
透湿性及び防水性を有するフィルム、並びにその製造方法
【課題】生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルムを提供すること。
【解決手段】ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルム。
【解決手段】ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透湿性及び防水性を有するフィルム、並びにその製造方法に関する。本発明は、特に、生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルム、並びにその製造方法を提供することを目的とする。
【背景技術】
【0002】
従来、医療、衛生材料、一般生活材料、産業資材等向けのフィルム、特に透湿性及び防水性を有するフィルムとして、ポリオレフィン、ポリエステル、ポリアミド等の熱可塑性ポリマーから成形されたフィルムが知られている。
【0003】
例えば、特許文献1には、透湿性及び防水性を有するフィルムの製造方法として、ポリオレフィン樹脂及び無機充填剤を含む樹脂組成物をフィルム成形し、得られたフィルムをギア延伸法により搬送方向と直交する方向に1.2〜3倍延伸して開孔することを特徴とする多孔性フィルムの製造方法が開示されている。
しかし、特許文献1に記載されるオレフィン樹脂に代表される熱可塑性ポリマーは、通常の環境下で化学的に安定である、すなわち、生分解性が低いので、上記熱可塑性ポリマーは、埋め立てると、土中で分解されにくい問題がある。さらに、上記熱可塑性ポリマーは、原油由来の材料から製造されている、すなわち、バイオマス度が低いので、上記熱可塑性ポリマーは、焼却の際に大量の二酸化炭素の放出し、環境保護の観点から問題が生じる。
【0004】
さらに、特許文献1に開示される多孔性フィルムの製造方法では、ギア延伸前のフィルムは、フィルム厚みが均一で平板性に優れ、搬送方向と直交する直交方向の強度、伸度等が低下していないことを要件とし、ギア延伸は、搬送方向と直交する直交方向に対してのみ可能である。特許文献1に記載の方法では、搬送方向に対しては、一軸延伸をすることが可能である。
従って、特許文献1の多孔性フィルムは、ギア延伸により、搬送方向と直交する直交方向に柔軟性を有するものの、搬送方向には柔軟性を有しない。さらに、特許文献1の多孔性フィルムは、搬送方向に一軸延伸された場合には、搬送方向に剛性が生じるので、搬送方向の特性と、搬送方向と直交する直交方向の特性とが大きく異なる問題点を有する。
【0005】
また、生分解性を有する透湿性及び防水性を有するフィルムとして、特許文献2に開示されるように、ポリ乳酸及び微粉状充填剤を含む、一軸延伸された多孔性フィルムが知られている。しかし、ポリ乳酸は、一般的に、ポリオレフィン樹脂よりも硬く、さらに弾性が高く且つ破断伸度が低いために、一軸延伸により、フィルムに柔軟性を付与することが難しい。従って、特許文献2に開示される多孔性フィルムは、柔軟性の観点から改善の余地がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第02/062559号公報
【特許文献2】特開平7−8520号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来の透湿性及び防水性を有するフィルムは、上述の問題点を有しているが、ポリ乳酸フィルム及び無機フィラーを含むフィルムに、局所的に、厚さが非常に薄い高延伸領域と、元の厚さをほぼ保持する低延伸領域とを設けることにより、ポリ乳酸に柔軟性を付与することができると考えられる。
以上より、本発明は、生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルムを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討した結果、ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルムにより、上記課題を解決できることを見出し、本発明を完成するに至った。
【0009】
具体的には、本発明は以下の態様に関する。
[態様1]
ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、
上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、
上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして
上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有する、
ことを特徴とする上記フィルム。
【0010】
[態様2]
第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有する、態様1に記載のフィルム。
[態様3]
第1の方向が、搬送方向又は搬送方向と直交する直交方向であり、そして第2の方向が、搬送方向又は搬送方向と直交する直交方向である、態様2に記載のフィルム。
【0011】
[態様4]
上記ポリ乳酸が、150〜170℃の融点を有する、態様1〜3のいずれか1つに記載のフィルム。
[態様5]
上記無機フィラーが、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素及びタルクから成る群から選択される、態様1〜4のいずれか1つに記載のフィルム。
【0012】
[態様6]
上記無機フィラーが、1〜10μmの平均粒径を有する、態様1〜5のいずれか1つに記載のフィルム。
[態様7]
ポリ乳酸:無機フィラーの質量比が、50:50〜90:10の範囲にある、態様1〜6のいずれか1つに記載のフィルム。
【0013】
[態様8]
態様1〜7のいずれか1つに記載のフィルムの製造方法であって、
ポリ乳酸と無機フィラーとを含むフィルムを準備するステップ、そして
搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に、上記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、
を含む方法。
【0014】
[態様9]
高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップの後に、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップをさらに含む、態様8に記載の方法。
[態様10]
上記ポリ乳酸と無機フィラーとを含むフィルムを準備するステップの後に、40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度で、上記ポリ乳酸と無機フィラーとを含むフィルムを予熱するステップをさらに含む、態様8又は9に記載の方法。
【0015】
[態様11]
一対のギアロール(G1)の複数の歯の少なくとも一部、及び/又は一対のギアロール(G2)の複数の歯の少なくとも一部が、突起部及び/又は窪み部を有する、態様8〜10のいずれか1つに記載の方法。
[態様12]
上記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、及び/又は前記高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップにおいて、延伸倍率が1.30〜1.80倍の範囲内にある、態様8〜11のいずれか1つに記載の方法。
【発明の効果】
【0016】
本発明の透湿性及び防水性を有するフィルムは、生分解性を有し、バイオマス度が高く且つ柔軟性が高い。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。
【図2】図2は、ギア延伸装置の例の1つの模式図である。
【図3】図3は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。
【図4】図4は、図3におけるX−Xの断面を、ギア延伸の際のギアの歯の位置と共に示した模式図である。
【図5】図5は、ギア延伸装置の別の例の模式図である。
【図6】図6は、ギア延伸装置のさらに別の例の模式図である。
【図7】図7は、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムの別の例の模式図である。
【図8】図8は、本発明の透湿性及び防水性を有するフィルムの別の例の模式図である。
【図9】図9は、ギアロールの歯の突起部及び窪み部を説明するための図である。
【図10】図10は、本発明の透湿性及び防水性を有するフィルムを製造することができる製造システムを示す。
【図11】図11は、実施例1で製造された、本発明の透湿性及び防水性を有するフィルムの表面の電子顕微鏡写真である。
【図12】図12は、比較例1で製造されたフィルムの表面の電子顕微鏡写真である。
【図13】図13は、比較例3で製造されたフィルムの表面の電子顕微鏡写真である。
【図14】図14は、比較例4で製造されたフィルムの表面の電子顕微鏡写真である。
【発明を実施するための形態】
【0018】
本発明の透湿性及び防水性を有するフィルム、並びにその製造方法について、以下、詳細に説明する。
本発明の透湿性及び防水性を有するフィルムは、ポリ乳酸と、無機フィラーとを含む。
上記ポリ乳酸は、トウモロコシ等の植物資源から製造することができる、生分解性を有するポリマーであり、そして製造から焼却までに発生する二酸化炭素の量が、原油由来のポリエチレンの約4.0kg/kgポリマー、及び原油由来のポリエステルの約6.1kg/kgポリマーと比較して、約0.3kg/kg−ポリマーと非常に少ない。なお、ポリ乳酸に関する数値は、NatureWorks社発表のデータ(PLA6(2006/2007))に基づき、ポリエチレンに関する数値は、産業技術総合研究所発表のデータに基づき、そしてポリエステルに関する数値は、Plastic Europe発表のデータに基づく。
【0019】
上記ポリ乳酸の融点は、原料である乳酸の光学異性体であるD体及びL体の比を調整することにより調節することができる。
例えば、D体:L体のモル比を約50:50で混合して共重合することにより、約190〜220℃の融点を有するポリ乳酸を製造することができる。同様に、L体:D体のモル比約99:1の混合物の共重合から約170℃の融点を有するポリ乳酸が製造され、L体:D体のモル比約97:3の混合物の共重合から約150℃の融点を有するポリ乳酸が製造され、L体:D体のモル比約92:8の混合物の共重合から約130℃の融点を有するポリ乳酸が製造され、そしてL体:D体のモル比約88:12の混合物の共重合から約110℃の融点を有するポリ乳酸が製造される。
例えば、L体:D体のモル比を、約99:1〜約97:3の間で調整することにより、融点が約150℃〜約170℃のポリ乳酸を製造することができる。
【0020】
上記ポリ乳酸は、D体のモル比が約18モル%以上になると、明瞭な融点を有さず、軟化温度約90℃未満の非晶性ポリマーとなる。このような非晶性ポリ乳酸の場合は、便宜上、目視での軟化温度を融点として取り扱う。
なお、上記融点は、示差走査熱量計により測定することができる。上記融点は、例えば、島津製作所社製のDSC−60型DSC測定装置を用い、昇温速度10℃/分で測定することができる。
【0021】
上記ポリ乳酸は、約140〜約180℃の融点を有することが好ましく、そして約150〜約170℃の融点を有することがより好ましい。融点が約140℃を下回ると、フィルム自体の剛性が低くなり、フィルム製造及びスリット切断時のシワ及び破損、ギア延伸時のシワ、おむつ等に組み込む際のシワ等が生じやすい傾向があり、そして融点が約180℃を超えると、フィルム自体の剛性が高くなり、十分に延伸できない傾向がある。
【0022】
上記ポリ乳酸は、約60,000以上の重量平均分子量を有することが好ましく、そして、約100,000〜約300,000の重量平均分子量を有することがより好ましい。重量平均分子量が約約60,000を下回ると、シート強度が低下する傾向があり、そして重量平均分子量が約300,000を上回ると、ポリ乳酸の生分解に時間がかかる傾向がある。
【0023】
上記ポリ乳酸は、バイオマス度が約90〜約100%の範囲内にあり、そして約100%であることが好ましい。
なお、本明細書において、「バイオマス度」は、石油から生成された化石資源と、再生可能な生物由来の有機性資源との総質量に対する、前記有機性資源の占める割合を意味する。
【0024】
本発明に用いられる無機フィラーは、延伸時にフィルムに孔を生じさせるための起点として添加される成分である。上記無機フィラーはまた、本発明の透湿性及び防水性を有するフィルムに、柔軟性を付与する成分でもある。
上記無機フィラーの組成としては、特に制限されないが、例えば、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素、タルク等が挙げられる。上記無機フィラーとしては、炭酸カルシウム又は酸化チタンが好ましい。
【0025】
上記無機フィラーは、約1〜約10μmの平均粒径を有することが好ましく、そして約3〜約7μmの平均粒径を有することが好ましい。平均粒径が約1μmを下回ると、本発明の透湿性及び防水性を有するフィルムの透湿性及び柔軟性が不十分である場合があり、そして平均粒径が約10μmを上回ると、本発明の透湿性及び防水性を有するフィルムの透湿度が高すぎ、衣服が湿気を帯びる場合がある。
本明細書において、「平均粒径」は、電子顕微鏡観察により、無機フィラーの一次粒子100個を任意にピックアップし、その長径を測定し、それらの相加平均をとるにより算出した値を意味する。
【0026】
本発明の透湿性及び防水性を有するフィルムにおいて、ポリ乳酸:無機フィラーの質量比は、約50:50〜約90:10であることが好ましく、そして約60:40〜約70:30であることがより好ましい。ポリ乳酸の質量比が約50%を下回ると、フィルムとしての強度が不十分となる場合があり、そしてポリ乳酸の質量比が約90%を上回ると、フィルム内の孔の数が不十分となり、透湿性が低すぎる場合がある。
【0027】
本発明の透湿性及び防水性を有するフィルムは、柔軟性の指標として、約15〜約30mmの範囲の剛軟度を有し、そして約15〜約20mmの範囲の剛軟度を有することが好ましい。上記剛軟度が約15mmを下回ると、剛性が小さく、フィルムの巻取り、所望幅へのスリット切断、及びおむつ等のバックシートへの加工等の際にシワが発生しやすくなり、そして上記剛軟度が約30mmを上回ると、剛性が高く、吸収性物品等の身体に用いられるものに使用した場合に、ユーザが違和感を覚えやすい。
本明細書において、剛軟度は、JIS L 1096:1999 8.19.1 A法(45°カンチレバー法)に準拠し、試料を幅25mm×長さ150mmとして測定した値を意味する。
【0028】
本発明の透湿性及び防水性を有するフィルムは、約2000〜約4000g/m2/24時間の範囲の透湿度を有し、そして約2,500〜約3,500g/m2/24時間の範囲の透湿度を有することが好ましい。透湿度が約2000g/m2/24時間を下回ると透湿性が不十分であり、身体に用いられた場合に湿度がこもり、ユーザが不快感を覚えやすく、そして透湿度が約4000g/m2/24時間を上回ると、湿度の透過性が高すぎて、衣服が湿気を帯びる場合がある。
本明細書において、透湿度は、JIS Z 0208:1976の防湿包装材料の透湿度試験方法(カップ法)に準拠して測定する。透湿カップに、塩化カルシウムの代わりに20gの水を充填し、温度40℃及び相対湿度60%の雰囲気条件下で24時間自然放置させた後の、単位面積(m2)あたりの水分の透過量(排出量)を測定する。
【0029】
本発明の透湿性及び防水性を有するフィルムは、約800〜約2,000mmの範囲の耐水圧を有し、そして約900〜約1,500mmの範囲の耐水圧を有することが好ましい。耐水圧が約800mmを下回ると、体圧が加わるケース、例えば、おむつのバックフィルムとして用いた場合に、尿等の体液が漏出する場合があり、そして耐水圧が約2,000mmを上回ると、透湿性が損なわれやすい傾向がある。
本明細書において、耐水圧は、JIS L 1092:2009に規定される、A法(低水圧法)に準じて測定した値を意味する。
【0030】
本発明の透湿性及び防水性を有するフィルムでは、当該フィルム内に高延伸領域と、低延伸領域とが存在するので、フィルムの厚さが、場所によって変化しうる。従って、上記フィルムの厚さの代用として、坪量を用いる。
本発明の透湿性及び防水性を有するフィルムの坪量としては、本発明の効果を奏する範囲内であれば特に制限されないが、約15〜約30g/m2の範囲内にあることが好ましく、そして約17〜約25g/m2の範囲内にあることがより好ましい。
坪量が約30g/m2を超えると、透湿度が低下し、そして/又は剛軟度が高くなる傾向がある。そして坪量が約15g/m2を下回ると、本発明の透湿性及び防水性を有するフィルムの強度が低下して破れやすくなる傾向がある。
【0031】
本発明の透湿性及び防水性を有するフィルムは、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有する。
第1の方向としては、特に制限されないが、製造効率を考慮すると、製造時の搬送方向、又は搬送方向と直交する直交方向(以下、単に「直交方向」と称する)が挙げられるであろう。
【0032】
本発明の透湿性及び防水性を有するフィルムはまた、第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有することができる。上記の場合には、第1の方向と、第2の方向とは、同一であってもよく、又は異なっていてもよい。
第1の方向及び第2の方向は、本発明の透湿性及び防水性を有するフィルムの搬送方向及び直交方向の物性の差を小さくすることが好ましい場合には、それら2つの方向が形成する交角がより大きいこと、すなわち、90°に近いことが好ましい。
上記の場合、第1の方向及び第2の方向としては、特に制限されないが、製造効率を考慮すると、それぞれ、搬送方向及び直交方向、又は直交方向及び搬送方向が挙げられるであろう。
【0033】
第1の方向及び第2の方向は、本発明の透湿性及び防水性を有するフィルムの特定の方向の柔軟性を高くすることが好ましい場合には、それら2つの方向が形成する交角がより小さいこと、すなわち、0°に近いことが好ましく、そして0°であることがより好ましい。
【0034】
本明細書において、高延伸領域は、厚さが薄く、本発明の透湿性及び防水性を有するフィルムに、高い透湿性及び柔軟性を付与することができる領域である。
また、本明細書において、低延伸領域は、本発明の透湿性及び防水性を有するフィルムに最低限の剛性を付与することができる領域である。
【0035】
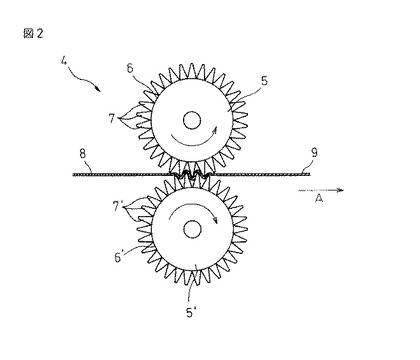
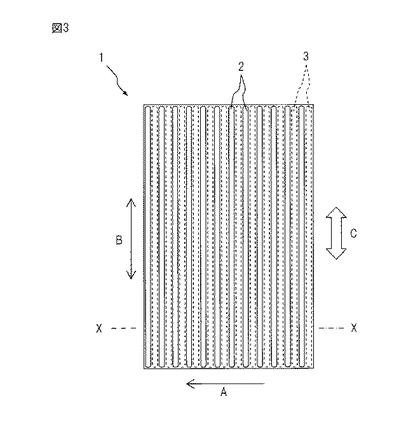
図3は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。図3では、Aは製造時の搬送方向であり、そしてBは直交方向である。図3の透湿性及び防水性を有するフィルム1は、直交方向Bにそれぞれ平行な凸部2及び凹部3を、搬送方向Aに交互に有する。凸部2及び凹部3は、透湿性及び防水性を有するフィルム1が有する高延伸領域(H1)及び低延伸領域(L1)に起因するものである。図3では、第1の方向Cが直交方向Bに相当する。
【0036】
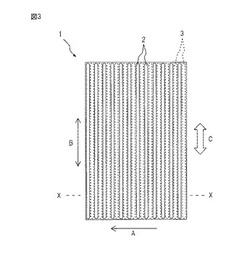
また、図1は、本発明の透湿性及び防水性を有するフィルムの別の態様の模式図である。図1においても、Aは製造時の搬送方向であり、そしてBは直交方向である。図1の透湿性及び防水性を有するフィルム1は、直交方向に平行な凸部2及び凹部3と、搬送方向に平行な凸部2’及び凹部3’とを有する。凸部2及び2’、並びに凹部3及び3’は、透湿性及び防水性を有するフィルム1が有する高延伸領域(H1)及び低延伸領域(L1)、並びに高延伸領域(H2)及び低延伸領域(L2)に起因するものである。図1では、第1の方向Cが直交方向Bに相当し、そして第2の方向Dが搬送方向Aに相当する。
以下、製造工程と共に説明する。
【0037】
本発明の透湿性及び防水性を有するフィルムの製造方法は、ポリ乳酸と無機フィラーとを含むフィルムを準備するステップを含む。
上記ステップは、ポリ乳酸及び無機フィラーを所定の割合で混合し、フィルムに成形することにより実施することができる。
上記ポリ乳酸と無機フィラーとを含むフィルムの厚さは、製造すべき、透湿性及び防水性を有するフィルムの用途等によって異なるが、好ましくは約10〜約30μmであり、そしてより好ましくは約15〜約25μmである。
上記ポリ乳酸と無機フィラーとを含むフィルムはまた、市販のものを購入してもよい。
【0038】
本発明の透湿性及び防水性を有するフィルムの製造方法は、搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に上記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ(以下、当該ステップを、「第1延伸ステップ」と称する場合がある)を含む。なお、高延伸領域(H1)及び低延伸領域(L1)は、第1の方向にそれぞれ平行であり且つ第1の方向と直交する方向に交互に配置されている。
【0039】
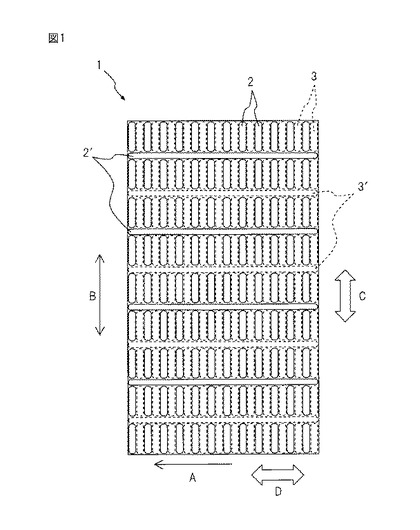
第1延伸ステップを実施するために、例えば、図2に示すギア延伸装置を用いることができる。図2に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図2に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、上記回転軸線と平行に、外周面6及び6’に配置されている。
【0040】
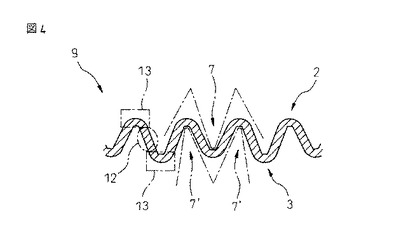
図2のギア延伸装置4では、一対のギアロール5及び5’の間隙にポリ乳酸と無機フィラーとを含むフィルム8を通し、ギアロール5及び5’を通過する際に、互い噛み合うギアロール5及び5’の複数の歯7及び7’により、ポリ乳酸と無機フィラーとを含むフィルム8を、三点曲げの原理で延伸し、本発明の透湿性及び防水性を有するフィルムとしての、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9を形成する(図4を参照せよ)。
図2のギア延伸装置4では、フィルム8は、搬送方向Aに延伸される。
なお、本明細書において、ギア延伸装置を用いた延伸を、単にギア延伸と称する場合がある。
【0041】
図2のギア延伸装置4では、第1の方向は直交方向に相当するので、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9は、直交方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、搬送方向に交互に有する。
図2のギア延伸装置4により製造された、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9、すなわち、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図を図3に示す。
【0042】
図3の透湿性及び防水性を有するフィルム1は、直交方向Bにそれぞれ平行な凸部2及び凹部3を、搬送方向Aに交互に有する。
図4は、図3におけるX−Xの断面を、ギア延伸の際のギアの歯の位置と共に示した模式図である。凸部2は、第1延伸ステップの際の下のギアロールの歯7’に起因し、そして凹部3は、第1延伸ステップの際の上のギアロールの歯7に起因する。第1延伸ステップの際、フィルムの、歯7及び歯7’の先端部分に接する領域では、フィルムが固定されているため、全く又は実質的に延伸されず、低延伸領域(L1)としての低延伸領域13が形成される。一方、第1延伸ステップの際、フィルムの、歯7及び複数の歯7’の先端部分に接しない領域では、フィルムが延伸され、高延伸領域(H1)としての高延伸領域12が形成される。
【0043】
ポリ乳酸と無機フィラーとを含むフィルムに、高延伸領域(H1)及び低延伸領域(L1)が形成された結果、図3に示すような、凸部2及び凹部3を有するフィルムが形成される。
図3では、高延伸領域(H1)(図示せず)は、凸部2及び凹部3の境界部分を中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されており、そして低延伸領域(L1)(図示せず)は、凸部2の端部を除いた部分と、凹部3の端部を除いた部分とを中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されている。図3の透湿性及び防水性を有するフィルム1はまた、高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有する。
【0044】
本明細書において、「高延伸領域」は、物理的に引き延ばされた領域、すなわち、延伸領域の中で、引き延ばされた程度が、低延伸領域よりも多い領域を意味する。
本明細書において、「低延伸領域」とは、高延伸領域よりも、物理的に引き延ばされた程度が少ない部分を意味する。上記低延伸領域には、物理的に引き延ばされていない部分、すわなち、未延伸部分が含まれる。
【0045】
本発明の方法は、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップ(以下、当該ステップを、「第2延伸ステップ」と称する場合がある)をさらに含むことができる。なお、高延伸領域(H2)及び低延伸領域(L2)は、第2の方向にそれぞれ平行であり且つ第2の方向と直交する方向に交互に配置されている。
【0046】
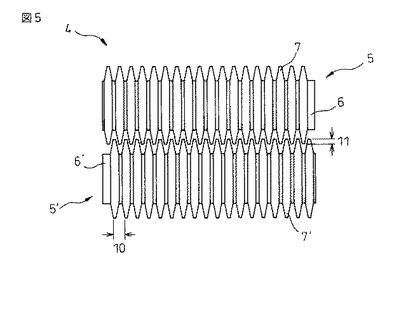
第2延伸ステップを行うために、例えば、図5に示すギア延伸装置4を用いることができる。図5に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図5に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、上記回転軸線と垂直に、外周面6及び6’に配置されている。なお、図5において、符号10は、ギアピッチを示し、そして符号11はギア噛込深さを示す。
【0047】
図3に示す高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを図5に示すようなギア延伸装置4に通すことにより、図1に示すような凸部2及び凹部3の上に、凸部2’及び凹部3’を有するフィルムを製造することができる。
第2延伸ステップの際に生ずる現象を、図4を代用して説明すると、凸部2’は、下のギアロールの歯7’に起因し、そして凹部3’は、上のギアロールの歯7に起因する。また、第2延伸ステップの際、フィルムの、歯7及び歯7’の先端部分に接する領域では、フィルムが固定されているため、全く又は実質的に延伸されず、低延伸領域(L2)としての低延伸領域13が形成される。一方、第2延伸ステップの際、フィルムの、歯7及び複数の歯7’の先端部分に接しない領域では、フィルムが延伸され、高延伸領域(H2)としての高延伸領域12が形成される。
図5のギア延伸装置4では、フィルムは、直交方向に延伸される。
【0048】
第1延伸ステップ及び第2延伸ステップを、それぞれ、図2及び図5に示すギア延伸装置を用いて説明してきたが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、そして所望により、第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互に有する、本発明の透湿性及び防水性を有するフィルムを製造することが可能であれば、ギア延伸装置の構造は、特に制限されない。
【0049】
例えば、本発明の別の態様では、図5に示すギア延伸装置4を用いて第1延伸ステップを実施し、そして所望により、図2に示すギア延伸装置4を用いて第2延伸ステップを実施することができる。
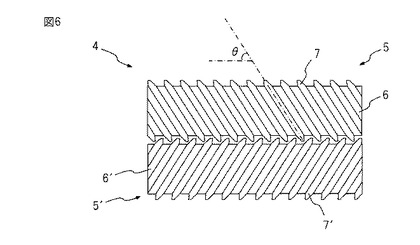
本発明のさらに別の態様では、図6に示すようなギア延伸装置4を用いて、第1延伸ステップ及び/又は第2延伸ステップを実施することができる。図6に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図6に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、回転軸線に対して一定の角度θを有するように、外周面6及び6’に配置されている。
【0050】
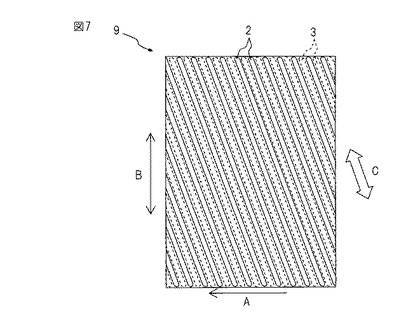
図6に示すようなギア延伸装置4を用いて、第1延伸ステップを実施することにより、図7に示すような、凸部2及び凹部3を有する、本発明の透湿性及び防水性を有するフィルムとしての、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9を形成することができる。
高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9では、高延伸領域(H1)(図示せず)は、凸部2及び凹部3の境界部分を中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されており、そして低延伸領域(L1)(図示せず)は、凸部2の端部を除いた部分と、凹部3の端部を除いた部分とを中心とし凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されている。高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9はまた、高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有する。
【0051】
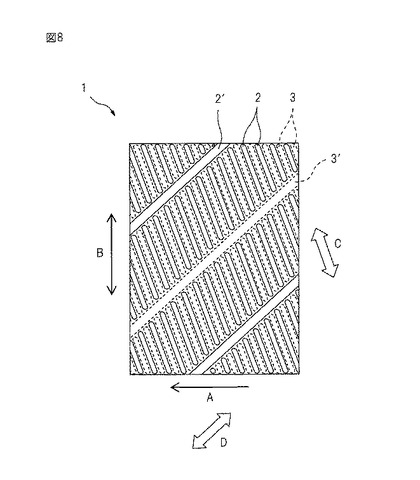
所望により、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9に、第2延伸ステップを実施して、図8に示すような、凸部2及び凹部3を有し、そして凸部2及び凹部3の上に凸部2’及び凹部3’をさらに有する、透湿性及び防水性を有するフィルム1を製造することができる。第2延伸ステップは、図6に示すようなギア延伸装置であって、複数の歯が回転軸線と一定の角度θ’(θ’≠θ)を有するものを用いて実施することができる。
図8に示す透湿性及び防水性を有するフィルム1は、第1の方向Cにそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有し、且つ第2の方向Dにそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向Dと直交する方向に交互に有する。
【0052】
第1延伸ステップにおいて用いられるギア延伸装置において、ギアピッチは、約2〜約15mmが好ましく、そして約3〜約10mmがより好ましい。ギアピッチが約2mmを下回ると、噛込深さとの関係で十分に延伸できない場合があり、そしてギアピッチが約15mmを上回ると、噛込深さ、加工速度等を十分考慮しないとフィルムが破断する場合がある。
ギアピッチは、図5において、符号10により表わされる、ある歯から次の歯の間の間隔を意味する。
【0053】
第1延伸ステップにおいて用いられるギア延伸装置において、ギア噛込深さは、約2〜約10mmが好ましく、そして約3〜約7mmがより好ましい。ギア噛込深さが約2mmを下回ると、十分な延伸がなされず、所望の柔軟性及び透湿性が発現しにくい場合があり、そしてギア噛込深さが約10mmを下回ると、ギアピッチ、加工速度等を十分考慮しないとフィルムが破断する場合がある。
ギア噛込深さは、図5において、符号11により表わされる、上のギアロールの歯と、下のギアロールの歯とが重なり合う部分の深さを意味する。
【0054】
第1延伸ステップにおいて、延伸倍率は、約1.30〜約1.80倍の範囲内にあることが好ましく、そして約1.40〜約1.60倍の範囲内にあることがより好ましい。延伸倍率が約1.30倍を下回ると、低延伸領域の割合が少なく、製造されるフィルムの透湿度が不十分となる場合があり、そして延伸倍率が約1.80倍を超えると、次の第2延伸ステップにおいて、フィルムが破断する場合がある。
【0055】
本明細書において、「延伸倍率」は、ギア延伸前の坪量をBW0とし、ギア延伸後の坪量をBW1とした場合に、次の式:
延伸倍率(倍)=BW0/BW1
により算出される値である。
なお、坪量は、試料を、長さ100mm×幅100mmの正方形にカットし、その質量A(g)から、次の式:
坪量(g/m2)=A÷((100/1000)×(100/1000))
に従って測定する。
質量Aは、小数点以下第4位まで測定する。
【0056】
第2延伸ステップにおいて用いられるギア延伸装置において、ギアピッチ及びギア噛込深さは、第1延伸ステップにおいて用いられるギア延伸装置のギアピッチ及びギア噛込深さと、それぞれ同一であることができる。
【0057】
第2延伸ステップにおいて、延伸倍率は、約1.30〜約1.80倍の範囲内にあることが好ましく、そして約1.40〜約1.60倍の範囲内にあることがより好ましい。延伸倍率が約1.30倍を下回ると、低延伸領域の割合が少なく、製造されるフィルムの透湿度が不十分となる場合があり、そして延伸倍率が約1.80倍を超えると、延伸時にフィルムが破断する場合がある。
【0058】
本発明の方法において、透湿性を向上させるためにギア延伸を採用する理由は、以下の通りである。
透湿性を向上させるために当技術分野で一般的に行われている軸延伸、例えば、一軸延伸では、分子配向が進むために、延伸方向への強度が向上するが、延伸方向への伸度が低下し、製造されたフィルムが剛直になる傾向がある。一方、ギア延伸では、高延伸領域と低延伸領域とを生じさせるため、フィルム全体として剛直になることが抑制される。例えば、搬送方向にそれぞれ平行な高延伸領域及び低延伸領域を、直交方向に交互に有するフィルムでは、直交方向の柔軟性が向上し、そして直交方向にそれぞれ平行な高延伸領域及び低延伸領域を、搬送方向に交互に有するフィルムでは、搬送方向の柔軟性が向上する。当然ながら、搬送方向にそれぞれ平行な高延伸領域及び低延伸領域を、直交方向に交互に有し、且つ直交方向にそれぞれ平行な高延伸領域及び低延伸領域を、搬送方向に交互に有するフィルムでは、搬送方向及び直交方向の両方の柔軟性が向上する。
【0059】
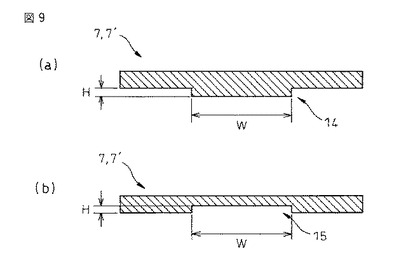
第1延伸ステップに用いられる一対のギアロール(G1)、及び所望による第2延伸ステップに用いられる一対のギアロール(G2)において、複数の歯は、歯高が一定であってもよく、あるいは歯高が一定ではなく、突起部及び/又は窪み部を有していてもよい。上記突起部は、高延伸領域の延伸度をさらに上げるために用いられる部分であり、そして窪み部は、高延伸領域の延伸度を下げるために用いられる部分である。
図9(a)及び(b)は、図2に示すような、複数の歯が、それぞれ、回転軸線と平行に配置されているギアロールにおける歯の突起部及び窪み部を説明するための図である。図9では、歯の上面は、ギアロールの外周面に連結されている面であり、そして歯の下面は、延伸時にフィルムと接する面である。
【0060】
図9(a)の歯7,7’では、歯の、フィルムと接する側の中央に、高さH、幅Wの突起部14が形成されている。このような突起部を形成することにより、本発明の透湿性及び防水性を有するフィルムに、他の高延伸領域よりも延伸度が高い領域(以下、超高延伸領域と称する)を形成することができる。上記超高延伸領域は、延伸度が他の高延伸領域よりも高いので、通気性及び柔軟性が他の高延伸領域よりも優れ、本発明の透湿性及び防水性を有するフィルムの通気性及び柔軟性をより向上させることができる一方で、超高延伸領域が限定的であれば、全体としての強度をそれほど低下させることはない。
【0061】
上記突起部は、歯の位置によって、その高さ及び幅が変化してもよい。例えば、上のロール又は下のロールの複数の歯において、突起部が、m番目の歯の突起部の幅をWmとし、そしてn番目の歯の突起部の幅をWnとした場合に、Wm<Wm+1となるような関係を有し且つある位置からWn>Wn+1となるような関係を有することができる。
また、上のロール又は下のロールの複数の歯において、突起部が、m番目の歯の突起部の高さをHmとし、そしてn番目の歯の突起部の幅をHnとした場合に、Hm<Hm+1となるような関係を有し且つある位置からHn>Hn+1となるような関係を有することができる。
一対のギアロールにおいて、上のギアロールの歯の突起部と、下のギアロールの歯の突起部とを噛合わせることにより、延伸効果をより高めることができる。
【0062】
上記複数の歯はまた、図9(b)に示すような形状を有することができる。図9(b)の歯7,7’では、歯の、フィルムと接する側の中央に、高さH、幅Wの窪み部15が形成されている。
このような窪み部を形成することにより、本発明の透湿性及び防水性を有するフィルムに、他の高延伸領域よりも延伸度が低い領域を形成することができる。
上記窪み部は、突起部と同様に、歯の位置によって、その高さ及び幅が変化してもよい。
突起部及び窪み部に関して、図9に記載されるギアロールを用いて説明してきたが、本発明において、図5及び図6に示すようなギアロール、例えば、複数の歯が回転軸線と垂直に外周面に配置されているもの、複数の歯が回転軸線に対して一定の角度θを有するように外周面に配置されているもの等の歯が、突起部及び/又は窪み部を有することができる。
【0063】
本発明の方法は、上記ポリ乳酸と無機フィラーとを含むフィルムを製造するステップの後に、上記ポリ乳酸と無機フィラーとを含むフィルムを、40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度で予熱するステップ(以下、「余熱ステップ」と称する場合がある)をさらに含むことができる。
余熱ステップの温度は、約40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度であることが好ましく、そして約45〜約60℃の範囲内にあることがより好ましい。余熱温度が約40℃を下回ると、続くギア延伸による延伸効果が少なくなるか、又はフィルムが延伸時に切れやすくなる場合があり、そして余熱温度がポリ乳酸のガラス転移温度以上であると、フィルムが柔らかくなり、切断等の加工がしにくくなる場合がある。
ポリ乳酸のガラス転移温度は、一般的に約60℃であることが知られているので、上記余熱ステップの温度は、一般的には、約40℃〜約60℃になるであろう。
【0064】
上記余熱ステップは、所定の温度に加温した余熱ロールに、ポリ乳酸と無機フィラーとを含むフィルムを通すことによって行うことができる。上記余熱ロールは、複数本存在していてもよい。
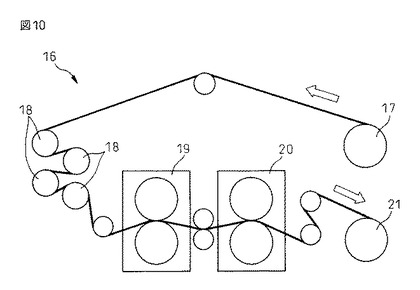
図10に、本発明の透湿性及び防水性を有するフィルムを製造することができる、製造システムを示す。図10の製造システム16は、原反フィルム巻出しロール17、複数の余熱ロール18、第1のギア延伸装置19及び第2のギア延伸装置20、並びにフィルム巻取りロール21を備える。なお、第2のギア延伸装置20は、無くともよい。
【0065】
本発明の透湿性及び防水性を有するフィルムは、透湿性及び防水性に優れるので、透湿性能及び防水性能が必要であるもの、例えば、吸収性物品、例えば、生理用品及び使い捨ておむつ用のバックフィルム、創傷用フィルム、医療用フィルム等として好適である。
【実施例】
【0066】
以下、実施例および比較例を挙げて本発明を説明するが、本発明はこれらの実施例に限定されるものではない。
実施例及び比較例で用いられた機器及び評価は、以下の通りである。
[厚さ]
PEACOCK(尾崎) TYPE FFD−1 1.25N 厚み計を用いて測定した。
[剛軟度]
上述の条件に従い、(株)大栄科学精器製作所 電動カンチレバーソフトネステスターを用いて測定した。
[透湿度]
上述の条件に従って測定した。
[耐水圧]
JIS L 1092:2009に規定される、A法(低水圧法)に準じて測定した。
【0067】
[実施例1]
ポリ乳酸(融点約160℃)50質量部と、炭酸カルシウム(CaCO3,平均粒径約5μm)50質量部とを混合し、ペレットを製造し、次いで、押出成形機を用いて溶融成膜することにより、ポリ乳酸及び炭酸カルシウムを含むフィルムを製造した。
【0068】
上記ポリ乳酸及び炭酸カルシウムを含むフィルムから、図10に示すような製造システム16を用いて、本発明の透湿性及び防水性を有するフィルムを製造した。4本の余熱ロールは、50℃に加熱されていた。第1のギア延伸装置は、図2に示すような、搬送方向(MD)に延伸するギア延伸装置であり、ギアピッチ、ギア噛込深さ、及び延伸倍率は、それぞれ、5mm、4mm、及び1.35倍であった。第2のギア延伸装置は、図5に示すような、直交方向(CD)に延伸するギア延伸装置であり、ギアピッチ、ギア噛込深さ、及び延伸倍率は、それぞれ、5mm、3mm、及び1.45倍であった。本発明の透湿性及び防水性を有するフィルムの剛軟度及び透湿度を測定した。結果を表1にまとめる。また、本発明の透湿性及び防水性を有するフィルムの表面の電子顕微鏡写真を図11に示す。
実施例1のフィルムの耐水圧は、1,020mmであった。
【0069】
[実施例2]
第1のギア延伸装置のギアピッチ、ギア噛込深さ及び延伸倍率を、それぞれ、5mm、5.5mm及び1.63倍とし、第2のギア延伸装置のギアピッチ、ギア噛込深さ及び延伸倍率を、それぞれ、5mm、5mm及び1.70倍とした以外は実施例1と同様にして、透湿性及び防水性を有するフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。実施例1のフィルムの耐水圧は、920mmであった。
【0070】
[実施例3]
実施例1で製造された、ポリ乳酸及び炭酸カルシウムを含むフィルムを、4本の余熱ロール(50℃)に通した後、図2に示すような第1のギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:4mm、及び延伸倍率:1.35倍)に通して、搬送方向にギア延伸し、フィルムを一度巻き取った。次いで、搬送方向にギア延伸されたフィルムを、4本の余熱ロール(50℃)に通した後、図2に示すような第2のギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:3.5mm、及び延伸倍率:1.22倍)に通して、搬送方向にさらにギア延伸して、透湿性及び防水性を有するフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。実施例3のフィルムの耐水圧は、1,000mmであった。
【0071】
[比較例1]
比較例1のフィルムとして、ポリ乳酸フィルム(東レ(株)製,エコディア,膜厚:20μm)を準備し、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例1のフィルムの表面の電子顕微鏡写真を図12に示す。
【0072】
[比較例2]
ポリ乳酸フィルム(東レ(株)製,エコディア,膜厚:20μm)を、50℃に加熱されている4本の余熱ロールに通し、図2に示すようなギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:4.5mm)を用いて搬送方向に延伸(延伸倍率:1.45倍)し、次いで、図5に示すようなギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:3mm)を用いて直交方向に延伸(延伸倍率:1.30倍)し、比較例2のフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。
【0073】
[比較例3]
比較例3のフィルムとして、実施例1で製造されたポリ乳酸及び炭酸カルシウムを含むフィルムを準備し、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例3のフィルムの表面の電子顕微鏡写真を図13に示す。
【0074】
[比較例4]
市販の使い捨てオムツに使われている、ポリエチレン樹脂及び炭酸カルシウムを含み、1軸延伸処理されたバックフィルムを、比較例4のフィルムとし、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例4のフィルムの表面の電子顕微鏡写真を図14に示す。
【0075】
【表1】

【0076】
実施例1のフィルムは、現状の紙おむつ用バックフィルムと同等の剛軟度及び透湿度を有することが分かる。また、図11及び図14から、実施例1のフィルムは、現状の紙おむつ用バックフィルムと同様に、複数の微少孔22を有することが分かる。
また、実施例2から、延伸倍率を高くすることにより、柔軟性及び透湿度が高くなることが分かる。
【符号の説明】
【0077】
1 透湿性及び防水性を有するフィルム
2,2’ 凸部
3,3’ 凹部
4 ギア延伸装置
5,5’ ギアロール
6,6’ 外周面
7,7’ 歯
8 ポリ乳酸と無機フィラーとを含むフィルム
9 高延伸領域(H1)及び低延伸領域(L1)を有するフィルム
10 ギアピッチ
11 ギア噛込深さ
12 高延伸領域
13 低延伸領域
14 突起部
15 窪み部
16 製造システム
17 原反フィルム巻出しロール
18 余熱ロール
19 第1のギア延伸装置
20 第2のギア延伸装置
21 フィルム巻取りロール
22 微少孔
A 搬送方向
B 直交方向
C 第1の方向
D 第2の方向
【技術分野】
【0001】
本発明は、透湿性及び防水性を有するフィルム、並びにその製造方法に関する。本発明は、特に、生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルム、並びにその製造方法を提供することを目的とする。
【背景技術】
【0002】
従来、医療、衛生材料、一般生活材料、産業資材等向けのフィルム、特に透湿性及び防水性を有するフィルムとして、ポリオレフィン、ポリエステル、ポリアミド等の熱可塑性ポリマーから成形されたフィルムが知られている。
【0003】
例えば、特許文献1には、透湿性及び防水性を有するフィルムの製造方法として、ポリオレフィン樹脂及び無機充填剤を含む樹脂組成物をフィルム成形し、得られたフィルムをギア延伸法により搬送方向と直交する方向に1.2〜3倍延伸して開孔することを特徴とする多孔性フィルムの製造方法が開示されている。
しかし、特許文献1に記載されるオレフィン樹脂に代表される熱可塑性ポリマーは、通常の環境下で化学的に安定である、すなわち、生分解性が低いので、上記熱可塑性ポリマーは、埋め立てると、土中で分解されにくい問題がある。さらに、上記熱可塑性ポリマーは、原油由来の材料から製造されている、すなわち、バイオマス度が低いので、上記熱可塑性ポリマーは、焼却の際に大量の二酸化炭素の放出し、環境保護の観点から問題が生じる。
【0004】
さらに、特許文献1に開示される多孔性フィルムの製造方法では、ギア延伸前のフィルムは、フィルム厚みが均一で平板性に優れ、搬送方向と直交する直交方向の強度、伸度等が低下していないことを要件とし、ギア延伸は、搬送方向と直交する直交方向に対してのみ可能である。特許文献1に記載の方法では、搬送方向に対しては、一軸延伸をすることが可能である。
従って、特許文献1の多孔性フィルムは、ギア延伸により、搬送方向と直交する直交方向に柔軟性を有するものの、搬送方向には柔軟性を有しない。さらに、特許文献1の多孔性フィルムは、搬送方向に一軸延伸された場合には、搬送方向に剛性が生じるので、搬送方向の特性と、搬送方向と直交する直交方向の特性とが大きく異なる問題点を有する。
【0005】
また、生分解性を有する透湿性及び防水性を有するフィルムとして、特許文献2に開示されるように、ポリ乳酸及び微粉状充填剤を含む、一軸延伸された多孔性フィルムが知られている。しかし、ポリ乳酸は、一般的に、ポリオレフィン樹脂よりも硬く、さらに弾性が高く且つ破断伸度が低いために、一軸延伸により、フィルムに柔軟性を付与することが難しい。従って、特許文献2に開示される多孔性フィルムは、柔軟性の観点から改善の余地がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第02/062559号公報
【特許文献2】特開平7−8520号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来の透湿性及び防水性を有するフィルムは、上述の問題点を有しているが、ポリ乳酸フィルム及び無機フィラーを含むフィルムに、局所的に、厚さが非常に薄い高延伸領域と、元の厚さをほぼ保持する低延伸領域とを設けることにより、ポリ乳酸に柔軟性を付与することができると考えられる。
以上より、本発明は、生分解性を有し、バイオマス度が高く且つ柔軟性の高い、透湿性及び防水性を有するフィルムを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討した結果、ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有することを特徴とする上記フィルムにより、上記課題を解決できることを見出し、本発明を完成するに至った。
【0009】
具体的には、本発明は以下の態様に関する。
[態様1]
ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、
上記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、
上記フィルムが、15〜30mmの範囲の剛軟度を有し、そして
上記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有する、
ことを特徴とする上記フィルム。
【0010】
[態様2]
第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有する、態様1に記載のフィルム。
[態様3]
第1の方向が、搬送方向又は搬送方向と直交する直交方向であり、そして第2の方向が、搬送方向又は搬送方向と直交する直交方向である、態様2に記載のフィルム。
【0011】
[態様4]
上記ポリ乳酸が、150〜170℃の融点を有する、態様1〜3のいずれか1つに記載のフィルム。
[態様5]
上記無機フィラーが、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素及びタルクから成る群から選択される、態様1〜4のいずれか1つに記載のフィルム。
【0012】
[態様6]
上記無機フィラーが、1〜10μmの平均粒径を有する、態様1〜5のいずれか1つに記載のフィルム。
[態様7]
ポリ乳酸:無機フィラーの質量比が、50:50〜90:10の範囲にある、態様1〜6のいずれか1つに記載のフィルム。
【0013】
[態様8]
態様1〜7のいずれか1つに記載のフィルムの製造方法であって、
ポリ乳酸と無機フィラーとを含むフィルムを準備するステップ、そして
搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に、上記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、
を含む方法。
【0014】
[態様9]
高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップの後に、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップをさらに含む、態様8に記載の方法。
[態様10]
上記ポリ乳酸と無機フィラーとを含むフィルムを準備するステップの後に、40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度で、上記ポリ乳酸と無機フィラーとを含むフィルムを予熱するステップをさらに含む、態様8又は9に記載の方法。
【0015】
[態様11]
一対のギアロール(G1)の複数の歯の少なくとも一部、及び/又は一対のギアロール(G2)の複数の歯の少なくとも一部が、突起部及び/又は窪み部を有する、態様8〜10のいずれか1つに記載の方法。
[態様12]
上記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、及び/又は前記高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップにおいて、延伸倍率が1.30〜1.80倍の範囲内にある、態様8〜11のいずれか1つに記載の方法。
【発明の効果】
【0016】
本発明の透湿性及び防水性を有するフィルムは、生分解性を有し、バイオマス度が高く且つ柔軟性が高い。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。
【図2】図2は、ギア延伸装置の例の1つの模式図である。
【図3】図3は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。
【図4】図4は、図3におけるX−Xの断面を、ギア延伸の際のギアの歯の位置と共に示した模式図である。
【図5】図5は、ギア延伸装置の別の例の模式図である。
【図6】図6は、ギア延伸装置のさらに別の例の模式図である。
【図7】図7は、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムの別の例の模式図である。
【図8】図8は、本発明の透湿性及び防水性を有するフィルムの別の例の模式図である。
【図9】図9は、ギアロールの歯の突起部及び窪み部を説明するための図である。
【図10】図10は、本発明の透湿性及び防水性を有するフィルムを製造することができる製造システムを示す。
【図11】図11は、実施例1で製造された、本発明の透湿性及び防水性を有するフィルムの表面の電子顕微鏡写真である。
【図12】図12は、比較例1で製造されたフィルムの表面の電子顕微鏡写真である。
【図13】図13は、比較例3で製造されたフィルムの表面の電子顕微鏡写真である。
【図14】図14は、比較例4で製造されたフィルムの表面の電子顕微鏡写真である。
【発明を実施するための形態】
【0018】
本発明の透湿性及び防水性を有するフィルム、並びにその製造方法について、以下、詳細に説明する。
本発明の透湿性及び防水性を有するフィルムは、ポリ乳酸と、無機フィラーとを含む。
上記ポリ乳酸は、トウモロコシ等の植物資源から製造することができる、生分解性を有するポリマーであり、そして製造から焼却までに発生する二酸化炭素の量が、原油由来のポリエチレンの約4.0kg/kgポリマー、及び原油由来のポリエステルの約6.1kg/kgポリマーと比較して、約0.3kg/kg−ポリマーと非常に少ない。なお、ポリ乳酸に関する数値は、NatureWorks社発表のデータ(PLA6(2006/2007))に基づき、ポリエチレンに関する数値は、産業技術総合研究所発表のデータに基づき、そしてポリエステルに関する数値は、Plastic Europe発表のデータに基づく。
【0019】
上記ポリ乳酸の融点は、原料である乳酸の光学異性体であるD体及びL体の比を調整することにより調節することができる。
例えば、D体:L体のモル比を約50:50で混合して共重合することにより、約190〜220℃の融点を有するポリ乳酸を製造することができる。同様に、L体:D体のモル比約99:1の混合物の共重合から約170℃の融点を有するポリ乳酸が製造され、L体:D体のモル比約97:3の混合物の共重合から約150℃の融点を有するポリ乳酸が製造され、L体:D体のモル比約92:8の混合物の共重合から約130℃の融点を有するポリ乳酸が製造され、そしてL体:D体のモル比約88:12の混合物の共重合から約110℃の融点を有するポリ乳酸が製造される。
例えば、L体:D体のモル比を、約99:1〜約97:3の間で調整することにより、融点が約150℃〜約170℃のポリ乳酸を製造することができる。
【0020】
上記ポリ乳酸は、D体のモル比が約18モル%以上になると、明瞭な融点を有さず、軟化温度約90℃未満の非晶性ポリマーとなる。このような非晶性ポリ乳酸の場合は、便宜上、目視での軟化温度を融点として取り扱う。
なお、上記融点は、示差走査熱量計により測定することができる。上記融点は、例えば、島津製作所社製のDSC−60型DSC測定装置を用い、昇温速度10℃/分で測定することができる。
【0021】
上記ポリ乳酸は、約140〜約180℃の融点を有することが好ましく、そして約150〜約170℃の融点を有することがより好ましい。融点が約140℃を下回ると、フィルム自体の剛性が低くなり、フィルム製造及びスリット切断時のシワ及び破損、ギア延伸時のシワ、おむつ等に組み込む際のシワ等が生じやすい傾向があり、そして融点が約180℃を超えると、フィルム自体の剛性が高くなり、十分に延伸できない傾向がある。
【0022】
上記ポリ乳酸は、約60,000以上の重量平均分子量を有することが好ましく、そして、約100,000〜約300,000の重量平均分子量を有することがより好ましい。重量平均分子量が約約60,000を下回ると、シート強度が低下する傾向があり、そして重量平均分子量が約300,000を上回ると、ポリ乳酸の生分解に時間がかかる傾向がある。
【0023】
上記ポリ乳酸は、バイオマス度が約90〜約100%の範囲内にあり、そして約100%であることが好ましい。
なお、本明細書において、「バイオマス度」は、石油から生成された化石資源と、再生可能な生物由来の有機性資源との総質量に対する、前記有機性資源の占める割合を意味する。
【0024】
本発明に用いられる無機フィラーは、延伸時にフィルムに孔を生じさせるための起点として添加される成分である。上記無機フィラーはまた、本発明の透湿性及び防水性を有するフィルムに、柔軟性を付与する成分でもある。
上記無機フィラーの組成としては、特に制限されないが、例えば、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素、タルク等が挙げられる。上記無機フィラーとしては、炭酸カルシウム又は酸化チタンが好ましい。
【0025】
上記無機フィラーは、約1〜約10μmの平均粒径を有することが好ましく、そして約3〜約7μmの平均粒径を有することが好ましい。平均粒径が約1μmを下回ると、本発明の透湿性及び防水性を有するフィルムの透湿性及び柔軟性が不十分である場合があり、そして平均粒径が約10μmを上回ると、本発明の透湿性及び防水性を有するフィルムの透湿度が高すぎ、衣服が湿気を帯びる場合がある。
本明細書において、「平均粒径」は、電子顕微鏡観察により、無機フィラーの一次粒子100個を任意にピックアップし、その長径を測定し、それらの相加平均をとるにより算出した値を意味する。
【0026】
本発明の透湿性及び防水性を有するフィルムにおいて、ポリ乳酸:無機フィラーの質量比は、約50:50〜約90:10であることが好ましく、そして約60:40〜約70:30であることがより好ましい。ポリ乳酸の質量比が約50%を下回ると、フィルムとしての強度が不十分となる場合があり、そしてポリ乳酸の質量比が約90%を上回ると、フィルム内の孔の数が不十分となり、透湿性が低すぎる場合がある。
【0027】
本発明の透湿性及び防水性を有するフィルムは、柔軟性の指標として、約15〜約30mmの範囲の剛軟度を有し、そして約15〜約20mmの範囲の剛軟度を有することが好ましい。上記剛軟度が約15mmを下回ると、剛性が小さく、フィルムの巻取り、所望幅へのスリット切断、及びおむつ等のバックシートへの加工等の際にシワが発生しやすくなり、そして上記剛軟度が約30mmを上回ると、剛性が高く、吸収性物品等の身体に用いられるものに使用した場合に、ユーザが違和感を覚えやすい。
本明細書において、剛軟度は、JIS L 1096:1999 8.19.1 A法(45°カンチレバー法)に準拠し、試料を幅25mm×長さ150mmとして測定した値を意味する。
【0028】
本発明の透湿性及び防水性を有するフィルムは、約2000〜約4000g/m2/24時間の範囲の透湿度を有し、そして約2,500〜約3,500g/m2/24時間の範囲の透湿度を有することが好ましい。透湿度が約2000g/m2/24時間を下回ると透湿性が不十分であり、身体に用いられた場合に湿度がこもり、ユーザが不快感を覚えやすく、そして透湿度が約4000g/m2/24時間を上回ると、湿度の透過性が高すぎて、衣服が湿気を帯びる場合がある。
本明細書において、透湿度は、JIS Z 0208:1976の防湿包装材料の透湿度試験方法(カップ法)に準拠して測定する。透湿カップに、塩化カルシウムの代わりに20gの水を充填し、温度40℃及び相対湿度60%の雰囲気条件下で24時間自然放置させた後の、単位面積(m2)あたりの水分の透過量(排出量)を測定する。
【0029】
本発明の透湿性及び防水性を有するフィルムは、約800〜約2,000mmの範囲の耐水圧を有し、そして約900〜約1,500mmの範囲の耐水圧を有することが好ましい。耐水圧が約800mmを下回ると、体圧が加わるケース、例えば、おむつのバックフィルムとして用いた場合に、尿等の体液が漏出する場合があり、そして耐水圧が約2,000mmを上回ると、透湿性が損なわれやすい傾向がある。
本明細書において、耐水圧は、JIS L 1092:2009に規定される、A法(低水圧法)に準じて測定した値を意味する。
【0030】
本発明の透湿性及び防水性を有するフィルムでは、当該フィルム内に高延伸領域と、低延伸領域とが存在するので、フィルムの厚さが、場所によって変化しうる。従って、上記フィルムの厚さの代用として、坪量を用いる。
本発明の透湿性及び防水性を有するフィルムの坪量としては、本発明の効果を奏する範囲内であれば特に制限されないが、約15〜約30g/m2の範囲内にあることが好ましく、そして約17〜約25g/m2の範囲内にあることがより好ましい。
坪量が約30g/m2を超えると、透湿度が低下し、そして/又は剛軟度が高くなる傾向がある。そして坪量が約15g/m2を下回ると、本発明の透湿性及び防水性を有するフィルムの強度が低下して破れやすくなる傾向がある。
【0031】
本発明の透湿性及び防水性を有するフィルムは、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有する。
第1の方向としては、特に制限されないが、製造効率を考慮すると、製造時の搬送方向、又は搬送方向と直交する直交方向(以下、単に「直交方向」と称する)が挙げられるであろう。
【0032】
本発明の透湿性及び防水性を有するフィルムはまた、第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有することができる。上記の場合には、第1の方向と、第2の方向とは、同一であってもよく、又は異なっていてもよい。
第1の方向及び第2の方向は、本発明の透湿性及び防水性を有するフィルムの搬送方向及び直交方向の物性の差を小さくすることが好ましい場合には、それら2つの方向が形成する交角がより大きいこと、すなわち、90°に近いことが好ましい。
上記の場合、第1の方向及び第2の方向としては、特に制限されないが、製造効率を考慮すると、それぞれ、搬送方向及び直交方向、又は直交方向及び搬送方向が挙げられるであろう。
【0033】
第1の方向及び第2の方向は、本発明の透湿性及び防水性を有するフィルムの特定の方向の柔軟性を高くすることが好ましい場合には、それら2つの方向が形成する交角がより小さいこと、すなわち、0°に近いことが好ましく、そして0°であることがより好ましい。
【0034】
本明細書において、高延伸領域は、厚さが薄く、本発明の透湿性及び防水性を有するフィルムに、高い透湿性及び柔軟性を付与することができる領域である。
また、本明細書において、低延伸領域は、本発明の透湿性及び防水性を有するフィルムに最低限の剛性を付与することができる領域である。
【0035】
図3は、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図である。図3では、Aは製造時の搬送方向であり、そしてBは直交方向である。図3の透湿性及び防水性を有するフィルム1は、直交方向Bにそれぞれ平行な凸部2及び凹部3を、搬送方向Aに交互に有する。凸部2及び凹部3は、透湿性及び防水性を有するフィルム1が有する高延伸領域(H1)及び低延伸領域(L1)に起因するものである。図3では、第1の方向Cが直交方向Bに相当する。
【0036】
また、図1は、本発明の透湿性及び防水性を有するフィルムの別の態様の模式図である。図1においても、Aは製造時の搬送方向であり、そしてBは直交方向である。図1の透湿性及び防水性を有するフィルム1は、直交方向に平行な凸部2及び凹部3と、搬送方向に平行な凸部2’及び凹部3’とを有する。凸部2及び2’、並びに凹部3及び3’は、透湿性及び防水性を有するフィルム1が有する高延伸領域(H1)及び低延伸領域(L1)、並びに高延伸領域(H2)及び低延伸領域(L2)に起因するものである。図1では、第1の方向Cが直交方向Bに相当し、そして第2の方向Dが搬送方向Aに相当する。
以下、製造工程と共に説明する。
【0037】
本発明の透湿性及び防水性を有するフィルムの製造方法は、ポリ乳酸と無機フィラーとを含むフィルムを準備するステップを含む。
上記ステップは、ポリ乳酸及び無機フィラーを所定の割合で混合し、フィルムに成形することにより実施することができる。
上記ポリ乳酸と無機フィラーとを含むフィルムの厚さは、製造すべき、透湿性及び防水性を有するフィルムの用途等によって異なるが、好ましくは約10〜約30μmであり、そしてより好ましくは約15〜約25μmである。
上記ポリ乳酸と無機フィラーとを含むフィルムはまた、市販のものを購入してもよい。
【0038】
本発明の透湿性及び防水性を有するフィルムの製造方法は、搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に上記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ(以下、当該ステップを、「第1延伸ステップ」と称する場合がある)を含む。なお、高延伸領域(H1)及び低延伸領域(L1)は、第1の方向にそれぞれ平行であり且つ第1の方向と直交する方向に交互に配置されている。
【0039】
第1延伸ステップを実施するために、例えば、図2に示すギア延伸装置を用いることができる。図2に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図2に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、上記回転軸線と平行に、外周面6及び6’に配置されている。
【0040】
図2のギア延伸装置4では、一対のギアロール5及び5’の間隙にポリ乳酸と無機フィラーとを含むフィルム8を通し、ギアロール5及び5’を通過する際に、互い噛み合うギアロール5及び5’の複数の歯7及び7’により、ポリ乳酸と無機フィラーとを含むフィルム8を、三点曲げの原理で延伸し、本発明の透湿性及び防水性を有するフィルムとしての、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9を形成する(図4を参照せよ)。
図2のギア延伸装置4では、フィルム8は、搬送方向Aに延伸される。
なお、本明細書において、ギア延伸装置を用いた延伸を、単にギア延伸と称する場合がある。
【0041】
図2のギア延伸装置4では、第1の方向は直交方向に相当するので、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9は、直交方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、搬送方向に交互に有する。
図2のギア延伸装置4により製造された、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9、すなわち、本発明の透湿性及び防水性を有するフィルムの態様の1つの模式図を図3に示す。
【0042】
図3の透湿性及び防水性を有するフィルム1は、直交方向Bにそれぞれ平行な凸部2及び凹部3を、搬送方向Aに交互に有する。
図4は、図3におけるX−Xの断面を、ギア延伸の際のギアの歯の位置と共に示した模式図である。凸部2は、第1延伸ステップの際の下のギアロールの歯7’に起因し、そして凹部3は、第1延伸ステップの際の上のギアロールの歯7に起因する。第1延伸ステップの際、フィルムの、歯7及び歯7’の先端部分に接する領域では、フィルムが固定されているため、全く又は実質的に延伸されず、低延伸領域(L1)としての低延伸領域13が形成される。一方、第1延伸ステップの際、フィルムの、歯7及び複数の歯7’の先端部分に接しない領域では、フィルムが延伸され、高延伸領域(H1)としての高延伸領域12が形成される。
【0043】
ポリ乳酸と無機フィラーとを含むフィルムに、高延伸領域(H1)及び低延伸領域(L1)が形成された結果、図3に示すような、凸部2及び凹部3を有するフィルムが形成される。
図3では、高延伸領域(H1)(図示せず)は、凸部2及び凹部3の境界部分を中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されており、そして低延伸領域(L1)(図示せず)は、凸部2の端部を除いた部分と、凹部3の端部を除いた部分とを中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されている。図3の透湿性及び防水性を有するフィルム1はまた、高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有する。
【0044】
本明細書において、「高延伸領域」は、物理的に引き延ばされた領域、すなわち、延伸領域の中で、引き延ばされた程度が、低延伸領域よりも多い領域を意味する。
本明細書において、「低延伸領域」とは、高延伸領域よりも、物理的に引き延ばされた程度が少ない部分を意味する。上記低延伸領域には、物理的に引き延ばされていない部分、すわなち、未延伸部分が含まれる。
【0045】
本発明の方法は、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップ(以下、当該ステップを、「第2延伸ステップ」と称する場合がある)をさらに含むことができる。なお、高延伸領域(H2)及び低延伸領域(L2)は、第2の方向にそれぞれ平行であり且つ第2の方向と直交する方向に交互に配置されている。
【0046】
第2延伸ステップを行うために、例えば、図5に示すギア延伸装置4を用いることができる。図5に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図5に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、上記回転軸線と垂直に、外周面6及び6’に配置されている。なお、図5において、符号10は、ギアピッチを示し、そして符号11はギア噛込深さを示す。
【0047】
図3に示す高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを図5に示すようなギア延伸装置4に通すことにより、図1に示すような凸部2及び凹部3の上に、凸部2’及び凹部3’を有するフィルムを製造することができる。
第2延伸ステップの際に生ずる現象を、図4を代用して説明すると、凸部2’は、下のギアロールの歯7’に起因し、そして凹部3’は、上のギアロールの歯7に起因する。また、第2延伸ステップの際、フィルムの、歯7及び歯7’の先端部分に接する領域では、フィルムが固定されているため、全く又は実質的に延伸されず、低延伸領域(L2)としての低延伸領域13が形成される。一方、第2延伸ステップの際、フィルムの、歯7及び複数の歯7’の先端部分に接しない領域では、フィルムが延伸され、高延伸領域(H2)としての高延伸領域12が形成される。
図5のギア延伸装置4では、フィルムは、直交方向に延伸される。
【0048】
第1延伸ステップ及び第2延伸ステップを、それぞれ、図2及び図5に示すギア延伸装置を用いて説明してきたが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、そして所望により、第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互に有する、本発明の透湿性及び防水性を有するフィルムを製造することが可能であれば、ギア延伸装置の構造は、特に制限されない。
【0049】
例えば、本発明の別の態様では、図5に示すギア延伸装置4を用いて第1延伸ステップを実施し、そして所望により、図2に示すギア延伸装置4を用いて第2延伸ステップを実施することができる。
本発明のさらに別の態様では、図6に示すようなギア延伸装置4を用いて、第1延伸ステップ及び/又は第2延伸ステップを実施することができる。図6に示されるギア延伸装置4は、一対のギアロール5及び5’を有する。ギアロール5及び5’の外周面6及び6’には、それぞれ、複数の歯7及び7’が配置されている。また、図6に示すギア延伸装置4では、ギアロール5及び5’の回転軸線は、それぞれ、フィルムの搬送方向Aと垂直である。さらに、複数の歯7及び7’は、それぞれ、回転軸線に対して一定の角度θを有するように、外周面6及び6’に配置されている。
【0050】
図6に示すようなギア延伸装置4を用いて、第1延伸ステップを実施することにより、図7に示すような、凸部2及び凹部3を有する、本発明の透湿性及び防水性を有するフィルムとしての、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9を形成することができる。
高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9では、高延伸領域(H1)(図示せず)は、凸部2及び凹部3の境界部分を中心とし且つ凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されており、そして低延伸領域(L1)(図示せず)は、凸部2の端部を除いた部分と、凹部3の端部を除いた部分とを中心とし凸部2及び凹部3に沿って、すなわち、第1の方向Cに沿って形成されている。高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9はまた、高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有する。
【0051】
所望により、高延伸領域(H1)及び低延伸領域(L1)を有するフィルム9に、第2延伸ステップを実施して、図8に示すような、凸部2及び凹部3を有し、そして凸部2及び凹部3の上に凸部2’及び凹部3’をさらに有する、透湿性及び防水性を有するフィルム1を製造することができる。第2延伸ステップは、図6に示すようなギア延伸装置であって、複数の歯が回転軸線と一定の角度θ’(θ’≠θ)を有するものを用いて実施することができる。
図8に示す透湿性及び防水性を有するフィルム1は、第1の方向Cにそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向Cと直交する方向に交互に有し、且つ第2の方向Dにそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向Dと直交する方向に交互に有する。
【0052】
第1延伸ステップにおいて用いられるギア延伸装置において、ギアピッチは、約2〜約15mmが好ましく、そして約3〜約10mmがより好ましい。ギアピッチが約2mmを下回ると、噛込深さとの関係で十分に延伸できない場合があり、そしてギアピッチが約15mmを上回ると、噛込深さ、加工速度等を十分考慮しないとフィルムが破断する場合がある。
ギアピッチは、図5において、符号10により表わされる、ある歯から次の歯の間の間隔を意味する。
【0053】
第1延伸ステップにおいて用いられるギア延伸装置において、ギア噛込深さは、約2〜約10mmが好ましく、そして約3〜約7mmがより好ましい。ギア噛込深さが約2mmを下回ると、十分な延伸がなされず、所望の柔軟性及び透湿性が発現しにくい場合があり、そしてギア噛込深さが約10mmを下回ると、ギアピッチ、加工速度等を十分考慮しないとフィルムが破断する場合がある。
ギア噛込深さは、図5において、符号11により表わされる、上のギアロールの歯と、下のギアロールの歯とが重なり合う部分の深さを意味する。
【0054】
第1延伸ステップにおいて、延伸倍率は、約1.30〜約1.80倍の範囲内にあることが好ましく、そして約1.40〜約1.60倍の範囲内にあることがより好ましい。延伸倍率が約1.30倍を下回ると、低延伸領域の割合が少なく、製造されるフィルムの透湿度が不十分となる場合があり、そして延伸倍率が約1.80倍を超えると、次の第2延伸ステップにおいて、フィルムが破断する場合がある。
【0055】
本明細書において、「延伸倍率」は、ギア延伸前の坪量をBW0とし、ギア延伸後の坪量をBW1とした場合に、次の式:
延伸倍率(倍)=BW0/BW1
により算出される値である。
なお、坪量は、試料を、長さ100mm×幅100mmの正方形にカットし、その質量A(g)から、次の式:
坪量(g/m2)=A÷((100/1000)×(100/1000))
に従って測定する。
質量Aは、小数点以下第4位まで測定する。
【0056】
第2延伸ステップにおいて用いられるギア延伸装置において、ギアピッチ及びギア噛込深さは、第1延伸ステップにおいて用いられるギア延伸装置のギアピッチ及びギア噛込深さと、それぞれ同一であることができる。
【0057】
第2延伸ステップにおいて、延伸倍率は、約1.30〜約1.80倍の範囲内にあることが好ましく、そして約1.40〜約1.60倍の範囲内にあることがより好ましい。延伸倍率が約1.30倍を下回ると、低延伸領域の割合が少なく、製造されるフィルムの透湿度が不十分となる場合があり、そして延伸倍率が約1.80倍を超えると、延伸時にフィルムが破断する場合がある。
【0058】
本発明の方法において、透湿性を向上させるためにギア延伸を採用する理由は、以下の通りである。
透湿性を向上させるために当技術分野で一般的に行われている軸延伸、例えば、一軸延伸では、分子配向が進むために、延伸方向への強度が向上するが、延伸方向への伸度が低下し、製造されたフィルムが剛直になる傾向がある。一方、ギア延伸では、高延伸領域と低延伸領域とを生じさせるため、フィルム全体として剛直になることが抑制される。例えば、搬送方向にそれぞれ平行な高延伸領域及び低延伸領域を、直交方向に交互に有するフィルムでは、直交方向の柔軟性が向上し、そして直交方向にそれぞれ平行な高延伸領域及び低延伸領域を、搬送方向に交互に有するフィルムでは、搬送方向の柔軟性が向上する。当然ながら、搬送方向にそれぞれ平行な高延伸領域及び低延伸領域を、直交方向に交互に有し、且つ直交方向にそれぞれ平行な高延伸領域及び低延伸領域を、搬送方向に交互に有するフィルムでは、搬送方向及び直交方向の両方の柔軟性が向上する。
【0059】
第1延伸ステップに用いられる一対のギアロール(G1)、及び所望による第2延伸ステップに用いられる一対のギアロール(G2)において、複数の歯は、歯高が一定であってもよく、あるいは歯高が一定ではなく、突起部及び/又は窪み部を有していてもよい。上記突起部は、高延伸領域の延伸度をさらに上げるために用いられる部分であり、そして窪み部は、高延伸領域の延伸度を下げるために用いられる部分である。
図9(a)及び(b)は、図2に示すような、複数の歯が、それぞれ、回転軸線と平行に配置されているギアロールにおける歯の突起部及び窪み部を説明するための図である。図9では、歯の上面は、ギアロールの外周面に連結されている面であり、そして歯の下面は、延伸時にフィルムと接する面である。
【0060】
図9(a)の歯7,7’では、歯の、フィルムと接する側の中央に、高さH、幅Wの突起部14が形成されている。このような突起部を形成することにより、本発明の透湿性及び防水性を有するフィルムに、他の高延伸領域よりも延伸度が高い領域(以下、超高延伸領域と称する)を形成することができる。上記超高延伸領域は、延伸度が他の高延伸領域よりも高いので、通気性及び柔軟性が他の高延伸領域よりも優れ、本発明の透湿性及び防水性を有するフィルムの通気性及び柔軟性をより向上させることができる一方で、超高延伸領域が限定的であれば、全体としての強度をそれほど低下させることはない。
【0061】
上記突起部は、歯の位置によって、その高さ及び幅が変化してもよい。例えば、上のロール又は下のロールの複数の歯において、突起部が、m番目の歯の突起部の幅をWmとし、そしてn番目の歯の突起部の幅をWnとした場合に、Wm<Wm+1となるような関係を有し且つある位置からWn>Wn+1となるような関係を有することができる。
また、上のロール又は下のロールの複数の歯において、突起部が、m番目の歯の突起部の高さをHmとし、そしてn番目の歯の突起部の幅をHnとした場合に、Hm<Hm+1となるような関係を有し且つある位置からHn>Hn+1となるような関係を有することができる。
一対のギアロールにおいて、上のギアロールの歯の突起部と、下のギアロールの歯の突起部とを噛合わせることにより、延伸効果をより高めることができる。
【0062】
上記複数の歯はまた、図9(b)に示すような形状を有することができる。図9(b)の歯7,7’では、歯の、フィルムと接する側の中央に、高さH、幅Wの窪み部15が形成されている。
このような窪み部を形成することにより、本発明の透湿性及び防水性を有するフィルムに、他の高延伸領域よりも延伸度が低い領域を形成することができる。
上記窪み部は、突起部と同様に、歯の位置によって、その高さ及び幅が変化してもよい。
突起部及び窪み部に関して、図9に記載されるギアロールを用いて説明してきたが、本発明において、図5及び図6に示すようなギアロール、例えば、複数の歯が回転軸線と垂直に外周面に配置されているもの、複数の歯が回転軸線に対して一定の角度θを有するように外周面に配置されているもの等の歯が、突起部及び/又は窪み部を有することができる。
【0063】
本発明の方法は、上記ポリ乳酸と無機フィラーとを含むフィルムを製造するステップの後に、上記ポリ乳酸と無機フィラーとを含むフィルムを、40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度で予熱するステップ(以下、「余熱ステップ」と称する場合がある)をさらに含むことができる。
余熱ステップの温度は、約40℃以上且つ上記ポリ乳酸のガラス転移温度未満の温度であることが好ましく、そして約45〜約60℃の範囲内にあることがより好ましい。余熱温度が約40℃を下回ると、続くギア延伸による延伸効果が少なくなるか、又はフィルムが延伸時に切れやすくなる場合があり、そして余熱温度がポリ乳酸のガラス転移温度以上であると、フィルムが柔らかくなり、切断等の加工がしにくくなる場合がある。
ポリ乳酸のガラス転移温度は、一般的に約60℃であることが知られているので、上記余熱ステップの温度は、一般的には、約40℃〜約60℃になるであろう。
【0064】
上記余熱ステップは、所定の温度に加温した余熱ロールに、ポリ乳酸と無機フィラーとを含むフィルムを通すことによって行うことができる。上記余熱ロールは、複数本存在していてもよい。
図10に、本発明の透湿性及び防水性を有するフィルムを製造することができる、製造システムを示す。図10の製造システム16は、原反フィルム巻出しロール17、複数の余熱ロール18、第1のギア延伸装置19及び第2のギア延伸装置20、並びにフィルム巻取りロール21を備える。なお、第2のギア延伸装置20は、無くともよい。
【0065】
本発明の透湿性及び防水性を有するフィルムは、透湿性及び防水性に優れるので、透湿性能及び防水性能が必要であるもの、例えば、吸収性物品、例えば、生理用品及び使い捨ておむつ用のバックフィルム、創傷用フィルム、医療用フィルム等として好適である。
【実施例】
【0066】
以下、実施例および比較例を挙げて本発明を説明するが、本発明はこれらの実施例に限定されるものではない。
実施例及び比較例で用いられた機器及び評価は、以下の通りである。
[厚さ]
PEACOCK(尾崎) TYPE FFD−1 1.25N 厚み計を用いて測定した。
[剛軟度]
上述の条件に従い、(株)大栄科学精器製作所 電動カンチレバーソフトネステスターを用いて測定した。
[透湿度]
上述の条件に従って測定した。
[耐水圧]
JIS L 1092:2009に規定される、A法(低水圧法)に準じて測定した。
【0067】
[実施例1]
ポリ乳酸(融点約160℃)50質量部と、炭酸カルシウム(CaCO3,平均粒径約5μm)50質量部とを混合し、ペレットを製造し、次いで、押出成形機を用いて溶融成膜することにより、ポリ乳酸及び炭酸カルシウムを含むフィルムを製造した。
【0068】
上記ポリ乳酸及び炭酸カルシウムを含むフィルムから、図10に示すような製造システム16を用いて、本発明の透湿性及び防水性を有するフィルムを製造した。4本の余熱ロールは、50℃に加熱されていた。第1のギア延伸装置は、図2に示すような、搬送方向(MD)に延伸するギア延伸装置であり、ギアピッチ、ギア噛込深さ、及び延伸倍率は、それぞれ、5mm、4mm、及び1.35倍であった。第2のギア延伸装置は、図5に示すような、直交方向(CD)に延伸するギア延伸装置であり、ギアピッチ、ギア噛込深さ、及び延伸倍率は、それぞれ、5mm、3mm、及び1.45倍であった。本発明の透湿性及び防水性を有するフィルムの剛軟度及び透湿度を測定した。結果を表1にまとめる。また、本発明の透湿性及び防水性を有するフィルムの表面の電子顕微鏡写真を図11に示す。
実施例1のフィルムの耐水圧は、1,020mmであった。
【0069】
[実施例2]
第1のギア延伸装置のギアピッチ、ギア噛込深さ及び延伸倍率を、それぞれ、5mm、5.5mm及び1.63倍とし、第2のギア延伸装置のギアピッチ、ギア噛込深さ及び延伸倍率を、それぞれ、5mm、5mm及び1.70倍とした以外は実施例1と同様にして、透湿性及び防水性を有するフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。実施例1のフィルムの耐水圧は、920mmであった。
【0070】
[実施例3]
実施例1で製造された、ポリ乳酸及び炭酸カルシウムを含むフィルムを、4本の余熱ロール(50℃)に通した後、図2に示すような第1のギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:4mm、及び延伸倍率:1.35倍)に通して、搬送方向にギア延伸し、フィルムを一度巻き取った。次いで、搬送方向にギア延伸されたフィルムを、4本の余熱ロール(50℃)に通した後、図2に示すような第2のギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:3.5mm、及び延伸倍率:1.22倍)に通して、搬送方向にさらにギア延伸して、透湿性及び防水性を有するフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。実施例3のフィルムの耐水圧は、1,000mmであった。
【0071】
[比較例1]
比較例1のフィルムとして、ポリ乳酸フィルム(東レ(株)製,エコディア,膜厚:20μm)を準備し、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例1のフィルムの表面の電子顕微鏡写真を図12に示す。
【0072】
[比較例2]
ポリ乳酸フィルム(東レ(株)製,エコディア,膜厚:20μm)を、50℃に加熱されている4本の余熱ロールに通し、図2に示すようなギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:4.5mm)を用いて搬送方向に延伸(延伸倍率:1.45倍)し、次いで、図5に示すようなギア延伸装置(ギアピッチ:5mm、ギア噛込深さ:3mm)を用いて直交方向に延伸(延伸倍率:1.30倍)し、比較例2のフィルムを製造し、剛軟度及び透湿度を測定した。結果を表1にまとめる。
【0073】
[比較例3]
比較例3のフィルムとして、実施例1で製造されたポリ乳酸及び炭酸カルシウムを含むフィルムを準備し、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例3のフィルムの表面の電子顕微鏡写真を図13に示す。
【0074】
[比較例4]
市販の使い捨てオムツに使われている、ポリエチレン樹脂及び炭酸カルシウムを含み、1軸延伸処理されたバックフィルムを、比較例4のフィルムとし、剛軟度及び透湿度を測定した。結果を表1にまとめる。また、比較例4のフィルムの表面の電子顕微鏡写真を図14に示す。
【0075】
【表1】
【0076】
実施例1のフィルムは、現状の紙おむつ用バックフィルムと同等の剛軟度及び透湿度を有することが分かる。また、図11及び図14から、実施例1のフィルムは、現状の紙おむつ用バックフィルムと同様に、複数の微少孔22を有することが分かる。
また、実施例2から、延伸倍率を高くすることにより、柔軟性及び透湿度が高くなることが分かる。
【符号の説明】
【0077】
1 透湿性及び防水性を有するフィルム
2,2’ 凸部
3,3’ 凹部
4 ギア延伸装置
5,5’ ギアロール
6,6’ 外周面
7,7’ 歯
8 ポリ乳酸と無機フィラーとを含むフィルム
9 高延伸領域(H1)及び低延伸領域(L1)を有するフィルム
10 ギアピッチ
11 ギア噛込深さ
12 高延伸領域
13 低延伸領域
14 突起部
15 窪み部
16 製造システム
17 原反フィルム巻出しロール
18 余熱ロール
19 第1のギア延伸装置
20 第2のギア延伸装置
21 フィルム巻取りロール
22 微少孔
A 搬送方向
B 直交方向
C 第1の方向
D 第2の方向
【特許請求の範囲】
【請求項1】
ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、
前記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、
前記フィルムが、15〜30mmの範囲の剛軟度を有し、そして
前記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有する、
ことを特徴とする前記フィルム。
【請求項2】
第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有する、請求項1に記載のフィルム。
【請求項3】
第1の方向が、搬送方向又は搬送方向と直交する直交方向であり、そして第2の方向が、搬送方向又は搬送方向と直交する直交方向である、請求項2に記載のフィルム。
【請求項4】
前記ポリ乳酸が、150〜170℃の融点を有する、請求項1〜3のいずれか一項に記載のフィルム。
【請求項5】
前記無機フィラーが、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素及びタルクから成る群から選択される、請求項1〜4のいずれか一項に記載のフィルム。
【請求項6】
前記無機フィラーが、1〜10μmの平均粒径を有する、請求項1〜5のいずれか一項に記載のフィルム。
【請求項7】
ポリ乳酸:無機フィラーの質量比が、50:50〜90:10の範囲にある、請求項1〜6のいずれか一項に記載のフィルム。
【請求項8】
請求項1〜7のいずれか一項に記載のフィルムの製造方法であって、
ポリ乳酸と無機フィラーとを含むフィルムを準備するステップ、そして
搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に、前記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、
を含む方法。
【請求項9】
高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップの後に、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップをさらに含む、請求項8に記載の方法。
【請求項10】
前記ポリ乳酸と無機フィラーとを含むフィルムを準備するステップの後に、40℃以上且つ前記ポリ乳酸のガラス転移温度未満の温度で、前記ポリ乳酸と無機フィラーとを含むフィルムを予熱するステップをさらに含む、請求項8又は9に記載の方法。
【請求項11】
一対のギアロール(G1)の複数の歯の少なくとも一部、及び/又は一対のギアロール(G2)の複数の歯の少なくとも一部が、突起部及び/又は窪み部を有する、請求項8〜10のいずれか一項に記載の方法。
【請求項12】
前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、及び/又は前記高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップにおいて、延伸倍率が1.30〜1.80倍の範囲内にある、請求項8〜11のいずれか一項に記載の方法。
【請求項1】
ポリ乳酸と、無機フィラーとを含む、透湿性及び防水性を有するフィルムであって、
前記フィルムが、第1の方向にそれぞれ平行な高延伸領域(H1)及び低延伸領域(L1)を、第1の方向と直交する方向に交互に有し、
前記フィルムが、15〜30mmの範囲の剛軟度を有し、そして
前記フィルムが、2000〜4000g/m2/24時間の範囲の透湿度を有する、
ことを特徴とする前記フィルム。
【請求項2】
第2の方向にそれぞれ平行な高延伸領域(H2)及び低延伸領域(L2)を、第2の方向と直交する方向に交互にさらに有する、請求項1に記載のフィルム。
【請求項3】
第1の方向が、搬送方向又は搬送方向と直交する直交方向であり、そして第2の方向が、搬送方向又は搬送方向と直交する直交方向である、請求項2に記載のフィルム。
【請求項4】
前記ポリ乳酸が、150〜170℃の融点を有する、請求項1〜3のいずれか一項に記載のフィルム。
【請求項5】
前記無機フィラーが、炭酸カルシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウム、酸化マグネシウム、酸化チタン、酸化亜鉛、酸化ケイ素及びタルクから成る群から選択される、請求項1〜4のいずれか一項に記載のフィルム。
【請求項6】
前記無機フィラーが、1〜10μmの平均粒径を有する、請求項1〜5のいずれか一項に記載のフィルム。
【請求項7】
ポリ乳酸:無機フィラーの質量比が、50:50〜90:10の範囲にある、請求項1〜6のいずれか一項に記載のフィルム。
【請求項8】
請求項1〜7のいずれか一項に記載のフィルムの製造方法であって、
ポリ乳酸と無機フィラーとを含むフィルムを準備するステップ、そして
搬送方向と直交する回転軸線を有する一対のギアロール(G1)であって、一対のギアロール(G1)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に、前記ポリ乳酸と無機フィラーとを含むフィルムを通過させ、高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、
を含む方法。
【請求項9】
高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップの後に、搬送方向と直交する回転軸線を有する一対のギアロール(G2)であって、一対のギアロール(G2)のそれぞれの外周面に配置された複数の歯を互いに噛み合わせながら回転するものの間隙に前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを通過させ、高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップをさらに含む、請求項8に記載の方法。
【請求項10】
前記ポリ乳酸と無機フィラーとを含むフィルムを準備するステップの後に、40℃以上且つ前記ポリ乳酸のガラス転移温度未満の温度で、前記ポリ乳酸と無機フィラーとを含むフィルムを予熱するステップをさらに含む、請求項8又は9に記載の方法。
【請求項11】
一対のギアロール(G1)の複数の歯の少なくとも一部、及び/又は一対のギアロール(G2)の複数の歯の少なくとも一部が、突起部及び/又は窪み部を有する、請求項8〜10のいずれか一項に記載の方法。
【請求項12】
前記高延伸領域(H1)及び低延伸領域(L1)を有するフィルムを形成するように延伸するステップ、及び/又は前記高延伸領域(H2)及び低延伸領域(L2)をさらに有するフィルムを形成するように延伸するステップにおいて、延伸倍率が1.30〜1.80倍の範囲内にある、請求項8〜11のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】

【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−208070(P2011−208070A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−78980(P2010−78980)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]