
通気性袋の製造方法
【課題】 充填時に封入された袋内の空気の脱気が良好であり、且つ低コストの米等を包装するための通気性袋を提供することである。
【解決手段】 基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、積層フィルムの断続熱接着部が形成される領域に前もって凹凸を形成した状態で断続熱接着部を設けることにより、断続熱接着部の非熱接着部において少なくとも一方の積層フィルムに凹凸が形成された構成の通気性袋である。
【解決手段】 基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、積層フィルムの断続熱接着部が形成される領域に前もって凹凸を形成した状態で断続熱接着部を設けることにより、断続熱接着部の非熱接着部において少なくとも一方の積層フィルムに凹凸が形成された構成の通気性袋である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内容物を充填する際に内部に封入された空気を簡単に脱気することができる米袋等に適した通気性を有する袋に関する。
【背景技術】
【0002】
従来、米袋等として使用する通気性袋としては、4角形状の2枚の熱接着性を有する積層フィルムを重ね合わせて、対向する2辺に熱接着部と非熱接着部からなる断続熱接着部を形成し、形成された断続熱接着部の非熱接着部から袋の内部の空気を排出させて脱気させるようにした構成の袋が知られている。しかしながら、この構成の袋の場合、非熱接着部において積層フィルム同士が密着して2枚の積層フィルム間に隙間が形成されにくいため内部の空気を脱気しにくいという欠点がある。また、非熱接着部を大きくすると脱気しやすくなるが内部に収納した米等の内容物が漏れ出したり袋内に虫が進入するという問題がでる。
【0003】
上記の欠点を改良した通気性袋としては、例えば、登録実用新案公報第3053828号に記載されていような、収納袋の周辺部の互いに重なる2枚のフィルム同士がヒートシールにより接着されている箇所の適所に、接合部の長さ方向に適当間隔おきに非接着部が形成され、非接着部において2枚のフィルム間に2つ折りされた不織布製のテープがその折り曲げ部が収納袋の内方を向き、2つ折りされた不織布製のテープの各片が2枚のフィルムの内面側を構成する各層に融着するが、各片同士が融着しないように介在され、非接着部を空気抜き部分とした構成の収納袋が知られている(例えば、特許文献1参照)。しかしながら、上記の構成の収納袋においては、接合部の長さ方向に適当間隔おきに形成された非接着部に不織布製のテープが挿入されているため、袋内の空気を排出しやすいが、ヒートシール部に不織布製のテープが挿入された構成であるために、製造工程が煩雑になり、且つ不織布製のテープを使用するためにコスト高になるという欠点がある。
【0004】
また、袋内の空気を排出しやすくするために、4角形状の対向する2辺に沿って熱接着部と非熱接着部とからなる断続熱接着部が形成された袋であって、断続熱接着部の非熱接着部となる領域における積層フィルムが外方に膨出するように成形された構成のものが知られている。しかしながら、この構成の袋においては、比較的間隔の狭い断続熱接着部の非熱接着部となる領域に正確に見当を合わせて膨出部を熱プレス等により成形することが必要となるため、製造工程がきわめて煩雑になるという欠点を有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】登録実用新案公報第3053828号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、袋内に封入された空気の脱気性が良好であり、且つ低コストの米等を包装するための通気性袋を提供することである。
【課題を解決するための手段】
【0007】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、断続熱接着部の非熱接着部において少なくとも一方の積層フィルムに凹凸が形成された構成とすることにより、断続熱接着部の非熱接着部において、積層フィルムに形成された凹凸により2枚の積層フィルム間に隙間が形成され、その隙間から空気が排出されるので優れた脱気性を有する通気性袋とすることができる。
【0008】
上記の通気性袋において、積層フィルムの断続熱接着部が形成される領域に予め凹凸を形成した状態で断続熱接着部を形成し、非熱接着部における積層フィルムに凹凸が形成された構成とすることにより、断続熱接着部の非熱接着部における積層フィルムに確実に凹凸を形成することができるので、その凹凸により2枚の積層フィルム間に形成される隙間を通して、内部の空気を容易に脱気させることができる。
【0009】
上記の通気性袋において、凹凸が積層フィルムの内面側に突出する点状突起である構成とすることにより、断続熱接着部の非熱接着部における2枚の積層フィルム間に点状突起により外部と連通する隙間が形成されるので脱気性の優れた通気性袋とすることができる。
【発明の効果】
【0010】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、断続熱接着部が形成される領域における少なくとも一方の積層フイルムに連通する溝を有する凹凸が形成された状態で断続熱接着部が形成された構成とすることにより、断続熱接着部の非熱接着部において2枚の積層フィルムの間に積層フィルムに形成された凹凸により、袋の外部と連通する溝が形成されるので、その溝を通して内部の空気を容易に排出することができるので優れた脱気性が得られる。
【0011】
上記の通気性袋において、凹凸の形状を熱接着性樹脂層側に突出する点状突起ないしは断続熱接着部の長手方向と交差する万線状とすることにより、点状突起ないしは万線状の凹凸により袋の外部と連通する溝からなる隙間が形成されるので、その隙間を通して内部の空気を排出させて脱気させることができる。
【図面の簡単な説明】
【0012】
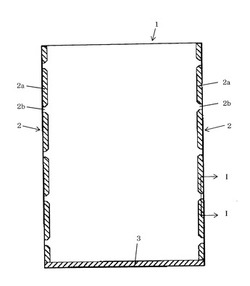
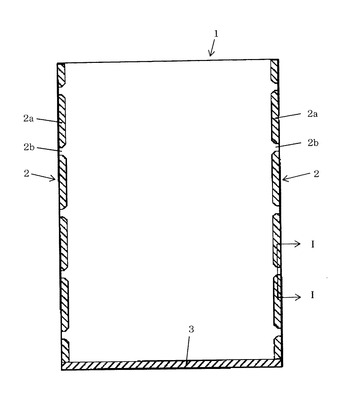
【図1】本発明の実施形態を示す平面図。
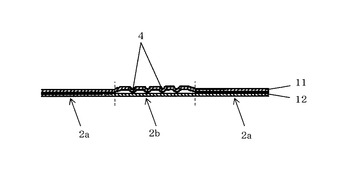
【図2】図1におけるI−I拡大断面図。
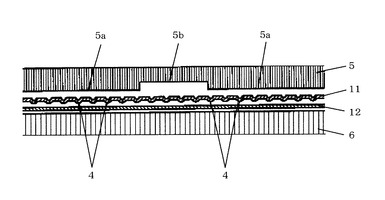
【図3】実施形態の断続熱接着部を形成する状態を示す図。
【発明を実施するための形態】
【0013】
以下、図面を引用して本発明の実施の形態を説明する。図1は本発明の実施形態を示す平面図、図2は図1におけるI−I拡大断面図、図3は本発明の実施形態の断続熱接着部を形成する状態を示す図であって、1は通気性袋、2は断続熱接着部、2aは熱接着部、2bは非熱接着部、3は端縁熱接着部、4は凹凸、5は熱板、5aは加熱部、5bは非加熱部、6は台盤、11,12は積層フィルムをそれぞれ表す。
【0014】
本発明の通気性袋の実施形態は図1、図2に示すとおりである。平面形状は、図1に示すように、基材層と熱接着性樹脂層からなる4角形状の2枚の積層フィルム11,12を熱接着性樹脂層面にて重ね合わせて、対向する左右の2辺に熱接着部2aと非熱接着部2bからなる断続熱接着部2が形成されるとともに、下端に端縁熱接着部3が形成された4角形状の袋である。実施形態の断続熱接着部2を構成する熱接着部2aは内側の角部が斜めにカットされた形状とされており、非熱接着部2bは内側が巾広の形状となっている。
【0015】
実施形態の断続熱接着部2の非熱接着部2bにおける断面形状は、図2に示すとおりであり、断続熱接着部2の非熱接着部2bにおいて袋を構成する2枚の積層フィルム11と積層フィルム12の一方の積層フィルム11にエンボスによる凹凸4が形成されて、積層フィルム11に形成された凹凸4により積層フィルム11と積層フィルム12間に外部と連通する隙間が形成されている構成である。実施形態では、内容物を充填する際に袋の内部に残留した空気を凹凸4により形成される外部と連通する隙間を通して排出することができる。また、断続熱接着部2を構成する熱接着部2aは内側の角部が斜めにカットされて非熱接着部2bの内側が巾広とされているので、内部の空気が排出されやすく脱気性の優れたものとなっている。
【0016】
実施形態において、断続熱接着部2の非熱接着部2bにおいて積層フィルム11にエンボスによる凹凸4を形成するには、図3に示すように、積層フィルム11の断続熱接着部2を形成する領域の全長にわたって前もって凹凸4を形成しておき、凹凸4が形成された積層フィルム11と積層フィルム12を重ねて、加熱部5aと非加熱部5bを有する熱板5と台盤6間で熱接着することにより、熱板5の加熱部5aにより断続熱接着部2の熱接着部2aが、また熱板5の非加熱部5bにより断続熱接着部2の非熱接着部2bが形成されて、熱接着部2aと非熱接着部2bからなる断続熱接着部2が形成される。この方法により、断続熱接着部2の非熱接着部2bの全長にわたって積層フィルム11に凹凸4を形成することができる。また、凹凸4が形成された積層フィルム11の熱板5の加熱部5aにより熱接着された部分は完全に2枚の積層フィルム11,12間が熱接着されて断続熱接着部2の熱接着部2aが形成される。
【0017】
上記においては、積層フィルム11の断続熱接着部2を形成する領域の全長にわたって前もって凹凸4を形成しておき断続熱接着部2を形成する方法としたが、凹凸4を積層フィルム11の少なくとも熱板5の非加熱部5bに対応するように部分的に形成してもよい。その場合には、積層フィルム11に形成する凹凸4の位置を熱板5の非加熱部5bに対応するように正確に調整することが必要になるので断続熱接着部2を形成する工程が煩雑になる。
【0018】
積層フィルムに凹凸を形成するには、雄型と雌型を使用してエンボスする方法により凹凸を形成することができる。積層フィルムのエンボスは常温ないしは加熱した状態で行うことができるが、常温でエンボスするのが好ましい。積層フィルムの断続熱接着部を形成する領域の全長にわたって凹凸を形成するには、ロール状の雄型と雌型を使用して積層フィルムにエンボスする方法で行われる。積層フィルムへの凹凸の形成は、基材層と熱接着性樹脂層とをラミネーションして作製した積層フィルムをスリットする工程等において、ロール状の雄型と雌型を使用して積層フィルムの所定位置に帯状の連続した凹凸を形成してもよいし、積層フィルムを使用して通気性袋を作製する製袋工程において、加熱部5aと非加熱部5bを有する熱板5により断続熱接着部2を形成する前の段階で、積層フィルムにエンボスを施して凹凸を形成するようにしてもよい。
【0019】
実施形態においては、一方の積層フィルム11のみにエンボスにより凹凸4を形成した構成とされているが、他方の積層フィルム12にも同様にエンボスにより凹凸4を形成した構成とすることもできる。積層フィルム11及び積層フィルム12に凹凸を形成した構成の場合には、積層フィルム11及び積層フィルム12に形成された凹凸により外部と連通する大きい隙間が形成できるので脱気性のより優れた袋となるが、2枚の積層フィルムにエンボスを行う必要があるので工程が煩雑となる。実施形態のように、一方の積層フィルムに凹凸を形成するだけで十分な脱気性を得ることができる。
【0020】
積層フィルムにエンボスにより形成する凹凸4の形状としては、2枚の積層フィルム間に袋の外部と連通する隙間が形成される形状であれば特に制限はなく、点状突起、断続熱接着部の長手方向に対して斜めの万線状、碁盤目状等の形状とすることができるが、点状突起とするのが脱気性、エンボスの作業性面で最も好ましい。点状突起の場合は、直径が0.5〜1.0mm、高さが40〜100μm、間隔が0.5〜2.0mm程度とするのがよい。
【0021】
積層フイルム1を構成する基材層としては、強度的に優れた2軸延伸ポリエチレンテレフタレート、2軸延伸ナイロン、2軸延伸ポリプロピレン等の2軸延伸フイルムが使用できる。熱接着性樹脂層としては、低密度ポリエチレン、中密度ポリエチレン、線状低密度ポリエチレン、シングルサイト触媒を使用して重合されたエチレン−αオレフィン共重合体、エチレン−酢酸ビニル共重合体等が使用できる。本発明の通気性袋は米等を包装するのに使用されるので、強度的に優れた袋であることが必要であり、熱接着性樹脂層を構成する樹脂として線状低密度ポリエチレンを使用するのが最も好ましい。積層フィルムの構成としては、例えば、2軸延伸ナイロン15μm/押出線状低密度ポリエチレン60〜80μm、2軸延伸ポリエチレンテレフタレート12μm/押出線状低密度ポリエチレン60〜80μm、2軸延伸ナイロン15μm/ドライラミネーション/線状低密度ポリエチレンフィルム60〜80μm等である。
【符号の説明】
【0022】
1 通気性袋
2 断続熱接着部
2a 熱接着部
2b 非熱接着部
3 端縁熱接着部
4 凹凸
5 熱板
5a 加熱部
5b 非加熱部
6 台盤
11,12 積層フィルム
【技術分野】
【0001】
本発明は、内容物を充填する際に内部に封入された空気を簡単に脱気することができる米袋等に適した通気性を有する袋に関する。
【背景技術】
【0002】
従来、米袋等として使用する通気性袋としては、4角形状の2枚の熱接着性を有する積層フィルムを重ね合わせて、対向する2辺に熱接着部と非熱接着部からなる断続熱接着部を形成し、形成された断続熱接着部の非熱接着部から袋の内部の空気を排出させて脱気させるようにした構成の袋が知られている。しかしながら、この構成の袋の場合、非熱接着部において積層フィルム同士が密着して2枚の積層フィルム間に隙間が形成されにくいため内部の空気を脱気しにくいという欠点がある。また、非熱接着部を大きくすると脱気しやすくなるが内部に収納した米等の内容物が漏れ出したり袋内に虫が進入するという問題がでる。
【0003】
上記の欠点を改良した通気性袋としては、例えば、登録実用新案公報第3053828号に記載されていような、収納袋の周辺部の互いに重なる2枚のフィルム同士がヒートシールにより接着されている箇所の適所に、接合部の長さ方向に適当間隔おきに非接着部が形成され、非接着部において2枚のフィルム間に2つ折りされた不織布製のテープがその折り曲げ部が収納袋の内方を向き、2つ折りされた不織布製のテープの各片が2枚のフィルムの内面側を構成する各層に融着するが、各片同士が融着しないように介在され、非接着部を空気抜き部分とした構成の収納袋が知られている(例えば、特許文献1参照)。しかしながら、上記の構成の収納袋においては、接合部の長さ方向に適当間隔おきに形成された非接着部に不織布製のテープが挿入されているため、袋内の空気を排出しやすいが、ヒートシール部に不織布製のテープが挿入された構成であるために、製造工程が煩雑になり、且つ不織布製のテープを使用するためにコスト高になるという欠点がある。
【0004】
また、袋内の空気を排出しやすくするために、4角形状の対向する2辺に沿って熱接着部と非熱接着部とからなる断続熱接着部が形成された袋であって、断続熱接着部の非熱接着部となる領域における積層フィルムが外方に膨出するように成形された構成のものが知られている。しかしながら、この構成の袋においては、比較的間隔の狭い断続熱接着部の非熱接着部となる領域に正確に見当を合わせて膨出部を熱プレス等により成形することが必要となるため、製造工程がきわめて煩雑になるという欠点を有している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】登録実用新案公報第3053828号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、袋内に封入された空気の脱気性が良好であり、且つ低コストの米等を包装するための通気性袋を提供することである。
【課題を解決するための手段】
【0007】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、断続熱接着部の非熱接着部において少なくとも一方の積層フィルムに凹凸が形成された構成とすることにより、断続熱接着部の非熱接着部において、積層フィルムに形成された凹凸により2枚の積層フィルム間に隙間が形成され、その隙間から空気が排出されるので優れた脱気性を有する通気性袋とすることができる。
【0008】
上記の通気性袋において、積層フィルムの断続熱接着部が形成される領域に予め凹凸を形成した状態で断続熱接着部を形成し、非熱接着部における積層フィルムに凹凸が形成された構成とすることにより、断続熱接着部の非熱接着部における積層フィルムに確実に凹凸を形成することができるので、その凹凸により2枚の積層フィルム間に形成される隙間を通して、内部の空気を容易に脱気させることができる。
【0009】
上記の通気性袋において、凹凸が積層フィルムの内面側に突出する点状突起である構成とすることにより、断続熱接着部の非熱接着部における2枚の積層フィルム間に点状突起により外部と連通する隙間が形成されるので脱気性の優れた通気性袋とすることができる。
【発明の効果】
【0010】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、断続熱接着部が形成される領域における少なくとも一方の積層フイルムに連通する溝を有する凹凸が形成された状態で断続熱接着部が形成された構成とすることにより、断続熱接着部の非熱接着部において2枚の積層フィルムの間に積層フィルムに形成された凹凸により、袋の外部と連通する溝が形成されるので、その溝を通して内部の空気を容易に排出することができるので優れた脱気性が得られる。
【0011】
上記の通気性袋において、凹凸の形状を熱接着性樹脂層側に突出する点状突起ないしは断続熱接着部の長手方向と交差する万線状とすることにより、点状突起ないしは万線状の凹凸により袋の外部と連通する溝からなる隙間が形成されるので、その隙間を通して内部の空気を排出させて脱気させることができる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態を示す平面図。
【図2】図1におけるI−I拡大断面図。
【図3】実施形態の断続熱接着部を形成する状態を示す図。
【発明を実施するための形態】
【0013】
以下、図面を引用して本発明の実施の形態を説明する。図1は本発明の実施形態を示す平面図、図2は図1におけるI−I拡大断面図、図3は本発明の実施形態の断続熱接着部を形成する状態を示す図であって、1は通気性袋、2は断続熱接着部、2aは熱接着部、2bは非熱接着部、3は端縁熱接着部、4は凹凸、5は熱板、5aは加熱部、5bは非加熱部、6は台盤、11,12は積層フィルムをそれぞれ表す。
【0014】
本発明の通気性袋の実施形態は図1、図2に示すとおりである。平面形状は、図1に示すように、基材層と熱接着性樹脂層からなる4角形状の2枚の積層フィルム11,12を熱接着性樹脂層面にて重ね合わせて、対向する左右の2辺に熱接着部2aと非熱接着部2bからなる断続熱接着部2が形成されるとともに、下端に端縁熱接着部3が形成された4角形状の袋である。実施形態の断続熱接着部2を構成する熱接着部2aは内側の角部が斜めにカットされた形状とされており、非熱接着部2bは内側が巾広の形状となっている。
【0015】
実施形態の断続熱接着部2の非熱接着部2bにおける断面形状は、図2に示すとおりであり、断続熱接着部2の非熱接着部2bにおいて袋を構成する2枚の積層フィルム11と積層フィルム12の一方の積層フィルム11にエンボスによる凹凸4が形成されて、積層フィルム11に形成された凹凸4により積層フィルム11と積層フィルム12間に外部と連通する隙間が形成されている構成である。実施形態では、内容物を充填する際に袋の内部に残留した空気を凹凸4により形成される外部と連通する隙間を通して排出することができる。また、断続熱接着部2を構成する熱接着部2aは内側の角部が斜めにカットされて非熱接着部2bの内側が巾広とされているので、内部の空気が排出されやすく脱気性の優れたものとなっている。
【0016】
実施形態において、断続熱接着部2の非熱接着部2bにおいて積層フィルム11にエンボスによる凹凸4を形成するには、図3に示すように、積層フィルム11の断続熱接着部2を形成する領域の全長にわたって前もって凹凸4を形成しておき、凹凸4が形成された積層フィルム11と積層フィルム12を重ねて、加熱部5aと非加熱部5bを有する熱板5と台盤6間で熱接着することにより、熱板5の加熱部5aにより断続熱接着部2の熱接着部2aが、また熱板5の非加熱部5bにより断続熱接着部2の非熱接着部2bが形成されて、熱接着部2aと非熱接着部2bからなる断続熱接着部2が形成される。この方法により、断続熱接着部2の非熱接着部2bの全長にわたって積層フィルム11に凹凸4を形成することができる。また、凹凸4が形成された積層フィルム11の熱板5の加熱部5aにより熱接着された部分は完全に2枚の積層フィルム11,12間が熱接着されて断続熱接着部2の熱接着部2aが形成される。
【0017】
上記においては、積層フィルム11の断続熱接着部2を形成する領域の全長にわたって前もって凹凸4を形成しておき断続熱接着部2を形成する方法としたが、凹凸4を積層フィルム11の少なくとも熱板5の非加熱部5bに対応するように部分的に形成してもよい。その場合には、積層フィルム11に形成する凹凸4の位置を熱板5の非加熱部5bに対応するように正確に調整することが必要になるので断続熱接着部2を形成する工程が煩雑になる。
【0018】
積層フィルムに凹凸を形成するには、雄型と雌型を使用してエンボスする方法により凹凸を形成することができる。積層フィルムのエンボスは常温ないしは加熱した状態で行うことができるが、常温でエンボスするのが好ましい。積層フィルムの断続熱接着部を形成する領域の全長にわたって凹凸を形成するには、ロール状の雄型と雌型を使用して積層フィルムにエンボスする方法で行われる。積層フィルムへの凹凸の形成は、基材層と熱接着性樹脂層とをラミネーションして作製した積層フィルムをスリットする工程等において、ロール状の雄型と雌型を使用して積層フィルムの所定位置に帯状の連続した凹凸を形成してもよいし、積層フィルムを使用して通気性袋を作製する製袋工程において、加熱部5aと非加熱部5bを有する熱板5により断続熱接着部2を形成する前の段階で、積層フィルムにエンボスを施して凹凸を形成するようにしてもよい。
【0019】
実施形態においては、一方の積層フィルム11のみにエンボスにより凹凸4を形成した構成とされているが、他方の積層フィルム12にも同様にエンボスにより凹凸4を形成した構成とすることもできる。積層フィルム11及び積層フィルム12に凹凸を形成した構成の場合には、積層フィルム11及び積層フィルム12に形成された凹凸により外部と連通する大きい隙間が形成できるので脱気性のより優れた袋となるが、2枚の積層フィルムにエンボスを行う必要があるので工程が煩雑となる。実施形態のように、一方の積層フィルムに凹凸を形成するだけで十分な脱気性を得ることができる。
【0020】
積層フィルムにエンボスにより形成する凹凸4の形状としては、2枚の積層フィルム間に袋の外部と連通する隙間が形成される形状であれば特に制限はなく、点状突起、断続熱接着部の長手方向に対して斜めの万線状、碁盤目状等の形状とすることができるが、点状突起とするのが脱気性、エンボスの作業性面で最も好ましい。点状突起の場合は、直径が0.5〜1.0mm、高さが40〜100μm、間隔が0.5〜2.0mm程度とするのがよい。
【0021】
積層フイルム1を構成する基材層としては、強度的に優れた2軸延伸ポリエチレンテレフタレート、2軸延伸ナイロン、2軸延伸ポリプロピレン等の2軸延伸フイルムが使用できる。熱接着性樹脂層としては、低密度ポリエチレン、中密度ポリエチレン、線状低密度ポリエチレン、シングルサイト触媒を使用して重合されたエチレン−αオレフィン共重合体、エチレン−酢酸ビニル共重合体等が使用できる。本発明の通気性袋は米等を包装するのに使用されるので、強度的に優れた袋であることが必要であり、熱接着性樹脂層を構成する樹脂として線状低密度ポリエチレンを使用するのが最も好ましい。積層フィルムの構成としては、例えば、2軸延伸ナイロン15μm/押出線状低密度ポリエチレン60〜80μm、2軸延伸ポリエチレンテレフタレート12μm/押出線状低密度ポリエチレン60〜80μm、2軸延伸ナイロン15μm/ドライラミネーション/線状低密度ポリエチレンフィルム60〜80μm等である。
【符号の説明】
【0022】
1 通気性袋
2 断続熱接着部
2a 熱接着部
2b 非熱接着部
3 端縁熱接着部
4 凹凸
5 熱板
5a 加熱部
5b 非加熱部
6 台盤
11,12 積層フィルム
【特許請求の範囲】
【請求項1】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを前記熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、前記断続熱接着部の前記非熱接着部において少なくとも一方の前記積層フィルムに凹凸が形成された構成からなることを特徴とする通気性袋。
【請求項2】
前記積層フィルムの前記断続熱接着部が形成される領域に予め凹凸を形成した状態で前記断続熱接着部を形成し、前記非熱接着部における前記積層フィルムに凹凸が形成された構成からなることを特徴とする請求項1記載の通気性袋。
【請求項3】
前記凹凸が、前記積層フィルムの内面側に突出する点状突起である構成からなることを特徴とする請求項1または2に記載の通気性袋。
【請求項1】
基材層と熱接着性樹脂層を備えた四角形状の2枚の積層フイルムを前記熱接着性樹脂層面を重ね合わせて対向する2辺に熱接着部と非熱接着部とからなる断続熱接着部が形成された袋において、前記断続熱接着部の前記非熱接着部において少なくとも一方の前記積層フィルムに凹凸が形成された構成からなることを特徴とする通気性袋。
【請求項2】
前記積層フィルムの前記断続熱接着部が形成される領域に予め凹凸を形成した状態で前記断続熱接着部を形成し、前記非熱接着部における前記積層フィルムに凹凸が形成された構成からなることを特徴とする請求項1記載の通気性袋。
【請求項3】
前記凹凸が、前記積層フィルムの内面側に突出する点状突起である構成からなることを特徴とする請求項1または2に記載の通気性袋。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−208701(P2010−208701A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2010−151610(P2010−151610)
【出願日】平成22年7月2日(2010.7.2)
【分割の表示】特願2001−8173(P2001−8173)の分割
【原出願日】平成13年1月16日(2001.1.16)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成22年7月2日(2010.7.2)
【分割の表示】特願2001−8173(P2001−8173)の分割
【原出願日】平成13年1月16日(2001.1.16)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]