
速硬化および低温硬化ポリイミド定着ベルト
【課題】速硬化および低温硬化ポリイミドベルト材料を作製する方法を提供する。
【解決手段】ベルト材料を作製するための方法は、液体ポリイミド中に複数の熱伝導性化学種108を含むコーティング分散液を形成するステップと、該形成されたコーティング分散液を、支持体にコートするステップと、該コートした支持体を約300℃以下の温度で硬化して該ベルト材料を形成するステップとを含む。
【解決手段】ベルト材料を作製するための方法は、液体ポリイミド中に複数の熱伝導性化学種108を含むコーティング分散液を形成するステップと、該形成されたコーティング分散液を、支持体にコートするステップと、該コートした支持体を約300℃以下の温度で硬化して該ベルト材料を形成するステップとを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概して、ベルト材料および該ベルト材料を作製および使用するための方法に関し、より特定すれば、静電写真方式のデバイスおよびプロセス用に使用される速硬化および低温硬化ベルト材料に関する。
【背景技術】
【0002】
静電写真方式の印刷工業においては、定着ベルトがコンパクトな構造、低いエネルギー消費および高速であるという理由から、定着ロールを取り換えて定着ベルトを使用する傾向がある。例えば、最新の定着ベルトは、ポリイミド系溶液からのコーティングおよび硬化によって作製されたポリイミドベルトを含む。得られるポリイミドベルトの望ましい性質、特に力学的性質を得るために、その硬化プロセスは、多くの場合、300℃を超える高温で長時間にわたって行われる。例えば、従来型の硬化プロセスは、1回以上の1〜2時間のプリベークとそれに替わって続く約380℃で1時間の焼付けとを含む。
【0003】
場合によって、従来型のポリイミド材料は、硬化させない(例えば、硬化できない)か、または低温で部分的に硬化させることができる。しかしながら、かかるポリイミド材料は、ベルトとして使用するための望ましい力学的強度を提供することができない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
材料の特性を犠牲にすることなく容易でエネルギーを節約できる製造のために、速硬化および低温硬化ベルト材料を提供し、そのベルト材料を作製および使用するための方法を提供することが求められている。
【課題を解決するための手段】
【0005】
様々な実施形態に従って、本教示は、ベルト材料を作製するための方法を含む。該ベルト材料は、最初に、液体ポリイミド中に複数の熱伝導性化学種を含有するコーティング分散液を形成することによって形成することができる。そのコーティング分散液は、次に支持体にコートし、さらに、約300℃以下の温度で硬化して該ベルト材料を形成することができる。
【0006】
様々な実施形態に従って、本教示は、また、ベルト材料も含む。そのベルト材料は、最初に液体ポリイミド中に複数の熱伝導性化学種を含有するコーティング分散液を形成することによって形成することができる。そのコーティング分散液は、次いで支持体にコートし、約300℃以下の低温で硬化して該ベルト材料を形成することができる。
【0007】
様々な実施形態に従って、本教示は、定着ベルトをさらに含む。その定着ベルトは、速硬化および低温硬化ポリイミドベルト材料を含むことができ、または、その速硬化および低温硬化ポリイミドベルト材料をベルト基材として使用することができる。1つ以上のその他の層を、そのベルト基材上にその時形成することができる。
【0008】
本発明のさらなる目的および利点は、以下に続く説明の中で一部は示され、一部は、その説明により明らかとなり、または本発明の実践によって確認することができよう。本発明の目的および利点は、特に添付の特許請求の範囲に指摘されている要素および組み合わせによって実現され、獲得されよう。
【0009】
これまでの概要と以下の詳細な説明の両方は、単に例示的で説明のためのものであり、請求されている本発明を限定するものでないことを理解すべきである。この明細書に組み込まれており、その一部を構成している添付の図面は、本発明のいくつかの実施形態を示し、その解説と共に本発明の原理を説明している。
【図面の簡単な説明】
【0010】
【図1】本教示による定着ベルトを含んでいるベルト式定着アセンブリの断面図を表す図である。
【図2A】本教示による図1に示されている典型的な定着ベルトの一部分の断面図である。
【図2B】本教示による図1に示されている別の典型的な定着ベルトの一部分の断面図である。
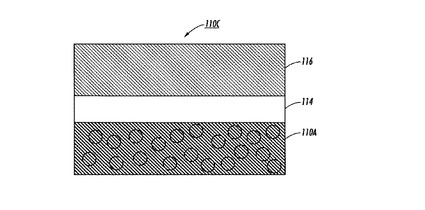
【図2C】本教示による図1に示されているさらなる典型的な定着ベルトの一部分の断面図である。
【発明を実施するための形態】
【0011】
典型的な実施形態は、かくしてベルト材料を提供し、そのベルト材料を作製し、使用するための方法を提供することができる。一実施形態において、該ベルト材料は、ポリイミド樹脂中に分散している複数の熱伝導性化学種を含む速硬化および低温硬化ポリイミドベルトであり得る。別の実施形態において、該ベルト材料は、該ポリイミド樹脂中に分散している複数の熱伝導性化学種を含む速硬化および低温硬化ポリイミドベルト上に形成された1つ以上の層を含むことができる。例えば、該速硬化および低温硬化ポリイミドベルトまたはベルト基材は、約300℃以下の温度での約1時間未満の時間の長さで硬化させることができる。
【0012】
様々な実施形態において、本開示のベルト材料は、静電写真方式の印刷工業における「定着ベルト」として使用することができる。例証目的のために、用語「定着ベルト」が本明細書の記述を通して用いられ、また一方、その用語「定着ベルト」は、加圧作用ベルト、離型剤ドナーベルトまたは任意の固定ベルトを含むものの、これらに限定はされない静電写真方式の印刷装置またはプロセスにおける使用に適したその他のベルト様の構造物を包含することも意図されている。
【0013】
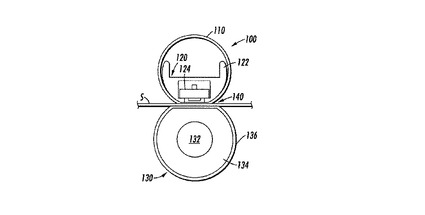
図1は、本教示による定着ベルトを含んでいるベルト式定着アセンブリ100の断面図を描いている。本開示の定着ベルトが、当業者には既知のその他のベルト式定着アセンブリ機構で使用できることを、当業者であれば理解するであろう。さらに、図1に描かれている該定着アセンブリ100が一般化された略図を表していること、および、その他のエレメント類/ベルト類を追加できることまたは既存のエレメント類/ベルト類を除去もしくは修正できることは当業者には見てすぐに分かるはずである。
【0014】
該定着アセンブリ100は、例えば、本教示に従って形成されたエンドレスの柔軟な定着ベルト110を含むことができる。該定着アセンブリ100は、さらに、ヒーターアセンブリ120および例示的なロールの形のバックアップ部材130を含むことができる。図示されている実施形態において、該バックアップロール130は、駆動することができ、該定着ベルト110はアイドラーベルトであり得る。しかしながら、当業者であれば理解できることであるが、その駆動機構は逆にすることができる。該定着ベルト110および該バックアップロール130は、その間に定着ニップ140の範囲を限定することができる。
【0015】
ヒーターアセンブリ120は、例えば液晶ポリマー等のポリマー材料から形成された高温ハウジング122を含むことができ、セラミックヒーター124をそのハウジング122に固定することができる。そのヒーター124は、例えば、アルミナから形成されたセラミック基材、そのセラミック基材上に供給された抵抗インクパターン、サーミスタ等の温度センサ、そのパターン上および該セラミック基材の露出部分に隣接して備えられているガラス保護層などをさらに含むことができる。かかるヒーター124は、当業者には既知であり得る。
【0016】
該バックアップロール130は、例えば、内側コア132、内側ポリマー層134、外側トナー離型層またはスリーブ136などを含むことができる。該内側コア132は、ポリマー材料、スチール、アルミニウムまたは同様の材料から形成することができる。該内側ポリマー層134は、例えば、シリコーンフォームまたはゴム材料から形成することができる。該外側離型層136は、例えば、PFA(ポリペルフルオロアルコキシ−テトラフルオロエチレン)またはその他のフルオロ樹脂材料から形成することができる。様々な実施形態において、従来型の駆動メカニズム(図示せず)を、該バックアップロール130の回転をもたらすために備えることができる。
【0017】
様々な実施形態において、輸送ベルト等の基材輸送装置(図示せず)は、図1に示されている基材Sを定着ニップ140中に時間通りに搬送するために備えることができる。トナー画像は、1つ以上の画像形成ステーションを経て各基材に提供することができる。そのトナー画像は、次に、基材/トナー画像に熱および圧力を加える、定着ベルト110、セラミックヒーター124およびバックアップロール130によって基材Sに定着させることができる。図示されている実施形態において、バックアップロール130の回転は、定着ニップ140を通る基材Sの移動をもたらすことができる。バックアップロール130および基材Sの動きは、定着ベルト110がセラミックヒーター124に対して移動するようにすることができる。
【0018】
図2Aは、本教示による図1に示されている典型的な定着ベルトの一部分の断面図である。
【0019】
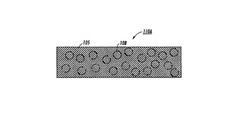
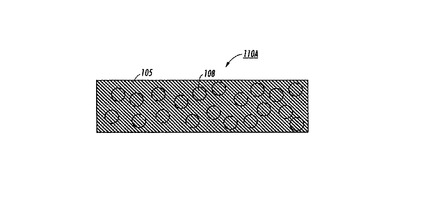
図2Aに示されているように、該定着ベルト110は、そこを経由して熱を加えるポリマーベルト110A、例えば熱伝導性ポリマーベルトであり得る。図2Aに示されているように、該ポリマーベルト110Aは、平滑なシートまたはメッシュ状材料であり得る。そのポリマーベルト110Aは、継ぎ目を有するベルトも使用することができるが、例えば継ぎ目無しのエンドレスベルトであり得る。そのポリマーベルト110Aの厚さは、例えば、約50〜約500マイクロメートルであり得る。さらなる例においては、その厚さは、約60〜約400マイクロメートルであり得る。なおさらなる例においては、そのポリマー基材の厚さは、約70〜約300マイクロメートルであり得る。
【0020】
様々な実施形態において、該ポリマーベルト110Aは、ポリマー材料、例えば、ポリイミド、ポリエステル、ポリカーボネート、ポリアミド、ポリアミド−イミドまたはそれらの混合物もしくは組み合わせなどを含むことができる。説明を簡単にするために、本発明は、ここで、本開示の定着ベルト(例えば、図1の110および図2Aの110A)および本開示の定着装置(例えば、図1のアセンブリ100)に対してポリイミド系のベルトを使用するポリマーベルトに関して記述する。
【0021】
例えば、図2Aに示されているポリイミド系定着ベルトは、そのポリイミド基質105(「ポリイミドマトリックス105」ともいう)中に熱伝導性化学種108を分散させることによって作製することができる。この熱伝導性化学種108は、例えば、窒化ホウ素、酸化ベリリウム、窒化アルミニウム、炭化ケイ素、窒化ケイ素、アルミナまたはシリカを含むことができる。該熱伝導性化学種108は、該ポリイミドベルトの約5重量%から約50重量%までの範囲の量で分散させることができる。
【0022】
様々な実施形態において、本開示のポリイミド材料は、例えば、約5,000から約500,000まで、さらなる例においては、約10,000から約100,000までの数平均分子量を有することができる。本開示のポリイミド材料は、例えば、約50,000から約5,000,000まで、さらなる例においては、約100,000から約1,000,000までの重量平均分子量を有することができる。
【0023】
該ポリイミド系定着ベルトの形成の間に、例えば、複数の熱伝導性化学種、および、N−メチル−2−ピロリドン(NMP)などの有機極性溶媒を用いるポリアミック酸溶液を含むコーティング分散液(本明細書ではコーティング溶液またはコーティング懸濁液とも称される)を形成することができる。そのポリアミック酸溶液は、ポリイミド樹脂を調製するために使用することができる。
【0024】
上記のポリアミック酸溶液は、「液体ポリイミド」としても知られている。例えば、その液体ポリイミドは、Richard Blaine International,Incorporated(RBI),Inc.、Reading、PAから市販されており、VTEC(商標)PI1388の商標名および製品番号を有する。VTEC(商標)の称号のもとで、PI080−051、851、302、203、201またはPETI−5を含むその他の製品番号も使用することができる。例えば、VTEC液体ポリイミドは、安定した長期の保存寿命を提供することができ、その上、得られるVTECポリイミドは、欠陥がなくロット間の変動が最小限であり得る。
【0025】
どのような理論にも制限されることは望まないが、本開示のポリイミドは、アミンまたはカルボン酸のいずれかまたは両方がC=C置換基を含有する芳香族ジアミンと芳香族ジカルボン酸との反応によって調製することができるものと考えられる。例えば、2つの反応は、約300℃以下の低温硬化の間に起こり得る。その2つの反応は、(1)名目ばかりで不完全なイミド化、および(2)高い引張り強度を可能にする置換C=C基のフリーラジカル重合を含むことができる。本開示のポリイミド材料は従来型のポリイミド類とは異なり得ることに注意されたい。例えば、従来型のポリイミドは、その他の架橋プロセス(例えば、フリーラジカル重合)を何ら含まないイミド化反応単独で硬化させることができる。この理由のために、従来型のポリイミドベルトは、高い引張り強度を得るために300℃を超える硬化温度を必要とし、一方本開示のポリイミドベルトは、低温短時間で硬化させることができる。その後の硬化温度は、約150℃から約260℃までの範囲であり得、その後の硬化は約10分〜約120分で達成することができる。いくつかの実施形態において、硬化は、約40〜約100分で達成することができる。別の実施形態においては、その硬化時間は、約20分から約60分まで変動し得る。
【0026】
液体ポリイミド、すなわちポリアミック酸溶液は、熱伝導性化学種と混合してコーティング分散液を形成することができる。様々な実施形態において、そのコーティング分散液は、機械的処理、例えば、かき混ぜ、超音波処理またはアトライターボールミリング/グラインディングによって調製することができる。その調製されたコーティング分散液は、次いでコートされ、硬化させることができ、場合によっては、さらに溶接してベルトを形成させることができる。
【0027】
該コーティング分散液は、例えば、金属マンドレル、シリンダーの内周または平板基材などのコーティングの支持体にコートすることができる。得られるポリイミドベルトとしては、したがって、例えば、該コーティングの支持体の形に応じたベルトの形状の管形または非管形を挙げることができる。本明細書で用いられる用語「コート」とは、本開示の分散液を該コーティング支持体の材料または表面に、塗布、形成、または堆積する技術またはプロセスを意味する。それ故、用語「コーティング」または「コーティング技術」は本教示においては特に限定はされず、押し出しコーティング、バーコーティング、ディップコーティング、モールドコーティング、ペインティング、ブラシコーティング、ローラーコーティング、たんぽずり(pad application)、スプレーコーティング、スピンコーティング、キャスティング、またはフローコーティングを採用することができる。コーティングの支持体としては、例えば、ガラス、金属または任意のその他の適当な材料を挙げることができる。
【0028】
そのコートされたコーティング分散液は、次に、低温短時間で硬化乾燥してポリイミド樹脂を形成することができる。その硬化温度は、従来技術において使用される温度より低く、それにもかかわらず、得られるベルトに望ましい特性、特に機械的特性を与えることができる。例えば、ポリイミド系ベルトを形成するために従来技術で使用される温度は約380℃以上であり得、一方、本開示のポリイミド系ベルトは、約380℃未満、例えば、約300℃以下で硬化することができる。さらなる実施形態においては、その硬化温度は、約250℃以下であり得る。さらなる例においては、その硬化温度は、約200℃以下であり得る。
【0029】
様々な実施形態において、低温での段階的な硬化を実施することができる。例えば、コートした部材を約50℃〜約150℃の対流式オーブンに約20〜約40分間置くことができ、その温度を次に約150℃〜約250℃に上げることができ、さらなる硬化を20〜80分間にわたって起こすことができる。1つの典型的な実施形態においては、コートした部材は、約100℃の対流式オーブンに約20分間置き、約204℃で約20分間にわたってさらに硬化させることができる。その他の硬化スケジュールも可能である。当業者には既知の硬化スケジュールはここでの実施形態の範囲内であり得る。様々な実施形態において、硬化プロセスに続いて、その硬化した部材は、例えば約20℃〜約25℃のウォーターバスおよび/または室温の中で冷却することができる。
【0030】
複数の実施形態において、該コーティング分散液が非管形のコーティング支持体にコートされる場合、その硬化したポリイミドは、さらに溶接して定着ベルトを形成することができる。例えば超音波処理溶接などの標準的な溶接法を使用して、定着ベルトまたはその他の固定ベルトを形成することができる。
【0031】
様々な実施形態において、本明細書に記載の方法によって作製される定着ベルトは、所望の力学的性質を提供することができる。例えば、得られる定着ベルトは、約200から約500MPa以上までの範囲の引張り強度、または約0.10〜約0.50W/m・K以上の熱伝導度を有することができる。
【0032】
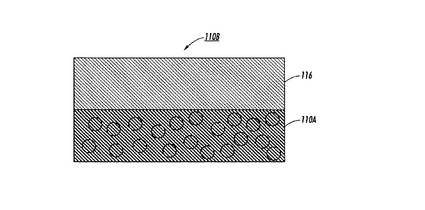
図1に戻って言及すると、該定着ベルト110は、図2Bおよび図2Cに示すように層をなす構造を含むことができる。その層をなす構造110B〜110Cは、例えば、典型的なポリイミド中に分散した熱伝導性粒子を含む図2Aのポリマーベルト110Aと同類であり得るポリマーベルト基材を含むことができる。すなわち、該ポリマーベルト110Aは、図1のベルト式定着アセンブリ100で使用される多層定着ベルト用のベルト基材としても使用することができる。
【0033】
図2Bに示されている典型的な実施形態において、該定着ベルト110は、例えば本開示のポリマーベルト基材110A上に形成されたシリコーンゴム層またはフルオロポリマー層などの最上層116を含むことができる。
【0034】
図2Cに示されている別の典型的な実施形態において、該定着ベルト110は、フルオロプラスチック層等の最上層116と本開示のポリマーベルト基材110Aとの間に配置された1つ以上の層を有することができる。例えば、シリコーンゴム層等の柔軟層114を該最上層116と本開示のポリマーベルト基材110Aとの間に配置することができる。
【0035】
本明細書に記載したように、定着ベルト110の最上層116は、例えば、フルオロポリマー類を含むことができる。そのフルオロポリマー類としては、以下に限定はされないが、PFA(ポリフルオロアルコキシポリテトラフルオロエチレン)、PTFE(ポリテトラフルオロエチレン)、またはFEP(フッ素化エチレンプロピレンコポリマー)、および/またはヘキサフルオロプロピレン(HFP)とフッ化ビニリデン(VDFまたはVF2)とのコポリマー類を含むフルオロエラストマー類;テトラフルオロエチレン(TFE)とフッ化ビニリデン(VDF)とヘキサフルオロプロピレン(HFP)とのターポリマー類:またはTFE、VF2、HFPを含むテトラポリマー類を含むフルオロプラスチック類を挙げることができる。これらのフルオロポリマー類は、Teflon(登録商標)PFA、Teflon(登録商標)PTFE、Teflon(登録商標)FEP、Viton A(登録商標)、Viton(登録商標)−B、およびViton(登録商標)−GF、Viton E(登録商標)、Viton E60C(登録商標)、Viton E430(登録商標)、Viton 910(登録商標)、Viton GH(登録商標)およびViton GF(登録商標)のような様々な称号により市場で入手することができる。Teflon(登録商標)およびViton(登録商標)の称号は、E.I.DuPont de Nemours,Inc.の商標である。
【0036】
その他の市販されているフルオロポリマー類としては、例えば、Fluorel 2170(登録商標)、Fluorel 2174(登録商標)、Fluorel 2176(登録商標)、Fluorel 2177(登録商標)およびFluorel LVS76(登録商標)を挙げることができ、Fluorel(登録商標)は、3M Companyの商標である。さらなる市販の材料としては、両方ともやはり3M Companyから入手できるAflas(登録商標)のポリ(プロピレン−テトラフルオロエチレン)およびFluorel II(登録商標)(LII900)のポリ(プロピレン−テトラフルオロエチレンフッ化ビニリデン)、ならびにMontedison Specialty Chemical Companyから入手できるFor−60KIR(登録商標)、For−LHF(登録商標)、NM(登録商標)、For−THF(登録商標)、For−TFS(登録商標)、TH(登録商標)、およびTN505(登録商標)として特定されるTecnoflonsを挙げることができる。
【実施例】
【0037】
実施例1:ポリイミドベルトまたはポリイミドベルト基材の調製
コーティング分散液を、媒体としてステンレスショットを用い、約800rpmで約3時間アトライターグラインディングすることによって調製した。そのコーティング分散液は、有機溶媒N−メチル−2−ピロリドン(NMP)中の液体ポリイミドVTEC(商標)PI 1388(RBI,Inc.、Reading、PAから入手可)を含んだ。そのコーティング分散液は、該NMP溶液中に、ZYP Coatings(Oak Ridge、TN)製の窒化ホウ素(BN)ナノ粉末ZGをさらに含んだ(ポリイミド/BN=80/20)。その分散液を、次に、バーコーティングによってガラスにコートし、次いで、最初は約100℃で約20分間硬化させ、次いで約204℃で約20分間硬化させた。硬化オーブンからの冷却した試料を一晩ウォーターバス中に浸し、約60μmの厚さを有する単体の定着ベルトをそのガラスから自動的に剥離させた。
【0038】
実施例2:ポリイミドベルトまたはポリイミドベルト基材の調製
約5〜約30重量%の窒化ホウ素を、溶媒N−メチル−2−ピロリドン(NMP)を用いたポリアミック酸溶液中に分散させた。そのポリアミック酸溶液は、液体ポリイミドVTEC(商標)PI 1388(RBI,Inc.、Reading、PAから入手可)であった。その液体ポリイミドを、次に、押し出しコートし、約121℃で約20分間プレキュアさせ、次いで約204℃で約20分間完全に硬化させた。その得られたポリイミドベルトを、次に、標準的な超音波処理溶接を用いて溶接し、ポリイミド定着ベルトを形成した。
【0039】
実施例3:ポリイミドベルトまたはポリイミドベルト基材の調製
実施例2における約5%〜約30重量%の窒化ホウ素を有するVTEC(商標)PI 1388液体ポリイミドを、アルミニウム管にディップコートし、約121℃で短時間プレキュアさせ、次いで、約204℃で約20分間にわたって完全に硬化させた。多層ベルト用の継ぎ目無しのポリイミドベルトまたはポリイミドベルト基材がその結果得られた。
【0040】
実施例4:ポリイミドベルトまたはポリイミドベルト基材の特性
表1は、本開示の速硬化および低温硬化ポリイミド定着ベルトの特性を、現在市販されている1つのDuPontのKAPTON HNフィルムと比較している。表1に示されているように、本開示のポリイミドベルト/ベルト基材は、同等以上の特性、例えば、寸法安定性(より低い伸び率を参照)、より小さい湿度感受性(吸水率を参照)、より低い面摩擦(動摩擦係数を参照)などを有していた。
【0041】
【表1】

【符号の説明】
【0042】
100 ベルト式定着アセンブリ、105 ポリイミド基質、108 熱伝導性化学種、110 定着ベルト、110A,110B,110C ポリマーベルト、114 柔軟層、116 最上層、120 ヒーターアセンブリ、122 高温ハウジング、124 セラミックヒーター、130 バックアップロール、132 内側コア、134 内側ポリマー層、136 外側トナー離型層。
【技術分野】
【0001】
本発明は概して、ベルト材料および該ベルト材料を作製および使用するための方法に関し、より特定すれば、静電写真方式のデバイスおよびプロセス用に使用される速硬化および低温硬化ベルト材料に関する。
【背景技術】
【0002】
静電写真方式の印刷工業においては、定着ベルトがコンパクトな構造、低いエネルギー消費および高速であるという理由から、定着ロールを取り換えて定着ベルトを使用する傾向がある。例えば、最新の定着ベルトは、ポリイミド系溶液からのコーティングおよび硬化によって作製されたポリイミドベルトを含む。得られるポリイミドベルトの望ましい性質、特に力学的性質を得るために、その硬化プロセスは、多くの場合、300℃を超える高温で長時間にわたって行われる。例えば、従来型の硬化プロセスは、1回以上の1〜2時間のプリベークとそれに替わって続く約380℃で1時間の焼付けとを含む。
【0003】
場合によって、従来型のポリイミド材料は、硬化させない(例えば、硬化できない)か、または低温で部分的に硬化させることができる。しかしながら、かかるポリイミド材料は、ベルトとして使用するための望ましい力学的強度を提供することができない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
材料の特性を犠牲にすることなく容易でエネルギーを節約できる製造のために、速硬化および低温硬化ベルト材料を提供し、そのベルト材料を作製および使用するための方法を提供することが求められている。
【課題を解決するための手段】
【0005】
様々な実施形態に従って、本教示は、ベルト材料を作製するための方法を含む。該ベルト材料は、最初に、液体ポリイミド中に複数の熱伝導性化学種を含有するコーティング分散液を形成することによって形成することができる。そのコーティング分散液は、次に支持体にコートし、さらに、約300℃以下の温度で硬化して該ベルト材料を形成することができる。
【0006】
様々な実施形態に従って、本教示は、また、ベルト材料も含む。そのベルト材料は、最初に液体ポリイミド中に複数の熱伝導性化学種を含有するコーティング分散液を形成することによって形成することができる。そのコーティング分散液は、次いで支持体にコートし、約300℃以下の低温で硬化して該ベルト材料を形成することができる。
【0007】
様々な実施形態に従って、本教示は、定着ベルトをさらに含む。その定着ベルトは、速硬化および低温硬化ポリイミドベルト材料を含むことができ、または、その速硬化および低温硬化ポリイミドベルト材料をベルト基材として使用することができる。1つ以上のその他の層を、そのベルト基材上にその時形成することができる。
【0008】
本発明のさらなる目的および利点は、以下に続く説明の中で一部は示され、一部は、その説明により明らかとなり、または本発明の実践によって確認することができよう。本発明の目的および利点は、特に添付の特許請求の範囲に指摘されている要素および組み合わせによって実現され、獲得されよう。
【0009】
これまでの概要と以下の詳細な説明の両方は、単に例示的で説明のためのものであり、請求されている本発明を限定するものでないことを理解すべきである。この明細書に組み込まれており、その一部を構成している添付の図面は、本発明のいくつかの実施形態を示し、その解説と共に本発明の原理を説明している。
【図面の簡単な説明】
【0010】
【図1】本教示による定着ベルトを含んでいるベルト式定着アセンブリの断面図を表す図である。
【図2A】本教示による図1に示されている典型的な定着ベルトの一部分の断面図である。
【図2B】本教示による図1に示されている別の典型的な定着ベルトの一部分の断面図である。
【図2C】本教示による図1に示されているさらなる典型的な定着ベルトの一部分の断面図である。
【発明を実施するための形態】
【0011】
典型的な実施形態は、かくしてベルト材料を提供し、そのベルト材料を作製し、使用するための方法を提供することができる。一実施形態において、該ベルト材料は、ポリイミド樹脂中に分散している複数の熱伝導性化学種を含む速硬化および低温硬化ポリイミドベルトであり得る。別の実施形態において、該ベルト材料は、該ポリイミド樹脂中に分散している複数の熱伝導性化学種を含む速硬化および低温硬化ポリイミドベルト上に形成された1つ以上の層を含むことができる。例えば、該速硬化および低温硬化ポリイミドベルトまたはベルト基材は、約300℃以下の温度での約1時間未満の時間の長さで硬化させることができる。
【0012】
様々な実施形態において、本開示のベルト材料は、静電写真方式の印刷工業における「定着ベルト」として使用することができる。例証目的のために、用語「定着ベルト」が本明細書の記述を通して用いられ、また一方、その用語「定着ベルト」は、加圧作用ベルト、離型剤ドナーベルトまたは任意の固定ベルトを含むものの、これらに限定はされない静電写真方式の印刷装置またはプロセスにおける使用に適したその他のベルト様の構造物を包含することも意図されている。
【0013】
図1は、本教示による定着ベルトを含んでいるベルト式定着アセンブリ100の断面図を描いている。本開示の定着ベルトが、当業者には既知のその他のベルト式定着アセンブリ機構で使用できることを、当業者であれば理解するであろう。さらに、図1に描かれている該定着アセンブリ100が一般化された略図を表していること、および、その他のエレメント類/ベルト類を追加できることまたは既存のエレメント類/ベルト類を除去もしくは修正できることは当業者には見てすぐに分かるはずである。
【0014】
該定着アセンブリ100は、例えば、本教示に従って形成されたエンドレスの柔軟な定着ベルト110を含むことができる。該定着アセンブリ100は、さらに、ヒーターアセンブリ120および例示的なロールの形のバックアップ部材130を含むことができる。図示されている実施形態において、該バックアップロール130は、駆動することができ、該定着ベルト110はアイドラーベルトであり得る。しかしながら、当業者であれば理解できることであるが、その駆動機構は逆にすることができる。該定着ベルト110および該バックアップロール130は、その間に定着ニップ140の範囲を限定することができる。
【0015】
ヒーターアセンブリ120は、例えば液晶ポリマー等のポリマー材料から形成された高温ハウジング122を含むことができ、セラミックヒーター124をそのハウジング122に固定することができる。そのヒーター124は、例えば、アルミナから形成されたセラミック基材、そのセラミック基材上に供給された抵抗インクパターン、サーミスタ等の温度センサ、そのパターン上および該セラミック基材の露出部分に隣接して備えられているガラス保護層などをさらに含むことができる。かかるヒーター124は、当業者には既知であり得る。
【0016】
該バックアップロール130は、例えば、内側コア132、内側ポリマー層134、外側トナー離型層またはスリーブ136などを含むことができる。該内側コア132は、ポリマー材料、スチール、アルミニウムまたは同様の材料から形成することができる。該内側ポリマー層134は、例えば、シリコーンフォームまたはゴム材料から形成することができる。該外側離型層136は、例えば、PFA(ポリペルフルオロアルコキシ−テトラフルオロエチレン)またはその他のフルオロ樹脂材料から形成することができる。様々な実施形態において、従来型の駆動メカニズム(図示せず)を、該バックアップロール130の回転をもたらすために備えることができる。
【0017】
様々な実施形態において、輸送ベルト等の基材輸送装置(図示せず)は、図1に示されている基材Sを定着ニップ140中に時間通りに搬送するために備えることができる。トナー画像は、1つ以上の画像形成ステーションを経て各基材に提供することができる。そのトナー画像は、次に、基材/トナー画像に熱および圧力を加える、定着ベルト110、セラミックヒーター124およびバックアップロール130によって基材Sに定着させることができる。図示されている実施形態において、バックアップロール130の回転は、定着ニップ140を通る基材Sの移動をもたらすことができる。バックアップロール130および基材Sの動きは、定着ベルト110がセラミックヒーター124に対して移動するようにすることができる。
【0018】
図2Aは、本教示による図1に示されている典型的な定着ベルトの一部分の断面図である。
【0019】
図2Aに示されているように、該定着ベルト110は、そこを経由して熱を加えるポリマーベルト110A、例えば熱伝導性ポリマーベルトであり得る。図2Aに示されているように、該ポリマーベルト110Aは、平滑なシートまたはメッシュ状材料であり得る。そのポリマーベルト110Aは、継ぎ目を有するベルトも使用することができるが、例えば継ぎ目無しのエンドレスベルトであり得る。そのポリマーベルト110Aの厚さは、例えば、約50〜約500マイクロメートルであり得る。さらなる例においては、その厚さは、約60〜約400マイクロメートルであり得る。なおさらなる例においては、そのポリマー基材の厚さは、約70〜約300マイクロメートルであり得る。
【0020】
様々な実施形態において、該ポリマーベルト110Aは、ポリマー材料、例えば、ポリイミド、ポリエステル、ポリカーボネート、ポリアミド、ポリアミド−イミドまたはそれらの混合物もしくは組み合わせなどを含むことができる。説明を簡単にするために、本発明は、ここで、本開示の定着ベルト(例えば、図1の110および図2Aの110A)および本開示の定着装置(例えば、図1のアセンブリ100)に対してポリイミド系のベルトを使用するポリマーベルトに関して記述する。
【0021】
例えば、図2Aに示されているポリイミド系定着ベルトは、そのポリイミド基質105(「ポリイミドマトリックス105」ともいう)中に熱伝導性化学種108を分散させることによって作製することができる。この熱伝導性化学種108は、例えば、窒化ホウ素、酸化ベリリウム、窒化アルミニウム、炭化ケイ素、窒化ケイ素、アルミナまたはシリカを含むことができる。該熱伝導性化学種108は、該ポリイミドベルトの約5重量%から約50重量%までの範囲の量で分散させることができる。
【0022】
様々な実施形態において、本開示のポリイミド材料は、例えば、約5,000から約500,000まで、さらなる例においては、約10,000から約100,000までの数平均分子量を有することができる。本開示のポリイミド材料は、例えば、約50,000から約5,000,000まで、さらなる例においては、約100,000から約1,000,000までの重量平均分子量を有することができる。
【0023】
該ポリイミド系定着ベルトの形成の間に、例えば、複数の熱伝導性化学種、および、N−メチル−2−ピロリドン(NMP)などの有機極性溶媒を用いるポリアミック酸溶液を含むコーティング分散液(本明細書ではコーティング溶液またはコーティング懸濁液とも称される)を形成することができる。そのポリアミック酸溶液は、ポリイミド樹脂を調製するために使用することができる。
【0024】
上記のポリアミック酸溶液は、「液体ポリイミド」としても知られている。例えば、その液体ポリイミドは、Richard Blaine International,Incorporated(RBI),Inc.、Reading、PAから市販されており、VTEC(商標)PI1388の商標名および製品番号を有する。VTEC(商標)の称号のもとで、PI080−051、851、302、203、201またはPETI−5を含むその他の製品番号も使用することができる。例えば、VTEC液体ポリイミドは、安定した長期の保存寿命を提供することができ、その上、得られるVTECポリイミドは、欠陥がなくロット間の変動が最小限であり得る。
【0025】
どのような理論にも制限されることは望まないが、本開示のポリイミドは、アミンまたはカルボン酸のいずれかまたは両方がC=C置換基を含有する芳香族ジアミンと芳香族ジカルボン酸との反応によって調製することができるものと考えられる。例えば、2つの反応は、約300℃以下の低温硬化の間に起こり得る。その2つの反応は、(1)名目ばかりで不完全なイミド化、および(2)高い引張り強度を可能にする置換C=C基のフリーラジカル重合を含むことができる。本開示のポリイミド材料は従来型のポリイミド類とは異なり得ることに注意されたい。例えば、従来型のポリイミドは、その他の架橋プロセス(例えば、フリーラジカル重合)を何ら含まないイミド化反応単独で硬化させることができる。この理由のために、従来型のポリイミドベルトは、高い引張り強度を得るために300℃を超える硬化温度を必要とし、一方本開示のポリイミドベルトは、低温短時間で硬化させることができる。その後の硬化温度は、約150℃から約260℃までの範囲であり得、その後の硬化は約10分〜約120分で達成することができる。いくつかの実施形態において、硬化は、約40〜約100分で達成することができる。別の実施形態においては、その硬化時間は、約20分から約60分まで変動し得る。
【0026】
液体ポリイミド、すなわちポリアミック酸溶液は、熱伝導性化学種と混合してコーティング分散液を形成することができる。様々な実施形態において、そのコーティング分散液は、機械的処理、例えば、かき混ぜ、超音波処理またはアトライターボールミリング/グラインディングによって調製することができる。その調製されたコーティング分散液は、次いでコートされ、硬化させることができ、場合によっては、さらに溶接してベルトを形成させることができる。
【0027】
該コーティング分散液は、例えば、金属マンドレル、シリンダーの内周または平板基材などのコーティングの支持体にコートすることができる。得られるポリイミドベルトとしては、したがって、例えば、該コーティングの支持体の形に応じたベルトの形状の管形または非管形を挙げることができる。本明細書で用いられる用語「コート」とは、本開示の分散液を該コーティング支持体の材料または表面に、塗布、形成、または堆積する技術またはプロセスを意味する。それ故、用語「コーティング」または「コーティング技術」は本教示においては特に限定はされず、押し出しコーティング、バーコーティング、ディップコーティング、モールドコーティング、ペインティング、ブラシコーティング、ローラーコーティング、たんぽずり(pad application)、スプレーコーティング、スピンコーティング、キャスティング、またはフローコーティングを採用することができる。コーティングの支持体としては、例えば、ガラス、金属または任意のその他の適当な材料を挙げることができる。
【0028】
そのコートされたコーティング分散液は、次に、低温短時間で硬化乾燥してポリイミド樹脂を形成することができる。その硬化温度は、従来技術において使用される温度より低く、それにもかかわらず、得られるベルトに望ましい特性、特に機械的特性を与えることができる。例えば、ポリイミド系ベルトを形成するために従来技術で使用される温度は約380℃以上であり得、一方、本開示のポリイミド系ベルトは、約380℃未満、例えば、約300℃以下で硬化することができる。さらなる実施形態においては、その硬化温度は、約250℃以下であり得る。さらなる例においては、その硬化温度は、約200℃以下であり得る。
【0029】
様々な実施形態において、低温での段階的な硬化を実施することができる。例えば、コートした部材を約50℃〜約150℃の対流式オーブンに約20〜約40分間置くことができ、その温度を次に約150℃〜約250℃に上げることができ、さらなる硬化を20〜80分間にわたって起こすことができる。1つの典型的な実施形態においては、コートした部材は、約100℃の対流式オーブンに約20分間置き、約204℃で約20分間にわたってさらに硬化させることができる。その他の硬化スケジュールも可能である。当業者には既知の硬化スケジュールはここでの実施形態の範囲内であり得る。様々な実施形態において、硬化プロセスに続いて、その硬化した部材は、例えば約20℃〜約25℃のウォーターバスおよび/または室温の中で冷却することができる。
【0030】
複数の実施形態において、該コーティング分散液が非管形のコーティング支持体にコートされる場合、その硬化したポリイミドは、さらに溶接して定着ベルトを形成することができる。例えば超音波処理溶接などの標準的な溶接法を使用して、定着ベルトまたはその他の固定ベルトを形成することができる。
【0031】
様々な実施形態において、本明細書に記載の方法によって作製される定着ベルトは、所望の力学的性質を提供することができる。例えば、得られる定着ベルトは、約200から約500MPa以上までの範囲の引張り強度、または約0.10〜約0.50W/m・K以上の熱伝導度を有することができる。
【0032】
図1に戻って言及すると、該定着ベルト110は、図2Bおよび図2Cに示すように層をなす構造を含むことができる。その層をなす構造110B〜110Cは、例えば、典型的なポリイミド中に分散した熱伝導性粒子を含む図2Aのポリマーベルト110Aと同類であり得るポリマーベルト基材を含むことができる。すなわち、該ポリマーベルト110Aは、図1のベルト式定着アセンブリ100で使用される多層定着ベルト用のベルト基材としても使用することができる。
【0033】
図2Bに示されている典型的な実施形態において、該定着ベルト110は、例えば本開示のポリマーベルト基材110A上に形成されたシリコーンゴム層またはフルオロポリマー層などの最上層116を含むことができる。
【0034】
図2Cに示されている別の典型的な実施形態において、該定着ベルト110は、フルオロプラスチック層等の最上層116と本開示のポリマーベルト基材110Aとの間に配置された1つ以上の層を有することができる。例えば、シリコーンゴム層等の柔軟層114を該最上層116と本開示のポリマーベルト基材110Aとの間に配置することができる。
【0035】
本明細書に記載したように、定着ベルト110の最上層116は、例えば、フルオロポリマー類を含むことができる。そのフルオロポリマー類としては、以下に限定はされないが、PFA(ポリフルオロアルコキシポリテトラフルオロエチレン)、PTFE(ポリテトラフルオロエチレン)、またはFEP(フッ素化エチレンプロピレンコポリマー)、および/またはヘキサフルオロプロピレン(HFP)とフッ化ビニリデン(VDFまたはVF2)とのコポリマー類を含むフルオロエラストマー類;テトラフルオロエチレン(TFE)とフッ化ビニリデン(VDF)とヘキサフルオロプロピレン(HFP)とのターポリマー類:またはTFE、VF2、HFPを含むテトラポリマー類を含むフルオロプラスチック類を挙げることができる。これらのフルオロポリマー類は、Teflon(登録商標)PFA、Teflon(登録商標)PTFE、Teflon(登録商標)FEP、Viton A(登録商標)、Viton(登録商標)−B、およびViton(登録商標)−GF、Viton E(登録商標)、Viton E60C(登録商標)、Viton E430(登録商標)、Viton 910(登録商標)、Viton GH(登録商標)およびViton GF(登録商標)のような様々な称号により市場で入手することができる。Teflon(登録商標)およびViton(登録商標)の称号は、E.I.DuPont de Nemours,Inc.の商標である。
【0036】
その他の市販されているフルオロポリマー類としては、例えば、Fluorel 2170(登録商標)、Fluorel 2174(登録商標)、Fluorel 2176(登録商標)、Fluorel 2177(登録商標)およびFluorel LVS76(登録商標)を挙げることができ、Fluorel(登録商標)は、3M Companyの商標である。さらなる市販の材料としては、両方ともやはり3M Companyから入手できるAflas(登録商標)のポリ(プロピレン−テトラフルオロエチレン)およびFluorel II(登録商標)(LII900)のポリ(プロピレン−テトラフルオロエチレンフッ化ビニリデン)、ならびにMontedison Specialty Chemical Companyから入手できるFor−60KIR(登録商標)、For−LHF(登録商標)、NM(登録商標)、For−THF(登録商標)、For−TFS(登録商標)、TH(登録商標)、およびTN505(登録商標)として特定されるTecnoflonsを挙げることができる。
【実施例】
【0037】
実施例1:ポリイミドベルトまたはポリイミドベルト基材の調製
コーティング分散液を、媒体としてステンレスショットを用い、約800rpmで約3時間アトライターグラインディングすることによって調製した。そのコーティング分散液は、有機溶媒N−メチル−2−ピロリドン(NMP)中の液体ポリイミドVTEC(商標)PI 1388(RBI,Inc.、Reading、PAから入手可)を含んだ。そのコーティング分散液は、該NMP溶液中に、ZYP Coatings(Oak Ridge、TN)製の窒化ホウ素(BN)ナノ粉末ZGをさらに含んだ(ポリイミド/BN=80/20)。その分散液を、次に、バーコーティングによってガラスにコートし、次いで、最初は約100℃で約20分間硬化させ、次いで約204℃で約20分間硬化させた。硬化オーブンからの冷却した試料を一晩ウォーターバス中に浸し、約60μmの厚さを有する単体の定着ベルトをそのガラスから自動的に剥離させた。
【0038】
実施例2:ポリイミドベルトまたはポリイミドベルト基材の調製
約5〜約30重量%の窒化ホウ素を、溶媒N−メチル−2−ピロリドン(NMP)を用いたポリアミック酸溶液中に分散させた。そのポリアミック酸溶液は、液体ポリイミドVTEC(商標)PI 1388(RBI,Inc.、Reading、PAから入手可)であった。その液体ポリイミドを、次に、押し出しコートし、約121℃で約20分間プレキュアさせ、次いで約204℃で約20分間完全に硬化させた。その得られたポリイミドベルトを、次に、標準的な超音波処理溶接を用いて溶接し、ポリイミド定着ベルトを形成した。
【0039】
実施例3:ポリイミドベルトまたはポリイミドベルト基材の調製
実施例2における約5%〜約30重量%の窒化ホウ素を有するVTEC(商標)PI 1388液体ポリイミドを、アルミニウム管にディップコートし、約121℃で短時間プレキュアさせ、次いで、約204℃で約20分間にわたって完全に硬化させた。多層ベルト用の継ぎ目無しのポリイミドベルトまたはポリイミドベルト基材がその結果得られた。
【0040】
実施例4:ポリイミドベルトまたはポリイミドベルト基材の特性
表1は、本開示の速硬化および低温硬化ポリイミド定着ベルトの特性を、現在市販されている1つのDuPontのKAPTON HNフィルムと比較している。表1に示されているように、本開示のポリイミドベルト/ベルト基材は、同等以上の特性、例えば、寸法安定性(より低い伸び率を参照)、より小さい湿度感受性(吸水率を参照)、より低い面摩擦(動摩擦係数を参照)などを有していた。
【0041】
【表1】
【符号の説明】
【0042】
100 ベルト式定着アセンブリ、105 ポリイミド基質、108 熱伝導性化学種、110 定着ベルト、110A,110B,110C ポリマーベルト、114 柔軟層、116 最上層、120 ヒーターアセンブリ、122 高温ハウジング、124 セラミックヒーター、130 バックアップロール、132 内側コア、134 内側ポリマー層、136 外側トナー離型層。
【特許請求の範囲】
【請求項1】
ベルト材料を作製するための方法であって、
液体ポリイミド中に複数の熱伝導性化学種を含むコーティング分散液を形成するステップと、
該形成されたコーティング分散液を、支持体にコートするステップと、
該コートした支持体を約300℃以下の温度で硬化して該ベルト材料を形成するステップと
を含むことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、該コートした支持体を、最初に約50℃〜約150℃の温度で約20〜約40分間硬化させ、次いで約150℃〜約250℃の温度で約20〜約80分間硬化させるステップをさらに含むことを特徴とする方法。
【請求項3】
ベルト材料であって、
液体ポリイミド中に複数の熱伝導性化学種を含むコーティング分散液を形成するステップと、
該形成されたコーティング分散液を、支持体にコートするステップと、
該コートした支持体を約300℃以下の低温で硬化して該ベルト材料を形成するステップと
を含む方法によって形成されることを特徴とするベルト材料。
【請求項4】
請求項3に記載のベルト材料上に形成された最上層を有する定着ベルトであって、該最上層が、PFA(ポリフルオロアルコキシポリテトラフルオロエチレン)、PTFE(ポリテトラフルオロエチレン)、FEP(フッ素化エチレンプロピレンコポリマー)、ヘキサフルオロプロピレン(HFP)とフッ化ビニリデン(VDFまたはVF2)とのコポリマー類、テトラフルオロエチレン(TFE)とフッ化ビニリデン(VDF)とヘキサフルオロプロピレン(HFP)とのターポリマー類、またはTFE、VF2、HFPを含むテトラポリマー類の1つ以上を含むことを特徴とする定着ベルト。
【請求項1】
ベルト材料を作製するための方法であって、
液体ポリイミド中に複数の熱伝導性化学種を含むコーティング分散液を形成するステップと、
該形成されたコーティング分散液を、支持体にコートするステップと、
該コートした支持体を約300℃以下の温度で硬化して該ベルト材料を形成するステップと
を含むことを特徴とする方法。
【請求項2】
請求項1に記載の方法であって、該コートした支持体を、最初に約50℃〜約150℃の温度で約20〜約40分間硬化させ、次いで約150℃〜約250℃の温度で約20〜約80分間硬化させるステップをさらに含むことを特徴とする方法。
【請求項3】
ベルト材料であって、
液体ポリイミド中に複数の熱伝導性化学種を含むコーティング分散液を形成するステップと、
該形成されたコーティング分散液を、支持体にコートするステップと、
該コートした支持体を約300℃以下の低温で硬化して該ベルト材料を形成するステップと
を含む方法によって形成されることを特徴とするベルト材料。
【請求項4】
請求項3に記載のベルト材料上に形成された最上層を有する定着ベルトであって、該最上層が、PFA(ポリフルオロアルコキシポリテトラフルオロエチレン)、PTFE(ポリテトラフルオロエチレン)、FEP(フッ素化エチレンプロピレンコポリマー)、ヘキサフルオロプロピレン(HFP)とフッ化ビニリデン(VDFまたはVF2)とのコポリマー類、テトラフルオロエチレン(TFE)とフッ化ビニリデン(VDF)とヘキサフルオロプロピレン(HFP)とのターポリマー類、またはTFE、VF2、HFPを含むテトラポリマー類の1つ以上を含むことを特徴とする定着ベルト。
【図1】

【図2A】
【図2B】
【図2C】
【図2A】
【図2B】
【図2C】
【公開番号】特開2011−62959(P2011−62959A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−216722(P2009−216722)
【出願日】平成21年9月18日(2009.9.18)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月18日(2009.9.18)
【出願人】(596170170)ゼロックス コーポレイション (1,961)
【氏名又は名称原語表記】XEROX CORPORATION
【Fターム(参考)】
[ Back to top ]