
造形材料
【課題】造形性及び保形性に優れ、繰り返し造形が可能な造形材料を提供する。
【解決手段】粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料である。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【解決手段】粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料である。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は造形材料に関し、更に詳しくは、造形性に優れるとともに造形後の保形性に優れ、更に、加熱することにより繰り返し造形することが可能な造形材料に関する。
【背景技術】
【0002】
従来、造形用粘土としては、油粘土、紙粘土、樹脂粘土等が知られている。
また、樹脂粘土の一つとして、塩化ビニルペースト樹脂とゲル化速度の異なる2種以上の可塑剤を主成分とする組成物を、一定の温度下で加熱混練時間と見掛粘度を満足するように加熱混練し、手工材料用粘土として使用できるとともに、加熱することにより字消しとなし得る塩化ビニル樹脂系粘土が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3011410号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、油粘土は繰り返し造形できるものの、重力等の外力により変形しやすいので形状を長期保存できず、また透明性がないので造形性に制限があり、更に手が汚れるという問題がある。
また、紙粘土は透明性がないので造形性に制限があり、手が汚れるという問題の他に、封を切ると固化し使用不可となるという問題がある。また、樹脂粘土は封を切ると固化し使用不可となるという問題がある。
更に、これらの粘土は、造形後に加熱・乾燥等により一旦固化させると、再度軟化させ造形材料として使用することができない。従って、造形の修正をしたり造形のやり直しが不可能であるため、廃棄すれば材料のロスとならざるを得ず極めて不経済である。
更にまた、これらの粘土は生地自体の強度が十分でなく、例えば花びらのような薄物の造形には不適当である。
【0005】
また、特許文献1に記載の塩化ビニル樹脂系粘土は、手工材料としての粘土として利用できるとともに、加熱することにより字消しとなし得る特徴を有するものである。
しかしながら、このような塩化ビニル樹脂系粘土も、一旦造形した後は変形させたり、造形を修正することができず、廃棄すれば材料のロスとなるという、上記樹脂粘土と同じ問題を含んでいる。また、加熱混練時間と見掛粘度との複雑な関係式を満たすように材料を配合する必要があり、必ずしも容易に製造できるものとは云い難い。
【0006】
本発明はかかる実情に鑑み、上記従来技術の問題を解消し、造形性及び保形性に優れ、繰り返し造形することができ、製造も容易な造形材料を提供するものである。
【課題を解決するための手段】
【0007】
本発明は、下記の発明を包含するものである。
(1)粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
(2)貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃の範囲であることを特徴とする上記(1)記載の造形材料。
(3)貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が50〜65℃の範囲であることを特徴とする上記(1)記載の造形材料。
(4)粘弾性樹脂が軟化剤及び/又は充填剤を含有してなることを特徴とする上記(1)〜(3)のいずれかに記載の造形材料。
(5)粘弾性樹脂がポリエチレンからなることを特徴とする上記(1)〜(4)のいずれかに記載の造形材料。
【発明の効果】
【0008】
本発明の造形材料は、造形性に優れているので素手により容易に造形でき、強度があるので花びらのような薄物も容易に成形できるとともに、造形後は保形性に優れ変形や形崩れすることがない。また、加熱することにより繰り返し造形が可能であり、従って、造形の修正や変更も容易で、また失敗した場合でも、廃棄することなく再造形できるのでロスとなることがなく経済的である。また、不透明なものから、メタリックなもの、更には透明なものまで様々な色調、質感の造形材料及び造形物を得ることが可能である。
【0009】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が好ましくは45〜70℃、より好ましくは50〜65℃の範囲にある場合に、より造形性及び保形性に優れた造形材料が得られる。
【0010】
粘弾性樹脂が軟化剤及び/又は充填剤を含有することにより、粘弾性樹脂の選択の自由度が大きくなり、また造形性及び保形性の調整が容易となる。また、粘弾性樹脂としては、ポリエチレンが好適である。
【図面の簡単な説明】
【0011】
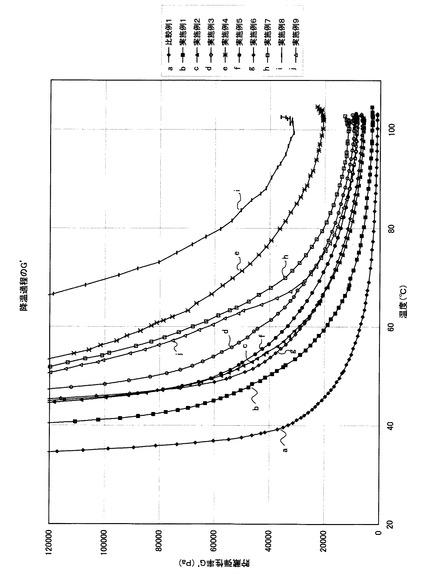
【図1】実施例及び比較例で得られた造形材料の貯蔵弾性率G′と温度との関係を示すグラフである。
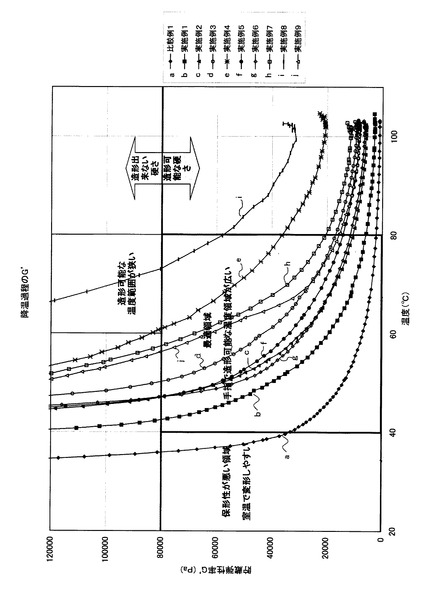
【図2】貯蔵弾性率G′と温度と、造形性と保形性との関係を模式的に示す説明図である。
【発明を実施するための形態】
【0012】
本発明の造形材料は、粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とするものである。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。尚、放冷とは室温で放置することにより温度を下げることを意味する。
【0013】
本発明において、造形(性)とは、造形材料の塑性変形を利用して、素手(手指)で造形材料を造形すること、即ち、練ったり、ひねったり、伸ばしたり、厚くしたり、薄くしたり、重ね合わせたり、繋ぎ合わせたりして所望の形を造り上げることを云い、このときの温度を造形温度と称する。また、保形性とは、造形物を展示したり、陳列したり、ある場所に置いた際に、温度等により造形物の形状が変化せず、そのまま保持されることを云う。
【0014】
本発明の造形材料は、下記の方法で測定した貯蔵弾性率G′(Gプライム)が、80,000Paのときの粘弾性樹脂の温度が40〜80℃の範囲であることが必要である。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【0015】
本発明の造形材料は、室温では固形であり、加熱することで軟化して造形可能な状態となり、再び室温まで冷却されると固化して造形した形状を維持することが特徴である。素手(手指)で造形するためには80℃以下で塑性を有していることが好ましく、保形性の観点から40℃以下で固化することが好ましい。
図2に、造形性および保形性と温度の関係を貯蔵弾性率G′で示す。素手(手指)で造形可能な状態とは、80〜40℃の温度範囲において貯蔵弾性率G′が80,000Paよりも低くなることが必要である。即ち、貯蔵弾性率G′が80,000Paよりも低いと、軟らかく伸びが大きい餅状になり、造形に適した状態となる。一方、貯蔵弾性率G′が80,000Paよりも高いと、硬くなり、伸びが小さすぎ、練りにくくなり、また、材料と材料との繋ぎ目がうまく繋がらなくなる等の造形性が悪くなる傾向になる。また、貯蔵弾性率G′が80,000Paよりも低くなる温度が80℃を越えると、塑性や伸びが不十分であり、また熱くなりすぎて素手(手指)で造形材料を造形するのが困難となる。
一方、造形物の保形性の観点からは、40℃の時に貯蔵弾性率G′が80,000Paよりも高いことが必要であり、より高い値になるほど硬くなり保形性が優れる。貯蔵弾性率G′が80,000Paとなる温度が40℃より低いと、室温で展示したり、陳列したりした際に変形しやすく、造形物の保形性が悪くなる傾向になる。
【0016】
造形温度への昇温時間が短く、昇温してから短時間で造形に取りかかれ、また、熱過ぎず素手(手指)での造形が容易であり、また、造形した後は、室温との温度差から造形物が変形しない観点から、好ましくは貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃が好ましく、50〜65℃がより好ましい。
【0017】
上記のような条件を満足する粘弾性樹脂としては、オレフィン系エラストマーが挙げられる。好ましくはポリエチレンであり、チーグラー・ナッタ触媒で得られるポリエチレン、メタロセン触媒で得られるポリエチレンのいずれでもよく、必要に応じ、併用することもできる。
【0018】
チーグラー・ナッタ触媒で得られるポリエチレンの市販品としては、例えば、タフマーP0080K(MFR40、比重0.87)、同P0180(MFR8.1、比重0.87)、同P0280(MFR5.4、比重0.87)、同P0480(MFR1.8、比重0.87)、同P0880(MFR0.4、比重0.87)(以上、三井化学工業株式会社製)等が挙げられ、これらは単独で又は2種以上組み合わせて用いられる。
【0019】
メタロセン触媒で得られるポリエチレンの市販品としては、例えば、エンゲージ8137(MFR13、比重0.86、デュポン製)、同8180(MFR0.5、比重0.86、ダウケミカル製)、同8407(MFR30、比重0.87、ダウケミカル製)、同8100(MFR1、比重0.87、ダウケミカル製)等が挙げられ、これらは単独で又は2種以上組み合わせて用いられる。
【0020】
上記ポリエチレンは上記したように単独でもよいが、MFRや密度の異なるものを2種以上組み合わせることにより、所望の造形性及び保形性を有する造形材料を得ることができる。
【0021】
本発明の造形材料は、粘弾性樹脂の他に、更に、軟化剤、充填剤、滑剤、有機・無機顔料、染料等の着色材、香料、安定剤、酸化防止剤、紫外線吸収剤、防カビ剤などの他の添加物を含有することができる。
【0022】
これらの添加物の中で、特に軟化剤、充填剤又はこれらの両方を含有させることにより、造形材料の造形性及び保形性を調整することが容易となる。
軟化剤としては、特に制限されないが、鉱物油、動植物油あるいはこれらを由来とする可塑剤が好適である。鉱物油として具体的には、パラフィン系プロセスオイル(例えば、出光興産製PW32)、ナフテン系プロセスオイル(例えば、出光興産製NP24)、芳香族系プロセスオイル等が挙げられる。動植物油として具体的には、菜種油、菜種白絞油、ひまし油、綿実油、亜麻仁油、大豆油、胡麻油、とうもろこし油、紅花油、パーム油、ヤシ油、落花生油、木蝋、ロジン、パインタール、トール油等が挙げられる。動植物油を由来とする可塑剤としてはグリセリン脂肪酸エステルが挙げられ、具体的にはグリセリンジアセトモノラウレート、グリセリントリアセテート、グリセロールジアセテート等が挙げられる。これらは単独で又は必要に応じ、2種以上組み合わせて用いられる。環境適応型観点からは、バイオマス由来の動植物油あるいはこれに由来する軟化剤を用いるのが好ましい。
軟化剤の配合量は、粘弾性樹脂自体の硬さ(又は軟らかさ)により一概に規定できないが、通常、粘弾性樹脂100重量部に対して0〜100重量部程度添加することができ、好ましくは0〜40重量部程度である。軟化剤が100重量部を越えるとブリードする場合がある。
【0023】
充填剤としては、特に制限されないが、重質炭酸カルシウム、軽質炭酸カルシウム、シリカ、マイカ、ガラスバルーン、木粉、珪藻土、酸化マグネシウム、酸化チタン、タルク、セリサイト、石英粉末、モンモリロナイト、ホタテ、カキ、しじみなどの貝殻粉末、卵殻粉末、有機中空粒子、無機中空粒子、セルロースパウダー等が挙げられる。これらは単独で又は必要に応じ、2種以上組み合わせて用いられる。環境適応型の観点からは、廃棄物として大量に発生するバイオマス由来のホタテ、カキ等の貝類粉末あるいは卵殻粉末を用いるのが好ましい。
充填剤の配合量は、粘弾性樹脂自体の硬さ(又は軟らかさ)により一概に規定できないが、通常、粘弾性樹脂100重量部に対して0〜200重量部添加することができ、好ましくは0〜100重量部である。充填剤が200重量部を越えると造形材料が硬くなり、十分な塑性が発現せず、混練性や造形性が低下する場合がある。
【0024】
本発明の造形材料は、粘弾性樹脂及び、必要に応じ、上記添加剤を1種又は2種以上添加して混練機に入れて混練される。このような混練機としては特に制限されないが、二軸押出機、バンバリーミキサー、加圧ニーダー、ミキシングロール等が挙げられ、混練温度は80〜120℃程度が好ましい。混練後、室温まで放冷又は冷却され本発明の造形材料とされる。
【0025】
得られた造形材料は、湯、ドライヤー、電器釜等で約40℃以上、造形可能な時間を長くし十分な造形時間を確保するためには、好ましくは80℃以上に加熱され、湯中で加熱した場合は水分を拭き取って、通常の粘土と同様にして、素手(手指)で、又は必要に応じ、ヘラ、型等を併用して所望の形に造形した後、室温まで冷却される。冷却は室内に放置(放冷)してもよく、水中、氷を含む水中や冷蔵庫等の中で冷却してもよい。
【実施例】
【0026】
以下、本発明を実施例に基づいて更に詳細に説明するが、本発明はかかる実施例のみに限定されるものではない。
以下の実施例、比較例で用いた材料を表1に示す。
【0027】
【表1】

【0028】
実施例1〜9、比較例1
表2に示す材料を加圧ニーダーにより120℃で混練した後、室温(25℃)まで放冷し造形材料を得た。
得られた造形材料(粘弾性樹脂または粘弾性樹脂組成物)を動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷して室温まで降温し、この降温過程における80〜40℃における貯蔵弾性率G′をプロットした。結果を図1に示す。また、貯蔵弾性率G′と温度と造形性との関係を模式的に図2に示す。
得られた造形材料を80℃以上のお湯の中で加温して、約80℃の造形材料を手指とヘラとでバラの花を造形した後、室内に放置して室温まで冷却した。
【0029】
上記の如く、得られた造形材料を用いて造形したときの造形性及び保形性を下記の基準により評価した。結果を表2に示す。
A:造形温度への昇温時間が短く、造形材料が熱過ぎないので素手(手指)で造形し易く、また、造形温度と室温との差が十分にあるので造形物は変形しない。
B:造形温度への昇温時間が比較的短く、造形材料が熱過ぎないので素手(手指)で造形し易く、また、室温との差があるので造形物は変形しにくい。
C1:造形温度への昇温時間が短く、造形材料が熱過ぎないので素手(手指)で造形し易いが、比較的室温との差が小さいので、夏季等の高温時には造形物が変形する場合がある。
C2:造形温度への昇温時間が長く、造形材料がやや熱いが素手(手指)での造形には特に問題はなく、また、造形温度と室温との差が非常に大きいので造形物は変形しない。
D:造形温度への昇温時間は非常に短く、造形材料が素手(手指)で造形し易いが、造形温度と室温との差が小さいので、夏季等に造形物が変形する。
【0030】
【表2】
【産業上の利用可能性】
【0031】
叙上のとおり、本発明の造形材料は、造形性及び保形性に優れるとともに、繰り返し造形できるので廃棄によるロスがなく極めて経済的である。
【技術分野】
【0001】
本発明は造形材料に関し、更に詳しくは、造形性に優れるとともに造形後の保形性に優れ、更に、加熱することにより繰り返し造形することが可能な造形材料に関する。
【背景技術】
【0002】
従来、造形用粘土としては、油粘土、紙粘土、樹脂粘土等が知られている。
また、樹脂粘土の一つとして、塩化ビニルペースト樹脂とゲル化速度の異なる2種以上の可塑剤を主成分とする組成物を、一定の温度下で加熱混練時間と見掛粘度を満足するように加熱混練し、手工材料用粘土として使用できるとともに、加熱することにより字消しとなし得る塩化ビニル樹脂系粘土が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第3011410号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、油粘土は繰り返し造形できるものの、重力等の外力により変形しやすいので形状を長期保存できず、また透明性がないので造形性に制限があり、更に手が汚れるという問題がある。
また、紙粘土は透明性がないので造形性に制限があり、手が汚れるという問題の他に、封を切ると固化し使用不可となるという問題がある。また、樹脂粘土は封を切ると固化し使用不可となるという問題がある。
更に、これらの粘土は、造形後に加熱・乾燥等により一旦固化させると、再度軟化させ造形材料として使用することができない。従って、造形の修正をしたり造形のやり直しが不可能であるため、廃棄すれば材料のロスとならざるを得ず極めて不経済である。
更にまた、これらの粘土は生地自体の強度が十分でなく、例えば花びらのような薄物の造形には不適当である。
【0005】
また、特許文献1に記載の塩化ビニル樹脂系粘土は、手工材料としての粘土として利用できるとともに、加熱することにより字消しとなし得る特徴を有するものである。
しかしながら、このような塩化ビニル樹脂系粘土も、一旦造形した後は変形させたり、造形を修正することができず、廃棄すれば材料のロスとなるという、上記樹脂粘土と同じ問題を含んでいる。また、加熱混練時間と見掛粘度との複雑な関係式を満たすように材料を配合する必要があり、必ずしも容易に製造できるものとは云い難い。
【0006】
本発明はかかる実情に鑑み、上記従来技術の問題を解消し、造形性及び保形性に優れ、繰り返し造形することができ、製造も容易な造形材料を提供するものである。
【課題を解決するための手段】
【0007】
本発明は、下記の発明を包含するものである。
(1)粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
(2)貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃の範囲であることを特徴とする上記(1)記載の造形材料。
(3)貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が50〜65℃の範囲であることを特徴とする上記(1)記載の造形材料。
(4)粘弾性樹脂が軟化剤及び/又は充填剤を含有してなることを特徴とする上記(1)〜(3)のいずれかに記載の造形材料。
(5)粘弾性樹脂がポリエチレンからなることを特徴とする上記(1)〜(4)のいずれかに記載の造形材料。
【発明の効果】
【0008】
本発明の造形材料は、造形性に優れているので素手により容易に造形でき、強度があるので花びらのような薄物も容易に成形できるとともに、造形後は保形性に優れ変形や形崩れすることがない。また、加熱することにより繰り返し造形が可能であり、従って、造形の修正や変更も容易で、また失敗した場合でも、廃棄することなく再造形できるのでロスとなることがなく経済的である。また、不透明なものから、メタリックなもの、更には透明なものまで様々な色調、質感の造形材料及び造形物を得ることが可能である。
【0009】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が好ましくは45〜70℃、より好ましくは50〜65℃の範囲にある場合に、より造形性及び保形性に優れた造形材料が得られる。
【0010】
粘弾性樹脂が軟化剤及び/又は充填剤を含有することにより、粘弾性樹脂の選択の自由度が大きくなり、また造形性及び保形性の調整が容易となる。また、粘弾性樹脂としては、ポリエチレンが好適である。
【図面の簡単な説明】
【0011】
【図1】実施例及び比較例で得られた造形材料の貯蔵弾性率G′と温度との関係を示すグラフである。
【図2】貯蔵弾性率G′と温度と、造形性と保形性との関係を模式的に示す説明図である。
【発明を実施するための形態】
【0012】
本発明の造形材料は、粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とするものである。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。尚、放冷とは室温で放置することにより温度を下げることを意味する。
【0013】
本発明において、造形(性)とは、造形材料の塑性変形を利用して、素手(手指)で造形材料を造形すること、即ち、練ったり、ひねったり、伸ばしたり、厚くしたり、薄くしたり、重ね合わせたり、繋ぎ合わせたりして所望の形を造り上げることを云い、このときの温度を造形温度と称する。また、保形性とは、造形物を展示したり、陳列したり、ある場所に置いた際に、温度等により造形物の形状が変化せず、そのまま保持されることを云う。
【0014】
本発明の造形材料は、下記の方法で測定した貯蔵弾性率G′(Gプライム)が、80,000Paのときの粘弾性樹脂の温度が40〜80℃の範囲であることが必要である。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【0015】
本発明の造形材料は、室温では固形であり、加熱することで軟化して造形可能な状態となり、再び室温まで冷却されると固化して造形した形状を維持することが特徴である。素手(手指)で造形するためには80℃以下で塑性を有していることが好ましく、保形性の観点から40℃以下で固化することが好ましい。
図2に、造形性および保形性と温度の関係を貯蔵弾性率G′で示す。素手(手指)で造形可能な状態とは、80〜40℃の温度範囲において貯蔵弾性率G′が80,000Paよりも低くなることが必要である。即ち、貯蔵弾性率G′が80,000Paよりも低いと、軟らかく伸びが大きい餅状になり、造形に適した状態となる。一方、貯蔵弾性率G′が80,000Paよりも高いと、硬くなり、伸びが小さすぎ、練りにくくなり、また、材料と材料との繋ぎ目がうまく繋がらなくなる等の造形性が悪くなる傾向になる。また、貯蔵弾性率G′が80,000Paよりも低くなる温度が80℃を越えると、塑性や伸びが不十分であり、また熱くなりすぎて素手(手指)で造形材料を造形するのが困難となる。
一方、造形物の保形性の観点からは、40℃の時に貯蔵弾性率G′が80,000Paよりも高いことが必要であり、より高い値になるほど硬くなり保形性が優れる。貯蔵弾性率G′が80,000Paとなる温度が40℃より低いと、室温で展示したり、陳列したりした際に変形しやすく、造形物の保形性が悪くなる傾向になる。
【0016】
造形温度への昇温時間が短く、昇温してから短時間で造形に取りかかれ、また、熱過ぎず素手(手指)での造形が容易であり、また、造形した後は、室温との温度差から造形物が変形しない観点から、好ましくは貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃が好ましく、50〜65℃がより好ましい。
【0017】
上記のような条件を満足する粘弾性樹脂としては、オレフィン系エラストマーが挙げられる。好ましくはポリエチレンであり、チーグラー・ナッタ触媒で得られるポリエチレン、メタロセン触媒で得られるポリエチレンのいずれでもよく、必要に応じ、併用することもできる。
【0018】
チーグラー・ナッタ触媒で得られるポリエチレンの市販品としては、例えば、タフマーP0080K(MFR40、比重0.87)、同P0180(MFR8.1、比重0.87)、同P0280(MFR5.4、比重0.87)、同P0480(MFR1.8、比重0.87)、同P0880(MFR0.4、比重0.87)(以上、三井化学工業株式会社製)等が挙げられ、これらは単独で又は2種以上組み合わせて用いられる。
【0019】
メタロセン触媒で得られるポリエチレンの市販品としては、例えば、エンゲージ8137(MFR13、比重0.86、デュポン製)、同8180(MFR0.5、比重0.86、ダウケミカル製)、同8407(MFR30、比重0.87、ダウケミカル製)、同8100(MFR1、比重0.87、ダウケミカル製)等が挙げられ、これらは単独で又は2種以上組み合わせて用いられる。
【0020】
上記ポリエチレンは上記したように単独でもよいが、MFRや密度の異なるものを2種以上組み合わせることにより、所望の造形性及び保形性を有する造形材料を得ることができる。
【0021】
本発明の造形材料は、粘弾性樹脂の他に、更に、軟化剤、充填剤、滑剤、有機・無機顔料、染料等の着色材、香料、安定剤、酸化防止剤、紫外線吸収剤、防カビ剤などの他の添加物を含有することができる。
【0022】
これらの添加物の中で、特に軟化剤、充填剤又はこれらの両方を含有させることにより、造形材料の造形性及び保形性を調整することが容易となる。
軟化剤としては、特に制限されないが、鉱物油、動植物油あるいはこれらを由来とする可塑剤が好適である。鉱物油として具体的には、パラフィン系プロセスオイル(例えば、出光興産製PW32)、ナフテン系プロセスオイル(例えば、出光興産製NP24)、芳香族系プロセスオイル等が挙げられる。動植物油として具体的には、菜種油、菜種白絞油、ひまし油、綿実油、亜麻仁油、大豆油、胡麻油、とうもろこし油、紅花油、パーム油、ヤシ油、落花生油、木蝋、ロジン、パインタール、トール油等が挙げられる。動植物油を由来とする可塑剤としてはグリセリン脂肪酸エステルが挙げられ、具体的にはグリセリンジアセトモノラウレート、グリセリントリアセテート、グリセロールジアセテート等が挙げられる。これらは単独で又は必要に応じ、2種以上組み合わせて用いられる。環境適応型観点からは、バイオマス由来の動植物油あるいはこれに由来する軟化剤を用いるのが好ましい。
軟化剤の配合量は、粘弾性樹脂自体の硬さ(又は軟らかさ)により一概に規定できないが、通常、粘弾性樹脂100重量部に対して0〜100重量部程度添加することができ、好ましくは0〜40重量部程度である。軟化剤が100重量部を越えるとブリードする場合がある。
【0023】
充填剤としては、特に制限されないが、重質炭酸カルシウム、軽質炭酸カルシウム、シリカ、マイカ、ガラスバルーン、木粉、珪藻土、酸化マグネシウム、酸化チタン、タルク、セリサイト、石英粉末、モンモリロナイト、ホタテ、カキ、しじみなどの貝殻粉末、卵殻粉末、有機中空粒子、無機中空粒子、セルロースパウダー等が挙げられる。これらは単独で又は必要に応じ、2種以上組み合わせて用いられる。環境適応型の観点からは、廃棄物として大量に発生するバイオマス由来のホタテ、カキ等の貝類粉末あるいは卵殻粉末を用いるのが好ましい。
充填剤の配合量は、粘弾性樹脂自体の硬さ(又は軟らかさ)により一概に規定できないが、通常、粘弾性樹脂100重量部に対して0〜200重量部添加することができ、好ましくは0〜100重量部である。充填剤が200重量部を越えると造形材料が硬くなり、十分な塑性が発現せず、混練性や造形性が低下する場合がある。
【0024】
本発明の造形材料は、粘弾性樹脂及び、必要に応じ、上記添加剤を1種又は2種以上添加して混練機に入れて混練される。このような混練機としては特に制限されないが、二軸押出機、バンバリーミキサー、加圧ニーダー、ミキシングロール等が挙げられ、混練温度は80〜120℃程度が好ましい。混練後、室温まで放冷又は冷却され本発明の造形材料とされる。
【0025】
得られた造形材料は、湯、ドライヤー、電器釜等で約40℃以上、造形可能な時間を長くし十分な造形時間を確保するためには、好ましくは80℃以上に加熱され、湯中で加熱した場合は水分を拭き取って、通常の粘土と同様にして、素手(手指)で、又は必要に応じ、ヘラ、型等を併用して所望の形に造形した後、室温まで冷却される。冷却は室内に放置(放冷)してもよく、水中、氷を含む水中や冷蔵庫等の中で冷却してもよい。
【実施例】
【0026】
以下、本発明を実施例に基づいて更に詳細に説明するが、本発明はかかる実施例のみに限定されるものではない。
以下の実施例、比較例で用いた材料を表1に示す。
【0027】
【表1】
【0028】
実施例1〜9、比較例1
表2に示す材料を加圧ニーダーにより120℃で混練した後、室温(25℃)まで放冷し造形材料を得た。
得られた造形材料(粘弾性樹脂または粘弾性樹脂組成物)を動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷して室温まで降温し、この降温過程における80〜40℃における貯蔵弾性率G′をプロットした。結果を図1に示す。また、貯蔵弾性率G′と温度と造形性との関係を模式的に図2に示す。
得られた造形材料を80℃以上のお湯の中で加温して、約80℃の造形材料を手指とヘラとでバラの花を造形した後、室内に放置して室温まで冷却した。
【0029】
上記の如く、得られた造形材料を用いて造形したときの造形性及び保形性を下記の基準により評価した。結果を表2に示す。
A:造形温度への昇温時間が短く、造形材料が熱過ぎないので素手(手指)で造形し易く、また、造形温度と室温との差が十分にあるので造形物は変形しない。
B:造形温度への昇温時間が比較的短く、造形材料が熱過ぎないので素手(手指)で造形し易く、また、室温との差があるので造形物は変形しにくい。
C1:造形温度への昇温時間が短く、造形材料が熱過ぎないので素手(手指)で造形し易いが、比較的室温との差が小さいので、夏季等の高温時には造形物が変形する場合がある。
C2:造形温度への昇温時間が長く、造形材料がやや熱いが素手(手指)での造形には特に問題はなく、また、造形温度と室温との差が非常に大きいので造形物は変形しない。
D:造形温度への昇温時間は非常に短く、造形材料が素手(手指)で造形し易いが、造形温度と室温との差が小さいので、夏季等に造形物が変形する。
【0030】
【表2】
【産業上の利用可能性】
【0031】
叙上のとおり、本発明の造形材料は、造形性及び保形性に優れるとともに、繰り返し造形できるので廃棄によるロスがなく極めて経済的である。
【特許請求の範囲】
【請求項1】
粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【請求項2】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃の範囲であることを特徴とする請求項1記載の造形材料。
【請求項3】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が50〜65℃の範囲であることを特徴とする請求項1記載の造形材料。
【請求項4】
粘弾性樹脂が軟化剤及び/又は充填剤を含有してなることを特徴とする請求項1〜3のいずれか1項に記載の造形材料。
【請求項5】
粘弾性樹脂がポリエチレンからなることを特徴とする請求項1〜4のいずれか1項に記載の造形材料。
【請求項1】
粘弾性樹脂からなり、下記の方法で測定した貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が80〜40℃の範囲にあることを特徴とする造形材料。
貯蔵弾性率G′:
動的粘弾性測定装置Rheosol-G1000T(株式会社ユービーエム製)を用い、粘弾性樹脂を10℃/分の昇温速度で室温から100℃まで昇温して3分間保持し、次いで、放冷により室温まで降温したときの80〜40℃における貯蔵弾性率G′。
【請求項2】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が45〜70℃の範囲であることを特徴とする請求項1記載の造形材料。
【請求項3】
貯蔵弾性率G′が80,000Paのときの粘弾性樹脂の温度が50〜65℃の範囲であることを特徴とする請求項1記載の造形材料。
【請求項4】
粘弾性樹脂が軟化剤及び/又は充填剤を含有してなることを特徴とする請求項1〜3のいずれか1項に記載の造形材料。
【請求項5】
粘弾性樹脂がポリエチレンからなることを特徴とする請求項1〜4のいずれか1項に記載の造形材料。
【図1】

【図2】
【図2】
【公開番号】特開2011−231168(P2011−231168A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−100775(P2010−100775)
【出願日】平成22年4月26日(2010.4.26)
【出願人】(000106782)株式会社シード (52)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月26日(2010.4.26)
【出願人】(000106782)株式会社シード (52)
【Fターム(参考)】
[ Back to top ]