
透液性シートおよびその製造方法
【課題】体液吸収性着用物品の透液性表面シートとして使用するのに好適な透液性シートの提供。
【解決手段】透液性シート11の両表面57,58のうちの片面58に互いに並行して縦方向Aへ延びる山部61と谷部62とが横方向Bにおいて交互に形成される。片面58にはまた、少なくとも山部61に対して圧搾部70が形成される。圧搾部70では、透液性シート11を形成している熱可塑性合成繊維が繊維としての形態を保った状態で圧搾部70の周辺域における熱可塑性合成繊維よりも密に集合している。
【解決手段】透液性シート11の両表面57,58のうちの片面58に互いに並行して縦方向Aへ延びる山部61と谷部62とが横方向Bにおいて交互に形成される。片面58にはまた、少なくとも山部61に対して圧搾部70が形成される。圧搾部70では、透液性シート11を形成している熱可塑性合成繊維が繊維としての形態を保った状態で圧搾部70の周辺域における熱可塑性合成繊維よりも密に集合している。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、使い捨てのおむつや生理用ナプキン等の体液吸収性着用物品の表面シートとして使用するのに好適な透液性シートとその製造方法とに関する。
【背景技術】
【0002】
透液性表面シートと不透液性裏面シートとの間に体液吸収性の芯材を介在させた使い捨てのおむつや生理用ナプキン等の体液吸収性着用物品は従来周知である。また、その表面シートとして、両表面のうちの一方の面に互いに並行して一方向へ延びている山部と谷部とがその一方向と直交する方向で交互に並ぶように形成されているものは公知であり、そのような表面シートについて、山部と谷部とがおむつ着用者の肌と向かい合うようにする使用態様は公知である。
【0003】
たとえば、特開昭58−132155号公報(特許文献1)には、使い捨ておむつ等の表面シートとして使用するのに好適な透液性の不織布が開示されている。この不織布は、不織布の製造工程における機械方向へ互いに並行して延びる凸部と凹部とからなる凹凸模様を有するもので、凸部に対応する部分において密度が低く、凹部に対応する部分において密度が高いものである。
【0004】
特開2008−25079号公報(特許文献2)にもまた、使い捨ておむつ等の表面シートとして使用するのに好適な透液性の不織布が開示されている。この不織布は、両表面のうちの一方の面がほぼ平坦に形成されており、その反対面には機械方向へ互いに並行して延びる凸状部と凹状部とが形成されていて、これら凸状部と凹状部とが機械方向に直交する交差方向において交互に並んでいる。凸状部は、凹状部と比べて高い密度を有している。
【0005】
WO 2008/146541 A1号公報(特許文献3)には、シート状部材の積層体なるものが開示されている。この積層体の一例は、熱可塑性繊維を含む不織布で形成された第1シート状部材と第2シート状部材とを重ね合せたものであって、第1シート状部材には複数の貫通孔が形成され、各貫通孔の長さ方向が同じ方向に向いている。また、第1シート状部材は、複数の溝部を有し、溝部の長さ方向は貫通孔の長さ方向に一致している。第1シート状部材と第2シート状部材とは、複数の接合凹部で接合し、その接合凹部では第1シート状部材と第2シート状部材とが溶着されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭58−132155号公報
【特許文献2】特開2008−25079号公報
【特許文献3】WO 2008/146541 A1 号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
体液吸収性着用物品の表面シートとして使用する透液性シートが特許文献2,3に開示されているようなものであると、互いに並行して一方向へ延びる凸状の山部と凹状の谷部とのうちの山部は、表面シートが肌に接触したときの肌触りを柔軟なものにするように作用する。また、谷部では山部におけるよりも繊維が互いに接近した状態にあると、山部に吸収された体液が谷部へ容易に移行して、その谷部から吸収体に吸収される傾向があるので、体液排泄後の表面シートは山部が速やかに乾燥状態となる。しかし、山部を形成している繊維には、山部の延びる方向に並行して延びるものがあり、そのような繊維に沿って拡散するときの体液は、吸収後に速やかに吸収されるということが難しく、表面シートの表面に滞溜しがちであるから、着用物品の着用者が体液を排泄したときに湿潤感が長く続くということがある。
【0008】
この発明が課題とするところは、山部と谷部とを有する透液性表面シートについて、着用物品の着用者に与える湿潤感を軽減することができるように改良を施すことにある。
【課題を解決するための手段】
【0009】
前記課題を解決するためのこの発明は、透液性シートに係る第1発明と、透液性シートの製造方法に係る第2発明とを含んでいる。
【0010】
前記第1発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートである。
【0011】
かかる透液性シートにおいて、前記第1発明が特徴とするところは、以下のとおりである。すなわち、前記一方の面には、前記不織布を前記一方の面から前記反対面へ向かう方向へ局部的に圧搾することによって形成されたドット状の圧搾部が少なくとも前記山部に含まれている。前記圧搾部では、前記不織布における前記熱可塑性合成繊維が繊維としての形態を保った状態で前記圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している。
【0012】
前記第1発明の実施態様の一つにおいて、前記圧搾部が前記山部の頂上部分にも含まれている。
【0013】
前記第1発明の実施態様の一つにおいて、複数の前記圧搾部が前記山部と前記谷部とに斜めに交差する方向へ並ぶことによって列を形成し、前記列には、互いに並行して前記斜めに交差する方向へ延びる複数条の第1列と、複数条の前記第1列と交差するとともに互いに並行して前記斜めに交差する方向へ延びる複数条の第2列とが含まれている。
【0014】
前記第1発明の実施態様の他の一つにおいて、隣り合う二条の前記第1列と、隣り合う二条の前記第2列とが交差して、前記第1面には前記第1列と前記第2列とによって囲まれた肌接触域が形成され、前記肌接触域には少なくとも一条の前記山部が含まれている。
【0015】
前記第1発明の実施態様の他の一つにおいて、前記肌接触域は、前記縦方向の寸法が前記横方向の寸法よりも大きい。
【0016】
前記第1発明の実施態様の他の一つにおいて、前記不織布における前記熱可塑性合成繊維が1〜4dtexの繊度と、30〜60mmの繊維長とを有するステープルであって、10〜50g/m2の単位面積当たり質量を有している。
【0017】
前記第1発明の実施態様の他の一つにおいて、前記透液性シートの前記反対面には、熱可塑性合成繊維で形成された透液性の繊維層がホットメルト接着剤を介して接合し、前記繊維層には前記厚さ方向において前記圧搾部の位置に一致する第2の圧搾部が形成されていて、前記第2の圧搾部では前記繊維層の前記熱可塑性合成繊維のそれぞれが繊維形態を保った状態で前記第2の圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している。
【0018】
前記第1発明の実施態様の一つにおいて、前記繊維層を形成している前記熱可塑性合成繊維が1〜4dtexの繊度を有するステープルおよびフィラメントのいずれかを含み、10〜50g/m2の単位面積当たり質量を有している。
【0019】
前記第1発明の実施態様の他の一つにおいて、前記透液性シートは、人工尿拭き取り試験における人工尿拭き取り後のQ−max値が0.10kw/m2を越えることのないものである。
【0020】
前記第1発明の実施態様のさらに他の一つにおいて、前記透液性シートが月齢6ヶ月未満のベビーを対象とする使い捨ておむつの表面シートとして使用されているものである。
【0021】
前記第2発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートの製造方法である。
【0022】
かかる製造方法において、前記第2発明が特徴とするところは、以下のとおりである。
【0023】
a.前記透液性シートは、熱可塑性合成繊維の集合体であるウエブを通気性支持体に載せて機械方向へ連続的に供給しながら、前記ウエブの両表面のうちの一方の面からその反対面に向かって、前記支持体の上方において前記機械方向に対する交差方向に並ぶ複数のノズルから加圧空気および加圧水のいずれかを噴射し、前記ウエブの前記一方の面に前記機械方向へ互いに並行して延びるとともに前記交差方向において起伏を交互に繰り返す山部と谷部とを形成する。
b.前記山部と前記谷部とを形成した後の前記ウエブを、周面が平滑なロールと周面に複数のエンボス加工用突起を有するロールとからなる一対のエンボス加工用ロールの間に供給して前記ウエブに対して前記一方の面から前記反対面に向かう方向に前記エンボス加工用突起を作用させることにより、前記一方の面を前記反対面に向かって局部的に圧搾して少なくとも前記山部にドット状の圧搾部を形成する。
c.前記エンボス加工用突起は、その表面温度が前記熱可塑性合成繊維の表面を溶融させることのない温度範囲に維持しておく。
【0024】
前記第2発明の実施態様の一つにおいて、前記エンボス加工用突起によって、前記一方の面に複数の前記圧搾部を形成し、複数の前記圧搾部には、前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第1列と、複数条の前記第1列と交差するとともに前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第2列とを形成させる。
【0025】
前記第2発明の実施態様の他の一つにおいて、前記山部と前記谷部とを形成した前記ウエブの前記反対面には熱可塑性合成繊維のステープルおよびフィラメントのいずれかを含む透液性の繊維層をホットメルト接着剤で接合して複合ウエブを形成し、前記複合ウエブを一対の前記ロールの間に供給して前記繊維層を含む前記透液性シートを得る。
【0026】
前記第2発明の実施態様のさらに他の一つにおいて、前記エンボス加工用突起は、その長さが前記ウエブまたは前記複合ウエブの厚さを超える寸法である。
【発明の効果】
【0027】
第1発明に係る透液性シートは、圧搾部が少なくとも山部に対して形成されていて、その圧搾部では、透液性シートを形成している不織布に含まれた熱可塑性合成繊維がその繊維としての形態を保った状態で圧搾部の周辺域におけるよりも密に集合しているから、山部に吸収された体液は、谷部に向かって移行する他に圧搾部に向かっても移行して、山部に滞溜する傾向が低下する。
【0028】
第2発明に係る製造方法によれば、エンボス加工用突起の表面温度は、不織布における熱可塑性合成繊維の表面を溶融させることのない温度範囲にあるから、その突起によって形成されている圧搾部では、熱可塑性合成繊維が互いに密着してはいても互いに溶着するということがない。
【図面の簡単な説明】
【0029】
【図1】使い捨ておむつの部分破断平面図。
【図2】図1のII−II線切断面を示す図。
【図3】図1のIII−III線切断面を示す図。
【図4】図1の部分IVの拡大図。
【図5】(a)は図4のV−V線切断面を示す図、(b)は(a)の部分拡大図。
【図6】図4のVI−VI線切断面を示す図。
【図7】圧搾部を拡大して示す写真。
【図8】表面シートを得るためのシート片の部分破断斜視図。
【図9】透液性シートの寸法を測定するために使用する断面図。
【図10】透液性シートの製造工程の一部を示す図。
【図11】透液性シートの製造工程の一部を示す図。
【図12】透液性シートの製造工程の一部を示す図。
【図13】実施態様の一例を示す図2と同様な図。
【図14】実施態様の一例を示す図5と同様な図。
【図15】実施態様の一例を示す図6と同様な図。
【発明を実施するための形態】
【0030】
添付の図面を参照してこの発明に係る透液性シートとその製造方法との詳細を説明すると、以下のとおりである。
【0031】
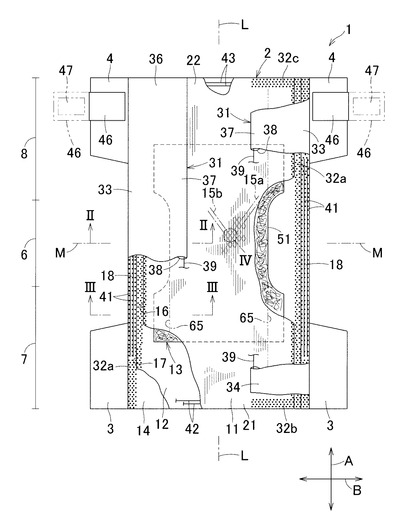
図1は、この発明に係る透液性シートが使用された体液吸収性着用物品の一例である開放型使い捨ておむつ1の部分破断平面図である。おむつ1は、互いに直交する縦方向Aと横方向Bと厚さ方向C(図2参照)とを有する。ただし、この発明では、縦方向Aが前後方向と呼ばれ、横方向Bが幅方向と呼ばれることもある。おむつ1は、その縦方向Aの寸法が横方向Bの寸法よりも長い矩形のシャシ2と、シャシ2の前方部分に取り付けられて横方向Bへ延びる一対の前ウイング3と、シャシ2の後方部分に取り付けられて横方向Bへ延びる一対の後ウイング4とを含んでいる。シャシ2の縦方向Aにおいて、前ウイング3と後ウイング4との間には股下域6が形成され、股下域6の前方には前胴回り域7が形成され、股下域6の後方には後胴回り域8が形成されている。
【0032】
シャシ2は、透液性表面シート11と、不透液性裏面シート12と、これら両シート11,12の間に介在する体液吸収性芯材13とを含んでいる。裏面シート12は、熱可塑性合成繊維で形成されていて肌触りのよい不織布であるアウタシート14によって被覆されている。表面シート11と裏面シート12とは、芯材13の周縁部51から延出して重なり合いホットメルト接着剤(図示せず)を介して接合している。図示例の表面シート11と裏面シート12とは、縦方向Aにおける寸法が同じであるが、横方向Bにおいて、裏面シート12は表面シート11の側縁16から延出している。また、縦方向Aの寸法が裏面シート12の寸法と同じであるアウタシート14は、裏面シート12の側縁17から横方向Bへ延出している。これら表面シート11と裏面シート12とアウタシート14とは、芯材13から延出する部分において、シャシ2の両側縁部18のそれぞれと前後端縁部21,22のそれぞれとを形成している。両側縁部18のそれぞれには、縦方向Aに長いシート片によって防漏堤31が形成されている。防漏堤31は、側縁部18に対してホットメルト接着剤32aを介して接合している基縁部33と、前端縁部21に対してホットメルト接着剤32bを介して接合している前縁部34と、後端縁部22に対してホットメルト接着剤32cを介して接合している後縁部36と、基縁部33よりもシャシ2の内側に位置していて表面シート11に対して離間可能に重なる自由縁部37とを有し、自由縁部37はそこに形成されたスリーブ38の内側に弾性部材39がホットメルト接着剤(図示せず)を介して伸長状態で取り付けられている。表面シート11に示される複数条の一点鎖線15a,15bは、表面シート11に形成されている後記圧搾部70(図4〜6参照)の列を示している。
【0033】
シャシ2の両側縁部18ではまた、縦方向Aへ伸長状態で延びる脚周り弾性部材41がアウタシート14と防漏堤31の基縁部33との間にあって、ホットメルト接着剤(図示せず)を介してアウタシート14に取り付けられている。シャシ2の前端縁部21では、横方向Bへ伸長状態で延びる前胴回り域弾性部材42が表面シート11と裏面シート12との間にあって、これらシート11,12の少なくとも一方にホットメルト接着剤(図示せず)を介して接合している。シャシ2の後端縁部22では、横方向Bへ伸長状態で延びる後胴回り域弾性部材43が表面シート11と裏面シート12との間にあって、これらシート11,12の少なくとも一方にホットメルト接着剤(図示せず)を介して接合している。
【0034】
かように形成されているシャシ2は、前胴回り域7における側縁部18に、横方向Bへ延出するように前ウイング3が取り付けられており、後胴回り域8における側縁部18に、横方向Bへ延出するように後ウイング4が取り付けられている。後ウイング4には、テープファスナ46が取り付けられている。テープファスナ46は、おむつ1を着用するときに、仮想線で示すように横方向Bへ伸展し、テープファスナ46の内面に塗布されている粘着剤47を使用して、シャシ2の外面または前ウイング3の外面に剥離可能に止着することができる。
【0035】
このシャシ2を有するおむつ1の平面形状は、シャシ2の幅を二等分する中心線Lに関して対称なもので、表面シート11を内側にして縦方向AにおいてU字形に湾曲すると、防漏堤31の弾性部材39が収縮して、防漏堤31の自由縁部37が表面シート11の上方へ表面シート11から離間するように動き、防漏堤31は後記図2に示すように表面シート11から起立する。起立した防漏堤31は、股下域6において表面シート11の上を横方向Bへ流れる体液がおむつ1から漏れることを防ぐように作用する。
【0036】
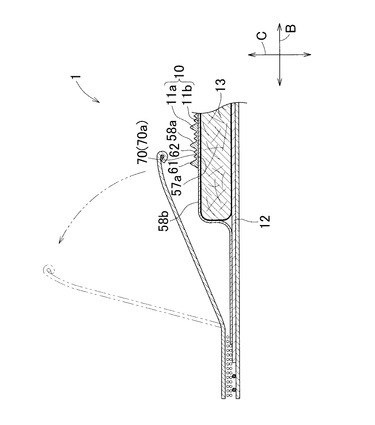
図2は、図1におけるII−II線切断面を拡大して示す図であって、おむつ1の厚さ方向が双頭矢印Cで示されている。図2において、芯材13は、おむつ1のうちの少なくとも股下域6における横方向Bの中央部に含まれているものであって、粉砕パルプや高吸水性ポリマー粒子等の吸水性材料52をラッピングシート53で包むことにより形成されている。ラッピングブシート53は、ティッシュペーパや透液性不織布等で形成されていて透液性を有し、より好ましくは透液性と吸液性とを有し、さらに好ましくは拡散性を兼ね備えている。芯材13において、ラッピングシート53で形成されている上面54は、表面シート11で被覆され、ラッピングシート53で形成された下面56が裏面シート12で被覆されている。また、表面シート11と裏面シート12とアウタシート14とによって形成されているシャシ2の両側縁部18では、防漏堤31のうちの基縁部33がそれと対向する表面シート11と裏面シート12とアウタシート14とに対してホットメルト接着剤32aを介して接合している。防漏堤31の自由縁部37と、自由縁部37と基縁部33との間の中間部35とが、表面シート11から起立したときの状態は、仮想線で示されている。
【0037】
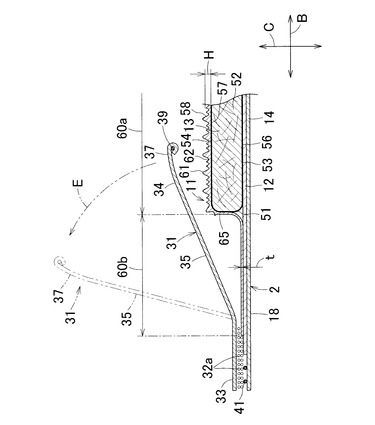
図2においてはまた、表面シート11が芯材13と向かい合う下面57と、その反対面である上面58とを有し、下面57がほぼ平滑に形成されている。上面58は、芯材13の股下域6における周縁部51よりも内側である中央部位60aに山部61と谷部62とが横方向Bへ交互に並ぶように形成され(図4〜7を併せて参照)、周縁部51よりも外側の部位である側方部位60bは周縁部51に接している部分以外が平坦であって横方向Bへ延び、その厚さtは、中央部位60aにおける山部61の高さHよりも小さくなるように形成されている。防漏堤31における基縁部33は、表面シート11に対して、平坦に形成された側方部位60bに接合している。表面シート11のうちの中央部位60aは、おむつ1が着用されたときに、山部61においておむつ着用者の肌に容易に接触することが可能である一方、谷部62と後記する圧搾部70とでは肌に容易には接触することがなく、その谷部62においては肌と表面シート11との間に縦方向Aへ延びる通気路を形成することができる。図2の表面シート11における中央部位60aと側方部位60bとの境界部分65が、図1には仮想線で示されている。
【0038】
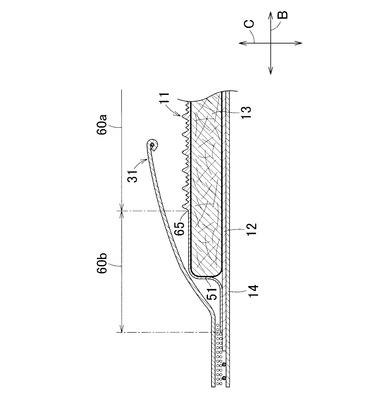
図3は、図1のIII−III線切断面を拡大して示す図である。芯材13の平面形状は、砂時計型であって、図1では表面シート11で被覆されている部分が鎖線で示されている。その図1において明らかなように、芯材13は股下域6において幅が最も狭く、前胴回り域7と後胴回り域8とに位置する部分において幅が広くなっている。III−III線は、その幅が広くなった部分において芯材13を横切るように延びている。表面シート11における中央部位60aと側方部位60bとの境界部分65は、中心線L(図1参照)に平行して縦方向Aへ直状に延びているもので、図2においては芯材13の周縁部51に隣接する態様にあったが、図3においては、周縁部51が横方向Bの外側寄りにあって、境界部分65と周縁部51とが離間した態様にある。図2,3から明らかなように、表面シート11における平坦な側方部位60bは、芯材13の縦方向Aへ延びる周縁部51のうちの少なくとも一部分、より詳しくは、その周縁部51のうちで芯材13の幅が最も狭くなる部分よりも外側に形成されている。
【0039】
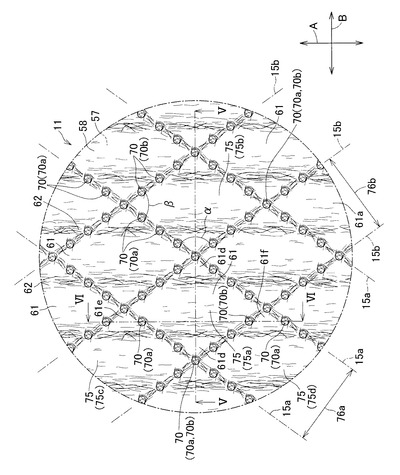
図4,5,6は、図1において仮想線で囲まれている部分IVの拡大図と、図4のV−V線切断面と、VI−VI線切断面とを示す図である。図4において、表面シート11の上面58には複数の圧搾部70が形成されている。圧搾部70は、表面シート11が上面58から下面57に向かって圧搾されている部位であって、図中の一点鎖線15a上にあって右上がりの列を複数条形成する圧搾部70aと、一点鎖線15b上にあって左上がりの列を複数条形成する圧搾部70bとを含んでいる。圧搾部70aの中央部を通る一点鎖線15aは、一点鎖線15bと斜めに交差するとともに、山部61と谷部62とにも斜めに交差している。一点鎖線15aと一点鎖線15bとの交差角度のうちで縦方向Aに開いている交角αは幅方向Bに開いている交角βと等しいかまたは交角βよりも大きく、好ましくは90〜150°の範囲にある。圧搾部70は、山部61にも谷部62にも形成されるものであるが、好ましい山部61では、その頂上部分61a(図6,7参照)にも圧搾部70aおよび/または圧搾部70bが形成されている。図示例では、一点鎖線15aと一点鎖線15bとが頂上部分61aにおいて交差しており、その頂上部分61aでは圧搾部70aと70bとが重なり合った状態にある。表面シート11において、隣り合う二条の一点鎖線15aと隣り合う二条の一点鎖線15bとに囲まれている部分のそれぞれは平行四辺形であって、表面シート11における肌接触域75を形成している。好ましい肌接触域75は、少なくとも一条の山部61を含むことによって着用者の肌に接触可能である。圧搾部70a,70bは、円形や長円形、矩形、菱形等の適宜の平面形状になり得るが、その面積は0.2〜9mm2程度であることが好ましい。圧搾部70aどうしの中心間距離と圧搾部70bどうしの中心間距離とは、山部61どうしの頂上部分間の距離を越えることがないようにして、山部61の頂上部分61aに圧搾部70aおよび/または圧搾部70bを形成することが好ましい。また、隣接する一点鎖線15aどうしの離間寸法76aと、隣接する一点鎖線15bどうしの離間寸法76bとは、肌接触域75の内側に山部61が少なくとも一条存在する寸法に調整することが好ましい。
【0040】
肌接触域75が形成されている表面シート11は、その肌接触域75における山部61と、その山部61に含まれている圧搾部70a、70bとの作用によって、肌に付着している尿等の体液を速やかに拭き取ることができる。表面シート11による拭き取り性能は、後記する「拭き取り率」によって示すことが可能であり、表面シート11を一例とするこの発明に係る透液性シートの「拭き取り率」は、95%以上である。
【0041】
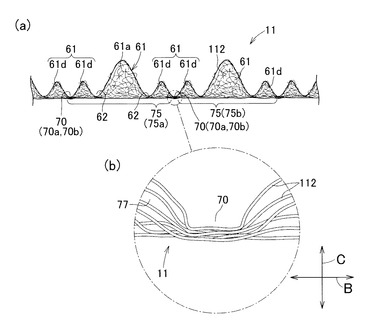
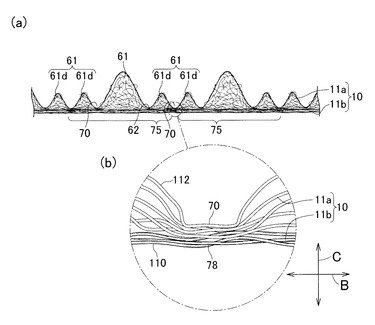
図5の(a)は図4のV−V線切断面によって表面シート11のみの切断面形状を示す図であり、図5の(b)は(a)の部分拡大図である。図5の(a)において、圧搾部70が山部61の頂上部分61aに形成されることによって、その山部61が高さの低い二つの山部61dに分けられている。圧搾部70と70との間には肌接触域75aが形成され、その肌接触域75aには圧搾部70の形成されていない山部61と頂上部分61aとが含まれている。肌接触域75aの右隣には、切断面形状が肌接触域75aと同じである肌接触域75bが形成されている。
【0042】
図5の(b)では、表面シート11を形成しているステープル112が圧搾部70において、繊維としての形態を失うことがない状態で、換言するとステープル112のそれぞれを一本づつ確認することができる状態で、圧搾部70の周辺域77におけるよりも密に集合している。それゆえ、図5の(a)の山部61dに吸収された体液は、周辺域77から圧搾部70へと動いて芯材13(図2参照)に速やかに吸収される。ステープル112が圧搾部70において密に集合している状態は、電子顕微鏡等を使用して圧搾部70とその近傍とを表面シート11の上方から拡大して観察することによって確認することができる(後記図7参照)。
【0043】
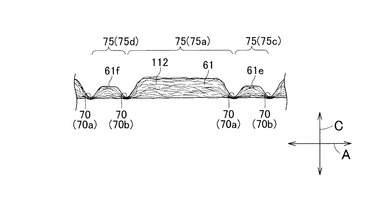
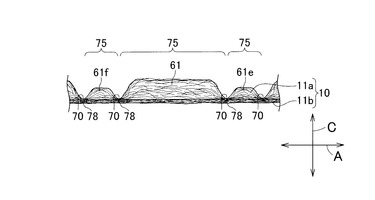
図6は、図4のVI−VI線切断面によって表面シート11における山部61の斜面の切断面形状を例示しているが、芯材13の図示は省略されている。肌接触域75aにおける山部61は、縦方向Aの両端部に圧搾部70aと圧搾部70bとが形成されている。肌接触域75aの縦方向Aにはまた、肌接触域75cと肌接触域75dとが形成され、それぞれの肌接触域75c,75dには高さの低い山部61e,61fが含まれている(図4を併せて参照)。図6の圧搾部70a,70bにおいても、ステープル121は、圧搾部70a,70bの周辺域におけるステープル112よりも密に集合している。それゆえ、山部61や山部61e,61fに吸収されて縦方向Aへ拡散する体液は、それらの圧搾部70a,70bに集まり、そこから芯材13に吸収されるということが可能になる。
【0044】
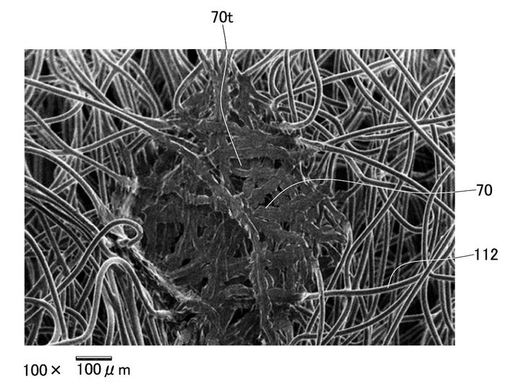
図7における写真は、後記実施例1における透液性シートに形成されている圧搾部70をその上方から観察したときのものであって、圧搾部70は100倍に拡大されている。圧搾部70では、ステープル112が繊維間隙70tを残しながら密集した状態にある。断面形状がほぼ円形であったステープル112は、圧搾部70において扁平なものに変化しているように見えるが、個々のステープル112は繊維としての形態を保ち、その形態を失っているわけではない。圧搾部70についてのこの観察には、(株)キーエンス社製のリアルサーフェスビュー顕微鏡 VE−7800を使用した。
【0045】
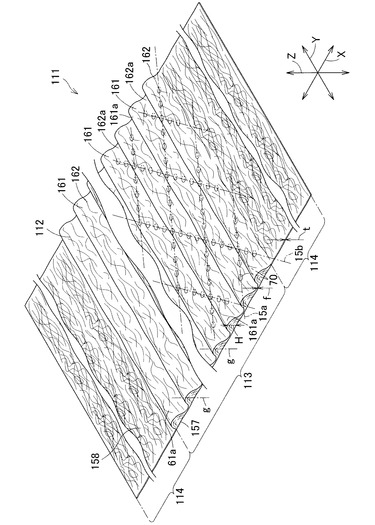
図8は、表面シート11を得るために使用するシート片111の部分破断斜視図であって、図4における一点鎖線15a,15bと、圧搾部70との位置がシート片111の一部分に対して仮想線で示されている。シート片111は、1〜4dtexの繊度を有する親水化処理されたステープル112が交絡し溶着している不織布であって、上面158と下面157とを有し、単位面積当たりの質量である坪量が10〜50g/m2の範囲にある。ステープル112は、繊維長が30〜60mmのものであって、すべてがほぼ同じ長さのものである場合と、長さの異なるものを混合したものである場合とがある。ステープル112はまた、直状のものである場合と、機械的な処理または熱的な処理によって捲縮しているものである場合とがある。捲縮しているステープル112の繊維長は、ステープル112を直状に延ばした状態で測定されるときの値である。ステープル112を形成する熱可塑性合成樹脂の例には、ポリエチレン、ポリプロピレン、ナイロン、ポリエステル等がある。また、ステープル112には、これらの熱可塑性合成樹脂を少なくとも2種類使用して作られる芯鞘型やサイドバイサイド型の複合繊維も含まれる。図1のおむつ1の横方向Bに相当するシート片111においての第1方向Xの中央部分には起伏部113が形成され、起伏部113の両側には平坦部114が形成されている。起伏部113の上面158には、第1方向Xにおいて交互に並ぶ山部161と谷部162とが形成され、隣り合う山部161の頂上部分161a間の距離および隣り合う谷部162の谷底部分162a間の距離は2〜7mmの範囲にある。これら山部161と谷部162とは、おむつ1の縦方向Aに相当する第2方向Yへ互いに並行して延びている。第1方向Xと第2方向Yとに直交する第3方向Zにおいての山部161の頂上部分161aと下面157との間の寸法Hは山部161の高さである(図2参照)。この発明において、この寸法Hを起伏部113におけるシート片111の厚さ、またはシート片111の無荷重下の厚さということがあり、第3方向Zをシート片111の厚さ方向ということがある。谷部162の谷底部分162aにおける上面158と下面157との間の寸法はfである。平坦部114は、その坪量が起伏部113の坪量と同じであって、上面158と下面157との間の寸法はt(図2参照)である。好ましいシート片111において、寸法Hは0.6〜2.5mm、寸法fは0.4〜0.6mm,寸法tは0.2〜0.7mmの範囲にある。
【0046】
シート片111が図4〜6に例示の圧搾部70を形成された後に所要形状に裁断されて図1〜3における表面シート11として使用されると、シート片111の上面158と下面157とは表面シート11の上面58と下面57とになる。シート片111の起伏部113と平坦部114とは、表面シート11の中央部位60aと側方部位60bとになり、山部161と谷部162とは山部61と谷部62とになる。
【0047】
図9は、シート片111またはそれに代わる表面シート11についての寸法H,f,t等を測定するときの手順を示す図である。測定に当たっては、シート片111および表面シート11のいずれかから測定用の試片を作る。試片は、シート片111または表面シート11から切り取った小片で、第1方向Xまたは横方向Bに少なくとも30mmの長さを有するものである。
【0048】
試片は、山部161または61が上方となるようにして水平面に置き、三次元測定器として(株)キーエンス社製 高精度形状測定システム(高精度ステージ:KS−1100を含む)と高速・高精度CCDレーザー変位計(コントローラ:LK−G3000Vセット、センサヘッド:LK−G30を含む)とを使用し、これら機器の使用条件を下記のとおりに設定することによって、試片の断面形状を測定し、記録する。
【0049】
機器の設定条件
ステージ:KS−1100について
1.測定範囲 30000μm×30000μm
2.測定ピッチ 20μm
3.移動速度 7500μm/sec
コントローラ:LK−G3000Vセットについて
1.測定モード 測定体
2.設置モード 拡散反射
3.フィルタ 平均4回
4.サンプリング周期 200μs
【0050】
測定した断面形状に対して、スムージング処理を施された断面形状の輪郭線を得るために、画像データ処理を下記の条件によって行う。
1.測定データのファイルを開く
2.「プロファイル」を選択し、次いで水平線を選択する。
3.試片のうちの圧搾部が含まれることがないように計測位置を選択する。
4.「補正」を選択し、次に「高さスムージング」を選択し、その次に「±12」を選択する。
【0051】
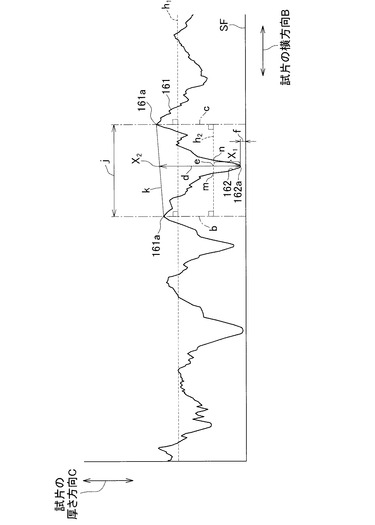
スムージング処理を施された輪郭線からは、以下の手順によって各種の寸法を求める。図10を参照してその手順を説明すると次のとおりである。なお、図10にはスムージング処理を施された輪郭線が示されている。
1.輪郭線において、隣り合う山部161どうしの頂上部分161aを結ぶ補助線kを引く。
2.水平面SFに平行な第1水平線h1を引く。
3.頂上部分161aを通り第1水平線h1に直交する補助線b,cを引く。
4.谷部162の谷底部分162aを通り第1水平線h1に直交する補助線dを引く。
5.補助線kと補助線dとの交点をX2とする。
6.補助線dについて、谷底部分162aから交点X2までの距離の1/3に相当する点eを求める。谷底部分から点eまでの距離をX1とする。
7.点eを通り第1水平線h1に平行な第2水平線h2を引き、第2水平線h2と互いに隣り合う山部161の輪郭線との交点m,nを求め、点mと点nとの間の距離を谷部162の幅とする。
8.補助線cと補助線dとの間の距離を頂点部分161a間の距離または山部161のピッチとする。
9.頂点部分161a間の距離と、谷部162の幅との差を山部161の幅とする。
10.補助線b,cについて、水平面SFら頂点部分161aまでの距離、すなわち寸法Hを無荷重下の山部の高さ、またはシート片111と表面シート11とについての無荷重下の厚さとする。
11.補助線dにおける谷底部分162aから水平面SFまでの距離は、試片についての寸法fとする。
12.試片が図8におけるシート片111の平坦部114を含む場合には、平端部114についても上記手順を応用することによって平端部114における寸法tを求めることができる。
13.シート片111および表面シート11の各寸法は、1枚の試片について1回測定し、10枚の試片を使用した10回の測定結果を平均した値とする。
【0052】
図1に例示のおむつ1において、シャシ2における裏面シート12は0.01〜0.05mmの厚さを有するポリエチレン等の熱可塑性合成樹脂のフィルムによって形成され、アウタシート14は10〜40g/m2の坪量を有するスパンボンド不織布やSMS(スパンボンド−メルトブローン−スパンボンド)不織布、スパンレース不織布等の不織布によって形成されている。防漏堤31には、難透液性、より好ましくは不透液性の不織布または熱可塑性合成樹脂のフィルムが使用されている。前ウイング3と後ウイング4とには、不織布や不織布と熱可塑性合成樹脂のフィルムとの積層体が使用されている。
【0053】
図10,11は、図8のシート片111を得るための第1の不織布130aをカードウエブ100から製造する工程の一部分を示す図と、第1の不織布130aからシート片111の連続体131を得るための工程の一部を示す図であって、図10の工程は特開2009−030318号公報によって公知のものである。
【0054】
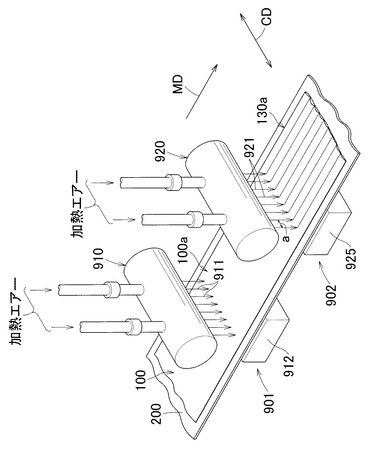
図10では、支持台である厚さ方向に通気性を有する走行ベルト200にステープル112によって形成された10〜50g/m2の坪量を有するカードウエブ100が載せられて、機械方向MDへ走行する。走行ベルト200には、例えばメッシュナンバーが30以上であるメッシュプレートが使用される。機械方向MDには、カードウエブ100をその厚さ方向において圧縮しながらステープル112(図3参照)どうしを溶着してカードウエブ100の地合を安定させるための予備処理工程である第1工程901と、第1工程901を通過した予備処理カードウエブ100aに山部161と谷部162とを形成する第2工程902とが設けられている。第1工程901では、カードウエブ100に対して、第1ノズル部910から加熱された第1ジェットエア911が吹き付けられる。その第1ジェットエア911は、カードウエブ100とベルト200とを通過して第1サクションボックス912に吸引される。第1ジェットエア911の風量は、このような予備処理が可能となるように、第1サクションボックス912の単位時間当たりの吸気量と同程度であるかその吸気量よりも僅かに多くなるように設定される。第1ジェットエア911の温度は、ステープル112の表面を僅かに溶融させる温度であって、ステープル112どうしを互いに接触している表面部分において溶着させることができるが、ステープル112としての繊維形態を失わせることがない程度の温度に設定されている。
【0055】
第2工程902では、第1工程901を通過した予備処理カードウエブ100aに対して、複数のノズル(図示せず)が中心間距離aで交差方向CDに配置されている第2ノズル部920から複数条の加熱された第2ジェットエア921が吹き付けられて、第1の不織布130aが得られる。第2ジェットエア921は、第1工程901で得られた地合の安定している予備処理カードウエブ100aにおけるステープル112を部分的に交差方向CDへ移動させ、第2ジェットエア921どうしの間に山部161を形成させるものであって、そのための第2ノズル部920の風量は、第2サクションボックス925の吸気量よりも多くなるように設定されることが好ましい。第2工程902において中心間距離aをあけて吹き付けられる第2ジェットエア921の交差方向CDにおける位置は、図8のシート片111における谷部162の位置に一致している。第1の不織布130aでは、第2ジェットエア921の直下に位置していたステープル112の一部が交差方向CDの両側へ等分に振り分けられるように移動して山部161の形成に加わっているが、第2ジェットエア921の直下に残ったものは谷部162を形成している。このような第2ジェットエア921の作用ではまた、ステープル112が機械方向MDに並行して延びるようになる傾向がある。図示してはいないが、第2工程902には第2ノズル部920の下流側に熱処理室を設けることができる。この熱処理室では、ステープル112の表面が僅かに溶融する程度に第1の不織布130aを加熱することによって、第1の不織布130aにおけるステープル112どうしの溶着部位を増加させ、第1の不織布130aを安定した構造のものにすることができる。
【0056】
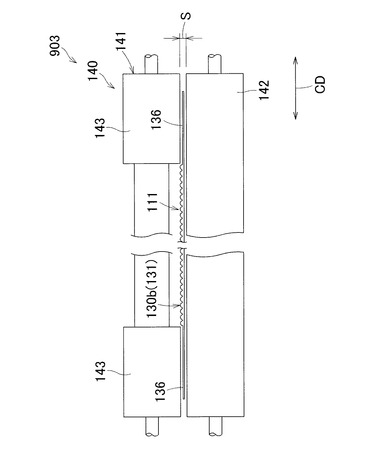
図11に示す第3工程903では、第1の不織布130aを適宜の幅に裁断して得られた第2の不織布130bをプレスロール140で加熱・加圧処理してシート片111の連続体131を得る。プレスロール140は、機械方向MDへ回転する上部ロール141と下部ロール142とを含んでいる。上部ロール141は、交差方向CDの両端部に拡径部143を有し、拡径部143が所要温度に加熱されている。下部ロール142は第2の不織布130bを図の下方から支えている。上部ロール141の拡径部143と下部ロール142とは協働して、第2の不織布130bの交差方向CDにおける両側部136を加熱下に圧縮することができる。ただし、下部ロール142は、所要温度にまで加熱した状態で使用することもできれば、非加熱状態で使用することもできる。拡径部143と下部ロール142とのクリアランスSは、第2の不織布130bの両側部136を所要の厚さにまで圧縮することができるように調整される。拡径部143と下部ロール142との周速もまた、両側部136を所要の厚さにまで圧縮するのに必要な圧縮時間が得られるように調整される。第2の不織布130bは、ステープル112を形成している熱可塑性合成樹脂の溶融温度よりも3〜20℃低い温度に設定された拡径部143を使用して加熱下に圧縮し、その後に室温にまで速やかに冷却することによって、圧縮されて変形したステープル112を変形したままの状態に維持し、側部136を山部161が消失して厚さt(図2参照)を有する厚さの薄い平坦部114(図3参照)に変化させることができる。かように変化した側部136を有する第2の不織布130bはシート片111の連続体である。
【0057】
シート片111では、それを製造するために使用したカードウエブ100の性状や図10の第1,第2工程901,902の運転条件等にもよるが、一般的には山部161と谷部162とのうちの一方における密度がもう一方における密度よりも高くなる傾向にある。例えば、谷部162では山部161におけるよりもステープル112が互いに接近した状態にあって、山部161よりも高密度になることがある。また、山部161におけるステープル112は機械方向MDへ互いに並行して延びる傾向がある。
【0058】
図11の第3工程903において、ロール140の下流側には、連続体131においての両側部136を冷却するためのブロワを設けることができる。また、両側部136に対する加熱・加圧の時間を十分な長さにするために、ロール140の下流側にロール140と同様なロールを追加することもできる。
【0059】
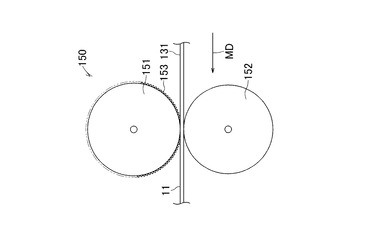
図12は、図11におけるシート片111の連続体131に圧搾部70を形成するための工程を示す図である。図12の工程では、上ロール151と下ロール152とで形成されているエンボス加工機150に対して、図11の連続体131が機械方向MDへ連続的に供給される。上ロール151の周面には、図4に例示の圧搾部70を形成するための複数のエンボス加工用突起153が圧搾部70の分布する態様と同じ態様で設けられる一方、下ロール152の周面は平滑に形成されている。上ロール151と下ロール152とは温度調節可能であって、上ロール151の突起153の温度と下ロール152の表面温度とは、連続体131を形成している熱可塑性合成繊維のステープル112を軟化させることができる温度を上限として加熱され、ステープル112を溶融させる温度にまでは加熱されることがない。加工機150ではまた、突起153の先端形状と、長さと、連続体131に対する面圧とを調整することによって連続体131に形成する圧搾部70の深さや形状を調整することができる。突起153は、その温度がステープル112の軟化温度に設定されている場合には、圧搾部70におけるステープル112を、圧搾部70の周辺域におけるステープル112よりも密に接近させ、しかも圧搾部70において、ステープル112それぞれの繊維としての形態を維持することができる(図5参照)。
【0060】
図12の工程を経た連続体131が表面シート11として使用されるときに、かような圧搾部70では、表面シート11に吸収された体液がステープル112どうしの間隙が大きい周辺域から、間隙の小さい圧搾部70へと容易に移行して、表面シート11における山部61の頂上部分61aとその近傍の表面を速やかに乾燥状態にすることができる。そのような表面シート11は、体液が排泄されてもおむつ着用者に与える湿潤感が長く続くことはなく、結果としておむつを着用したときの湿潤感を軽度なものにすることができる。このような作用を有する表面シート11についての後記Q−max値は、0.10kw/m2を越えることがない。Q−max値が0.10kw/m2を越える表面シートは、その表面に滞留する水分が多く、おむつ着用者の肌に触れると、その肌に急激に冷たい感じを与えて不快感を募らせるばかりでなく、肌がかぶれる一因になることもあるものである。
【0061】
加工機150ではまた、上ロール151の周面が連続体131の表面を押圧する程度にまで突起153を短くしておくことも可能で、そのような上ロール151では、突起153を所要の加熱温度に維持することが容易ある他に、上ロール151の周面が連続体131を押圧することによって、連続体131の厚さを薄くすることもできる。ただし、加工機150によって連続体131の厚さを薄くすることは、連続体131の肌触りの柔軟性を失わせてクッションとしての効果の乏しいものにすることがある。それゆえ、表面シート11の中央部位60a(図2参照)の厚さは、図8における第1の不織布130aの厚さの60%以上であることが好ましい。そのような表面シート11は、その肌触りが後記「肌触りの柔軟性」の項で使用される標準シート片の肌触りよりも柔らかいというものである。なお、図12において、連続体131は装置150を通過する前後においてその表面形状や側面形状が変化するのであるが、図面が煩雑なものになることを避けるために、連続体131についての形状変化の図示は省略してある。
【0062】
図13は、この発明の実施形態の一例を示す図2と同様な図である。図13のおむつ1では、透液性表面シート11が透液性の複合シート10によって形成されている。複合シート10は、ホットメルト接着剤(図示せず)を介して互いに接合している透液性の第1表面シート11aと透液性の第2表面シート11bとによって形成されているもので、第1表面シート11aの下面57aに第2表面シート11bの上面58bが接合している。第1表面シート11aは、図4〜6に例示の表面シート11と同様なものであって、ステープル112によって形成され、上面58aには表面シート11と同様な山部61と、谷部62と、圧搾部70a,70bとが形成され、下面57aが平坦に形成されている。第1表面シート11aにおける山部61の高さは、図2における山部61の高さHと同じにすることもできるが、その高さHよりも低くすることもできる。また、第1表面シート11aの縦方向Aの寸法は、表面シート11における第2表面シート11bの寸法と同じにすることができるが、第2表面シート11bの寸法よりも短くすることもできる。第1表面シート11aの横方向Xの寸法(幅)は、図2における表面シート11の中央部位60aの横方向Bの寸法(幅)と同じであるかそれよりも小さくすることができる。
【0063】
図13における第2表面シート11bには、熱可塑性合成繊維110(図14参照)で形成された不織布、例えばスパンボンド不織布やサーマルボンド不織布、スパンレース不織布、スパンボンド不織布とメルトブローン不織布とスパンボンド不織布の積層体であるSMS不織布等が親水化処理してある状態で使用される。これらの不織布には、繊維として1〜4dtexの繊度を有するステープルおよび/またはフィラメントが10〜50g/m2の割合で使用される。ステープルおよびフィラメントとして、芯鞘型複合繊維やサイドバイサイド型複合繊維の使用も可能である。かような第2表面シート11bは、芯材13の上面を被覆するとともに、芯材13の周縁から縦方向Aと横方向Bとに延出して裏面シート12に重なり、ホットメルト接着剤(図示せず)を介して裏面シート12に接合している。
【0064】
透液性表面シート11に代えて複合シート10を使用する図13の態様のおむつ1では、製造コストのかさむことのある第1表面シート11aとして図1で使用の表面シート11よりも小さなものを使用する一方、製造コストを低く抑えることが可能な第2表面シート11bで芯材13を被覆することによって、表面シート11の使用によるおむつ1の製造コストの上昇を抑えることが可能になる。
【0065】
図14,15は、図13の複合シート10についての図5,6と同様な図である。図14の(a)は、複合シート10における横方向Bの切断面の一例を示し、複合シート10には第1表面シート11aと第2表面シート11bとが含まれている。図14の(b)に示された圧搾部70では、第1表面シート11aにおけるステープル112が圧搾部70の周辺域よりも密に集合している。第2表面シート11bでは、厚さ方向Cにおいて第1表面シート11aの圧搾部70に一致する部分、すなわち圧搾部70の直下に位置する部分において、第2表面シート11bを形成している熱可塑性合成繊維110が、部分78の周辺域よりも密に集合して第2の圧搾部78を形成している。複合シート10にはまた、表面シート11と同様な肌接触域75が形成されている。
【0066】
図15における複合シート10にも、図6と同様な山部61,61e,61fと肌接触域75とが形成されている。第1表面シート11aには圧搾部70が形成され、第2表面シート11bには第2の圧搾部78が形成されている。
【0067】
図13〜15に例示の複合シート10を製造する手順は、次のとおりである。すなわち、図10において得られる第1の不織布130aの平坦な下面に対して、第2表面シート11bとすべき親水化処理した不織布をホットメルト接着剤によって接合して、複合シート10の前駆体を得る。その前駆体を図12における加工機150に供給して、上ロール151の突起153を第1の不織布130aに対して作用させる。突起153は、前駆体の厚さと、それに形成すべき圧搾部70の深さとを考慮して適宜の長さのものを選定しておく。
【0068】
(実施例)
この発明の実施例として、図13〜15に例示の複合シートに相当する透液性シートを製造し、その透液性シートについてのQ−max値、人工尿の拭き残り量、人工尿の拭き取り率、肌触りの柔軟性、および第1表面シートの厚さの各項目について測定、評価した。各評価項目における評価方法は、以下のとおりである。
【0069】
1.Q−max値、拭き残り量、拭き取り率
(1)Q−max値は、体液で濡れている表面シートに肌が接触したときに、表面シートが肌から奪う熱量を定量化して示す値であって、表面シートの表面における水分量に関係していると考えられている。表面シートは、Q−max値が大きいほど表面における水分量が多くて肌から奪う熱量が多く、肌に対して急激に冷たい感じを与える傾向が強いと考えられている。Q−max値の測定には、カトーテック(株)製 KES−F7 サーモラボII型精密迅速熱物性測定装置を使用した。
(2)実施例の透液性シートと比較例の透液性シートとして、大きさが100×100mmのものを用意し、市販の使い捨ておむつ(ユニ・チャーム(株)製 ムーニーSサイズ)から取り外した体液吸収性芯材の肌側の面における中央部にこれらの透液性シートを重ねることによって、実施例および比較例の透液性シートのQ−max値を測定するための試料とした。
(3)おむつ着用者の肌に相当するものとして、大きさが100×100mmの人工皮革(出光テクノファイン製「サプラーレ」PZ12002(カラーC/ブラック))を用意し、その質量Aを求めた。この人工皮革の上に1.0mlの人工尿を滴下して直径40mmの円を画くように広げ、このときの人工皮革と人工尿との質量Bを測定した。人工尿には、イオン交換水の質量に対して尿素を2%、塩化ナトリウム0.8%、硫酸マグネシウム7水和物0.08%、塩化カルシウム2水和物0.03%を溶解させたものを20℃に温度調節して使用した。
(4)試片の肌面側における中心を円を画いている人工尿の中心に合わせ、試片の非肌面側に大きさが100×100mmで200gの質量を有する重りを載せた。
(5)人工尿の上で試片を左側に25mmだけ1往復させ、次に右側に25mmだけ1往復させて尿を拭き取った。
(6)次に、試片を上側に25mmだけ1往復させ、さらに下側に25mmだけ1往復させて尿を拭き取った。
(7)尿を拭き取った後の人工皮革の質量Cを測定し、拭き残り量を下記の式
拭き残り量=質量C−質量A
によって求めるとともに、次式によって拭き取り率(%)を求めた。
拭き取り率={1−(質量C−質量A)/(質量B−質量A)}×100
(8)全ての作業は、20℃、相対湿度65%の恒温恒湿で行った。
(9)拭き取り後の試片を複合シートが上になるようにして3分間机上に放置した。
(10)その3分間の間に試片を20℃、相対湿度65%の室内に置いたQ−max測定装置にセットした。
(11)KES−F7の温度制御系統は、純銅板(面積9cm2、質量9.79g、熱容量0.41855J/℃)と試料に温度差を与える熱源のT−Boxとを含んでいる。純銅板には精密温度センサが内蔵されている。その純銅板の温度を30℃に設定し、測定装置にセットしてある試片に対して純銅板を10g/cm2の加重で押し当てて、最大熱伝達量Q−max値(kw/m2)を読み取った。Q−max値は、値が大きくなるほど、試料である表面シートの表面における水分量が多く、それによって熱伝達量が大きくなったことを示している。換言すると、Q−max値が小さくなるほど表面シートの表面に滞溜している水分量の少ないことを意味している。
【0070】
2.肌触りの柔軟性
(1)肌触りの柔軟性は、5人の被験者による官能試験結果に基づいてランク付けをした。
(2)肌触りの柔軟性の判断基準となる標準シート片には、ポリエチレンを鞘成分とし、ポリエステルを芯成分とし、2.2dtexの繊度と、45mmの繊維長とを有する複合繊維で形成されていて、25g/m2の単位面積当たり質量と0.3mmの厚さとを有するエアスルー不織布を採用した。試片のランク付けでは、被験者が試片と標準シート片とに軽く手を触れたときの肌触りの判断について、標準シート片と比べて試片の方が柔らかく肌に優しいとすべての被験者が判断した場合をランクAとし、標準シート片と比べて試片の方が柔らかいという判断と同等であるという判断とが混在する場合をランクBとし、標準シート片と比べて試片が同等であるという判断と柔らかさが劣るという判断とが混在する場合をランクCとし、標準シート片と比べて試片の方が柔らかくなく肌に優しくないとすべての被験者が判断した場合をランクDとした。
(3)被験者による比較判断では、判断に対する視覚的な影響を排除するために、被験者には目隠しをさせた。
【0071】
3.第1,第2表面シートの荷重下の厚さ
(1)試片として、大きさが100×100mmである実施例と比較例の透液性シートを用意した。
(2)各透液性シートから第1表面シートを剥がし取って試片とするときには、第1表面シートにコールドスプレーを予め吹き付けて冷却し、第1表面シートの形状、厚さに変化が生じないようにしておいた。
(3)測定器には尾崎製作所(株)製のダイアルゲージ PEACOCKを使用し、測定子には直径20mmのものを採用した。測定器は、試片に対する測定圧が3g/cm2となるように調整した。測定される厚さは、第1表面シートまたは第2表面シートの荷重下の厚さである。
【0072】
実施例1
実施例1の透液性シートにおける第1表面シートには、下記特性を有するものを使用した。
(1)ステープルの構成
a.組成: ポリエチレンを鞘とし、ポリエステルを芯とする親水化処理した芯鞘構造複合繊維
b.繊度と繊維長:繊度2.2dtex、繊維長45mmのステープル 50質量%と
繊度3.0dtex、繊維長38mmのステープル 50質量%との混合物
(2)単位面積当たり質量: 25g/m2
(3)山部の幅: 3.2mm
(4)谷部の幅: 0.9mm
(5)山部の頂上部分間の距離: 4.1mm
(6)荷重下の厚さ: 1.2mm
(7)圧搾部の形状、大きさ、心間距離: 一辺が0.7mmの正方形
中心間距離 1.4mm
(8)圧搾部の列の交差角度: α(図4参照)=106°
(9)肌接触域(図4参照)の一辺の長さ: 9mm
【0073】
実施例1の第2表面シートには、下記特性を有するものを使用した。
(1)繊維の構成
a.組成: ポリエチレンを鞘とし、ポリエステルを芯とする親水化処理した芯鞘構造の複合繊維
b.繊度と繊維長: 繊度2.8dtex、繊維長38mmのステープル 50重量%と
繊度2.2dtex、繊維長38mmのステープル 50重量%との混合物
(2)単位面積当たり質量: 25g/m2
(3)荷重下の厚さ: 0.4mm
【0074】
実施例2
第1表面シートにおける肌接触域(図4参照)の一辺の長さを6mmに変えたこと以外は実施例1と同じ条件で実施例2の透液性シートを製造した。
【0075】
実施例3
第1表面シートにおける肌接触域の一辺の長さを18mmとし、図12のロール151における突起の長さを0.5mmとした以外は、実施例1と同じ条件で実施例3の透液性シートを製造した。
【0076】
実施例4
第1表面シートにおける肌接触域の一辺の長さを12mm、突起の長さを0.5mmとした以外は実施例1と同じ条件で実施例4の透液性シートを製造した。
【0077】
比較例1
突起の長さを0.5mmにしたこと以外は、実施例1と同じ条件で比較例1の透液性シートを製造した。
【0078】
比較例2
突起の長さを0.5mmにしたこと以外は、実施例2と同じ条件で比較例2の透液性シートを製造した。
【0079】
比較例3
圧搾部を形成しなかったこと以外は、実施例5と同じ条件で比較例3の透液性シートを製造した。この透液性シートは、図10に例示の第1の不織布130aに相当するものである。
【0080】
【表1】

【0081】
表1の評価結果からは、山部と谷部とを有するが圧搾部が形成されていない比較例3の透液性シートとの対比において圧搾部が形成されている実施例の透液性シートは、肌を濡らしている体液を拭き取ることにおいて優れていることがわかる。また、圧搾部を形成するためのエンボス加工用突起の長さを長くするか、突起の長さが短いときには肌接触域の一辺の長さを長くすることによって、第1表面シートの厚さ、すなわち第1表面シートにおける山部の高さをエンボス加工前における山部の高さの60%以上に保つことができ、肌触りの柔軟性について高い評価結果が得られた。
【0082】
一般に、新生児から月齢4ヶ月程度のまでの月齢の低いベビーでは、一回の排尿量が少なく、高々20ml程度であり、しかも尿速が遅いうえにベビーは横になっている時間が長いから、尿道口を出た尿は肌を伝って流れるということが多く、尿は尿道口からおむつに向かって排泄されるということが少ない。そして、このように肌を伝って流れる尿に対しては、拭き取り率の高い拭き取り性能に優れたおむつを着用して、おむつの表面シートが肌に接触するときに尿を拭き取り、その尿をおむつの体液吸収性芯材で吸収するということが好ましい。表1の実施例1〜4によって示されているように、この発明に係る透液性シートは、尿の拭き取り性能と、肌触りの柔軟性において優れているから、低月齢のベビーが着用する使い捨ておむつの透液性表面シートとして使用するのに好適である。
【符号の説明】
【0083】
1 使い捨ておむつ
11 透液性シート(表面シート)
15a 第1列
15b 第2列
57 反対面
58 面
61 山部
61a 頂上部分
62 谷部
70 圧搾部
75,75a,75b,75c,75d 肌接触域
77 周辺域
78 第2の圧搾部
100 ウエブ
110 熱可塑性合成繊維
112 熱可塑性合成繊維
150 ロール
151 ロール
152 ロール
153 突起
200 通気性支持体
911 ノズル
A 縦方向
B 横方向
C 厚さ方向
MD 機械方向
【技術分野】
【0001】
この発明は、使い捨てのおむつや生理用ナプキン等の体液吸収性着用物品の表面シートとして使用するのに好適な透液性シートとその製造方法とに関する。
【背景技術】
【0002】
透液性表面シートと不透液性裏面シートとの間に体液吸収性の芯材を介在させた使い捨てのおむつや生理用ナプキン等の体液吸収性着用物品は従来周知である。また、その表面シートとして、両表面のうちの一方の面に互いに並行して一方向へ延びている山部と谷部とがその一方向と直交する方向で交互に並ぶように形成されているものは公知であり、そのような表面シートについて、山部と谷部とがおむつ着用者の肌と向かい合うようにする使用態様は公知である。
【0003】
たとえば、特開昭58−132155号公報(特許文献1)には、使い捨ておむつ等の表面シートとして使用するのに好適な透液性の不織布が開示されている。この不織布は、不織布の製造工程における機械方向へ互いに並行して延びる凸部と凹部とからなる凹凸模様を有するもので、凸部に対応する部分において密度が低く、凹部に対応する部分において密度が高いものである。
【0004】
特開2008−25079号公報(特許文献2)にもまた、使い捨ておむつ等の表面シートとして使用するのに好適な透液性の不織布が開示されている。この不織布は、両表面のうちの一方の面がほぼ平坦に形成されており、その反対面には機械方向へ互いに並行して延びる凸状部と凹状部とが形成されていて、これら凸状部と凹状部とが機械方向に直交する交差方向において交互に並んでいる。凸状部は、凹状部と比べて高い密度を有している。
【0005】
WO 2008/146541 A1号公報(特許文献3)には、シート状部材の積層体なるものが開示されている。この積層体の一例は、熱可塑性繊維を含む不織布で形成された第1シート状部材と第2シート状部材とを重ね合せたものであって、第1シート状部材には複数の貫通孔が形成され、各貫通孔の長さ方向が同じ方向に向いている。また、第1シート状部材は、複数の溝部を有し、溝部の長さ方向は貫通孔の長さ方向に一致している。第1シート状部材と第2シート状部材とは、複数の接合凹部で接合し、その接合凹部では第1シート状部材と第2シート状部材とが溶着されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開昭58−132155号公報
【特許文献2】特開2008−25079号公報
【特許文献3】WO 2008/146541 A1 号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
体液吸収性着用物品の表面シートとして使用する透液性シートが特許文献2,3に開示されているようなものであると、互いに並行して一方向へ延びる凸状の山部と凹状の谷部とのうちの山部は、表面シートが肌に接触したときの肌触りを柔軟なものにするように作用する。また、谷部では山部におけるよりも繊維が互いに接近した状態にあると、山部に吸収された体液が谷部へ容易に移行して、その谷部から吸収体に吸収される傾向があるので、体液排泄後の表面シートは山部が速やかに乾燥状態となる。しかし、山部を形成している繊維には、山部の延びる方向に並行して延びるものがあり、そのような繊維に沿って拡散するときの体液は、吸収後に速やかに吸収されるということが難しく、表面シートの表面に滞溜しがちであるから、着用物品の着用者が体液を排泄したときに湿潤感が長く続くということがある。
【0008】
この発明が課題とするところは、山部と谷部とを有する透液性表面シートについて、着用物品の着用者に与える湿潤感を軽減することができるように改良を施すことにある。
【課題を解決するための手段】
【0009】
前記課題を解決するためのこの発明は、透液性シートに係る第1発明と、透液性シートの製造方法に係る第2発明とを含んでいる。
【0010】
前記第1発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートである。
【0011】
かかる透液性シートにおいて、前記第1発明が特徴とするところは、以下のとおりである。すなわち、前記一方の面には、前記不織布を前記一方の面から前記反対面へ向かう方向へ局部的に圧搾することによって形成されたドット状の圧搾部が少なくとも前記山部に含まれている。前記圧搾部では、前記不織布における前記熱可塑性合成繊維が繊維としての形態を保った状態で前記圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している。
【0012】
前記第1発明の実施態様の一つにおいて、前記圧搾部が前記山部の頂上部分にも含まれている。
【0013】
前記第1発明の実施態様の一つにおいて、複数の前記圧搾部が前記山部と前記谷部とに斜めに交差する方向へ並ぶことによって列を形成し、前記列には、互いに並行して前記斜めに交差する方向へ延びる複数条の第1列と、複数条の前記第1列と交差するとともに互いに並行して前記斜めに交差する方向へ延びる複数条の第2列とが含まれている。
【0014】
前記第1発明の実施態様の他の一つにおいて、隣り合う二条の前記第1列と、隣り合う二条の前記第2列とが交差して、前記第1面には前記第1列と前記第2列とによって囲まれた肌接触域が形成され、前記肌接触域には少なくとも一条の前記山部が含まれている。
【0015】
前記第1発明の実施態様の他の一つにおいて、前記肌接触域は、前記縦方向の寸法が前記横方向の寸法よりも大きい。
【0016】
前記第1発明の実施態様の他の一つにおいて、前記不織布における前記熱可塑性合成繊維が1〜4dtexの繊度と、30〜60mmの繊維長とを有するステープルであって、10〜50g/m2の単位面積当たり質量を有している。
【0017】
前記第1発明の実施態様の他の一つにおいて、前記透液性シートの前記反対面には、熱可塑性合成繊維で形成された透液性の繊維層がホットメルト接着剤を介して接合し、前記繊維層には前記厚さ方向において前記圧搾部の位置に一致する第2の圧搾部が形成されていて、前記第2の圧搾部では前記繊維層の前記熱可塑性合成繊維のそれぞれが繊維形態を保った状態で前記第2の圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している。
【0018】
前記第1発明の実施態様の一つにおいて、前記繊維層を形成している前記熱可塑性合成繊維が1〜4dtexの繊度を有するステープルおよびフィラメントのいずれかを含み、10〜50g/m2の単位面積当たり質量を有している。
【0019】
前記第1発明の実施態様の他の一つにおいて、前記透液性シートは、人工尿拭き取り試験における人工尿拭き取り後のQ−max値が0.10kw/m2を越えることのないものである。
【0020】
前記第1発明の実施態様のさらに他の一つにおいて、前記透液性シートが月齢6ヶ月未満のベビーを対象とする使い捨ておむつの表面シートとして使用されているものである。
【0021】
前記第2発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートの製造方法である。
【0022】
かかる製造方法において、前記第2発明が特徴とするところは、以下のとおりである。
【0023】
a.前記透液性シートは、熱可塑性合成繊維の集合体であるウエブを通気性支持体に載せて機械方向へ連続的に供給しながら、前記ウエブの両表面のうちの一方の面からその反対面に向かって、前記支持体の上方において前記機械方向に対する交差方向に並ぶ複数のノズルから加圧空気および加圧水のいずれかを噴射し、前記ウエブの前記一方の面に前記機械方向へ互いに並行して延びるとともに前記交差方向において起伏を交互に繰り返す山部と谷部とを形成する。
b.前記山部と前記谷部とを形成した後の前記ウエブを、周面が平滑なロールと周面に複数のエンボス加工用突起を有するロールとからなる一対のエンボス加工用ロールの間に供給して前記ウエブに対して前記一方の面から前記反対面に向かう方向に前記エンボス加工用突起を作用させることにより、前記一方の面を前記反対面に向かって局部的に圧搾して少なくとも前記山部にドット状の圧搾部を形成する。
c.前記エンボス加工用突起は、その表面温度が前記熱可塑性合成繊維の表面を溶融させることのない温度範囲に維持しておく。
【0024】
前記第2発明の実施態様の一つにおいて、前記エンボス加工用突起によって、前記一方の面に複数の前記圧搾部を形成し、複数の前記圧搾部には、前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第1列と、複数条の前記第1列と交差するとともに前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第2列とを形成させる。
【0025】
前記第2発明の実施態様の他の一つにおいて、前記山部と前記谷部とを形成した前記ウエブの前記反対面には熱可塑性合成繊維のステープルおよびフィラメントのいずれかを含む透液性の繊維層をホットメルト接着剤で接合して複合ウエブを形成し、前記複合ウエブを一対の前記ロールの間に供給して前記繊維層を含む前記透液性シートを得る。
【0026】
前記第2発明の実施態様のさらに他の一つにおいて、前記エンボス加工用突起は、その長さが前記ウエブまたは前記複合ウエブの厚さを超える寸法である。
【発明の効果】
【0027】
第1発明に係る透液性シートは、圧搾部が少なくとも山部に対して形成されていて、その圧搾部では、透液性シートを形成している不織布に含まれた熱可塑性合成繊維がその繊維としての形態を保った状態で圧搾部の周辺域におけるよりも密に集合しているから、山部に吸収された体液は、谷部に向かって移行する他に圧搾部に向かっても移行して、山部に滞溜する傾向が低下する。
【0028】
第2発明に係る製造方法によれば、エンボス加工用突起の表面温度は、不織布における熱可塑性合成繊維の表面を溶融させることのない温度範囲にあるから、その突起によって形成されている圧搾部では、熱可塑性合成繊維が互いに密着してはいても互いに溶着するということがない。
【図面の簡単な説明】
【0029】
【図1】使い捨ておむつの部分破断平面図。
【図2】図1のII−II線切断面を示す図。
【図3】図1のIII−III線切断面を示す図。
【図4】図1の部分IVの拡大図。
【図5】(a)は図4のV−V線切断面を示す図、(b)は(a)の部分拡大図。
【図6】図4のVI−VI線切断面を示す図。
【図7】圧搾部を拡大して示す写真。
【図8】表面シートを得るためのシート片の部分破断斜視図。
【図9】透液性シートの寸法を測定するために使用する断面図。
【図10】透液性シートの製造工程の一部を示す図。
【図11】透液性シートの製造工程の一部を示す図。
【図12】透液性シートの製造工程の一部を示す図。
【図13】実施態様の一例を示す図2と同様な図。
【図14】実施態様の一例を示す図5と同様な図。
【図15】実施態様の一例を示す図6と同様な図。
【発明を実施するための形態】
【0030】
添付の図面を参照してこの発明に係る透液性シートとその製造方法との詳細を説明すると、以下のとおりである。
【0031】
図1は、この発明に係る透液性シートが使用された体液吸収性着用物品の一例である開放型使い捨ておむつ1の部分破断平面図である。おむつ1は、互いに直交する縦方向Aと横方向Bと厚さ方向C(図2参照)とを有する。ただし、この発明では、縦方向Aが前後方向と呼ばれ、横方向Bが幅方向と呼ばれることもある。おむつ1は、その縦方向Aの寸法が横方向Bの寸法よりも長い矩形のシャシ2と、シャシ2の前方部分に取り付けられて横方向Bへ延びる一対の前ウイング3と、シャシ2の後方部分に取り付けられて横方向Bへ延びる一対の後ウイング4とを含んでいる。シャシ2の縦方向Aにおいて、前ウイング3と後ウイング4との間には股下域6が形成され、股下域6の前方には前胴回り域7が形成され、股下域6の後方には後胴回り域8が形成されている。
【0032】
シャシ2は、透液性表面シート11と、不透液性裏面シート12と、これら両シート11,12の間に介在する体液吸収性芯材13とを含んでいる。裏面シート12は、熱可塑性合成繊維で形成されていて肌触りのよい不織布であるアウタシート14によって被覆されている。表面シート11と裏面シート12とは、芯材13の周縁部51から延出して重なり合いホットメルト接着剤(図示せず)を介して接合している。図示例の表面シート11と裏面シート12とは、縦方向Aにおける寸法が同じであるが、横方向Bにおいて、裏面シート12は表面シート11の側縁16から延出している。また、縦方向Aの寸法が裏面シート12の寸法と同じであるアウタシート14は、裏面シート12の側縁17から横方向Bへ延出している。これら表面シート11と裏面シート12とアウタシート14とは、芯材13から延出する部分において、シャシ2の両側縁部18のそれぞれと前後端縁部21,22のそれぞれとを形成している。両側縁部18のそれぞれには、縦方向Aに長いシート片によって防漏堤31が形成されている。防漏堤31は、側縁部18に対してホットメルト接着剤32aを介して接合している基縁部33と、前端縁部21に対してホットメルト接着剤32bを介して接合している前縁部34と、後端縁部22に対してホットメルト接着剤32cを介して接合している後縁部36と、基縁部33よりもシャシ2の内側に位置していて表面シート11に対して離間可能に重なる自由縁部37とを有し、自由縁部37はそこに形成されたスリーブ38の内側に弾性部材39がホットメルト接着剤(図示せず)を介して伸長状態で取り付けられている。表面シート11に示される複数条の一点鎖線15a,15bは、表面シート11に形成されている後記圧搾部70(図4〜6参照)の列を示している。
【0033】
シャシ2の両側縁部18ではまた、縦方向Aへ伸長状態で延びる脚周り弾性部材41がアウタシート14と防漏堤31の基縁部33との間にあって、ホットメルト接着剤(図示せず)を介してアウタシート14に取り付けられている。シャシ2の前端縁部21では、横方向Bへ伸長状態で延びる前胴回り域弾性部材42が表面シート11と裏面シート12との間にあって、これらシート11,12の少なくとも一方にホットメルト接着剤(図示せず)を介して接合している。シャシ2の後端縁部22では、横方向Bへ伸長状態で延びる後胴回り域弾性部材43が表面シート11と裏面シート12との間にあって、これらシート11,12の少なくとも一方にホットメルト接着剤(図示せず)を介して接合している。
【0034】
かように形成されているシャシ2は、前胴回り域7における側縁部18に、横方向Bへ延出するように前ウイング3が取り付けられており、後胴回り域8における側縁部18に、横方向Bへ延出するように後ウイング4が取り付けられている。後ウイング4には、テープファスナ46が取り付けられている。テープファスナ46は、おむつ1を着用するときに、仮想線で示すように横方向Bへ伸展し、テープファスナ46の内面に塗布されている粘着剤47を使用して、シャシ2の外面または前ウイング3の外面に剥離可能に止着することができる。
【0035】
このシャシ2を有するおむつ1の平面形状は、シャシ2の幅を二等分する中心線Lに関して対称なもので、表面シート11を内側にして縦方向AにおいてU字形に湾曲すると、防漏堤31の弾性部材39が収縮して、防漏堤31の自由縁部37が表面シート11の上方へ表面シート11から離間するように動き、防漏堤31は後記図2に示すように表面シート11から起立する。起立した防漏堤31は、股下域6において表面シート11の上を横方向Bへ流れる体液がおむつ1から漏れることを防ぐように作用する。
【0036】
図2は、図1におけるII−II線切断面を拡大して示す図であって、おむつ1の厚さ方向が双頭矢印Cで示されている。図2において、芯材13は、おむつ1のうちの少なくとも股下域6における横方向Bの中央部に含まれているものであって、粉砕パルプや高吸水性ポリマー粒子等の吸水性材料52をラッピングシート53で包むことにより形成されている。ラッピングブシート53は、ティッシュペーパや透液性不織布等で形成されていて透液性を有し、より好ましくは透液性と吸液性とを有し、さらに好ましくは拡散性を兼ね備えている。芯材13において、ラッピングシート53で形成されている上面54は、表面シート11で被覆され、ラッピングシート53で形成された下面56が裏面シート12で被覆されている。また、表面シート11と裏面シート12とアウタシート14とによって形成されているシャシ2の両側縁部18では、防漏堤31のうちの基縁部33がそれと対向する表面シート11と裏面シート12とアウタシート14とに対してホットメルト接着剤32aを介して接合している。防漏堤31の自由縁部37と、自由縁部37と基縁部33との間の中間部35とが、表面シート11から起立したときの状態は、仮想線で示されている。
【0037】
図2においてはまた、表面シート11が芯材13と向かい合う下面57と、その反対面である上面58とを有し、下面57がほぼ平滑に形成されている。上面58は、芯材13の股下域6における周縁部51よりも内側である中央部位60aに山部61と谷部62とが横方向Bへ交互に並ぶように形成され(図4〜7を併せて参照)、周縁部51よりも外側の部位である側方部位60bは周縁部51に接している部分以外が平坦であって横方向Bへ延び、その厚さtは、中央部位60aにおける山部61の高さHよりも小さくなるように形成されている。防漏堤31における基縁部33は、表面シート11に対して、平坦に形成された側方部位60bに接合している。表面シート11のうちの中央部位60aは、おむつ1が着用されたときに、山部61においておむつ着用者の肌に容易に接触することが可能である一方、谷部62と後記する圧搾部70とでは肌に容易には接触することがなく、その谷部62においては肌と表面シート11との間に縦方向Aへ延びる通気路を形成することができる。図2の表面シート11における中央部位60aと側方部位60bとの境界部分65が、図1には仮想線で示されている。
【0038】
図3は、図1のIII−III線切断面を拡大して示す図である。芯材13の平面形状は、砂時計型であって、図1では表面シート11で被覆されている部分が鎖線で示されている。その図1において明らかなように、芯材13は股下域6において幅が最も狭く、前胴回り域7と後胴回り域8とに位置する部分において幅が広くなっている。III−III線は、その幅が広くなった部分において芯材13を横切るように延びている。表面シート11における中央部位60aと側方部位60bとの境界部分65は、中心線L(図1参照)に平行して縦方向Aへ直状に延びているもので、図2においては芯材13の周縁部51に隣接する態様にあったが、図3においては、周縁部51が横方向Bの外側寄りにあって、境界部分65と周縁部51とが離間した態様にある。図2,3から明らかなように、表面シート11における平坦な側方部位60bは、芯材13の縦方向Aへ延びる周縁部51のうちの少なくとも一部分、より詳しくは、その周縁部51のうちで芯材13の幅が最も狭くなる部分よりも外側に形成されている。
【0039】
図4,5,6は、図1において仮想線で囲まれている部分IVの拡大図と、図4のV−V線切断面と、VI−VI線切断面とを示す図である。図4において、表面シート11の上面58には複数の圧搾部70が形成されている。圧搾部70は、表面シート11が上面58から下面57に向かって圧搾されている部位であって、図中の一点鎖線15a上にあって右上がりの列を複数条形成する圧搾部70aと、一点鎖線15b上にあって左上がりの列を複数条形成する圧搾部70bとを含んでいる。圧搾部70aの中央部を通る一点鎖線15aは、一点鎖線15bと斜めに交差するとともに、山部61と谷部62とにも斜めに交差している。一点鎖線15aと一点鎖線15bとの交差角度のうちで縦方向Aに開いている交角αは幅方向Bに開いている交角βと等しいかまたは交角βよりも大きく、好ましくは90〜150°の範囲にある。圧搾部70は、山部61にも谷部62にも形成されるものであるが、好ましい山部61では、その頂上部分61a(図6,7参照)にも圧搾部70aおよび/または圧搾部70bが形成されている。図示例では、一点鎖線15aと一点鎖線15bとが頂上部分61aにおいて交差しており、その頂上部分61aでは圧搾部70aと70bとが重なり合った状態にある。表面シート11において、隣り合う二条の一点鎖線15aと隣り合う二条の一点鎖線15bとに囲まれている部分のそれぞれは平行四辺形であって、表面シート11における肌接触域75を形成している。好ましい肌接触域75は、少なくとも一条の山部61を含むことによって着用者の肌に接触可能である。圧搾部70a,70bは、円形や長円形、矩形、菱形等の適宜の平面形状になり得るが、その面積は0.2〜9mm2程度であることが好ましい。圧搾部70aどうしの中心間距離と圧搾部70bどうしの中心間距離とは、山部61どうしの頂上部分間の距離を越えることがないようにして、山部61の頂上部分61aに圧搾部70aおよび/または圧搾部70bを形成することが好ましい。また、隣接する一点鎖線15aどうしの離間寸法76aと、隣接する一点鎖線15bどうしの離間寸法76bとは、肌接触域75の内側に山部61が少なくとも一条存在する寸法に調整することが好ましい。
【0040】
肌接触域75が形成されている表面シート11は、その肌接触域75における山部61と、その山部61に含まれている圧搾部70a、70bとの作用によって、肌に付着している尿等の体液を速やかに拭き取ることができる。表面シート11による拭き取り性能は、後記する「拭き取り率」によって示すことが可能であり、表面シート11を一例とするこの発明に係る透液性シートの「拭き取り率」は、95%以上である。
【0041】
図5の(a)は図4のV−V線切断面によって表面シート11のみの切断面形状を示す図であり、図5の(b)は(a)の部分拡大図である。図5の(a)において、圧搾部70が山部61の頂上部分61aに形成されることによって、その山部61が高さの低い二つの山部61dに分けられている。圧搾部70と70との間には肌接触域75aが形成され、その肌接触域75aには圧搾部70の形成されていない山部61と頂上部分61aとが含まれている。肌接触域75aの右隣には、切断面形状が肌接触域75aと同じである肌接触域75bが形成されている。
【0042】
図5の(b)では、表面シート11を形成しているステープル112が圧搾部70において、繊維としての形態を失うことがない状態で、換言するとステープル112のそれぞれを一本づつ確認することができる状態で、圧搾部70の周辺域77におけるよりも密に集合している。それゆえ、図5の(a)の山部61dに吸収された体液は、周辺域77から圧搾部70へと動いて芯材13(図2参照)に速やかに吸収される。ステープル112が圧搾部70において密に集合している状態は、電子顕微鏡等を使用して圧搾部70とその近傍とを表面シート11の上方から拡大して観察することによって確認することができる(後記図7参照)。
【0043】
図6は、図4のVI−VI線切断面によって表面シート11における山部61の斜面の切断面形状を例示しているが、芯材13の図示は省略されている。肌接触域75aにおける山部61は、縦方向Aの両端部に圧搾部70aと圧搾部70bとが形成されている。肌接触域75aの縦方向Aにはまた、肌接触域75cと肌接触域75dとが形成され、それぞれの肌接触域75c,75dには高さの低い山部61e,61fが含まれている(図4を併せて参照)。図6の圧搾部70a,70bにおいても、ステープル121は、圧搾部70a,70bの周辺域におけるステープル112よりも密に集合している。それゆえ、山部61や山部61e,61fに吸収されて縦方向Aへ拡散する体液は、それらの圧搾部70a,70bに集まり、そこから芯材13に吸収されるということが可能になる。
【0044】
図7における写真は、後記実施例1における透液性シートに形成されている圧搾部70をその上方から観察したときのものであって、圧搾部70は100倍に拡大されている。圧搾部70では、ステープル112が繊維間隙70tを残しながら密集した状態にある。断面形状がほぼ円形であったステープル112は、圧搾部70において扁平なものに変化しているように見えるが、個々のステープル112は繊維としての形態を保ち、その形態を失っているわけではない。圧搾部70についてのこの観察には、(株)キーエンス社製のリアルサーフェスビュー顕微鏡 VE−7800を使用した。
【0045】
図8は、表面シート11を得るために使用するシート片111の部分破断斜視図であって、図4における一点鎖線15a,15bと、圧搾部70との位置がシート片111の一部分に対して仮想線で示されている。シート片111は、1〜4dtexの繊度を有する親水化処理されたステープル112が交絡し溶着している不織布であって、上面158と下面157とを有し、単位面積当たりの質量である坪量が10〜50g/m2の範囲にある。ステープル112は、繊維長が30〜60mmのものであって、すべてがほぼ同じ長さのものである場合と、長さの異なるものを混合したものである場合とがある。ステープル112はまた、直状のものである場合と、機械的な処理または熱的な処理によって捲縮しているものである場合とがある。捲縮しているステープル112の繊維長は、ステープル112を直状に延ばした状態で測定されるときの値である。ステープル112を形成する熱可塑性合成樹脂の例には、ポリエチレン、ポリプロピレン、ナイロン、ポリエステル等がある。また、ステープル112には、これらの熱可塑性合成樹脂を少なくとも2種類使用して作られる芯鞘型やサイドバイサイド型の複合繊維も含まれる。図1のおむつ1の横方向Bに相当するシート片111においての第1方向Xの中央部分には起伏部113が形成され、起伏部113の両側には平坦部114が形成されている。起伏部113の上面158には、第1方向Xにおいて交互に並ぶ山部161と谷部162とが形成され、隣り合う山部161の頂上部分161a間の距離および隣り合う谷部162の谷底部分162a間の距離は2〜7mmの範囲にある。これら山部161と谷部162とは、おむつ1の縦方向Aに相当する第2方向Yへ互いに並行して延びている。第1方向Xと第2方向Yとに直交する第3方向Zにおいての山部161の頂上部分161aと下面157との間の寸法Hは山部161の高さである(図2参照)。この発明において、この寸法Hを起伏部113におけるシート片111の厚さ、またはシート片111の無荷重下の厚さということがあり、第3方向Zをシート片111の厚さ方向ということがある。谷部162の谷底部分162aにおける上面158と下面157との間の寸法はfである。平坦部114は、その坪量が起伏部113の坪量と同じであって、上面158と下面157との間の寸法はt(図2参照)である。好ましいシート片111において、寸法Hは0.6〜2.5mm、寸法fは0.4〜0.6mm,寸法tは0.2〜0.7mmの範囲にある。
【0046】
シート片111が図4〜6に例示の圧搾部70を形成された後に所要形状に裁断されて図1〜3における表面シート11として使用されると、シート片111の上面158と下面157とは表面シート11の上面58と下面57とになる。シート片111の起伏部113と平坦部114とは、表面シート11の中央部位60aと側方部位60bとになり、山部161と谷部162とは山部61と谷部62とになる。
【0047】
図9は、シート片111またはそれに代わる表面シート11についての寸法H,f,t等を測定するときの手順を示す図である。測定に当たっては、シート片111および表面シート11のいずれかから測定用の試片を作る。試片は、シート片111または表面シート11から切り取った小片で、第1方向Xまたは横方向Bに少なくとも30mmの長さを有するものである。
【0048】
試片は、山部161または61が上方となるようにして水平面に置き、三次元測定器として(株)キーエンス社製 高精度形状測定システム(高精度ステージ:KS−1100を含む)と高速・高精度CCDレーザー変位計(コントローラ:LK−G3000Vセット、センサヘッド:LK−G30を含む)とを使用し、これら機器の使用条件を下記のとおりに設定することによって、試片の断面形状を測定し、記録する。
【0049】
機器の設定条件
ステージ:KS−1100について
1.測定範囲 30000μm×30000μm
2.測定ピッチ 20μm
3.移動速度 7500μm/sec
コントローラ:LK−G3000Vセットについて
1.測定モード 測定体
2.設置モード 拡散反射
3.フィルタ 平均4回
4.サンプリング周期 200μs
【0050】
測定した断面形状に対して、スムージング処理を施された断面形状の輪郭線を得るために、画像データ処理を下記の条件によって行う。
1.測定データのファイルを開く
2.「プロファイル」を選択し、次いで水平線を選択する。
3.試片のうちの圧搾部が含まれることがないように計測位置を選択する。
4.「補正」を選択し、次に「高さスムージング」を選択し、その次に「±12」を選択する。
【0051】
スムージング処理を施された輪郭線からは、以下の手順によって各種の寸法を求める。図10を参照してその手順を説明すると次のとおりである。なお、図10にはスムージング処理を施された輪郭線が示されている。
1.輪郭線において、隣り合う山部161どうしの頂上部分161aを結ぶ補助線kを引く。
2.水平面SFに平行な第1水平線h1を引く。
3.頂上部分161aを通り第1水平線h1に直交する補助線b,cを引く。
4.谷部162の谷底部分162aを通り第1水平線h1に直交する補助線dを引く。
5.補助線kと補助線dとの交点をX2とする。
6.補助線dについて、谷底部分162aから交点X2までの距離の1/3に相当する点eを求める。谷底部分から点eまでの距離をX1とする。
7.点eを通り第1水平線h1に平行な第2水平線h2を引き、第2水平線h2と互いに隣り合う山部161の輪郭線との交点m,nを求め、点mと点nとの間の距離を谷部162の幅とする。
8.補助線cと補助線dとの間の距離を頂点部分161a間の距離または山部161のピッチとする。
9.頂点部分161a間の距離と、谷部162の幅との差を山部161の幅とする。
10.補助線b,cについて、水平面SFら頂点部分161aまでの距離、すなわち寸法Hを無荷重下の山部の高さ、またはシート片111と表面シート11とについての無荷重下の厚さとする。
11.補助線dにおける谷底部分162aから水平面SFまでの距離は、試片についての寸法fとする。
12.試片が図8におけるシート片111の平坦部114を含む場合には、平端部114についても上記手順を応用することによって平端部114における寸法tを求めることができる。
13.シート片111および表面シート11の各寸法は、1枚の試片について1回測定し、10枚の試片を使用した10回の測定結果を平均した値とする。
【0052】
図1に例示のおむつ1において、シャシ2における裏面シート12は0.01〜0.05mmの厚さを有するポリエチレン等の熱可塑性合成樹脂のフィルムによって形成され、アウタシート14は10〜40g/m2の坪量を有するスパンボンド不織布やSMS(スパンボンド−メルトブローン−スパンボンド)不織布、スパンレース不織布等の不織布によって形成されている。防漏堤31には、難透液性、より好ましくは不透液性の不織布または熱可塑性合成樹脂のフィルムが使用されている。前ウイング3と後ウイング4とには、不織布や不織布と熱可塑性合成樹脂のフィルムとの積層体が使用されている。
【0053】
図10,11は、図8のシート片111を得るための第1の不織布130aをカードウエブ100から製造する工程の一部分を示す図と、第1の不織布130aからシート片111の連続体131を得るための工程の一部を示す図であって、図10の工程は特開2009−030318号公報によって公知のものである。
【0054】
図10では、支持台である厚さ方向に通気性を有する走行ベルト200にステープル112によって形成された10〜50g/m2の坪量を有するカードウエブ100が載せられて、機械方向MDへ走行する。走行ベルト200には、例えばメッシュナンバーが30以上であるメッシュプレートが使用される。機械方向MDには、カードウエブ100をその厚さ方向において圧縮しながらステープル112(図3参照)どうしを溶着してカードウエブ100の地合を安定させるための予備処理工程である第1工程901と、第1工程901を通過した予備処理カードウエブ100aに山部161と谷部162とを形成する第2工程902とが設けられている。第1工程901では、カードウエブ100に対して、第1ノズル部910から加熱された第1ジェットエア911が吹き付けられる。その第1ジェットエア911は、カードウエブ100とベルト200とを通過して第1サクションボックス912に吸引される。第1ジェットエア911の風量は、このような予備処理が可能となるように、第1サクションボックス912の単位時間当たりの吸気量と同程度であるかその吸気量よりも僅かに多くなるように設定される。第1ジェットエア911の温度は、ステープル112の表面を僅かに溶融させる温度であって、ステープル112どうしを互いに接触している表面部分において溶着させることができるが、ステープル112としての繊維形態を失わせることがない程度の温度に設定されている。
【0055】
第2工程902では、第1工程901を通過した予備処理カードウエブ100aに対して、複数のノズル(図示せず)が中心間距離aで交差方向CDに配置されている第2ノズル部920から複数条の加熱された第2ジェットエア921が吹き付けられて、第1の不織布130aが得られる。第2ジェットエア921は、第1工程901で得られた地合の安定している予備処理カードウエブ100aにおけるステープル112を部分的に交差方向CDへ移動させ、第2ジェットエア921どうしの間に山部161を形成させるものであって、そのための第2ノズル部920の風量は、第2サクションボックス925の吸気量よりも多くなるように設定されることが好ましい。第2工程902において中心間距離aをあけて吹き付けられる第2ジェットエア921の交差方向CDにおける位置は、図8のシート片111における谷部162の位置に一致している。第1の不織布130aでは、第2ジェットエア921の直下に位置していたステープル112の一部が交差方向CDの両側へ等分に振り分けられるように移動して山部161の形成に加わっているが、第2ジェットエア921の直下に残ったものは谷部162を形成している。このような第2ジェットエア921の作用ではまた、ステープル112が機械方向MDに並行して延びるようになる傾向がある。図示してはいないが、第2工程902には第2ノズル部920の下流側に熱処理室を設けることができる。この熱処理室では、ステープル112の表面が僅かに溶融する程度に第1の不織布130aを加熱することによって、第1の不織布130aにおけるステープル112どうしの溶着部位を増加させ、第1の不織布130aを安定した構造のものにすることができる。
【0056】
図11に示す第3工程903では、第1の不織布130aを適宜の幅に裁断して得られた第2の不織布130bをプレスロール140で加熱・加圧処理してシート片111の連続体131を得る。プレスロール140は、機械方向MDへ回転する上部ロール141と下部ロール142とを含んでいる。上部ロール141は、交差方向CDの両端部に拡径部143を有し、拡径部143が所要温度に加熱されている。下部ロール142は第2の不織布130bを図の下方から支えている。上部ロール141の拡径部143と下部ロール142とは協働して、第2の不織布130bの交差方向CDにおける両側部136を加熱下に圧縮することができる。ただし、下部ロール142は、所要温度にまで加熱した状態で使用することもできれば、非加熱状態で使用することもできる。拡径部143と下部ロール142とのクリアランスSは、第2の不織布130bの両側部136を所要の厚さにまで圧縮することができるように調整される。拡径部143と下部ロール142との周速もまた、両側部136を所要の厚さにまで圧縮するのに必要な圧縮時間が得られるように調整される。第2の不織布130bは、ステープル112を形成している熱可塑性合成樹脂の溶融温度よりも3〜20℃低い温度に設定された拡径部143を使用して加熱下に圧縮し、その後に室温にまで速やかに冷却することによって、圧縮されて変形したステープル112を変形したままの状態に維持し、側部136を山部161が消失して厚さt(図2参照)を有する厚さの薄い平坦部114(図3参照)に変化させることができる。かように変化した側部136を有する第2の不織布130bはシート片111の連続体である。
【0057】
シート片111では、それを製造するために使用したカードウエブ100の性状や図10の第1,第2工程901,902の運転条件等にもよるが、一般的には山部161と谷部162とのうちの一方における密度がもう一方における密度よりも高くなる傾向にある。例えば、谷部162では山部161におけるよりもステープル112が互いに接近した状態にあって、山部161よりも高密度になることがある。また、山部161におけるステープル112は機械方向MDへ互いに並行して延びる傾向がある。
【0058】
図11の第3工程903において、ロール140の下流側には、連続体131においての両側部136を冷却するためのブロワを設けることができる。また、両側部136に対する加熱・加圧の時間を十分な長さにするために、ロール140の下流側にロール140と同様なロールを追加することもできる。
【0059】
図12は、図11におけるシート片111の連続体131に圧搾部70を形成するための工程を示す図である。図12の工程では、上ロール151と下ロール152とで形成されているエンボス加工機150に対して、図11の連続体131が機械方向MDへ連続的に供給される。上ロール151の周面には、図4に例示の圧搾部70を形成するための複数のエンボス加工用突起153が圧搾部70の分布する態様と同じ態様で設けられる一方、下ロール152の周面は平滑に形成されている。上ロール151と下ロール152とは温度調節可能であって、上ロール151の突起153の温度と下ロール152の表面温度とは、連続体131を形成している熱可塑性合成繊維のステープル112を軟化させることができる温度を上限として加熱され、ステープル112を溶融させる温度にまでは加熱されることがない。加工機150ではまた、突起153の先端形状と、長さと、連続体131に対する面圧とを調整することによって連続体131に形成する圧搾部70の深さや形状を調整することができる。突起153は、その温度がステープル112の軟化温度に設定されている場合には、圧搾部70におけるステープル112を、圧搾部70の周辺域におけるステープル112よりも密に接近させ、しかも圧搾部70において、ステープル112それぞれの繊維としての形態を維持することができる(図5参照)。
【0060】
図12の工程を経た連続体131が表面シート11として使用されるときに、かような圧搾部70では、表面シート11に吸収された体液がステープル112どうしの間隙が大きい周辺域から、間隙の小さい圧搾部70へと容易に移行して、表面シート11における山部61の頂上部分61aとその近傍の表面を速やかに乾燥状態にすることができる。そのような表面シート11は、体液が排泄されてもおむつ着用者に与える湿潤感が長く続くことはなく、結果としておむつを着用したときの湿潤感を軽度なものにすることができる。このような作用を有する表面シート11についての後記Q−max値は、0.10kw/m2を越えることがない。Q−max値が0.10kw/m2を越える表面シートは、その表面に滞留する水分が多く、おむつ着用者の肌に触れると、その肌に急激に冷たい感じを与えて不快感を募らせるばかりでなく、肌がかぶれる一因になることもあるものである。
【0061】
加工機150ではまた、上ロール151の周面が連続体131の表面を押圧する程度にまで突起153を短くしておくことも可能で、そのような上ロール151では、突起153を所要の加熱温度に維持することが容易ある他に、上ロール151の周面が連続体131を押圧することによって、連続体131の厚さを薄くすることもできる。ただし、加工機150によって連続体131の厚さを薄くすることは、連続体131の肌触りの柔軟性を失わせてクッションとしての効果の乏しいものにすることがある。それゆえ、表面シート11の中央部位60a(図2参照)の厚さは、図8における第1の不織布130aの厚さの60%以上であることが好ましい。そのような表面シート11は、その肌触りが後記「肌触りの柔軟性」の項で使用される標準シート片の肌触りよりも柔らかいというものである。なお、図12において、連続体131は装置150を通過する前後においてその表面形状や側面形状が変化するのであるが、図面が煩雑なものになることを避けるために、連続体131についての形状変化の図示は省略してある。
【0062】
図13は、この発明の実施形態の一例を示す図2と同様な図である。図13のおむつ1では、透液性表面シート11が透液性の複合シート10によって形成されている。複合シート10は、ホットメルト接着剤(図示せず)を介して互いに接合している透液性の第1表面シート11aと透液性の第2表面シート11bとによって形成されているもので、第1表面シート11aの下面57aに第2表面シート11bの上面58bが接合している。第1表面シート11aは、図4〜6に例示の表面シート11と同様なものであって、ステープル112によって形成され、上面58aには表面シート11と同様な山部61と、谷部62と、圧搾部70a,70bとが形成され、下面57aが平坦に形成されている。第1表面シート11aにおける山部61の高さは、図2における山部61の高さHと同じにすることもできるが、その高さHよりも低くすることもできる。また、第1表面シート11aの縦方向Aの寸法は、表面シート11における第2表面シート11bの寸法と同じにすることができるが、第2表面シート11bの寸法よりも短くすることもできる。第1表面シート11aの横方向Xの寸法(幅)は、図2における表面シート11の中央部位60aの横方向Bの寸法(幅)と同じであるかそれよりも小さくすることができる。
【0063】
図13における第2表面シート11bには、熱可塑性合成繊維110(図14参照)で形成された不織布、例えばスパンボンド不織布やサーマルボンド不織布、スパンレース不織布、スパンボンド不織布とメルトブローン不織布とスパンボンド不織布の積層体であるSMS不織布等が親水化処理してある状態で使用される。これらの不織布には、繊維として1〜4dtexの繊度を有するステープルおよび/またはフィラメントが10〜50g/m2の割合で使用される。ステープルおよびフィラメントとして、芯鞘型複合繊維やサイドバイサイド型複合繊維の使用も可能である。かような第2表面シート11bは、芯材13の上面を被覆するとともに、芯材13の周縁から縦方向Aと横方向Bとに延出して裏面シート12に重なり、ホットメルト接着剤(図示せず)を介して裏面シート12に接合している。
【0064】
透液性表面シート11に代えて複合シート10を使用する図13の態様のおむつ1では、製造コストのかさむことのある第1表面シート11aとして図1で使用の表面シート11よりも小さなものを使用する一方、製造コストを低く抑えることが可能な第2表面シート11bで芯材13を被覆することによって、表面シート11の使用によるおむつ1の製造コストの上昇を抑えることが可能になる。
【0065】
図14,15は、図13の複合シート10についての図5,6と同様な図である。図14の(a)は、複合シート10における横方向Bの切断面の一例を示し、複合シート10には第1表面シート11aと第2表面シート11bとが含まれている。図14の(b)に示された圧搾部70では、第1表面シート11aにおけるステープル112が圧搾部70の周辺域よりも密に集合している。第2表面シート11bでは、厚さ方向Cにおいて第1表面シート11aの圧搾部70に一致する部分、すなわち圧搾部70の直下に位置する部分において、第2表面シート11bを形成している熱可塑性合成繊維110が、部分78の周辺域よりも密に集合して第2の圧搾部78を形成している。複合シート10にはまた、表面シート11と同様な肌接触域75が形成されている。
【0066】
図15における複合シート10にも、図6と同様な山部61,61e,61fと肌接触域75とが形成されている。第1表面シート11aには圧搾部70が形成され、第2表面シート11bには第2の圧搾部78が形成されている。
【0067】
図13〜15に例示の複合シート10を製造する手順は、次のとおりである。すなわち、図10において得られる第1の不織布130aの平坦な下面に対して、第2表面シート11bとすべき親水化処理した不織布をホットメルト接着剤によって接合して、複合シート10の前駆体を得る。その前駆体を図12における加工機150に供給して、上ロール151の突起153を第1の不織布130aに対して作用させる。突起153は、前駆体の厚さと、それに形成すべき圧搾部70の深さとを考慮して適宜の長さのものを選定しておく。
【0068】
(実施例)
この発明の実施例として、図13〜15に例示の複合シートに相当する透液性シートを製造し、その透液性シートについてのQ−max値、人工尿の拭き残り量、人工尿の拭き取り率、肌触りの柔軟性、および第1表面シートの厚さの各項目について測定、評価した。各評価項目における評価方法は、以下のとおりである。
【0069】
1.Q−max値、拭き残り量、拭き取り率
(1)Q−max値は、体液で濡れている表面シートに肌が接触したときに、表面シートが肌から奪う熱量を定量化して示す値であって、表面シートの表面における水分量に関係していると考えられている。表面シートは、Q−max値が大きいほど表面における水分量が多くて肌から奪う熱量が多く、肌に対して急激に冷たい感じを与える傾向が強いと考えられている。Q−max値の測定には、カトーテック(株)製 KES−F7 サーモラボII型精密迅速熱物性測定装置を使用した。
(2)実施例の透液性シートと比較例の透液性シートとして、大きさが100×100mmのものを用意し、市販の使い捨ておむつ(ユニ・チャーム(株)製 ムーニーSサイズ)から取り外した体液吸収性芯材の肌側の面における中央部にこれらの透液性シートを重ねることによって、実施例および比較例の透液性シートのQ−max値を測定するための試料とした。
(3)おむつ着用者の肌に相当するものとして、大きさが100×100mmの人工皮革(出光テクノファイン製「サプラーレ」PZ12002(カラーC/ブラック))を用意し、その質量Aを求めた。この人工皮革の上に1.0mlの人工尿を滴下して直径40mmの円を画くように広げ、このときの人工皮革と人工尿との質量Bを測定した。人工尿には、イオン交換水の質量に対して尿素を2%、塩化ナトリウム0.8%、硫酸マグネシウム7水和物0.08%、塩化カルシウム2水和物0.03%を溶解させたものを20℃に温度調節して使用した。
(4)試片の肌面側における中心を円を画いている人工尿の中心に合わせ、試片の非肌面側に大きさが100×100mmで200gの質量を有する重りを載せた。
(5)人工尿の上で試片を左側に25mmだけ1往復させ、次に右側に25mmだけ1往復させて尿を拭き取った。
(6)次に、試片を上側に25mmだけ1往復させ、さらに下側に25mmだけ1往復させて尿を拭き取った。
(7)尿を拭き取った後の人工皮革の質量Cを測定し、拭き残り量を下記の式
拭き残り量=質量C−質量A
によって求めるとともに、次式によって拭き取り率(%)を求めた。
拭き取り率={1−(質量C−質量A)/(質量B−質量A)}×100
(8)全ての作業は、20℃、相対湿度65%の恒温恒湿で行った。
(9)拭き取り後の試片を複合シートが上になるようにして3分間机上に放置した。
(10)その3分間の間に試片を20℃、相対湿度65%の室内に置いたQ−max測定装置にセットした。
(11)KES−F7の温度制御系統は、純銅板(面積9cm2、質量9.79g、熱容量0.41855J/℃)と試料に温度差を与える熱源のT−Boxとを含んでいる。純銅板には精密温度センサが内蔵されている。その純銅板の温度を30℃に設定し、測定装置にセットしてある試片に対して純銅板を10g/cm2の加重で押し当てて、最大熱伝達量Q−max値(kw/m2)を読み取った。Q−max値は、値が大きくなるほど、試料である表面シートの表面における水分量が多く、それによって熱伝達量が大きくなったことを示している。換言すると、Q−max値が小さくなるほど表面シートの表面に滞溜している水分量の少ないことを意味している。
【0070】
2.肌触りの柔軟性
(1)肌触りの柔軟性は、5人の被験者による官能試験結果に基づいてランク付けをした。
(2)肌触りの柔軟性の判断基準となる標準シート片には、ポリエチレンを鞘成分とし、ポリエステルを芯成分とし、2.2dtexの繊度と、45mmの繊維長とを有する複合繊維で形成されていて、25g/m2の単位面積当たり質量と0.3mmの厚さとを有するエアスルー不織布を採用した。試片のランク付けでは、被験者が試片と標準シート片とに軽く手を触れたときの肌触りの判断について、標準シート片と比べて試片の方が柔らかく肌に優しいとすべての被験者が判断した場合をランクAとし、標準シート片と比べて試片の方が柔らかいという判断と同等であるという判断とが混在する場合をランクBとし、標準シート片と比べて試片が同等であるという判断と柔らかさが劣るという判断とが混在する場合をランクCとし、標準シート片と比べて試片の方が柔らかくなく肌に優しくないとすべての被験者が判断した場合をランクDとした。
(3)被験者による比較判断では、判断に対する視覚的な影響を排除するために、被験者には目隠しをさせた。
【0071】
3.第1,第2表面シートの荷重下の厚さ
(1)試片として、大きさが100×100mmである実施例と比較例の透液性シートを用意した。
(2)各透液性シートから第1表面シートを剥がし取って試片とするときには、第1表面シートにコールドスプレーを予め吹き付けて冷却し、第1表面シートの形状、厚さに変化が生じないようにしておいた。
(3)測定器には尾崎製作所(株)製のダイアルゲージ PEACOCKを使用し、測定子には直径20mmのものを採用した。測定器は、試片に対する測定圧が3g/cm2となるように調整した。測定される厚さは、第1表面シートまたは第2表面シートの荷重下の厚さである。
【0072】
実施例1
実施例1の透液性シートにおける第1表面シートには、下記特性を有するものを使用した。
(1)ステープルの構成
a.組成: ポリエチレンを鞘とし、ポリエステルを芯とする親水化処理した芯鞘構造複合繊維
b.繊度と繊維長:繊度2.2dtex、繊維長45mmのステープル 50質量%と
繊度3.0dtex、繊維長38mmのステープル 50質量%との混合物
(2)単位面積当たり質量: 25g/m2
(3)山部の幅: 3.2mm
(4)谷部の幅: 0.9mm
(5)山部の頂上部分間の距離: 4.1mm
(6)荷重下の厚さ: 1.2mm
(7)圧搾部の形状、大きさ、心間距離: 一辺が0.7mmの正方形
中心間距離 1.4mm
(8)圧搾部の列の交差角度: α(図4参照)=106°
(9)肌接触域(図4参照)の一辺の長さ: 9mm
【0073】
実施例1の第2表面シートには、下記特性を有するものを使用した。
(1)繊維の構成
a.組成: ポリエチレンを鞘とし、ポリエステルを芯とする親水化処理した芯鞘構造の複合繊維
b.繊度と繊維長: 繊度2.8dtex、繊維長38mmのステープル 50重量%と
繊度2.2dtex、繊維長38mmのステープル 50重量%との混合物
(2)単位面積当たり質量: 25g/m2
(3)荷重下の厚さ: 0.4mm
【0074】
実施例2
第1表面シートにおける肌接触域(図4参照)の一辺の長さを6mmに変えたこと以外は実施例1と同じ条件で実施例2の透液性シートを製造した。
【0075】
実施例3
第1表面シートにおける肌接触域の一辺の長さを18mmとし、図12のロール151における突起の長さを0.5mmとした以外は、実施例1と同じ条件で実施例3の透液性シートを製造した。
【0076】
実施例4
第1表面シートにおける肌接触域の一辺の長さを12mm、突起の長さを0.5mmとした以外は実施例1と同じ条件で実施例4の透液性シートを製造した。
【0077】
比較例1
突起の長さを0.5mmにしたこと以外は、実施例1と同じ条件で比較例1の透液性シートを製造した。
【0078】
比較例2
突起の長さを0.5mmにしたこと以外は、実施例2と同じ条件で比較例2の透液性シートを製造した。
【0079】
比較例3
圧搾部を形成しなかったこと以外は、実施例5と同じ条件で比較例3の透液性シートを製造した。この透液性シートは、図10に例示の第1の不織布130aに相当するものである。
【0080】
【表1】
【0081】
表1の評価結果からは、山部と谷部とを有するが圧搾部が形成されていない比較例3の透液性シートとの対比において圧搾部が形成されている実施例の透液性シートは、肌を濡らしている体液を拭き取ることにおいて優れていることがわかる。また、圧搾部を形成するためのエンボス加工用突起の長さを長くするか、突起の長さが短いときには肌接触域の一辺の長さを長くすることによって、第1表面シートの厚さ、すなわち第1表面シートにおける山部の高さをエンボス加工前における山部の高さの60%以上に保つことができ、肌触りの柔軟性について高い評価結果が得られた。
【0082】
一般に、新生児から月齢4ヶ月程度のまでの月齢の低いベビーでは、一回の排尿量が少なく、高々20ml程度であり、しかも尿速が遅いうえにベビーは横になっている時間が長いから、尿道口を出た尿は肌を伝って流れるということが多く、尿は尿道口からおむつに向かって排泄されるということが少ない。そして、このように肌を伝って流れる尿に対しては、拭き取り率の高い拭き取り性能に優れたおむつを着用して、おむつの表面シートが肌に接触するときに尿を拭き取り、その尿をおむつの体液吸収性芯材で吸収するということが好ましい。表1の実施例1〜4によって示されているように、この発明に係る透液性シートは、尿の拭き取り性能と、肌触りの柔軟性において優れているから、低月齢のベビーが着用する使い捨ておむつの透液性表面シートとして使用するのに好適である。
【符号の説明】
【0083】
1 使い捨ておむつ
11 透液性シート(表面シート)
15a 第1列
15b 第2列
57 反対面
58 面
61 山部
61a 頂上部分
62 谷部
70 圧搾部
75,75a,75b,75c,75d 肌接触域
77 周辺域
78 第2の圧搾部
100 ウエブ
110 熱可塑性合成繊維
112 熱可塑性合成繊維
150 ロール
151 ロール
152 ロール
153 突起
200 通気性支持体
911 ノズル
A 縦方向
B 横方向
C 厚さ方向
MD 機械方向
【特許請求の範囲】
【請求項1】
互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートであって、
前記一方の面には、前記不織布を前記一方の面から前記反対面へ向かう方向へ局部的に圧搾することによって形成されたドット状の圧搾部が少なくとも前記山部に含まれており、
前記圧搾部では、前記不織布における前記熱可塑性合成繊維が繊維としての形態を保った状態で前記圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合していることを特徴とする前記透液性シート。
【請求項2】
前記圧搾部が前記山部の頂上部分にも含まれている請求項1記載の吸液性シート。
【請求項3】
複数の前記圧搾部が前記山部と前記谷部とに斜めに交差する方向へ並ぶことによって列を形成し、前記列には、互いに並行して前記斜めに交差する方向へ延びる複数条の第1列と、複数条の前記第1列と交差するとともに互いに並行して前記斜めに交差する方向へ延びる複数条の第2列とが含まれている請求項1または2記載の透液性シート。
【請求項4】
隣り合う二条の前記第1列と、隣り合う二条の前記第2列とが交差して、前記第1面には前記第1列と前記第2列とによって囲まれた肌接触域が形成され、前記肌接触域には少なくとも一条の前記山部が含まれている請求項3記載の透液性シート。
【請求項5】
前記肌接触域は、前記縦方向の寸法が前記横方向の寸法よりも大きい請求項4記載の透液性シート。
【請求項6】
前記不織布における前記熱可塑性合成繊維が1〜4dtexの繊度と、30〜60mmの繊維長とを有するステープルであって、10〜50g/m2の単位面積当たり質量を有している請求項1〜5のいずれかに記載の透液性シート。
【請求項7】
前記透液性シートの前記反対面には、熱可塑性合成繊維で形成された透液性の繊維層がホットメルト接着剤を介して接合し、前記繊維層には前記厚さ方向において前記圧搾部の位置に一致する第2の圧搾部が形成されていて、前記第2の圧搾部では前記繊維層の前記熱可塑性合成繊維がそれぞれの繊維形態を保った状態で前記第2の圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している請求項1〜6のいずれかに記載の透液性シート。
【請求項8】
前記繊維層を形成している前記熱可塑性合成繊維が1〜4dtexの繊度を有するステープルおよびフィラメントのいずれかを含み、10〜50g/m2の単位面積当たり質量を有している請求項7記載の透液性シート。
【請求項9】
前記透液性シートは、人工尿拭き取り試験における人工尿拭き取り後のQ−max値が0.10kw/m2を越えることのないものである請求項6〜8のいずれかに記載の透液性シート。
【請求項10】
前記透液性シートが月齢6ヶ月未満のベビーを対象とする使い捨ておむつの表面シートとして使用されているものである請求項1〜9のいずれかに記載の透液性シート。
【請求項11】
互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートの製造方法であって、
a.前記透液性シートは、熱可塑性合成繊維の集合体であるウエブを通気性支持体に載せて機械方向へ連続的に供給しながら、前記ウエブの両表面のうちの一方の面からその反対面に向かって、前記支持体の上方において前記機械方向に対する交差方向に並ぶ複数のノズルから加圧空気および加圧水のいずれかを噴射し、前記ウエブの前記一方の面に前記機械方向へ互いに並行して延びるとともに前記交差方向において起伏を交互に繰り返す山部と谷部とを形成し、
b.前記山部と前記谷部とを形成した後の前記ウエブを、周面が平滑なロールと周面に複数のエンボス加工用突起を有するロールとからなる一対のエンボス加工用ロールの間に供給し、前記ウエブに対して前記一方の面から前記反対面に向かう方向に前記エンボス加工用突起を作用させることにより、前記一方の面を前記反対面に向かって局部的に圧搾して少なくとも前記山部にドット状の圧搾部を形成し、
c.前記エンボス加工用突起は、その表面温度が前記熱可塑性合成繊維の表面を溶融させることのない温度範囲に維持しておく
ことを特徴とする前記製造方法。
【請求項12】
前記エンボス加工用突起によって前記一方の面に複数の前記圧搾部を形成し、複数の前記圧搾部には、前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第1列と、複数条の前記第1列と交差するとともに前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第2列とを形成させる請求項11記載の製造方法。
【請求項13】
前記山部と前記谷部とを形成した前記ウエブの前記反対面には熱可塑性合成繊維のステープルおよびフィラメントのいずれかを含む透液性の繊維層をホットメルト接着剤で接合して複合ウエブを形成し、前記複合ウエブを一対の前記ロールの間に供給して前記繊維層を含む前記透液性シートを得る請求項11または12記載の製造方法。
【請求項14】
前記エンボス加工用突起は、その長さが前記ウエブまたは前記複合ウエブの厚さを超える寸法である請求項11〜13のいずれかに記載の製造方法。
【請求項1】
互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートであって、
前記一方の面には、前記不織布を前記一方の面から前記反対面へ向かう方向へ局部的に圧搾することによって形成されたドット状の圧搾部が少なくとも前記山部に含まれており、
前記圧搾部では、前記不織布における前記熱可塑性合成繊維が繊維としての形態を保った状態で前記圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合していることを特徴とする前記透液性シート。
【請求項2】
前記圧搾部が前記山部の頂上部分にも含まれている請求項1記載の吸液性シート。
【請求項3】
複数の前記圧搾部が前記山部と前記谷部とに斜めに交差する方向へ並ぶことによって列を形成し、前記列には、互いに並行して前記斜めに交差する方向へ延びる複数条の第1列と、複数条の前記第1列と交差するとともに互いに並行して前記斜めに交差する方向へ延びる複数条の第2列とが含まれている請求項1または2記載の透液性シート。
【請求項4】
隣り合う二条の前記第1列と、隣り合う二条の前記第2列とが交差して、前記第1面には前記第1列と前記第2列とによって囲まれた肌接触域が形成され、前記肌接触域には少なくとも一条の前記山部が含まれている請求項3記載の透液性シート。
【請求項5】
前記肌接触域は、前記縦方向の寸法が前記横方向の寸法よりも大きい請求項4記載の透液性シート。
【請求項6】
前記不織布における前記熱可塑性合成繊維が1〜4dtexの繊度と、30〜60mmの繊維長とを有するステープルであって、10〜50g/m2の単位面積当たり質量を有している請求項1〜5のいずれかに記載の透液性シート。
【請求項7】
前記透液性シートの前記反対面には、熱可塑性合成繊維で形成された透液性の繊維層がホットメルト接着剤を介して接合し、前記繊維層には前記厚さ方向において前記圧搾部の位置に一致する第2の圧搾部が形成されていて、前記第2の圧搾部では前記繊維層の前記熱可塑性合成繊維がそれぞれの繊維形態を保った状態で前記第2の圧搾部の周辺域における前記熱可塑性合成繊維よりも密に集合している請求項1〜6のいずれかに記載の透液性シート。
【請求項8】
前記繊維層を形成している前記熱可塑性合成繊維が1〜4dtexの繊度を有するステープルおよびフィラメントのいずれかを含み、10〜50g/m2の単位面積当たり質量を有している請求項7記載の透液性シート。
【請求項9】
前記透液性シートは、人工尿拭き取り試験における人工尿拭き取り後のQ−max値が0.10kw/m2を越えることのないものである請求項6〜8のいずれかに記載の透液性シート。
【請求項10】
前記透液性シートが月齢6ヶ月未満のベビーを対象とする使い捨ておむつの表面シートとして使用されているものである請求項1〜9のいずれかに記載の透液性シート。
【請求項11】
互いに直交する縦方向と横方向と厚さ方向とを有し、熱可塑性合成繊維の不織布で形成され、前記厚さ方向に交差して前記縦方向と前記横方向とに広がる両表面のうちの一方の面に、前記縦方向へ延びる山部と谷部とが前記横方向において起伏を繰り返すように交互に並び、前記一方の面の反対面が平坦に形成されている透液性シートの製造方法であって、
a.前記透液性シートは、熱可塑性合成繊維の集合体であるウエブを通気性支持体に載せて機械方向へ連続的に供給しながら、前記ウエブの両表面のうちの一方の面からその反対面に向かって、前記支持体の上方において前記機械方向に対する交差方向に並ぶ複数のノズルから加圧空気および加圧水のいずれかを噴射し、前記ウエブの前記一方の面に前記機械方向へ互いに並行して延びるとともに前記交差方向において起伏を交互に繰り返す山部と谷部とを形成し、
b.前記山部と前記谷部とを形成した後の前記ウエブを、周面が平滑なロールと周面に複数のエンボス加工用突起を有するロールとからなる一対のエンボス加工用ロールの間に供給し、前記ウエブに対して前記一方の面から前記反対面に向かう方向に前記エンボス加工用突起を作用させることにより、前記一方の面を前記反対面に向かって局部的に圧搾して少なくとも前記山部にドット状の圧搾部を形成し、
c.前記エンボス加工用突起は、その表面温度が前記熱可塑性合成繊維の表面を溶融させることのない温度範囲に維持しておく
ことを特徴とする前記製造方法。
【請求項12】
前記エンボス加工用突起によって前記一方の面に複数の前記圧搾部を形成し、複数の前記圧搾部には、前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第1列と、複数条の前記第1列と交差するとともに前記山部と前記谷部とに斜めに交差する方向へ互いに並行して延びる複数条の第2列とを形成させる請求項11記載の製造方法。
【請求項13】
前記山部と前記谷部とを形成した前記ウエブの前記反対面には熱可塑性合成繊維のステープルおよびフィラメントのいずれかを含む透液性の繊維層をホットメルト接着剤で接合して複合ウエブを形成し、前記複合ウエブを一対の前記ロールの間に供給して前記繊維層を含む前記透液性シートを得る請求項11または12記載の製造方法。
【請求項14】
前記エンボス加工用突起は、その長さが前記ウエブまたは前記複合ウエブの厚さを超える寸法である請求項11〜13のいずれかに記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図7】
【公開番号】特開2012−130666(P2012−130666A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2011−244092(P2011−244092)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]