
透明性に優れた耐熱包装用容器およびその製造方法
【課題】多層シート由来の包装用容器において透明性及び賦形性に優れたものを得る。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
【解決手段】表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱成形して包装用容器を得る。前記積層シートのコア層は、特定の融点Tm(一般的には260℃)を有する非晶ポリエチレンテレフタレート(A−PET)の未延伸シートからなる。前記積層シートのスキン層は、ポリエチレンテレフタレートの延伸フィルム(OPETフィルム)からなる。熱成形の際に、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点Tm未満の温度となるように積層シートを加熱しつつ成形することにより、透明性及び賦形性に優れた包装用容器を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二層以上の多層構造を有する積層シートを熱成形して得られる包装用容器と、その包装用容器の製造方法とに関する。
【背景技術】
【0002】
食品用容器等の包装用容器として、ポリエステルやポリプロピレン等の熱可塑性樹脂からなる樹脂シートに熱盤成形や真空・圧空成形などの熱成形を施して得られるものが知られている。当初、容器成形用のシートとしては、二軸配向ポリエステルの単層シート(特許文献1,2参照)や二軸延伸ポリエチレンテレフタレートの単層シート(特許文献3参照)が主流であり、シートの延伸条件や成形条件を工夫することで耐熱性等に優れた成形品(容器)が提供されていた。
【0003】
しかしながら、予め延伸加工された単層シートに更に熱成形を施して容器を製造した場合、形状が比較的シンプルな容器(例えば、浅い皿型トレー)ならば、熱成形によって金型とおりの正確な形状を再現することができるが、いわゆる深物(深さのある容器)のように多少なりとも形状に複雑性がある容器になると、金型どおりの正確な形状を付与することが難しいという難点があった。これは、熱成形自体が、延伸済みのシートを更に引き伸ばす処理となることから、熱成形段階での変形の自由度が既に不足していることに起因する。このような事情から近年では、性質の異なる二つ又は三つの樹脂層を積層してなる多層シートを用い、これを熱成形して包装用容器を得ることが主流となっている。
【0004】
例えば、特許文献4(特許第4223700号公報)は、非晶性PETの内側層4および結晶性PETの外側層5からなると共に各層が非晶状態の積層シートを、結晶性PETの結晶化温度以下の温度で熱成形することによって容器を成形し、次いで、その容器を外側からヒーターで結晶性PETの結晶化温度(120℃又はそれ以上)に加熱して、結晶性PETを熱結晶化させる、という耐熱PET容器の製造方法を開示する(同文献の請求項1,段落0009〜0015参照)。この方法によれば、非晶状態のPETを熱成形しているので、深絞り成形が容易になる(同文献の段落0024参照)。加えて、結晶性PETの結晶化によって、当該PET容器の耐熱性、剛性、耐衝撃性を向上させることができる(同文献の段落0023参照)。
【0005】
特許文献5(特開2009−280218号公報)は、A−PET(Amorphous PET,非晶PET)のシートを一次延伸して得た延伸A−PETシートと、未延伸A−PETフィルム又はシートとをドライラミネートで一体化した積層シートを、熱成形機の金型にて80〜150℃で加熱成形して二次延伸し、この二次延伸による配向結晶化によって結晶化を高めたことを特徴とする耐熱透明A−PET容器を開示する(同文献の要約、請求項1及び5参照)。この方法によれば、高耐熱性と高透明性とを有する食品容器が得られるとのことである。なお、特許文献5の段落0042では、二次延伸の延伸温度の上限値を150℃とした理由として、「150℃を超えると、シートのドローダウンが大きくなり成形された時に成形体にシワが発生する」ことをあげているが、理由はそれだけに止まらない。即ち多層PETシート製容器の開発者の間には、A−PET多層シートを150℃を超えて高温加熱すると、透明性が急激に低下するとの一般認識がある(図2参照)。このため、そのような一般認識に従い、特許文献5でも二次延伸の上限温度を150℃に抑制したものと思われる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭59−51407号公報
【特許文献2】特公昭62−18339号公報
【特許文献3】特許第4172878号公報
【特許文献4】特許第4223700号公報
【特許文献5】特開2009−280218号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従前の積層シート由来の耐熱容器にも、いくつかの欠点がある。
特許文献4の耐熱PET容器にあっては、外側層5を結晶化することによって耐熱性が付与されるものの、色は透明から白色になってしまう(同文献の段落0013参照)。特許文献4はその段落0014において「外側層5は熱結晶化により、透明から白色に変わるため着色する必要はない。」と述べて樹脂の白化を肯定的にとらえているが、PET製容器の主な用途である食品用容器の分野では、内容物の目視確認性を確保するとの観点から、樹脂の白化つまり不透明化は、あまり好ましいものではない。
【0008】
特許文献5のA−PET容器では耐熱性と透明性との両立を図っているが、一次延伸A−PETシート(文献5の実施例1では、厚さ0.26mm)をコア層とする多層シートを用いているにもかかわらず、透明性確保等の観点から、加熱成形時(二次延伸時)の加熱温度が最大でも150℃以下に抑制されている。このため、実際の製造現場では、賦形性(成形用金型とおりの正確な形状を確保できるという特性)があまり良くない、または賦形性を良くするために加熱時間を長くする必要が生じて生産性が良くない、といった欠点がある。
【0009】
つまり、従前の多層シート由来の耐熱容器の製造技術にあっては、容器の透明性の確保と、製造プロセスでの良好な賦形性の確保とを両立できているとは言い難い。
【0010】
本発明の目的は、透明性及び賦形性に優れた積層シート由来の包装用容器と、その包装用容器の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
[発明着想の原点]
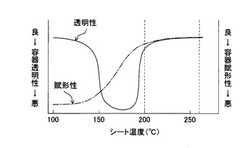
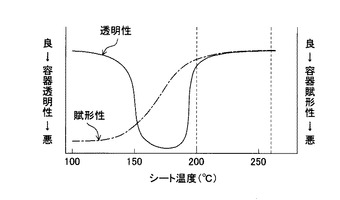
後ほど「発明を実施するための形態」の欄で詳述するように、本願の発明者は、ポリエチレンテレフタレート(PET)樹脂を主体とした多層積層シートの熱成形において、熱成形品の透明性および賦形性に図1のグラフに示すような極めて意外な傾向性があることを発見した。本発明はこの新発見に基づいてなされたものである。
【0012】
[課題解決の手段]
請求項1に係る発明は、表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により賦形して得られる包装用容器であって、
前記積層シートのコア層が、特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートからなると共に、前記積層シートのスキン層が、ポリエチレンテレフタレートの延伸フィルムからなり、前記熱成形の際に、前記スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように前記積層シートを加熱しつつ成形することにより、賦形性及び透明性を両立させたことを特徴とする包装用容器である。
【0013】
請求項2に係る発明は、
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる2層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層を下側にして、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法である。
【0014】
請求項3に係る発明は、
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる3層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法である。
【発明の効果】
【0015】
本発明に係る包装用容器および包装用容器の製造方法によれば、2層又は3層構造の積層シート由来の容器において、熱成形時の良好な賦形性と、成形後に得られる容器の透明性確保とを見事に両立させることができる。
【図面の簡単な説明】
【0016】
【図1】シート温度と容器の透明性及び賦形性との相関関係(新知見)を模式的に示すグラフ。
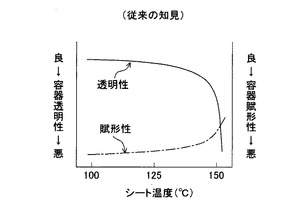
【図2】シート温度と容器の透明性及び賦形性との相関関係(従来知見)を模式的に示すグラフ。
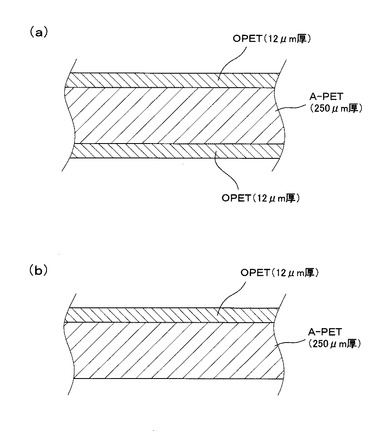
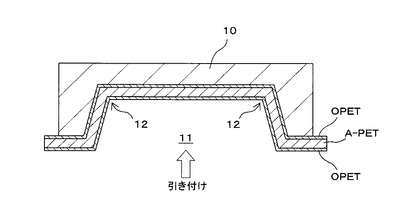
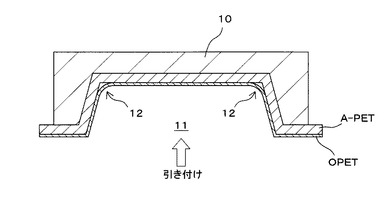
【図3】積層シートの試作例を示し、(a)は三層構造の積層シートの部分断面図、(b)は二層構造の積層シートの部分断面図。
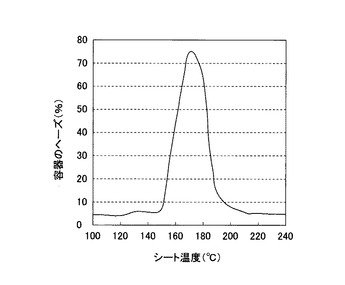
【図4】容器のヘーズ(透明性)とシート温度との関係を示すグラフ。
【図5】三層構造シートの金型への良好な付着状況を模式的に示す断面図。
【図6】二層構造シートの金型への不良な付着状況を模式的に示す断面図。
【発明を実施するための形態】
【0017】
(用語の定義)この明細書においては各用語を次のような意味で用いる。
「シート」とは厚さが100μm以上の厚膜状物をいい、「フィルム」とは厚さが100μm未満の薄膜状物をいう。また、非晶ポリエチレンテレフタレートを指して「A−PET」ということがあり(A−PETのAは非晶質(Amorphous)の意味)、延伸処理したポリエチレンテレフタレートを指して「OPET」ということがある。また、「容器」という場合、容器の本体のみならず、容器の蓋体も含まれる。
【0018】
以下に、本発明を実施するにあたり好ましい形態について説明する。
本発明に係る包装用容器を製造する方法は、シート準備工程(A)、フィルム準備工程(B)、積層シート形成工程(C)および熱成形工程(D)からなる。
【0019】
シート準備工程(A)では、特定の融点Tmを有する非晶ポリエチレンテレフタレートの未延伸シートを準備する。非晶ポリエチレンテレフタレート(A−PET)の融点Tmは一般的には260℃とされている。A−PETの未延伸シートは、例えば、ペレット状のA−PET樹脂を原料としてこれを押出し成形装置にて溶融し、Tダイ法等により押出し成形することで得られる。A−PETシートの厚さは、好ましくは100μm〜1mmである。A−PETシートの厚さが100μmを下回ると、熱成形後に得られる容器の肉厚が薄くなりすぎて、容器の強度や剛性の面で必要な性能確保が難しくなる。他方、A−PETシートの厚さが1mmを超えると、熱成形における賦形性を悪化させるおそれがある。なお、「未延伸」とは、押出し成形等で得られたA−PETシートに対し延伸加工が施されていないことを意味する。
【0020】
フィルム準備工程(B)では、ポリエチレンテレフタレートの延伸フィルムを準備する。ここで、延伸フィルムとは、未延伸状態のPETフィルムに対して延伸加工を施したフィルムをいう。本発明では、延伸フィルムとして二軸延伸したフィルムを用いることが好ましい。そして、その場合の延伸倍率としては、X方向およびY方向(X方向と直交する方向)のそれぞれにおいて、3〜4倍であることが好ましい。この延伸PETフィルムは、熱成形後の容器の耐熱性を担保する。なお、延伸加工後のフィルム(延伸フィルム)の厚さは、好ましくは5〜20μm、より好ましくは10〜15μmである。延伸フィルムの厚さが5μmを下回ると、延伸加工時に破れを生じたり、熱成形後の容器の耐熱性が低下したりする不都合がある。他方、延伸フィルムの厚さが20μmを超えると、熱成形における賦形性を悪化させるおそれがある。
【0021】
積層シート形成工程(C)では、2層又は3層構造の積層シートを形成する。具体的には、前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面又は両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層することで、2層又は3層構造の積層シートが形成される。積層化の手法としては、コア層とスキン層との間に接着剤を介在させつつ両層を貼り合せるラミネート加工ないしドライラミネート加工を採用することができる。
【0022】
熱成形工程(D)では、上記の2層又は3層構造の積層シートを熱成形により容器形状に賦形する。熱成形の手法としては、熱盤成形、真空成形、圧空成形または真空圧空成形のいずれかを選択することができる。熱盤成形とは、熱板によるシートの片面加熱後、該加熱シートを移動させることなく熱板上方に配置された金型で成形する手法をいう。これに対し、真空成形、圧空成形および真空圧空成形とは、ヒーターゾーン(加熱領域)においてシートの(上下)両面を加熱後、成形ゾーンに該加熱シートを移動させ、成形ゾーンに設けられた金型にシートを付着させて成形する手法をいう。
【0023】
工程(D)の熱成形においては、成形用金型に密着させる前の事前加熱として、積層シートを、そのスキン層の温度が200℃以上で且つ前記非晶ポリエチレンテレフタレートの融点(Tm)未満の範囲のいずれかの温度となるように加熱する。
積層シートの加熱温度を上述の範囲に設定した理由は以下のとおりである。
【0024】
従来、PET主体の多層シートを用いて製造される容器の開発者(当業者)の間では、図2に示すように、多層シートの加熱温度が150℃を超えるあたりから容器の透明性が急激に低下する傾向にあるとの認識が一般的であった。つまり、150℃よりも高温領域では、加熱温度の上昇と共に透明性が低下する傾向が維持されるものと当業者は信じていた。実のところ、当業者間で使用されている市販の熱盤成形機や真空圧空成形機には、装置メーカー側の安全に対する配慮から、加熱温度の上限を規制する昇温リミッターが付加されており、一般にこの昇温リミッターの作用により200℃以上の温度に加熱できないようになっている。このため、当業者の誰もが、PET主体の多層シートを200℃以上に加熱して熱成形を試みようとはしなかった。
【0025】
しかしながら、本願の発明者は、多層の積層シートにおいては、OPETによるスキン層によってあたかも水風船のようにコア層が保持され、200℃以上に加熱しても垂れ下がらない(ドローダウンしない)のではないかと考えたため、熱盤成形機から昇温リミッターを取り外して熱成形を行うという実験を思い付き、実際にそれを試みた。その結果、図1に示すような意外な結果を得た。即ち、積層シートの加熱温度が150℃以上、200℃未満の領域では、従前の一般認識どおり容器の透明性は極めて悪いままであったが、約200℃に達するあたりから急に透明性が向上し、200〜260℃の高温領域では、150℃未満の低温領域とほぼ同程度の透明性を確保できることが判明した。併せて、熱成形時の賦形性(成形用金型とおりの正確な形状を確保できるという特性)については、100℃から260℃付近までの温度範囲にわたり、温度が高いほど賦形性が良くなるとの傾向性を確認できた。つまり、200℃以上260℃未満の温度領域では、熱成形で得られる容器の透明性と賦形性とが両立し得ることを発見したのである。
【0026】
このように本発明によれば、ポリエチレンテレフタレート(PET)主体の多層の積層シートを用いた場合でも、熱成形により得られる成形品(容器)について透明性を損なうことなく、良好な賦形性を確保することができる。また、積層シートを構成するスキン層にPET製の延伸フィルムを採用したことで、食品用容器に求められる程度の耐熱性(耐熱温度約100℃)を確保することができる。
【実施例】
【0027】
[積層シートの作製]
ペレット状のA−PET樹脂(三房巷社製:商品名「CZ−333」)を溶融後、押出し成形機で押出し成形して厚さ250μmのA−PETシートを得た。その一方で、市販の二軸延伸PETフィルム(東洋紡績株式会社製:商品名「東洋紡エステルフィルム E5100」)を調達した。この二軸延伸PETフィルムは、12倍延伸品(X方向に3倍、Y方向に4倍)であり、厚さは12μmである。
【0028】
試作例1:三層構造の積層シート
上記A−PETシートの両面にウレタン系接着剤を塗布した後、それぞれの塗布面上に上記市販の二軸延伸PETフィルムを重ね合わせてラミネート機にかけることにより、図3(a)に示すように、厚さ250μmのA−PETシートの両面に、厚さ12μmの二軸延伸PETフィルム(OPETフィルム)をドライラミネートしてなる三層構造の積層シートを得た。これを「試作例1の三層構造積層シート」とする。
【0029】
試作例2:二層構造の積層シート
上記A−PETシートの片面にウレタン系接着剤を塗布した後、その塗布面上に上記市販の二軸延伸PETフィルムを重ね合わせてラミネート機にかけることにより、図3(b)に示すように、厚さ250μmのA−PETシートの片面に、厚さ12μmの二軸延伸PETフィルム(OPETフィルム)をラミネートしてなる二層構造の積層シートを得た。これを「試作例2の二層構造積層シート」とする。
【0030】
実験1(透明性確保のための試作実験)
試作例1の三層構造積層シートを、昇温リミッターを取り外した熱盤成形機(株式会社浅野研究所製:高速熱板加熱式圧空成形機CLS54H)を用いて熱成形することにより、加熱時のシート温度と、得られた容器の透明性との関係を調べる試作実験を行った。なお、実験時には熱盤成形機における付形用金型の温度を30〜40℃に維持した。試作した容器は、縦165mm×横165mm×高さ25mmの矩形状容器の蓋体である。それぞれの加熱温度で得られた各容器(蓋体)につき、その天面にあたる部分のヘーズ(%)をJIS K7105のプラスチックの光学的特性試験方法に基づいて測定した。ヘーズは透明性の指標であり、その%値が小さいほど透明性が高くなる。この試作実験の結果を表1に示す。また、表1をグラフ化したものを図4に示す。尚、表1では、目視による透明性の評価(「○」「△」「×」の三段階評価)をも行った。この目視評価において「○」は透明性良好を、「△」は透明性やや不良を、「×」は透明性不良を示す。評価「×」は、食品用透明容器としての使用には耐え得ないほどに透明性が悪いことを示す。評価「△」及び「○」は、食品用透明容器として使用可能な範囲内にあることを示す。
【0031】
【表1】

【0032】
表1及び図4から、熱盤成形におけるシート加熱温度が200℃以上の領域においても容器の透明性が比較的良好になることを確認できる。
【0033】
実験2(賦形性についての試作実験)
試作例1及び2の積層シートを、昇温リミッターを取り外した熱盤成形機(上記実験1と同じもの)を用いて熱成形することにより、加熱時のシート温度と、賦形性の良し悪しとの関係を調べる試作実験を行った。なお、実験時には熱盤成形機における付形用金型の温度を30〜40℃に維持した。試作した容器は、上記実験1の容器(蓋体)と同形同寸の矩形状容器の蓋体である。
【0034】
賦形性については、熱盤成形機の付形用金型に対する積層シートの付着性の良否(目視観察)に基づき、「○」「△」「×」の三段階で評価した。この三段階評価において、
「○」は、加熱シートの金型への引き付け付着が良好で、金型形状とおりの賦形が実現していることを示す。
「△」は、加熱シートの金型への引き付け付着がやや甘く、金型形状とおりの賦形が部分的に実現していないことを示す。
「×」は、加熱シートの金型への引き付け付着が非常に甘く、金型形状とおりの賦形が全く実現していないことを示す。
表2に、試作例1の三層構造積層シートを用いた場合の賦形性の評価結果を示す。
表3に、試作例2の二層構造積層シートを用いた場合の賦形性の評価結果を示す。
【0035】
【表2】
【0036】
【表3】
【0037】
表2の実施例2-1及び実施例2-2では、賦形性の評価が「○」となっている。これは、図5に模式的に示すように、金型10のキャビティ11に対し、加熱された三層積層シートが緊密に付着して成形が行われたことを意味する。特に、容器(蓋体)の天面の四隅位置に対応する金型キャビティの各コーナー部12においても、積層シートの三層全体がコーナー部12に緊密に付着して成形が行われたことを意味するものである。尚、表3の実施例3-1から3-4についても同様である。
【0038】
表3の失敗例ア及び失敗例イでは賦形性の評価が「×」となっているが、これは熱盤の温度が低すぎて、シート全体として金型形状とおりの賦形が全くできなかったという意味である。また、表3の失敗例ウ及び失敗例エでは、賦形性の評価が「△」となっている。これは、図6に模式的に示すように、加熱された二層積層シートは概して金型10のキャビティ11に付着するものの、容器(蓋体)の天面の四隅位置に対応する金型キャビティの各コーナー部12においてシートの付着性が部分的に良くなかったという意味である。具体的には、二層構造積層シートをその下側に配置した熱板に、OPET層を(鉛直方向の)下側にして直接加熱させ、該加熱シートを移動させることなく熱板上方に配置された金型に成形させたものである。金型の表面に直接接触するA−PET層についてはコーナー部12においても金型への良好な付着性を示したが、該コーナー部では、OPET層がA−PET層に追従できず、A−PET層とOPET層との間に剥離(隙間)が生じ、結果的にOPET層が金型形状とおりに賦形されなかった。尚、表3から、試作例2の二層シートを良好に熱盤成形するためには、熱盤表面(シート表面)で160℃以上の温度が必要である。
【0039】
上記表2及び表3に示した各実施例について、賦形性および透明性に関する評価を一覧化したものを表4に示す。表4における透明性の評価およびヘーズ(%)の測定は実験1に準ずる。
【0040】
【表4】
【0041】
表4の各実施例によれば、試作例1又は2の積層シートを用いて200℃以上の温度で熱盤成形することにより、賦形性および透明性ともに優れた容器(蓋体)を得ることができる。
【0042】
[変更例]上記の実施例1-1から実施例3-4では熱盤成形を行ったが、熱盤成形に代えて、真空成形、圧空成形または真空圧空成形を採用してもよい。その場合でも上記の実験結果と同様の結果(ないし傾向性)が得られることは言うまでもない。なお、二層構造積層シートを熱成形工程(D)のヒーターゾーン(加熱領域)で加熱させるとき、コア層を保持させるため、OPETによるスキン層を(鉛直方向の)下側にした方が良い。
【符号の説明】
【0043】
10 熱盤成形機の金型
11 金型のキャビティ
12 金型のキャビティのコーナー部
【技術分野】
【0001】
本発明は、二層以上の多層構造を有する積層シートを熱成形して得られる包装用容器と、その包装用容器の製造方法とに関する。
【背景技術】
【0002】
食品用容器等の包装用容器として、ポリエステルやポリプロピレン等の熱可塑性樹脂からなる樹脂シートに熱盤成形や真空・圧空成形などの熱成形を施して得られるものが知られている。当初、容器成形用のシートとしては、二軸配向ポリエステルの単層シート(特許文献1,2参照)や二軸延伸ポリエチレンテレフタレートの単層シート(特許文献3参照)が主流であり、シートの延伸条件や成形条件を工夫することで耐熱性等に優れた成形品(容器)が提供されていた。
【0003】
しかしながら、予め延伸加工された単層シートに更に熱成形を施して容器を製造した場合、形状が比較的シンプルな容器(例えば、浅い皿型トレー)ならば、熱成形によって金型とおりの正確な形状を再現することができるが、いわゆる深物(深さのある容器)のように多少なりとも形状に複雑性がある容器になると、金型どおりの正確な形状を付与することが難しいという難点があった。これは、熱成形自体が、延伸済みのシートを更に引き伸ばす処理となることから、熱成形段階での変形の自由度が既に不足していることに起因する。このような事情から近年では、性質の異なる二つ又は三つの樹脂層を積層してなる多層シートを用い、これを熱成形して包装用容器を得ることが主流となっている。
【0004】
例えば、特許文献4(特許第4223700号公報)は、非晶性PETの内側層4および結晶性PETの外側層5からなると共に各層が非晶状態の積層シートを、結晶性PETの結晶化温度以下の温度で熱成形することによって容器を成形し、次いで、その容器を外側からヒーターで結晶性PETの結晶化温度(120℃又はそれ以上)に加熱して、結晶性PETを熱結晶化させる、という耐熱PET容器の製造方法を開示する(同文献の請求項1,段落0009〜0015参照)。この方法によれば、非晶状態のPETを熱成形しているので、深絞り成形が容易になる(同文献の段落0024参照)。加えて、結晶性PETの結晶化によって、当該PET容器の耐熱性、剛性、耐衝撃性を向上させることができる(同文献の段落0023参照)。
【0005】
特許文献5(特開2009−280218号公報)は、A−PET(Amorphous PET,非晶PET)のシートを一次延伸して得た延伸A−PETシートと、未延伸A−PETフィルム又はシートとをドライラミネートで一体化した積層シートを、熱成形機の金型にて80〜150℃で加熱成形して二次延伸し、この二次延伸による配向結晶化によって結晶化を高めたことを特徴とする耐熱透明A−PET容器を開示する(同文献の要約、請求項1及び5参照)。この方法によれば、高耐熱性と高透明性とを有する食品容器が得られるとのことである。なお、特許文献5の段落0042では、二次延伸の延伸温度の上限値を150℃とした理由として、「150℃を超えると、シートのドローダウンが大きくなり成形された時に成形体にシワが発生する」ことをあげているが、理由はそれだけに止まらない。即ち多層PETシート製容器の開発者の間には、A−PET多層シートを150℃を超えて高温加熱すると、透明性が急激に低下するとの一般認識がある(図2参照)。このため、そのような一般認識に従い、特許文献5でも二次延伸の上限温度を150℃に抑制したものと思われる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公昭59−51407号公報
【特許文献2】特公昭62−18339号公報
【特許文献3】特許第4172878号公報
【特許文献4】特許第4223700号公報
【特許文献5】特開2009−280218号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、従前の積層シート由来の耐熱容器にも、いくつかの欠点がある。
特許文献4の耐熱PET容器にあっては、外側層5を結晶化することによって耐熱性が付与されるものの、色は透明から白色になってしまう(同文献の段落0013参照)。特許文献4はその段落0014において「外側層5は熱結晶化により、透明から白色に変わるため着色する必要はない。」と述べて樹脂の白化を肯定的にとらえているが、PET製容器の主な用途である食品用容器の分野では、内容物の目視確認性を確保するとの観点から、樹脂の白化つまり不透明化は、あまり好ましいものではない。
【0008】
特許文献5のA−PET容器では耐熱性と透明性との両立を図っているが、一次延伸A−PETシート(文献5の実施例1では、厚さ0.26mm)をコア層とする多層シートを用いているにもかかわらず、透明性確保等の観点から、加熱成形時(二次延伸時)の加熱温度が最大でも150℃以下に抑制されている。このため、実際の製造現場では、賦形性(成形用金型とおりの正確な形状を確保できるという特性)があまり良くない、または賦形性を良くするために加熱時間を長くする必要が生じて生産性が良くない、といった欠点がある。
【0009】
つまり、従前の多層シート由来の耐熱容器の製造技術にあっては、容器の透明性の確保と、製造プロセスでの良好な賦形性の確保とを両立できているとは言い難い。
【0010】
本発明の目的は、透明性及び賦形性に優れた積層シート由来の包装用容器と、その包装用容器の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
[発明着想の原点]
後ほど「発明を実施するための形態」の欄で詳述するように、本願の発明者は、ポリエチレンテレフタレート(PET)樹脂を主体とした多層積層シートの熱成形において、熱成形品の透明性および賦形性に図1のグラフに示すような極めて意外な傾向性があることを発見した。本発明はこの新発見に基づいてなされたものである。
【0012】
[課題解決の手段]
請求項1に係る発明は、表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により賦形して得られる包装用容器であって、
前記積層シートのコア層が、特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートからなると共に、前記積層シートのスキン層が、ポリエチレンテレフタレートの延伸フィルムからなり、前記熱成形の際に、前記スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように前記積層シートを加熱しつつ成形することにより、賦形性及び透明性を両立させたことを特徴とする包装用容器である。
【0013】
請求項2に係る発明は、
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる2層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層を下側にして、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法である。
【0014】
請求項3に係る発明は、
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる3層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法である。
【発明の効果】
【0015】
本発明に係る包装用容器および包装用容器の製造方法によれば、2層又は3層構造の積層シート由来の容器において、熱成形時の良好な賦形性と、成形後に得られる容器の透明性確保とを見事に両立させることができる。
【図面の簡単な説明】
【0016】
【図1】シート温度と容器の透明性及び賦形性との相関関係(新知見)を模式的に示すグラフ。
【図2】シート温度と容器の透明性及び賦形性との相関関係(従来知見)を模式的に示すグラフ。
【図3】積層シートの試作例を示し、(a)は三層構造の積層シートの部分断面図、(b)は二層構造の積層シートの部分断面図。
【図4】容器のヘーズ(透明性)とシート温度との関係を示すグラフ。
【図5】三層構造シートの金型への良好な付着状況を模式的に示す断面図。
【図6】二層構造シートの金型への不良な付着状況を模式的に示す断面図。
【発明を実施するための形態】
【0017】
(用語の定義)この明細書においては各用語を次のような意味で用いる。
「シート」とは厚さが100μm以上の厚膜状物をいい、「フィルム」とは厚さが100μm未満の薄膜状物をいう。また、非晶ポリエチレンテレフタレートを指して「A−PET」ということがあり(A−PETのAは非晶質(Amorphous)の意味)、延伸処理したポリエチレンテレフタレートを指して「OPET」ということがある。また、「容器」という場合、容器の本体のみならず、容器の蓋体も含まれる。
【0018】
以下に、本発明を実施するにあたり好ましい形態について説明する。
本発明に係る包装用容器を製造する方法は、シート準備工程(A)、フィルム準備工程(B)、積層シート形成工程(C)および熱成形工程(D)からなる。
【0019】
シート準備工程(A)では、特定の融点Tmを有する非晶ポリエチレンテレフタレートの未延伸シートを準備する。非晶ポリエチレンテレフタレート(A−PET)の融点Tmは一般的には260℃とされている。A−PETの未延伸シートは、例えば、ペレット状のA−PET樹脂を原料としてこれを押出し成形装置にて溶融し、Tダイ法等により押出し成形することで得られる。A−PETシートの厚さは、好ましくは100μm〜1mmである。A−PETシートの厚さが100μmを下回ると、熱成形後に得られる容器の肉厚が薄くなりすぎて、容器の強度や剛性の面で必要な性能確保が難しくなる。他方、A−PETシートの厚さが1mmを超えると、熱成形における賦形性を悪化させるおそれがある。なお、「未延伸」とは、押出し成形等で得られたA−PETシートに対し延伸加工が施されていないことを意味する。
【0020】
フィルム準備工程(B)では、ポリエチレンテレフタレートの延伸フィルムを準備する。ここで、延伸フィルムとは、未延伸状態のPETフィルムに対して延伸加工を施したフィルムをいう。本発明では、延伸フィルムとして二軸延伸したフィルムを用いることが好ましい。そして、その場合の延伸倍率としては、X方向およびY方向(X方向と直交する方向)のそれぞれにおいて、3〜4倍であることが好ましい。この延伸PETフィルムは、熱成形後の容器の耐熱性を担保する。なお、延伸加工後のフィルム(延伸フィルム)の厚さは、好ましくは5〜20μm、より好ましくは10〜15μmである。延伸フィルムの厚さが5μmを下回ると、延伸加工時に破れを生じたり、熱成形後の容器の耐熱性が低下したりする不都合がある。他方、延伸フィルムの厚さが20μmを超えると、熱成形における賦形性を悪化させるおそれがある。
【0021】
積層シート形成工程(C)では、2層又は3層構造の積層シートを形成する。具体的には、前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面又は両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層することで、2層又は3層構造の積層シートが形成される。積層化の手法としては、コア層とスキン層との間に接着剤を介在させつつ両層を貼り合せるラミネート加工ないしドライラミネート加工を採用することができる。
【0022】
熱成形工程(D)では、上記の2層又は3層構造の積層シートを熱成形により容器形状に賦形する。熱成形の手法としては、熱盤成形、真空成形、圧空成形または真空圧空成形のいずれかを選択することができる。熱盤成形とは、熱板によるシートの片面加熱後、該加熱シートを移動させることなく熱板上方に配置された金型で成形する手法をいう。これに対し、真空成形、圧空成形および真空圧空成形とは、ヒーターゾーン(加熱領域)においてシートの(上下)両面を加熱後、成形ゾーンに該加熱シートを移動させ、成形ゾーンに設けられた金型にシートを付着させて成形する手法をいう。
【0023】
工程(D)の熱成形においては、成形用金型に密着させる前の事前加熱として、積層シートを、そのスキン層の温度が200℃以上で且つ前記非晶ポリエチレンテレフタレートの融点(Tm)未満の範囲のいずれかの温度となるように加熱する。
積層シートの加熱温度を上述の範囲に設定した理由は以下のとおりである。
【0024】
従来、PET主体の多層シートを用いて製造される容器の開発者(当業者)の間では、図2に示すように、多層シートの加熱温度が150℃を超えるあたりから容器の透明性が急激に低下する傾向にあるとの認識が一般的であった。つまり、150℃よりも高温領域では、加熱温度の上昇と共に透明性が低下する傾向が維持されるものと当業者は信じていた。実のところ、当業者間で使用されている市販の熱盤成形機や真空圧空成形機には、装置メーカー側の安全に対する配慮から、加熱温度の上限を規制する昇温リミッターが付加されており、一般にこの昇温リミッターの作用により200℃以上の温度に加熱できないようになっている。このため、当業者の誰もが、PET主体の多層シートを200℃以上に加熱して熱成形を試みようとはしなかった。
【0025】
しかしながら、本願の発明者は、多層の積層シートにおいては、OPETによるスキン層によってあたかも水風船のようにコア層が保持され、200℃以上に加熱しても垂れ下がらない(ドローダウンしない)のではないかと考えたため、熱盤成形機から昇温リミッターを取り外して熱成形を行うという実験を思い付き、実際にそれを試みた。その結果、図1に示すような意外な結果を得た。即ち、積層シートの加熱温度が150℃以上、200℃未満の領域では、従前の一般認識どおり容器の透明性は極めて悪いままであったが、約200℃に達するあたりから急に透明性が向上し、200〜260℃の高温領域では、150℃未満の低温領域とほぼ同程度の透明性を確保できることが判明した。併せて、熱成形時の賦形性(成形用金型とおりの正確な形状を確保できるという特性)については、100℃から260℃付近までの温度範囲にわたり、温度が高いほど賦形性が良くなるとの傾向性を確認できた。つまり、200℃以上260℃未満の温度領域では、熱成形で得られる容器の透明性と賦形性とが両立し得ることを発見したのである。
【0026】
このように本発明によれば、ポリエチレンテレフタレート(PET)主体の多層の積層シートを用いた場合でも、熱成形により得られる成形品(容器)について透明性を損なうことなく、良好な賦形性を確保することができる。また、積層シートを構成するスキン層にPET製の延伸フィルムを採用したことで、食品用容器に求められる程度の耐熱性(耐熱温度約100℃)を確保することができる。
【実施例】
【0027】
[積層シートの作製]
ペレット状のA−PET樹脂(三房巷社製:商品名「CZ−333」)を溶融後、押出し成形機で押出し成形して厚さ250μmのA−PETシートを得た。その一方で、市販の二軸延伸PETフィルム(東洋紡績株式会社製:商品名「東洋紡エステルフィルム E5100」)を調達した。この二軸延伸PETフィルムは、12倍延伸品(X方向に3倍、Y方向に4倍)であり、厚さは12μmである。
【0028】
試作例1:三層構造の積層シート
上記A−PETシートの両面にウレタン系接着剤を塗布した後、それぞれの塗布面上に上記市販の二軸延伸PETフィルムを重ね合わせてラミネート機にかけることにより、図3(a)に示すように、厚さ250μmのA−PETシートの両面に、厚さ12μmの二軸延伸PETフィルム(OPETフィルム)をドライラミネートしてなる三層構造の積層シートを得た。これを「試作例1の三層構造積層シート」とする。
【0029】
試作例2:二層構造の積層シート
上記A−PETシートの片面にウレタン系接着剤を塗布した後、その塗布面上に上記市販の二軸延伸PETフィルムを重ね合わせてラミネート機にかけることにより、図3(b)に示すように、厚さ250μmのA−PETシートの片面に、厚さ12μmの二軸延伸PETフィルム(OPETフィルム)をラミネートしてなる二層構造の積層シートを得た。これを「試作例2の二層構造積層シート」とする。
【0030】
実験1(透明性確保のための試作実験)
試作例1の三層構造積層シートを、昇温リミッターを取り外した熱盤成形機(株式会社浅野研究所製:高速熱板加熱式圧空成形機CLS54H)を用いて熱成形することにより、加熱時のシート温度と、得られた容器の透明性との関係を調べる試作実験を行った。なお、実験時には熱盤成形機における付形用金型の温度を30〜40℃に維持した。試作した容器は、縦165mm×横165mm×高さ25mmの矩形状容器の蓋体である。それぞれの加熱温度で得られた各容器(蓋体)につき、その天面にあたる部分のヘーズ(%)をJIS K7105のプラスチックの光学的特性試験方法に基づいて測定した。ヘーズは透明性の指標であり、その%値が小さいほど透明性が高くなる。この試作実験の結果を表1に示す。また、表1をグラフ化したものを図4に示す。尚、表1では、目視による透明性の評価(「○」「△」「×」の三段階評価)をも行った。この目視評価において「○」は透明性良好を、「△」は透明性やや不良を、「×」は透明性不良を示す。評価「×」は、食品用透明容器としての使用には耐え得ないほどに透明性が悪いことを示す。評価「△」及び「○」は、食品用透明容器として使用可能な範囲内にあることを示す。
【0031】
【表1】
【0032】
表1及び図4から、熱盤成形におけるシート加熱温度が200℃以上の領域においても容器の透明性が比較的良好になることを確認できる。
【0033】
実験2(賦形性についての試作実験)
試作例1及び2の積層シートを、昇温リミッターを取り外した熱盤成形機(上記実験1と同じもの)を用いて熱成形することにより、加熱時のシート温度と、賦形性の良し悪しとの関係を調べる試作実験を行った。なお、実験時には熱盤成形機における付形用金型の温度を30〜40℃に維持した。試作した容器は、上記実験1の容器(蓋体)と同形同寸の矩形状容器の蓋体である。
【0034】
賦形性については、熱盤成形機の付形用金型に対する積層シートの付着性の良否(目視観察)に基づき、「○」「△」「×」の三段階で評価した。この三段階評価において、
「○」は、加熱シートの金型への引き付け付着が良好で、金型形状とおりの賦形が実現していることを示す。
「△」は、加熱シートの金型への引き付け付着がやや甘く、金型形状とおりの賦形が部分的に実現していないことを示す。
「×」は、加熱シートの金型への引き付け付着が非常に甘く、金型形状とおりの賦形が全く実現していないことを示す。
表2に、試作例1の三層構造積層シートを用いた場合の賦形性の評価結果を示す。
表3に、試作例2の二層構造積層シートを用いた場合の賦形性の評価結果を示す。
【0035】
【表2】
【0036】
【表3】
【0037】
表2の実施例2-1及び実施例2-2では、賦形性の評価が「○」となっている。これは、図5に模式的に示すように、金型10のキャビティ11に対し、加熱された三層積層シートが緊密に付着して成形が行われたことを意味する。特に、容器(蓋体)の天面の四隅位置に対応する金型キャビティの各コーナー部12においても、積層シートの三層全体がコーナー部12に緊密に付着して成形が行われたことを意味するものである。尚、表3の実施例3-1から3-4についても同様である。
【0038】
表3の失敗例ア及び失敗例イでは賦形性の評価が「×」となっているが、これは熱盤の温度が低すぎて、シート全体として金型形状とおりの賦形が全くできなかったという意味である。また、表3の失敗例ウ及び失敗例エでは、賦形性の評価が「△」となっている。これは、図6に模式的に示すように、加熱された二層積層シートは概して金型10のキャビティ11に付着するものの、容器(蓋体)の天面の四隅位置に対応する金型キャビティの各コーナー部12においてシートの付着性が部分的に良くなかったという意味である。具体的には、二層構造積層シートをその下側に配置した熱板に、OPET層を(鉛直方向の)下側にして直接加熱させ、該加熱シートを移動させることなく熱板上方に配置された金型に成形させたものである。金型の表面に直接接触するA−PET層についてはコーナー部12においても金型への良好な付着性を示したが、該コーナー部では、OPET層がA−PET層に追従できず、A−PET層とOPET層との間に剥離(隙間)が生じ、結果的にOPET層が金型形状とおりに賦形されなかった。尚、表3から、試作例2の二層シートを良好に熱盤成形するためには、熱盤表面(シート表面)で160℃以上の温度が必要である。
【0039】
上記表2及び表3に示した各実施例について、賦形性および透明性に関する評価を一覧化したものを表4に示す。表4における透明性の評価およびヘーズ(%)の測定は実験1に準ずる。
【0040】
【表4】
【0041】
表4の各実施例によれば、試作例1又は2の積層シートを用いて200℃以上の温度で熱盤成形することにより、賦形性および透明性ともに優れた容器(蓋体)を得ることができる。
【0042】
[変更例]上記の実施例1-1から実施例3-4では熱盤成形を行ったが、熱盤成形に代えて、真空成形、圧空成形または真空圧空成形を採用してもよい。その場合でも上記の実験結果と同様の結果(ないし傾向性)が得られることは言うまでもない。なお、二層構造積層シートを熱成形工程(D)のヒーターゾーン(加熱領域)で加熱させるとき、コア層を保持させるため、OPETによるスキン層を(鉛直方向の)下側にした方が良い。
【符号の説明】
【0043】
10 熱盤成形機の金型
11 金型のキャビティ
12 金型のキャビティのコーナー部
【特許請求の範囲】
【請求項1】
表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により賦形して得られる包装用容器であって、
前記積層シートのコア層が、特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートからなると共に、前記積層シートのスキン層が、ポリエチレンテレフタレートの延伸フィルムからなり、
前記熱成形の際に、前記スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように前記積層シートを加熱しつつ成形することにより、賦形性及び透明性を両立させたことを特徴とする包装用容器。
【請求項2】
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる2層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層を下側にして、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法。
【請求項3】
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる3層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法。
【請求項1】
表裏両面を有するコア層と、該コア層の片面又は両面に設けられたスキン層とを積層してなる2層又は3層構造の積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により賦形して得られる包装用容器であって、
前記積層シートのコア層が、特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートからなると共に、前記積層シートのスキン層が、ポリエチレンテレフタレートの延伸フィルムからなり、
前記熱成形の際に、前記スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように前記積層シートを加熱しつつ成形することにより、賦形性及び透明性を両立させたことを特徴とする包装用容器。
【請求項2】
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の片面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる2層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層を下側にして、スキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法。
【請求項3】
A)特定の融点(Tm)を有する非晶ポリエチレンテレフタレートの未延伸シートを準備するシート準備工程と、
B)ポリエチレンテレフタレートの延伸フィルムを準備するフィルム準備工程と、
C)前記非晶ポリエチレンテレフタレートの未延伸シートをコア層とし、該コア層の両面に前記ポリエチレンテレフタレートの延伸フィルムをスキン層として積層してなる3層構造の積層シートを形成する積層シート形成工程と、
D)前記積層シートを、そのスキン層の温度が200℃以上、前記非晶ポリエチレンテレフタレートの融点(Tm)未満の温度となるように加熱すると共に、この加熱された積層シートを、熱盤成形、真空成形、圧空成形または真空圧空成形から選択される熱成形により容器形状に賦形する熱成形工程と、
を経て製造することを特徴とする包装用容器の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−143997(P2012−143997A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−5466(P2011−5466)
【出願日】平成23年1月14日(2011.1.14)
【出願人】(396000422)リスパック株式会社 (53)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月14日(2011.1.14)
【出願人】(396000422)リスパック株式会社 (53)
【Fターム(参考)】
[ Back to top ]