
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性を有し、且つ耐熱性に優れる透明なポリ乳酸組成物からなる成形体
に関する。
【背景技術】
【0002】
プラスチック成形体の廃棄処理を容易にする目的で生分解性のあるプラスチック成形体が注目され、種々の製品が開発されている。その生分解性プラスチック成形体は、土壌中や水中で加水分解や生分解を受け、徐々に崩壊や分解が進み、最後には微生物の作用で無害な分解物へと変化するものである。そのような生分解性プラスチック成形体として、芳香族系ポリエステル樹脂やポリ乳酸、ポリブチレンサクシネート等の脂肪族系ポリエステル樹脂、ポリビニルアルコール、酢酸セルロース、デンプン等から成形した生分解性プラ
スチック成形体が知られている。
【0003】
かかる生分解性プラスチックの一つであるポリ乳酸からなるプラスチック成形体は、透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は、結晶化速度が遅いため、通常のインジェクション成形機で合理的に製造するには結晶核材を入れる必要がある(例えば、特許3350606号)。
またポリ乳酸の融点を上げる方法としてポリ−L−乳酸とポリ−D−乳酸を含むステレオコンプレックス構造のポリ乳酸系組成物とする方法が知られている(例えば、特許文献1 WO2006/095923)。
更にステレオコンプレックス構造のポリ乳酸系組成物からなる成形体の透明性を上げる方法としてα晶の融解温度以上の熱を加えて、α晶部分を融解して非晶化する方法があげられている(特許文献2 特開2008-163111)。しかしかかる方法では成形品をさらに熱処理する必要があるため、工程が複雑で合理的でない。またかかる方法で得られる成形体はα晶部分を融解して非晶化しているため、再度α晶の融解温度未満の熱が加えられたさいにα晶が結晶化するために結局は白化してしまう。
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特開2008-163111
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生分解性を有し、透明性、耐熱性に優れるポリ乳酸組成物成形体を開発することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、ポリ−L−乳酸とポリ−D−乳酸を含み、且つ、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形することで透明で耐熱性のある成形体を得るというものである。
従来のプラスチックであれば融点+50℃が一般的な成形温度であるが、ポリ乳酸ステレオコンプレックス構造体は結晶径が0.1μm以下と非常に小さいため、微結晶を残したまま溶融して成形ができる。
またこの微結晶は金型に射出された後の降温結晶化において核として結晶化に寄与する。即ち、ステレオコンプレックス晶の融点である220〜210℃から降温して190〜180℃になった際に、未融解の微結晶を核として結晶化が進行して、120℃に下がるまでに結晶化が完了する。
更に、こうして出来た核となる微結晶が非常に多いため、結晶は1mm×1mm×1mm当たりで100以上と、非常に多く成長を開始するため、球晶が隣り合う別の球晶に到達して成長がするまでの距離は短く、球晶の大きさは1μm以下となり、光の波長を干渉しないために成形体は透明になる。
【発明の効果】
【0006】
本発明の成形体はポリ乳酸系組成物はステレオコンプレックス構造を有しており、かつ降温結晶化の過程で球晶径が1mμ以下となり成形体が透明性になる。
【発明を実施するための最良の形態】
【0007】
<ポリ−L−乳酸>
本発明に係わるポリ乳酸系成形体の1成分であるポリ−L−乳酸(PLLA)は、L−乳酸を主たる構成成分を95モル%以上を含む重合体である。L−乳酸の含有量が95モル%未満の重合体は、後述のポリ−D−乳酸(PDLA)と溶融混練して得られるポリ乳酸系組成物からなる組成物(ステレオコンプレックス構造ポリ乳酸)の微結晶を作らず、融点+20℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
PLLAの分子量は後述のポリ−D−乳酸と混合したポリ乳酸系成形体として形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、
好ましくは6千〜200万の範囲にあるポリ−L乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣る虞がある。一方、300万を越えるものは溶融粘度が大きく成形性が劣る虞がある。
<ポリ−D−乳酸>
本発明に係わるポリ乳酸系成形体の1成分であるポリ−D−乳酸(PDLA)は、D−乳酸を主たる構成成分、好ましくは95モル%以上を含む重合体である。D−乳酸の含有量が95モル%未満の重合体は、前述のポリ−L−乳酸と溶融混練して得られるポリ乳酸系組成物からなる組成物(ステレオコンプレックス構造ポリ乳酸)の微結晶を作らず、融点+15℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
PDLAの分子量は前述のPLLAと混合したポリ乳酸系組成物がインジェクション、ブロー、押出成型などの形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−D乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣る虞がある。
一方、300万を越えるものは溶融粘度が大きく成形性が劣る虞がある。
本発明においてPLLA及びPDLAには、本発明の目的を損なわない範囲で、少量の他の共重合成分、例えば、多価カルボン酸若しくはそのエステル、多価アルコール、ヒドロキシカルボン酸、ラクトン類等を共重合させておいてもよい。
多価カルボン酸としては、具体的には、例えば、コハク酸、グルタル酸、アジピン酸、ピメリン酸、アゼライン酸、スベリン酸、デカンジカルボン酸、ドデカンジカルボン酸、セバシン酸、ジグリコール酸、ケトピメリン酸、マロン酸及びメチルマロン酸等の脂肪族ジカルボン酸並びにテレフタル酸、イソフタル酸及び2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸等が挙げられる。
多価カルボン酸エステルとしては、具体的には、例えば、コハク酸ジメチル、コハク酸ジエチル、グルタル酸ジメチル、グルタル酸ジエチル、アジピン酸ジメチル、アジピン酸ジエチル、ピメリン酸ジメチル、アゼライン酸ジメチル、スベリン酸ジメチル、スベリン酸ジエチル、セバシン酸ジメチル、セバシン酸ジエチル、デカンジカルボン酸ジメチル、ドデカンジカルボン酸ジメチル、ジグリコール酸ジメチル、ケトピメリン酸ジメチル、マロン酸ジメチル及びメチルマロン酸ジメチル等の脂肪族ジカルボン酸ジエステル並びにテレフタル酸ジメチル及びイソフタル酸ジメチル等の芳香族ジカルボン酸ジエステルが挙げられる。
多価アルコールとしては、具体的には、例えば、エチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、1,3−ブタンジオール、2−メチル−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタメチレングリコール、へキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ドデカメチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、テトラエチレングリコール、ペンタエチレングリコール及び分子量1000以下のポリエチレングリコール等が挙げられる。
ヒドロキシカルボン酸としては、具体的には、例えば、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−2−メチル酪酸、2−ヒドロキシ−3−メチル酪酸、ヒドロキシピバリン酸、ヒドロキシイソカプロン酸及びヒドロキシカプロン酸等が挙げられる。
ラクトン類としては、具体的には、例えば、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトン、δ−バレロラクトン、δ−カプロラクトン、ε−カプロラクトン、4−メチルカプロラクトン、3,5,5−トリメチルカプロラクトン、3,3,5−トリメチルカプロラクトン等の各種メチル化カプロラクトン;β−メチル−δ−バレロラクトン、エナントラクトン、ラウロラクトン等のヒドロキシカルボン酸の環状1量体エステル;グリコリド、L−ラクチド、D−ラクチド等の上記ヒドロキシカルボン酸の環状2量体エステル等が挙げられる。
また、本発明に係わるPLLA及びPDLAには、それぞれD−乳酸若しくはL−乳酸を前記範囲以下であれば少量含まれていてもよい。
<成形体を構成するポリ乳酸系組成物>
本発明に係わる上記特性を有するポリ乳酸系成形体を得るには、ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物として、以下の熱融解特性を有するポリ乳酸系組成物を用意して、成形することが好ましい。
本発明に係わるポリ乳酸系組成物は、DSC測定において、ポリ乳酸系組成物を250℃で10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは35J/g以上である熱特性を有することが望ましい。
さらに、本発明に係わるポリ乳酸系組成物は、そのDSCの第2回昇温時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)において得られたDSC曲線の150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク10)と205〜240℃の範囲にある吸熱ピークの最大ピーク(ピーク20)のピーク比(ピーク10/ピーク20)が好ましくは0.2以下であるという熱特性を有することが望ましい。
これは、この組成物が、融点+15℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になる。
ピーク比(ピーク10/ピーク20)が0.2より大きいと、融点+15℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
また、本発明の成形体を構成するポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量が35J/g以上であることが好ましい。
本発明の成形体を構成するポリ乳酸系組成物の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠して求めた。なお、ポリ乳酸系組成物の熱融解特性は、第1回昇温時、降温時と第2回昇温時における特性を求めた。
本発明の成形体を構成するポリ乳酸系組成物は、好ましくは前記PLLAを40〜60重量部、より好ましくは45〜55重量部、及びPDLAを好ましくは60〜40重量部、より好ましくは55〜45重量部(PLLA+PDLA=100重量部)から構成されている、即ち調製されている。
本発明の成形体を構成するポリ乳酸系組成物は、ポリ−L−乳酸及びポリ−D−乳酸の重量平均分子量が、いずれも6千〜300万の範囲内であり、かつ、ポリ−L−乳酸またはポリ−D−乳酸のいずれか一方の重量平均分子量が3万〜200万であるポリ−L−乳酸及びポリ−D−乳酸から混練により調製することが望ましい。
また、本発明の成形体を構成するポリ乳酸系組成物は、例えば、これらPLLAとPDLAを、230〜260℃で二軸押出機、二軸混練機、バンバリーミキサー、プラストミルなどで溶融混練することにより得ることができる。
そのさいの温度は融点+20℃以下にする必要はない。なぜなら上記で得られた原料(ペレット)中に結晶部分がなくとも、原料(ペレット)を熱処理する過程で結晶化できるからである。
本発明の成形法では、即ち上記組成物が、融点+20℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になると考えられる。
本発明の成形体を構成するポリ乳酸系組成物を得るために、PLLAとPDLAを溶融混練するときの温度は、好ましくは230〜260℃であり、より好ましくは235〜255℃である。溶融混練する温度が230℃より低いとステレオコンプレックス構造物が未溶融で存在する虞があり、260℃より高いとポリ乳酸が分解する虞がある。
その際の温度は融点+20℃以下にする必要はない。なぜなら上記で得られた原料(ペレット)中に結晶部分がなくとも、原料(ペレット)を熱処理する過程で結晶化できるからである。
また本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形で溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するが温度は100〜140℃が好ましい。
またシリンダー温度を融点+20℃以下として成形したシートを急冷して、更に真空成形のようにシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては100〜140℃がより好ましい。
また、本発明の成形体を構成するポリ乳酸系組成物を調製する際に、PLLAとPDLAを非常に長く溶融混練することが望ましい。溶融混練時間は、用いる溶融混練機にもよるが、例えばラボプラストミル(東洋精機製)を用いた場合、120rpmで15分以上必要である。
このようにして得られた組成物が融点+20℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になると考えられる。
PLLAとPDLAの溶融混練時間をより長くすることで、得られるポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量(ΔHm)が35J/g以上となり、150〜200℃の範囲にある吸熱ピークの吸熱量は5J/g以下となる。
本発明の成形体を構成するポリ乳酸系組成物は、ステレオコンプレックスの結晶化が早く、かつステレオコンプレックス結晶化可能領域も大きいので、PLLAあるいはPDLAの単独結晶(α晶)が生成し難いと考えられる。
本発明に係わるポリ乳酸系組成物の重量平均分子量は特に限定されるものではない。しかしながら、本発明に係わるポリ乳酸系組成物は、重量平均分子量が1万〜150万の範囲にあることが好ましく、さらには重量平均分子量が5万〜50万の範囲にあることが望ましい。重量平均分子量が、上記範囲を高分子側に外れると混練時の微分散が十分でなく成形体熱処理時の透明性悪化が抑えられないレベルに球晶径が大きくなる虞があり、また低分子側に外れると得られるポリ乳酸系成形体の強度が十分でない虞がある。
<ポリ乳酸系成形体の製造方法>
本発明に係わるポリ乳酸系成形体は、前記ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を用いて、インジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法で成形できる。
また本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するが温度は100〜140℃が好ましい。
また真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては100〜140℃が好ましい。
本発明のポリ乳酸系成形体は、前記ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であることを特徴とするポリ乳酸系成形体である。
本発明に係わるポリ乳酸系成形体は、前記特性に加え、205〜240℃の範囲にある吸熱ピークの吸熱量が35J/g以上であり、DSC測定における吸熱ピーク測定後に、降温した際の発熱量が35J/g以上の特性を有する。
本発明に係わるポリ乳酸系成形体は、前記特性に加え、広角X線測定における2θが12度、21度および24度近辺のピーク面積の総和(SSC)が全体の面積に対して50%以上であり、かつ2θが17度および19度近辺のピーク面積の総和(SPL)が全体の面積に対して1%以下の特性を有する。
かかる広角X線測定における2θが17度および19度近辺のピークはPLLA及びPDLAの結晶に基づくピーク(PPL)であり、12度、21度および24度近辺のピークはPLLAとPDLAとが共結晶した所謂ステレオコンプレックスの結晶に基づくピーク(PSC)である。
本発明における広角X線による回折ピーク(2θ)はX線回折装置(株式会社リガク製 自動X線回折装置RINT−2200またはRINT−2500)を用いて測定して検出される回折ピークの角度(度)である。記録紙の基線(強度;0cps)とX線回折強度曲線で囲まれた回折角(2θ)が10〜30度の総面積(全体の面積)を100%とし、結晶に基づく各々の回折ピーク面積は、(SPL)については17度および19度近辺の回折ピーク(2θ)、(SSC)については12度、21度および24度近辺の回折ピーク(2θ)各々の面積を記録紙から切り出し、その重量を測定することにより算出した。また非結晶部分に起因するブロードな部分は(非晶部分)とした。尚、(SPL)、(SSC)を測定する際には非晶部分に伴う回折曲線をベースラインとしてその上の部分を測定した。
本発明におけるポリ乳酸系成形体の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得
、得られたDSC曲線から、延伸フィルムの融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)を求めるとともに、250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの結晶化の際の発熱量(ΔHc)を求めた。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【実施例】
【0008】
次に実施例を挙げて本発明を更に具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に制約されるものではない。
実施例及び比較例における物性値等は、以下の評価方法により求めた。
実施例及び比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
本発明における測定方法は以下のとおりである。
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0009】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。
この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
(2)DSC測定
前記記載の方法で測定した。
実施例1
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;6分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
上記ペレットをプレス成型機で250℃で5μm厚に成形した後に急冷して非結晶のシートとした。
ペレットのデータを表−1に示す。このように得られたペレットのピーク比は0.2以下であり、また融点は221℃であり、ステレオコンプレックス晶を作りやすい組成物であった。
本シートをMETLLER社製FD90型ホットステージ及びセントラルプロセッサーを用いて、20℃/分の速さで230℃まで昇温した。その後1分間恒温状態に保ち、50℃/分の速さで120℃まで降温したが、170℃近辺で結晶化が始まり、その球晶径は0.5μm以下であり光学顕微鏡では観察できなかった。
またスライドガラス上の得られた成形体は透明であった。
比較例1
ホットステージの温度を250℃まで昇温した以外は実施例1と同様に行った。
そして50℃/分の速さで120℃まで降温したが、150℃近辺で結晶化が始まり、その球晶径は約100μmであり光学顕微鏡では観察できた。
またスライドガラス上の得られた成形体は白く不透明であった。
(2)DSC測定
前記記載の方法で測定した。
実施例1〜5、比較例2、参考例1〜11
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
本組成物を用いて、DSCで表記載の温度まで昇温して測定を行った。
上記の結果から明らかなように、融解温度を融点+20℃以下、即ち234〜240℃とした実施例2〜5はDSC測定における1st cooling時の結晶化熱量ΔHcが65〜60J/gと比較例2の51J/gに比べて高く、実施例2〜5は結晶化温度Tcが195〜169℃と比較例2の136℃に比べて高く、降温時の結晶化の進行が早いことが分かる。
ここで融解温度を180〜232℃とした参考例1〜11は融解ができない、または十分でなかった。
【0010】
表1

表2(その1/3)
表2(その2/3)
表2(その3/3)
上記の結果から明らかなように、融解温度を融点+20℃以下とした実施例1は溶融状態において未融解の結晶の数が多くあり、ホットステージ上の降温結晶化において結晶の核の数が十分で、結晶化が進み固化し、及び球晶の径が0.1μmよりも小さいため、透明となった。
一方、融解温度を融点+20℃よりも高くした比較例1は溶融状態において未融解の結晶の数が少なく、ホットステージ上の降温結晶化において結晶の核の数が不十分で、結晶化が進みが遅く、及び球晶の径が100μmと大きい、不透明となった。
【産業上の利用可能性】
【0011】
本発明の成形法で成形されるポリ乳酸系成形体は結晶化しているのに透明なため熱処理しても白化しない。そのため、アイロン可能な透明なボタン、ストレッチブロー成形容器、記録用ディスク、レンズ、眼鏡ケース、メーター等の車載部品透明部分等の透明性が要求されるあらゆる成形体に使用することができる。
従来このような分野はアクリル、PET等が使用されていたが近年ゴミ問題、CO2問題から植物由来の生分解性樹脂であるポリ乳酸の切り替えが強く求められていた。
【図面の簡単な説明】
【0012】
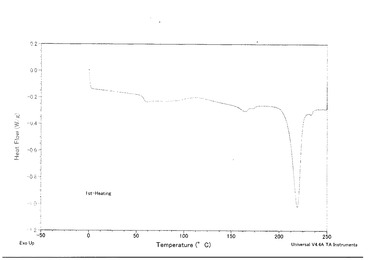
【図1】図1は、実施例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
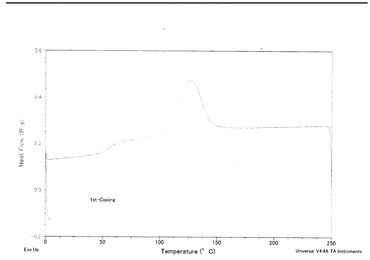
【図2】図2は、実施例1の組成物の第1回降温のDSC測定のチャートを示す図である。
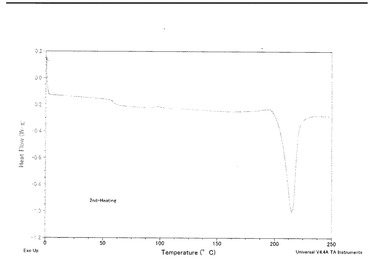
【図3】図3は、実施例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
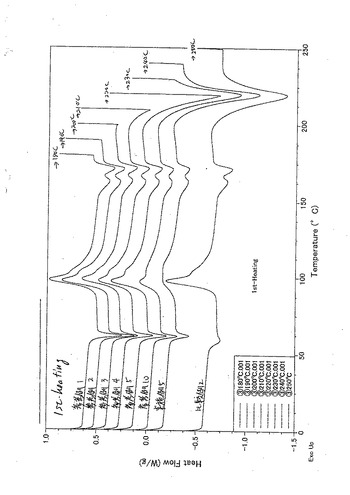
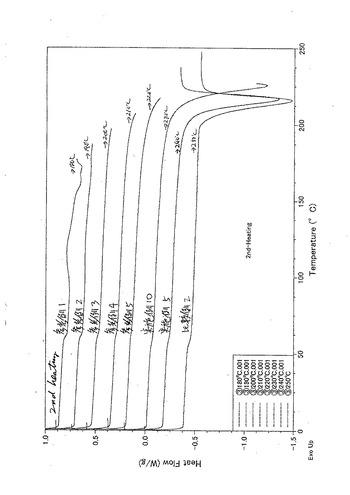
【図4】図4は、参考例1〜5、10、実施例5、比較例2の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
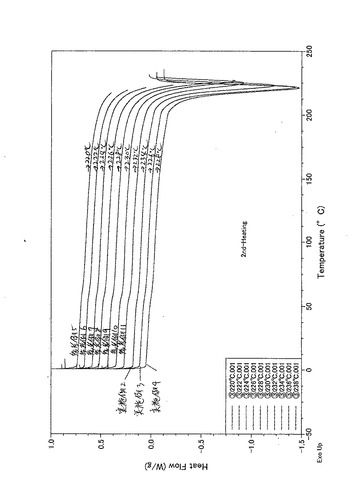
【図5】図5は、参考例5〜11、実施例2〜4の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図6】図6は、参考例1〜5、10、実施例5、比較例2の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図7】図7は参考例5〜11、実施例2〜4の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図8】図8は、参考例1〜5、10、実施例5、比較例2の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図9】図9は、参考例5〜11、実施例2〜4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
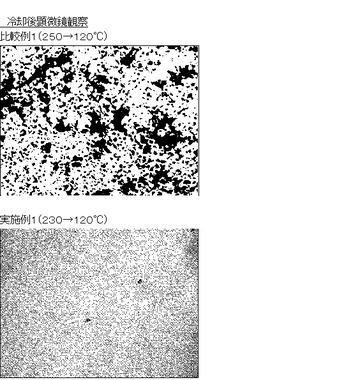
【図10】図10は、比較例1、実施例1の冷却終了後(120℃、1分後)の顕微鏡観察でコントラストを大きくしたものである。マスの横幅は400μmである。
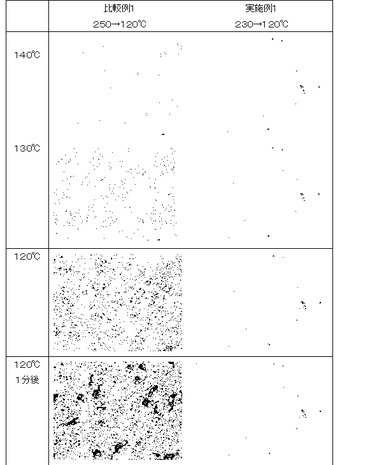
【図11】図11は、比較例1、実施例1の140℃、130℃、120℃、120℃で1分後の顕微鏡観察である。マスの横幅は400μmである。
【技術分野】
【0001】
本発明は、生分解性を有し、且つ耐熱性に優れる透明なポリ乳酸組成物からなる成形体
に関する。
【背景技術】
【0002】
プラスチック成形体の廃棄処理を容易にする目的で生分解性のあるプラスチック成形体が注目され、種々の製品が開発されている。その生分解性プラスチック成形体は、土壌中や水中で加水分解や生分解を受け、徐々に崩壊や分解が進み、最後には微生物の作用で無害な分解物へと変化するものである。そのような生分解性プラスチック成形体として、芳香族系ポリエステル樹脂やポリ乳酸、ポリブチレンサクシネート等の脂肪族系ポリエステル樹脂、ポリビニルアルコール、酢酸セルロース、デンプン等から成形した生分解性プラ
スチック成形体が知られている。
【0003】
かかる生分解性プラスチックの一つであるポリ乳酸からなるプラスチック成形体は、透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は、結晶化速度が遅いため、通常のインジェクション成形機で合理的に製造するには結晶核材を入れる必要がある(例えば、特許3350606号)。
またポリ乳酸の融点を上げる方法としてポリ−L−乳酸とポリ−D−乳酸を含むステレオコンプレックス構造のポリ乳酸系組成物とする方法が知られている(例えば、特許文献1 WO2006/095923)。
更にステレオコンプレックス構造のポリ乳酸系組成物からなる成形体の透明性を上げる方法としてα晶の融解温度以上の熱を加えて、α晶部分を融解して非晶化する方法があげられている(特許文献2 特開2008-163111)。しかしかかる方法では成形品をさらに熱処理する必要があるため、工程が複雑で合理的でない。またかかる方法で得られる成形体はα晶部分を融解して非晶化しているため、再度α晶の融解温度未満の熱が加えられたさいにα晶が結晶化するために結局は白化してしまう。
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特開2008-163111
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、生分解性を有し、透明性、耐熱性に優れるポリ乳酸組成物成形体を開発することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、ポリ−L−乳酸とポリ−D−乳酸を含み、且つ、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形することで透明で耐熱性のある成形体を得るというものである。
従来のプラスチックであれば融点+50℃が一般的な成形温度であるが、ポリ乳酸ステレオコンプレックス構造体は結晶径が0.1μm以下と非常に小さいため、微結晶を残したまま溶融して成形ができる。
またこの微結晶は金型に射出された後の降温結晶化において核として結晶化に寄与する。即ち、ステレオコンプレックス晶の融点である220〜210℃から降温して190〜180℃になった際に、未融解の微結晶を核として結晶化が進行して、120℃に下がるまでに結晶化が完了する。
更に、こうして出来た核となる微結晶が非常に多いため、結晶は1mm×1mm×1mm当たりで100以上と、非常に多く成長を開始するため、球晶が隣り合う別の球晶に到達して成長がするまでの距離は短く、球晶の大きさは1μm以下となり、光の波長を干渉しないために成形体は透明になる。
【発明の効果】
【0006】
本発明の成形体はポリ乳酸系組成物はステレオコンプレックス構造を有しており、かつ降温結晶化の過程で球晶径が1mμ以下となり成形体が透明性になる。
【発明を実施するための最良の形態】
【0007】
<ポリ−L−乳酸>
本発明に係わるポリ乳酸系成形体の1成分であるポリ−L−乳酸(PLLA)は、L−乳酸を主たる構成成分を95モル%以上を含む重合体である。L−乳酸の含有量が95モル%未満の重合体は、後述のポリ−D−乳酸(PDLA)と溶融混練して得られるポリ乳酸系組成物からなる組成物(ステレオコンプレックス構造ポリ乳酸)の微結晶を作らず、融点+20℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
PLLAの分子量は後述のポリ−D−乳酸と混合したポリ乳酸系成形体として形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、
好ましくは6千〜200万の範囲にあるポリ−L乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣る虞がある。一方、300万を越えるものは溶融粘度が大きく成形性が劣る虞がある。
<ポリ−D−乳酸>
本発明に係わるポリ乳酸系成形体の1成分であるポリ−D−乳酸(PDLA)は、D−乳酸を主たる構成成分、好ましくは95モル%以上を含む重合体である。D−乳酸の含有量が95モル%未満の重合体は、前述のポリ−L−乳酸と溶融混練して得られるポリ乳酸系組成物からなる組成物(ステレオコンプレックス構造ポリ乳酸)の微結晶を作らず、融点+15℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
PDLAの分子量は前述のPLLAと混合したポリ乳酸系組成物がインジェクション、ブロー、押出成型などの形成性を有する限り、特に限定はされないが、通常、重量平均分子量(Mw)は6千〜300万、好ましくは6千〜200万の範囲にあるポリ−D乳酸が好適である。重量平均分子量が6千未満のものは得られる成形体の強度が劣る虞がある。
一方、300万を越えるものは溶融粘度が大きく成形性が劣る虞がある。
本発明においてPLLA及びPDLAには、本発明の目的を損なわない範囲で、少量の他の共重合成分、例えば、多価カルボン酸若しくはそのエステル、多価アルコール、ヒドロキシカルボン酸、ラクトン類等を共重合させておいてもよい。
多価カルボン酸としては、具体的には、例えば、コハク酸、グルタル酸、アジピン酸、ピメリン酸、アゼライン酸、スベリン酸、デカンジカルボン酸、ドデカンジカルボン酸、セバシン酸、ジグリコール酸、ケトピメリン酸、マロン酸及びメチルマロン酸等の脂肪族ジカルボン酸並びにテレフタル酸、イソフタル酸及び2,6−ナフタレンジカルボン酸等の芳香族ジカルボン酸等が挙げられる。
多価カルボン酸エステルとしては、具体的には、例えば、コハク酸ジメチル、コハク酸ジエチル、グルタル酸ジメチル、グルタル酸ジエチル、アジピン酸ジメチル、アジピン酸ジエチル、ピメリン酸ジメチル、アゼライン酸ジメチル、スベリン酸ジメチル、スベリン酸ジエチル、セバシン酸ジメチル、セバシン酸ジエチル、デカンジカルボン酸ジメチル、ドデカンジカルボン酸ジメチル、ジグリコール酸ジメチル、ケトピメリン酸ジメチル、マロン酸ジメチル及びメチルマロン酸ジメチル等の脂肪族ジカルボン酸ジエステル並びにテレフタル酸ジメチル及びイソフタル酸ジメチル等の芳香族ジカルボン酸ジエステルが挙げられる。
多価アルコールとしては、具体的には、例えば、エチレングリコール、1,3−プロパンジオール、1,2−プロパンジオール、1,3−ブタンジオール、2−メチル−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ペンタメチレングリコール、へキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ドデカメチレングリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、テトラエチレングリコール、ペンタエチレングリコール及び分子量1000以下のポリエチレングリコール等が挙げられる。
ヒドロキシカルボン酸としては、具体的には、例えば、グリコール酸、2−メチル乳酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−2−メチル酪酸、2−ヒドロキシ−3−メチル酪酸、ヒドロキシピバリン酸、ヒドロキシイソカプロン酸及びヒドロキシカプロン酸等が挙げられる。
ラクトン類としては、具体的には、例えば、β−プロピオラクトン、β−ブチロラクトン、γ−ブチロラクトン、β又はγ−バレロラクトン、δ−バレロラクトン、δ−カプロラクトン、ε−カプロラクトン、4−メチルカプロラクトン、3,5,5−トリメチルカプロラクトン、3,3,5−トリメチルカプロラクトン等の各種メチル化カプロラクトン;β−メチル−δ−バレロラクトン、エナントラクトン、ラウロラクトン等のヒドロキシカルボン酸の環状1量体エステル;グリコリド、L−ラクチド、D−ラクチド等の上記ヒドロキシカルボン酸の環状2量体エステル等が挙げられる。
また、本発明に係わるPLLA及びPDLAには、それぞれD−乳酸若しくはL−乳酸を前記範囲以下であれば少量含まれていてもよい。
<成形体を構成するポリ乳酸系組成物>
本発明に係わる上記特性を有するポリ乳酸系成形体を得るには、ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物として、以下の熱融解特性を有するポリ乳酸系組成物を用意して、成形することが好ましい。
本発明に係わるポリ乳酸系組成物は、DSC測定において、ポリ乳酸系組成物を250℃で10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは35J/g以上である熱特性を有することが望ましい。
さらに、本発明に係わるポリ乳酸系組成物は、そのDSCの第2回昇温時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)において得られたDSC曲線の150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク10)と205〜240℃の範囲にある吸熱ピークの最大ピーク(ピーク20)のピーク比(ピーク10/ピーク20)が好ましくは0.2以下であるという熱特性を有することが望ましい。
これは、この組成物が、融点+15℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になる。
ピーク比(ピーク10/ピーク20)が0.2より大きいと、融点+15℃以下の溶融時において未融解の結晶の数が減り、射出成型後に金型内で降温結晶化する結晶の核の数が不十分で、結晶化が進まないために金型内で固化しない、及び球晶の径が1μmよりも大きいため、成形品が透明でないおそれがある。
また、本発明の成形体を構成するポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量が35J/g以上であることが好ましい。
本発明の成形体を構成するポリ乳酸系組成物の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠して求めた。なお、ポリ乳酸系組成物の熱融解特性は、第1回昇温時、降温時と第2回昇温時における特性を求めた。
本発明の成形体を構成するポリ乳酸系組成物は、好ましくは前記PLLAを40〜60重量部、より好ましくは45〜55重量部、及びPDLAを好ましくは60〜40重量部、より好ましくは55〜45重量部(PLLA+PDLA=100重量部)から構成されている、即ち調製されている。
本発明の成形体を構成するポリ乳酸系組成物は、ポリ−L−乳酸及びポリ−D−乳酸の重量平均分子量が、いずれも6千〜300万の範囲内であり、かつ、ポリ−L−乳酸またはポリ−D−乳酸のいずれか一方の重量平均分子量が3万〜200万であるポリ−L−乳酸及びポリ−D−乳酸から混練により調製することが望ましい。
また、本発明の成形体を構成するポリ乳酸系組成物は、例えば、これらPLLAとPDLAを、230〜260℃で二軸押出機、二軸混練機、バンバリーミキサー、プラストミルなどで溶融混練することにより得ることができる。
そのさいの温度は融点+20℃以下にする必要はない。なぜなら上記で得られた原料(ペレット)中に結晶部分がなくとも、原料(ペレット)を熱処理する過程で結晶化できるからである。
本発明の成形法では、即ち上記組成物が、融点+20℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になると考えられる。
本発明の成形体を構成するポリ乳酸系組成物を得るために、PLLAとPDLAを溶融混練するときの温度は、好ましくは230〜260℃であり、より好ましくは235〜255℃である。溶融混練する温度が230℃より低いとステレオコンプレックス構造物が未溶融で存在する虞があり、260℃より高いとポリ乳酸が分解する虞がある。
その際の温度は融点+20℃以下にする必要はない。なぜなら上記で得られた原料(ペレット)中に結晶部分がなくとも、原料(ペレット)を熱処理する過程で結晶化できるからである。
また本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形で溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するが温度は100〜140℃が好ましい。
またシリンダー温度を融点+20℃以下として成形したシートを急冷して、更に真空成形のようにシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては100〜140℃がより好ましい。
また、本発明の成形体を構成するポリ乳酸系組成物を調製する際に、PLLAとPDLAを非常に長く溶融混練することが望ましい。溶融混練時間は、用いる溶融混練機にもよるが、例えばラボプラストミル(東洋精機製)を用いた場合、120rpmで15分以上必要である。
このようにして得られた組成物が融点+20℃以下の溶融時において未融解の結晶の数が多く、射出成型後に金型内で降温結晶化する結晶の核の数が十分で、結晶化が進み金型内で固化し、及び球晶の径が1μmよりも小さいため、成形品が透明になると考えられる。
PLLAとPDLAの溶融混練時間をより長くすることで、得られるポリ乳酸系組成物は、DSCの第2回昇温時における205〜240℃の吸熱ピークの吸熱量(ΔHm)が35J/g以上となり、150〜200℃の範囲にある吸熱ピークの吸熱量は5J/g以下となる。
本発明の成形体を構成するポリ乳酸系組成物は、ステレオコンプレックスの結晶化が早く、かつステレオコンプレックス結晶化可能領域も大きいので、PLLAあるいはPDLAの単独結晶(α晶)が生成し難いと考えられる。
本発明に係わるポリ乳酸系組成物の重量平均分子量は特に限定されるものではない。しかしながら、本発明に係わるポリ乳酸系組成物は、重量平均分子量が1万〜150万の範囲にあることが好ましく、さらには重量平均分子量が5万〜50万の範囲にあることが望ましい。重量平均分子量が、上記範囲を高分子側に外れると混練時の微分散が十分でなく成形体熱処理時の透明性悪化が抑えられないレベルに球晶径が大きくなる虞があり、また低分子側に外れると得られるポリ乳酸系成形体の強度が十分でない虞がある。
<ポリ乳酸系成形体の製造方法>
本発明に係わるポリ乳酸系成形体は、前記ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を用いて、インジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法で成形できる。
また本発明の成形体は耐熱性を付与するために熱処理が行われることが好ましい。
インジェクション成形のように溶融状態からの徐冷される工程(降温結晶化)では金型内で結晶化するが温度は100〜140℃が好ましい。
また真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)では、キャビティ温度としては100〜140℃が好ましい。
本発明のポリ乳酸系成形体は、前記ポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物からなり、DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であることを特徴とするポリ乳酸系成形体である。
本発明に係わるポリ乳酸系成形体は、前記特性に加え、205〜240℃の範囲にある吸熱ピークの吸熱量が35J/g以上であり、DSC測定における吸熱ピーク測定後に、降温した際の発熱量が35J/g以上の特性を有する。
本発明に係わるポリ乳酸系成形体は、前記特性に加え、広角X線測定における2θが12度、21度および24度近辺のピーク面積の総和(SSC)が全体の面積に対して50%以上であり、かつ2θが17度および19度近辺のピーク面積の総和(SPL)が全体の面積に対して1%以下の特性を有する。
かかる広角X線測定における2θが17度および19度近辺のピークはPLLA及びPDLAの結晶に基づくピーク(PPL)であり、12度、21度および24度近辺のピークはPLLAとPDLAとが共結晶した所謂ステレオコンプレックスの結晶に基づくピーク(PSC)である。
本発明における広角X線による回折ピーク(2θ)はX線回折装置(株式会社リガク製 自動X線回折装置RINT−2200またはRINT−2500)を用いて測定して検出される回折ピークの角度(度)である。記録紙の基線(強度;0cps)とX線回折強度曲線で囲まれた回折角(2θ)が10〜30度の総面積(全体の面積)を100%とし、結晶に基づく各々の回折ピーク面積は、(SPL)については17度および19度近辺の回折ピーク(2θ)、(SSC)については12度、21度および24度近辺の回折ピーク(2θ)各々の面積を記録紙から切り出し、その重量を測定することにより算出した。また非結晶部分に起因するブロードな部分は(非晶部分)とした。尚、(SPL)、(SSC)を測定する際には非晶部分に伴う回折曲線をベースラインとしてその上の部分を測定した。
本発明におけるポリ乳酸系成形体の熱融解特性は、DSC(示差走査熱量計)として、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得
、得られたDSC曲線から、延伸フィルムの融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)を求めるとともに、250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、延伸フィルムの結晶化の際の発熱量(ΔHc)を求めた。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【実施例】
【0008】
次に実施例を挙げて本発明を更に具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に制約されるものではない。
実施例及び比較例における物性値等は、以下の評価方法により求めた。
実施例及び比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
本発明における測定方法は以下のとおりである。
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0009】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。
この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
(2)DSC測定
前記記載の方法で測定した。
実施例1
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;6分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
上記ペレットをプレス成型機で250℃で5μm厚に成形した後に急冷して非結晶のシートとした。
ペレットのデータを表−1に示す。このように得られたペレットのピーク比は0.2以下であり、また融点は221℃であり、ステレオコンプレックス晶を作りやすい組成物であった。
本シートをMETLLER社製FD90型ホットステージ及びセントラルプロセッサーを用いて、20℃/分の速さで230℃まで昇温した。その後1分間恒温状態に保ち、50℃/分の速さで120℃まで降温したが、170℃近辺で結晶化が始まり、その球晶径は0.5μm以下であり光学顕微鏡では観察できなかった。
またスライドガラス上の得られた成形体は透明であった。
比較例1
ホットステージの温度を250℃まで昇温した以外は実施例1と同様に行った。
そして50℃/分の速さで120℃まで降温したが、150℃近辺で結晶化が始まり、その球晶径は約100μmであり光学顕微鏡では観察できた。
またスライドガラス上の得られた成形体は白く不透明であった。
(2)DSC測定
前記記載の方法で測定した。
実施例1〜5、比較例2、参考例1〜11
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
本組成物を用いて、DSCで表記載の温度まで昇温して測定を行った。
上記の結果から明らかなように、融解温度を融点+20℃以下、即ち234〜240℃とした実施例2〜5はDSC測定における1st cooling時の結晶化熱量ΔHcが65〜60J/gと比較例2の51J/gに比べて高く、実施例2〜5は結晶化温度Tcが195〜169℃と比較例2の136℃に比べて高く、降温時の結晶化の進行が早いことが分かる。
ここで融解温度を180〜232℃とした参考例1〜11は融解ができない、または十分でなかった。
【0010】
表1
表2(その1/3)
表2(その2/3)
表2(その3/3)
上記の結果から明らかなように、融解温度を融点+20℃以下とした実施例1は溶融状態において未融解の結晶の数が多くあり、ホットステージ上の降温結晶化において結晶の核の数が十分で、結晶化が進み固化し、及び球晶の径が0.1μmよりも小さいため、透明となった。
一方、融解温度を融点+20℃よりも高くした比較例1は溶融状態において未融解の結晶の数が少なく、ホットステージ上の降温結晶化において結晶の核の数が不十分で、結晶化が進みが遅く、及び球晶の径が100μmと大きい、不透明となった。
【産業上の利用可能性】
【0011】
本発明の成形法で成形されるポリ乳酸系成形体は結晶化しているのに透明なため熱処理しても白化しない。そのため、アイロン可能な透明なボタン、ストレッチブロー成形容器、記録用ディスク、レンズ、眼鏡ケース、メーター等の車載部品透明部分等の透明性が要求されるあらゆる成形体に使用することができる。
従来このような分野はアクリル、PET等が使用されていたが近年ゴミ問題、CO2問題から植物由来の生分解性樹脂であるポリ乳酸の切り替えが強く求められていた。
【図面の簡単な説明】
【0012】
【図1】図1は、実施例1の組成物の第1回昇温のDSC測定のチャートを示す図である。
【図2】図2は、実施例1の組成物の第1回降温のDSC測定のチャートを示す図である。
【図3】図3は、実施例1の組成物の第2回昇温のDSC測定のチャートを示す図である。
【図4】図4は、参考例1〜5、10、実施例5、比較例2の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図5】図5は、参考例5〜11、実施例2〜4の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図6】図6は、参考例1〜5、10、実施例5、比較例2の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図7】図7は参考例5〜11、実施例2〜4の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図8】図8は、参考例1〜5、10、実施例5、比較例2の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図9】図9は、参考例5〜11、実施例2〜4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図10】図10は、比較例1、実施例1の冷却終了後(120℃、1分後)の顕微鏡観察でコントラストを大きくしたものである。マスの横幅は400μmである。
【図11】図11は、比較例1、実施例1の140℃、130℃、120℃、120℃で1分後の顕微鏡観察である。マスの横幅は400μmである。
【特許請求の範囲】
【請求項1】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法。
【請求項2】
金型温度が100〜140℃であることを特徴とする請求項1記載の成形方法。
【請求項3】
金型温度が100〜140℃であることを特徴とする請求項1又は2に記載の成形方法。
【請求項4】
成形品のDSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポことを特徴とする請求項1〜3のいずれかに記載の成形方法。
【請求項5】
成形品の透明性が1mm厚でヘイズ10%以下であることを特徴とする請求項1〜4のいずれかに記載の成形方法。
【請求項6】
成形品が、アイロンの熱でも融解、変形しないことを特徴とするインジェクション成形の衣料用ボタンであることを特徴とする請求項1〜5のいずれかに記載の成形方法。
【請求項7】
成形品が、インジェクション成形後にストレッチブローを行い成形される容器であることを特徴とするインジェクション成形の衣料用ボタンであることを特徴とする請求項1〜6のいずれかに記載の成形方法。
【請求項1】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D−乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法。
【請求項2】
金型温度が100〜140℃であることを特徴とする請求項1記載の成形方法。
【請求項3】
金型温度が100〜140℃であることを特徴とする請求項1又は2に記載の成形方法。
【請求項4】
成形品のDSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポことを特徴とする請求項1〜3のいずれかに記載の成形方法。
【請求項5】
成形品の透明性が1mm厚でヘイズ10%以下であることを特徴とする請求項1〜4のいずれかに記載の成形方法。
【請求項6】
成形品が、アイロンの熱でも融解、変形しないことを特徴とするインジェクション成形の衣料用ボタンであることを特徴とする請求項1〜5のいずれかに記載の成形方法。
【請求項7】
成形品が、インジェクション成形後にストレッチブローを行い成形される容器であることを特徴とするインジェクション成形の衣料用ボタンであることを特徴とする請求項1〜6のいずれかに記載の成形方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】

【図7】

【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2010−247510(P2010−247510A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2009−146882(P2009−146882)
【出願日】平成21年6月19日(2009.6.19)
【出願人】(000220099)東セロ株式会社 (177)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成21年6月19日(2009.6.19)
【出願人】(000220099)東セロ株式会社 (177)
【Fターム(参考)】
[ Back to top ]