
通気性成形体
【課題】ランダムな開孔部を有する不織布と優れた撥水性を有する熱可塑性樹脂フィルムを複合して、通気性と撥水性を有する通気性成形体を提供する。
【解決手段】不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【解決手段】不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通気性成形体に関するものである。さらに詳しくは、通気性、撥水性に優れ、生活資材向け容器や食品の調理用容器などに好適に利用できる通気性成形体に関する。
【背景技術】
【0002】
従来、赤飯、饅頭、またはパンなどの蒸し調理用として、クッキングペーパーや硫酸紙等が使用されている。これらは、通気性を付与するために、シートに孔開け加工を施し、通気性と、食品の離型性とを保持したシートとして、蒸し調理に利用されている。しかし、これらのほとんどは、食品シートの底面部分に孔加工がされているものであり、容器底面からスチーム加熱するものが中心であり、加熱の調理時間がかかるなど、蒸し調理性が不十分であるという問題がある。
【0003】
一方、通気性を有する不織布から構成された成形容器が知られているが、不織布を用いているので、通気性は十分であるが、食品等が不織布の繊維隙間に食い込むなどして、食品の離型性が悪いこと、また、不織布の脱落繊維が付着することなどの問題がある。
【0004】
特許文献1には、耐熱性プラスチックと、無数の小孔を設けたフィルムとをラミネートした食品蒸し用トレイが開示されている。しかし、このトレイは、水蒸気の通過する小孔に間隔があるため、均一な蒸気処理ができず、また、トレイの廃棄処理の問題がある。
【0005】
特許文献2には、不織布と熱可塑性樹脂フィルムを溶融押出方法で接合した複合シートを、熱プレス成形加工し、通気性、耐水圧に優れた通気性積層シートが開示されている。しかし、熱可塑性樹脂フィルム面において、亀裂又はクラック状に通気孔を形成しているため、通気性範囲が非常に狭く、通気コントロールをすることが困難である。
【0006】
特許文献3には、不織布とフィルムを押出しラミネート方法で接合した複合シートを金属熱ロール間で熱圧着することにより通気性シートとし、熱プレス成形加工を施すことによって通気性成形容器を得るという方法が開示されている。しかし、押出しラミネート工程、熱圧着工程、熱プレス成形加工工程を必要とし、通気性成形容器の作成工程が3段階と煩雑であり、また、通気性シートとした後に成形加工を行うことによって、孔形状が変化し、撥水性を保持したまま通気コントロールをすることが非常に困難となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平04−242574号公報
【特許文献2】特開2006−334906号公報
【特許文献3】特開2007−69972号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の課題は、ランダムな開孔部を有する不織布と優れた撥水性を有する熱可塑性樹脂フィルムを複合して、通気性と撥水性を有する通気性成形体を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意検討した結果、不織布と熱可塑性樹脂フィルムからなる複合シートを成形と同時、又は成形後に熱可塑性樹脂フィルム面を溶融することにより、熱可塑性樹脂フィルム面が水掻き状の非開孔部と開孔部を形成して通気性を有する成形体とすることにより、上記のような従来技術の問題点が解決されることを見出し、本発明に到達したものである。
即ち、本発明は下記の通りである。
【0010】
1.不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【0011】
2.前記通気性成形体が加熱成形または成形後に加熱して得られることを特徴とする上記1記載の通気性成形体。
3.前記熱可塑性樹脂フィルム面の開孔部において、孔面積が0.2mm2以下であり、孔面積率が0.5〜50%であることを特徴とする上記1又は2記載の通気性成形体。
【0012】
4.前記複合シートの100℃における伸度が50%以上であることを特徴とする上記1〜3のいずれかに記載の通気性成形体。
5.前記不織布がポリエステル系長繊維不織布であり、前記熱可塑性樹脂フィルムがポリオレフィン系樹脂からなることを特徴とする上記1〜4のいずれかに記載の通気性成形体。
【0013】
6.前記ポリエステル系長繊維の複屈折率が0.040以下であることを特徴とする上記5に記載の通気性成形体。
7.前記不織布において、平均繊維径が10〜35μm、目付けが5〜300g/m2であり、かつ、熱可塑性樹脂フィルムの厚みが10〜200μmであることを特徴とする上記1〜6のいずれかに記載の通気性成形体。
【0014】
8.前記不織布の融点が、前記熱可塑性樹脂フィルムの融点より30℃以上高いことを特徴とする上記1〜7のいずれかに記載の通気性成形体。
9.上記1〜8のいずれかに記載の通気性成形体が、容器状であることを特徴とする通気性容器。
【発明の効果】
【0015】
本発明の通気性成形体(以下、成形体という)は、不織布と熱可塑性樹脂フィルムからなる複合シートを成形と同時、又は、成形後に熱可塑性樹脂フィルム面を溶融することにより、溶融したフィルムが、表面で水掻き状に非開孔部と開孔部を形成して熱可塑性樹脂フィルムの優れた撥水性と通気性を有する成形体とすることにより、使い捨てカイロ、乾燥剤、シリカゲル、除湿剤などの生活資材容器や包装材、蒸し調理、スモーク調理などの食品調理用容器などの幅広い分野に活用が期待できる。特に、通気抵抗を0.01〜2kPa・s/mとし、さらに、濡れ張力を60mN/m以下の範囲にすることにより、蒸し調理用容器として好適に利用することができる。
【図面の簡単な説明】
【0016】
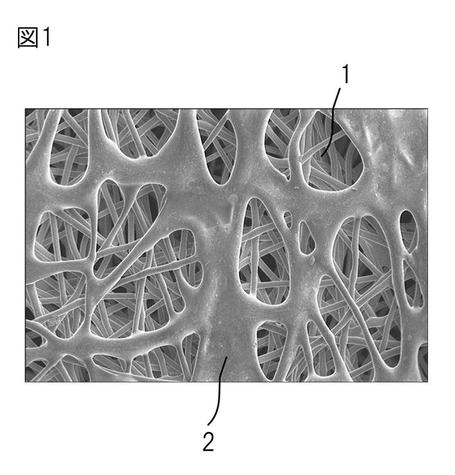
【図1】本発明の通気性成形体において、熱可塑性樹脂フィルム面の水掻き状の非開孔部と開孔部を、上面から見た場合の走査顕微鏡写真である。
【図2】本発明の通気性成形体において、熱可塑性樹脂フィルム面の水掻き状の非開孔部と開孔部を、断面から見た場合の模式的な図である。
【発明を実施するための形態】
【0017】
以下、本発明について詳細に説明する。
本発明は、不織布と優れた撥水性を有する熱可塑性樹脂フィルムを複合し、通気性と撥水性に優れた通気性成形体に関する。
【0018】
本発明の通気性成形体において、不織布の主な役割は、通気性成形体の強度を高めるためであり、補強材的役割である。熱可塑性樹脂フィルムの役割は、通気性、撥水性に関する特性を調整する役割を有する。つまり、不織布と熱可塑性樹脂フィルムからなる複合シートを、フィルムの熱可塑特性を利用して、熱可塑性樹脂フィルムを溶融することにより、熱可塑性樹脂フィルム面に溶融したフィルムが、不織布の繊維上に水掻き状に接着した非開孔部と、不織布を構成する繊維とフィルムから形成される開孔部を形成し、一定の通気性を有するようになる。
【0019】
本発明の通気性成形体において、熱可塑性フィルム面では、溶融した熱可塑性樹脂フィルムが不織布の上層部で、繊維上をコーティングした開孔部と熱可塑性樹脂フィルムの水掻き状の非開孔部とを形成することにより、孔面積が大きくても濡れ張力を低く抑えることができ、良好な通気性を発現するのである。
【0020】
本発明において、不織布を構成する繊維としては、例えば、ポリエチレン、ポリプロピレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ポリエチレンテレフタレート、ポリブチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維、ナイロン−6、ナイロン−66、共重合ナイロンなどのポリアミド系繊維、鞘がポリエチレン、ポリプロピレン、共重合ポリエステル、芯がポリプロピレン、ポリエステルなどの組み合わせから成る芯鞘構造等の複合繊維、ポリ乳酸、ポリブチレンサクシネート、ポリエチレンサクシネートなどの生分解性繊維などの熱可塑性合繊維が好ましく用いられ、高融点の繊維がより好ましい。
【0021】
また、レーヨン繊維、セルロース繊維、アクリル繊維、ビニロン繊維、天然繊維、再生繊維などを用いることもできる。これらの構成繊維は、短繊維、長繊維の単独でもよく、また、2種以上の繊維を積層又は混合して用いることもできる。
不織布の形状としては、例えば、SS、SMS、SMMS、SMSMSなどの多層積層不織布なども用いることができる(S:スパンボンド法の繊維不織布、M:メルトブロー法の極細不織布の意味)。
【0022】
なかでも耐熱特性の点から、ポリエステル系繊維が好ましく、特に、ポリエチレンテレフタレート繊維が好ましい。繊維の断面形状としては、特に制限はなく、丸型、扁平型、C型、Y型、V型などの異形断面などが用いられ、好ましくは丸型断面である。
【0023】
但し、本発明において、成形加工は、複合シートが加熱時に伸長性を有することが必要であり、例えば、単繊維が加熱時に伸びるか、または単繊維の構成繊維がズレを起こすことが必要である。従って、複合シートの加熱時において、良好な伸長性を得るためには、例えば、低延伸繊維からなり、100℃における破断伸度が、好ましくは50%以上、より好ましくは70〜500%、特に好ましくは100〜400%である。
【0024】
本発明において、不織布は、公知のスパンボンド法、サーマルボンド法、エアーレイ法、カード法、メルトブロー法、フラッシュ法、柱状流交絡、機械交絡などで得られる。
【0025】
本発明において、不織布の平均繊維径は、10〜35μmであることが好ましく、より好ましくは15〜30μmである。繊維径が上記の範囲であると、不織布を構成する繊維の伸度が大きく、成形性が良好となる。繊維径が10μmよりも小さくなると、繊維の結晶性が高く、結晶部分が多くなり繊維の伸度が低下して、成形性が悪くなる場合がある。繊維径が35μmよりも大きくなると、不織布の熱圧着時に熱収縮が生じやすく、また、繊維が熱圧着ロールの熱により溶解して、ロールに取られやすくなるため、不織布を生産することが困難となる場合がある。
【0026】
本発明において、不織布を構成する繊維の繊度については特に制限はなく、上記の繊維径に対応した繊度であれば良いが、生産性や風合いの点を考慮して、繊維の繊度は0.5〜30dtexが好ましく、より好ましくは1〜20dtexであり、特に好ましくは3〜10dtexの範囲である。
【0027】
本発明の不織布を構成する繊維は、複屈折率(Δn)が0.040以下であることが好ましく、より好ましくは0.003〜0.030、特に好ましくは0.005〜0.020である。複屈折率(Δn)が上記の範囲であると、繊維の伸度が大きく、成形性が良好であり、更に、不織布の熱接着性が向上し、表面の毛羽立ちが少なく、耐摩耗性が改善される。本発明では、繊維自体を低紡速で紡糸することによって繊維分子の配向を抑制することにより、繊維の複屈折率(Δn)を上記の範囲にすることができる。
【0028】
複屈折率が0.040より大きいと、繊維の結晶性が高く、繊維の伸度が低下して、成形性が悪くなる場合があり、また、熱接着時の熱セットが困難となり、表面の毛羽の抑制が困難となる場合がある。複屈折率が0.003よりも小さいと、熱圧着時に熱収縮が生じる場合があり、また、繊維の熱圧着ロールの熱により溶解し、ロールに取られてしまうため、不織布を生産することが困難となる場合がある。
【0029】
本発明に用いられる不織布の目付は、好ましくは5〜300g/m2であり、より好ましくは10〜250g/m2である。目付が上記の範囲であると、繊維間隙が適度で、強度が高く、また、厚みが適度で、良好な熱圧着性又は熱成形加工性が得られる。
更に、目的に応じて、不織布を構成する繊維に、他の樹脂、難燃剤、無機充填剤、柔軟剤、可塑剤、顔料、耐電防止剤などを、1種又は2種以上添加してもよい。
【0030】
本発明において、不織布を構成する繊維の融点は、複合する熱可塑性樹脂フィルムの融点より30℃以上高いことが好ましく、より好ましくは50℃以上高いことである。本発明の成形体を得るための熱成形時又は加熱溶融時に、繊維は溶融しないでフィルム面に熱的な溶融作用を与えるためである。
【0031】
本発明に用いられる熱可塑性樹脂フィルムは、例えば、Tダイ等を用いて、熱可塑性樹脂をフィルム状に成形したものであるが、接合加工し易いという点から、軟化温度または融点は、好ましくは50〜260℃であり、より好ましくは70〜200℃である。
【0032】
熱可塑性樹脂フィルム(以下、フィルムともいう)としては、例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレンなどのポリオレフィン系樹脂、脂肪族ポリエステル、芳香族ポリエステル、ポリ乳酸、共重合ポリエステルなどのポリエステル系樹脂、ナイロン6、ナイロン66、共重合ナイロンなどのポリアミド系樹脂、エチレン−酢酸ビニール共重合樹脂、ポリウレタン系樹脂、ポリオレフィン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマーの単独、または、厚み、軟化点、融点の異なる2種以上の積層フィルムが用いられる。なかでも、撥水性の観点から、ポリオレフィン系樹脂が好ましく用いられる。
【0033】
本発明において、熱可塑性樹脂フィルムの厚みは、積層する不織布の加熱、加圧により、フィルム面に溶融したフィルムが水掻き状に非開孔部と開孔部を形成することによって得られる通気性に、大きな影響を与える因子である。従って、その厚みは、好ましくは5〜200μmであり、より好ましくは10〜200μm、さらに好ましくは10〜150μm、特に好ましくは20〜100μmである。厚みが5μm未満では、フィルムの生産性、加圧性、取り扱い性、フィルムの皮膜強度が低下する場合がある。一方、厚みが200μmを超えると、皮膜強度が強過ぎて、フィルム面に溶融したフィルムが水掻き状に非開孔部と開孔部を形成することが困難となり、通気性を得ることが難しくなる場合がある。
【0034】
本発明に用いられる熱可塑性樹脂フィルムは、有孔性フィルムであっても、無孔性フィルムであってもよく、特に制限はないが、好ましくは無孔性フィルムが用いられる。有孔性フィルムでは、延伸成形時、孔面積が大きくなり、通気性は向上するが、撥水性が低下し、濡れ張力が大きくなるといった問題点が生じる場合がある。
【0035】
本発明において、複合シートを得るための接合方法としては、例えば、不織布と熱可塑性樹脂フィルムのいずれかに接着剤を塗布して貼り合わせる方法、溶融押出しされた熱可塑性樹脂フィルムに不織布を貼り合わせる方法、熱可塑性樹脂フィルムと不織布とを加熱ロール間で熱圧着して貼り合わせる方法などが挙げられる。
【0036】
本発明において、複合シートに通気性を発現させる方法としては、上記の接合方法により接合して得られた複合シートを、特定の条件で加熱成形することで通気性を発現させる方法、または、成形後に加熱することにより熱可塑性樹脂フィルムを溶融することで通気性を発現させる方法がある。好ましくは、複合シートを成形と同時に熱可塑性樹脂フィルム面を溶融することにより、溶融した熱可塑性樹脂フィルムが成形される不織布に追従し、表面で水掻き状に非開孔部と開孔部を形成して、通気性を有する成形体を形成する。
【0037】
従って、本発明において、加熱成形、加熱溶融の温度条件としては、フィルムの融点より高い温度から不織布の融点以下の温度範囲であることが好ましい。この温度範囲では、不織布の構成繊維が融解または脆化が生じない状態で、熱可塑性樹脂フィルムが溶融し、水掻き状の非開孔部と開孔部を形成することができ、通気性が発現できる。
【0038】
本発明において、加熱成形方法としては、複合シートを、好ましくは50〜260℃の温度範囲、より好ましくは70〜200℃の温度範囲に加熱し、延伸成形加工するものであり、ロール延伸成形、テンター延伸成形、及び、凹凸金型成形などを採用することができる。金型成形方法としては、金型を予熱または加熱してから、熱プレス成形、真空圧空成形などの方法を採用することができる。
【0039】
本発明の成形体の通気度は、熱可塑性樹脂フィルム面の開孔によって生じた通気性の程度によって示される。従って、針、刃などにより物理的にフィルム面に開けられた孔とは形状が異なる。
本発明においては、通気度としては、KES−F8−AP1で測定した通気抵抗の数値を用いるが、この通気抵抗は0.01〜2kPa・s/m、好ましくは0.02〜1kPa・s/mである。この通気抵抗の数値は、値が小さいほど通気性が大きいことを意味する。通気抵抗が0.01kPa・s/m未満では、通気性が大きく、フィルム面の撥水性が発現されない。一方、2kPa・s/mを超えると通気性があまりにも少なく不十分である。
【0040】
本発明の成形体の撥水性は、JIS−K−6768に準拠した濡れ張力の数値を用いるが、この濡れ張力は60mN/m以下、好ましくは30〜50mN/mである。濡れ張力は、熱可塑性樹脂フィルム面上で滴形状を2秒間保持する時の液体の表面張力を示し、この値が小さい程、複合シートの撥水性が高いことを示す。濡れ張力が60mN/mを超えると撥水性があまりに小さく不十分であり、濡れ張力が30mN/m未満では、良好な通気度を得ることができない。
【0041】
本発明の熱可塑性樹脂フィルム面の開孔部において、孔面積は0.2mm2以下であることが好ましく、より好ましくは0.15mm2以下である。孔面積が0.2mm2を超えると、通気性は充分に発現するが、撥水性が低下するといった問題を生じる場合がある。孔面積は、例えば、0.00001mm2のような極小の孔面積であっても良い。
【0042】
本発明に用いられる熱可塑性フィルム面の開孔部において、孔面積率は0.5〜50%であることが好ましく、より好ましくは、1〜45%である。孔面積率が50%を超えると通気性は充分に発現するが、撥水性が低下するといった問題を生じる場合がある。孔面積率が0.5%より小さくなりすぎると通気性があまりに少なく不十分である。
本発明において、水掻き状の非開口部の形状は、特に制限はなく、丸形、楕円形、三角形・四角形などの多角形、ランダムな形状であっても良い。
【実施例】
【0043】
以下、実施例を挙げて本発明を更に説明する。なお、物性の測定及び評価は下記の方法で行なった。
【0044】
(1)繊度(dtex:デシテックス)の測定
布帛(繊維ウェブ、不織布等)試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ適当な本数の繊維を採取して100cmの質量を測定し、下記の式で算出した。
繊度(dtex)=質量(g)/繊維の本数×10000
【0045】
(2)繊維径(μm)の測定
布帛(繊維ウェブ、不織布等)試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ適当な本数の繊維を採取し、マイクロスコープで繊維の直径を各30点測定して、該測定値の平均値を算出した。
【0046】
(3)不織布目付(g/m2)
JIS−L−1906に準拠し、布帛(繊維ウェブ、不織布等)から縦20cm×横25cmの試料を3カ所切り取り、質量を測定し、その平均値を単位当たりの質量に換算して求めた。
【0047】
(4)複屈折率(Δn)
偏光顕微鏡を使用して、干渉縞法によって繊維の側面から観察した平均屈折率の分布を測定することができる。この方法は、円形断面を有する繊維に適用できる。繊維の屈折率は繊維軸に対して平行な電場ベクトルを持つ偏光に対する屈折率n||と、繊維軸に対し垂直な電場ベクトルを持つ偏光に対する屈折率n⊥によって特徴づけられ、複屈折率はΔn=(n||−n⊥)で表わされる。
【0048】
繊維に偏光を照射すると、互いに直角に振動する2つの偏光に分かれる。繊維は軸の方向によって屈折率が異なるため2つの光の進む距離に差が生じる。これがレタデーションであり、Rで表わされ、繊維断面の直径をd0とすると、複屈折率と次式の関係がある。
R=d0(n||−n⊥)
【0049】
繊維は、光学的にフラットなスライドガラス及びカバーガラスを使用し、繊維に対して不活性な封入剤中に浸漬される。この封入剤中に数本の繊維を浸漬し、単糸が互いに接触しないようにする。さらに繊維は、その繊維軸が偏光顕微鏡の光軸及び干渉縞に対して垂直となるようにする。
この干渉縞のパターンを測定し、レタデーションを求め、繊維の複屈折率を測定した。10点の試料について測定し、平均値を算出した。
【0050】
(5)熱時引張伸度(%)の測定
複合シートの両端10cmを除き、幅20cmあたり幅3cm、長さ10cm試料を切り取り、引張試験機で、つかみ間隔2cm、引張速度20cm/min、温度100℃で、5点の試料について縦方向を測定し、平均値を算出した。
【0051】
(6)通気抵抗(kPa・s/m)の測定
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体をKES−F8−AP1(カトーテック製)を用いて、測定面積6.28cm2で各5点測定して平均値を算出した。
【0052】
(7)濡れ張力(mN/m)
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体の熱可塑性樹脂フィルム面をJIS−K−6768に準拠して各5点測定して平均値を算出した。
【0053】
(8)孔面積率(%)と最大孔径(mm2)
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体から縦5mm×横5mmの試料を切り取った。その試料の熱可塑性樹脂フィルム面を走査顕微鏡(KEYENCE VE8800)で、各5点測定し、算出した平均値を孔面積率とした。また最大孔径を測定した。
【0054】
(9)容器形状の成形性の評価
20cm×20cmのシート試料片を成形機にセットし、熱風温度100℃で予熱して、直径12cmの成形金型で熱プレスを実施した時の成形容器の深さを測定し、下記の式で展開比を算出した。
展開比=(成形容器の深さ)/(成形前シートの直径)
成形性の評価は、展開比0.5での成形性により評価した。
○:破れがなく、成形性良好
×:破れが発生し、成形性不良
【0055】
(10)シート形状の成形性の評価
20cm×20cmのシート試料片をピンテンター機にセットし、タテ方向に2倍、ヨコ延伸に2倍延伸成形加工を行い、成形性を評価した。
○:破れがなく、成形性良好
×:破れが発生し、成形性不良
【0056】
〔実施例1〕
目付230g/m2のポリエステル長繊維不織布(融点260℃、繊維径21.5μm、繊度5dtex、フィラメントの複屈折率0.015)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。
得られた複合シートを成形機にセットし、熱風温度100℃で予熱して、温度180℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0057】
〔実施例2〕
ポリエステル長繊維不織布の目付を50g/m2としたこと以外は、実施例1と同様にして通気性成形容器を製造した。
〔実施例3〕
無延伸ポリプロピレン樹脂の厚みを60μmとしたこと以外は、実施例1と同様にして通気性成形容器を製造した。
【0058】
〔実施例4〕
実施例1で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度100℃の直径12cmの成形金型で熱プレスを実施した後、成形金型で成形形状を保持したまま、熱風温度180℃でフィルムを溶融して通気性成形容器を製造した。
【0059】
〔比較例1〕
実施例1で用いたポリエステル長繊維不織布を成形機にセットし、熱風温度100℃で予熱して、温度180℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0060】
〔比較例2〕
実施例3で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度100℃の直径12cmの成形金型で熱プレスを実施し、成形容器を製造した。
〔比較例3〕
実施例1で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度145℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0061】
〔比較例4〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径9.5μm、繊度2dtex、フィラメントの複屈折率0.130)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。得られた複合シートは、布帛の伸度が低く、熱プレス成形時に破れてしまい、成形容器を得ることができなかった。
【0062】
〔比較例5〕
比較例1で得た成形容器に、ポリプロピレン樹脂からなる微多孔膜をホットメルト剤により接着温度130℃で接着し、通気性成形容器を製造した。
【0063】
〔実施例5〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径21.5μm、繊度5dtex、フィラメントの複屈折率0.015)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。
得られた複合シートをピンテンター機にセットし、温度180℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0064】
〔実施例6〕
無延伸ポリプロピレン樹脂の厚みを60μmとしたこと以外は、実施例5と同様にして通気性成形体を製造した。
〔実施例7〕
実施例5で得た複合シートを、ピンテンター機にセットし、温度100℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施した後、ピンテンター機で成形形状に保持したまま、温度180℃でフィルムを溶融して通気性成形体を製造した。
【0065】
〔比較例6〕
実施例5で用いたポリエステル長繊維不織布を、ピンテンター機にセットし、温度180℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0066】
〔比較例7〕
実施例6で得た複合シートを、ピンテンター機にセットし、温度100℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、成形体を製造した。
〔比較例8〕
実施例5で得た複合シートを、ピンテンター機にセットし、温度145℃、時間1分でタテ方向2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0067】
〔比較例9〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径9.5μm、繊度2dtex、フィラメントの複屈折率0.130)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。得られた複合シートは、布帛の伸度が低く、ピンテンターで熱延伸時に破れてしまい、成形体を得ることができなかった。
【0068】
〔比較例10〕
比較例5で得た成形シートに、ポリプロピレン樹脂からなる微多孔膜をホットメルト剤により接着温度130℃で接着し、通気性成形体を製造した。
【0069】
以上の実施例、比較例における測定及び評価結果を表1及び表2に示す。
また、実施例1では、熱可塑性樹脂フィルム面に、図1の走査顕微鏡写真に示すような水掻き状の非開孔部と開孔部が観察された。実施例2、3、4、5、6及び7でも同様であった。
【表1】

【表2】
【0070】
表1と表2から、以下のことが明らかである。
本発明の実施例で得られた複合シートは、比較例4と比較例9のものと比較して、伸度が高く成形性に優れていることがわかる。また、本発明の通気性成形体は、比較例1と比較例6(不織布のみ使用)のものと比較して、撥水性が優れており、比較例5と比較例10(微多孔膜を使用)のものと比較して、通気性に優れていることがわかる。
更に、比較例3と比較例8の成形体はフィルム面の孔形状が亀裂状である。一方、本発明の通気性成形体はフィルム面の孔形状が水掻き状であり、また、不織布の上層部にて、溶融した熱可塑性樹脂フィルムが繊維上をコーティングしているために、優れた撥水性と通気性を得る事ができる。
【産業上の利用可能性】
【0071】
本発明の通気性成形体は、成形性と共に優れた通気性と撥水性を有し、使い捨てカイロ、乾燥剤、シリカゲル、除湿剤などの生活資材容器や包装材、蒸し料理、スモーク調理などの食品調理用容器などの幅広い分野に活用が期待できる。特に、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であるため、蒸し料理調理用容器として好適に利用することができる。
【符号の説明】
【0072】
1 熱可塑性樹脂フィルム面の溶融した熱可塑性樹脂フィルムが不織布を構成する繊維をコーティングした開孔部
2 熱可塑性樹脂フィルム面の水掻き状の非開孔部
3 溶融した熱可塑性樹脂フィルム
4 不織布を構成する繊維
【技術分野】
【0001】
本発明は、通気性成形体に関するものである。さらに詳しくは、通気性、撥水性に優れ、生活資材向け容器や食品の調理用容器などに好適に利用できる通気性成形体に関する。
【背景技術】
【0002】
従来、赤飯、饅頭、またはパンなどの蒸し調理用として、クッキングペーパーや硫酸紙等が使用されている。これらは、通気性を付与するために、シートに孔開け加工を施し、通気性と、食品の離型性とを保持したシートとして、蒸し調理に利用されている。しかし、これらのほとんどは、食品シートの底面部分に孔加工がされているものであり、容器底面からスチーム加熱するものが中心であり、加熱の調理時間がかかるなど、蒸し調理性が不十分であるという問題がある。
【0003】
一方、通気性を有する不織布から構成された成形容器が知られているが、不織布を用いているので、通気性は十分であるが、食品等が不織布の繊維隙間に食い込むなどして、食品の離型性が悪いこと、また、不織布の脱落繊維が付着することなどの問題がある。
【0004】
特許文献1には、耐熱性プラスチックと、無数の小孔を設けたフィルムとをラミネートした食品蒸し用トレイが開示されている。しかし、このトレイは、水蒸気の通過する小孔に間隔があるため、均一な蒸気処理ができず、また、トレイの廃棄処理の問題がある。
【0005】
特許文献2には、不織布と熱可塑性樹脂フィルムを溶融押出方法で接合した複合シートを、熱プレス成形加工し、通気性、耐水圧に優れた通気性積層シートが開示されている。しかし、熱可塑性樹脂フィルム面において、亀裂又はクラック状に通気孔を形成しているため、通気性範囲が非常に狭く、通気コントロールをすることが困難である。
【0006】
特許文献3には、不織布とフィルムを押出しラミネート方法で接合した複合シートを金属熱ロール間で熱圧着することにより通気性シートとし、熱プレス成形加工を施すことによって通気性成形容器を得るという方法が開示されている。しかし、押出しラミネート工程、熱圧着工程、熱プレス成形加工工程を必要とし、通気性成形容器の作成工程が3段階と煩雑であり、また、通気性シートとした後に成形加工を行うことによって、孔形状が変化し、撥水性を保持したまま通気コントロールをすることが非常に困難となる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平04−242574号公報
【特許文献2】特開2006−334906号公報
【特許文献3】特開2007−69972号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の課題は、ランダムな開孔部を有する不織布と優れた撥水性を有する熱可塑性樹脂フィルムを複合して、通気性と撥水性を有する通気性成形体を提供することである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意検討した結果、不織布と熱可塑性樹脂フィルムからなる複合シートを成形と同時、又は成形後に熱可塑性樹脂フィルム面を溶融することにより、熱可塑性樹脂フィルム面が水掻き状の非開孔部と開孔部を形成して通気性を有する成形体とすることにより、上記のような従来技術の問題点が解決されることを見出し、本発明に到達したものである。
即ち、本発明は下記の通りである。
【0010】
1.不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【0011】
2.前記通気性成形体が加熱成形または成形後に加熱して得られることを特徴とする上記1記載の通気性成形体。
3.前記熱可塑性樹脂フィルム面の開孔部において、孔面積が0.2mm2以下であり、孔面積率が0.5〜50%であることを特徴とする上記1又は2記載の通気性成形体。
【0012】
4.前記複合シートの100℃における伸度が50%以上であることを特徴とする上記1〜3のいずれかに記載の通気性成形体。
5.前記不織布がポリエステル系長繊維不織布であり、前記熱可塑性樹脂フィルムがポリオレフィン系樹脂からなることを特徴とする上記1〜4のいずれかに記載の通気性成形体。
【0013】
6.前記ポリエステル系長繊維の複屈折率が0.040以下であることを特徴とする上記5に記載の通気性成形体。
7.前記不織布において、平均繊維径が10〜35μm、目付けが5〜300g/m2であり、かつ、熱可塑性樹脂フィルムの厚みが10〜200μmであることを特徴とする上記1〜6のいずれかに記載の通気性成形体。
【0014】
8.前記不織布の融点が、前記熱可塑性樹脂フィルムの融点より30℃以上高いことを特徴とする上記1〜7のいずれかに記載の通気性成形体。
9.上記1〜8のいずれかに記載の通気性成形体が、容器状であることを特徴とする通気性容器。
【発明の効果】
【0015】
本発明の通気性成形体(以下、成形体という)は、不織布と熱可塑性樹脂フィルムからなる複合シートを成形と同時、又は、成形後に熱可塑性樹脂フィルム面を溶融することにより、溶融したフィルムが、表面で水掻き状に非開孔部と開孔部を形成して熱可塑性樹脂フィルムの優れた撥水性と通気性を有する成形体とすることにより、使い捨てカイロ、乾燥剤、シリカゲル、除湿剤などの生活資材容器や包装材、蒸し調理、スモーク調理などの食品調理用容器などの幅広い分野に活用が期待できる。特に、通気抵抗を0.01〜2kPa・s/mとし、さらに、濡れ張力を60mN/m以下の範囲にすることにより、蒸し調理用容器として好適に利用することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の通気性成形体において、熱可塑性樹脂フィルム面の水掻き状の非開孔部と開孔部を、上面から見た場合の走査顕微鏡写真である。
【図2】本発明の通気性成形体において、熱可塑性樹脂フィルム面の水掻き状の非開孔部と開孔部を、断面から見た場合の模式的な図である。
【発明を実施するための形態】
【0017】
以下、本発明について詳細に説明する。
本発明は、不織布と優れた撥水性を有する熱可塑性樹脂フィルムを複合し、通気性と撥水性に優れた通気性成形体に関する。
【0018】
本発明の通気性成形体において、不織布の主な役割は、通気性成形体の強度を高めるためであり、補強材的役割である。熱可塑性樹脂フィルムの役割は、通気性、撥水性に関する特性を調整する役割を有する。つまり、不織布と熱可塑性樹脂フィルムからなる複合シートを、フィルムの熱可塑特性を利用して、熱可塑性樹脂フィルムを溶融することにより、熱可塑性樹脂フィルム面に溶融したフィルムが、不織布の繊維上に水掻き状に接着した非開孔部と、不織布を構成する繊維とフィルムから形成される開孔部を形成し、一定の通気性を有するようになる。
【0019】
本発明の通気性成形体において、熱可塑性フィルム面では、溶融した熱可塑性樹脂フィルムが不織布の上層部で、繊維上をコーティングした開孔部と熱可塑性樹脂フィルムの水掻き状の非開孔部とを形成することにより、孔面積が大きくても濡れ張力を低く抑えることができ、良好な通気性を発現するのである。
【0020】
本発明において、不織布を構成する繊維としては、例えば、ポリエチレン、ポリプロピレン、共重合ポリプロピレンなどのポリオレフィン系繊維、ポリエチレンテレフタレート、ポリブチレンテレフタレート、共重合ポリエステルなどのポリエステル系繊維、ナイロン−6、ナイロン−66、共重合ナイロンなどのポリアミド系繊維、鞘がポリエチレン、ポリプロピレン、共重合ポリエステル、芯がポリプロピレン、ポリエステルなどの組み合わせから成る芯鞘構造等の複合繊維、ポリ乳酸、ポリブチレンサクシネート、ポリエチレンサクシネートなどの生分解性繊維などの熱可塑性合繊維が好ましく用いられ、高融点の繊維がより好ましい。
【0021】
また、レーヨン繊維、セルロース繊維、アクリル繊維、ビニロン繊維、天然繊維、再生繊維などを用いることもできる。これらの構成繊維は、短繊維、長繊維の単独でもよく、また、2種以上の繊維を積層又は混合して用いることもできる。
不織布の形状としては、例えば、SS、SMS、SMMS、SMSMSなどの多層積層不織布なども用いることができる(S:スパンボンド法の繊維不織布、M:メルトブロー法の極細不織布の意味)。
【0022】
なかでも耐熱特性の点から、ポリエステル系繊維が好ましく、特に、ポリエチレンテレフタレート繊維が好ましい。繊維の断面形状としては、特に制限はなく、丸型、扁平型、C型、Y型、V型などの異形断面などが用いられ、好ましくは丸型断面である。
【0023】
但し、本発明において、成形加工は、複合シートが加熱時に伸長性を有することが必要であり、例えば、単繊維が加熱時に伸びるか、または単繊維の構成繊維がズレを起こすことが必要である。従って、複合シートの加熱時において、良好な伸長性を得るためには、例えば、低延伸繊維からなり、100℃における破断伸度が、好ましくは50%以上、より好ましくは70〜500%、特に好ましくは100〜400%である。
【0024】
本発明において、不織布は、公知のスパンボンド法、サーマルボンド法、エアーレイ法、カード法、メルトブロー法、フラッシュ法、柱状流交絡、機械交絡などで得られる。
【0025】
本発明において、不織布の平均繊維径は、10〜35μmであることが好ましく、より好ましくは15〜30μmである。繊維径が上記の範囲であると、不織布を構成する繊維の伸度が大きく、成形性が良好となる。繊維径が10μmよりも小さくなると、繊維の結晶性が高く、結晶部分が多くなり繊維の伸度が低下して、成形性が悪くなる場合がある。繊維径が35μmよりも大きくなると、不織布の熱圧着時に熱収縮が生じやすく、また、繊維が熱圧着ロールの熱により溶解して、ロールに取られやすくなるため、不織布を生産することが困難となる場合がある。
【0026】
本発明において、不織布を構成する繊維の繊度については特に制限はなく、上記の繊維径に対応した繊度であれば良いが、生産性や風合いの点を考慮して、繊維の繊度は0.5〜30dtexが好ましく、より好ましくは1〜20dtexであり、特に好ましくは3〜10dtexの範囲である。
【0027】
本発明の不織布を構成する繊維は、複屈折率(Δn)が0.040以下であることが好ましく、より好ましくは0.003〜0.030、特に好ましくは0.005〜0.020である。複屈折率(Δn)が上記の範囲であると、繊維の伸度が大きく、成形性が良好であり、更に、不織布の熱接着性が向上し、表面の毛羽立ちが少なく、耐摩耗性が改善される。本発明では、繊維自体を低紡速で紡糸することによって繊維分子の配向を抑制することにより、繊維の複屈折率(Δn)を上記の範囲にすることができる。
【0028】
複屈折率が0.040より大きいと、繊維の結晶性が高く、繊維の伸度が低下して、成形性が悪くなる場合があり、また、熱接着時の熱セットが困難となり、表面の毛羽の抑制が困難となる場合がある。複屈折率が0.003よりも小さいと、熱圧着時に熱収縮が生じる場合があり、また、繊維の熱圧着ロールの熱により溶解し、ロールに取られてしまうため、不織布を生産することが困難となる場合がある。
【0029】
本発明に用いられる不織布の目付は、好ましくは5〜300g/m2であり、より好ましくは10〜250g/m2である。目付が上記の範囲であると、繊維間隙が適度で、強度が高く、また、厚みが適度で、良好な熱圧着性又は熱成形加工性が得られる。
更に、目的に応じて、不織布を構成する繊維に、他の樹脂、難燃剤、無機充填剤、柔軟剤、可塑剤、顔料、耐電防止剤などを、1種又は2種以上添加してもよい。
【0030】
本発明において、不織布を構成する繊維の融点は、複合する熱可塑性樹脂フィルムの融点より30℃以上高いことが好ましく、より好ましくは50℃以上高いことである。本発明の成形体を得るための熱成形時又は加熱溶融時に、繊維は溶融しないでフィルム面に熱的な溶融作用を与えるためである。
【0031】
本発明に用いられる熱可塑性樹脂フィルムは、例えば、Tダイ等を用いて、熱可塑性樹脂をフィルム状に成形したものであるが、接合加工し易いという点から、軟化温度または融点は、好ましくは50〜260℃であり、より好ましくは70〜200℃である。
【0032】
熱可塑性樹脂フィルム(以下、フィルムともいう)としては、例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、共重合ポリエチレン、共重合ポリプロピレンなどのポリオレフィン系樹脂、脂肪族ポリエステル、芳香族ポリエステル、ポリ乳酸、共重合ポリエステルなどのポリエステル系樹脂、ナイロン6、ナイロン66、共重合ナイロンなどのポリアミド系樹脂、エチレン−酢酸ビニール共重合樹脂、ポリウレタン系樹脂、ポリオレフィン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマーの単独、または、厚み、軟化点、融点の異なる2種以上の積層フィルムが用いられる。なかでも、撥水性の観点から、ポリオレフィン系樹脂が好ましく用いられる。
【0033】
本発明において、熱可塑性樹脂フィルムの厚みは、積層する不織布の加熱、加圧により、フィルム面に溶融したフィルムが水掻き状に非開孔部と開孔部を形成することによって得られる通気性に、大きな影響を与える因子である。従って、その厚みは、好ましくは5〜200μmであり、より好ましくは10〜200μm、さらに好ましくは10〜150μm、特に好ましくは20〜100μmである。厚みが5μm未満では、フィルムの生産性、加圧性、取り扱い性、フィルムの皮膜強度が低下する場合がある。一方、厚みが200μmを超えると、皮膜強度が強過ぎて、フィルム面に溶融したフィルムが水掻き状に非開孔部と開孔部を形成することが困難となり、通気性を得ることが難しくなる場合がある。
【0034】
本発明に用いられる熱可塑性樹脂フィルムは、有孔性フィルムであっても、無孔性フィルムであってもよく、特に制限はないが、好ましくは無孔性フィルムが用いられる。有孔性フィルムでは、延伸成形時、孔面積が大きくなり、通気性は向上するが、撥水性が低下し、濡れ張力が大きくなるといった問題点が生じる場合がある。
【0035】
本発明において、複合シートを得るための接合方法としては、例えば、不織布と熱可塑性樹脂フィルムのいずれかに接着剤を塗布して貼り合わせる方法、溶融押出しされた熱可塑性樹脂フィルムに不織布を貼り合わせる方法、熱可塑性樹脂フィルムと不織布とを加熱ロール間で熱圧着して貼り合わせる方法などが挙げられる。
【0036】
本発明において、複合シートに通気性を発現させる方法としては、上記の接合方法により接合して得られた複合シートを、特定の条件で加熱成形することで通気性を発現させる方法、または、成形後に加熱することにより熱可塑性樹脂フィルムを溶融することで通気性を発現させる方法がある。好ましくは、複合シートを成形と同時に熱可塑性樹脂フィルム面を溶融することにより、溶融した熱可塑性樹脂フィルムが成形される不織布に追従し、表面で水掻き状に非開孔部と開孔部を形成して、通気性を有する成形体を形成する。
【0037】
従って、本発明において、加熱成形、加熱溶融の温度条件としては、フィルムの融点より高い温度から不織布の融点以下の温度範囲であることが好ましい。この温度範囲では、不織布の構成繊維が融解または脆化が生じない状態で、熱可塑性樹脂フィルムが溶融し、水掻き状の非開孔部と開孔部を形成することができ、通気性が発現できる。
【0038】
本発明において、加熱成形方法としては、複合シートを、好ましくは50〜260℃の温度範囲、より好ましくは70〜200℃の温度範囲に加熱し、延伸成形加工するものであり、ロール延伸成形、テンター延伸成形、及び、凹凸金型成形などを採用することができる。金型成形方法としては、金型を予熱または加熱してから、熱プレス成形、真空圧空成形などの方法を採用することができる。
【0039】
本発明の成形体の通気度は、熱可塑性樹脂フィルム面の開孔によって生じた通気性の程度によって示される。従って、針、刃などにより物理的にフィルム面に開けられた孔とは形状が異なる。
本発明においては、通気度としては、KES−F8−AP1で測定した通気抵抗の数値を用いるが、この通気抵抗は0.01〜2kPa・s/m、好ましくは0.02〜1kPa・s/mである。この通気抵抗の数値は、値が小さいほど通気性が大きいことを意味する。通気抵抗が0.01kPa・s/m未満では、通気性が大きく、フィルム面の撥水性が発現されない。一方、2kPa・s/mを超えると通気性があまりにも少なく不十分である。
【0040】
本発明の成形体の撥水性は、JIS−K−6768に準拠した濡れ張力の数値を用いるが、この濡れ張力は60mN/m以下、好ましくは30〜50mN/mである。濡れ張力は、熱可塑性樹脂フィルム面上で滴形状を2秒間保持する時の液体の表面張力を示し、この値が小さい程、複合シートの撥水性が高いことを示す。濡れ張力が60mN/mを超えると撥水性があまりに小さく不十分であり、濡れ張力が30mN/m未満では、良好な通気度を得ることができない。
【0041】
本発明の熱可塑性樹脂フィルム面の開孔部において、孔面積は0.2mm2以下であることが好ましく、より好ましくは0.15mm2以下である。孔面積が0.2mm2を超えると、通気性は充分に発現するが、撥水性が低下するといった問題を生じる場合がある。孔面積は、例えば、0.00001mm2のような極小の孔面積であっても良い。
【0042】
本発明に用いられる熱可塑性フィルム面の開孔部において、孔面積率は0.5〜50%であることが好ましく、より好ましくは、1〜45%である。孔面積率が50%を超えると通気性は充分に発現するが、撥水性が低下するといった問題を生じる場合がある。孔面積率が0.5%より小さくなりすぎると通気性があまりに少なく不十分である。
本発明において、水掻き状の非開口部の形状は、特に制限はなく、丸形、楕円形、三角形・四角形などの多角形、ランダムな形状であっても良い。
【実施例】
【0043】
以下、実施例を挙げて本発明を更に説明する。なお、物性の測定及び評価は下記の方法で行なった。
【0044】
(1)繊度(dtex:デシテックス)の測定
布帛(繊維ウェブ、不織布等)試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ適当な本数の繊維を採取して100cmの質量を測定し、下記の式で算出した。
繊度(dtex)=質量(g)/繊維の本数×10000
【0045】
(2)繊維径(μm)の測定
布帛(繊維ウェブ、不織布等)試料の両端部10cmを除いて、布帛の幅20cm毎の区域からそれぞれ適当な本数の繊維を採取し、マイクロスコープで繊維の直径を各30点測定して、該測定値の平均値を算出した。
【0046】
(3)不織布目付(g/m2)
JIS−L−1906に準拠し、布帛(繊維ウェブ、不織布等)から縦20cm×横25cmの試料を3カ所切り取り、質量を測定し、その平均値を単位当たりの質量に換算して求めた。
【0047】
(4)複屈折率(Δn)
偏光顕微鏡を使用して、干渉縞法によって繊維の側面から観察した平均屈折率の分布を測定することができる。この方法は、円形断面を有する繊維に適用できる。繊維の屈折率は繊維軸に対して平行な電場ベクトルを持つ偏光に対する屈折率n||と、繊維軸に対し垂直な電場ベクトルを持つ偏光に対する屈折率n⊥によって特徴づけられ、複屈折率はΔn=(n||−n⊥)で表わされる。
【0048】
繊維に偏光を照射すると、互いに直角に振動する2つの偏光に分かれる。繊維は軸の方向によって屈折率が異なるため2つの光の進む距離に差が生じる。これがレタデーションであり、Rで表わされ、繊維断面の直径をd0とすると、複屈折率と次式の関係がある。
R=d0(n||−n⊥)
【0049】
繊維は、光学的にフラットなスライドガラス及びカバーガラスを使用し、繊維に対して不活性な封入剤中に浸漬される。この封入剤中に数本の繊維を浸漬し、単糸が互いに接触しないようにする。さらに繊維は、その繊維軸が偏光顕微鏡の光軸及び干渉縞に対して垂直となるようにする。
この干渉縞のパターンを測定し、レタデーションを求め、繊維の複屈折率を測定した。10点の試料について測定し、平均値を算出した。
【0050】
(5)熱時引張伸度(%)の測定
複合シートの両端10cmを除き、幅20cmあたり幅3cm、長さ10cm試料を切り取り、引張試験機で、つかみ間隔2cm、引張速度20cm/min、温度100℃で、5点の試料について縦方向を測定し、平均値を算出した。
【0051】
(6)通気抵抗(kPa・s/m)の測定
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体をKES−F8−AP1(カトーテック製)を用いて、測定面積6.28cm2で各5点測定して平均値を算出した。
【0052】
(7)濡れ張力(mN/m)
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体の熱可塑性樹脂フィルム面をJIS−K−6768に準拠して各5点測定して平均値を算出した。
【0053】
(8)孔面積率(%)と最大孔径(mm2)
複合シートの両端10cmを除いて、幅20cmあたり1点から20cm×20cmの試料を採取し、製造した成形体から縦5mm×横5mmの試料を切り取った。その試料の熱可塑性樹脂フィルム面を走査顕微鏡(KEYENCE VE8800)で、各5点測定し、算出した平均値を孔面積率とした。また最大孔径を測定した。
【0054】
(9)容器形状の成形性の評価
20cm×20cmのシート試料片を成形機にセットし、熱風温度100℃で予熱して、直径12cmの成形金型で熱プレスを実施した時の成形容器の深さを測定し、下記の式で展開比を算出した。
展開比=(成形容器の深さ)/(成形前シートの直径)
成形性の評価は、展開比0.5での成形性により評価した。
○:破れがなく、成形性良好
×:破れが発生し、成形性不良
【0055】
(10)シート形状の成形性の評価
20cm×20cmのシート試料片をピンテンター機にセットし、タテ方向に2倍、ヨコ延伸に2倍延伸成形加工を行い、成形性を評価した。
○:破れがなく、成形性良好
×:破れが発生し、成形性不良
【0056】
〔実施例1〕
目付230g/m2のポリエステル長繊維不織布(融点260℃、繊維径21.5μm、繊度5dtex、フィラメントの複屈折率0.015)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。
得られた複合シートを成形機にセットし、熱風温度100℃で予熱して、温度180℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0057】
〔実施例2〕
ポリエステル長繊維不織布の目付を50g/m2としたこと以外は、実施例1と同様にして通気性成形容器を製造した。
〔実施例3〕
無延伸ポリプロピレン樹脂の厚みを60μmとしたこと以外は、実施例1と同様にして通気性成形容器を製造した。
【0058】
〔実施例4〕
実施例1で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度100℃の直径12cmの成形金型で熱プレスを実施した後、成形金型で成形形状を保持したまま、熱風温度180℃でフィルムを溶融して通気性成形容器を製造した。
【0059】
〔比較例1〕
実施例1で用いたポリエステル長繊維不織布を成形機にセットし、熱風温度100℃で予熱して、温度180℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0060】
〔比較例2〕
実施例3で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度100℃の直径12cmの成形金型で熱プレスを実施し、成形容器を製造した。
〔比較例3〕
実施例1で得た複合シートを成形機にセットし、熱風温度100℃で予熱して、温度145℃の直径12cmの成形金型で熱プレスを実施し、通気性成形容器を製造した。
【0061】
〔比較例4〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径9.5μm、繊度2dtex、フィラメントの複屈折率0.130)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。得られた複合シートは、布帛の伸度が低く、熱プレス成形時に破れてしまい、成形容器を得ることができなかった。
【0062】
〔比較例5〕
比較例1で得た成形容器に、ポリプロピレン樹脂からなる微多孔膜をホットメルト剤により接着温度130℃で接着し、通気性成形容器を製造した。
【0063】
〔実施例5〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径21.5μm、繊度5dtex、フィラメントの複屈折率0.015)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。
得られた複合シートをピンテンター機にセットし、温度180℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0064】
〔実施例6〕
無延伸ポリプロピレン樹脂の厚みを60μmとしたこと以外は、実施例5と同様にして通気性成形体を製造した。
〔実施例7〕
実施例5で得た複合シートを、ピンテンター機にセットし、温度100℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施した後、ピンテンター機で成形形状に保持したまま、温度180℃でフィルムを溶融して通気性成形体を製造した。
【0065】
〔比較例6〕
実施例5で用いたポリエステル長繊維不織布を、ピンテンター機にセットし、温度180℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0066】
〔比較例7〕
実施例6で得た複合シートを、ピンテンター機にセットし、温度100℃、時間1分でタテ方向に2倍、ヨコ方向に2倍延伸成形を実施し、成形体を製造した。
〔比較例8〕
実施例5で得た複合シートを、ピンテンター機にセットし、温度145℃、時間1分でタテ方向2倍、ヨコ方向に2倍延伸成形を実施し、通気性成形体を製造した。
【0067】
〔比較例9〕
目付100g/m2のポリエステル長繊維不織布(融点260℃、繊維径9.5μm、繊度2dtex、フィラメントの複屈折率0.130)と、Tダイから厚み30μmで押し出した無延伸ポリプロピレン樹脂(融点165℃)とを、押し出しラミネート方法で接合し、複合シートを得た。得られた複合シートは、布帛の伸度が低く、ピンテンターで熱延伸時に破れてしまい、成形体を得ることができなかった。
【0068】
〔比較例10〕
比較例5で得た成形シートに、ポリプロピレン樹脂からなる微多孔膜をホットメルト剤により接着温度130℃で接着し、通気性成形体を製造した。
【0069】
以上の実施例、比較例における測定及び評価結果を表1及び表2に示す。
また、実施例1では、熱可塑性樹脂フィルム面に、図1の走査顕微鏡写真に示すような水掻き状の非開孔部と開孔部が観察された。実施例2、3、4、5、6及び7でも同様であった。
【表1】
【表2】
【0070】
表1と表2から、以下のことが明らかである。
本発明の実施例で得られた複合シートは、比較例4と比較例9のものと比較して、伸度が高く成形性に優れていることがわかる。また、本発明の通気性成形体は、比較例1と比較例6(不織布のみ使用)のものと比較して、撥水性が優れており、比較例5と比較例10(微多孔膜を使用)のものと比較して、通気性に優れていることがわかる。
更に、比較例3と比較例8の成形体はフィルム面の孔形状が亀裂状である。一方、本発明の通気性成形体はフィルム面の孔形状が水掻き状であり、また、不織布の上層部にて、溶融した熱可塑性樹脂フィルムが繊維上をコーティングしているために、優れた撥水性と通気性を得る事ができる。
【産業上の利用可能性】
【0071】
本発明の通気性成形体は、成形性と共に優れた通気性と撥水性を有し、使い捨てカイロ、乾燥剤、シリカゲル、除湿剤などの生活資材容器や包装材、蒸し料理、スモーク調理などの食品調理用容器などの幅広い分野に活用が期待できる。特に、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であるため、蒸し料理調理用容器として好適に利用することができる。
【符号の説明】
【0072】
1 熱可塑性樹脂フィルム面の溶融した熱可塑性樹脂フィルムが不織布を構成する繊維をコーティングした開孔部
2 熱可塑性樹脂フィルム面の水掻き状の非開孔部
3 溶融した熱可塑性樹脂フィルム
4 不織布を構成する繊維
【特許請求の範囲】
【請求項1】
不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【請求項2】
前記通気性成形体が加熱成形または成形後に加熱して得られることを特徴とする請求項1記載の通気性成形体。
【請求項3】
前記熱可塑性樹脂フィルム面の開孔部において、孔面積が0.2mm2以下であり、孔面積率が0.5〜50%であることを特徴とする請求項1又は2記載の通気性成形体。
【請求項4】
前記複合シートの100℃における伸度が50%以上であることを特徴とする請求項1〜3のいずれかに記載の通気性成形体。
【請求項5】
前記不織布がポリエステル系長繊維不織布であり、前記熱可塑性樹脂フィルムがポリオレフィン系樹脂からなることを特徴とする請求項1〜4のいずれかに記載の通気性成形体。
【請求項6】
前記ポリエステル系長繊維の複屈折率が0.040以下であることを特徴とする請求項5に記載の通気性成形体。
【請求項7】
前記不織布において、平均繊維径が10〜35μm、目付けが5〜300g/m2であり、かつ、熱可塑性樹脂フィルムの厚みが10〜200μmであることを特徴とする請求項1〜6のいずれかに記載の通気性成形体。
【請求項8】
前記不織布の融点が、前記熱可塑性樹脂フィルムの融点より30℃以上高いことを特徴とする請求項1〜7のいずれかに記載の通気性成形体。
【請求項9】
請求項1〜8のいずれかに記載の通気性成形体が、容器状であることを特徴とする通気性容器。
【請求項1】
不織布と熱可塑性樹脂フィルムからなる複合シートを延伸成形して得られた成形体であって、該成形体の熱可塑性樹脂フィルム面は水掻き状の非開孔部と開孔部からなり、通気抵抗が0.01〜2kPa・s/m、濡れ張力が60mN/m以下であることを特徴とする通気性成形体。
【請求項2】
前記通気性成形体が加熱成形または成形後に加熱して得られることを特徴とする請求項1記載の通気性成形体。
【請求項3】
前記熱可塑性樹脂フィルム面の開孔部において、孔面積が0.2mm2以下であり、孔面積率が0.5〜50%であることを特徴とする請求項1又は2記載の通気性成形体。
【請求項4】
前記複合シートの100℃における伸度が50%以上であることを特徴とする請求項1〜3のいずれかに記載の通気性成形体。
【請求項5】
前記不織布がポリエステル系長繊維不織布であり、前記熱可塑性樹脂フィルムがポリオレフィン系樹脂からなることを特徴とする請求項1〜4のいずれかに記載の通気性成形体。
【請求項6】
前記ポリエステル系長繊維の複屈折率が0.040以下であることを特徴とする請求項5に記載の通気性成形体。
【請求項7】
前記不織布において、平均繊維径が10〜35μm、目付けが5〜300g/m2であり、かつ、熱可塑性樹脂フィルムの厚みが10〜200μmであることを特徴とする請求項1〜6のいずれかに記載の通気性成形体。
【請求項8】
前記不織布の融点が、前記熱可塑性樹脂フィルムの融点より30℃以上高いことを特徴とする請求項1〜7のいずれかに記載の通気性成形体。
【請求項9】
請求項1〜8のいずれかに記載の通気性成形体が、容器状であることを特徴とする通気性容器。
【図2】

【図1】
【図1】
【公開番号】特開2010−235131(P2010−235131A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−83281(P2009−83281)
【出願日】平成21年3月30日(2009.3.30)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月30日(2009.3.30)
【出願人】(303046303)旭化成せんい株式会社 (548)
【Fターム(参考)】
[ Back to top ]