
透明性および耐熱性に優れた成形体用ポ乳酸系材料およびその成形体
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、かつ結晶化速度が極めて速く、熱処理の過程で結晶径が1mμ以下となり透明性が維持される成形体用材料を得る。
【解決手段】
ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料。
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする成形体用材料。
ポリ乳酸ステレオコンプレックス構造を有しており、かつ結晶化速度が極めて速く、熱処理の過程で結晶径が1mμ以下となり透明性が維持される成形体用材料を得る。
【解決手段】
ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料。
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする成形体用材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性を有し、さらに透明性、耐熱性に優れるポリ乳酸組成物からなる成形体用材料および成形体に関する。
【背景技術】
【0002】
プラスチック成形体の廃棄処理を容易にする目的で生分解性のあるプラスチック成形体が注目され、種々の製品が開発されている。その生分解性プラスチック成形体は、土壌中や水中で加水分解や生分解を受け、徐々に崩壊や分解が進み、最後には微生物の作用で無害な分解物へと変化するものである。そのような生分解性プラスチック成形体として、芳香族系ポリエステル樹脂やポリ乳酸、ポリブチレンサクシネート等の脂肪族系ポリエステル樹脂、ポリビニルアルコール、酢酸セルロース、デンプン等から成形した生分解性プラスチック成形体が知られている。
【0003】
これらの生分解性プラスチックの一つであるポリ乳酸からなるプラスチック成形体は、透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は、結晶化速度が遅いため、通常のインジェクション成形機で合理的に製造するには結晶核材を入れる必要がある(例えば、特許3350606号)。
またポリ乳酸の融点を上げる方法としてポリ−L−乳酸とポリ−D−乳酸を含むステレオコンプレックス構造のポリ乳酸系組成物とする方法が知られている(例えば、特許文献1 WO2006/095923)。
またステレオコンプレックス構造のポリ乳酸系組成物からなる成形体の透明性を上げる方法としてポリ−L−乳酸、ポリ−D−乳酸のα晶に、その融解温度以上の熱を加えて、α晶部分を融解して非晶化する方法がある。(特許文献2 特開2008-163111)。
しかしこれらの方法では成形品をさらに熱処理する必要があるため、工程が複雑であり必ずしも生産性が優れているとはいえない。
また、これらの方法で得られる成形体はα晶部分を融解して非晶化しているため、α晶に再び融解温度未満の熱が加えられた際に、そのα晶が結晶化して白化するに至り、透明性に優れた成形体を得ることができない。
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特開2008-163111
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生分解性を有し、透明性、耐熱性に優れるポリ乳酸組成物からなる成形体を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料に関する。
また、本発明の成形体用材料の中でも、そのDSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする成形体用材料は耐熱性、透明性に優れている。
さらに、これらの成形体用材料のうちでは、DSC測定における205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなる成形体用材料が好適である。
また、これらの成形体用材料のうちでは、DSC測定において250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなる成形体用材料が好適である。
これらの成形体用材料からは、透明性、耐熱性に優れた成形体を得ることができる。
これらの成形体用材料を用い、金型温度100〜180℃の金型を利用て成形された成形体は、結晶化されており耐熱性が改良されている。
また、これらのポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有する成形体用材料、あるいは成形体を、ペレット化または粉砕してポリ乳酸用の結晶核として用いることができる。
これらの成形体用材料および成形体には、可塑剤を1〜15%の割合で配合することが望ましい。
本発明のこれら成形体用材料は、結晶化速度が非常に速く、溶融状態から徐冷される過程(降温結晶化)または、溶融状態から急冷させて再度加熱していく過程(昇温結晶化)において、急速に球晶が成長するため、その結晶径が1mμ以下となり透明性が維持される。
【発明の効果】
【0006】
本発明の成形体用材料は、ステレオコンプレックス構造を有しており、かつ結晶化速度が極めて速く、熱処理の過程で結晶径が1mμ以下となり、その優れた透明性を維持することができ、かつ耐熱性に優れた成形体を提供することができる。
【発明を実施するための最良の形態】
【0007】
<ポリ−L−乳酸>
本発明のポリ乳酸系成形体用材料の1成分であるポリ−L−乳酸(PLLA)は、L−乳酸を主たる構成成分を97モル%以上含む重合体である。L−乳酸の含有量が97モル%未満の重合体は、後述のポリ−D−乳酸(PDLA)と溶融混練して得られるポリ乳酸系組成物の結晶化速度が不十分であり、得られる成形体が熱処理によって白化するおそれがある。
PLLAの分子量は後述のポリ−D−乳酸と混合したポリ乳酸系の成形体として形成性を有する限り、特に限定されないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−L−乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣るおそれがある。一方、300万を越えるものは溶融粘度が大きく成形性が劣るおそれがある。
【0008】
<ポリ−D−乳酸>
本発明のポリ乳酸系成形体用材料の1成分であるポリ−D−乳酸(PDLA)は、D−乳酸を主たる構成成分、好ましくは97モル%以上を含む重合体である。D−乳酸の含有量が97モル%未満の重合体は、前述のポリ−L−乳酸と溶融混練して得られるポリ乳酸系組成物からなる成形体用材料は熱処理を行っても、透明性が劣るおそれがある。
PDLAの分子量は前述のPLLAと混合したポリ乳酸系組成物が、インジェクション、ブロー、押出成型などの形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−D乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣るおそれがある。一方、300万を越えるものは溶融粘度が大きく成形性が劣るおそれがある。
本発明においてPLLAおよびPDLAには、本発明の目的を損なわない範囲で、少量の他の共重合成分、例えば、多価カルボン酸若しくはそのエステル、多価アルコール、ヒドロキシカルボン酸、ラクトン類等を共重合させておいてもよい。
多価カルボン酸としては、具体的には、例えば、コハク酸、グルタル酸、アジピン酸、ピメリン酸、アゼライン酸、スベリン酸、デカンジカルボン酸、ドデカンジカルボン酸、セバシン酸、ジグリコール酸、ケトピメリン酸、マロン酸およびメチルマロン酸等の脂肪族ジカルボン酸並びにテレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸等が挙げられる。
多価カルボン酸エステルとしては、具体的には、例えば、コハク酸ジメチル、コハク酸ジエチル、グルタル酸ジメチル、グルタル酸ジエチル、アジピン酸ジメチル、アジピン酸ジエチル、ピメリン酸ジメチル、アゼライン酸ジメチル、スベリン酸ジメチル、スベリン酸ジエチル、セバシン酸ジメチル、セバシン酸ジエチル、デカンジカルボン酸ジメチル、ドデカンジカルボン酸ジメチル、ジグリコール酸ジメチル、ケトピメリン酸ジメチル、マロン酸ジメチルおよびメチルマロン酸ジメチル等の脂肪族ジカルボン酸ジエステル並びにテレフタル酸ジメチルおよびイソフタル酸ジメチル等の芳香族ジカルボン酸ジエステルが挙げられる。
多価アルコールとしては、具体的には、例えば、エチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、1,3−ブタンジオール、2−メチル−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタメチレングリコール、へキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ドデカメチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、テトラエチレングリコール、ペンタエチレングリコールおよび分子量1000以下のポリエチレングリコール等が挙げられる。
ヒドロキシカルボン酸としては、具体的には、例えば、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−2−メチル酪酸、2−ヒドロキシ−3−メチル酪酸、ヒドロキシピバリン酸、ヒドロキシイソカプロン酸およびヒドロキシカプロン酸等が挙げられる。
ラクトン類としては、具体的には、例えば、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトン、δ−バレロラクトン、δ−カプロラクトン、ε−カプロラクトン、4−メチルカプロラクトン、3,5,5−トリメチルカプロラクトン、3,3,5−トリメチルカプロラクトン等の各種メチル化カプロラクトン;β−メチル−δ−バレロラクトン、エナントラクトン、ラウロラクトン等のヒドロキシカルボン酸の環状1量体エステル;グリコリド、L−ラクチド、D−ラクチド等の上記ヒドロキシカルボン酸の環状2量体エステル等が挙げられる。
また、本発明に係わるPLLAおよびPDLAには、それぞれD−乳酸若しくはL−乳酸を前記範囲以下であれば少量含まれていてもよいが、ステレオコンプレックス構造の割合を高くするためにはPLLAおよびPDLAの割合が高いことが望ましい。
【0009】
<成形体用材料または成形体>
本発明の成形体用材料または成形体を得るためには、PLLAとPDLAを含むポリ乳酸系の組成物として、以下に示す熱融解特性を有するポリ乳酸系組成物であることが特に望ましい。
すなわち、本発明のポリ乳酸系組成物からなる成形体用材料は、DSC測定において、ポリ乳酸系組成物を250℃で10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは40J/g以上であることが望ましい。
さらに、本発明に係わる成形体用材料は、そのDSCの第2回昇温時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)において得られたDSC曲線の150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク10)と205〜240℃の範囲にある吸熱ピークの最大ピーク(ピーク20)のピーク比(ピーク10/ピーク20)が好ましくは0.05以下であることが望ましい。
このような本発明の成形体用材料は、結晶化時にステレオコンプレックス晶を極めて速く形成するので、その後に熱処理を行っても、または期せずして熱処理を受けても、球晶径が約1μm以下となりその透明性が低下するおそれはない。
一方、ピーク比(ピーク10/ピーク20)が0.05より大きい成形体用材料は、こ結晶化時にステレオコンプレックス晶を形成する速度が、それほど速くないため、その後に熱処理を行った際に、または期せずして熱処理を受けても、球晶径が1μmより大きくなり、透明性が低下するおそれがある。
また、本発明の成形体用材料は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量が50J/g以上であることが好ましい。
本発明の成形体用材料の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121およびJIS K 7122に準拠して求めた。なお、成形体用材料の熱融解特性は、第1回昇温時、降温時と第2回昇温時における特性を求めた。
本発明の成形体用材料は、好ましくは前記のPLLAを45〜55重量部、より好ましくは47〜52重量部、およびPDLAを好ましくは55〜45重量部、より好ましくは52〜47重量部(PLLA+PDLA=100重量部)から構成されている、即ち調製されている。
【0010】
本発明の成形体用材料は、ポリ−L−乳酸(PLLA)およびポリ−D−乳酸(PDLA)の重量平均分子量が、いずれも6千〜300万の範囲内であり、かつ、ポリ−L−乳酸(PLLLA)またはポリ−D−乳酸(PDLA)のいずれか一方の重量平均分子量が3万〜200万であるポリ−L−乳酸(PLLA)およびポリ−D−乳酸(PDLA)から混練により調製することが望ましい。
また、本発明の成形体用材料を得るためには、例えば、これらPLLAとPDLAを、230〜260℃で二軸押出機、二軸混練機、バンバリーミキサー、プラストミルなどで溶融混練することにより得ることができる。
PLLA、PDLAの割合が上記範囲外の組成物は上述の方法で混練しても、得られる組成物はステレオコンプレックス晶以外にα晶の部分を含み、熱処理を行った際の、または期せずして熱処理を受けても、球晶の成長スピードが十分でないために、球晶径が1μmより大きくなり透明性が低下するおそれがある。
【0011】
本発明の成形体用材料が、熱処理を行った際の、または期せずして熱処理を受けた際の透明性に優れているのは、結晶化時に当該組成物が非常に速やかにステレオコンプレックス構造を作るため、結果として球晶径が1μm以下となり透明性が低下しないためであると考えられる。
本発明の成形体用材料を得るために、PLLAとPDLAを溶融混練するときの温度は、好ましくは230〜260℃であり、より好ましくは235〜255℃である。溶融混練する温度が230℃より低いとステレオコンプレックス構造物が未溶融で存在するおそれがあり、260℃より高いとポリ乳酸が分解するおそれがある。
また本発明の成形体用材料は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するがその温度は80〜180℃が好ましく、中でも100〜140℃がより好ましい。
また真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱する過程(昇温結晶化)では、キャビティ温度として80〜180℃が好ましく、中でも100〜140℃がより好ましい。
【0012】
また、本発明の成形体を構成するポリ乳酸系組成物を調製する際に、PLLAとPDLAを、従来知られていない程度に長時間、溶融混練することが望ましい。
溶融混練の時間は、用いる溶融混練機にも依存するが、例えばラボプラストミル(東洋精機製)を用いた場合、その回転数が120rpmの場合、約55分以上混練することが望ましい。
このようにして得られた組成物は、結晶化時にステレオコンプレックス晶を極めて速く形成するため、その後に熱処理を行っても、または期せずして熱処理を受けても、球晶径が1μm以下となり透明性が低下するおそれがない。
さらに、PLLAとPDLAの溶融混練時間を上記のように長くすることで、得られるポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量(ΔHm)が50J/g以上となり、150〜200℃の範囲にある吸熱ピークの吸熱量は0.1J/g以下となる。
本発明の成形体用材料は、ステレオコンプレックスの結晶化が早く、かつステレオコンプレックス結晶化可能領域も大きいので、PLLAあるいはPDLAの単独結晶(α晶)が生成し難いものと考えられる。
前述のように、本発明の成形体用材料は、DSCによる250℃で10分経過後の降温時での測定(10℃/分)において結晶化によるピークが、40J/g以上であると速やかに結晶化され、成形体を熱処理する際の透明性の低下が見られないレベルにまで、小さな球晶径とすることができる。
また、結晶化によるピークが、40J/gより小さい場合は、結晶化速度が小さく、上記の混練の時間を長くしてさらに十分な混練をすべきである。
本発明の成形体用材料の重量平均分子量は特に限定されるものではない。しかしながら、本発明に係わる成形体用材料のPLLA、PDLAの重量平均分子量は、1万〜150万の範囲にあることが好ましく、さらには重量平均分子量が5万〜50万の範囲にあることが特に望ましい。
重量平均分子量が、上記範囲を高分子側に外れると混練時の微分散が十分でなく、成形体の熱処理の際に、その球晶の径が大きくなるおそれがあり、その透明性が低下するおそれがある。
また低分子側に外れると得られるポリ乳酸系成形体の強度が十分でないおそれがある。
【0013】
<可塑剤>
本発明の成形体用材料には可塑剤を配合することが望ましい。
可塑剤が配合されることにより、熱処理時の結晶化の速度が更に上がり、その球晶径がさらに小さくなり、透明性の低下をさらに抑えることができる。可塑剤の配合量は通常1〜15%程度である。
また、可塑剤としては、ポリグリセリン脂肪酸エステルが好適である。
ポリグリセリン脂肪酸エステルの構成成分であるポリグリセリンの平均重合度は2〜10が好適であり、脂肪酸エステル化率が50%以上であることが望ましい。
ポリグリセリン脂肪酸エステルの構成成分である脂肪酸には、パルミチン酸、ステアリン酸、およびオレイン酸からなる群から選択される1種または2種以上があり、ポリグリセリン縮合ヒドロキシ脂肪酸エステルであって、縮合ヒドロキシ脂肪酸の縮合度は3〜7程度である。
ポリグリセリンとしては、例えば、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、ヘプタグリセリン、オクタグリセリン、ノナグリセリン、デカグリセリン等が挙げられ、好ましくはジグリセリン、デカグリセリンであり、これらの1種又は2種以上の混合物が利用される。
また、脂肪酸には、炭素数が12以上の脂肪酸、例えば、ラウリン酸、ミリスチン酸、パルミチン酸、パルミトレイン酸、ステアリン酸、オレイン酸、リノール酸、リノレン酸、ノナデカン酸、アラキン酸、ガドレイ酸、エイコサジエン酸、アラキドン酸、べヘン酸、エルカ酸、ドコサジエン酸、リグノセリン酸、イソステアリン酸、リシノレイン酸、12−ヒドロキシステアリン酸、9−ヒドロキシステアリン酸、10−ヒドロキシステアリン酸、水素添加ヒマシ油脂肪酸(12−ヒドロキシステアリン酸の他に少量のステアリン酸およびパルミチン酸を含有する脂肪酸)等が挙げられ、中でもパルミチン酸、ステアリン酸、オレイン酸が好適であり、これらの1種又は2種以上の混合物として利用される。
さらに、ポリグリセリン縮合ヒドロキシ脂肪酸エステルは、ポリグリセリンと縮合ヒドロキシ脂肪酸とを反応して得られるエステルであり、本発明に用いられるポリグリセリン縮合ヒドロキシ脂肪酸エステルの構成成分であるポリグリセリンとしては、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、ヘプタグリセリン、オクタグリセリン、ノナグリセリン、デカグリセリン等が挙げられ、中でもヘキサグリセリンが好適であり、これらの1種又は2種以上の混合物が利用される。
縮合ヒドロキシ脂肪酸は、ヒドロキシ脂肪酸の縮合体である。また、ヒドロキシ脂肪酸は分子内に1個以上の水酸基を有する脂肪酸であり、リシノレイン酸、12−ヒドロキシステアリン酸、水素添加ヒマシ油脂肪酸(12−ヒドロキシステアリン酸の他に少量のステアリン酸およびパルミチン酸を含有する脂肪酸)、サビニン酸、2−ヒドロキシテトラデカン酸、イソプール酸、2−ヒドロキシヘキサデカン酸、ヤラピノール酸、ユニぺリン酸、アンブレットール酸、アリューリット酸、2−ヒドロキシオクタデカン酸、18−ヒドロキシオクタデカン酸、9,10−ジヒドロキシオクタデカン酸、カムロレン酸、フェロン酸、セレブロン酸、9−ヒドロキシステアリン酸、10−ヒドロキシステアリン酸等が挙げられ、中でもリシノレイン酸が好適である。
【0014】
<ポリ乳酸系成形体の製造方法>
本発明の成形体は、前記ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むポリ乳酸系組成物を用いて、インジェクション成形、ブロー成形、ストレッチブロー成形、押出成形、真空成形、その他の種々の方法で成形される。
また、本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態から徐冷される工程(降温結晶化)では金型内で結晶化するが、その温度は80〜180℃が好ましく、中でも100〜140℃がより好ましい。
また、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては80〜180℃が好ましく、中でも100〜140℃がより好ましい。
【0015】
本発明のポリ乳酸系の成形体の材料は、前記ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むポリ乳酸系組成物から成形されるものであり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であることが望ましい。
本発明に係わるポリ乳酸系成形体の材料は、前記特性に加え、205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であり、DSC測定における吸熱ピーク測定後に、降温した際の発熱量が40J/g以上の特性を有することが望ましい。
【0016】
これらの成形においては、金型温度100〜180℃の金型を利用して成形することにより、結晶化され耐熱性が改良された成形体とすることができる。
【0017】
また、本発明の成形体用材料、あるいは成形体は、ポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有しているので、これらをペレット化または粉砕して、ポリ乳酸に結晶核剤として配合することにより、ポリ乳酸の成形体の透明性を改良することができる。これら結晶核剤は、ポリ乳酸に通常1〜30重量%の割合で配合することが行われる。
【0018】
本発明に係わるポリ乳酸系成形体の材料は、前記特性に加え、広角X線測定における2θが12度、21度および24度近辺のピーク面積の総和(SSC)が全体の面積に対して50%以上であり、かつ2θが17度および19度近辺のピーク面積の総和(SPL)が全体の面積に対して1%以下の特性を有する。
なお、広角X線測定における2θが17度および19度近辺のピークはPLLAおよびPDLAの結晶に基づくピーク(PPL)であり、12度、21度および24度近辺のピークはPLLAとPDLAとが共結晶した所謂ステレオコンプレックスの結晶に基づくピーク(PSC)である。
なお、本発明における広角X線による回折ピーク(2θ)はX線回折装置(株式会社リガク製 自動X線回折装置RINT−2200またはRINT−2500)を用いて測定して検出される回折ピークの角度(度)である。記録紙の基線(強度;0cps)とX線回折強度曲線で囲まれた回折角(2θ)が10〜30度の総面積(全体の面積)を100%とし、結晶に基づく各々の回折ピーク面積は、(SPL)については17度および19度近辺の回折ピーク(2θ)、(SSC)については12度、21度および24度近辺の回折ピーク(2θ)各々の面積を記録紙から切り出し、その重量を測定することにより算出した。また非結晶部分に起因するブロードな部分は(非晶部分)とした。尚、(SPL)、(SSC)を測定する際には非晶部分に伴う回折曲線をベースラインとしてその上の部分を測定した。
【0019】
また、本発明におけるポリ乳酸系成形体の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121およびJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)を求めるとともに、250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの結晶化の際の発熱量(ΔHc)を求めた。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【0020】
[実施例]
次に実施例を挙げて本発明を更に具体的に説明する。本発明はその要旨を越えない限
りこれらの実施例に制約されるものではない。
実施例および比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
(ハ)可塑剤―1
太陽化学 チラバゾールVR−10
ヤシ・パーム油から誘導化されるポリグリセリン脂肪酸(常温にて液状)
実施例および比較例における物性値等は、以下の評価方法により求めた。
【0021】
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
【0022】
(2)DSC測定
前記記載の方法で測定した。
【0023】
(3)透明性
日本電色工業社製 ヘイズメーター300Aを用いてフィルムのヘイズ(HZ)および平行光光線透過率(PT)を測定した。
【0024】
実施例1
PLLA―1:PDLA―2を50:50(重量部)の比で計100g計量し、東洋精機製バッチ式2軸混練機(ラボプラストミル)を用いて、245℃、120rpmで60分混練を行った。
更に東洋精機製プレス成型機(ラボプレス)を用いて、250℃、100kgf/cm2で10分融解した後に、同成型機を用いて20℃、100kgf/cm2で10分間プレスして急冷し、1mm厚の非結晶状態のシートを成形した。
実施例2
実施例1で60分混練した後に可塑剤1を10重量%入れて更に5分間混練した以外は実施例1と同様に行った。
比較例1〜4
実施例1において、混練時間をそれぞれ10分(比較例1)、20分(比較例2)、30分(比較例3)、50分(比較例4)にした以外は実施例1と同様に行った。
比較例5〜9
実施例2において、混練時間を10分(比較例5)、20分(比較例6)、30分(比較例7)、40分(比較例8)、50分(比較例9)にした以外は実施例2と同様に行った。
参考例1
PLLA―1を100g計量し、東洋精機製バッチ式2軸混練機(ラボプラストミル)を用いて、245℃、120rpmで5分混練を行った。
更に東洋精機製プレス成型機(ラボプレス)を用いて、250℃、100kgf/cm2で10分融解した後に、同成型機を用いて20℃、5kgf/cm2で10分間プレスして急冷し、1mm厚の非結晶状態のシートを成形した。
参考例2
参考例1で5分混練した後に可塑剤1を10重量%入れて更に5分間混練した以外は参考例1と同様に行った。
上記のように得られた1mm厚み成形体(シート)を50mm×50mmで切り出し、東洋精機製プレス成型機(ラボプレス)を用いて、250℃、5kgf/cm2で10分間の熱処理を行った。
条件A そのまま(熱処理なし)
条件B 120℃×5分
条件C 150℃×5分
条件D 170℃×5分
【0025】
【表1−1】

【表1−2】
【表1−3】
【0026】
表1から明らかなように、ラボプラストミルの混練時間が60分であり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下、205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上、250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上である実施例1、2の成形体は上記熱処理でもヘイズがほとんど悪化せず20%以下である。
可塑剤を10%配合した実施例2はヘイズの悪化が更に抑えられており、ヘイズは10%以下となっている。
一方、混練時間が10〜50分であり、DSC挙動が上記条件を満たさない、比較例1〜4はいずれもヘイズが20%より大きく、ヘイズが大きく悪化している。
また可塑剤を10%入れた比較例5〜9もヘイズは20%以上に悪化している。このことから可塑剤の添加は十分条件ではなく、混練によりステレオコンプレックス晶の生成の早い組成物を作るのが必要条件であることがわかる。
ここで参考までにPLLAからなる参考例1、2はヘイズの悪化が大きく、更に170℃の熱処理では融解してしまった。
【産業上の利用可能性】
【0027】
本発明のポリ乳酸系成形体は、透明性、耐熱性に優れており種々の用途に利用可能である。
本発明のポリ乳酸系成形体は熱処理による結晶化を行っても白化しない。
そのため、ボタン、ブローチ等の服飾品、カーテン吊り具、ドアノブ、ブラインド、小物家具等、眼鏡ケースの小物雑貨、記録用ディスク、レンズ、メーター等の車載部品透明部分等、各種容器、食器等の透明性が要求されるあらゆる成形体に利用することができる。
なかでも、アイロン可能な透明なボタンを例えばインジェクション成形することができ、また、ストレッチブロー成形容器には、その透明性、耐熱性を活かした利用が可能である。
従来このような分野はアクリル、PET等が使用されていたが近年ゴミ問題、CO2問題から植物由来の生分解性樹脂であるポリ乳酸の切り替えが強く求められていた。
【図面の簡単な説明】
【0028】
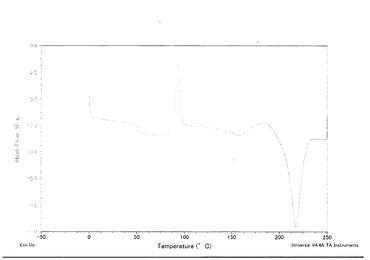
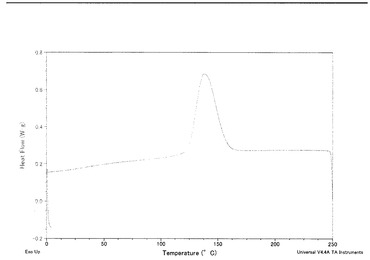
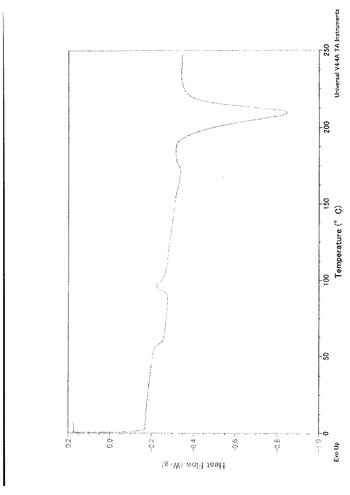
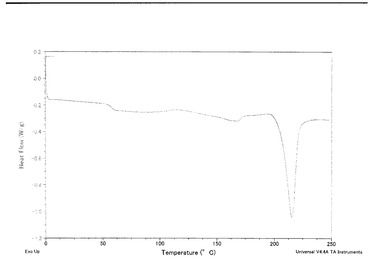
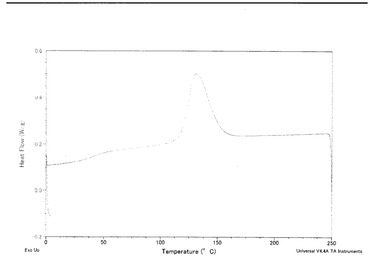
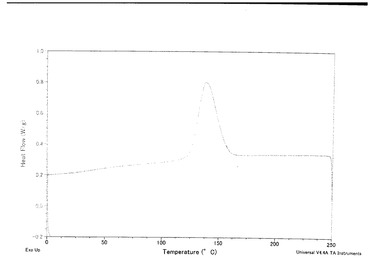
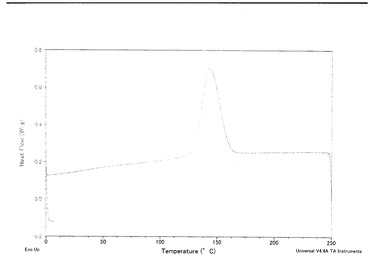
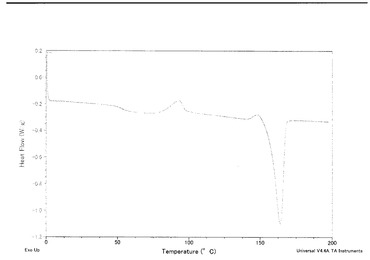
【図1】図1は、実施例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
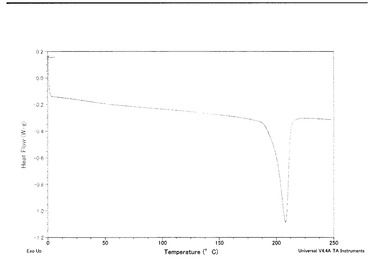
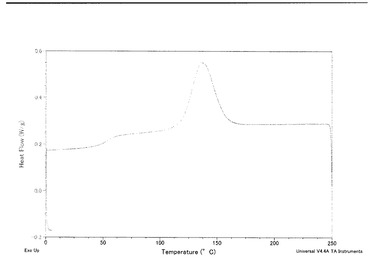
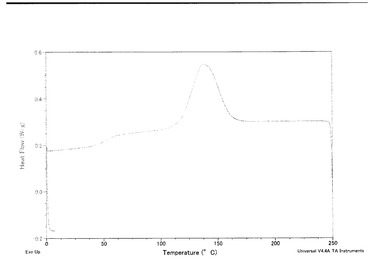
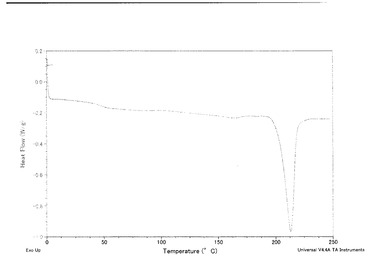
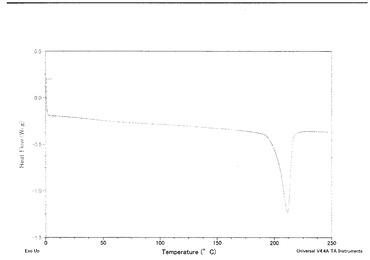
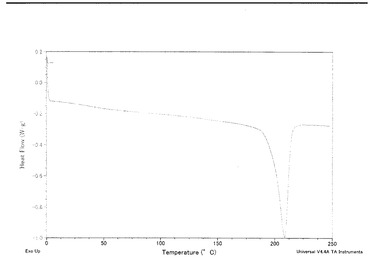
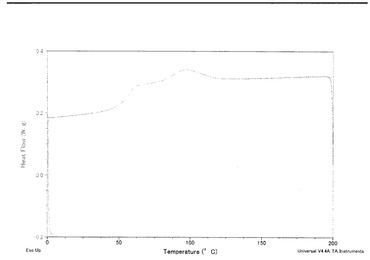
【図2】図2は、実施例1の組成物の第1回降温のDSC測定のチャートを示す図である。
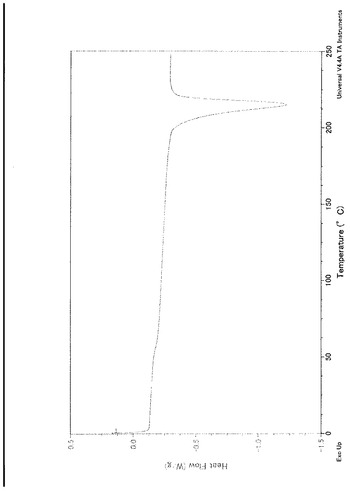
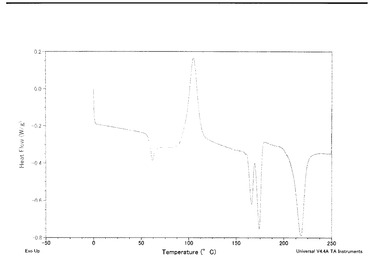
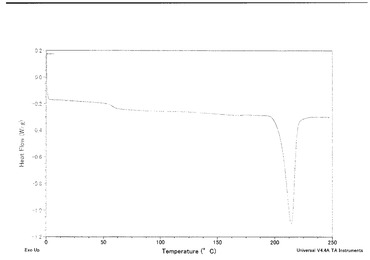
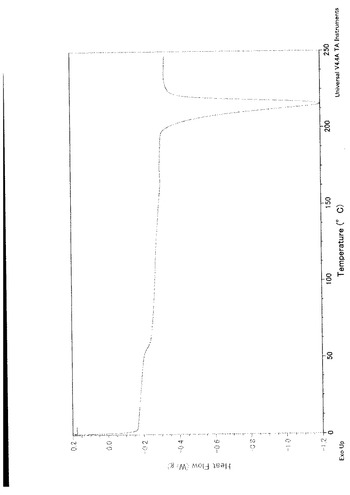
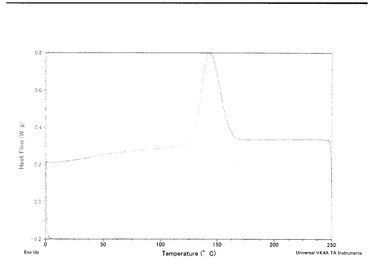
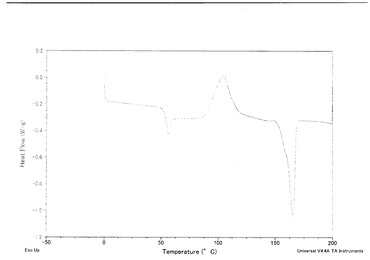
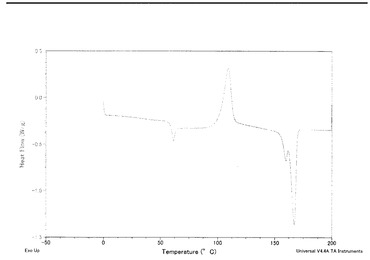
【図3】図3は、実施例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
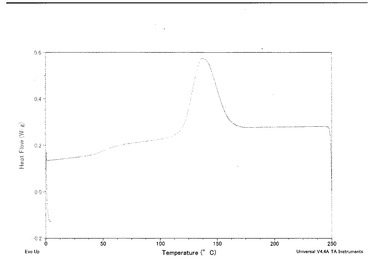
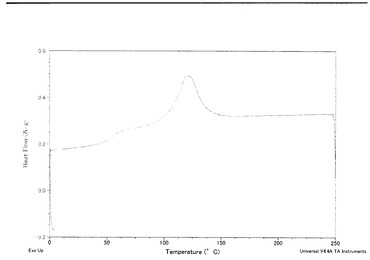
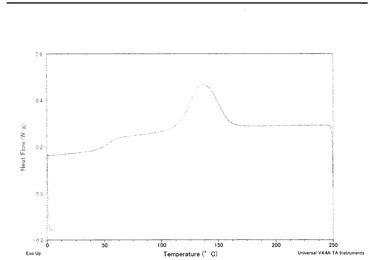
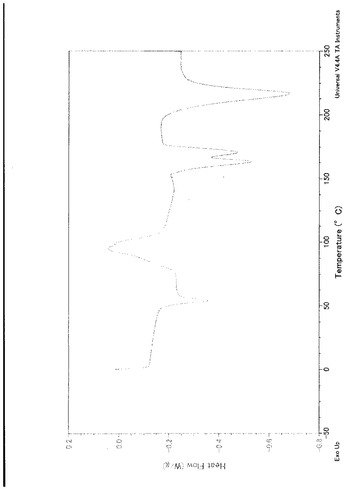
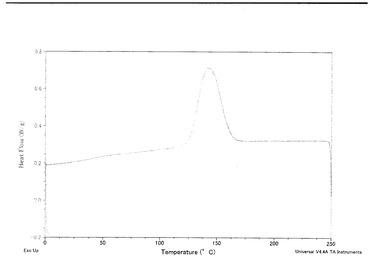
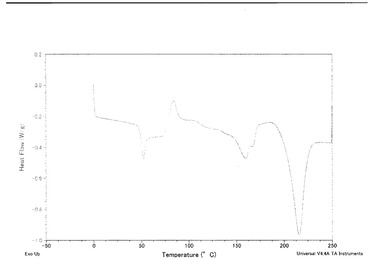
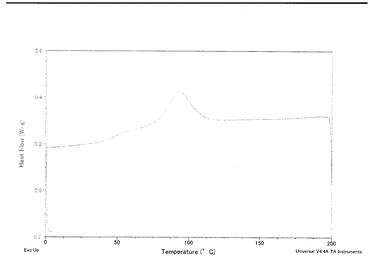
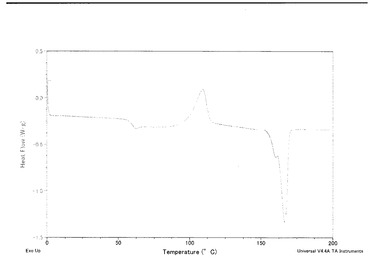
【図4】図4は、実施例2の組成物の第1回昇温のDSC測定のチャートを示す図である。
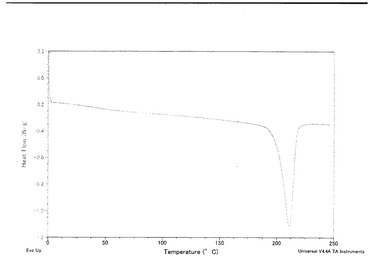
【図5】図5は、実施例2の組成物の第1回降温のDSC測定のチャートを示す図である。
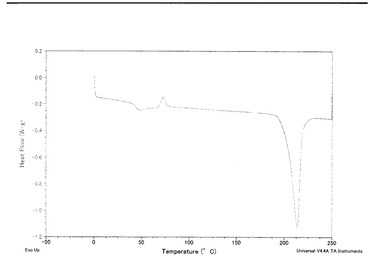
【図6】図6は、実施例2の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図7】図7は、比較例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図8】図8は、比較例1の組成物の第1回降温のDSC測定のチャートを示す図である。
【図9】図9は、比較例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図10】図10は、比較例2の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図11】図11は、比較例2の組成物の第1回降温のDSC測定のチャートを示す図である。
【図12】図12は、比較例2の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図13】図13は、比較例3の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図14】図14は、比較例3の組成物の第1回降温のDSC測定のチャートを示す図である。
【図15】図15は、比較例3の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図16】図16は、比較例4の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図17】図17は、比較例4の組成物の第1回降温のDSC測定のチャートを示す図である。
【図18】図18は、比較例4の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図19】図19は、比較例5の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図20】図20は、比較例5の組成物の第1回降温のDSC測定のチャートを示す図である。
【図21】図21は、比較例5の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図22】図22は、比較例6の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図23】図23は、比較例6の組成物の第1回降温のDSC測定のチャートを示す図である。
【図24】図24は、比較例6の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図25】図25は、比較例7の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図26】図26は、比較例7の組成物の第1回降温のDSC測定のチャートを示す図である。
【図27】図27は、比較例7の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図28】図28は、比較例8の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図29】図29は、比較例8の組成物の第1回降温のDSC測定のチャートを示す図である。
【図30】図30は、比較例8の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図31】図31は、比較例9の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図32】図32は、比較例9の組成物の第1回降温のDSC測定のチャートを示す図である。
【技術分野】
【0001】
本発明は、生分解性を有し、さらに透明性、耐熱性に優れるポリ乳酸組成物からなる成形体用材料および成形体に関する。
【背景技術】
【0002】
プラスチック成形体の廃棄処理を容易にする目的で生分解性のあるプラスチック成形体が注目され、種々の製品が開発されている。その生分解性プラスチック成形体は、土壌中や水中で加水分解や生分解を受け、徐々に崩壊や分解が進み、最後には微生物の作用で無害な分解物へと変化するものである。そのような生分解性プラスチック成形体として、芳香族系ポリエステル樹脂やポリ乳酸、ポリブチレンサクシネート等の脂肪族系ポリエステル樹脂、ポリビニルアルコール、酢酸セルロース、デンプン等から成形した生分解性プラスチック成形体が知られている。
【0003】
これらの生分解性プラスチックの一つであるポリ乳酸からなるプラスチック成形体は、透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は、結晶化速度が遅いため、通常のインジェクション成形機で合理的に製造するには結晶核材を入れる必要がある(例えば、特許3350606号)。
またポリ乳酸の融点を上げる方法としてポリ−L−乳酸とポリ−D−乳酸を含むステレオコンプレックス構造のポリ乳酸系組成物とする方法が知られている(例えば、特許文献1 WO2006/095923)。
またステレオコンプレックス構造のポリ乳酸系組成物からなる成形体の透明性を上げる方法としてポリ−L−乳酸、ポリ−D−乳酸のα晶に、その融解温度以上の熱を加えて、α晶部分を融解して非晶化する方法がある。(特許文献2 特開2008-163111)。
しかしこれらの方法では成形品をさらに熱処理する必要があるため、工程が複雑であり必ずしも生産性が優れているとはいえない。
また、これらの方法で得られる成形体はα晶部分を融解して非晶化しているため、α晶に再び融解温度未満の熱が加えられた際に、そのα晶が結晶化して白化するに至り、透明性に優れた成形体を得ることができない。
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特開2008-163111
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生分解性を有し、透明性、耐熱性に優れるポリ乳酸組成物からなる成形体を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料に関する。
また、本発明の成形体用材料の中でも、そのDSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする成形体用材料は耐熱性、透明性に優れている。
さらに、これらの成形体用材料のうちでは、DSC測定における205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなる成形体用材料が好適である。
また、これらの成形体用材料のうちでは、DSC測定において250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなる成形体用材料が好適である。
これらの成形体用材料からは、透明性、耐熱性に優れた成形体を得ることができる。
これらの成形体用材料を用い、金型温度100〜180℃の金型を利用て成形された成形体は、結晶化されており耐熱性が改良されている。
また、これらのポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有する成形体用材料、あるいは成形体を、ペレット化または粉砕してポリ乳酸用の結晶核として用いることができる。
これらの成形体用材料および成形体には、可塑剤を1〜15%の割合で配合することが望ましい。
本発明のこれら成形体用材料は、結晶化速度が非常に速く、溶融状態から徐冷される過程(降温結晶化)または、溶融状態から急冷させて再度加熱していく過程(昇温結晶化)において、急速に球晶が成長するため、その結晶径が1mμ以下となり透明性が維持される。
【発明の効果】
【0006】
本発明の成形体用材料は、ステレオコンプレックス構造を有しており、かつ結晶化速度が極めて速く、熱処理の過程で結晶径が1mμ以下となり、その優れた透明性を維持することができ、かつ耐熱性に優れた成形体を提供することができる。
【発明を実施するための最良の形態】
【0007】
<ポリ−L−乳酸>
本発明のポリ乳酸系成形体用材料の1成分であるポリ−L−乳酸(PLLA)は、L−乳酸を主たる構成成分を97モル%以上含む重合体である。L−乳酸の含有量が97モル%未満の重合体は、後述のポリ−D−乳酸(PDLA)と溶融混練して得られるポリ乳酸系組成物の結晶化速度が不十分であり、得られる成形体が熱処理によって白化するおそれがある。
PLLAの分子量は後述のポリ−D−乳酸と混合したポリ乳酸系の成形体として形成性を有する限り、特に限定されないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−L−乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣るおそれがある。一方、300万を越えるものは溶融粘度が大きく成形性が劣るおそれがある。
【0008】
<ポリ−D−乳酸>
本発明のポリ乳酸系成形体用材料の1成分であるポリ−D−乳酸(PDLA)は、D−乳酸を主たる構成成分、好ましくは97モル%以上を含む重合体である。D−乳酸の含有量が97モル%未満の重合体は、前述のポリ−L−乳酸と溶融混練して得られるポリ乳酸系組成物からなる成形体用材料は熱処理を行っても、透明性が劣るおそれがある。
PDLAの分子量は前述のPLLAと混合したポリ乳酸系組成物が、インジェクション、ブロー、押出成型などの形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−D乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣るおそれがある。一方、300万を越えるものは溶融粘度が大きく成形性が劣るおそれがある。
本発明においてPLLAおよびPDLAには、本発明の目的を損なわない範囲で、少量の他の共重合成分、例えば、多価カルボン酸若しくはそのエステル、多価アルコール、ヒドロキシカルボン酸、ラクトン類等を共重合させておいてもよい。
多価カルボン酸としては、具体的には、例えば、コハク酸、グルタル酸、アジピン酸、ピメリン酸、アゼライン酸、スベリン酸、デカンジカルボン酸、ドデカンジカルボン酸、セバシン酸、ジグリコール酸、ケトピメリン酸、マロン酸およびメチルマロン酸等の脂肪族ジカルボン酸並びにテレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸等が挙げられる。
多価カルボン酸エステルとしては、具体的には、例えば、コハク酸ジメチル、コハク酸ジエチル、グルタル酸ジメチル、グルタル酸ジエチル、アジピン酸ジメチル、アジピン酸ジエチル、ピメリン酸ジメチル、アゼライン酸ジメチル、スベリン酸ジメチル、スベリン酸ジエチル、セバシン酸ジメチル、セバシン酸ジエチル、デカンジカルボン酸ジメチル、ドデカンジカルボン酸ジメチル、ジグリコール酸ジメチル、ケトピメリン酸ジメチル、マロン酸ジメチルおよびメチルマロン酸ジメチル等の脂肪族ジカルボン酸ジエステル並びにテレフタル酸ジメチルおよびイソフタル酸ジメチル等の芳香族ジカルボン酸ジエステルが挙げられる。
多価アルコールとしては、具体的には、例えば、エチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、1,3−ブタンジオール、2−メチル−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタメチレングリコール、へキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ドデカメチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、テトラエチレングリコール、ペンタエチレングリコールおよび分子量1000以下のポリエチレングリコール等が挙げられる。
ヒドロキシカルボン酸としては、具体的には、例えば、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−2−メチル酪酸、2−ヒドロキシ−3−メチル酪酸、ヒドロキシピバリン酸、ヒドロキシイソカプロン酸およびヒドロキシカプロン酸等が挙げられる。
ラクトン類としては、具体的には、例えば、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトン、δ−バレロラクトン、δ−カプロラクトン、ε−カプロラクトン、4−メチルカプロラクトン、3,5,5−トリメチルカプロラクトン、3,3,5−トリメチルカプロラクトン等の各種メチル化カプロラクトン;β−メチル−δ−バレロラクトン、エナントラクトン、ラウロラクトン等のヒドロキシカルボン酸の環状1量体エステル;グリコリド、L−ラクチド、D−ラクチド等の上記ヒドロキシカルボン酸の環状2量体エステル等が挙げられる。
また、本発明に係わるPLLAおよびPDLAには、それぞれD−乳酸若しくはL−乳酸を前記範囲以下であれば少量含まれていてもよいが、ステレオコンプレックス構造の割合を高くするためにはPLLAおよびPDLAの割合が高いことが望ましい。
【0009】
<成形体用材料または成形体>
本発明の成形体用材料または成形体を得るためには、PLLAとPDLAを含むポリ乳酸系の組成物として、以下に示す熱融解特性を有するポリ乳酸系組成物であることが特に望ましい。
すなわち、本発明のポリ乳酸系組成物からなる成形体用材料は、DSC測定において、ポリ乳酸系組成物を250℃で10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは40J/g以上であることが望ましい。
さらに、本発明に係わる成形体用材料は、そのDSCの第2回昇温時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)において得られたDSC曲線の150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク10)と205〜240℃の範囲にある吸熱ピークの最大ピーク(ピーク20)のピーク比(ピーク10/ピーク20)が好ましくは0.05以下であることが望ましい。
このような本発明の成形体用材料は、結晶化時にステレオコンプレックス晶を極めて速く形成するので、その後に熱処理を行っても、または期せずして熱処理を受けても、球晶径が約1μm以下となりその透明性が低下するおそれはない。
一方、ピーク比(ピーク10/ピーク20)が0.05より大きい成形体用材料は、こ結晶化時にステレオコンプレックス晶を形成する速度が、それほど速くないため、その後に熱処理を行った際に、または期せずして熱処理を受けても、球晶径が1μmより大きくなり、透明性が低下するおそれがある。
また、本発明の成形体用材料は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量が50J/g以上であることが好ましい。
本発明の成形体用材料の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121およびJIS K 7122に準拠して求めた。なお、成形体用材料の熱融解特性は、第1回昇温時、降温時と第2回昇温時における特性を求めた。
本発明の成形体用材料は、好ましくは前記のPLLAを45〜55重量部、より好ましくは47〜52重量部、およびPDLAを好ましくは55〜45重量部、より好ましくは52〜47重量部(PLLA+PDLA=100重量部)から構成されている、即ち調製されている。
【0010】
本発明の成形体用材料は、ポリ−L−乳酸(PLLA)およびポリ−D−乳酸(PDLA)の重量平均分子量が、いずれも6千〜300万の範囲内であり、かつ、ポリ−L−乳酸(PLLLA)またはポリ−D−乳酸(PDLA)のいずれか一方の重量平均分子量が3万〜200万であるポリ−L−乳酸(PLLA)およびポリ−D−乳酸(PDLA)から混練により調製することが望ましい。
また、本発明の成形体用材料を得るためには、例えば、これらPLLAとPDLAを、230〜260℃で二軸押出機、二軸混練機、バンバリーミキサー、プラストミルなどで溶融混練することにより得ることができる。
PLLA、PDLAの割合が上記範囲外の組成物は上述の方法で混練しても、得られる組成物はステレオコンプレックス晶以外にα晶の部分を含み、熱処理を行った際の、または期せずして熱処理を受けても、球晶の成長スピードが十分でないために、球晶径が1μmより大きくなり透明性が低下するおそれがある。
【0011】
本発明の成形体用材料が、熱処理を行った際の、または期せずして熱処理を受けた際の透明性に優れているのは、結晶化時に当該組成物が非常に速やかにステレオコンプレックス構造を作るため、結果として球晶径が1μm以下となり透明性が低下しないためであると考えられる。
本発明の成形体用材料を得るために、PLLAとPDLAを溶融混練するときの温度は、好ましくは230〜260℃であり、より好ましくは235〜255℃である。溶融混練する温度が230℃より低いとステレオコンプレックス構造物が未溶融で存在するおそれがあり、260℃より高いとポリ乳酸が分解するおそれがある。
また本発明の成形体用材料は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するがその温度は80〜180℃が好ましく、中でも100〜140℃がより好ましい。
また真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱する過程(昇温結晶化)では、キャビティ温度として80〜180℃が好ましく、中でも100〜140℃がより好ましい。
【0012】
また、本発明の成形体を構成するポリ乳酸系組成物を調製する際に、PLLAとPDLAを、従来知られていない程度に長時間、溶融混練することが望ましい。
溶融混練の時間は、用いる溶融混練機にも依存するが、例えばラボプラストミル(東洋精機製)を用いた場合、その回転数が120rpmの場合、約55分以上混練することが望ましい。
このようにして得られた組成物は、結晶化時にステレオコンプレックス晶を極めて速く形成するため、その後に熱処理を行っても、または期せずして熱処理を受けても、球晶径が1μm以下となり透明性が低下するおそれがない。
さらに、PLLAとPDLAの溶融混練時間を上記のように長くすることで、得られるポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量(ΔHm)が50J/g以上となり、150〜200℃の範囲にある吸熱ピークの吸熱量は0.1J/g以下となる。
本発明の成形体用材料は、ステレオコンプレックスの結晶化が早く、かつステレオコンプレックス結晶化可能領域も大きいので、PLLAあるいはPDLAの単独結晶(α晶)が生成し難いものと考えられる。
前述のように、本発明の成形体用材料は、DSCによる250℃で10分経過後の降温時での測定(10℃/分)において結晶化によるピークが、40J/g以上であると速やかに結晶化され、成形体を熱処理する際の透明性の低下が見られないレベルにまで、小さな球晶径とすることができる。
また、結晶化によるピークが、40J/gより小さい場合は、結晶化速度が小さく、上記の混練の時間を長くしてさらに十分な混練をすべきである。
本発明の成形体用材料の重量平均分子量は特に限定されるものではない。しかしながら、本発明に係わる成形体用材料のPLLA、PDLAの重量平均分子量は、1万〜150万の範囲にあることが好ましく、さらには重量平均分子量が5万〜50万の範囲にあることが特に望ましい。
重量平均分子量が、上記範囲を高分子側に外れると混練時の微分散が十分でなく、成形体の熱処理の際に、その球晶の径が大きくなるおそれがあり、その透明性が低下するおそれがある。
また低分子側に外れると得られるポリ乳酸系成形体の強度が十分でないおそれがある。
【0013】
<可塑剤>
本発明の成形体用材料には可塑剤を配合することが望ましい。
可塑剤が配合されることにより、熱処理時の結晶化の速度が更に上がり、その球晶径がさらに小さくなり、透明性の低下をさらに抑えることができる。可塑剤の配合量は通常1〜15%程度である。
また、可塑剤としては、ポリグリセリン脂肪酸エステルが好適である。
ポリグリセリン脂肪酸エステルの構成成分であるポリグリセリンの平均重合度は2〜10が好適であり、脂肪酸エステル化率が50%以上であることが望ましい。
ポリグリセリン脂肪酸エステルの構成成分である脂肪酸には、パルミチン酸、ステアリン酸、およびオレイン酸からなる群から選択される1種または2種以上があり、ポリグリセリン縮合ヒドロキシ脂肪酸エステルであって、縮合ヒドロキシ脂肪酸の縮合度は3〜7程度である。
ポリグリセリンとしては、例えば、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、ヘプタグリセリン、オクタグリセリン、ノナグリセリン、デカグリセリン等が挙げられ、好ましくはジグリセリン、デカグリセリンであり、これらの1種又は2種以上の混合物が利用される。
また、脂肪酸には、炭素数が12以上の脂肪酸、例えば、ラウリン酸、ミリスチン酸、パルミチン酸、パルミトレイン酸、ステアリン酸、オレイン酸、リノール酸、リノレン酸、ノナデカン酸、アラキン酸、ガドレイ酸、エイコサジエン酸、アラキドン酸、べヘン酸、エルカ酸、ドコサジエン酸、リグノセリン酸、イソステアリン酸、リシノレイン酸、12−ヒドロキシステアリン酸、9−ヒドロキシステアリン酸、10−ヒドロキシステアリン酸、水素添加ヒマシ油脂肪酸(12−ヒドロキシステアリン酸の他に少量のステアリン酸およびパルミチン酸を含有する脂肪酸)等が挙げられ、中でもパルミチン酸、ステアリン酸、オレイン酸が好適であり、これらの1種又は2種以上の混合物として利用される。
さらに、ポリグリセリン縮合ヒドロキシ脂肪酸エステルは、ポリグリセリンと縮合ヒドロキシ脂肪酸とを反応して得られるエステルであり、本発明に用いられるポリグリセリン縮合ヒドロキシ脂肪酸エステルの構成成分であるポリグリセリンとしては、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、ヘプタグリセリン、オクタグリセリン、ノナグリセリン、デカグリセリン等が挙げられ、中でもヘキサグリセリンが好適であり、これらの1種又は2種以上の混合物が利用される。
縮合ヒドロキシ脂肪酸は、ヒドロキシ脂肪酸の縮合体である。また、ヒドロキシ脂肪酸は分子内に1個以上の水酸基を有する脂肪酸であり、リシノレイン酸、12−ヒドロキシステアリン酸、水素添加ヒマシ油脂肪酸(12−ヒドロキシステアリン酸の他に少量のステアリン酸およびパルミチン酸を含有する脂肪酸)、サビニン酸、2−ヒドロキシテトラデカン酸、イソプール酸、2−ヒドロキシヘキサデカン酸、ヤラピノール酸、ユニぺリン酸、アンブレットール酸、アリューリット酸、2−ヒドロキシオクタデカン酸、18−ヒドロキシオクタデカン酸、9,10−ジヒドロキシオクタデカン酸、カムロレン酸、フェロン酸、セレブロン酸、9−ヒドロキシステアリン酸、10−ヒドロキシステアリン酸等が挙げられ、中でもリシノレイン酸が好適である。
【0014】
<ポリ乳酸系成形体の製造方法>
本発明の成形体は、前記ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むポリ乳酸系組成物を用いて、インジェクション成形、ブロー成形、ストレッチブロー成形、押出成形、真空成形、その他の種々の方法で成形される。
また、本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態から徐冷される工程(降温結晶化)では金型内で結晶化するが、その温度は80〜180℃が好ましく、中でも100〜140℃がより好ましい。
また、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては80〜180℃が好ましく、中でも100〜140℃がより好ましい。
【0015】
本発明のポリ乳酸系の成形体の材料は、前記ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むポリ乳酸系組成物から成形されるものであり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であることが望ましい。
本発明に係わるポリ乳酸系成形体の材料は、前記特性に加え、205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であり、DSC測定における吸熱ピーク測定後に、降温した際の発熱量が40J/g以上の特性を有することが望ましい。
【0016】
これらの成形においては、金型温度100〜180℃の金型を利用して成形することにより、結晶化され耐熱性が改良された成形体とすることができる。
【0017】
また、本発明の成形体用材料、あるいは成形体は、ポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有しているので、これらをペレット化または粉砕して、ポリ乳酸に結晶核剤として配合することにより、ポリ乳酸の成形体の透明性を改良することができる。これら結晶核剤は、ポリ乳酸に通常1〜30重量%の割合で配合することが行われる。
【0018】
本発明に係わるポリ乳酸系成形体の材料は、前記特性に加え、広角X線測定における2θが12度、21度および24度近辺のピーク面積の総和(SSC)が全体の面積に対して50%以上であり、かつ2θが17度および19度近辺のピーク面積の総和(SPL)が全体の面積に対して1%以下の特性を有する。
なお、広角X線測定における2θが17度および19度近辺のピークはPLLAおよびPDLAの結晶に基づくピーク(PPL)であり、12度、21度および24度近辺のピークはPLLAとPDLAとが共結晶した所謂ステレオコンプレックスの結晶に基づくピーク(PSC)である。
なお、本発明における広角X線による回折ピーク(2θ)はX線回折装置(株式会社リガク製 自動X線回折装置RINT−2200またはRINT−2500)を用いて測定して検出される回折ピークの角度(度)である。記録紙の基線(強度;0cps)とX線回折強度曲線で囲まれた回折角(2θ)が10〜30度の総面積(全体の面積)を100%とし、結晶に基づく各々の回折ピーク面積は、(SPL)については17度および19度近辺の回折ピーク(2θ)、(SSC)については12度、21度および24度近辺の回折ピーク(2θ)各々の面積を記録紙から切り出し、その重量を測定することにより算出した。また非結晶部分に起因するブロードな部分は(非晶部分)とした。尚、(SPL)、(SSC)を測定する際には非晶部分に伴う回折曲線をベースラインとしてその上の部分を測定した。
【0019】
また、本発明におけるポリ乳酸系成形体の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121およびJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)を求めるとともに、250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの結晶化の際の発熱量(ΔHc)を求めた。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【0020】
[実施例]
次に実施例を挙げて本発明を更に具体的に説明する。本発明はその要旨を越えない限
りこれらの実施例に制約されるものではない。
実施例および比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
(ハ)可塑剤―1
太陽化学 チラバゾールVR−10
ヤシ・パーム油から誘導化されるポリグリセリン脂肪酸(常温にて液状)
実施例および比較例における物性値等は、以下の評価方法により求めた。
【0021】
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
【0022】
(2)DSC測定
前記記載の方法で測定した。
【0023】
(3)透明性
日本電色工業社製 ヘイズメーター300Aを用いてフィルムのヘイズ(HZ)および平行光光線透過率(PT)を測定した。
【0024】
実施例1
PLLA―1:PDLA―2を50:50(重量部)の比で計100g計量し、東洋精機製バッチ式2軸混練機(ラボプラストミル)を用いて、245℃、120rpmで60分混練を行った。
更に東洋精機製プレス成型機(ラボプレス)を用いて、250℃、100kgf/cm2で10分融解した後に、同成型機を用いて20℃、100kgf/cm2で10分間プレスして急冷し、1mm厚の非結晶状態のシートを成形した。
実施例2
実施例1で60分混練した後に可塑剤1を10重量%入れて更に5分間混練した以外は実施例1と同様に行った。
比較例1〜4
実施例1において、混練時間をそれぞれ10分(比較例1)、20分(比較例2)、30分(比較例3)、50分(比較例4)にした以外は実施例1と同様に行った。
比較例5〜9
実施例2において、混練時間を10分(比較例5)、20分(比較例6)、30分(比較例7)、40分(比較例8)、50分(比較例9)にした以外は実施例2と同様に行った。
参考例1
PLLA―1を100g計量し、東洋精機製バッチ式2軸混練機(ラボプラストミル)を用いて、245℃、120rpmで5分混練を行った。
更に東洋精機製プレス成型機(ラボプレス)を用いて、250℃、100kgf/cm2で10分融解した後に、同成型機を用いて20℃、5kgf/cm2で10分間プレスして急冷し、1mm厚の非結晶状態のシートを成形した。
参考例2
参考例1で5分混練した後に可塑剤1を10重量%入れて更に5分間混練した以外は参考例1と同様に行った。
上記のように得られた1mm厚み成形体(シート)を50mm×50mmで切り出し、東洋精機製プレス成型機(ラボプレス)を用いて、250℃、5kgf/cm2で10分間の熱処理を行った。
条件A そのまま(熱処理なし)
条件B 120℃×5分
条件C 150℃×5分
条件D 170℃×5分
【0025】
【表1−1】
【表1−2】
【表1−3】
【0026】
表1から明らかなように、ラボプラストミルの混練時間が60分であり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下、205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上、250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上である実施例1、2の成形体は上記熱処理でもヘイズがほとんど悪化せず20%以下である。
可塑剤を10%配合した実施例2はヘイズの悪化が更に抑えられており、ヘイズは10%以下となっている。
一方、混練時間が10〜50分であり、DSC挙動が上記条件を満たさない、比較例1〜4はいずれもヘイズが20%より大きく、ヘイズが大きく悪化している。
また可塑剤を10%入れた比較例5〜9もヘイズは20%以上に悪化している。このことから可塑剤の添加は十分条件ではなく、混練によりステレオコンプレックス晶の生成の早い組成物を作るのが必要条件であることがわかる。
ここで参考までにPLLAからなる参考例1、2はヘイズの悪化が大きく、更に170℃の熱処理では融解してしまった。
【産業上の利用可能性】
【0027】
本発明のポリ乳酸系成形体は、透明性、耐熱性に優れており種々の用途に利用可能である。
本発明のポリ乳酸系成形体は熱処理による結晶化を行っても白化しない。
そのため、ボタン、ブローチ等の服飾品、カーテン吊り具、ドアノブ、ブラインド、小物家具等、眼鏡ケースの小物雑貨、記録用ディスク、レンズ、メーター等の車載部品透明部分等、各種容器、食器等の透明性が要求されるあらゆる成形体に利用することができる。
なかでも、アイロン可能な透明なボタンを例えばインジェクション成形することができ、また、ストレッチブロー成形容器には、その透明性、耐熱性を活かした利用が可能である。
従来このような分野はアクリル、PET等が使用されていたが近年ゴミ問題、CO2問題から植物由来の生分解性樹脂であるポリ乳酸の切り替えが強く求められていた。
【図面の簡単な説明】
【0028】
【図1】図1は、実施例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図2】図2は、実施例1の組成物の第1回降温のDSC測定のチャートを示す図である。
【図3】図3は、実施例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図4】図4は、実施例2の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図5】図5は、実施例2の組成物の第1回降温のDSC測定のチャートを示す図である。
【図6】図6は、実施例2の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図7】図7は、比較例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図8】図8は、比較例1の組成物の第1回降温のDSC測定のチャートを示す図である。
【図9】図9は、比較例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図10】図10は、比較例2の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図11】図11は、比較例2の組成物の第1回降温のDSC測定のチャートを示す図である。
【図12】図12は、比較例2の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図13】図13は、比較例3の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図14】図14は、比較例3の組成物の第1回降温のDSC測定のチャートを示す図である。
【図15】図15は、比較例3の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図16】図16は、比較例4の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図17】図17は、比較例4の組成物の第1回降温のDSC測定のチャートを示す図である。
【図18】図18は、比較例4の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図19】図19は、比較例5の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図20】図20は、比較例5の組成物の第1回降温のDSC測定のチャートを示す図である。
【図21】図21は、比較例5の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図22】図22は、比較例6の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図23】図23は、比較例6の組成物の第1回降温のDSC測定のチャートを示す図である。
【図24】図24は、比較例6の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図25】図25は、比較例7の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図26】図26は、比較例7の組成物の第1回降温のDSC測定のチャートを示す図である。
【図27】図27は、比較例7の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図28】図28は、比較例8の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図29】図29は、比較例8の組成物の第1回降温のDSC測定のチャートを示す図である。
【図30】図30は、比較例8の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図31】図31は、比較例9の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図32】図32は、比較例9の組成物の第1回降温のDSC測定のチャートを示す図である。
【特許請求の範囲】
【請求項1】
ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料。
【請求項2】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1記載の成形体用材料。
【請求項3】
DSC測定における205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1または2に記載の成形体用材料。
【請求項4】
DSC測定において250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1〜3のいずれかに記載の成形体用材料。
【請求項5】
請求項1〜4のいずれかに記載された成形体用材料からなることを特徴とする透明性、耐熱性に優れた成形体。
【請求項6】
金型温度100〜180℃の金型を利用して成形され、結晶化され耐熱性が改良されていることを特徴とする請求項5に記載の成形体。
【請求項7】
ポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有し、請求項1〜7のいずれかに記載の成形体用材料または成形体をペレット化または粉砕してなることを特徴とする結晶核用材料。
【請求項8】
可塑剤が1〜15%の割合で配合されてなることを特徴とする請求項1〜8のいずれかに記載の成形体用材料または成形体。
【請求項1】
ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、厚さ1ミリメートルのサンプル成形体とし、温度80〜180℃において10分間の熱処理を行った後のヘイズが10%以下であることを特徴とする成形体用材料。
【請求項2】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.05以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1記載の成形体用材料。
【請求項3】
DSC測定における205〜240℃の範囲にある吸熱ピークの吸熱量が50J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1または2に記載の成形体用材料。
【請求項4】
DSC測定において250℃で10分経過した後の降温(cooling)時(10℃/分)のピークが40J/g以上であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなることを特徴とする請求項1〜3のいずれかに記載の成形体用材料。
【請求項5】
請求項1〜4のいずれかに記載された成形体用材料からなることを特徴とする透明性、耐熱性に優れた成形体。
【請求項6】
金型温度100〜180℃の金型を利用して成形され、結晶化され耐熱性が改良されていることを特徴とする請求項5に記載の成形体。
【請求項7】
ポリ−L−乳酸とポリ−D−乳酸からなるステレオコンプレックス構造体を有し、請求項1〜7のいずれかに記載の成形体用材料または成形体をペレット化または粉砕してなることを特徴とする結晶核用材料。
【請求項8】
可塑剤が1〜15%の割合で配合されてなることを特徴とする請求項1〜8のいずれかに記載の成形体用材料または成形体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公開番号】特開2010−260899(P2010−260899A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−110692(P2009−110692)
【出願日】平成21年4月30日(2009.4.30)
【出願人】(000220099)東セロ株式会社 (177)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年4月30日(2009.4.30)
【出願人】(000220099)東セロ株式会社 (177)
【Fターム(参考)】
[ Back to top ]