
透明複合基板の製造方法、透明複合基板および表示素子基板
【課題】異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供すること。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
【解決手段】本発明の透明複合基板の製造方法は、ガラスクロス2と、ガラスクロス2に含浸した樹脂材料3と、を有する透明複合基板1の製造方法であって、ガラスクロス2に樹脂ワニス30を含浸させ、含浸体101を得る工程と、含浸体101の両面にシート状の支持部材71を重ねた後、含浸体101の外縁部12を除く部分(中央部13)に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、仮硬化体102を得る工程と、仮硬化体102を支持部材71から剥離する工程と、仮硬化体102の外縁部に紫外線を照射して未硬化の樹脂ワニス30を硬化させ、本硬化体(透明複合基板)を得る工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透明複合基板の製造方法、透明複合基板および表示素子基板に関するものである。
【背景技術】
【0002】
液晶表示素子や有機EL表示素子等の表示素子に用いられるカラーフィルター基板、アクティブマトリックス基板のような表示素子基板や、太陽電池用基板などには、ガラス板が広く用いられている。しかしながら、ガラス板は、割れ易い、曲げられない、軽量化に不向き等の理由から、近年、その代替材としてプラスチック素材からなる基板(プラスチック基板)が検討されている。
【0003】
例えば、特許文献1には、エポキシ樹脂とガラス繊維製布状体(ガラスクロス)とを含む樹脂シートが開示されている。
【0004】
このような樹脂シートは、例えば、ガラスクロスにエポキシ樹脂を含浸させた後、エポキシ樹脂を硬化させることにより製造される。ところが、長尺シートの連続生産時において、端面にガラス繊維が露出していると、その部分が発塵源となり、例えば表示体用途に使用する際に表示品位を低下させる恐れがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−051960号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供することにある。
【課題を解決するための手段】
【0007】
このような目的は、下記(1)〜(15)の本発明により達成される。
(1) ガラス繊維の集合体と、前記ガラス繊維の集合体に含浸した樹脂材料と、を有する透明複合基板の製造方法であって、
前記ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、
前記含浸体の少なくとも一方の面に支持部材を重ねた後、前記含浸体の外縁部を除く部分にエネルギーを付与して前記未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、
前記仮硬化体を前記支持部材から剥離する工程と、
前記仮硬化体の外縁部にエネルギーを付与して前記仮硬化体に残る前記未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【0008】
(2) 前記ガラス繊維の集合体は長尺状をなしており、前記含浸体の外縁部は、少なくとも幅方向の両端部の外縁部である上記(1)に記載の透明複合基板の製造方法。
【0009】
(3) 前記ガラス繊維の集合体の平均厚さをtとしたとき、前記外縁部は、前記含浸体の外縁から内側に1t〜500tの範囲である上記(1)または(2)に記載の透明複合基板の製造方法。
【0010】
(4) さらに、前記本硬化体の表面に、未硬化の塗布材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の液状材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の塗布材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する上記(1)ないし(3)のいずれかに記載の透明複合基板の製造方法。
【0011】
(5) ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板の製造方法であって、
前記複合層の表面に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記被覆層を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【0012】
(6) 前記エネルギーは、熱エネルギーまたは光エネルギーである上記(1)ないし(5)のいずれかに記載の透明複合基板の製造方法。
【0013】
(7) 前記外縁部を遮蔽した状態でエネルギーを付与する上記(1)ないし(6)のいずれかに記載の透明複合基板の製造方法。
【0014】
(8) ガラス繊維の集合体に樹脂材料が含浸してなる複合層を有する透明複合基板であって、
前記ガラス繊維の端面が前記樹脂材料で被覆されていることを特徴とする透明複合基板。
【0015】
(9) 前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記樹脂材料の平均厚さは0.01d〜200dである上記(8)に記載の透明複合基板。
【0016】
(10) さらに、前記複合層の表面を覆う被覆層を有し、
前記ガラス繊維の端面が前記樹脂材料と前記被覆層とで順次被覆されている上記(8)または(9)に記載の透明複合基板。
【0017】
(11) ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板であって、
前記ガラス繊維の端面が前記被覆層で被覆されている側面を有することを特徴とする透明複合基板。
【0018】
(12) 前記側面において、前記ガラス繊維の端面が占める全面積のうち、前記被覆層で被覆されている前記端面が占める割合が70%以上である上記(11)に記載の透明複合基板。
【0019】
(13) 前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記被覆層の平均厚さは0.01d〜200dである上記(11)または(12)に記載の透明複合基板。
【0020】
(14) 前記ガラス繊維の集合体は長尺状をなしている上記(8)ないし(13)のいずれかに記載の透明複合基板。
【0021】
(15) 上記(8)ないし(14)のいずれかに記載の透明複合基板を備えることを特徴とする表示素子基板。
【発明の効果】
【0022】
本発明によれば、透明複合基板を製造の際に端面のガラス繊維が樹脂で被覆されるため、その後の工程での異物の発生を抑制できる。
【0023】
また、本発明の透明複合基板では、ガラス繊維の端面が樹脂材料で覆われた側面を有しているため、この側面ではガラス繊維が折れ難い。このため、本発明の透明複合基板は、折れたガラス繊維が新たな異物となったり、その異物が表面に付着したりすることが抑えられたものとなる。
【0024】
このように、異物発生を抑制することで、信頼性の高い表示素子を実現可能な表示素子基板が得られる。
【図面の簡単な説明】
【0025】
【図1】本発明の透明複合基板の第1実施形態を示す断面図である。
【図2】図1の部分拡大図である。
【図3】本発明の透明複合基板の第2実施形態を示す部分拡大図である。
【図4】本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【図5】本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【図6】本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【図7】本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【発明を実施するための形態】
【0026】
以下、本発明の透明複合基板の製造方法、透明複合基板および表示素子基板について添付図面に示す好適実施形態に基づいて詳細に説明する。
【0027】
本発明の透明複合基板の製造方法は、ガラス繊維の集合体と、ガラス繊維の集合体に含浸した樹脂材料と、を有し、樹脂材料がガラス繊維の集合体に含浸した状態で板状に成形され硬化させてなる透明複合基板の製造方法である。
【0028】
具体的には、<1>ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、含浸体の少なくとも一方の面に支持部材を重ねた後、含浸体の外縁部を除く部分にエネルギーを付与して未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、仮硬化体を支持部材から剥離する工程と、仮硬化体の外縁部にエネルギーを付与して仮硬化体に残る未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有する、あるいは、<2>ガラス繊維の集合体と硬化された樹脂材料との複合層に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、前記仮硬化膜を前記支持部材から剥離する工程と、前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する。
【0029】
このような本発明によれば、透明複合基板を製造の際に端面のガラス繊維が樹脂で被覆されるため、その後の工程での異物の発生を抑制することができ、異物付着の少ない透明複合基板を製造することができる。
【0030】
また、得られた透明複合基板は、ガラス繊維の端面が樹脂材料で覆われた側面を有するものとなるため、この側面ではガラス繊維が外力で折れたりすることが防止される。これにより、新たな異物の発生や、発生した異物の表面付着等が生じる確率が低下することとなり、異物付着の少ない透明複合基板が得られる。
【0031】
<透明複合基板>
≪第1実施形態≫
まず、本発明の透明複合基板の第1実施形態について説明する。
【0032】
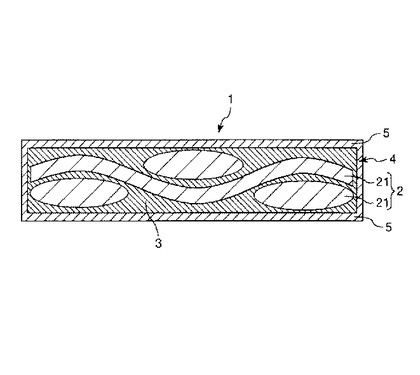
図1は、本発明の透明複合基板の第1実施形態を示す断面図、図2は、図1の部分拡大図である。
【0033】
図1に示す透明複合基板1は、ガラスクロス(ガラス繊維21の集合体)2と樹脂材料(マトリックス樹脂)3とを含む複合層4を有するものである。以下、各構成要素について説明する。
【0034】
(ガラスクロス)
本発明に用いられるガラスクロス(ガラス繊維21の集合体)2としては、ガラス繊維21を単に束ねたものの他、ガラス繊維21を含む織布や不織布等が挙げられる。図1では、ガラスクロス2が織布である場合を例に図示している。
【0035】
ガラス繊維21を構成する無機系ガラス材料としては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、Tガラス、Dガラス、NEガラス、クオーツ、低誘電率ガラス、高誘電率ガラス等が挙げられ、中でもアルカリ金属などのイオン性不純物が少なく入手の容易なEガラス、Sガラス、Tガラス、NEガラスが好ましく用いられ、特に30℃から250℃における平均線膨張係数が5ppm以下であるSガラスまたはTガラスがより好ましく用いられる。
【0036】
また、無機系ガラス材料の屈折率は、用いる樹脂材料の屈折率に応じて適宜設定されるものの、例えば、1.4〜1.6程度であるのが好ましく、1.5〜1.55程度であるのがより好ましい。これにより、広い波長領域において優れた光学特性を示す透明複合基板1が得られる。
【0037】
ガラスクロス2に含まれるガラス繊維21の平均径dは2〜10μm程度であるのが好ましく、3〜8μm程度であるのがより好ましい。これにより、機械的特性や光学的特性と表面の平滑性とを高度に両立し得る透明複合基板1が得られる。なお、ガラス繊維21の平均径dは、透明複合基板1の横断面を各種顕微鏡等で観察し、観察像から測定される100本分のガラス繊維21の直径の平均値として求められる。
【0038】
一方、ガラスクロス2の平均厚さは、10〜200μm程度であるのが好ましく、20〜120μm程度であるのがより好ましい。ガラスクロス2の平均厚さを前記範囲内にすることにより、透明複合基板1の薄型化を図り、かつ十分な可撓性および透光性を確保しつつ、機械的特性の低下を抑えることができる。
【0039】
また、複数のガラス繊維21からなる束を織って織布とした場合、その束にはガラス繊維21の単糸が30〜300本程度含まれているのが好ましく、50〜250本程度含まれているのがより好ましい。これにより、機械的特性や光学的特性と表面の平滑性とを高度に両立し得る透明複合基板1が得られる。
【0040】
このようなガラスクロス2には、あらかじめ開繊処理が施されているのが好ましい。開繊処理により、複数のガラス繊維21からなる束が拡幅され、束の断面は扁平状に成形される。また、いわゆるバスケットホールも小さくなる。その結果、ガラスクロス2の平滑性が高くなり、透明複合基板1の表面の平滑性も高くなる。開繊処理としては、例えば、ウォータージェットを噴射する処理、エアージェットを噴射する処理、ニードルパンチングを施す処理等が挙げられる。
【0041】
また、ガラス繊維21の表面には、必要に応じてカップリング剤を付与するようにしてもよい。カップリング剤としては、例えば、シラン系カップリング剤、チタン系カップリング剤等が挙げられるが、シラン系カップリング剤が特に好ましく用いられる。シランカップリング剤には、官能基としてエポキシ基、(メタ)アクリロイル基、ビニル基、イソシアネート基、アミド基等を含むものが好ましく用いられる。
【0042】
(樹脂材料)
本発明に用いられる樹脂材料3には、例えば、エポキシ系樹脂、オキセタン系樹脂、イソシアネート系樹脂、アクリレート系樹脂、オレフィン系樹脂、シクロオレフィン系樹脂、ジアリルフタレート系樹脂、ポリカーボネート系樹脂、ジアリルカーボネート系樹脂、ウレタン系樹脂、メラミン系樹脂、ポリイミド系樹脂、芳香族ポリアミド系樹脂、ポリスチレン系樹脂、ポリフェニレン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、シルセスキオキサン系化合物等が挙げられる。このうち、好ましくはエポキシ樹脂が用いられ、より好ましくは脂環式多官能エポキシ樹脂、水添ビフェニル骨格を有する脂環式エポキシ樹脂、水添ビスフェノールA骨格を有する脂環式エポキシ樹脂等の各種脂環式エポキシ樹脂が用いられる。
【0043】
脂環式エポキシ樹脂として、具体的には、3,4−エポキシシクロヘキシルメチル−3’、4’−エポキシシクロヘキセンカルボキシレート、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレート、2−(3,4−エポキシ)シクロヘキシル−5,5−スピロ−(3,4−エポキシ)シクロヘキサン−m−ジオキサン、1,2:8,9−ジエポキシリモネン、ジシクロペンタジエンジオキサイド、シクロオクテンジオキサイド、アセタールジエポキシサイド、ビニルシクロヘキサンジオキシド、ビニルシクロヘキセンモノオキサイド1,2−エポキシ−4−ビニルシクロヘキサン、ビス(3,4−エポキシシクロヘキシルメチル)アジペート、ビス(3,4−エポキシ−6−メチルシクロヘキシルメチル)アジペート、エキソーエキソビス(2,3−エポキシシクロペンチル)エーテル、2,2−ビス(4−(2,3−エポキシプロピル)シクロヘキシル)プロパン、2,6−ビス(2,3−エポキシプロポキシシクロヘキシル−p−ジオキサン)、2,6−ビス(2,3−エポキシプロポキシ)ノルボルネン、リノール酸二量体のジグリシジルエーテル、リモネンジオキシド、2,2−ビス(3,4−エポキシシクロヘキシル)プロパン、o−(2,3−エポキシ)シクロペンチルフェニル−2,3−エポキシプロピルエーテル、1,2−ビス[5−(1,2−エポキシ)−4,7−ヘキサヒドロメタノインダンキシル]エタン、シクロヘキサンジオールジグリシジルエーテルおよびジグリシジルヘキサヒドロフタレート、ε−カプロラクトンオリゴマーの両端にそれぞれ3,4−エポキシシクロヘキシルメタノールと3,4−エポキシシクロヘキシルカルボン酸がエステル結合したもの、エポキシ化されたヘキサヒドロベンジルアルコール等が挙げられ、これらのうちの1種または2種以上の混合物が用いられる。
【0044】
また、本発明では特に分子内に2個以上のエポキシシクロヘキサン環を有する脂環式エポキシ樹脂が好ましく用いられる。このうち、下記化学式(1)、(2)、または(3)で示される脂環式エポキシ構造が特に好適に用いられる。
【0045】
【化1】

[上記式(1)中、−X−は−O−、−S−、−SO−、−SO2−、−CH2−、−CH(CH3)−、または−C(CH3)2−を表す。]
【0046】
【化2】
【0047】
【化3】
【0048】
一方、分子中にエポキシシクロヘキサン環を1個有する脂環式エポキシ樹脂としては、下記化学式(4)、(5)で示される脂環式エポキシ樹脂が特に好適に用いられる。
【0049】
【化4】
【0050】
【化5】
【0051】
このような脂環式エポキシ樹脂は、低温での硬化性に優れることから、低温で硬化処理を行うことができる。これにより、硬化時に樹脂材料3を高温にする必要がなくなるため、その後硬化物を室温に戻しても、温度の変化量を抑えることができる。その結果、本発明の透明複合基板では、温度変化に伴う熱応力の発生を抑制することができ、光学特性に優れたものとなる。
【0052】
また、上述したような脂環式エポキシ樹脂は、硬化後の線膨張係数が低いため、かかる脂環式エポキシ樹脂を含む樹脂材料を用いて得られた透明複合基板1では、ガラスクロス2と樹脂材料3との界面における界面応力が室温において特に小さくなる。このため、上記界面応力の小さい透明複合基板1を得ることができ、かかる透明複合基板1は、光学異方性の小さいものとなる。さらに、線膨張係数が低いため、透明複合基板1では、反りやうねり等の変形が防止される。
【0053】
また、これらの脂環式エポキシ樹脂は、透明性および耐熱性に優れていることから、光透過性に優れ、かつ耐熱性の高い透明複合基板1の実現に寄与するものである。
【0054】
なお、樹脂材料3は、脂環式エポキシ樹脂が主成分であるものが好ましい。この場合の主成分とは、樹脂材料3の50質量%超を占める成分のことをいい、樹脂材料3における脂環式エポキシ樹脂の含有率は70質量%以上であるのが好ましく、80質量%以上であるのがより好ましい。
【0055】
主成分以外の樹脂材料3としては、例えば、グリシジル型エポキシ樹脂のような脂環式エポキシ樹脂以外のエポキシ系樹脂、オキセタン系樹脂、イソシアネート系樹脂、アクリレート系樹脂、オレフィン系樹脂、シクロオレフィン系樹脂、ジアリルフタレート系樹脂、ポリカーボネート系樹脂、ジアリルカーボネート系樹脂、ウレタン系樹脂、メラミン系樹脂、ポリイミド系樹脂、芳香族ポリアミド系樹脂、ポリスチレン系樹脂、ポリフェニレン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、シルセスキオキサン系化合物等が挙げられる。
【0056】
このうち、主成分以外の樹脂材料3にはグリシジル型エポキシ樹脂が好ましく用いられる。脂環式エポキシ樹脂とともにグリシジル型エポキシ樹脂が用いられることにより、透明複合基板1において光学特性の低下を抑えつつ、樹脂材料3の屈折率を容易に調整することができる。すなわち、脂環式エポキシ樹脂とグリシジル型エポキシ樹脂との混合比を適宜調整することによって、樹脂材料3の屈折率を所望の値にすることができる。その結果、光透過性の高い透明複合基板1が得られる。
【0057】
この場合、グリシジル型エポキシ樹脂の添加量は、脂環式エポキシ樹脂100質量部に対して、0.1〜10質量部程度であるのが好ましく、1〜5質量部程度であるのがより好ましい。
【0058】
グリシジル型エポキシ樹脂としては、例えば、グリシジルエーテル型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂等が挙げられる。
【0059】
また、用いるグリシジル型エポキシ樹脂の中でも、カルド構造を有するグリシジル型エポキシ樹脂が好ましく用いられる。すなわち、脂環式エポキシ樹脂にカルド構造を有するグリシジル型エポキシ樹脂を添加して用いることにより、ビスアリールフルオレン骨格に由来する多数の芳香環が含まれることになるため、透明複合基板1の光学特性および耐熱性をより高めることができる。
【0060】
このようなカルド構造を有するグリシジル型エポキシ樹脂としては、例えば、オンコートEXシリーズ(長瀬産業社製)、オグソール(大阪ガスケミカル社製)等が挙げられる。
【0061】
また、主成分以外の樹脂材料3にはシルセスキオキサン系化合物も好ましく用いられ、このうち、オキセタニル基、(メタ)アクリロイル基のような光重合性基を有するシルセスキオキサン系化合物がより好ましく用いられる。脂環式エポキシ樹脂とともにシルセスキオキサン系化合物が用いられることにより、透明複合基板1において光学特性の低下を抑えつつ、樹脂材料3の屈折率を容易に調整することができる。また、オキセタニル基を有するシルセスキオキサン系化合物は、脂環式エポキシ樹脂との相溶性に富んでいるため、均一な混合が可能になり、その結果、屈折率をより確実に調整しつつ、光学特性に優れた透明複合基板1が得られる。
【0062】
このようなオキセタニル基を有するシルセスキオキサン系化合物としては、例えば、OX−SQ、OX−SQ−H、OX−SQ−F(いずれも東亞合成社製)等が挙げられる。
【0063】
この場合、シルセスキオキサン系化合物の添加量は、脂環式エポキシ樹脂100質量部に対して、1〜20質量部程度であるのが好ましく、2〜15質量部程度であるのがより好ましい。
【0064】
さらには、本発明に用いられる樹脂材料3は、ガラス転移温度が150℃以上であるのが好ましく、170℃以上であるのがより好ましい。これにより、透明複合基板1の製造後、これを表示素子基板に加工する際において各種加熱処理を施したとしても、透明複合基板1に反りや変形等が発生するのを防止することができる。
【0065】
また、樹脂材料3の屈折率は、ガラスクロスの屈折率にできるだけ近い方がよく、具体的には、両者の屈折率差は0.01以下であるのが好ましく、0.005以下であるのがより好ましい。これにより、光透過性の高い透明複合基板1が得られる。
【0066】
(その他の成分)
本発明の透明複合基板は、上記のもの以外にフィラー等を含んでいてもよい。
【0067】
フィラーとしては、例えば無機系ガラス材料の繊維片または粒子等で構成されたガラスフィラーが挙げられる。ガラスフィラーが樹脂材料3中に分散することで、透明複合基板1の光透過性を阻害することなく機械的特性を高めることができる。
【0068】
ガラスフィラーとしては、具体的には、ガラスチョップドストランド、ガラスビーズ、ガラスフレーク、ガラスパウダー、ミルドガラス等が挙げられる。
【0069】
無機系ガラス材料としては、前述したガラスクロスの構成材料と同様のものが用いられる。
【0070】
フィラーの含有量は、ガラスクロス100質量部に対して1〜90質量部程度であるのが好ましく、3〜70質量部程度であるのがより好ましい。
【0071】
なお、フィラーの直径は100nm以下であるのが好ましい。このようなフィラーは、界面での散乱が生じ難いので、透明複合基板1の透明性が比較的高くなる。
【0072】
また、樹脂材料3中に前述したカップリング剤を添加するようにしてもよい。これにより、前述した応力集中をさらに緩和することができ、透明複合基板1の光学特性をより高めることができる。樹脂材料3中にカップリング剤を添加する場合、その添加量は樹脂材料100質量部に対して0.01〜5質量部程度であるのが好ましく、0.05〜2質量部程度であるのがより好ましい。
【0073】
(被覆層)
本発明の透明複合基板が備える複合層4の表面には、必要に応じて被覆層5を設けるようにしてもよい。被覆層5を設けることにより、透明複合基板1の表面を平滑化、平坦化することができる。
【0074】
かかる被覆層5の構成材料としては、例えば、エポキシ樹脂、アクリル樹脂等が挙げられる。また、エポキシ樹脂の中でも脂環式エポキシ樹脂が好ましく用いられる。被覆層の平均厚さは、0.1〜30μm程度であるのが好ましく、0.5〜30μm程度であるのがより好ましい。
【0075】
また、本発明の透明複合基板が有する複合層4は、前述したように、異物の発生、付着の少ないものとなる。このため、この複合層4の表面に被覆層5を成膜したとき、複合層4と被覆層5との層間に異物が介在するのを抑制し、異物の介在によって光学特性が低下する確率を低くすることができる。したがって、光学特性に優れた透明複合基板1が得られる。
【0076】
(端面被覆部)
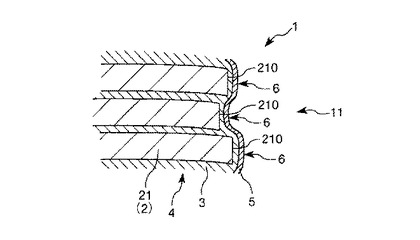
本発明の透明複合基板は、図2に示すように、ガラス繊維21の端面210を被覆するように樹脂材料3が広がっているよう構成された側面11を有している。すなわち、樹脂材料3は、ガラスクロス2の隙間に含浸するとともに、一部が透明複合基板1の側面11においてガラス繊維21の端面210を被覆している。このような構造になっていると、透明複合基板1のこの側面11においてはガラス繊維21の端面210が露出することが防止され、ガラス繊維21の切断端部が樹脂材料3で補強されることとなる。その結果、仮に透明複合基板1に外力が加わったときでも、ガラス繊維21の切断端部が折れたりあるいは欠けたりすることが防止され、ガラス繊維片からなる異物の発生(脱落)が防止される。なお、以下の説明では、ガラス繊維21の端面210を被覆している樹脂材料3を特に「端面被覆部6」という。
【0077】
端面被覆部6の平均厚さは、特に限定されないが、例えば、ガラス繊維21の平均径をdとしたとき、0.01d〜200d程度であるのが好ましく、0.02d〜100d程度であるのがより好ましい。端面被覆部6の平均厚さを前記範囲内とすることにより、ガラス繊維21が折れるのを防止するのに十分な補強効果が得られるとともに、厚くなり過ぎた端面被覆部6が脱落してしまうのを防止することができる。すなわち、ガラス繊維21から生じる異物の発生と、樹脂材料3から生じる異物の発生の双方を防止することができる。
【0078】
なお、端面被覆部6が設けられた側面11において、ガラス繊維21の端面210が占める全面積のうち、端面被覆部6が占める面積は70%以上であることが好ましく、80%以上がさらに好ましい。これにより、異物の発生を効果的に抑制できる。ここで、端面210が占める全面積のうちの端面被覆部6が占める面積の割合は、以下のようにして算出することができる。例えば100本のガラス繊維21の端面210の面積(ガラス繊維21の断面積)のうち、端面被覆部6で覆われている面積の割合が70%である場合、前記割合は70%となる。
【0079】
これを式で表わすと下記の通りとなる。
(端面被覆部6が占める面積)/(ガラス繊維21の端面210が占める全面積)×100(%)
【0080】
なお、ここで記載している「ガラス繊維21の端面210」とは、側面11に垂直な方向に延伸しているガラス繊維の端面を指しており、図1に示す断面図において楕円形をなしているガラス繊維21の束の端面を指すものである。なぜなら、この端面が端面被覆部6によって被覆されていない場合にガラス繊維21の折れが生じることにより、異物の発生が顕著になるからである。
【0081】
また、複合層4の表面に前述した被覆層5が設けられている場合には、ガラス繊維21の端面210は、樹脂材料3で被覆されるのみでなく、この被覆層5によっても被覆されるのが好ましい。このような多層構造の端面被覆部6により、ガラス繊維片からなる異物の発生(脱落)が防止されるという効果がより増強される。それとともに、被覆層5がガラス繊維21の端面210を覆うことにより、アンカー効果が発揮され、被覆層5が剥離し難くなるという副次的な効果も得られる。
【0082】
また、複合層4(透明複合基板1)としては長尺状のものが好ましく、この場合、端面被覆部6を有する側面11は少なくとも複合層4の幅方向の両端部側面に適用されるのが好ましい。これにより、複合層4は、各種用途に用いられるための量産プロセスに供される際、特に生産性に優れたものとなる。これは、透明複合基板1を各種製造工程に供する際、長尺状の透明複合基板1であれば、順次繰り出すようにして製造プロセスに供給可能であるため、生産性が高いからである。また、その製造プロセスにおいて複合層4の表面に被覆層5を成膜する際にも、長尺状のまま成膜可能であるため、成膜前に幅方向の両端部において切断作業を行うことがなく、したがって異物の発生が防止される。
【0083】
(透明複合基板の特性)
また、表示素子基板の波長400nmにおける全光線透過率は、70%以上であるのが好ましく、より好ましくは75%以上であり、さらに好ましくは78%以上である。波長400nmにおける全光線透過率が下限値未満であると表示素子における表示性能が十分でないおそれがある。
【0084】
また、透明複合基板の平均厚さは、特に限定されないが、40〜200μm程度であるのが好ましく、50〜100μm程度であるのがより好ましい。
【0085】
また、本発明の透明複合基板は、30℃〜150℃における平均線膨張係数が40ppm以下であることが好ましく、より好ましくは20ppm以下、さらに好ましくは10ppm以下である。例えば、この透明複合シートをアクティブマトリックス表示素子用基板に用いた場合、この上限値を超えると、その製造工程において反りやアルミ配線の断線等の問題が生じるおそれがある。
【0086】
≪第2実施形態≫
次に、本発明の透明複合基板の第2実施形態について説明する。
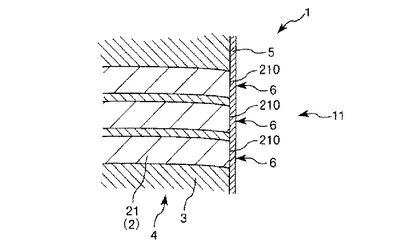
図3は、本発明の透明複合基板の第2実施形態を示す部分拡大図である。
【0087】
以下、第2実施形態について説明するが、第1実施形態との相違点を中心に説明し、同様の事項についてはその説明を省略する。
【0088】
第2実施形態は、複合層4の構成が異なる以外、第1実施形態と同様である。
第2実施形態は、複合層4においてガラス繊維21の端面210が樹脂材料3で被覆されていないものの、被覆層5で被覆されている。したがって、第1実施形態では端面被覆部6が樹脂材料3と被覆層5の積層構造であったのに対し、第2実施形態では被覆層5のみで端面被覆部6が構成されている。
【0089】
このような構成であっても、ガラス繊維21の端面210の露出が防止されるため、ガラス繊維21の切断端部が被覆層5で補強されることとなる。その結果、ガラス繊維21の切断端部が折れたりあるいは欠けたりすることが防止され、ガラス繊維片からなる異物の発生(脱落)が防止される。
【0090】
<表示素子基板>
本発明の透明複合基板は、例えば、液晶表示素子用基板、有機EL素子用基板、カラーフィルター用基板、TFT用基板、電子ペーパー用基板、タッチパネル用基板のような各種表示素子基板(本発明の表示素子基板)の他、太陽電池用基板等にも適用される。
【0091】
本発明の表示素子基板は、本発明の透明複合基板を備えるものであり、必要に応じて透明複合基板の表面に成膜された機能層を有する。
【0092】
かかる機能層としては、例えば、酸化インジウム、酸化スズ、スズ−インジウム合金の酸化物等で構成される透明導電層、金、銀、パラジウムまたはこれらの合金等で構成される金属導電層、酸化ケイ素、塩化ビニリデン系ポリマー、ビニルアルコール系ポリマー等で構成されるガスバリア層、エポキシ樹脂等で構成される平滑層、ゴム状またはゲル状のシリコーン硬化物、ポリウレタン、エポキシ樹脂、アクリル樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、塩化ビニル樹脂、ポリアミド樹脂、ポリカーボネート樹脂、ポリアセタール樹脂、ポリエーテルスルフォン、ポリスルフォン等で構成される衝撃緩衝層等が挙げられる。
【0093】
このうち、平滑層は、耐熱性、透明性、耐薬品性を有していることが好ましく、エポキシ樹脂の中でも透明複合材料中に含まれる脂環式エポキシ樹脂と同じ組成のものがコート層の構成材料としてより好ましく用いられる。コート層の平均厚さは、0.1〜30μm程度であるのが好ましく、0.5〜30μm程度であるのがより好ましい。
【0094】
また、層構成としては、透明複合基板の少なくとも片側に平滑層を設け、さらにその上に衝撃緩衝層を設ける構成、または、透明複合基板の少なくとも片側に衝撃緩衝層を設け、さらにその上に平滑層を設ける構成等が挙げられる。
【0095】
また、本発明の表示素子基板は、元々ガラス基板よりも落球試験による耐衝撃性が優れているが、上記のような衝撃緩衝層を設けることにより、さらに耐衝撃性が向上する。
【0096】
前述したように、本発明の透明複合基板は、異物の発生、付着の少ないものとなるため、これらに起因する光学特性の低下を抑制することができる。このため、高品質で信頼性の高い表示素子を実現可能な表示素子基板が得られる。
【0097】
<透明複合基板の製造方法>
≪第1実施形態≫
次に、本発明の透明複合基板の製造方法の第1実施形態について説明する。
図4、5は、本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【0098】
透明複合基板の製造方法の第1実施形態は、前述したように、含浸体を得る工程(含浸工程)と、仮硬化体を得る工程(第1硬化工程)と、仮硬化体を支持部材から剥離する工程(第1剥離工程)と、本硬化体を得る工程(第2硬化工程)と、被覆層を成膜する工程と、を有する。以下、各工程について順次説明する。
【0099】
[1]
まず、ガラスクロス2に含浸させる樹脂材料を含む樹脂ワニスを調製する。樹脂ワニスは、上述した未硬化の樹脂材料、フィラー等のその他の成分、有機溶剤等を含む他、必要に応じて、硬化剤、酸化防止剤、難燃剤、紫外線吸収剤等を含むものである。
【0100】
(硬化剤)
かかる硬化剤としては、酸無水物、脂肪族アミン等の架橋剤、カチオン系硬化剤、アニオン系硬化剤等が挙げられ、これらの1種または2種以上の混合物が用いられる。
【0101】
これらの中でも特にカチオン系硬化剤が好ましく用いられる。カチオン系硬化剤によれば、エポキシ樹脂を比較的低温で硬化させることができるので、硬化時に樹脂ワニスを高温にする必要がなく、温度変化に伴う熱応力の発生を抑制することができる。その結果、光学異方性の低い透明複合基板が得られる。
【0102】
また、カチオン系硬化剤を用いることにより、耐熱性(例えばガラス転移温度)の高い透明複合基板が得られる。これは、カチオン系硬化剤を用いることにより、エポキシ樹脂の硬化物の架橋密度が高くなるためであると考えられる。
【0103】
前記カチオン系硬化剤としては、加熱によりカチオン重合を開始させる物質を放出するもの、例えばオニウム塩系カチオン硬化剤、またはアルミニウムキレート系カチオン硬化剤や、活性エネルギー線によってカチオン重合を開始させる物質を放出させるもの、例えばオニウム塩系カチオン系硬化剤等が挙げられる。これらの中でも、光カチオン系硬化剤が好ましい。これにより、光の照射領域を選択することのみで、硬化の有無を容易に選択することができる。
【0104】
光カチオン系硬化剤としては、多官能カチオン重合性化合物および単官能カチオン重合性化合物を光カチオン重合反応させ得るものであればよく、例えば、ルイス酸のジアゾニウム塩、ルイス酸のヨードニウム塩、ルイス酸のスルホニウム塩等のオニウム塩が挙げられる。具体的には、四フッ化ホウ素のフェニルジアゾニウム塩、六フッ化リンのジフェニルヨードニウム塩、六フッ化アンチモンのジフェニルヨードニウム塩、六フッ化ヒ素のトリ−4−メチルフェニルスルホニウム塩、四フッ化アンチモンのトリ−4−メチルフェニルスルホニウム塩等が挙げられる。
【0105】
一方、熱カチオン系硬化剤としては、例えば芳香族スルホニウム塩、芳香族ヨードニウム塩、アンモニウム塩、アルミニウムキレート、三フッ化ホウ素アミン錯体等が挙げられる。
【0106】
このようなカチオン系硬化剤の含有量は、特に限定されないが、脂環式エポキシ樹脂100質量部に対して0.1〜5質量部程度であるのが好ましく、特に0.5〜3重量部が好ましい。含有量が前記下限値未満であると硬化性が低下する場合があり、前記上限値を超えると透明複合基板が脆くなる場合がある。
【0107】
光硬化させる場合は、必要に応じて硬化反応を促進させるため増感剤、酸増殖剤等も併せて用いることができる。
【0108】
(酸化防止剤)
酸化防止剤としては、例えば、フェノール系酸化防止剤、リン系酸化防止剤、イオウ系酸化防止剤等が用いられるが、特にヒンダードフェノール系酸化防止剤が好ましく用いられる。
【0109】
なお、樹脂ワニスは、その特性を損なわない範囲で必要に応じて、熱可塑性樹脂または熱硬化性樹脂のオリゴマーやモノマー剤等を含んでいてもよい。なお、これらのオリゴマーやモノマーを使用する場合は、全体の屈折率がガラスクロスの屈折率に合うように組成比が適宜設定される。
樹脂ワニスは、以上のような成分を混合して得られる。
【0110】
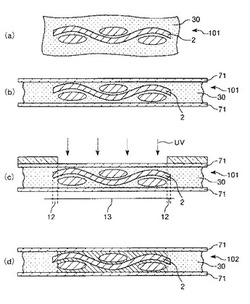
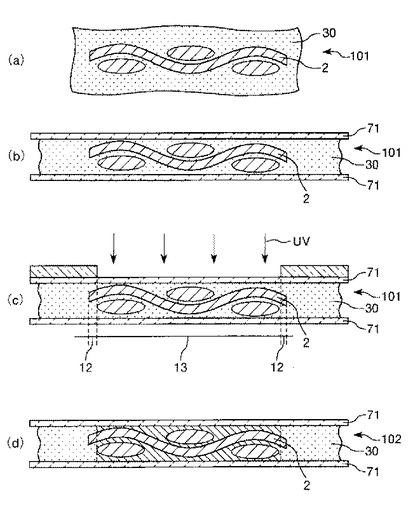
その後、図4(a)に示すように得られた樹脂ワニス30をガラスクロス2に含浸させる。樹脂ワニス30をガラスクロス2に含浸させる際には、例えば、樹脂ワニス30中にガラスクロス2を浸漬する方法、ガラスクロス2に樹脂ワニス30を塗布する方法等が用いられる。また、樹脂ワニス30をガラスクロス2に含浸させた後、樹脂ワニス30が未硬化の状態または硬化させた後に、その上からさらに樹脂ワニス30を塗布するようにしてもよい。
【0111】
その後、必要に応じて樹脂ワニス30に脱泡処理を施す。これにより含浸体101を得る。
【0112】
なお、ガラスクロス2としては、長尺状のものが好ましく用いられる。長尺状のガラスクロス2は、ロール状に巻き取ることが可能であるため、順次繰り出すことによって連続的に樹脂ワニス30を含浸させることができるからである。
【0113】
[2]
[2−1]次いで、図4(b)に示すように、得られた含浸体101の両面にシート状の支持部材71を重ねる。これにより、含浸体101に含まれた樹脂ワニス30は、シート状の支持部材71によって平坦化、平滑化されるとともに、ガラスクロス2の内部により浸透するように押圧される。その結果、一部の樹脂ワニス30は、ガラスクロス2の端部から外側にはみ出ることとなる。
【0114】
シート状の支持部材71には、ポリエステルフィルム、ポリイミドフィルム等が用いられる。
【0115】
含浸体101に対してシート状の支持部材71を押圧する際、その圧力は、ガラスクロス2を必要以上に変形させず、かつガラスクロス2の厚さと同程度になるまで含浸体101を圧縮し得る圧力に調整される。この圧力は、ガラスクロス2の厚さおよび幅や樹脂ワニス30の粘度、周囲の環境(温度等)に応じて異なるが、一例として、単位長さ当たりの加圧力は0.05〜5kg/cm程度であるのが好ましく、0.1〜2kg/cm程度であるのがより好ましい。
【0116】
また、シート状の支持部材71は、後述する工程で光エネルギーを用いる場合、光を透過させる必要があるため、透明(半透明、色つきの透明を含む。)であるのが好ましい。
【0117】
なお、含浸体101に重ねられる支持部材71は、含浸体101の両面に重ねられるのが好ましいが、一方の面のみであってもよい。
【0118】
[2−2]次いで、含浸体101の両面にシート状の支持部材71を重ねた状態で、含浸体101にエネルギーを付与する。図4(c)では、含浸体101のうち、平面視における外縁部12およびそれより外側の部分を除く部分、すなわち平面視における中心から外縁部12の内縁までの部分にエネルギーを付与する。以下では、この部分を「中央部13」という。エネルギーの付与により、含浸体のうち、中央部13の樹脂ワニス30を硬化させ、仮硬化体102を得る(第1硬化工程)。
【0119】
付与するエネルギーは、樹脂ワニス30に含まれる硬化剤や樹脂材料の組成に応じて適宜選択され、電子線、X線等も考えられるが、一般的には光エネルギーまたは熱エネルギーである。光エネルギーを付与する場合、例えば紫外線、可視光、赤外線等の光を照射する。これらはフォトマスク等を用いて照射領域を容易に選択可能であるため、本工程において好ましく用いられる。一方、熱エネルギーを付与する場合、局所的に加熱可能なヒーター等を用いることで中央部13を選択的に加熱することができる。この場合、断熱材等を用いて非加熱領域を容易に断熱することができる。
【0120】
光エネルギーとしては、例えば波長200〜400nm程度の紫外線が用いられ(図4(c)参照)、光源にはUVランプ、UV−LED、UVレーザー等が用いられる。
【0121】
付与される光エネルギー量(積算光量)は、5mJ/cm2以上1000mJ/cm2以下であるのが好ましく、10mJ/cm2以上800mJ/cm2以下であるのがより好ましい。積算光量が前記範囲内であれば、ムラなく均一に、かつ確実に硬化させることができる。
【0122】
また、照射強度は、10mW/cm2以上2000mW/cm2以下であるのが好ましく、20mW/cm2以上1500mW/cm2以下であるのがより好ましい。
【0123】
一方、中央部13を加熱する場合、加熱条件としては、樹脂ワニス30を硬化させつつシート状の支持部材71を変質させない条件に設定され、好ましくは加熱温度が50〜300℃程度、加熱時間が0.5〜10時間程度とされ、より好ましくは加熱温度が170〜270℃程度、加熱時間が1〜5時間程度とされる。
【0124】
また、加熱温度は途中で変更するようにしてもよい。例えば、当初は50〜100℃程度で0.5〜3時間程度加熱し、その後、200〜300℃程度で0.5〜3時間程度加熱するようにしてもよい。
【0125】
このように中央部13を選択的に加熱した結果、中央部13の樹脂ワニス30は硬化し、外縁部12およびそれより外側の樹脂ワニス30は未硬化の状態を維持することとなる。このような状態のものを前述した仮硬化体102とする(図4(d)参照)。
【0126】
ここで、得られた仮硬化体102は、外縁部12の樹脂ワニス30が未硬化であり、中央部13の樹脂ワニス30が硬化したものである。
【0127】
また、ここでいう「硬化」とは、硬化反応が開始している状態のことをいい、その硬化率(反応率)は特に限定されない。すなわち、半硬化状態と完全硬化状態とを含む。一方、「未硬化」とは、樹脂モノマーが未反応の状態にあることをいう。
【0128】
なお、仮硬化体102における中央部13の反応率、すなわち中央部13の全樹脂モノマーのうち、硬化反応に供された樹脂モノマーの質量比は、50%以上であるのが好ましく、80%以上であるのがより好ましい。これにより、中央部13における樹脂材料3とガラスクロス2とが確実に一体化し、上述したような作用、効果を確実に発揮させることができる。
【0129】
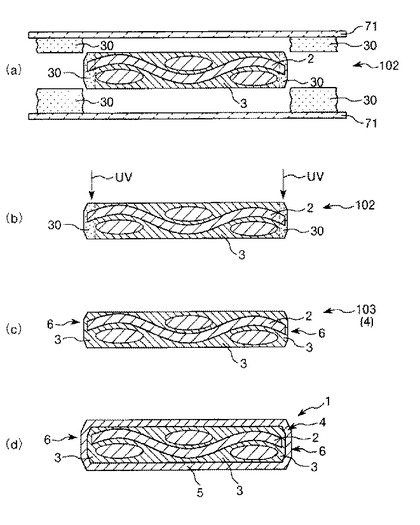
[3]次いで、図5(a)に示すように支持部材71から仮硬化体102を剥離する(第1剥離工程)。仮硬化体102を徐々に引き剥がすと、中央部13では硬化した樹脂材料3がガラスクロス2に含浸した状態で一体化しているのでガラスクロス2とともに支持部材71から剥離するが、外縁部12では樹脂ワニス30が硬化していないのでガラスクロス2に含浸していない樹脂ワニス30は支持部材71側に残存する。これは、ガラスクロス2に近接している樹脂ワニス30では、ガラスクロス2との間に界面張力等の相互作用が働いているが、ガラスクロス2から離れている場合、このような相互作用が働かず、支持部材71側に取り残されることが起因していると推察される。したがって、外縁部12の中でも、ガラスクロス2に含浸している未硬化の樹脂ワニス30はガラスクロス2とともに支持部材71から剥離され、ガラスクロス2に含浸していない未硬化の樹脂ワニス30、すなわち含浸工程においてガラスクロス2の端部からはみ出た樹脂ワニス30は支持部材71側に残存することとなる。その結果、この剥離工程において自ずと余分な樹脂ワニス30が除去されることとなり、最終的に余分な樹脂材料3を切断、除去する工程が不要になる。よって、本発明によれば切断に伴う異物の発生、付着が防止されることとなる。
【0130】
なお、上記相互作用により、仮硬化体102の側面においては、上記のようにして余分な樹脂ワニス30が除去されたことにより、ガラス繊維21の端面210を覆うように樹脂ワニス30の薄い層が付着する。この薄い層が最終的に端面被覆部6となる。
【0131】
ここで、外縁部12の幅、すなわち外縁部12の外縁から内縁までの距離は、ガラスクロス2の平均厚さをtとしたとき1t〜500tの範囲であるのが好ましく、10t〜300tの範囲であるのがより好ましい。この範囲にすることで、発塵源を抑制可能な前記端面被覆部6を作製できる。これにより、ガラスクロス2からはみ出した樹脂ワニス30がガラスクロス2とともに支持部材71から剥離されてしまうのを確実に防止しつつ、ガラスクロス2に含浸した樹脂ワニス30までが意図せず支持部材71側に残存してしまうことも防止することができる。
【0132】
[4]次いで、図5(b)に示すように支持部材71から剥離した仮硬化体102にエネルギーを付与する。これにより、仮硬化体102に残る未硬化の樹脂ワニス30を硬化させ、図5(c)に示す本硬化体103を得る(第2硬化工程)。
【0133】
付与するエネルギーは、第1硬化工程におけるエネルギーと同様であり、例えば光エネルギーまたは熱エネルギーが用いられる。
【0134】
本工程では、外縁部12にエネルギーが付与されれば足り、中央部にはエネルギーが付与されなくてもよいが、本工程において中央部にもエネルギーを付与することで、2回に分けてエネルギーを付与することになるため、中央部における樹脂ワニスの硬化の均一化を図ることができる。
以上のようにして得られる本硬化体103が複合層4となる。
【0135】
なお、得られた本硬化体103は、外縁部12および中央部13を含めた全体で硬化反応が開始している状態のことをいい、その硬化率(反応率)は特に限定されない。すなわち、半硬化状態と完全硬化状態とを含む。本硬化体103が半硬化状態であって、これを短時間で完全硬化させるためには、必要に応じてさらに熱エネルギーを付与すればよい。
【0136】
[5]その後、図5(d)に示すように複合層4の表面に被覆層5を成膜する。
被覆層5の成膜は、例えば、被覆層5の原料を含む液体中に複合層4を浸漬する方法、前記液体を複合層4に塗布する方法、複合層4に前記液体を噴霧する方法、各種気相成膜法等が用いられる。
【0137】
複合層4の表面に成膜された被覆層5は、前述した端面被覆部6の上にも成膜されることとなる。その結果、端面被覆部6は多層構造になり、前述したように異物の発生(脱落)をより確実に防止することができる。このような多層構造の端面被覆部6を確実に製造するためには、後述する第2実施形態により被覆層5を成膜するのが好ましい。これにより、図1、2に示す透明複合基板1が得られる。
【0138】
被覆層5の原料を含む液体としては、樹脂モノマーを溶剤に溶解したもの等が挙げられ、例えば前述した樹脂ワニス30と同様にして調製することができる。
【0139】
≪第2実施形態≫
次に、本発明の透明複合基板の製造方法の第2実施形態について説明する。
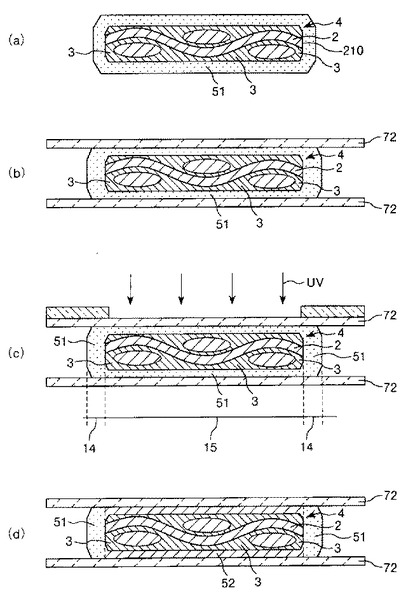
図6、7は、本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【0140】
透明複合基板の製造方法の第2実施形態は、複合層4の表面を覆う液状被膜51を得る工程(塗布工程)と、液状被膜51の外縁部14を除く部分にエネルギーを付与し、仮硬化膜52を得る工程(第3硬化工程)と、仮硬化膜52を支持部材72から剥離する工程(第2剥離工程)と、仮硬化膜52の外縁部14にエネルギーを付与し、被覆層5を得る工程(第4硬化工程)と、を有する。以下、各工程について順次説明する。
【0141】
[1]まず、複合層4の表面に被覆層5を成膜する。
[1−1]本工程において用いる複合層4は、いかなる方法で製造されたものでもよいが、ここでは従来の方法で製造されたものとする。すなわち、第1実施形態の第1硬化工程において含浸体の全体を硬化させ、その後、外縁部を切断して除去することにより製造されたものである。このような複合層4では、側面においてガラス繊維21の端面210が露出することとなる。
【0142】
[1−2]複合層4の表面を覆うように未硬化の被覆材料を塗布し、図6(a)に示すように液状被膜51を得る(塗布工程)。本工程は、前述した被覆層5の成膜方法と同様である。また、被覆材料としては、前述の樹脂ワニス30と同様のものを用いることができる。
【0143】
[2]
[2−1]次いで、図6(b)に示すように、得られた液状被膜51の表面にシート状の支持部材72を重ねる。これにより、液状被膜51は、シート状の支持部材72によって平坦化、平滑化される。その結果、一部の液状被膜51は外側に広がることとなる。
【0144】
[2−2]次いで、液状被膜51の外縁部14を除く部分、すなわち平面視における中心から外縁部14の内縁までの部分にエネルギーを付与する(図6(c)参照)。以下では、この部分を「中央部15」という。エネルギーの付与により、液状被膜51のうち、中央部15の液状被膜51を硬化させ、図6(d)に示す仮硬化膜52を得る(第3硬化工程)。
【0145】
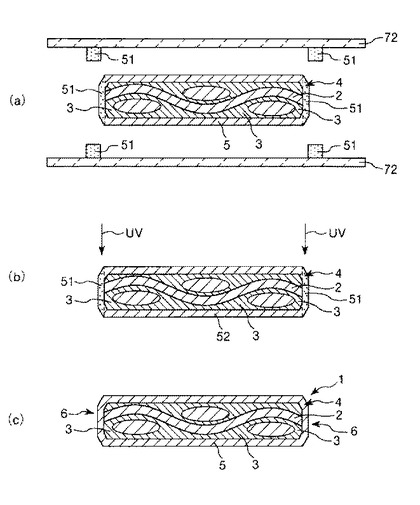
[3]次いで、図7(a)に示すように支持部材72から仮硬化膜52を成膜した複合層4を剥離する(第2剥離工程)。仮硬化膜52と支持部材72とが徐々に引き剥がされると、中央部15では硬化した被覆材料が複合層4に密着した状態で一体化しているので複合層4とともに支持部材72から剥離するが、外縁部14では被覆材料が硬化していないので複合層4に密着していない被覆材料は支持部材72側に残存する。その結果、この剥離工程において自ずと余分な被覆材料が除去されることとなり、最終的に余分な被覆層5を切断、除去する工程が不要になる。よって、本発明によれば切断に伴う異物の発生、付着が防止されることとなる。
【0146】
なお、複合層4の側面においては、上記のようにして余分な被覆材料が除去されたことにより、ガラス繊維21の端面210を覆うように被覆材料の薄い層が付着した状態する。この薄い層が最終的に端面被覆部6となる。
【0147】
[4]次いで、図7(b)に示すように支持部材72から剥離した仮硬化膜52にエネルギーを付与する。これにより、仮硬化膜52に残る未硬化の被覆材料を硬化させ、図7(c)に示す被覆層5を得る(第4硬化工程)。
以上のようにして図3に示す透明複合基板1が得られる。
【0148】
以上、本発明について説明したが、本発明は、これに限定されるものではなく、例えば透明複合基板および表示素子基板には、任意の構成物が付加されていてもよい。また、透明複合基板の製造方法には、任意の目的の工程が付加されていてもよい。
【0149】
なお、上述したような端面被覆部6を有する複合層4は、2回の硬化処理を伴う本発明の透明複合基板の製造方法の他、1回の硬化処理と切断処理とを伴う製造方法によっても製造可能である。
【0150】
すなわち、本発明の透明複合基板の製造方法の第1実施形態では、上述したように第1硬化工程において、含浸体101のうち、平面視における中心から外縁部12の内縁までの部分の樹脂ワニス30をまず硬化させるのに対し、1回の硬化処理を伴う製造方法では、含浸体101の全体を硬化させた後、余分な樹脂ワニス30を切断処理によって除去することで、端面被覆部6を有する複合層4を製造することができる。
【0151】
具体的には、本製造方法では、まず、第1硬化工程において含浸体101の全体を硬化させる。これにより、ガラスクロス2の端部からはみ出た樹脂ワニス30も、その状態で硬化することとなる。その後、ガラスクロス2を切断しないように、はみ出た樹脂ワニス30の硬化物のみを切断して除去する。その結果、ガラス繊維21の端面210が樹脂材料3で覆われた状態が形成され、端面被覆部6が形成されることとなる。
【0152】
はみ出た樹脂ワニス30の硬化物を切断するには、例えば、レーザー加工法、機械的加工法等が用いられる。また、ガラスクロス2を切断しないようにするためには、例えば、ガラスクロス2の外縁の位置を記憶しておき、その位置に基づいて切断する方法、所定の波長の光を入射し、ガラスクロス2と樹脂ワニス30の硬化物との間で透過率に差が生じるのを利用して切断位置を決定する方法等を採用することができる。
【0153】
なお、含浸体101に支持部材71を重ねる処理は、必要に応じて行えばよく、省略することもできる。
【実施例】
【0154】
次に、本発明の具体的実施例について説明する。
1.透明複合基板の製造
(実施例1)
実施例1では、図4、5に示す方法で複合層を得た。
【0155】
具体的には、まず、長尺状のNEガラス系ガラスクロス(平均厚さ95μm、平均線径9μm)に、下記化学式(1)の構造を有し、「−X−」が「−CH(CH3)−」であるものである脂環式エポキシ樹脂(ダイセル化学工業製、E−DOA)と、シルセスキオキサン系オキセタン(東亞合成製、OX−SQ−H)と、光カチオン重合開始剤(チバ・ジャパン製、SP−170)と、を表1に示す割合で混合し、樹脂ワニスを調製した。なお、本実施例以降、脂環式エポキシ樹脂としてE−DOAを用いる場合は、メチルイソブチルケトンを併用して樹脂ワニスの樹脂濃度が80質量%となるようにして用いた。
【0156】
【化6】
【0157】
次いで、得られた樹脂ワニスにガラスクロスを浸漬させ、その後、脱泡処理を施した。これにより、含浸体を得た。
【0158】
次いで、長尺状のPETフィルム(平均厚さ125μm、幅500mm、長さ3500mm)を用意し、その表面にシリコーン系離型処理を施した後、2枚のPETフィルムで含浸体を挟持し、挟持体を得た。そして、挟持体を厚さ方向に線圧0.5kg/cmで押圧しながら0.1m/minの速度で押圧領域をPETフィルムの長手方向に移動させた。
【0159】
それとともに、押圧直後の挟持体には、UVランプから照射された紫外線(波長365nm)を照射し、第1硬化工程を行った。なお、照射した領域は、挟持体の長手方向の両端部(外縁から1mmの外縁部)および挟持体の幅方向の両端部(外縁から1mmの外縁部)を除く部分(中央部)とした。これにより、中央部の樹脂ワニスを硬化させ、仮硬化体を得た。なお、外縁部はフォトマスクにより紫外線が当たらないよう遮蔽した。
【0160】
次いで、PETフィルムから仮硬化体を剥離した。そして、仮硬化体に対して紫外線(波長365nm)を再び照射し、第2硬化工程を行った。本工程では、仮硬化体の全面に紫外線を照射した。これにより、仮硬化体の全体を硬化させ、本硬化体(複合層)とした。
【0161】
続いて、図6、7に示す方法で被覆層を得た。
具体的には、まず、複合層の表面にE−DOAと、光カチオン重合開始剤(チバ・ジャパン製、SP−170)と、を質量比で100:1となるよう混合し、被覆材料を調製した。
【0162】
次いで、複合層の両面に被覆材料を浸漬法により塗布し、液状被膜を得た。
次いで、長尺状のPETフィルム(平均厚さ125μm、幅500mm、長さ3500mm)を用意し、その表面にシリコーン系離型処理を施した後、2枚のPETフィルムで液状被膜を成膜した複合層を挟持し、挟持体を得た。そして、挟持体を厚さ方向に線圧0.5kg/cmで押圧しながら0.1m/minの速度で押圧領域をPETフィルムの長手方向に移動させた。
【0163】
それとともに、押圧直後の挟持体には、UVランプから照射された紫外線(波長365nm)を照射し、第3硬化工程を行った。なお、照射した領域は、挟持体の長手方向の両端部(外縁から1mmの外縁部)および挟持体の幅方向の両端部(外縁から1mmの外縁部)を除く部分(中央部)とした。これにより、中央部の被覆材料を硬化させ、仮硬化膜を得た。なお、外縁部はフォトマスクにより紫外線が当たらないよう遮蔽した。
【0164】
次いで、PETフィルムから仮硬化膜を剥離した。そして、仮硬化膜に対して紫外線(波長365nm)を再び照射し、第4硬化工程を行った。本工程では、仮硬化膜の全面に紫外線を照射した。これにより、仮硬化膜の全体を硬化させ、被覆膜とした。以上のようにして透明複合基板を得た。上述した透明複合基板の製造条件を表1に示す。なお、得られた透明複合基板の側面には、樹脂ワニスから形成された層と被覆材料から形成された層とが積層されてなる端面被覆部が形成された。ここで、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積を電子顕微鏡で観察し、計算により被覆されている割合を算出したところ100%であった。
【0165】
(実施例2〜9)
製造条件を表1および以下に示すように変更した以外は、それぞれ実施例1と同様にして透明複合基板を得た。なお、各実施例の第3硬化工程における外縁部の幅は、第1硬化工程における外縁部の幅と同じにした。
【0166】
また、実施例2、3、4、7、9、後述する実施例10、および比較例2、3で使用した水添ビフェニル型脂環式エポキシ樹脂(ダイセル化学工業製、E−BP)は、下記化学式(2)の構造を有する。また、実施例5、後述する実施例11、および比較例4で使用したジシクロペンタジエン骨格アクリル樹脂(ダイセル・サイテック製、IRR−214K)は、下記化学式(6)の構造を有する。
【0167】
【化7】
【0168】
【化8】
【0169】
また、実施例3、9、10および比較例3において用いた長尺状のTガラス系ガラスクロスは、平均厚さ95μm、平均線径9μmである。
【0170】
また、実施例3、7、8および比較例3において用いたヒーターには、局所加熱が可能な電気ヒーターを用いた。
【0171】
また、実施例3、7、8および比較例3において用いた熱カチオン重合開始剤には、三新化学製、SI−100Lを用いた。
【0172】
また、実施例5、後述する実施例11、および比較例4において用いた光ラジカル重合開始剤には、チバ・ジャパン製、Irgacure184を用いた。
【0173】
また、実施例8および比較例4で使用した被覆層に使用する被覆材料は、グリシジル型エポキシ樹脂であるYX−8000(三菱化学製)とSP−170を質量比で100:1となるよう混合し調製したものである。
【0174】
また、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は、実施例2〜9において97〜99%であった。
【0175】
(実施例10)
第1硬化工程において含浸体の全体を硬化させた後、幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして複合層を得た。得られた複合層は、幅方向の側面においてガラス繊維の端面が露出していた。
【0176】
次いで、実施例1と同様にして、図6、7に示す方法で、この複合層の表面に被覆層を成膜し、透明複合基板を得た。得られた透明複合基板では、表面および幅方向の側面が被覆層で覆われていた。
【0177】
なお、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は92%であった。
【0178】
(実施例11)
実施例1と同様にして、本硬化体(複合層)を得た。その後、被覆層を成膜しなかったが、得られた透明複合基板では、幅方向の側面が複合層で使用している樹脂硬化物で覆われていた。
【0179】
なお、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は95%であった。
【0180】
(比較例1)
第1硬化工程において含浸体の全体を硬化させた後、本硬化体の幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして透明複合基板を得た。得られた透明複合基板では、幅方向の側面においてガラス繊維の端面が露出していた。
【0181】
(比較例2)
第1硬化工程において含浸体の全体を硬化させた後、得られた本硬化体の表面に被覆材料を塗布して液状被膜を成膜した。次いで、得られた液状被膜に紫外線を照射して全体を硬化させ、硬化膜を得た。続いて、硬化膜の幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして透明複合基板を得た。得られた透明複合基板では、幅方向の側面においてガラス繊維の端面が露出していた。
【0182】
(比較例3)
製造条件を表1に示すように変更した以外は、比較例2と同様にして透明複合基板を得た。
【0183】
(比較例4)
製造条件を表1に示すように変更した以外は、比較例2と同様にして透明複合基板を得た。
【0184】
2.透明複合基板の評価
2.1 異物の数の評価
各実施例および各比較例で得られた透明複合基板について、まず、表示素子の製造工程に供される場合を模擬的に再現するため、ベルトコンベア上を10m搬送した。
【0185】
次いで、搬送後の透明複合基板の表面について、それぞれ1cm角の領域を光学顕微鏡で観察した。そして、被覆層の表面に付着している直径1μm以上の異物の数を計測し、計測結果を以下の評価基準にしたがって評価した。なお、評価にあたっては比較例1で得られた透明複合基板についての計測値を1とし、各実施例および各比較例で得られた透明複合基板についての相対値を算出した。
【0186】
<異物の評価基準>
A:異物の数の相対値が0.2未満である
B:異物の数の相対値が0.2以上0.4未満である
C:異物の数の相対値が0.4以上0.6未満である
D:異物の数の相対値が0.6以上0.8未満である
E:異物の数の相対値が0.8以上1未満である
F:異物の数の相対値が1以上である
【0187】
2.2 端面被覆部の評価
各実施例および各比較例で得られた透明複合基板のうち、幅方向の一端部の側面について、それぞれ横断面を電子顕微鏡で観察した。そして、観察像からガラス繊維の端面を覆っている端面被覆部の平均厚さを計測した。なお、端面被覆部が樹脂材料と被覆層の多層構造になっているときは、各層の和を端面被覆部の厚さとした。次いで、計測した端面被覆部の平均厚さを以下の評価基準にしたがって評価した。
【0188】
<端面被覆部の平均厚さの評価基準>
A:100μm以上400μm未満
B:50μm以上100μm未満
C:10μm以上50μm未満
D:10μm未満
E:端面被覆部なし(0μm)
【0189】
2.3 平行光線透過率の評価
分光光度計(島津製作所製、UV2400PC)により、波長550nmにおける平行光線透過率を測定した。
以上の評価結果を表1に示す。
【0190】
【表1】
【0191】
表1から明らかなように、各実施例で得られた透明複合基板は、いずれも比較例で得られた透明複合基板に比べて付着した異物の数が少なかった。このため、各実施例で得られた透明複合基板は、表示素子基板のように光学的な特性が求められる用途に好適に用い得ることが明らかとなった。
【0192】
また、各実施例で得られた透明複合基板は、いずれも端面被覆部を有していることが明らかとなった。一方、各比較例で得られた透明複合基板には端面被覆部が存在しないことが明らかとなった。
【符号の説明】
【0193】
1 透明複合基板
11 側面
12、14 外縁部
13、15 中央部
2 ガラスクロス
21 ガラス繊維
210 端面
3 樹脂材料
30 樹脂ワニス
4 複合層
5 被覆層
51 液状被膜
52 仮硬化膜
6 端面被覆部
71、72 支持部材
101 含浸体
102 仮硬化体
103 本硬化体
【技術分野】
【0001】
本発明は、透明複合基板の製造方法、透明複合基板および表示素子基板に関するものである。
【背景技術】
【0002】
液晶表示素子や有機EL表示素子等の表示素子に用いられるカラーフィルター基板、アクティブマトリックス基板のような表示素子基板や、太陽電池用基板などには、ガラス板が広く用いられている。しかしながら、ガラス板は、割れ易い、曲げられない、軽量化に不向き等の理由から、近年、その代替材としてプラスチック素材からなる基板(プラスチック基板)が検討されている。
【0003】
例えば、特許文献1には、エポキシ樹脂とガラス繊維製布状体(ガラスクロス)とを含む樹脂シートが開示されている。
【0004】
このような樹脂シートは、例えば、ガラスクロスにエポキシ樹脂を含浸させた後、エポキシ樹脂を硬化させることにより製造される。ところが、長尺シートの連続生産時において、端面にガラス繊維が露出していると、その部分が発塵源となり、例えば表示体用途に使用する際に表示品位を低下させる恐れがある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−051960号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、異物の発生や付着の少ない透明複合基板およびかかる透明複合基板を効率よく製造し得る製造方法、および前記透明複合基板を備えた信頼性の高い表示素子基板を提供することにある。
【課題を解決するための手段】
【0007】
このような目的は、下記(1)〜(15)の本発明により達成される。
(1) ガラス繊維の集合体と、前記ガラス繊維の集合体に含浸した樹脂材料と、を有する透明複合基板の製造方法であって、
前記ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、
前記含浸体の少なくとも一方の面に支持部材を重ねた後、前記含浸体の外縁部を除く部分にエネルギーを付与して前記未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、
前記仮硬化体を前記支持部材から剥離する工程と、
前記仮硬化体の外縁部にエネルギーを付与して前記仮硬化体に残る前記未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【0008】
(2) 前記ガラス繊維の集合体は長尺状をなしており、前記含浸体の外縁部は、少なくとも幅方向の両端部の外縁部である上記(1)に記載の透明複合基板の製造方法。
【0009】
(3) 前記ガラス繊維の集合体の平均厚さをtとしたとき、前記外縁部は、前記含浸体の外縁から内側に1t〜500tの範囲である上記(1)または(2)に記載の透明複合基板の製造方法。
【0010】
(4) さらに、前記本硬化体の表面に、未硬化の塗布材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の液状材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の塗布材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する上記(1)ないし(3)のいずれかに記載の透明複合基板の製造方法。
【0011】
(5) ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板の製造方法であって、
前記複合層の表面に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記被覆層を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【0012】
(6) 前記エネルギーは、熱エネルギーまたは光エネルギーである上記(1)ないし(5)のいずれかに記載の透明複合基板の製造方法。
【0013】
(7) 前記外縁部を遮蔽した状態でエネルギーを付与する上記(1)ないし(6)のいずれかに記載の透明複合基板の製造方法。
【0014】
(8) ガラス繊維の集合体に樹脂材料が含浸してなる複合層を有する透明複合基板であって、
前記ガラス繊維の端面が前記樹脂材料で被覆されていることを特徴とする透明複合基板。
【0015】
(9) 前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記樹脂材料の平均厚さは0.01d〜200dである上記(8)に記載の透明複合基板。
【0016】
(10) さらに、前記複合層の表面を覆う被覆層を有し、
前記ガラス繊維の端面が前記樹脂材料と前記被覆層とで順次被覆されている上記(8)または(9)に記載の透明複合基板。
【0017】
(11) ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板であって、
前記ガラス繊維の端面が前記被覆層で被覆されている側面を有することを特徴とする透明複合基板。
【0018】
(12) 前記側面において、前記ガラス繊維の端面が占める全面積のうち、前記被覆層で被覆されている前記端面が占める割合が70%以上である上記(11)に記載の透明複合基板。
【0019】
(13) 前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記被覆層の平均厚さは0.01d〜200dである上記(11)または(12)に記載の透明複合基板。
【0020】
(14) 前記ガラス繊維の集合体は長尺状をなしている上記(8)ないし(13)のいずれかに記載の透明複合基板。
【0021】
(15) 上記(8)ないし(14)のいずれかに記載の透明複合基板を備えることを特徴とする表示素子基板。
【発明の効果】
【0022】
本発明によれば、透明複合基板を製造の際に端面のガラス繊維が樹脂で被覆されるため、その後の工程での異物の発生を抑制できる。
【0023】
また、本発明の透明複合基板では、ガラス繊維の端面が樹脂材料で覆われた側面を有しているため、この側面ではガラス繊維が折れ難い。このため、本発明の透明複合基板は、折れたガラス繊維が新たな異物となったり、その異物が表面に付着したりすることが抑えられたものとなる。
【0024】
このように、異物発生を抑制することで、信頼性の高い表示素子を実現可能な表示素子基板が得られる。
【図面の簡単な説明】
【0025】
【図1】本発明の透明複合基板の第1実施形態を示す断面図である。
【図2】図1の部分拡大図である。
【図3】本発明の透明複合基板の第2実施形態を示す部分拡大図である。
【図4】本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【図5】本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【図6】本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【図7】本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【発明を実施するための形態】
【0026】
以下、本発明の透明複合基板の製造方法、透明複合基板および表示素子基板について添付図面に示す好適実施形態に基づいて詳細に説明する。
【0027】
本発明の透明複合基板の製造方法は、ガラス繊維の集合体と、ガラス繊維の集合体に含浸した樹脂材料と、を有し、樹脂材料がガラス繊維の集合体に含浸した状態で板状に成形され硬化させてなる透明複合基板の製造方法である。
【0028】
具体的には、<1>ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、含浸体の少なくとも一方の面に支持部材を重ねた後、含浸体の外縁部を除く部分にエネルギーを付与して未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、仮硬化体を支持部材から剥離する工程と、仮硬化体の外縁部にエネルギーを付与して仮硬化体に残る未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有する、あるいは、<2>ガラス繊維の集合体と硬化された樹脂材料との複合層に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、前記仮硬化膜を前記支持部材から剥離する工程と、前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する。
【0029】
このような本発明によれば、透明複合基板を製造の際に端面のガラス繊維が樹脂で被覆されるため、その後の工程での異物の発生を抑制することができ、異物付着の少ない透明複合基板を製造することができる。
【0030】
また、得られた透明複合基板は、ガラス繊維の端面が樹脂材料で覆われた側面を有するものとなるため、この側面ではガラス繊維が外力で折れたりすることが防止される。これにより、新たな異物の発生や、発生した異物の表面付着等が生じる確率が低下することとなり、異物付着の少ない透明複合基板が得られる。
【0031】
<透明複合基板>
≪第1実施形態≫
まず、本発明の透明複合基板の第1実施形態について説明する。
【0032】
図1は、本発明の透明複合基板の第1実施形態を示す断面図、図2は、図1の部分拡大図である。
【0033】
図1に示す透明複合基板1は、ガラスクロス(ガラス繊維21の集合体)2と樹脂材料(マトリックス樹脂)3とを含む複合層4を有するものである。以下、各構成要素について説明する。
【0034】
(ガラスクロス)
本発明に用いられるガラスクロス(ガラス繊維21の集合体)2としては、ガラス繊維21を単に束ねたものの他、ガラス繊維21を含む織布や不織布等が挙げられる。図1では、ガラスクロス2が織布である場合を例に図示している。
【0035】
ガラス繊維21を構成する無機系ガラス材料としては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、Tガラス、Dガラス、NEガラス、クオーツ、低誘電率ガラス、高誘電率ガラス等が挙げられ、中でもアルカリ金属などのイオン性不純物が少なく入手の容易なEガラス、Sガラス、Tガラス、NEガラスが好ましく用いられ、特に30℃から250℃における平均線膨張係数が5ppm以下であるSガラスまたはTガラスがより好ましく用いられる。
【0036】
また、無機系ガラス材料の屈折率は、用いる樹脂材料の屈折率に応じて適宜設定されるものの、例えば、1.4〜1.6程度であるのが好ましく、1.5〜1.55程度であるのがより好ましい。これにより、広い波長領域において優れた光学特性を示す透明複合基板1が得られる。
【0037】
ガラスクロス2に含まれるガラス繊維21の平均径dは2〜10μm程度であるのが好ましく、3〜8μm程度であるのがより好ましい。これにより、機械的特性や光学的特性と表面の平滑性とを高度に両立し得る透明複合基板1が得られる。なお、ガラス繊維21の平均径dは、透明複合基板1の横断面を各種顕微鏡等で観察し、観察像から測定される100本分のガラス繊維21の直径の平均値として求められる。
【0038】
一方、ガラスクロス2の平均厚さは、10〜200μm程度であるのが好ましく、20〜120μm程度であるのがより好ましい。ガラスクロス2の平均厚さを前記範囲内にすることにより、透明複合基板1の薄型化を図り、かつ十分な可撓性および透光性を確保しつつ、機械的特性の低下を抑えることができる。
【0039】
また、複数のガラス繊維21からなる束を織って織布とした場合、その束にはガラス繊維21の単糸が30〜300本程度含まれているのが好ましく、50〜250本程度含まれているのがより好ましい。これにより、機械的特性や光学的特性と表面の平滑性とを高度に両立し得る透明複合基板1が得られる。
【0040】
このようなガラスクロス2には、あらかじめ開繊処理が施されているのが好ましい。開繊処理により、複数のガラス繊維21からなる束が拡幅され、束の断面は扁平状に成形される。また、いわゆるバスケットホールも小さくなる。その結果、ガラスクロス2の平滑性が高くなり、透明複合基板1の表面の平滑性も高くなる。開繊処理としては、例えば、ウォータージェットを噴射する処理、エアージェットを噴射する処理、ニードルパンチングを施す処理等が挙げられる。
【0041】
また、ガラス繊維21の表面には、必要に応じてカップリング剤を付与するようにしてもよい。カップリング剤としては、例えば、シラン系カップリング剤、チタン系カップリング剤等が挙げられるが、シラン系カップリング剤が特に好ましく用いられる。シランカップリング剤には、官能基としてエポキシ基、(メタ)アクリロイル基、ビニル基、イソシアネート基、アミド基等を含むものが好ましく用いられる。
【0042】
(樹脂材料)
本発明に用いられる樹脂材料3には、例えば、エポキシ系樹脂、オキセタン系樹脂、イソシアネート系樹脂、アクリレート系樹脂、オレフィン系樹脂、シクロオレフィン系樹脂、ジアリルフタレート系樹脂、ポリカーボネート系樹脂、ジアリルカーボネート系樹脂、ウレタン系樹脂、メラミン系樹脂、ポリイミド系樹脂、芳香族ポリアミド系樹脂、ポリスチレン系樹脂、ポリフェニレン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、シルセスキオキサン系化合物等が挙げられる。このうち、好ましくはエポキシ樹脂が用いられ、より好ましくは脂環式多官能エポキシ樹脂、水添ビフェニル骨格を有する脂環式エポキシ樹脂、水添ビスフェノールA骨格を有する脂環式エポキシ樹脂等の各種脂環式エポキシ樹脂が用いられる。
【0043】
脂環式エポキシ樹脂として、具体的には、3,4−エポキシシクロヘキシルメチル−3’、4’−エポキシシクロヘキセンカルボキシレート、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレート、2−(3,4−エポキシ)シクロヘキシル−5,5−スピロ−(3,4−エポキシ)シクロヘキサン−m−ジオキサン、1,2:8,9−ジエポキシリモネン、ジシクロペンタジエンジオキサイド、シクロオクテンジオキサイド、アセタールジエポキシサイド、ビニルシクロヘキサンジオキシド、ビニルシクロヘキセンモノオキサイド1,2−エポキシ−4−ビニルシクロヘキサン、ビス(3,4−エポキシシクロヘキシルメチル)アジペート、ビス(3,4−エポキシ−6−メチルシクロヘキシルメチル)アジペート、エキソーエキソビス(2,3−エポキシシクロペンチル)エーテル、2,2−ビス(4−(2,3−エポキシプロピル)シクロヘキシル)プロパン、2,6−ビス(2,3−エポキシプロポキシシクロヘキシル−p−ジオキサン)、2,6−ビス(2,3−エポキシプロポキシ)ノルボルネン、リノール酸二量体のジグリシジルエーテル、リモネンジオキシド、2,2−ビス(3,4−エポキシシクロヘキシル)プロパン、o−(2,3−エポキシ)シクロペンチルフェニル−2,3−エポキシプロピルエーテル、1,2−ビス[5−(1,2−エポキシ)−4,7−ヘキサヒドロメタノインダンキシル]エタン、シクロヘキサンジオールジグリシジルエーテルおよびジグリシジルヘキサヒドロフタレート、ε−カプロラクトンオリゴマーの両端にそれぞれ3,4−エポキシシクロヘキシルメタノールと3,4−エポキシシクロヘキシルカルボン酸がエステル結合したもの、エポキシ化されたヘキサヒドロベンジルアルコール等が挙げられ、これらのうちの1種または2種以上の混合物が用いられる。
【0044】
また、本発明では特に分子内に2個以上のエポキシシクロヘキサン環を有する脂環式エポキシ樹脂が好ましく用いられる。このうち、下記化学式(1)、(2)、または(3)で示される脂環式エポキシ構造が特に好適に用いられる。
【0045】
【化1】
[上記式(1)中、−X−は−O−、−S−、−SO−、−SO2−、−CH2−、−CH(CH3)−、または−C(CH3)2−を表す。]
【0046】
【化2】
【0047】
【化3】
【0048】
一方、分子中にエポキシシクロヘキサン環を1個有する脂環式エポキシ樹脂としては、下記化学式(4)、(5)で示される脂環式エポキシ樹脂が特に好適に用いられる。
【0049】
【化4】
【0050】
【化5】
【0051】
このような脂環式エポキシ樹脂は、低温での硬化性に優れることから、低温で硬化処理を行うことができる。これにより、硬化時に樹脂材料3を高温にする必要がなくなるため、その後硬化物を室温に戻しても、温度の変化量を抑えることができる。その結果、本発明の透明複合基板では、温度変化に伴う熱応力の発生を抑制することができ、光学特性に優れたものとなる。
【0052】
また、上述したような脂環式エポキシ樹脂は、硬化後の線膨張係数が低いため、かかる脂環式エポキシ樹脂を含む樹脂材料を用いて得られた透明複合基板1では、ガラスクロス2と樹脂材料3との界面における界面応力が室温において特に小さくなる。このため、上記界面応力の小さい透明複合基板1を得ることができ、かかる透明複合基板1は、光学異方性の小さいものとなる。さらに、線膨張係数が低いため、透明複合基板1では、反りやうねり等の変形が防止される。
【0053】
また、これらの脂環式エポキシ樹脂は、透明性および耐熱性に優れていることから、光透過性に優れ、かつ耐熱性の高い透明複合基板1の実現に寄与するものである。
【0054】
なお、樹脂材料3は、脂環式エポキシ樹脂が主成分であるものが好ましい。この場合の主成分とは、樹脂材料3の50質量%超を占める成分のことをいい、樹脂材料3における脂環式エポキシ樹脂の含有率は70質量%以上であるのが好ましく、80質量%以上であるのがより好ましい。
【0055】
主成分以外の樹脂材料3としては、例えば、グリシジル型エポキシ樹脂のような脂環式エポキシ樹脂以外のエポキシ系樹脂、オキセタン系樹脂、イソシアネート系樹脂、アクリレート系樹脂、オレフィン系樹脂、シクロオレフィン系樹脂、ジアリルフタレート系樹脂、ポリカーボネート系樹脂、ジアリルカーボネート系樹脂、ウレタン系樹脂、メラミン系樹脂、ポリイミド系樹脂、芳香族ポリアミド系樹脂、ポリスチレン系樹脂、ポリフェニレン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、シルセスキオキサン系化合物等が挙げられる。
【0056】
このうち、主成分以外の樹脂材料3にはグリシジル型エポキシ樹脂が好ましく用いられる。脂環式エポキシ樹脂とともにグリシジル型エポキシ樹脂が用いられることにより、透明複合基板1において光学特性の低下を抑えつつ、樹脂材料3の屈折率を容易に調整することができる。すなわち、脂環式エポキシ樹脂とグリシジル型エポキシ樹脂との混合比を適宜調整することによって、樹脂材料3の屈折率を所望の値にすることができる。その結果、光透過性の高い透明複合基板1が得られる。
【0057】
この場合、グリシジル型エポキシ樹脂の添加量は、脂環式エポキシ樹脂100質量部に対して、0.1〜10質量部程度であるのが好ましく、1〜5質量部程度であるのがより好ましい。
【0058】
グリシジル型エポキシ樹脂としては、例えば、グリシジルエーテル型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂等が挙げられる。
【0059】
また、用いるグリシジル型エポキシ樹脂の中でも、カルド構造を有するグリシジル型エポキシ樹脂が好ましく用いられる。すなわち、脂環式エポキシ樹脂にカルド構造を有するグリシジル型エポキシ樹脂を添加して用いることにより、ビスアリールフルオレン骨格に由来する多数の芳香環が含まれることになるため、透明複合基板1の光学特性および耐熱性をより高めることができる。
【0060】
このようなカルド構造を有するグリシジル型エポキシ樹脂としては、例えば、オンコートEXシリーズ(長瀬産業社製)、オグソール(大阪ガスケミカル社製)等が挙げられる。
【0061】
また、主成分以外の樹脂材料3にはシルセスキオキサン系化合物も好ましく用いられ、このうち、オキセタニル基、(メタ)アクリロイル基のような光重合性基を有するシルセスキオキサン系化合物がより好ましく用いられる。脂環式エポキシ樹脂とともにシルセスキオキサン系化合物が用いられることにより、透明複合基板1において光学特性の低下を抑えつつ、樹脂材料3の屈折率を容易に調整することができる。また、オキセタニル基を有するシルセスキオキサン系化合物は、脂環式エポキシ樹脂との相溶性に富んでいるため、均一な混合が可能になり、その結果、屈折率をより確実に調整しつつ、光学特性に優れた透明複合基板1が得られる。
【0062】
このようなオキセタニル基を有するシルセスキオキサン系化合物としては、例えば、OX−SQ、OX−SQ−H、OX−SQ−F(いずれも東亞合成社製)等が挙げられる。
【0063】
この場合、シルセスキオキサン系化合物の添加量は、脂環式エポキシ樹脂100質量部に対して、1〜20質量部程度であるのが好ましく、2〜15質量部程度であるのがより好ましい。
【0064】
さらには、本発明に用いられる樹脂材料3は、ガラス転移温度が150℃以上であるのが好ましく、170℃以上であるのがより好ましい。これにより、透明複合基板1の製造後、これを表示素子基板に加工する際において各種加熱処理を施したとしても、透明複合基板1に反りや変形等が発生するのを防止することができる。
【0065】
また、樹脂材料3の屈折率は、ガラスクロスの屈折率にできるだけ近い方がよく、具体的には、両者の屈折率差は0.01以下であるのが好ましく、0.005以下であるのがより好ましい。これにより、光透過性の高い透明複合基板1が得られる。
【0066】
(その他の成分)
本発明の透明複合基板は、上記のもの以外にフィラー等を含んでいてもよい。
【0067】
フィラーとしては、例えば無機系ガラス材料の繊維片または粒子等で構成されたガラスフィラーが挙げられる。ガラスフィラーが樹脂材料3中に分散することで、透明複合基板1の光透過性を阻害することなく機械的特性を高めることができる。
【0068】
ガラスフィラーとしては、具体的には、ガラスチョップドストランド、ガラスビーズ、ガラスフレーク、ガラスパウダー、ミルドガラス等が挙げられる。
【0069】
無機系ガラス材料としては、前述したガラスクロスの構成材料と同様のものが用いられる。
【0070】
フィラーの含有量は、ガラスクロス100質量部に対して1〜90質量部程度であるのが好ましく、3〜70質量部程度であるのがより好ましい。
【0071】
なお、フィラーの直径は100nm以下であるのが好ましい。このようなフィラーは、界面での散乱が生じ難いので、透明複合基板1の透明性が比較的高くなる。
【0072】
また、樹脂材料3中に前述したカップリング剤を添加するようにしてもよい。これにより、前述した応力集中をさらに緩和することができ、透明複合基板1の光学特性をより高めることができる。樹脂材料3中にカップリング剤を添加する場合、その添加量は樹脂材料100質量部に対して0.01〜5質量部程度であるのが好ましく、0.05〜2質量部程度であるのがより好ましい。
【0073】
(被覆層)
本発明の透明複合基板が備える複合層4の表面には、必要に応じて被覆層5を設けるようにしてもよい。被覆層5を設けることにより、透明複合基板1の表面を平滑化、平坦化することができる。
【0074】
かかる被覆層5の構成材料としては、例えば、エポキシ樹脂、アクリル樹脂等が挙げられる。また、エポキシ樹脂の中でも脂環式エポキシ樹脂が好ましく用いられる。被覆層の平均厚さは、0.1〜30μm程度であるのが好ましく、0.5〜30μm程度であるのがより好ましい。
【0075】
また、本発明の透明複合基板が有する複合層4は、前述したように、異物の発生、付着の少ないものとなる。このため、この複合層4の表面に被覆層5を成膜したとき、複合層4と被覆層5との層間に異物が介在するのを抑制し、異物の介在によって光学特性が低下する確率を低くすることができる。したがって、光学特性に優れた透明複合基板1が得られる。
【0076】
(端面被覆部)
本発明の透明複合基板は、図2に示すように、ガラス繊維21の端面210を被覆するように樹脂材料3が広がっているよう構成された側面11を有している。すなわち、樹脂材料3は、ガラスクロス2の隙間に含浸するとともに、一部が透明複合基板1の側面11においてガラス繊維21の端面210を被覆している。このような構造になっていると、透明複合基板1のこの側面11においてはガラス繊維21の端面210が露出することが防止され、ガラス繊維21の切断端部が樹脂材料3で補強されることとなる。その結果、仮に透明複合基板1に外力が加わったときでも、ガラス繊維21の切断端部が折れたりあるいは欠けたりすることが防止され、ガラス繊維片からなる異物の発生(脱落)が防止される。なお、以下の説明では、ガラス繊維21の端面210を被覆している樹脂材料3を特に「端面被覆部6」という。
【0077】
端面被覆部6の平均厚さは、特に限定されないが、例えば、ガラス繊維21の平均径をdとしたとき、0.01d〜200d程度であるのが好ましく、0.02d〜100d程度であるのがより好ましい。端面被覆部6の平均厚さを前記範囲内とすることにより、ガラス繊維21が折れるのを防止するのに十分な補強効果が得られるとともに、厚くなり過ぎた端面被覆部6が脱落してしまうのを防止することができる。すなわち、ガラス繊維21から生じる異物の発生と、樹脂材料3から生じる異物の発生の双方を防止することができる。
【0078】
なお、端面被覆部6が設けられた側面11において、ガラス繊維21の端面210が占める全面積のうち、端面被覆部6が占める面積は70%以上であることが好ましく、80%以上がさらに好ましい。これにより、異物の発生を効果的に抑制できる。ここで、端面210が占める全面積のうちの端面被覆部6が占める面積の割合は、以下のようにして算出することができる。例えば100本のガラス繊維21の端面210の面積(ガラス繊維21の断面積)のうち、端面被覆部6で覆われている面積の割合が70%である場合、前記割合は70%となる。
【0079】
これを式で表わすと下記の通りとなる。
(端面被覆部6が占める面積)/(ガラス繊維21の端面210が占める全面積)×100(%)
【0080】
なお、ここで記載している「ガラス繊維21の端面210」とは、側面11に垂直な方向に延伸しているガラス繊維の端面を指しており、図1に示す断面図において楕円形をなしているガラス繊維21の束の端面を指すものである。なぜなら、この端面が端面被覆部6によって被覆されていない場合にガラス繊維21の折れが生じることにより、異物の発生が顕著になるからである。
【0081】
また、複合層4の表面に前述した被覆層5が設けられている場合には、ガラス繊維21の端面210は、樹脂材料3で被覆されるのみでなく、この被覆層5によっても被覆されるのが好ましい。このような多層構造の端面被覆部6により、ガラス繊維片からなる異物の発生(脱落)が防止されるという効果がより増強される。それとともに、被覆層5がガラス繊維21の端面210を覆うことにより、アンカー効果が発揮され、被覆層5が剥離し難くなるという副次的な効果も得られる。
【0082】
また、複合層4(透明複合基板1)としては長尺状のものが好ましく、この場合、端面被覆部6を有する側面11は少なくとも複合層4の幅方向の両端部側面に適用されるのが好ましい。これにより、複合層4は、各種用途に用いられるための量産プロセスに供される際、特に生産性に優れたものとなる。これは、透明複合基板1を各種製造工程に供する際、長尺状の透明複合基板1であれば、順次繰り出すようにして製造プロセスに供給可能であるため、生産性が高いからである。また、その製造プロセスにおいて複合層4の表面に被覆層5を成膜する際にも、長尺状のまま成膜可能であるため、成膜前に幅方向の両端部において切断作業を行うことがなく、したがって異物の発生が防止される。
【0083】
(透明複合基板の特性)
また、表示素子基板の波長400nmにおける全光線透過率は、70%以上であるのが好ましく、より好ましくは75%以上であり、さらに好ましくは78%以上である。波長400nmにおける全光線透過率が下限値未満であると表示素子における表示性能が十分でないおそれがある。
【0084】
また、透明複合基板の平均厚さは、特に限定されないが、40〜200μm程度であるのが好ましく、50〜100μm程度であるのがより好ましい。
【0085】
また、本発明の透明複合基板は、30℃〜150℃における平均線膨張係数が40ppm以下であることが好ましく、より好ましくは20ppm以下、さらに好ましくは10ppm以下である。例えば、この透明複合シートをアクティブマトリックス表示素子用基板に用いた場合、この上限値を超えると、その製造工程において反りやアルミ配線の断線等の問題が生じるおそれがある。
【0086】
≪第2実施形態≫
次に、本発明の透明複合基板の第2実施形態について説明する。
図3は、本発明の透明複合基板の第2実施形態を示す部分拡大図である。
【0087】
以下、第2実施形態について説明するが、第1実施形態との相違点を中心に説明し、同様の事項についてはその説明を省略する。
【0088】
第2実施形態は、複合層4の構成が異なる以外、第1実施形態と同様である。
第2実施形態は、複合層4においてガラス繊維21の端面210が樹脂材料3で被覆されていないものの、被覆層5で被覆されている。したがって、第1実施形態では端面被覆部6が樹脂材料3と被覆層5の積層構造であったのに対し、第2実施形態では被覆層5のみで端面被覆部6が構成されている。
【0089】
このような構成であっても、ガラス繊維21の端面210の露出が防止されるため、ガラス繊維21の切断端部が被覆層5で補強されることとなる。その結果、ガラス繊維21の切断端部が折れたりあるいは欠けたりすることが防止され、ガラス繊維片からなる異物の発生(脱落)が防止される。
【0090】
<表示素子基板>
本発明の透明複合基板は、例えば、液晶表示素子用基板、有機EL素子用基板、カラーフィルター用基板、TFT用基板、電子ペーパー用基板、タッチパネル用基板のような各種表示素子基板(本発明の表示素子基板)の他、太陽電池用基板等にも適用される。
【0091】
本発明の表示素子基板は、本発明の透明複合基板を備えるものであり、必要に応じて透明複合基板の表面に成膜された機能層を有する。
【0092】
かかる機能層としては、例えば、酸化インジウム、酸化スズ、スズ−インジウム合金の酸化物等で構成される透明導電層、金、銀、パラジウムまたはこれらの合金等で構成される金属導電層、酸化ケイ素、塩化ビニリデン系ポリマー、ビニルアルコール系ポリマー等で構成されるガスバリア層、エポキシ樹脂等で構成される平滑層、ゴム状またはゲル状のシリコーン硬化物、ポリウレタン、エポキシ樹脂、アクリル樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、塩化ビニル樹脂、ポリアミド樹脂、ポリカーボネート樹脂、ポリアセタール樹脂、ポリエーテルスルフォン、ポリスルフォン等で構成される衝撃緩衝層等が挙げられる。
【0093】
このうち、平滑層は、耐熱性、透明性、耐薬品性を有していることが好ましく、エポキシ樹脂の中でも透明複合材料中に含まれる脂環式エポキシ樹脂と同じ組成のものがコート層の構成材料としてより好ましく用いられる。コート層の平均厚さは、0.1〜30μm程度であるのが好ましく、0.5〜30μm程度であるのがより好ましい。
【0094】
また、層構成としては、透明複合基板の少なくとも片側に平滑層を設け、さらにその上に衝撃緩衝層を設ける構成、または、透明複合基板の少なくとも片側に衝撃緩衝層を設け、さらにその上に平滑層を設ける構成等が挙げられる。
【0095】
また、本発明の表示素子基板は、元々ガラス基板よりも落球試験による耐衝撃性が優れているが、上記のような衝撃緩衝層を設けることにより、さらに耐衝撃性が向上する。
【0096】
前述したように、本発明の透明複合基板は、異物の発生、付着の少ないものとなるため、これらに起因する光学特性の低下を抑制することができる。このため、高品質で信頼性の高い表示素子を実現可能な表示素子基板が得られる。
【0097】
<透明複合基板の製造方法>
≪第1実施形態≫
次に、本発明の透明複合基板の製造方法の第1実施形態について説明する。
図4、5は、本発明の透明複合基板の製造方法の第1実施形態を示す断面図である。
【0098】
透明複合基板の製造方法の第1実施形態は、前述したように、含浸体を得る工程(含浸工程)と、仮硬化体を得る工程(第1硬化工程)と、仮硬化体を支持部材から剥離する工程(第1剥離工程)と、本硬化体を得る工程(第2硬化工程)と、被覆層を成膜する工程と、を有する。以下、各工程について順次説明する。
【0099】
[1]
まず、ガラスクロス2に含浸させる樹脂材料を含む樹脂ワニスを調製する。樹脂ワニスは、上述した未硬化の樹脂材料、フィラー等のその他の成分、有機溶剤等を含む他、必要に応じて、硬化剤、酸化防止剤、難燃剤、紫外線吸収剤等を含むものである。
【0100】
(硬化剤)
かかる硬化剤としては、酸無水物、脂肪族アミン等の架橋剤、カチオン系硬化剤、アニオン系硬化剤等が挙げられ、これらの1種または2種以上の混合物が用いられる。
【0101】
これらの中でも特にカチオン系硬化剤が好ましく用いられる。カチオン系硬化剤によれば、エポキシ樹脂を比較的低温で硬化させることができるので、硬化時に樹脂ワニスを高温にする必要がなく、温度変化に伴う熱応力の発生を抑制することができる。その結果、光学異方性の低い透明複合基板が得られる。
【0102】
また、カチオン系硬化剤を用いることにより、耐熱性(例えばガラス転移温度)の高い透明複合基板が得られる。これは、カチオン系硬化剤を用いることにより、エポキシ樹脂の硬化物の架橋密度が高くなるためであると考えられる。
【0103】
前記カチオン系硬化剤としては、加熱によりカチオン重合を開始させる物質を放出するもの、例えばオニウム塩系カチオン硬化剤、またはアルミニウムキレート系カチオン硬化剤や、活性エネルギー線によってカチオン重合を開始させる物質を放出させるもの、例えばオニウム塩系カチオン系硬化剤等が挙げられる。これらの中でも、光カチオン系硬化剤が好ましい。これにより、光の照射領域を選択することのみで、硬化の有無を容易に選択することができる。
【0104】
光カチオン系硬化剤としては、多官能カチオン重合性化合物および単官能カチオン重合性化合物を光カチオン重合反応させ得るものであればよく、例えば、ルイス酸のジアゾニウム塩、ルイス酸のヨードニウム塩、ルイス酸のスルホニウム塩等のオニウム塩が挙げられる。具体的には、四フッ化ホウ素のフェニルジアゾニウム塩、六フッ化リンのジフェニルヨードニウム塩、六フッ化アンチモンのジフェニルヨードニウム塩、六フッ化ヒ素のトリ−4−メチルフェニルスルホニウム塩、四フッ化アンチモンのトリ−4−メチルフェニルスルホニウム塩等が挙げられる。
【0105】
一方、熱カチオン系硬化剤としては、例えば芳香族スルホニウム塩、芳香族ヨードニウム塩、アンモニウム塩、アルミニウムキレート、三フッ化ホウ素アミン錯体等が挙げられる。
【0106】
このようなカチオン系硬化剤の含有量は、特に限定されないが、脂環式エポキシ樹脂100質量部に対して0.1〜5質量部程度であるのが好ましく、特に0.5〜3重量部が好ましい。含有量が前記下限値未満であると硬化性が低下する場合があり、前記上限値を超えると透明複合基板が脆くなる場合がある。
【0107】
光硬化させる場合は、必要に応じて硬化反応を促進させるため増感剤、酸増殖剤等も併せて用いることができる。
【0108】
(酸化防止剤)
酸化防止剤としては、例えば、フェノール系酸化防止剤、リン系酸化防止剤、イオウ系酸化防止剤等が用いられるが、特にヒンダードフェノール系酸化防止剤が好ましく用いられる。
【0109】
なお、樹脂ワニスは、その特性を損なわない範囲で必要に応じて、熱可塑性樹脂または熱硬化性樹脂のオリゴマーやモノマー剤等を含んでいてもよい。なお、これらのオリゴマーやモノマーを使用する場合は、全体の屈折率がガラスクロスの屈折率に合うように組成比が適宜設定される。
樹脂ワニスは、以上のような成分を混合して得られる。
【0110】
その後、図4(a)に示すように得られた樹脂ワニス30をガラスクロス2に含浸させる。樹脂ワニス30をガラスクロス2に含浸させる際には、例えば、樹脂ワニス30中にガラスクロス2を浸漬する方法、ガラスクロス2に樹脂ワニス30を塗布する方法等が用いられる。また、樹脂ワニス30をガラスクロス2に含浸させた後、樹脂ワニス30が未硬化の状態または硬化させた後に、その上からさらに樹脂ワニス30を塗布するようにしてもよい。
【0111】
その後、必要に応じて樹脂ワニス30に脱泡処理を施す。これにより含浸体101を得る。
【0112】
なお、ガラスクロス2としては、長尺状のものが好ましく用いられる。長尺状のガラスクロス2は、ロール状に巻き取ることが可能であるため、順次繰り出すことによって連続的に樹脂ワニス30を含浸させることができるからである。
【0113】
[2]
[2−1]次いで、図4(b)に示すように、得られた含浸体101の両面にシート状の支持部材71を重ねる。これにより、含浸体101に含まれた樹脂ワニス30は、シート状の支持部材71によって平坦化、平滑化されるとともに、ガラスクロス2の内部により浸透するように押圧される。その結果、一部の樹脂ワニス30は、ガラスクロス2の端部から外側にはみ出ることとなる。
【0114】
シート状の支持部材71には、ポリエステルフィルム、ポリイミドフィルム等が用いられる。
【0115】
含浸体101に対してシート状の支持部材71を押圧する際、その圧力は、ガラスクロス2を必要以上に変形させず、かつガラスクロス2の厚さと同程度になるまで含浸体101を圧縮し得る圧力に調整される。この圧力は、ガラスクロス2の厚さおよび幅や樹脂ワニス30の粘度、周囲の環境(温度等)に応じて異なるが、一例として、単位長さ当たりの加圧力は0.05〜5kg/cm程度であるのが好ましく、0.1〜2kg/cm程度であるのがより好ましい。
【0116】
また、シート状の支持部材71は、後述する工程で光エネルギーを用いる場合、光を透過させる必要があるため、透明(半透明、色つきの透明を含む。)であるのが好ましい。
【0117】
なお、含浸体101に重ねられる支持部材71は、含浸体101の両面に重ねられるのが好ましいが、一方の面のみであってもよい。
【0118】
[2−2]次いで、含浸体101の両面にシート状の支持部材71を重ねた状態で、含浸体101にエネルギーを付与する。図4(c)では、含浸体101のうち、平面視における外縁部12およびそれより外側の部分を除く部分、すなわち平面視における中心から外縁部12の内縁までの部分にエネルギーを付与する。以下では、この部分を「中央部13」という。エネルギーの付与により、含浸体のうち、中央部13の樹脂ワニス30を硬化させ、仮硬化体102を得る(第1硬化工程)。
【0119】
付与するエネルギーは、樹脂ワニス30に含まれる硬化剤や樹脂材料の組成に応じて適宜選択され、電子線、X線等も考えられるが、一般的には光エネルギーまたは熱エネルギーである。光エネルギーを付与する場合、例えば紫外線、可視光、赤外線等の光を照射する。これらはフォトマスク等を用いて照射領域を容易に選択可能であるため、本工程において好ましく用いられる。一方、熱エネルギーを付与する場合、局所的に加熱可能なヒーター等を用いることで中央部13を選択的に加熱することができる。この場合、断熱材等を用いて非加熱領域を容易に断熱することができる。
【0120】
光エネルギーとしては、例えば波長200〜400nm程度の紫外線が用いられ(図4(c)参照)、光源にはUVランプ、UV−LED、UVレーザー等が用いられる。
【0121】
付与される光エネルギー量(積算光量)は、5mJ/cm2以上1000mJ/cm2以下であるのが好ましく、10mJ/cm2以上800mJ/cm2以下であるのがより好ましい。積算光量が前記範囲内であれば、ムラなく均一に、かつ確実に硬化させることができる。
【0122】
また、照射強度は、10mW/cm2以上2000mW/cm2以下であるのが好ましく、20mW/cm2以上1500mW/cm2以下であるのがより好ましい。
【0123】
一方、中央部13を加熱する場合、加熱条件としては、樹脂ワニス30を硬化させつつシート状の支持部材71を変質させない条件に設定され、好ましくは加熱温度が50〜300℃程度、加熱時間が0.5〜10時間程度とされ、より好ましくは加熱温度が170〜270℃程度、加熱時間が1〜5時間程度とされる。
【0124】
また、加熱温度は途中で変更するようにしてもよい。例えば、当初は50〜100℃程度で0.5〜3時間程度加熱し、その後、200〜300℃程度で0.5〜3時間程度加熱するようにしてもよい。
【0125】
このように中央部13を選択的に加熱した結果、中央部13の樹脂ワニス30は硬化し、外縁部12およびそれより外側の樹脂ワニス30は未硬化の状態を維持することとなる。このような状態のものを前述した仮硬化体102とする(図4(d)参照)。
【0126】
ここで、得られた仮硬化体102は、外縁部12の樹脂ワニス30が未硬化であり、中央部13の樹脂ワニス30が硬化したものである。
【0127】
また、ここでいう「硬化」とは、硬化反応が開始している状態のことをいい、その硬化率(反応率)は特に限定されない。すなわち、半硬化状態と完全硬化状態とを含む。一方、「未硬化」とは、樹脂モノマーが未反応の状態にあることをいう。
【0128】
なお、仮硬化体102における中央部13の反応率、すなわち中央部13の全樹脂モノマーのうち、硬化反応に供された樹脂モノマーの質量比は、50%以上であるのが好ましく、80%以上であるのがより好ましい。これにより、中央部13における樹脂材料3とガラスクロス2とが確実に一体化し、上述したような作用、効果を確実に発揮させることができる。
【0129】
[3]次いで、図5(a)に示すように支持部材71から仮硬化体102を剥離する(第1剥離工程)。仮硬化体102を徐々に引き剥がすと、中央部13では硬化した樹脂材料3がガラスクロス2に含浸した状態で一体化しているのでガラスクロス2とともに支持部材71から剥離するが、外縁部12では樹脂ワニス30が硬化していないのでガラスクロス2に含浸していない樹脂ワニス30は支持部材71側に残存する。これは、ガラスクロス2に近接している樹脂ワニス30では、ガラスクロス2との間に界面張力等の相互作用が働いているが、ガラスクロス2から離れている場合、このような相互作用が働かず、支持部材71側に取り残されることが起因していると推察される。したがって、外縁部12の中でも、ガラスクロス2に含浸している未硬化の樹脂ワニス30はガラスクロス2とともに支持部材71から剥離され、ガラスクロス2に含浸していない未硬化の樹脂ワニス30、すなわち含浸工程においてガラスクロス2の端部からはみ出た樹脂ワニス30は支持部材71側に残存することとなる。その結果、この剥離工程において自ずと余分な樹脂ワニス30が除去されることとなり、最終的に余分な樹脂材料3を切断、除去する工程が不要になる。よって、本発明によれば切断に伴う異物の発生、付着が防止されることとなる。
【0130】
なお、上記相互作用により、仮硬化体102の側面においては、上記のようにして余分な樹脂ワニス30が除去されたことにより、ガラス繊維21の端面210を覆うように樹脂ワニス30の薄い層が付着する。この薄い層が最終的に端面被覆部6となる。
【0131】
ここで、外縁部12の幅、すなわち外縁部12の外縁から内縁までの距離は、ガラスクロス2の平均厚さをtとしたとき1t〜500tの範囲であるのが好ましく、10t〜300tの範囲であるのがより好ましい。この範囲にすることで、発塵源を抑制可能な前記端面被覆部6を作製できる。これにより、ガラスクロス2からはみ出した樹脂ワニス30がガラスクロス2とともに支持部材71から剥離されてしまうのを確実に防止しつつ、ガラスクロス2に含浸した樹脂ワニス30までが意図せず支持部材71側に残存してしまうことも防止することができる。
【0132】
[4]次いで、図5(b)に示すように支持部材71から剥離した仮硬化体102にエネルギーを付与する。これにより、仮硬化体102に残る未硬化の樹脂ワニス30を硬化させ、図5(c)に示す本硬化体103を得る(第2硬化工程)。
【0133】
付与するエネルギーは、第1硬化工程におけるエネルギーと同様であり、例えば光エネルギーまたは熱エネルギーが用いられる。
【0134】
本工程では、外縁部12にエネルギーが付与されれば足り、中央部にはエネルギーが付与されなくてもよいが、本工程において中央部にもエネルギーを付与することで、2回に分けてエネルギーを付与することになるため、中央部における樹脂ワニスの硬化の均一化を図ることができる。
以上のようにして得られる本硬化体103が複合層4となる。
【0135】
なお、得られた本硬化体103は、外縁部12および中央部13を含めた全体で硬化反応が開始している状態のことをいい、その硬化率(反応率)は特に限定されない。すなわち、半硬化状態と完全硬化状態とを含む。本硬化体103が半硬化状態であって、これを短時間で完全硬化させるためには、必要に応じてさらに熱エネルギーを付与すればよい。
【0136】
[5]その後、図5(d)に示すように複合層4の表面に被覆層5を成膜する。
被覆層5の成膜は、例えば、被覆層5の原料を含む液体中に複合層4を浸漬する方法、前記液体を複合層4に塗布する方法、複合層4に前記液体を噴霧する方法、各種気相成膜法等が用いられる。
【0137】
複合層4の表面に成膜された被覆層5は、前述した端面被覆部6の上にも成膜されることとなる。その結果、端面被覆部6は多層構造になり、前述したように異物の発生(脱落)をより確実に防止することができる。このような多層構造の端面被覆部6を確実に製造するためには、後述する第2実施形態により被覆層5を成膜するのが好ましい。これにより、図1、2に示す透明複合基板1が得られる。
【0138】
被覆層5の原料を含む液体としては、樹脂モノマーを溶剤に溶解したもの等が挙げられ、例えば前述した樹脂ワニス30と同様にして調製することができる。
【0139】
≪第2実施形態≫
次に、本発明の透明複合基板の製造方法の第2実施形態について説明する。
図6、7は、本発明の透明複合基板の製造方法の第2実施形態を示す断面図である。
【0140】
透明複合基板の製造方法の第2実施形態は、複合層4の表面を覆う液状被膜51を得る工程(塗布工程)と、液状被膜51の外縁部14を除く部分にエネルギーを付与し、仮硬化膜52を得る工程(第3硬化工程)と、仮硬化膜52を支持部材72から剥離する工程(第2剥離工程)と、仮硬化膜52の外縁部14にエネルギーを付与し、被覆層5を得る工程(第4硬化工程)と、を有する。以下、各工程について順次説明する。
【0141】
[1]まず、複合層4の表面に被覆層5を成膜する。
[1−1]本工程において用いる複合層4は、いかなる方法で製造されたものでもよいが、ここでは従来の方法で製造されたものとする。すなわち、第1実施形態の第1硬化工程において含浸体の全体を硬化させ、その後、外縁部を切断して除去することにより製造されたものである。このような複合層4では、側面においてガラス繊維21の端面210が露出することとなる。
【0142】
[1−2]複合層4の表面を覆うように未硬化の被覆材料を塗布し、図6(a)に示すように液状被膜51を得る(塗布工程)。本工程は、前述した被覆層5の成膜方法と同様である。また、被覆材料としては、前述の樹脂ワニス30と同様のものを用いることができる。
【0143】
[2]
[2−1]次いで、図6(b)に示すように、得られた液状被膜51の表面にシート状の支持部材72を重ねる。これにより、液状被膜51は、シート状の支持部材72によって平坦化、平滑化される。その結果、一部の液状被膜51は外側に広がることとなる。
【0144】
[2−2]次いで、液状被膜51の外縁部14を除く部分、すなわち平面視における中心から外縁部14の内縁までの部分にエネルギーを付与する(図6(c)参照)。以下では、この部分を「中央部15」という。エネルギーの付与により、液状被膜51のうち、中央部15の液状被膜51を硬化させ、図6(d)に示す仮硬化膜52を得る(第3硬化工程)。
【0145】
[3]次いで、図7(a)に示すように支持部材72から仮硬化膜52を成膜した複合層4を剥離する(第2剥離工程)。仮硬化膜52と支持部材72とが徐々に引き剥がされると、中央部15では硬化した被覆材料が複合層4に密着した状態で一体化しているので複合層4とともに支持部材72から剥離するが、外縁部14では被覆材料が硬化していないので複合層4に密着していない被覆材料は支持部材72側に残存する。その結果、この剥離工程において自ずと余分な被覆材料が除去されることとなり、最終的に余分な被覆層5を切断、除去する工程が不要になる。よって、本発明によれば切断に伴う異物の発生、付着が防止されることとなる。
【0146】
なお、複合層4の側面においては、上記のようにして余分な被覆材料が除去されたことにより、ガラス繊維21の端面210を覆うように被覆材料の薄い層が付着した状態する。この薄い層が最終的に端面被覆部6となる。
【0147】
[4]次いで、図7(b)に示すように支持部材72から剥離した仮硬化膜52にエネルギーを付与する。これにより、仮硬化膜52に残る未硬化の被覆材料を硬化させ、図7(c)に示す被覆層5を得る(第4硬化工程)。
以上のようにして図3に示す透明複合基板1が得られる。
【0148】
以上、本発明について説明したが、本発明は、これに限定されるものではなく、例えば透明複合基板および表示素子基板には、任意の構成物が付加されていてもよい。また、透明複合基板の製造方法には、任意の目的の工程が付加されていてもよい。
【0149】
なお、上述したような端面被覆部6を有する複合層4は、2回の硬化処理を伴う本発明の透明複合基板の製造方法の他、1回の硬化処理と切断処理とを伴う製造方法によっても製造可能である。
【0150】
すなわち、本発明の透明複合基板の製造方法の第1実施形態では、上述したように第1硬化工程において、含浸体101のうち、平面視における中心から外縁部12の内縁までの部分の樹脂ワニス30をまず硬化させるのに対し、1回の硬化処理を伴う製造方法では、含浸体101の全体を硬化させた後、余分な樹脂ワニス30を切断処理によって除去することで、端面被覆部6を有する複合層4を製造することができる。
【0151】
具体的には、本製造方法では、まず、第1硬化工程において含浸体101の全体を硬化させる。これにより、ガラスクロス2の端部からはみ出た樹脂ワニス30も、その状態で硬化することとなる。その後、ガラスクロス2を切断しないように、はみ出た樹脂ワニス30の硬化物のみを切断して除去する。その結果、ガラス繊維21の端面210が樹脂材料3で覆われた状態が形成され、端面被覆部6が形成されることとなる。
【0152】
はみ出た樹脂ワニス30の硬化物を切断するには、例えば、レーザー加工法、機械的加工法等が用いられる。また、ガラスクロス2を切断しないようにするためには、例えば、ガラスクロス2の外縁の位置を記憶しておき、その位置に基づいて切断する方法、所定の波長の光を入射し、ガラスクロス2と樹脂ワニス30の硬化物との間で透過率に差が生じるのを利用して切断位置を決定する方法等を採用することができる。
【0153】
なお、含浸体101に支持部材71を重ねる処理は、必要に応じて行えばよく、省略することもできる。
【実施例】
【0154】
次に、本発明の具体的実施例について説明する。
1.透明複合基板の製造
(実施例1)
実施例1では、図4、5に示す方法で複合層を得た。
【0155】
具体的には、まず、長尺状のNEガラス系ガラスクロス(平均厚さ95μm、平均線径9μm)に、下記化学式(1)の構造を有し、「−X−」が「−CH(CH3)−」であるものである脂環式エポキシ樹脂(ダイセル化学工業製、E−DOA)と、シルセスキオキサン系オキセタン(東亞合成製、OX−SQ−H)と、光カチオン重合開始剤(チバ・ジャパン製、SP−170)と、を表1に示す割合で混合し、樹脂ワニスを調製した。なお、本実施例以降、脂環式エポキシ樹脂としてE−DOAを用いる場合は、メチルイソブチルケトンを併用して樹脂ワニスの樹脂濃度が80質量%となるようにして用いた。
【0156】
【化6】
【0157】
次いで、得られた樹脂ワニスにガラスクロスを浸漬させ、その後、脱泡処理を施した。これにより、含浸体を得た。
【0158】
次いで、長尺状のPETフィルム(平均厚さ125μm、幅500mm、長さ3500mm)を用意し、その表面にシリコーン系離型処理を施した後、2枚のPETフィルムで含浸体を挟持し、挟持体を得た。そして、挟持体を厚さ方向に線圧0.5kg/cmで押圧しながら0.1m/minの速度で押圧領域をPETフィルムの長手方向に移動させた。
【0159】
それとともに、押圧直後の挟持体には、UVランプから照射された紫外線(波長365nm)を照射し、第1硬化工程を行った。なお、照射した領域は、挟持体の長手方向の両端部(外縁から1mmの外縁部)および挟持体の幅方向の両端部(外縁から1mmの外縁部)を除く部分(中央部)とした。これにより、中央部の樹脂ワニスを硬化させ、仮硬化体を得た。なお、外縁部はフォトマスクにより紫外線が当たらないよう遮蔽した。
【0160】
次いで、PETフィルムから仮硬化体を剥離した。そして、仮硬化体に対して紫外線(波長365nm)を再び照射し、第2硬化工程を行った。本工程では、仮硬化体の全面に紫外線を照射した。これにより、仮硬化体の全体を硬化させ、本硬化体(複合層)とした。
【0161】
続いて、図6、7に示す方法で被覆層を得た。
具体的には、まず、複合層の表面にE−DOAと、光カチオン重合開始剤(チバ・ジャパン製、SP−170)と、を質量比で100:1となるよう混合し、被覆材料を調製した。
【0162】
次いで、複合層の両面に被覆材料を浸漬法により塗布し、液状被膜を得た。
次いで、長尺状のPETフィルム(平均厚さ125μm、幅500mm、長さ3500mm)を用意し、その表面にシリコーン系離型処理を施した後、2枚のPETフィルムで液状被膜を成膜した複合層を挟持し、挟持体を得た。そして、挟持体を厚さ方向に線圧0.5kg/cmで押圧しながら0.1m/minの速度で押圧領域をPETフィルムの長手方向に移動させた。
【0163】
それとともに、押圧直後の挟持体には、UVランプから照射された紫外線(波長365nm)を照射し、第3硬化工程を行った。なお、照射した領域は、挟持体の長手方向の両端部(外縁から1mmの外縁部)および挟持体の幅方向の両端部(外縁から1mmの外縁部)を除く部分(中央部)とした。これにより、中央部の被覆材料を硬化させ、仮硬化膜を得た。なお、外縁部はフォトマスクにより紫外線が当たらないよう遮蔽した。
【0164】
次いで、PETフィルムから仮硬化膜を剥離した。そして、仮硬化膜に対して紫外線(波長365nm)を再び照射し、第4硬化工程を行った。本工程では、仮硬化膜の全面に紫外線を照射した。これにより、仮硬化膜の全体を硬化させ、被覆膜とした。以上のようにして透明複合基板を得た。上述した透明複合基板の製造条件を表1に示す。なお、得られた透明複合基板の側面には、樹脂ワニスから形成された層と被覆材料から形成された層とが積層されてなる端面被覆部が形成された。ここで、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積を電子顕微鏡で観察し、計算により被覆されている割合を算出したところ100%であった。
【0165】
(実施例2〜9)
製造条件を表1および以下に示すように変更した以外は、それぞれ実施例1と同様にして透明複合基板を得た。なお、各実施例の第3硬化工程における外縁部の幅は、第1硬化工程における外縁部の幅と同じにした。
【0166】
また、実施例2、3、4、7、9、後述する実施例10、および比較例2、3で使用した水添ビフェニル型脂環式エポキシ樹脂(ダイセル化学工業製、E−BP)は、下記化学式(2)の構造を有する。また、実施例5、後述する実施例11、および比較例4で使用したジシクロペンタジエン骨格アクリル樹脂(ダイセル・サイテック製、IRR−214K)は、下記化学式(6)の構造を有する。
【0167】
【化7】
【0168】
【化8】
【0169】
また、実施例3、9、10および比較例3において用いた長尺状のTガラス系ガラスクロスは、平均厚さ95μm、平均線径9μmである。
【0170】
また、実施例3、7、8および比較例3において用いたヒーターには、局所加熱が可能な電気ヒーターを用いた。
【0171】
また、実施例3、7、8および比較例3において用いた熱カチオン重合開始剤には、三新化学製、SI−100Lを用いた。
【0172】
また、実施例5、後述する実施例11、および比較例4において用いた光ラジカル重合開始剤には、チバ・ジャパン製、Irgacure184を用いた。
【0173】
また、実施例8および比較例4で使用した被覆層に使用する被覆材料は、グリシジル型エポキシ樹脂であるYX−8000(三菱化学製)とSP−170を質量比で100:1となるよう混合し調製したものである。
【0174】
また、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は、実施例2〜9において97〜99%であった。
【0175】
(実施例10)
第1硬化工程において含浸体の全体を硬化させた後、幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして複合層を得た。得られた複合層は、幅方向の側面においてガラス繊維の端面が露出していた。
【0176】
次いで、実施例1と同様にして、図6、7に示す方法で、この複合層の表面に被覆層を成膜し、透明複合基板を得た。得られた透明複合基板では、表面および幅方向の側面が被覆層で覆われていた。
【0177】
なお、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は92%であった。
【0178】
(実施例11)
実施例1と同様にして、本硬化体(複合層)を得た。その後、被覆層を成膜しなかったが、得られた透明複合基板では、幅方向の側面が複合層で使用している樹脂硬化物で覆われていた。
【0179】
なお、得られた透明複合基板の側面近傍において、ガラス繊維100本のうち、端面被覆部が形成されている断面積の割合は95%であった。
【0180】
(比較例1)
第1硬化工程において含浸体の全体を硬化させた後、本硬化体の幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして透明複合基板を得た。得られた透明複合基板では、幅方向の側面においてガラス繊維の端面が露出していた。
【0181】
(比較例2)
第1硬化工程において含浸体の全体を硬化させた後、得られた本硬化体の表面に被覆材料を塗布して液状被膜を成膜した。次いで、得られた液状被膜に紫外線を照射して全体を硬化させ、硬化膜を得た。続いて、硬化膜の幅方向の外縁部をダイシングマシンで切り落とすとともに、その後の第2硬化工程を省略するようにした以外は、実施例1と同様にして透明複合基板を得た。得られた透明複合基板では、幅方向の側面においてガラス繊維の端面が露出していた。
【0182】
(比較例3)
製造条件を表1に示すように変更した以外は、比較例2と同様にして透明複合基板を得た。
【0183】
(比較例4)
製造条件を表1に示すように変更した以外は、比較例2と同様にして透明複合基板を得た。
【0184】
2.透明複合基板の評価
2.1 異物の数の評価
各実施例および各比較例で得られた透明複合基板について、まず、表示素子の製造工程に供される場合を模擬的に再現するため、ベルトコンベア上を10m搬送した。
【0185】
次いで、搬送後の透明複合基板の表面について、それぞれ1cm角の領域を光学顕微鏡で観察した。そして、被覆層の表面に付着している直径1μm以上の異物の数を計測し、計測結果を以下の評価基準にしたがって評価した。なお、評価にあたっては比較例1で得られた透明複合基板についての計測値を1とし、各実施例および各比較例で得られた透明複合基板についての相対値を算出した。
【0186】
<異物の評価基準>
A:異物の数の相対値が0.2未満である
B:異物の数の相対値が0.2以上0.4未満である
C:異物の数の相対値が0.4以上0.6未満である
D:異物の数の相対値が0.6以上0.8未満である
E:異物の数の相対値が0.8以上1未満である
F:異物の数の相対値が1以上である
【0187】
2.2 端面被覆部の評価
各実施例および各比較例で得られた透明複合基板のうち、幅方向の一端部の側面について、それぞれ横断面を電子顕微鏡で観察した。そして、観察像からガラス繊維の端面を覆っている端面被覆部の平均厚さを計測した。なお、端面被覆部が樹脂材料と被覆層の多層構造になっているときは、各層の和を端面被覆部の厚さとした。次いで、計測した端面被覆部の平均厚さを以下の評価基準にしたがって評価した。
【0188】
<端面被覆部の平均厚さの評価基準>
A:100μm以上400μm未満
B:50μm以上100μm未満
C:10μm以上50μm未満
D:10μm未満
E:端面被覆部なし(0μm)
【0189】
2.3 平行光線透過率の評価
分光光度計(島津製作所製、UV2400PC)により、波長550nmにおける平行光線透過率を測定した。
以上の評価結果を表1に示す。
【0190】
【表1】
【0191】
表1から明らかなように、各実施例で得られた透明複合基板は、いずれも比較例で得られた透明複合基板に比べて付着した異物の数が少なかった。このため、各実施例で得られた透明複合基板は、表示素子基板のように光学的な特性が求められる用途に好適に用い得ることが明らかとなった。
【0192】
また、各実施例で得られた透明複合基板は、いずれも端面被覆部を有していることが明らかとなった。一方、各比較例で得られた透明複合基板には端面被覆部が存在しないことが明らかとなった。
【符号の説明】
【0193】
1 透明複合基板
11 側面
12、14 外縁部
13、15 中央部
2 ガラスクロス
21 ガラス繊維
210 端面
3 樹脂材料
30 樹脂ワニス
4 複合層
5 被覆層
51 液状被膜
52 仮硬化膜
6 端面被覆部
71、72 支持部材
101 含浸体
102 仮硬化体
103 本硬化体
【特許請求の範囲】
【請求項1】
ガラス繊維の集合体と、前記ガラス繊維の集合体に含浸した樹脂材料と、を有する透明複合基板の製造方法であって、
前記ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、
前記含浸体の少なくとも一方の面に支持部材を重ねた後、前記含浸体の外縁部を除く部分にエネルギーを付与して前記未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、
前記仮硬化体を前記支持部材から剥離する工程と、
前記仮硬化体の外縁部にエネルギーを付与して前記仮硬化体に残る前記未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【請求項2】
前記ガラス繊維の集合体は長尺状をなしており、前記含浸体の外縁部は、少なくとも幅方向の両端部の外縁部である請求項1に記載の透明複合基板の製造方法。
【請求項3】
前記ガラス繊維の集合体の平均厚さをtとしたとき、前記外縁部は、前記含浸体の外縁から内側に1t〜500tの範囲である請求項1または2に記載の透明複合基板の製造方法。
【請求項4】
さらに、前記本硬化体の表面に、未硬化の塗布材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の液状材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の塗布材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する請求項1ないし3のいずれかに記載の透明複合基板の製造方法。
【請求項5】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板の製造方法であって、
前記複合層の表面に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記被覆層を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【請求項6】
前記エネルギーは、熱エネルギーまたは光エネルギーである請求項1ないし5のいずれかに記載の透明複合基板の製造方法。
【請求項7】
前記外縁部を遮蔽した状態でエネルギーを付与する請求項1ないし6のいずれかに記載の透明複合基板の製造方法。
【請求項8】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層を有する透明複合基板であって、
前記ガラス繊維の端面が前記樹脂材料で被覆されていることを特徴とする透明複合基板。
【請求項9】
前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記樹脂材料の平均厚さは0.01d〜200dである請求項8に記載の透明複合基板。
【請求項10】
さらに、前記複合層の表面を覆う被覆層を有し、
前記ガラス繊維の端面が前記樹脂材料と前記被覆層とで順次被覆されている請求項8または9に記載の透明複合基板。
【請求項11】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板であって、
前記ガラス繊維の端面が前記被覆層で被覆されている側面を有することを特徴とする透明複合基板。
【請求項12】
前記側面において、前記ガラス繊維の端面が占める全面積のうち、前記被覆層で被覆されている前記端面が占める割合が70%以上である請求項11に記載の透明複合基板。
【請求項13】
前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記被覆層の平均厚さは0.01d〜200dである請求項11または12に記載の透明複合基板。
【請求項14】
前記ガラス繊維の集合体は長尺状をなしている請求項8ないし13のいずれかに記載の透明複合基板。
【請求項15】
請求項8ないし14のいずれかに記載の透明複合基板を備えることを特徴とする表示素子基板。
【請求項1】
ガラス繊維の集合体と、前記ガラス繊維の集合体に含浸した樹脂材料と、を有する透明複合基板の製造方法であって、
前記ガラス繊維の集合体に未硬化の樹脂材料を含浸させ、含浸体を得る工程と、
前記含浸体の少なくとも一方の面に支持部材を重ねた後、前記含浸体の外縁部を除く部分にエネルギーを付与して前記未硬化の樹脂材料を硬化させ、仮硬化体を得る工程と、
前記仮硬化体を前記支持部材から剥離する工程と、
前記仮硬化体の外縁部にエネルギーを付与して前記仮硬化体に残る前記未硬化の樹脂材料を硬化させ、本硬化体を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【請求項2】
前記ガラス繊維の集合体は長尺状をなしており、前記含浸体の外縁部は、少なくとも幅方向の両端部の外縁部である請求項1に記載の透明複合基板の製造方法。
【請求項3】
前記ガラス繊維の集合体の平均厚さをtとしたとき、前記外縁部は、前記含浸体の外縁から内側に1t〜500tの範囲である請求項1または2に記載の透明複合基板の製造方法。
【請求項4】
さらに、前記本硬化体の表面に、未硬化の塗布材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の液状材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の塗布材料を硬化させ、前記本硬化体の表面を覆う被覆層を得る工程と、を有する請求項1ないし3のいずれかに記載の透明複合基板の製造方法。
【請求項5】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板の製造方法であって、
前記複合層の表面に、未硬化の被覆材料を塗布し、液状被膜を得る工程と、
前記液状被膜の表面に支持部材を重ねた後、前記液状被膜の外縁部を除く部分にエネルギーを付与して前記未硬化の被覆材料を硬化させ、仮硬化膜を得る工程と、
前記仮硬化膜を前記支持部材から剥離する工程と、
前記仮硬化膜の外縁部にエネルギーを付与して前記仮硬化膜に残る前記未硬化の被覆材料を硬化させ、前記被覆層を得る工程と、を有することを特徴とする透明複合基板の製造方法。
【請求項6】
前記エネルギーは、熱エネルギーまたは光エネルギーである請求項1ないし5のいずれかに記載の透明複合基板の製造方法。
【請求項7】
前記外縁部を遮蔽した状態でエネルギーを付与する請求項1ないし6のいずれかに記載の透明複合基板の製造方法。
【請求項8】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層を有する透明複合基板であって、
前記ガラス繊維の端面が前記樹脂材料で被覆されていることを特徴とする透明複合基板。
【請求項9】
前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記樹脂材料の平均厚さは0.01d〜200dである請求項8に記載の透明複合基板。
【請求項10】
さらに、前記複合層の表面を覆う被覆層を有し、
前記ガラス繊維の端面が前記樹脂材料と前記被覆層とで順次被覆されている請求項8または9に記載の透明複合基板。
【請求項11】
ガラス繊維の集合体に樹脂材料が含浸してなる複合層と、前記複合層の表面を覆う被覆層と、を有する透明複合基板であって、
前記ガラス繊維の端面が前記被覆層で被覆されている側面を有することを特徴とする透明複合基板。
【請求項12】
前記側面において、前記ガラス繊維の端面が占める全面積のうち、前記被覆層で被覆されている前記端面が占める割合が70%以上である請求項11に記載の透明複合基板。
【請求項13】
前記ガラス繊維の平均径をdとしたとき、前記端面を被覆する前記被覆層の平均厚さは0.01d〜200dである請求項11または12に記載の透明複合基板。
【請求項14】
前記ガラス繊維の集合体は長尺状をなしている請求項8ないし13のいずれかに記載の透明複合基板。
【請求項15】
請求項8ないし14のいずれかに記載の透明複合基板を備えることを特徴とする表示素子基板。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−39777(P2013−39777A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179143(P2011−179143)
【出願日】平成23年8月18日(2011.8.18)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月18日(2011.8.18)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]