パターン露光(タイプ2)>
送出し装置から銀塩写真フイルム(タイプ2)を送り出し、一時的にフイルムの走行を停止して銀塩写真フイルム(タイプ2)にマスクを使って拡大投影露光し、再びフイルムを走行させる間欠送り出し露光方法により、銀塩写真フイルム(タイプ2)の透明導電部となる範囲に、図4に示すメッシュパターン18の潜像を形成した。主金属細線20の波線形状は、半径375μm、中心角30度の円弧の向きを交互に逆に繋ぎ合わせた形状とした。このフイルムを露光済みフイルムとする。
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)の上辺14aにおける主金属細線20のピッチを800μm、また、副金属細線22のピッチを3600μmとし、上辺14aにおける主金属細線の線幅を9.0μm、下辺14bにおける主金属細線の線幅を11.0μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルム10を作製した。透明導電性フイルム10の透明導電部14(発熱区域)における左側電極30aと右側電極30b間の抵抗(電極間抵抗)は10.0オームであった。
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして実施例6に係る発熱ガラスを作製した。
【0107】
[比較例1]
<透明導電性フイルム(タイプ2)の作製>
透明導電部14(発熱区域)における主金属細線20の上辺14aにおける主金属細線20のピッチを800μmとし、図10に模式的に示すように、透明導電部14の中央上部60a、中央下部60b、側部上部60c及び側部下部60dにおける主金属細線20の線幅を全て10.0μmとした点以外は、上述した第2実施例と同様にして台形状の透明導電性フイルムを作製した。なお、副金属細線22は形成しなかった。透明導電性フイルムの透明導電部14(発熱区域)の電極間抵抗は10.0オームであった。
<発熱ガラス(タイプ1)の作製>
投影形状が台形状(上辺800mm、下辺1000mm、高さ650mm)の2枚のガラス板を用いた点以外は、上述した実施例2と同様にして比較例1に係る発熱ガラスを作製した。
【0108】
[評価]
実施例1〜6、比較例1について、温度上昇、温度分布、光芒及び明所視認性を評価した。実施例1〜6、比較例1の銀塩写真フイルムのタイプ、パターン露光のタイプ、透明導電性フイルムのタイプ、発熱ガラスのタイプ並びに発熱ガラスの外形を表3に示し、透明導電性フイルムのメッシュパターン18の内訳を表4に示し、評価結果を表5に示す。
(温度上昇)
発熱ガラスの右半分表面の9点に熱電対を貼着し、発熱開始後30分後の指示温度の平均と室温との差で表した。
(温度分布)
発熱ガラスの右半分表面の9点に熱電対を貼着し、発熱開始後30分後の指示温度の最高値と最低値との差で表した。
(光芒)
自動車用ハロゲンランプから18mはなれた位置に発熱ガラスを置いて、光芒を観察し、その強さと光芒の広がりを4段階で評価した。4段階の内訳は、以下の通りである。
1:ヒーターを組み込まない合せガラスと同等。
2:僅かに光芒が認められる。
3:明瞭な光芒が認められる。
4:強い光芒が認められる。
(明所視認性)
眼から60cmの距離を置いて発熱ガラスを目視観察し、金属細線の見えやすさを4段階で評価した。4段階の内訳は、以下の通りである。
1:全く見えない。
2:ほとんど見えない。
3:見える。
4:よく見え目立つ。
【0109】
【表3】
【0110】
【表4】
【0111】
【表5】
【0112】
表3〜表5から、比較例1は、温度差が8℃もあり、一部においてホットスポットが発生していることがわかる。また、比較例1は、明所視認性はほとんど見えないという良好な結果であったが、光芒の強度が大きく、明瞭な光芒が認められた。一方、実施例1〜6は、温度差が3℃〜4℃であり、透明導電部全体において温度分布がほぼ均一になっていることがわかる。また、いずれも光芒の評価が良好で、特に、実施例1〜4は、ヒーターを組み込まない合せガラスと同等レベルであり、非常に良好であった。また、明所視認性も良好で、実施例4以外は、全く見えない、という評価結果であった。
【0113】
なお、本発明に係る透明導電性フイルム及び発熱ガラスの製造方法は、上述の実施の形態に限らず、本発明の要旨を逸脱することなく、種々の構成を採り得ることはもちろんである。
【符号の説明】
【0114】
10A〜10C…第1透明導電性フイルム〜第3透明導電性フイルム
12a…上側電極 12b…下側電極
14…透明導電部 16…透明フイルム基材
18…メッシュパターン 20…主金属細線
22…副金属細線 26…円弧
30a…左側電極 30b…右側電極
32…絶縁板 40…銀塩感光層
44…金属銀部 46…光透過性部
48…導電性金属
【特許請求の範囲】
【請求項1】
外形形状が上辺及び下辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、
前記メッシュパターンは、前記上辺から前記下辺に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に狭くなるように設定され、
前記主金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項2】
請求項1記載の透明導電性フイルムにおいて、
前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする透明導電性フイルム。
【請求項3】
請求項1記載の透明導電性フイルムにおいて、
前記主金属細線の上辺における線幅をw1、前記主金属細線の上辺から下辺に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項4】
請求項1〜3のいずれか1項に記載の透明導電性フイルムにおいて、
前記主金属細線の前記上辺における線幅及びピッチをw1及びp1、前記主金属細線の前記下辺における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする透明導電性フイルム。
【請求項5】
請求項1〜4のいずれか1項に記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上辺とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下辺とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項6】
請求項1〜5のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする透明導電性フイルム。
【請求項7】
請求項1〜5のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする透明導電性フイルム。
【請求項8】
外形形状が上辺、下辺、左辺及び右辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、
前記メッシュパターンは、前記左辺から前記右辺に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、
前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項9】
請求項8記載の透明導電性フイルムにおいて、
前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項10】
請求項8又は9記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左辺とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右辺とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項11】
請求項8〜10のいずれか1項に記載の透明導電性フイルムにおいて、
上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする透明導電性フイルム。
【請求項12】
対向して配置された上側電極及び下側電極と、前記上側電極及び前記下側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、
前記上側電極の長さが前記下側電極の長さよりも短く、
前記透明導電部は、外形形状がほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、
前記メッシュパターンは、前記上側電極から前記下側電極に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上側電極から前記下側電極に向かって徐々に狭くなるように設定され、
前記主金属細線のピッチは、前記上側電極から前記下側電極に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項13】
請求項12記載の透明導電性フイルムにおいて、
前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする透明導電性フイルム。
【請求項14】
請求項12記載の透明導電性フイルムにおいて、
前記主金属細線の上側電極における線幅をw1、前記主金属細線の前記上側電極から前記下側電極に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項15】
請求項12〜14のいずれか1項に記載の透明導電性フイルムにおいて、
前記主金属細線の前記上側電極における線幅及びピッチをw1及びp1、前記主金属細線の前記下側電極における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする透明導電性フイルム。
【請求項16】
請求項12〜15のいずれか1項に記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上側電極とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下側電極とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項17】
請求項12〜16のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする透明導電性フイルム。
【請求項18】
請求項12〜16のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする透明導電性フイルム。
【請求項19】
対向して配置された左側電極及び右側電極と、前記左側電極及び前記右側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、
前記透明導電部は、外形形状が上辺及び下辺を有するほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、
前記メッシュパターンは、前記左側電極から前記右側電極に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、
前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項20】
請求項19記載の透明導電性フイルムにおいて、
前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項21】
請求項19又は20記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左側電極とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右側電極とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項22】
請求項19〜21のいずれか1項に記載の透明導電性フイルムにおいて、
上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする透明導電性フイルム。
【請求項23】
請求項19〜22のいずれか1項に記載の透明導電性フイルムにおいて、
前記透明導電部の前記上辺よりも上方であって、且つ、前記左側電極と前記右側電極とで挟まれた領域に絶縁板が設置されていることを特徴とする透明導電性フイルム。
【請求項24】
請求項1〜23のいずれか1項に記載の透明導電性フイルムにおいて、
単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一な第2発熱領域を有し、前記第2発熱領域の方が前記第1発熱領域よりも単位面積当たりの発熱量が大きいことを特徴とする透明導電性フイルム。
【請求項25】
請求項24記載の透明導電性フイルムにおいて、
前記第2発熱領域が運転席近傍に配置されることを特徴とする透明導電性フイルム。
【請求項26】
少なくとも1層の可撓性安全フイルムと請求項1〜21のいずれか1項に記載の透明導電性フイルムとを貼り合わせて複合フイルムを作製する工程と、
前記複合フイルムを2枚のガラス板の間に挟んで一体化する工程とを有することを特徴とする発熱ガラスの製造方法。
【請求項1】
外形形状が上辺及び下辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、
前記メッシュパターンは、前記上辺から前記下辺に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に狭くなるように設定され、
前記主金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項2】
請求項1記載の透明導電性フイルムにおいて、
前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする透明導電性フイルム。
【請求項3】
請求項1記載の透明導電性フイルムにおいて、
前記主金属細線の上辺における線幅をw1、前記主金属細線の上辺から下辺に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項4】
請求項1〜3のいずれか1項に記載の透明導電性フイルムにおいて、
前記主金属細線の前記上辺における線幅及びピッチをw1及びp1、前記主金属細線の前記下辺における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする透明導電性フイルム。
【請求項5】
請求項1〜4のいずれか1項に記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上辺とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下辺とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項6】
請求項1〜5のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする透明導電性フイルム。
【請求項7】
請求項1〜5のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする透明導電性フイルム。
【請求項8】
外形形状が上辺、下辺、左辺及び右辺を有するほぼ台形状であって、複数の金属細線によるメッシュパターンを有する透明導電性フイルムにおいて、
前記メッシュパターンは、前記左辺から前記右辺に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、
前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項9】
請求項8記載の透明導電性フイルムにおいて、
前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項10】
請求項8又は9記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左辺とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右辺とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項11】
請求項8〜10のいずれか1項に記載の透明導電性フイルムにおいて、
上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする透明導電性フイルム。
【請求項12】
対向して配置された上側電極及び下側電極と、前記上側電極及び前記下側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、
前記上側電極の長さが前記下側電極の長さよりも短く、
前記透明導電部は、外形形状がほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、
前記メッシュパターンは、前記上側電極から前記下側電極に向かって放射状に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上側電極から前記下側電極に向かって徐々に狭くなるように設定され、
前記主金属細線のピッチは、前記上側電極から前記下側電極に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項13】
請求項12記載の透明導電性フイルムにおいて、
前記主金属細線のどれをとっても上辺から下辺までの抵抗が同じであることを特徴とする透明導電性フイルム。
【請求項14】
請求項12記載の透明導電性フイルムにおいて、
前記主金属細線の上側電極における線幅をw1、前記主金属細線の前記上側電極から前記下側電極に向かう長さをdL、前記主金属細線の長さdLにおける線幅をwとしたとき、
w=w1−k1・dL(k1は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項15】
請求項12〜14のいずれか1項に記載の透明導電性フイルムにおいて、
前記主金属細線の前記上側電極における線幅及びピッチをw1及びp1、前記主金属細線の前記下側電極における線幅及びピッチをw2及びp2としたとき、
w1×p1=w2×p2
を満足することを特徴とする透明導電性フイルム。
【請求項16】
請求項12〜15のいずれか1項に記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第1区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記上側電極とで囲まれた第2区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記下側電極とで囲まれた第3区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項17】
請求項12〜16のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が一直線状に並んでいることを特徴とする透明導電性フイルム。
【請求項18】
請求項12〜16のいずれか1項に記載の透明導電性フイルムにおいて、
横方向に隣り合う前記副金属細線の位置が上下方向にずれていることを特徴とする透明導電性フイルム。
【請求項19】
対向して配置された左側電極及び右側電極と、前記左側電極及び前記右側電極間に配置された透明導電部とを有する透明導電性フイルムにおいて、
前記透明導電部は、外形形状が上辺及び下辺を有するほぼ台形状であって、透明支持体上に形成された複数の金属細線によるメッシュパターンを有し、
前記メッシュパターンは、前記左側電極から前記右側電極に向かってそれぞれ平行に配線された複数の主金属細線と、隣接する前記主金属細線間を電気的に接続する複数の副金属細線とを有し、
前記主金属細線の線幅は、前記上辺から前記下辺に向かって徐々に広くなるように設定され、
前記副金属細線のピッチは、前記上辺から前記下辺に向かって徐々に大きくなるように設定されていることを特徴とする透明導電性フイルム。
【請求項20】
請求項19記載の透明導電性フイルムにおいて、
前記主金属細線の線幅をw、前記主金属細線の左辺から右辺に向かう長さをdLとしたとき、
w=k2・dL(k2は比例定数)
を満足することを特徴とする透明導電性フイルム。
【請求項21】
請求項19又は20記載の透明導電性フイルムにおいて、
隣接する2つの前記主金属細線とその間の隣接する2つの前記副金属細線とで囲まれた第4区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記左側電極とで囲まれた第5区域の発熱量と、隣接する2つの前記主金属細線とその間の1つの前記副金属細線と前記右側電極とで囲まれた第6区域の発熱量は、ほぼ同じであることを特徴とする透明導電性フイルム。
【請求項22】
請求項19〜21のいずれか1項に記載の透明導電性フイルムにおいて、
上下方向に隣り合う前記副金属細線の位置が左右方向にずれていることを特徴とする透明導電性フイルム。
【請求項23】
請求項19〜22のいずれか1項に記載の透明導電性フイルムにおいて、
前記透明導電部の前記上辺よりも上方であって、且つ、前記左側電極と前記右側電極とで挟まれた領域に絶縁板が設置されていることを特徴とする透明導電性フイルム。
【請求項24】
請求項1〜23のいずれか1項に記載の透明導電性フイルムにおいて、
単位面積当たりの発熱量が均一な第1発熱領域と、単位面積当たりの発熱量が均一な第2発熱領域を有し、前記第2発熱領域の方が前記第1発熱領域よりも単位面積当たりの発熱量が大きいことを特徴とする透明導電性フイルム。
【請求項25】
請求項24記載の透明導電性フイルムにおいて、
前記第2発熱領域が運転席近傍に配置されることを特徴とする透明導電性フイルム。
【請求項26】
少なくとも1層の可撓性安全フイルムと請求項1〜21のいずれか1項に記載の透明導電性フイルムとを貼り合わせて複合フイルムを作製する工程と、
前記複合フイルムを2枚のガラス板の間に挟んで一体化する工程とを有することを特徴とする発熱ガラスの製造方法。
【図1】

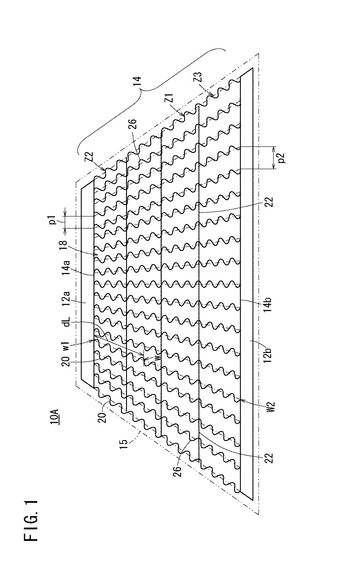
【図2】
【図3】
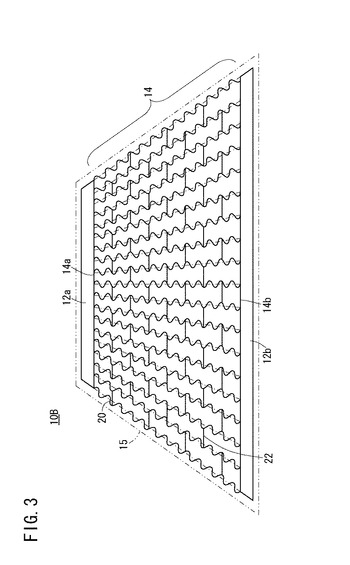
【図4】
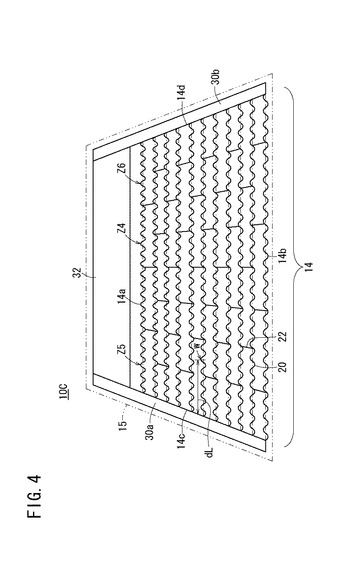
【図5】
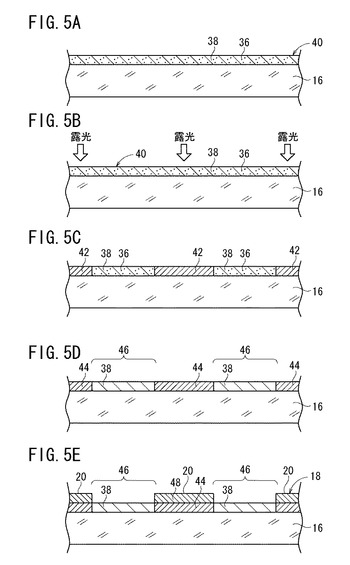
【図6】
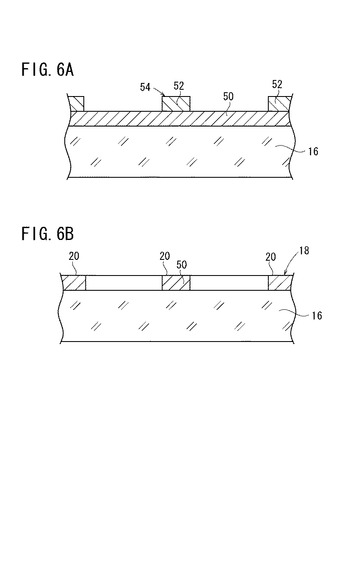
【図7】
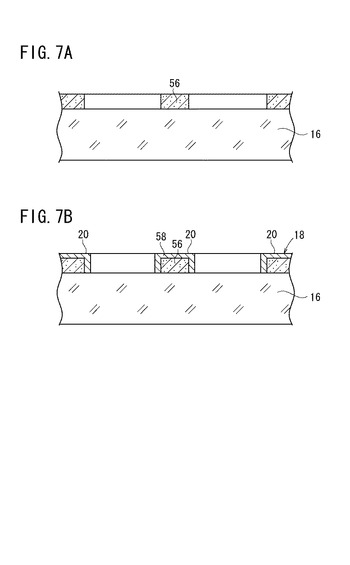
【図8】

【図9】

【図10】
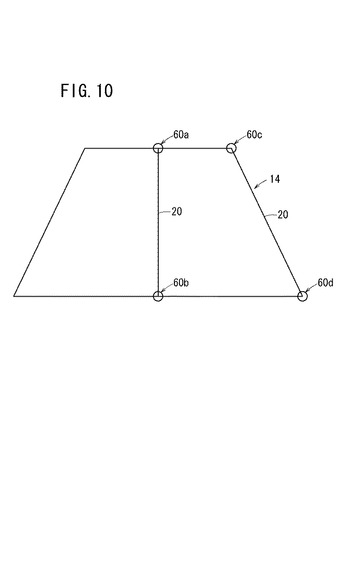
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−14945(P2012−14945A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−150231(P2010−150231)
【出願日】平成22年6月30日(2010.6.30)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年6月30日(2010.6.30)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]