
透液性繊維不織布

【課題】粘ちょうな体液を透過させる透液性繊維不織布。
【解決手段】熱可塑性合成樹脂で形成されたステープル繊維2が互いに溶着した状態にある透液性繊維不織布1の表面3には、縦方向Aへ互いに平行して延びる凸条部6と凹条部7とが横方向Bへ交互に並ぶ。繊維不織布1の裏面4から凸条部6の頂部11までの高さTに対して裏面4から凹条部7の底部12までの高さtが40〜55%の範囲にある。表面3には、凸条部6を介して隣り合う凹条部7どうしの間に延びるステープル繊維2であって、凹条部7のそれぞれにおいてそのステープル繊維2とは異なるステープル繊維2に溶着しているものが含まれる。
【解決手段】熱可塑性合成樹脂で形成されたステープル繊維2が互いに溶着した状態にある透液性繊維不織布1の表面3には、縦方向Aへ互いに平行して延びる凸条部6と凹条部7とが横方向Bへ交互に並ぶ。繊維不織布1の裏面4から凸条部6の頂部11までの高さTに対して裏面4から凹条部7の底部12までの高さtが40〜55%の範囲にある。表面3には、凸条部6を介して隣り合う凹条部7どうしの間に延びるステープル繊維2であって、凹条部7のそれぞれにおいてそのステープル繊維2とは異なるステープル繊維2に溶着しているものが含まれる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、透液性繊維不織布に関し、より詳しくは使い捨ておむつや生理用ナプキン等の使い捨ての体液吸収性物品の表面シートとして使用するのに好適な繊維不織布に関する。
【背景技術】
【0002】
従来、熱可塑性合成樹脂のステープル繊維で形成された透液性繊維不織布は周知である。例えば、特開2009−30218号公報(特許文献1)には、この種の不織布であって、表面には互いに平行して機械方向へ延びる凸条部と凹条部とが形成されており、その凸条部と凹条部とが機械方向に対する交差方向に交互に並んでいて、裏面は平坦に形成されているものが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−30218号公報(JP2009−30218A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の不織布は、メッシュプレートに載せられて機械方向へ走行する繊維ウエブの表面に対して交差方向に所要のピッチで配置された複数のノズルから加熱空気を噴射することによって製造される。その繊維ウエブでは、ノズルの直下に位置する部分に凹条部が形成され、隣り合うノズルとノズルとの間の部分に凸条部が形成される。この不織布では、それを体液吸収性物品の体液吸収性芯材を被覆する表面シートとして使用したときに体液が凸条部から凹条部へ向かって速やかに移行し得るように、凹条部はその底部における密度が凸条部の密度よりも十分に高くなるように形成される。ところが、そのような凹条部では、経血の如き粘ちょうな体液が表面シートを速やかに透過せずに、底部の表面に残り易いという傾向がある。
【0005】
そこで、この発明では、粘ちょうな体液でも表面シートの凹条部を速やかに透過し得るように、従来の透液性繊維不織布に改良を施すことを課題にしている。
【課題を解決するための手段】
【0006】
前記課題を解決するために、この発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、前記厚さ方向には前記縦方向と横方向とに広がる表面とその反対面である裏面とが形成され、前記表面には前記縦方向へ互いに平行して延びる凸条部と凹条部とが前記横方向へ交互に並んでいて、前記裏面が実質的に平坦に形成されており、熱可塑性合成樹脂で形成されたステープル繊維が互いに溶着した状態にある透液性繊維不織布である。
【0007】
かかる透液性繊維不織布において、この発明が特徴とするところは次のとおりである。前記裏面から前記凸条部の頂部までの厚さTに対して前記裏面から前記凹条部の底部までの厚さtが40〜60%の範囲にあり、前記ステープル繊維には前記凸条部をまたいで前記凸条部の両側に隣接する前記凹条部のそれぞれに届くものが使用されている。
【0008】
この発明の実施形態の一つにおいて、前記凸条部をまたいだ前記ステープル繊維が、前記隣接する凹条部のそれぞれにおいて、該ステープル繊維とは異なるステープル繊維に溶着している。
【0009】
この発明の実施形態の他の一つにおいて、質量が15〜35g/m2の範囲にある。
【0010】
この発明の実施形態の他の一つにおいて、前記凸条部の比容積が70〜105cc/gの範囲にあり、前記凹条部の比容積が40〜60cc/gの範囲にある。
【0011】
この発明の実施形態の他の一つにおいて、前記ステープル繊維には、見かけの繊維長が10〜80mmであるものが使用されている。
【0012】
この発明の実施形態のさらに他の一つにおいて、前記凸条部と前記凹条部とは、前記熱可塑性合成樹脂で形成された前記ステープル繊維を所要の平方メートル当たりの質量で含む繊維ウエブを機械方向へ連続的に走行させる一方、前記機械方向に対する交差方向へ間欠的に配置した複数のノズルから加熱空気を前記ウエブに向かって噴射することによって形成され、前記凸条部が前記交差方向において隣り合う前記ノズルどうしの間に形成されており、前記凹条部が前記ノズルの直下に形成されている。
【発明の効果】
【0013】
この発明に係る透液性繊維不織布は、凸条部を介して隣り合う凹条部どうしの間に延びるステープル繊維であって、凹条部のそれぞれにおいてそのステープル繊維とは異なるステープル繊維に溶着しているものを繊維不織布の表面に含むから、表面シートとして使用された繊維不織布の表面が肌に触れて凸条部が擦られても、その表面における毛羽立ちを抑えることができる。また、凹条部の厚さtは凸条部の厚さTの40〜60%であって、透液性繊維不織布は凸条部に比べて凹条部が僅かに圧縮されているという程度であり、凸条部と凹条部とには比容積に極端な差がないから、経血の如き粘ちょうな体液は凸条部においても凹条部においても繊維不織布を速やかに透過することができる。
【図面の簡単な説明】
【0014】
【図1】透液性繊維不織布の斜視図。
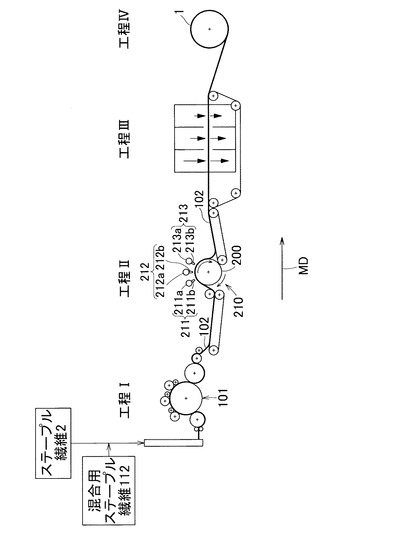
【図2】透液性繊維不織布の製造工程を例示する図。
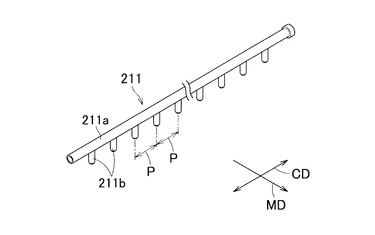
【図3】空気配管の部分斜視図。
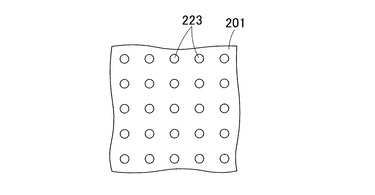
【図4】サクションドラムの周面を形成する金属板の部分図。
【図5】透液性繊維不織布の製造工程の他の一例を示す図。
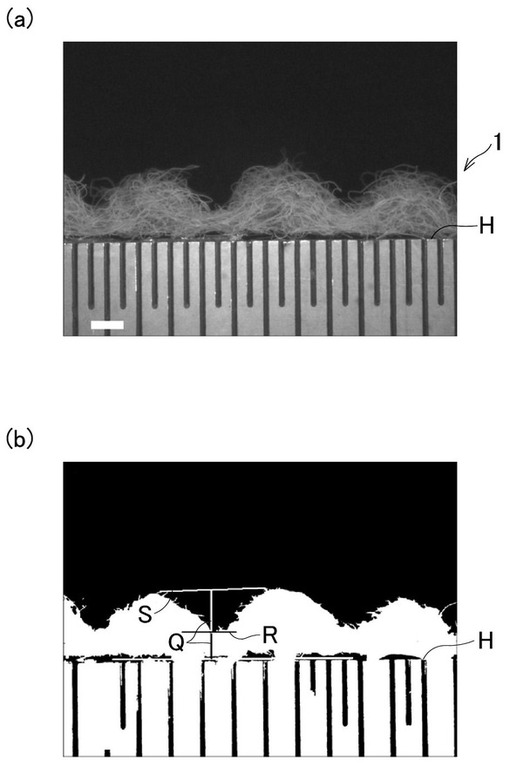
【図6】(a)と(b)とによって透液性繊維不織布の断面形状を例示する写真。
【図7】体液の滞留状態を例示する図。
【発明を実施するための形態】
【0015】
添付の図面を参照して、この発明に係る透液性繊維不織布の詳細を説明すると、以下のとおりである。
【0016】
図1は、透液性繊維不織布1の斜視図である。繊維不織布1は、熱可塑性合成樹脂のステープル繊維2を互いに溶着させることによって形成されているもので、互いに直交する縦方向Aと横方向Bと厚さ方向Cとを有している。厚さ方向Cには縦方向Aと横方向Bとに広がる表面3と、表面3の反対面である裏面4とが形成されている。表面3には、縦方向Aへ互いに平行して延びる複数の凸条部6と複数の凹条部7とが形成されており、これら凸条部6と凹条部7とが横方向Bにおいて交互に並んでいる。裏面4は、実質的に平坦に形成されている。
【0017】
凸条部6は、表面3にあって裏面4からの高さが最高の位置である頂部11を有し、凸条部6どうしの間において裏面4から頂部11までの寸法T、すなわち凸条部6の高さはほぼ一定している。横方向Bへ反復して形成される凸条部6のピッチPは、隣り合う頂部11と頂部11との間の距離であって、凸条部6どうしの間においてほぼ一定している。
【0018】
凹条部7は、表面3にあって裏面4からの高さが最低の位置である底部12を有し、凹条部7どうしの間において、裏面4から底部12までの寸法t、すなわち底部12の高さはほぼ一定している。横方向Bへ反復して形成される凹条部7のピッチは、ピッチPに等しく、隣り合う底部12と底部12との間の距離である。
【0019】
繊維不織布1は、使い捨ておむつや生理用ナプキン、失禁患者用パンツ等の体液吸収性物品における透液性表面シートとして使用するのに好適なものである。その表面シートは、体液吸収性の芯材を被覆するものであり、体液吸収性物品の着用者の肌に接触することを想定して使用されるものである。そのような繊維不織布1において、ステープル繊維2には、繊度が1〜8dtexであり、見かけの繊維長が10〜80mmの熱可塑性合成繊維であって、親水化処理したものが使用される。ここでいう見かけの繊維長とは、日本工業規格(JIS)L1015:1999のセクション8.4、c)項の規定に準拠して測定される値である。見かけの繊維長が測定されるステープル繊維2は、後記図2,5に例示のカード機101へ投入するために用意されたもので、投入前に必要な捲縮処理等のすべての処理が終了しているものである。測定のために採取されたステープル繊維2は、それに伸長力を加えることがないようにしながら置尺上でほぼまっすぐなるようにその形を整えた。ステープル繊維2としてはまた、ステープル繊維2どうしを比較的低い温度で溶着させることと、繊維不織布1に厚さ方向の圧縮変形に対する適度な弾性的回復力を与えることとを可能にするために、好ましくは複合ステープル繊維が使用される。その複合ステープル繊維には、サイド・バイ・サイドタイプのものも、芯鞘タイプのものも使用可能であり、芯鞘タイプのものであれば、たとえば鞘成分がポリエチレンの如き溶融温度の低い熱可塑性合成樹脂であり、芯成分が、鞘成分の溶融温度よりも高い溶融温度を有するポリプロピレンやポリエステル等の熱可塑性合成樹脂であるものが使用される。
【0020】
繊維不織布1は、平方メートル当たりの質量が一様なものであって、その質量が15〜35g/m2の範囲にある。凸条部6は、厚さTが0.5〜5mmの範囲にあり、ピッチPが2〜8mmの範囲にある。凹条部7は、厚さtが厚さTの25〜60%の範囲にある。繊維不織布1の表面3におけるステープル繊維2のなかには、凸条部6を介して隣り合う一方の凹条部7からもう一方の凹条部7にまで延びるもの、すなわち図において太さの誇張されているステープル繊維2aとして例示してあるような凸条部6をまたいで一方の凹条部7からもう一方の凹条部7にまで延びるものが複数含まれている。ステープル繊維2は、互いに機械的に交絡していることがある他に、互いに溶着していることのあるものであるが、表面3においてステープル繊維2aの如き状態にあるものは、それが隣り合う凹条部7と凹条部7とにおいて、特に凹条部7の底部12において、ステープル繊維2aと交差している他のステープル繊維2に溶着していると、隣り合う凹条部7と凹条部7との間に位置する凸条部6の頂部11が肌によって擦られても、ステープル繊維2aは凸条部6において毛羽立つことが抑えられる。また、表面3のうちでも比較的肌に触れ難い底部12においてステープル繊維2どうしが溶着していることは、その溶着している部分で肌を刺激するというトラブルの発生を防ぐ効果をも奏する。表面3における毛羽立ちはまた、表面3を肌触りにむらのあるものにしたり、経血等の体液が滞留し易いものにしたりすることの原因になることがあるが、ステープル繊維2aの態様はこれらの原因を解消するうえにおいても効果的である。繊維不織布1において、ステープル繊維2aが奏するこのような作用を得るために、ステープル繊維2にはそれがスパイラル形状やジグザグ形状を画きながら延びる状態にあっても、凸条部6をまたいで隣り合う一方の凹条部7からもう一方の凹条部7にまで延びることができるように、見かけの繊維長がピッチPよりも長いもの、より好ましくはピッチPの二倍よりも長いものが使用される。
【0021】
図2は、繊維不織布1の製造工程の一例を示す図である。工程Iでは、ステープル繊維2の集合体をカード機101によって開繊してウエブ102を作る。カード機101の上流では、ステープル繊維2に適宜の混合用ステープル繊維112を混合することも可能である。ステープル繊維2は、カード機101による開繊処理を促進することができるように、予め機械的な捲縮を付与しておくことが好ましい。混合用ステープル繊維112としては、ステープル繊維2とは熱可塑性合成樹脂の種類が違うものや繊維長が違うもの、繊度の違うものなどがある。混合用ステープル繊維112は、ウエブ102の平方メートル当たりの質量の40質量%を越えることがない範囲において使用する。
【0022】
工程IIでは、ウエブ102が加熱空気噴射手段210によって処理される。手段210は、繊維不織布1における凸条部6と凹条部7とを形成するためのものであって、機械方向MDへ回転するサクションドラム200と、加熱空気噴射用の第1、第2、第3ノズル集合体211,212,213とを含んでいる。第1、第2、第3ノズル集合体211,212,213のそれぞれは、第1、第2、第3ノズルマニホールド211a、212a,213aのそれぞれと、単体ノズル211b,212bb,213bのそれぞれとを含んでいる。第1、第2、第3ノズルマニホールド211a,212a,213aは、サクションドラム200の軸方向、すなわち機械方向MDに対する交差方向CD(図3参照)へ延びているもので、サクションドラム200の周方向へ所要の間隔をあけて配置されている。第1、第2、第3単体ノズル211b,212b,213bのそれぞれは、第1、第2、第3ノズルマニホールド211a,212a,213aのそれぞれに対して交差方向CDにおいて所要のピッチで取り付けられていて、サクションドラム200の周面から所要寸法離間している。一例として、第1、第2、第3ノズル集合体211,212,213のそれぞれにおいて、第1、第2、第3単体ノズル211b,212b,213bは交差方向CDへ一定のピッチ、例えば4mmのピッチで並び、機械方向MDでは同一線上に並んでいる。第1、第2、第3ノズル集合体211,212,213は、第1、第2、第3単体ノズル211b,212b,213bのそれぞれから所要温度の加熱空気を所要の風量で噴射することができる。第1、第2、第3単体ノズル211b,212b,213bには、例えば口径0.5〜2.5mmのものを使用することができる。
【0023】
サクションドラム200は、その周面に透孔223(図4参照)が一様に形成されていて、その透孔223はサクションドラム200のサクション機構(図示せず)につながっている。周面の一例において、直径0.2〜1mmの透孔223が15〜30%の開孔率となるように形成される。サクションドラム200の周速は、ウエブ102の搬送速度に同じである。
【0024】
工程IIにおいて、第1、第2ノズル集合体211,212は、第3ノズル集合体213によるウエブ102の処理に先立ち、カード機101を出て嵩高な状態にあるウエブ102を圧縮しかつ表面を平滑な状態にするために使用される。そのための第1、第2ノズル集合体211,212からの加熱空気の温度と圧力は、ステープル繊維2および混合用ステープル繊維112を溶融することがない程度において軟化させ、軟化させたステープル繊維2,112に空気の噴射圧を作用させてウエブ102をその厚さが1/2〜1/4になる程度にまで圧縮し、かつウエブ102の表面を平滑な状態にすることができるように設定される。第3ノズル集合体213からの加熱空気は、その温度と圧力とが、圧縮されかつ平滑な状態にあるウエブ102に凹条部7を形成すると同時に凹条部7にあるステープル繊維2のうちの少なくとも一部のものを互いに溶着させることができるように設定される。
【0025】
工程IIにおける第1、第2ノズル集合体211,212からの加熱空気の作用によって、ウエブ102の表面はステープル繊維2の毛羽立ち等に起因する凹凸が減少して平滑になり、その結果として繊維不織布1の表面3は滑らかで肌触りのよいものになる。第3ノズル集合体213からの加熱空気が第3単体ノズル213bの直下に位置する部分を圧縮して繊維不織布1における凹条部7を形成するときには、ウエブ102のうちで第3単体ノズル213bと第3単体ノズル213bとの間に位置する部分に凸条部6が形成される。その凸条部6は、それが形成されるときに、ウエブ102が第1、第2ノズル集合体211,212の作用で平滑なものになっていたことによって、ウエブ102の裏面からの寸法である凸条部6の高さが一様なものになり易い。凹条部7もまた、凸条部6と同様の理由によって、深さ、換言するとウエブ102の裏面からの寸法が一様なものになり易い。工程IIを出たウエブ102は、メッシュベルトに載せて機械方向MDへ搬送する。
【0026】
工程IIIでは、ステープル繊維2の表面を溶融させることのできる温度に設定した加熱空気をウエブ102に吹き付けて、ステープル繊維2どうしや、ステープル繊維2と混合用ステープル繊維112とを溶着させ、繊維不織布1の耐摩擦性を向上させる。
【0027】
工程IVでは、室温にまで冷却したウエブ102を繊維不織布1として巻き取る。
【0028】
図3は、第1ノズル集合体211の斜視図である。第1ノズル集合体211には、サクションドラム200の軸方向、すなわち交差方向CDへ延びる第1ノズルマニホールド211aと、第1ノズルマニホールド211aに所要のピッチで取り付けられた複数の第1単体ノズル211bとが含まれている。第1単体ノズル211aのそれぞれは、サクションドラム200の周面に向かって加熱空気を噴射することができる。第1ノズルマニホールド211aにはまた、その上流部に圧力調整弁と加熱ヒータとが取り付けられているが、それらの図示は省略されている。図1の繊維不織布1を得るための図2の製造工程では、第2、第3マニホールド212a,213aと第2、第3単体ノズル212b,213bとが、第1ノズル集合体211の第1マニホールド211aと第1ノズル単体211bと同様に形成されている。各ノズル集合体211,212,213の間において、第1、第2、第3単体ノズル211b,212b,213bは、口径が同じであり、交差方向CDへ並ぶピッチも同じであることが好ましいが、それら口径やピッチの異なる態様で図2の製造工程を組み立てることもできる。
【0029】
図4は、サクションドラム200の周面を形成している金属板201の部分図である。金属板201には、サクションドラム200のサクション機構につながる複数の透孔223が形成されている。透孔223は、孔径が例えば0.2〜1mmの間にあるもので、サクションドラム200の周方向と軸方向とのそれぞれに所要のピッチで並んでいる。
【0030】
図5は、繊維不織布1の製造工程の他の一例を示す図2と同様な図である。図5の工程Iでは、ステープル繊維2の集合体をカード機101によって開繊してウエブ102を作る。カード機101の上流では、ステープル繊維2に適宜の混合用ステープル繊維112を混合することが可能である。ステープル繊維2は、カード機101による開繊処理を促進することができるように、予め機械的な捲縮を付与しておくことが好ましい。混合用ステープル繊維112は、図2におけるものと同じである。
【0031】
図5の工程IIでは、ドライヤー251において、ステープル繊維2の表面を溶融させることのできる温度に設定した加熱空気をメッシュコンベア253に載せたウエブ102に吹き付けて、ステープル繊維2どうしや、ステープル繊維2と混合用ステープル繊維112とを溶着させる。
【0032】
図5の工程IIIでは、工程IIで加熱され、まだメッシュコンベア253に載せられていて加熱状態にあるウエブ102に対して、ノズル集合体252の複数の単体ノズル252bから所要温度の加熱空気を所要量噴射する。複数の単体ノズル252bは、機械方向MDに直交して交差方向へ延びるノズルマニホールド252aに所要のピッチで取り付けられていて、繊維不織布1の凹条部7と凸条部6とを形成するために使用される。ノズル集合体252の一例において、単体ノズル252bは、4mmのピッチでノズルマニホールド252aに取り付けられていて、口径0.5〜2.5mmを有している。
【0033】
図5の工程IVでは、冷却したウエブ102を繊維不織布1として巻き取る。
【0034】
図5で使用するメッシュコンベア253の好ましい一例は、平織りで18〜30メッシュのものである。18メッシュ未満のメッシュコンベアは、繊維不織布1を得るには目の粗いもので、繊維不織布1の裏面4にメッシュを形成している線材の跡が残り、裏面4が平滑なものになり難い。また、30メッシュを超えるメッシュコンベアでは、工程IIでも工程IIIでも加熱空気の透過性が悪く、ウエブ102の裏面においてステープル繊維2どうしをほどよく溶着させることが困難になる。
【0035】
図5の工程では、工程IIIでウエブ102を処理するときに、ステープル繊維2どうしやステープル繊維2と混合用ステープル繊維112とが溶着しているので、ノズル集合体252によって凸条部6と凹条部7とを作ることが容易である。それゆえ、図5の工程では、図2における第1〜第3ノズル集合体211,212,213を使用せずに、一台のノズル集合体252を使用すれば足りるということがある。また、ノズル集合体252からの加熱空気は、その風量を5.0〜12.0Nl/m2に減らしたり、温度を200℃よりも低くしたりすることができる。
【0036】
発明者が知見したところによれば、図2や図5に例示の工程を使用して得られる繊維不織布1では、繊維不織布1の表面3においてステープル繊維2が凸条部6をまたぐとともに、その凸条部6の両側それぞれに形成されている凹条部7の底部12にまで延びていて、底部12では、そのステープル繊維2が他のステープル繊維2や混合用ステープル繊維112と溶着していることによって、表面3は後記する摩擦試験をしたときに毛羽立ちの発生が抑えられる傾向にある。その摩擦試験では、表面3に加えられる摩擦が主として凸条部6の頂部11の近傍に作用するのであるが、その頂部11に位置するステープル繊維2は、凸条部6の両側それぞれに形成されている凹条部7の底部12においてそのステープル繊維2とは異なる他のステープル繊維2や混合用ステープル繊維112と溶着していることによって、頂部11においての羽立ちが抑えられる。
【0037】
毛羽立ちの発生が抑えられるその傾向は、図2の第3ノズル集合体213から噴射する加熱空気の温度を一定にしておいて風量を変化させてみると、風量が多く、凹条部7の深さが深くなるほど、換言すると図1における厚さtが小さくなるほど顕著になる。特に凹条部7における厚さtが厚さTの60%以下になるような繊維不織布1では、毛羽立ちが使い捨てのおむつや生理用ナプキンの表面シートとして許容できる程度にまで減少する。しかし、凹条部7は、厚さtが小さくなるほど、すなわち深さが深くなるほど底部12における密度が高く、比容積が小さくなる傾向にある。比容積が小さな凹条部7を有する繊維不織布1を生理用ナプキンの表面シートとして使用すると、経血の如き粘ちょうな体液は凹条部7の底部12において芯材に速やかに吸収されずに、底部12に滞留するという傾向が強くなり、滞留している経血によって肌を汚すことになるとか、生理用ナプキンを廃棄するときに表面シートに残った経血が見え易いということがある。しかし、この発明に係る繊維不織布1は、凹条部7における比容積が凸条部6の比容積と比べて極端に低くなることがないように、裏面4から凹条部7の底部12までの高さである厚さtを裏面4から頂部11までの高さである厚さTの40%以上に保つことによって、繊維不織布1の表面3における体液の滞留面積を小さく抑えることが可能になる。
【実施例】
【0038】
実施例の繊維不織布として、凸条部6の厚さTに対する凹条部7の厚さtの割合を変化させた複数種類の繊維不織布を作製し、体液として人工経血を使用して、凹条部7を含む表面3においての体液の滞留面積と、表面3の摩擦強度とを評価した。また、実施例に対する比較例としての繊維不織布も作製して、その繊維不織布についても体液の滞留面積と、表面の摩擦強度とを測定し、評価した。これらの評価結果は、表1〜4のとおりである。凸条部6と凹条部7とを有する繊維不織布1においての厚さTと厚さtとの測定方法、体液の滞留面積の測定方法、摩擦強度の評価方法は、次のとおりである。
【0039】
(厚さTと厚さtとの測定方法)
図6の(a),(b)は、厚さを測定する方法の手順を説明するために使用する、繊維不織布片の交差方向CDにおける断面写真であり、その手順は次のとおりである。
1.コクヨカッターナイフ HA−7NB(商品名)用の標準替え刃 HA−100Bを使用して、厚さ測定用の繊維不織布片を交差方向CDに平行に裁断し、その繊維不織布片に交差方向CDに平行する観測用切断面を作る。その後に、その繊維不織布片の表面を水平面Hの上に載せ、キーエンスデジタルマイクロスコープVHX−100を用いて観測用断面の25倍の写真(図6(a)参照)を得る。
2.断面写真を画像処理ソフトであるスカラ(株)製画像解析ソフトUSBデジタルで処理して、画像を二値化する。そのときに、閾値=50に設定する。二値化した画像について二値画像形状解析の演算方法「穴埋め」を選択し、次に対象色「白」を選択して処理する。さらに二値画像形状解析の演算方法「穴埋め」を選択し、次に対象色「黒」を選択して処理する。処理の終わった画像では、ステープル繊維の集団である白島部からその外へ飛び出して毛羽状を呈しているステープル繊維を消して、毛羽立ちのないCD断面の修正写真(図6(b)参照)を得る。
3.修正写真において、隣り合う凸条部の頂点どうしを結ぶ直線Sと凹条部の底部に接して水平面Hに平行する水平線Rとを求める。
4.水平面Hに直交して、凹条部の底部を通り、直線Sと交わる垂線Qを求める。
5.垂線Qについて、水平面Hから直線Sとの交点までの距離を求めて、その距離を隣り合う凸条部それぞれの高さ(厚さ)Tとする。また、垂線Qについて、水平面Hから水平線Rとの交点までの距離を求めて、その距離を凹条部の厚さtとする(図6(b)参照)。
【0040】
(体液の滞留面積の測定方法)
滞留面積を測定するための手順は、次のとおりである。
1.測定用試験片として5cm×5cmの繊維不織布片を用意する。
2.アドバンテック東洋(株)社製の粘ちょう液用濾紙 No.60を10cm×10cmに裁断した濾紙片を20枚重ね、その上に試験片を重ねる。
3.10ccのピペット((株)ニチリョー製リキッドハンドリング用デジタルマイクロピペット NPX−10ML)を使用し、体液として下記組成の人工経血2ccを試験片に対して静かに滴下する。
人工経血の組成
(1)イオン交換水:1リットル
(2)グリセリン:80g
(3)カルボキシメチルセルロースナトリウム:8g
(4)塩化ナトリウム:10g
(5)炭酸水素ナトリウム:4g
(6)赤色102号:8g
(7)赤色2号:2g
(8)黄色5号:2g
4.人工経血の滴下後20秒経過してから試験片を濾紙片から外し、風乾する。
5.試験片における人工経血が乾燥状態になった後に、デジタルスキャナ(セイコーエプソン社製イメージスキャナ GT8700)で、試験片に残る人工経血の状態をスキャンして人工経血の画像を得る。(スキャン条件は、色条件をTrue color−24ビットにセットし、ピクセルの大きさを59ピクセル/センチにセットする)(図7参照)。
6.5項で得られた画像を、画像処理ソフトであるスカラ(株)製 画像解析ソフト USBデジタルで処理して、画像を二値化する。赤色の人工経血によって赤色に染まったピクセルの数をデータ化して面積に換算する。
7.6項における二値化条件は、次のとおりとする:閾値=160、抽出ピクセル=3ピクセル以上、抽出範囲=400ピクセル×400ピクセル。
8.t/Tの値が同じである3枚の試験片についてピクセルの数(画素数)と換算した面積とを求め、その面積の平均値を「体液滞留面積(mm2)」とする(図7参照)。
【0041】
(摩擦強度の評価方法)
摩擦強度を評価するための手順は、次のとおりである。
1.下記事項を除き、JIS L 0844:2004「摩擦に対する染色堅ろう度試験方法」の規定に従って評価する。
2.試験機には、下記の摩擦試験機II型(学振型)を使用する:
テスター産業(株)製 学振型摩擦堅牢度試験機 AB−301
3.摩擦時荷重:2N(200gf)
4.摩擦子表面:綿かなきん3号(JIS L 0803準拠品)
5.摩擦往復回数:20往復/分で1分間
6.試験片:繊維不織布における縦方向(機械方向)の寸法が220mm、横方向(交差方向)の寸法が30mmのものを試験片とし、試験片のうちで凸条部が形成されている表面を上に向け、摩擦子が縦方向において往復運動するように試験機にセットする。
7.摩擦後における繊維不織布の表面を観察して、下記の如くランク付けする。ランクA,B,Cにあるものが表面シートとして使用可能なものである。
A: 毛羽立ちが全くない
B: 毛羽立ちが殆どない
C: 毛羽立ちのある凸条部と毛羽立ちのない凸条部とが存在する
D: 毛羽立ちが多く、隣り合う凸条部どうしをつなぐ毛羽が存在する
【0042】
(実施例1〜10)
1.実施例の繊維不織布を得るためのステープル繊維として、芯成分がポリエステル樹脂で、鞘成分がポリエチレン樹脂である第1および第2複合ステープル複合繊維を混合した。第1複合ステープル繊維は、繊度が2.2dtexであり、繊維長が45mmであって、ステープル繊維全体に占める平方メートル当たりの質量は80重量%であった。第2複合ステープル繊維は、繊度が2.6dtexであり、繊維長が38mmであって、ステープル繊維全体に占める平方メートル当たりの質量は20重量%であった。混合した第1および第2ステープル繊維をローラーカード機で処理して質量が15g/m2、25g/m2、35g/m2、40g/m2のウエブを得た。
2.これらのウエブを図2の工程において処理した。図2の工程IIにおける第1、第2、第3ノズル集合体の条件を下記のとおりに設定した。
(第1、第2ノズル集合体)
ノズルマニホールドにおける空気温度:200℃
ウエブの単位面積当たりの加熱空気噴射量:8.16Nl/m2
(第3ノズル集合体)
ノズルマニホールドにおける空気温度:350℃
ウエブの単位面積当たりの加熱空気噴射量:
10.92〜19.17Nl/m2
なお、各ノズル集合体における単体ノズルは、ピッチを4mmにセットし、ノズル集合体どうしの間では単体ノズルどうしが機械方向で列を作るようにセットした。また、サクションドラムの周面における透孔の開孔率は22.16%にセットした。
3.工程IIを通過したウエブは、工程IIIに送り、工程IIIでは温度135℃の加熱空気に5秒間接触させて、ステープル繊維どうしを互いに溶着させ、その後にウエブを室温にまで冷却して、実施例1〜10の繊維不織布を得た。
実施例1〜10における繊維不織布の評価結果は、表1〜3に記載のとおりである。表1〜3および後記の表4における凸条部と凹条部との比容積は、下記の手順(1),(2)によって求めた値である。
(1)10cm×10cmの繊維不織布片10枚についての平均質量から平方メートル当たりの質量を次式によって求める。ただし、この発明において、この繊維不織布片よりも小さな繊維不織布片を使用して質量を求めることも可能である。
質量(g/m2)=(平均質量(g))÷0.01
(2)比容積を求める繊維不織布片について、凸条部の頂部における厚さTと凹条部の底部における厚さtを測定し、次式によって比容積を求める。
凸条部または凹条部の比容積(cc/g)={(凸条部の厚さTまたは凹条部の厚さt)×1000}÷質量(g/m2)
【0043】
(比較例1〜18)
図2における第3ノズル集合体の加熱空気噴射量を8.17〜24.58Nl/m2に設定した以外は、実施例と同じ条件を採用して、比較例1〜18の繊維不織布を製造して、実施例と同様に評価した。評価の結果は表1〜4に記載のとおりである。
【0044】
表1〜4において、
(1)質量が15〜35g/m2であるときに、厚さの比t/Tが40〜60%の範囲にあると、繊維不織布における体液の滞留面積が比較的小さい。すなわち、体液として使用した粘ちょうな人工経血は、実施例の繊維不織布において広く拡散することがなく、繊維不織布を透過して、吸収体の代替物として使用された濾紙への移行が速やかである。
(2)t/Tが60%を超える比較例の繊維不織布は、摩擦に対する抵抗力が低く、毛羽立ち易い。t/Tが60%以下である繊維不織布は、毛羽立ちにくい傾向にある。
(3)繊維不織布の比容積で見ると、凸条部の比容積が70〜105cc/gの範囲にあって、凹条部の比容積が40〜60cc/gの範囲にある実施例の繊維不織布は、粘ちょうな体液を滞留させることがなく、また摩擦によって簡単に毛羽立つということもない。
【0045】
【表1】

【0046】
【表2】
【0047】
【表3】
【0048】
【表4】
【0049】
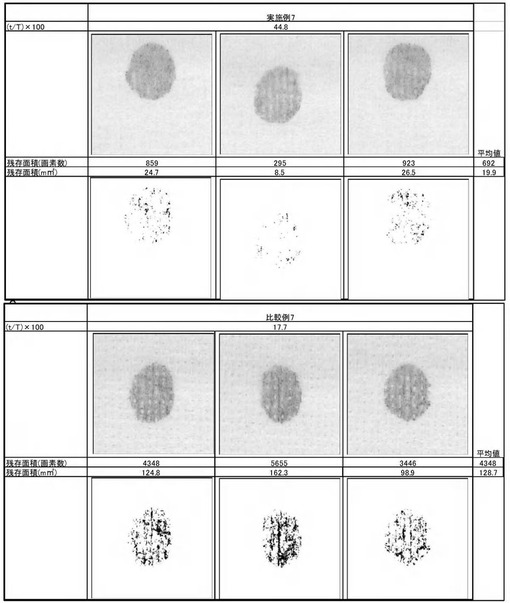
図7は、体液の滞留面積を測定するための手順を実施例7と比較例7との繊維不織布について例示する図である。図7には、これらの例における繊維不織布に滞留していた体液の画像、その画像を二値化した結果、その結果から求めた体液についての画素数と面積、画素数と面積の平均値が示されている。
【符号の説明】
【0050】
1 繊維不織布
2 ステープル繊維
3 表面
4 裏面
6 凸条部
7 凹条部
11 頂部
12 底部
A 縦方向
B 横方向
C 厚さ方向
P ピッチ
T 頂部の厚さ
t 底部の厚さ
【技術分野】
【0001】
この発明は、透液性繊維不織布に関し、より詳しくは使い捨ておむつや生理用ナプキン等の使い捨ての体液吸収性物品の表面シートとして使用するのに好適な繊維不織布に関する。
【背景技術】
【0002】
従来、熱可塑性合成樹脂のステープル繊維で形成された透液性繊維不織布は周知である。例えば、特開2009−30218号公報(特許文献1)には、この種の不織布であって、表面には互いに平行して機械方向へ延びる凸条部と凹条部とが形成されており、その凸条部と凹条部とが機械方向に対する交差方向に交互に並んでいて、裏面は平坦に形成されているものが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−30218号公報(JP2009−30218A)
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の不織布は、メッシュプレートに載せられて機械方向へ走行する繊維ウエブの表面に対して交差方向に所要のピッチで配置された複数のノズルから加熱空気を噴射することによって製造される。その繊維ウエブでは、ノズルの直下に位置する部分に凹条部が形成され、隣り合うノズルとノズルとの間の部分に凸条部が形成される。この不織布では、それを体液吸収性物品の体液吸収性芯材を被覆する表面シートとして使用したときに体液が凸条部から凹条部へ向かって速やかに移行し得るように、凹条部はその底部における密度が凸条部の密度よりも十分に高くなるように形成される。ところが、そのような凹条部では、経血の如き粘ちょうな体液が表面シートを速やかに透過せずに、底部の表面に残り易いという傾向がある。
【0005】
そこで、この発明では、粘ちょうな体液でも表面シートの凹条部を速やかに透過し得るように、従来の透液性繊維不織布に改良を施すことを課題にしている。
【課題を解決するための手段】
【0006】
前記課題を解決するために、この発明が対象とするのは、互いに直交する縦方向と横方向と厚さ方向とを有し、前記厚さ方向には前記縦方向と横方向とに広がる表面とその反対面である裏面とが形成され、前記表面には前記縦方向へ互いに平行して延びる凸条部と凹条部とが前記横方向へ交互に並んでいて、前記裏面が実質的に平坦に形成されており、熱可塑性合成樹脂で形成されたステープル繊維が互いに溶着した状態にある透液性繊維不織布である。
【0007】
かかる透液性繊維不織布において、この発明が特徴とするところは次のとおりである。前記裏面から前記凸条部の頂部までの厚さTに対して前記裏面から前記凹条部の底部までの厚さtが40〜60%の範囲にあり、前記ステープル繊維には前記凸条部をまたいで前記凸条部の両側に隣接する前記凹条部のそれぞれに届くものが使用されている。
【0008】
この発明の実施形態の一つにおいて、前記凸条部をまたいだ前記ステープル繊維が、前記隣接する凹条部のそれぞれにおいて、該ステープル繊維とは異なるステープル繊維に溶着している。
【0009】
この発明の実施形態の他の一つにおいて、質量が15〜35g/m2の範囲にある。
【0010】
この発明の実施形態の他の一つにおいて、前記凸条部の比容積が70〜105cc/gの範囲にあり、前記凹条部の比容積が40〜60cc/gの範囲にある。
【0011】
この発明の実施形態の他の一つにおいて、前記ステープル繊維には、見かけの繊維長が10〜80mmであるものが使用されている。
【0012】
この発明の実施形態のさらに他の一つにおいて、前記凸条部と前記凹条部とは、前記熱可塑性合成樹脂で形成された前記ステープル繊維を所要の平方メートル当たりの質量で含む繊維ウエブを機械方向へ連続的に走行させる一方、前記機械方向に対する交差方向へ間欠的に配置した複数のノズルから加熱空気を前記ウエブに向かって噴射することによって形成され、前記凸条部が前記交差方向において隣り合う前記ノズルどうしの間に形成されており、前記凹条部が前記ノズルの直下に形成されている。
【発明の効果】
【0013】
この発明に係る透液性繊維不織布は、凸条部を介して隣り合う凹条部どうしの間に延びるステープル繊維であって、凹条部のそれぞれにおいてそのステープル繊維とは異なるステープル繊維に溶着しているものを繊維不織布の表面に含むから、表面シートとして使用された繊維不織布の表面が肌に触れて凸条部が擦られても、その表面における毛羽立ちを抑えることができる。また、凹条部の厚さtは凸条部の厚さTの40〜60%であって、透液性繊維不織布は凸条部に比べて凹条部が僅かに圧縮されているという程度であり、凸条部と凹条部とには比容積に極端な差がないから、経血の如き粘ちょうな体液は凸条部においても凹条部においても繊維不織布を速やかに透過することができる。
【図面の簡単な説明】
【0014】
【図1】透液性繊維不織布の斜視図。
【図2】透液性繊維不織布の製造工程を例示する図。
【図3】空気配管の部分斜視図。
【図4】サクションドラムの周面を形成する金属板の部分図。
【図5】透液性繊維不織布の製造工程の他の一例を示す図。
【図6】(a)と(b)とによって透液性繊維不織布の断面形状を例示する写真。
【図7】体液の滞留状態を例示する図。
【発明を実施するための形態】
【0015】
添付の図面を参照して、この発明に係る透液性繊維不織布の詳細を説明すると、以下のとおりである。
【0016】
図1は、透液性繊維不織布1の斜視図である。繊維不織布1は、熱可塑性合成樹脂のステープル繊維2を互いに溶着させることによって形成されているもので、互いに直交する縦方向Aと横方向Bと厚さ方向Cとを有している。厚さ方向Cには縦方向Aと横方向Bとに広がる表面3と、表面3の反対面である裏面4とが形成されている。表面3には、縦方向Aへ互いに平行して延びる複数の凸条部6と複数の凹条部7とが形成されており、これら凸条部6と凹条部7とが横方向Bにおいて交互に並んでいる。裏面4は、実質的に平坦に形成されている。
【0017】
凸条部6は、表面3にあって裏面4からの高さが最高の位置である頂部11を有し、凸条部6どうしの間において裏面4から頂部11までの寸法T、すなわち凸条部6の高さはほぼ一定している。横方向Bへ反復して形成される凸条部6のピッチPは、隣り合う頂部11と頂部11との間の距離であって、凸条部6どうしの間においてほぼ一定している。
【0018】
凹条部7は、表面3にあって裏面4からの高さが最低の位置である底部12を有し、凹条部7どうしの間において、裏面4から底部12までの寸法t、すなわち底部12の高さはほぼ一定している。横方向Bへ反復して形成される凹条部7のピッチは、ピッチPに等しく、隣り合う底部12と底部12との間の距離である。
【0019】
繊維不織布1は、使い捨ておむつや生理用ナプキン、失禁患者用パンツ等の体液吸収性物品における透液性表面シートとして使用するのに好適なものである。その表面シートは、体液吸収性の芯材を被覆するものであり、体液吸収性物品の着用者の肌に接触することを想定して使用されるものである。そのような繊維不織布1において、ステープル繊維2には、繊度が1〜8dtexであり、見かけの繊維長が10〜80mmの熱可塑性合成繊維であって、親水化処理したものが使用される。ここでいう見かけの繊維長とは、日本工業規格(JIS)L1015:1999のセクション8.4、c)項の規定に準拠して測定される値である。見かけの繊維長が測定されるステープル繊維2は、後記図2,5に例示のカード機101へ投入するために用意されたもので、投入前に必要な捲縮処理等のすべての処理が終了しているものである。測定のために採取されたステープル繊維2は、それに伸長力を加えることがないようにしながら置尺上でほぼまっすぐなるようにその形を整えた。ステープル繊維2としてはまた、ステープル繊維2どうしを比較的低い温度で溶着させることと、繊維不織布1に厚さ方向の圧縮変形に対する適度な弾性的回復力を与えることとを可能にするために、好ましくは複合ステープル繊維が使用される。その複合ステープル繊維には、サイド・バイ・サイドタイプのものも、芯鞘タイプのものも使用可能であり、芯鞘タイプのものであれば、たとえば鞘成分がポリエチレンの如き溶融温度の低い熱可塑性合成樹脂であり、芯成分が、鞘成分の溶融温度よりも高い溶融温度を有するポリプロピレンやポリエステル等の熱可塑性合成樹脂であるものが使用される。
【0020】
繊維不織布1は、平方メートル当たりの質量が一様なものであって、その質量が15〜35g/m2の範囲にある。凸条部6は、厚さTが0.5〜5mmの範囲にあり、ピッチPが2〜8mmの範囲にある。凹条部7は、厚さtが厚さTの25〜60%の範囲にある。繊維不織布1の表面3におけるステープル繊維2のなかには、凸条部6を介して隣り合う一方の凹条部7からもう一方の凹条部7にまで延びるもの、すなわち図において太さの誇張されているステープル繊維2aとして例示してあるような凸条部6をまたいで一方の凹条部7からもう一方の凹条部7にまで延びるものが複数含まれている。ステープル繊維2は、互いに機械的に交絡していることがある他に、互いに溶着していることのあるものであるが、表面3においてステープル繊維2aの如き状態にあるものは、それが隣り合う凹条部7と凹条部7とにおいて、特に凹条部7の底部12において、ステープル繊維2aと交差している他のステープル繊維2に溶着していると、隣り合う凹条部7と凹条部7との間に位置する凸条部6の頂部11が肌によって擦られても、ステープル繊維2aは凸条部6において毛羽立つことが抑えられる。また、表面3のうちでも比較的肌に触れ難い底部12においてステープル繊維2どうしが溶着していることは、その溶着している部分で肌を刺激するというトラブルの発生を防ぐ効果をも奏する。表面3における毛羽立ちはまた、表面3を肌触りにむらのあるものにしたり、経血等の体液が滞留し易いものにしたりすることの原因になることがあるが、ステープル繊維2aの態様はこれらの原因を解消するうえにおいても効果的である。繊維不織布1において、ステープル繊維2aが奏するこのような作用を得るために、ステープル繊維2にはそれがスパイラル形状やジグザグ形状を画きながら延びる状態にあっても、凸条部6をまたいで隣り合う一方の凹条部7からもう一方の凹条部7にまで延びることができるように、見かけの繊維長がピッチPよりも長いもの、より好ましくはピッチPの二倍よりも長いものが使用される。
【0021】
図2は、繊維不織布1の製造工程の一例を示す図である。工程Iでは、ステープル繊維2の集合体をカード機101によって開繊してウエブ102を作る。カード機101の上流では、ステープル繊維2に適宜の混合用ステープル繊維112を混合することも可能である。ステープル繊維2は、カード機101による開繊処理を促進することができるように、予め機械的な捲縮を付与しておくことが好ましい。混合用ステープル繊維112としては、ステープル繊維2とは熱可塑性合成樹脂の種類が違うものや繊維長が違うもの、繊度の違うものなどがある。混合用ステープル繊維112は、ウエブ102の平方メートル当たりの質量の40質量%を越えることがない範囲において使用する。
【0022】
工程IIでは、ウエブ102が加熱空気噴射手段210によって処理される。手段210は、繊維不織布1における凸条部6と凹条部7とを形成するためのものであって、機械方向MDへ回転するサクションドラム200と、加熱空気噴射用の第1、第2、第3ノズル集合体211,212,213とを含んでいる。第1、第2、第3ノズル集合体211,212,213のそれぞれは、第1、第2、第3ノズルマニホールド211a、212a,213aのそれぞれと、単体ノズル211b,212bb,213bのそれぞれとを含んでいる。第1、第2、第3ノズルマニホールド211a,212a,213aは、サクションドラム200の軸方向、すなわち機械方向MDに対する交差方向CD(図3参照)へ延びているもので、サクションドラム200の周方向へ所要の間隔をあけて配置されている。第1、第2、第3単体ノズル211b,212b,213bのそれぞれは、第1、第2、第3ノズルマニホールド211a,212a,213aのそれぞれに対して交差方向CDにおいて所要のピッチで取り付けられていて、サクションドラム200の周面から所要寸法離間している。一例として、第1、第2、第3ノズル集合体211,212,213のそれぞれにおいて、第1、第2、第3単体ノズル211b,212b,213bは交差方向CDへ一定のピッチ、例えば4mmのピッチで並び、機械方向MDでは同一線上に並んでいる。第1、第2、第3ノズル集合体211,212,213は、第1、第2、第3単体ノズル211b,212b,213bのそれぞれから所要温度の加熱空気を所要の風量で噴射することができる。第1、第2、第3単体ノズル211b,212b,213bには、例えば口径0.5〜2.5mmのものを使用することができる。
【0023】
サクションドラム200は、その周面に透孔223(図4参照)が一様に形成されていて、その透孔223はサクションドラム200のサクション機構(図示せず)につながっている。周面の一例において、直径0.2〜1mmの透孔223が15〜30%の開孔率となるように形成される。サクションドラム200の周速は、ウエブ102の搬送速度に同じである。
【0024】
工程IIにおいて、第1、第2ノズル集合体211,212は、第3ノズル集合体213によるウエブ102の処理に先立ち、カード機101を出て嵩高な状態にあるウエブ102を圧縮しかつ表面を平滑な状態にするために使用される。そのための第1、第2ノズル集合体211,212からの加熱空気の温度と圧力は、ステープル繊維2および混合用ステープル繊維112を溶融することがない程度において軟化させ、軟化させたステープル繊維2,112に空気の噴射圧を作用させてウエブ102をその厚さが1/2〜1/4になる程度にまで圧縮し、かつウエブ102の表面を平滑な状態にすることができるように設定される。第3ノズル集合体213からの加熱空気は、その温度と圧力とが、圧縮されかつ平滑な状態にあるウエブ102に凹条部7を形成すると同時に凹条部7にあるステープル繊維2のうちの少なくとも一部のものを互いに溶着させることができるように設定される。
【0025】
工程IIにおける第1、第2ノズル集合体211,212からの加熱空気の作用によって、ウエブ102の表面はステープル繊維2の毛羽立ち等に起因する凹凸が減少して平滑になり、その結果として繊維不織布1の表面3は滑らかで肌触りのよいものになる。第3ノズル集合体213からの加熱空気が第3単体ノズル213bの直下に位置する部分を圧縮して繊維不織布1における凹条部7を形成するときには、ウエブ102のうちで第3単体ノズル213bと第3単体ノズル213bとの間に位置する部分に凸条部6が形成される。その凸条部6は、それが形成されるときに、ウエブ102が第1、第2ノズル集合体211,212の作用で平滑なものになっていたことによって、ウエブ102の裏面からの寸法である凸条部6の高さが一様なものになり易い。凹条部7もまた、凸条部6と同様の理由によって、深さ、換言するとウエブ102の裏面からの寸法が一様なものになり易い。工程IIを出たウエブ102は、メッシュベルトに載せて機械方向MDへ搬送する。
【0026】
工程IIIでは、ステープル繊維2の表面を溶融させることのできる温度に設定した加熱空気をウエブ102に吹き付けて、ステープル繊維2どうしや、ステープル繊維2と混合用ステープル繊維112とを溶着させ、繊維不織布1の耐摩擦性を向上させる。
【0027】
工程IVでは、室温にまで冷却したウエブ102を繊維不織布1として巻き取る。
【0028】
図3は、第1ノズル集合体211の斜視図である。第1ノズル集合体211には、サクションドラム200の軸方向、すなわち交差方向CDへ延びる第1ノズルマニホールド211aと、第1ノズルマニホールド211aに所要のピッチで取り付けられた複数の第1単体ノズル211bとが含まれている。第1単体ノズル211aのそれぞれは、サクションドラム200の周面に向かって加熱空気を噴射することができる。第1ノズルマニホールド211aにはまた、その上流部に圧力調整弁と加熱ヒータとが取り付けられているが、それらの図示は省略されている。図1の繊維不織布1を得るための図2の製造工程では、第2、第3マニホールド212a,213aと第2、第3単体ノズル212b,213bとが、第1ノズル集合体211の第1マニホールド211aと第1ノズル単体211bと同様に形成されている。各ノズル集合体211,212,213の間において、第1、第2、第3単体ノズル211b,212b,213bは、口径が同じであり、交差方向CDへ並ぶピッチも同じであることが好ましいが、それら口径やピッチの異なる態様で図2の製造工程を組み立てることもできる。
【0029】
図4は、サクションドラム200の周面を形成している金属板201の部分図である。金属板201には、サクションドラム200のサクション機構につながる複数の透孔223が形成されている。透孔223は、孔径が例えば0.2〜1mmの間にあるもので、サクションドラム200の周方向と軸方向とのそれぞれに所要のピッチで並んでいる。
【0030】
図5は、繊維不織布1の製造工程の他の一例を示す図2と同様な図である。図5の工程Iでは、ステープル繊維2の集合体をカード機101によって開繊してウエブ102を作る。カード機101の上流では、ステープル繊維2に適宜の混合用ステープル繊維112を混合することが可能である。ステープル繊維2は、カード機101による開繊処理を促進することができるように、予め機械的な捲縮を付与しておくことが好ましい。混合用ステープル繊維112は、図2におけるものと同じである。
【0031】
図5の工程IIでは、ドライヤー251において、ステープル繊維2の表面を溶融させることのできる温度に設定した加熱空気をメッシュコンベア253に載せたウエブ102に吹き付けて、ステープル繊維2どうしや、ステープル繊維2と混合用ステープル繊維112とを溶着させる。
【0032】
図5の工程IIIでは、工程IIで加熱され、まだメッシュコンベア253に載せられていて加熱状態にあるウエブ102に対して、ノズル集合体252の複数の単体ノズル252bから所要温度の加熱空気を所要量噴射する。複数の単体ノズル252bは、機械方向MDに直交して交差方向へ延びるノズルマニホールド252aに所要のピッチで取り付けられていて、繊維不織布1の凹条部7と凸条部6とを形成するために使用される。ノズル集合体252の一例において、単体ノズル252bは、4mmのピッチでノズルマニホールド252aに取り付けられていて、口径0.5〜2.5mmを有している。
【0033】
図5の工程IVでは、冷却したウエブ102を繊維不織布1として巻き取る。
【0034】
図5で使用するメッシュコンベア253の好ましい一例は、平織りで18〜30メッシュのものである。18メッシュ未満のメッシュコンベアは、繊維不織布1を得るには目の粗いもので、繊維不織布1の裏面4にメッシュを形成している線材の跡が残り、裏面4が平滑なものになり難い。また、30メッシュを超えるメッシュコンベアでは、工程IIでも工程IIIでも加熱空気の透過性が悪く、ウエブ102の裏面においてステープル繊維2どうしをほどよく溶着させることが困難になる。
【0035】
図5の工程では、工程IIIでウエブ102を処理するときに、ステープル繊維2どうしやステープル繊維2と混合用ステープル繊維112とが溶着しているので、ノズル集合体252によって凸条部6と凹条部7とを作ることが容易である。それゆえ、図5の工程では、図2における第1〜第3ノズル集合体211,212,213を使用せずに、一台のノズル集合体252を使用すれば足りるということがある。また、ノズル集合体252からの加熱空気は、その風量を5.0〜12.0Nl/m2に減らしたり、温度を200℃よりも低くしたりすることができる。
【0036】
発明者が知見したところによれば、図2や図5に例示の工程を使用して得られる繊維不織布1では、繊維不織布1の表面3においてステープル繊維2が凸条部6をまたぐとともに、その凸条部6の両側それぞれに形成されている凹条部7の底部12にまで延びていて、底部12では、そのステープル繊維2が他のステープル繊維2や混合用ステープル繊維112と溶着していることによって、表面3は後記する摩擦試験をしたときに毛羽立ちの発生が抑えられる傾向にある。その摩擦試験では、表面3に加えられる摩擦が主として凸条部6の頂部11の近傍に作用するのであるが、その頂部11に位置するステープル繊維2は、凸条部6の両側それぞれに形成されている凹条部7の底部12においてそのステープル繊維2とは異なる他のステープル繊維2や混合用ステープル繊維112と溶着していることによって、頂部11においての羽立ちが抑えられる。
【0037】
毛羽立ちの発生が抑えられるその傾向は、図2の第3ノズル集合体213から噴射する加熱空気の温度を一定にしておいて風量を変化させてみると、風量が多く、凹条部7の深さが深くなるほど、換言すると図1における厚さtが小さくなるほど顕著になる。特に凹条部7における厚さtが厚さTの60%以下になるような繊維不織布1では、毛羽立ちが使い捨てのおむつや生理用ナプキンの表面シートとして許容できる程度にまで減少する。しかし、凹条部7は、厚さtが小さくなるほど、すなわち深さが深くなるほど底部12における密度が高く、比容積が小さくなる傾向にある。比容積が小さな凹条部7を有する繊維不織布1を生理用ナプキンの表面シートとして使用すると、経血の如き粘ちょうな体液は凹条部7の底部12において芯材に速やかに吸収されずに、底部12に滞留するという傾向が強くなり、滞留している経血によって肌を汚すことになるとか、生理用ナプキンを廃棄するときに表面シートに残った経血が見え易いということがある。しかし、この発明に係る繊維不織布1は、凹条部7における比容積が凸条部6の比容積と比べて極端に低くなることがないように、裏面4から凹条部7の底部12までの高さである厚さtを裏面4から頂部11までの高さである厚さTの40%以上に保つことによって、繊維不織布1の表面3における体液の滞留面積を小さく抑えることが可能になる。
【実施例】
【0038】
実施例の繊維不織布として、凸条部6の厚さTに対する凹条部7の厚さtの割合を変化させた複数種類の繊維不織布を作製し、体液として人工経血を使用して、凹条部7を含む表面3においての体液の滞留面積と、表面3の摩擦強度とを評価した。また、実施例に対する比較例としての繊維不織布も作製して、その繊維不織布についても体液の滞留面積と、表面の摩擦強度とを測定し、評価した。これらの評価結果は、表1〜4のとおりである。凸条部6と凹条部7とを有する繊維不織布1においての厚さTと厚さtとの測定方法、体液の滞留面積の測定方法、摩擦強度の評価方法は、次のとおりである。
【0039】
(厚さTと厚さtとの測定方法)
図6の(a),(b)は、厚さを測定する方法の手順を説明するために使用する、繊維不織布片の交差方向CDにおける断面写真であり、その手順は次のとおりである。
1.コクヨカッターナイフ HA−7NB(商品名)用の標準替え刃 HA−100Bを使用して、厚さ測定用の繊維不織布片を交差方向CDに平行に裁断し、その繊維不織布片に交差方向CDに平行する観測用切断面を作る。その後に、その繊維不織布片の表面を水平面Hの上に載せ、キーエンスデジタルマイクロスコープVHX−100を用いて観測用断面の25倍の写真(図6(a)参照)を得る。
2.断面写真を画像処理ソフトであるスカラ(株)製画像解析ソフトUSBデジタルで処理して、画像を二値化する。そのときに、閾値=50に設定する。二値化した画像について二値画像形状解析の演算方法「穴埋め」を選択し、次に対象色「白」を選択して処理する。さらに二値画像形状解析の演算方法「穴埋め」を選択し、次に対象色「黒」を選択して処理する。処理の終わった画像では、ステープル繊維の集団である白島部からその外へ飛び出して毛羽状を呈しているステープル繊維を消して、毛羽立ちのないCD断面の修正写真(図6(b)参照)を得る。
3.修正写真において、隣り合う凸条部の頂点どうしを結ぶ直線Sと凹条部の底部に接して水平面Hに平行する水平線Rとを求める。
4.水平面Hに直交して、凹条部の底部を通り、直線Sと交わる垂線Qを求める。
5.垂線Qについて、水平面Hから直線Sとの交点までの距離を求めて、その距離を隣り合う凸条部それぞれの高さ(厚さ)Tとする。また、垂線Qについて、水平面Hから水平線Rとの交点までの距離を求めて、その距離を凹条部の厚さtとする(図6(b)参照)。
【0040】
(体液の滞留面積の測定方法)
滞留面積を測定するための手順は、次のとおりである。
1.測定用試験片として5cm×5cmの繊維不織布片を用意する。
2.アドバンテック東洋(株)社製の粘ちょう液用濾紙 No.60を10cm×10cmに裁断した濾紙片を20枚重ね、その上に試験片を重ねる。
3.10ccのピペット((株)ニチリョー製リキッドハンドリング用デジタルマイクロピペット NPX−10ML)を使用し、体液として下記組成の人工経血2ccを試験片に対して静かに滴下する。
人工経血の組成
(1)イオン交換水:1リットル
(2)グリセリン:80g
(3)カルボキシメチルセルロースナトリウム:8g
(4)塩化ナトリウム:10g
(5)炭酸水素ナトリウム:4g
(6)赤色102号:8g
(7)赤色2号:2g
(8)黄色5号:2g
4.人工経血の滴下後20秒経過してから試験片を濾紙片から外し、風乾する。
5.試験片における人工経血が乾燥状態になった後に、デジタルスキャナ(セイコーエプソン社製イメージスキャナ GT8700)で、試験片に残る人工経血の状態をスキャンして人工経血の画像を得る。(スキャン条件は、色条件をTrue color−24ビットにセットし、ピクセルの大きさを59ピクセル/センチにセットする)(図7参照)。
6.5項で得られた画像を、画像処理ソフトであるスカラ(株)製 画像解析ソフト USBデジタルで処理して、画像を二値化する。赤色の人工経血によって赤色に染まったピクセルの数をデータ化して面積に換算する。
7.6項における二値化条件は、次のとおりとする:閾値=160、抽出ピクセル=3ピクセル以上、抽出範囲=400ピクセル×400ピクセル。
8.t/Tの値が同じである3枚の試験片についてピクセルの数(画素数)と換算した面積とを求め、その面積の平均値を「体液滞留面積(mm2)」とする(図7参照)。
【0041】
(摩擦強度の評価方法)
摩擦強度を評価するための手順は、次のとおりである。
1.下記事項を除き、JIS L 0844:2004「摩擦に対する染色堅ろう度試験方法」の規定に従って評価する。
2.試験機には、下記の摩擦試験機II型(学振型)を使用する:
テスター産業(株)製 学振型摩擦堅牢度試験機 AB−301
3.摩擦時荷重:2N(200gf)
4.摩擦子表面:綿かなきん3号(JIS L 0803準拠品)
5.摩擦往復回数:20往復/分で1分間
6.試験片:繊維不織布における縦方向(機械方向)の寸法が220mm、横方向(交差方向)の寸法が30mmのものを試験片とし、試験片のうちで凸条部が形成されている表面を上に向け、摩擦子が縦方向において往復運動するように試験機にセットする。
7.摩擦後における繊維不織布の表面を観察して、下記の如くランク付けする。ランクA,B,Cにあるものが表面シートとして使用可能なものである。
A: 毛羽立ちが全くない
B: 毛羽立ちが殆どない
C: 毛羽立ちのある凸条部と毛羽立ちのない凸条部とが存在する
D: 毛羽立ちが多く、隣り合う凸条部どうしをつなぐ毛羽が存在する
【0042】
(実施例1〜10)
1.実施例の繊維不織布を得るためのステープル繊維として、芯成分がポリエステル樹脂で、鞘成分がポリエチレン樹脂である第1および第2複合ステープル複合繊維を混合した。第1複合ステープル繊維は、繊度が2.2dtexであり、繊維長が45mmであって、ステープル繊維全体に占める平方メートル当たりの質量は80重量%であった。第2複合ステープル繊維は、繊度が2.6dtexであり、繊維長が38mmであって、ステープル繊維全体に占める平方メートル当たりの質量は20重量%であった。混合した第1および第2ステープル繊維をローラーカード機で処理して質量が15g/m2、25g/m2、35g/m2、40g/m2のウエブを得た。
2.これらのウエブを図2の工程において処理した。図2の工程IIにおける第1、第2、第3ノズル集合体の条件を下記のとおりに設定した。
(第1、第2ノズル集合体)
ノズルマニホールドにおける空気温度:200℃
ウエブの単位面積当たりの加熱空気噴射量:8.16Nl/m2
(第3ノズル集合体)
ノズルマニホールドにおける空気温度:350℃
ウエブの単位面積当たりの加熱空気噴射量:
10.92〜19.17Nl/m2
なお、各ノズル集合体における単体ノズルは、ピッチを4mmにセットし、ノズル集合体どうしの間では単体ノズルどうしが機械方向で列を作るようにセットした。また、サクションドラムの周面における透孔の開孔率は22.16%にセットした。
3.工程IIを通過したウエブは、工程IIIに送り、工程IIIでは温度135℃の加熱空気に5秒間接触させて、ステープル繊維どうしを互いに溶着させ、その後にウエブを室温にまで冷却して、実施例1〜10の繊維不織布を得た。
実施例1〜10における繊維不織布の評価結果は、表1〜3に記載のとおりである。表1〜3および後記の表4における凸条部と凹条部との比容積は、下記の手順(1),(2)によって求めた値である。
(1)10cm×10cmの繊維不織布片10枚についての平均質量から平方メートル当たりの質量を次式によって求める。ただし、この発明において、この繊維不織布片よりも小さな繊維不織布片を使用して質量を求めることも可能である。
質量(g/m2)=(平均質量(g))÷0.01
(2)比容積を求める繊維不織布片について、凸条部の頂部における厚さTと凹条部の底部における厚さtを測定し、次式によって比容積を求める。
凸条部または凹条部の比容積(cc/g)={(凸条部の厚さTまたは凹条部の厚さt)×1000}÷質量(g/m2)
【0043】
(比較例1〜18)
図2における第3ノズル集合体の加熱空気噴射量を8.17〜24.58Nl/m2に設定した以外は、実施例と同じ条件を採用して、比較例1〜18の繊維不織布を製造して、実施例と同様に評価した。評価の結果は表1〜4に記載のとおりである。
【0044】
表1〜4において、
(1)質量が15〜35g/m2であるときに、厚さの比t/Tが40〜60%の範囲にあると、繊維不織布における体液の滞留面積が比較的小さい。すなわち、体液として使用した粘ちょうな人工経血は、実施例の繊維不織布において広く拡散することがなく、繊維不織布を透過して、吸収体の代替物として使用された濾紙への移行が速やかである。
(2)t/Tが60%を超える比較例の繊維不織布は、摩擦に対する抵抗力が低く、毛羽立ち易い。t/Tが60%以下である繊維不織布は、毛羽立ちにくい傾向にある。
(3)繊維不織布の比容積で見ると、凸条部の比容積が70〜105cc/gの範囲にあって、凹条部の比容積が40〜60cc/gの範囲にある実施例の繊維不織布は、粘ちょうな体液を滞留させることがなく、また摩擦によって簡単に毛羽立つということもない。
【0045】
【表1】
【0046】
【表2】
【0047】
【表3】
【0048】
【表4】
【0049】
図7は、体液の滞留面積を測定するための手順を実施例7と比較例7との繊維不織布について例示する図である。図7には、これらの例における繊維不織布に滞留していた体液の画像、その画像を二値化した結果、その結果から求めた体液についての画素数と面積、画素数と面積の平均値が示されている。
【符号の説明】
【0050】
1 繊維不織布
2 ステープル繊維
3 表面
4 裏面
6 凸条部
7 凹条部
11 頂部
12 底部
A 縦方向
B 横方向
C 厚さ方向
P ピッチ
T 頂部の厚さ
t 底部の厚さ
【特許請求の範囲】
【請求項1】
互いに直交する縦方向と横方向と厚さ方向とを有し、前記厚さ方向には前記縦方向と前記横方向とに広がる表面とその反対面である裏面とが形成され、前記表面には前記縦方向へ互いに平行して延びる凸条部と凹条部とが前記横方向へ交互に並んでいて、前記裏面が実質的に平坦に形成されており、熱可塑性合成樹脂で形成されたステープル繊維が互いに溶着した状態にある透液性繊維不織布であって、
前記裏面から前記凸条部の頂部までの厚さTに対して前記裏面から前記凹条部の底部までの厚さtが40〜60%の範囲にあり、前記ステープル繊維には前記凸条部をまたいで前記凸条部の両側に隣接する前記凹条部のそれぞれに届くものが使用されている、ことを特徴とする前記透液性繊維不織布。
【請求項2】
前記凸条部をまたいだ前記ステープル繊維が、前記隣接する凹条部のそれぞれにおいて、該ステープル繊維とは異なるステープル繊維に溶着している請求項1記載の透液性繊維不織布。
【請求項3】
質量が15〜35g/m2の範囲にある請求項1または2記載の透液性繊維不織布。
【請求項4】
前記凸条部の比容積が70〜105cc/gの範囲にあり、前記凹条部の比容積が40〜60cc/gの範囲にある請求項1〜3のいずれかに記載の透液性繊維不織布。
【請求項5】
前記ステープル繊維には、見かけの繊維長が10〜80mmであるものが使用されている請求項1〜4のいずれかに記載の透液性繊維不織布。
【請求項6】
前記凸条部と前記凹条部とは、前記熱可塑性合成樹脂で形成された前記ステープル繊維を所要の平方メートル当たりの質量で含む繊維ウエブを機械方向へ連続的に走行させる一方、前記機械方向に対する交差方向へ間欠的に配置した複数のノズルから加熱空気を前記ウエブに向かって噴射することによって形成され、前記凸条部が前記交差方向において隣り合う前記ノズルどうしの間に形成されており、前記凹条部が前記ノズルの直下に形成されている請求項1〜5のいずれかに記載の透液性繊維不織布。
【請求項1】
互いに直交する縦方向と横方向と厚さ方向とを有し、前記厚さ方向には前記縦方向と前記横方向とに広がる表面とその反対面である裏面とが形成され、前記表面には前記縦方向へ互いに平行して延びる凸条部と凹条部とが前記横方向へ交互に並んでいて、前記裏面が実質的に平坦に形成されており、熱可塑性合成樹脂で形成されたステープル繊維が互いに溶着した状態にある透液性繊維不織布であって、
前記裏面から前記凸条部の頂部までの厚さTに対して前記裏面から前記凹条部の底部までの厚さtが40〜60%の範囲にあり、前記ステープル繊維には前記凸条部をまたいで前記凸条部の両側に隣接する前記凹条部のそれぞれに届くものが使用されている、ことを特徴とする前記透液性繊維不織布。
【請求項2】
前記凸条部をまたいだ前記ステープル繊維が、前記隣接する凹条部のそれぞれにおいて、該ステープル繊維とは異なるステープル繊維に溶着している請求項1記載の透液性繊維不織布。
【請求項3】
質量が15〜35g/m2の範囲にある請求項1または2記載の透液性繊維不織布。
【請求項4】
前記凸条部の比容積が70〜105cc/gの範囲にあり、前記凹条部の比容積が40〜60cc/gの範囲にある請求項1〜3のいずれかに記載の透液性繊維不織布。
【請求項5】
前記ステープル繊維には、見かけの繊維長が10〜80mmであるものが使用されている請求項1〜4のいずれかに記載の透液性繊維不織布。
【請求項6】
前記凸条部と前記凹条部とは、前記熱可塑性合成樹脂で形成された前記ステープル繊維を所要の平方メートル当たりの質量で含む繊維ウエブを機械方向へ連続的に走行させる一方、前記機械方向に対する交差方向へ間欠的に配置した複数のノズルから加熱空気を前記ウエブに向かって噴射することによって形成され、前記凸条部が前記交差方向において隣り合う前記ノズルどうしの間に形成されており、前記凹条部が前記ノズルの直下に形成されている請求項1〜5のいずれかに記載の透液性繊維不織布。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−285735(P2010−285735A)
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願番号】特願2010−95411(P2010−95411)
【出願日】平成22年4月16日(2010.4.16)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成22年12月24日(2010.12.24)
【国際特許分類】
【出願日】平成22年4月16日(2010.4.16)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]