
連続アングルを製織するためのシステム
製織物機(20)は、製織中、糸(34)によって連続アングル(30)を形成することを可能にするために、糸の綜こう(26B)、緯糸の挿入(64)、および杼口の形成に適した手段を備える。織物機はまた、三次元表面構造であって、その面の間およびその縁部に沿って糸が連続性を有する、表面構造を製織することを可能にするように縦型のオフセットシステム(66)を備えることも好ましい。この織物機は、複合構造における強化材として使用するために連続的な三面アングルを生成するのに特に適している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は製織分野に関し、さらに詳しくは、布の少なくとも1本のよこ糸が、たとえば浮き出て連続アングルを形成する工業用布の分野に関する。
【0002】
より一般には、本発明は、複数のストリップの引き通し、および好ましくは同じよこ糸を使用した、これらのストリップに平行な製織を可能にするシステムに関する。織物機のさまざまな要素が、そのサイズを縮小し、製織のさまざまな段階を円滑に進めるように最適化される。
【0003】
本発明によるシステムは、特に、六面体、特に三面コーナーから抜き出した、さまざまな縁部間で連続的に製織された構造を作り出すために使用される三次元表面製織用に設計されている。
【背景技術】
【0004】
製織は、糸状に組織化された繊維を基に布を作製するために古くから使用されてきている。工程が機械化および自動化され、あるいはたとえば複合材料の強化材としてなどの「工業用」として知られる繊維に使用されているにもかかわらず、現在の製織工程は、昔と同様の原理に基づいており、したがってその発展も最小限のものである。
【0005】
実際、全ての織布は、2つの種類に分割された糸のインターレースを含み、すなわち「たて糸」は、布の織端に平行な糸であり、「織模様」として知られるレイアウトに従って垂直列の「よこ糸」と互いに咬み合っている。最も簡単な織模様は、各々のよこ糸が、一方のよこ糸から他方のよこ糸への偏向を有して、たて糸の上下を連続的に通る交差からなる(平織り)。
【0006】
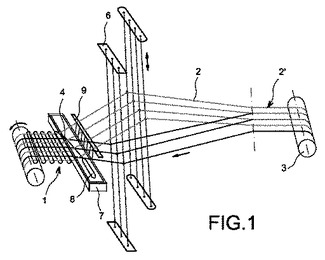
図1に示すものなどの製織1を行うために、最初、たて糸2は、互いに平行にかつ布1の幅に対応する幅にわたって同じ支持体、すなわち「織物機ビーム3」上に巻き取られ、脆弱であるが極めて大きな材料の場合は、この作動を円滑に進めるために「たて糸クリール」が使用される。よこ糸4は、たて糸2の間を通り、各々の通過は、「緯糸」に相当する。緯糸ベクトルのタイプに従って、たて糸2のウェブ2'が、特に摩擦に対する機械抵抗を増大させるように(たとえばドレッシングすることによって)調整され得る。
【0007】
各々の緯糸を通すことは、ウェブ2'内に「杼口」5を作製する、すなわちある角度をなす通過空間5が作り出されるように特定のたて糸2を互いに対して上下させることによって円滑に進められる。杼口5を作り出すために、たて糸2は、ヘルド6に返され、このヘルド6は、織物機ビーム3から送出するウェブ2'に対して垂直に移動することになる。さまざまな機構(枠、ジャカード)が、要求される織模様に従って杼口を作り出す。
【0008】
緯糸4の挿入は、さまざまなプロセスを用いて行うことができる。従来の形態の方法は、ある特定の長さのよこ糸4の巻き取りを含んでいる糸巻き8を保持するツールである杼7をストリップにわたって投じることを含む。しかし、この通過により、摩擦が生じる。のり剤の適用により、機械強度の増大がもたらさせることがあるが、こうした解決策は、全ての繊維、特に高強度の複合構造を有する強化糸に適用することは不可能である。
【0009】
したがって、緯糸を通すための他のシステムが開発された。特に、流体噴流(水または気体)は、糸をストリップの他方側に運ぶことができる。また、1つのレピアまたはさらには各々がストリップの半分にわたって延びる2つのレピアを使用することも可能であり、この場合、一方のレピアは、ストリップの中央によこ糸を送り出すようによこ糸を把持し、他方も同様である。ただし、こうした解決策は、有限の短い長さの糸を通すことだけを可能にする。それにもかかわらず、特定の用途では、よこ糸の連続性が重要になるということも生じる。
【0010】
最終的には、杼口を貫通して緯糸が通されるたびに、たて糸2を中の歯で保持するコーム9が、既に形成された布1に対して、たて糸2を押し下げ、その間、ヘルド6は、これもまた現在の織模様に依存する別の杼口5を作り出すように作動させられる。
【0011】
製織されるたて糸のストリップの準備には時間がかかることは明確である。特に、ヘルド6への、たて糸2の挿入は、精確に行われなければならず、コーム9の位置決めも同様である。こうした段階はまた、摩擦によって糸2に対して損傷を与える可能性もあり、それは、炭素繊維の場合は特に問題となる。さらに、ヘルド6およびコーム9の存在は、製織装置が相当な大きさの縦方向の寸法を有することを意味し、これは、短い有限の長さの布1だけが仕上げられる、たとえば工業用布には特に好ましくない。
【0012】
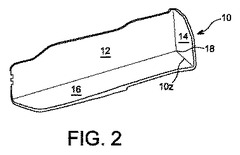
たとえば、航空分野では、箱状構造(「箱」という名前のもとで知られているようなもの)の一般には金属の要素と置き換えるための複合構造が開発されている。しかし、接合部においては、その形状は簡単なものであると考えられている「強化コーナー」(または「コーナーフィッティング」)が必要になる。図2Aに示された従来のコーナーフィッティング10は、たとえば(「半立方体」タイプ)のコーナー立方体アングルを形成する、ほぼ平坦な3つの二次元壁12,14,16を含む。
【0013】
確かなことには、製織作動から生じるプロシースが空間において3方向に配置された糸のインターレースを含む、いわゆる「三次元」製織法が開発されてきた。特に、Aerotiss(登録商標)法は、とりわけ航空機の先縁外皮を作り出すために使用され得るガラス繊維および多層インターレース炭素を製織するために使用される。より複雑な形状の部品については、組ひもを使用することができ、この組みひもにより、部品は、適切なマンドレル上において中空形状に直接作り出されることが可能になる。
【0014】
しかし、二次元壁を有するほとんどの三次元形状のように、強化された箱状コーナーの繊維プレフォームは、「平坦」にされた形態の壁のみから、かつ少なくとも2つの面14,16の間の縫製10zによって既存の機器上に作り出すことしかできない。
【0015】
ここでは、縫製は、別個の要素であり、航空機製作に不適合な機械強度という問題を引き起こすほどの脆弱性を有する。さらに、さまざまな平面に沿った繊維の連続性が保証されないために、強化機能の達成も完全ではない。このため、箱状コーナーは、箱状複合構造を有するものでも、金属媒体から製造される。
【0016】
さらに、複合応力は、他の製織部分における糸の連続性を示唆することができ、布内にアングルを形成する糸、すなわちある特定の長さにわたって布片の一方の縁部と平行であり、連続する長さにわたって他方の縁部と平行である糸を含む。この連続性は、特に航空機製作における工業用布の複合強化に対する基本となり得るものである。
【0017】
したがって、本製織物機は、特に工業用布の生成に対する、その使用に関して改良され得ることが明確である。
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明は、互いに直角であり、少なくとも3つの縁部に沿って連続的に連結された多種多様な面、たとえば縫製無しの三面コーナーなどを有する構造を作り出すように設計された装置を提案する。
【0019】
より一般的には、本発明は、製織される布片内にアングルを形成するための糸の挿入に使用される製織物機に関する。
【課題を解決するための手段】
【0020】
したがって、本発明の織物機は、互いに交差する2つのストリップを形成するために糸を挿入するのに使用される第1および第2の手段と、2つのストリップ内に杼口を形成する第1および第2の手段と、たとえば互いに対して取り付けられたコームを使用して緯糸を2つのストリップ中に押し入れる第1および第2の手段とを含む。
【0021】
ストリップの一方の形成が行われている間に他方が製織されるため、少なくとも2つの引き通し手段のうち一方、好ましくはその両方が開かれ、これらの手段はフックから構成されている。2つの杼口形成システムのうち一方、好ましくはその両方もまた開かれ、これは、そのシステムが、開かれた糸操作要素を含むことを意味する。サイズを縮小するために、杼口を形成するための糸の偏向は、好ましくは引き通しフックである操作要素に取り付けられたロッドを用いて行われることが有利であり、このロッドは、糸に圧力がかけられたとき、軸周りを枢動し、糸の移動を可能にする。ロッド上の2つの接触位置の間、すなわち初期化軸が全てのロッドを整列させるために、それらを押さえ付ける静止位置と、選択された推進要素が特定のフックを他のフックに関して偏向させるように特定のロッドを他の方向に押さえ付ける作動位置との間を切り替えるシステムが、杼口の形成を可能にすることが有利である。切り替えは、ロッドと同じ枢動軸の周りで行われることが好ましい。
【0022】
さらに、緯糸が、2つのストリップの間に連続的に挿入され、本発明の織物機は、十分な長さのよこ糸の巻き付けを含むことができるスプールを含む。織物機は、2つのストリップ間のコーナーにおけるスプールの挿入中、このスプールを受け入れるために使用される手段、好ましくは摩擦無しの挿入を確実にするためにスプールを誘導するための手段を含むこともできる一時的な保持手段が装備されたレセプタクルが装備される。
【0023】
緯糸は、各々のストリップにおいて製織方向を決定する挿入レピアにスプールを一時的に取り付けることによって方向付けられる方法で挿入されることが有利である。スプールの保持レセプタクルは、次いで、使用される各々のレピアの方向にその開口部を向けるような向きになるように装着されることが有利である。
【0024】
三次元表面製織を行うために、織物機は、製織表面をストリップに関して織物機構造に垂直な方向に偏向させることを可能にする手段、たとえば可動枠などが装備可能である。
【0025】
さまざまな静止摩擦を補償し、特に非伸張性炭素タイプの糸の製織を可能にするために、引き通しフックは、個々におよび/または集合的に作動する、ばねタイプの引張手段に関連付けられることが有利である。
【0026】
必要に応じて挿入レピアを伴うスプールを受けるシースを設けることにより、ストリップの第3の側部、すなわち第2の(またはさらには第3の)コーナーを製織するように構成することが可能である。織物機構造の1つの側部または2つの他の側部上の引き通しフックもまた提供可能である。
【0027】
本発明の他の特徴および利点は、以下に続く説明、および例示目的で提供され、限定されるものではない添付された図面を参照して読み取ることにより、さらにはっきりと明確になるであろう。
【図面の簡単な説明】
【0028】
【図1】従来の製織法を概略的に示す先に説明された図である。
【図2】箱状コーナーを形成するように製織された折り畳み部を示す概略図である。
【図3】本発明の1つの実施形態による製織物機を示す図である。
【図4】本発明による織物機において使用されることが好ましい杼口形成システムを示す図である。
【図5A】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5B】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5C】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5D】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5E】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5F】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5G】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5H】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【発明を実施するための形態】
【0029】
本発明によれば、三次元の製織された折り畳み部10を製造することが可能であり、このとき糸は、折り畳み部の各々の隣り合う面12,14,16間で連続している。特に、これにより、製織以外の方法を用いなくても、1つまたは複数のコーナーを形成することが可能になる。より一般的には、「平坦」な織模様であっても、本発明の製織物機は、布の2つの縁部に、それぞれ平行な糸の2つの部分の間にアングルを形成する糸のよこ糸内への挿入を可能にする。
【0030】
この目的のため、製織ストリップ内に挿入されるよこ糸は、2つの方向に挿入されることができなければならず、したがって2つの製織ストリップが、同時に形成されることができなければならない。
【0031】
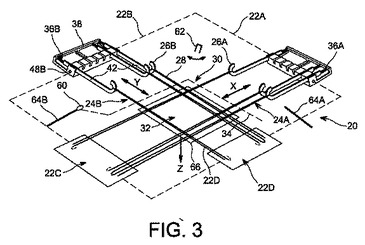
したがって、本発明による製織物機20は、その構造22の2つの隣り合う側部に、好ましくは互いに直角な側部に、糸を引き通す2つの手段を含み、この2つのうち少なくとも1つは、製織と同時に対応するストリップを形成するために開かれている(図3)。
【0032】
その結果、予想されるように、第1のストリップ24Aが、よこ糸によって製織されるために構造の第1の側部22Aと第3の側部22Cの間で伸張され得る。第2の側部22Bにおいては、織物機構造は、第2のストリップ24Bを形成するために糸28をその周りにかけるのに使用されるフック26Bを含む。第1のストリップ24Aの製織中、一次よこ糸28は、フック26Bの周りにかかるように、したがって製織片32の高さにある第1のストリップ24Aと共に、たとえば織模様が直角である場合は90°の閉アングル30を形成する、第2のストリップ24Bを形成するように延ばされる。このアングル30を単一のよこ糸を用いて連続的に製織することが可能である。特に、第1の面32が製織されたとき、二次よこ糸34は、フックに取り付けられずに、形成された第2のストリップ24Bを製織するのに使用することができ、このとき最初のよこ糸28は、たて糸として作用する。
【0033】
第1のストリップ24Aは、フック26Aによる同じストリップ形成のシステムを用いて所定の位置に配置されることが有利である。このシステムの開口部はまた、ストリップ24Aを形成する、たて糸の連続性も可能にし、これは、たとえば炭素またはアラミド繊維などの複合構造を強化するのに使用される繊維を製織する場合に特に有利である。
【0034】
フック26A,26Bは、それほど伸張性を有さない糸28を作用させるために使用されるループ引張システム36A,36Bに個々に関連付けられることが好ましい。糸を集合的に引っ張るための調節システム38もまた、布32の引張を保証することができる。ビームまたはクリールの「糸の保管(reserve)」機能は、最終プレフォームの寸法に十分なX,Yの後方偏向を有する、集合糸38のための引張調節装置によって置き換えられる。
【0035】
したがって、本発明によれば、最初のたて糸の引き通しは、たとえば手動で、取り付けフック26Aを含む第1の列の開放枠22A内において、必要に応じて各々の側部22A,22Cで行われる。このストリップ24Aの製織は、第1の面32の形成を可能にする。従来の二次元製織と同様に、本方法は、たて糸として作用する、織物機20上の所定位置に配置された第1の列の糸24A(一次たて糸)内へのよこ糸28の挿入を含む。この目的のため、織物機20は、従来のものでよい、あるいは第2のストリップの、後に説明するものと同一であることが好ましい第1の杼口形成システムを含む。
【0036】
慣習的な技術に従って、たとえば平織りで行われる第1の面32の製織に並行して、第2のストリップ24Bが形成される。第1の面32の織模様が直角である場合は、この第2のストリップ24Bは、特に第1の面32と垂直になる。この目的のため、第1の面32に使用されるよこ糸28は、ストリップ24Aを横断し、そのそれぞれのフック26Bの高さでループを作り、次いで他の方向に枠を再度横断する。所望の形状に応じて、第2の側部22Bの反対側にあり、有利には糸の連続性をもたらす開かれた引き通しフックにそれ自体もまた嵌合された第4の側部22Dの構造22上に、これらの一次よこ糸を締め付け(したがって第4のストリップ24Dを形成する)、あるいは製織片32の対向する縁部において他の方向に直接製織を開始することが可能である。
【0037】
したがって、平布32が、よこ糸として使用された糸(すなわち緯糸)28による枠22Bの第2のシステム内の引き通しと組み合わせて、開放枠のシステムによって得られ、これは、二次よこ糸34を挿入するために次の段階では、たて糸として使用されることになる、よこ糸28を引き通しながら、面32が製織されることを意味している。
【0038】
第2のストリップ24Bは、製織されることが意図されているため、杼口は、糸28間で開かれることができなければならない。本発明の織物機は、たとえば構造の第2の縁部22Bに平行な、ストリップ24Bを横断する第2の杼口形成システム40を含む。杼口形成システム40は、ストリップ24Bの形成を簡単にするために全開していることが好ましい。また、このシステムは、2つの分離可能な部分のへルドでもよく、通常通り進めるには、第1の部分は、ストリップの引き通し中開かれ、ストリップが形成されたときに第2の部分によって閉じられる。
【0039】
杼口の開口部は、このタイプのシステムによって課されるサイズより小さい場合、任意の枠またはジャガード機構無しで行われることが好ましい。糸28の選択、したがってその垂直移動は、好ましくはフック26Bに直接作用する傾斜システムによって行われる。第1のストリップ24Aの杼口形成システムもまた、引き通しフック26A上に直接作用する傾斜によって機能することが有利である。これは、複合構造のprosheathion用の傾斜システムに関連した製織ユニット内に見出されるような小型サイズに特に適している。
【0040】
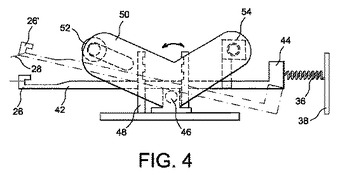
この目的のため、図4に示されるように、フック26の各々は、作動ロッド42の一方端に取り付けられ、ロッド42の他方端44は、たとえば引張システム36,38に結合される。
【0041】
ロッドの2つの端部26,44の間には、軸46が配置され、この軸は、フック26を上下させるために、作動ロッド42の一方の部分に及ぼされる推進力によって作動ロッド42の枢動を可能にする。ロッド42は、織物機構造20の縁部22を形成することができるランプ48によって誘導されることが有利である。
【0042】
フック26を上方向または下方向に傾斜させるために、傾斜システム50は、ロッド42の一方または他方の部分を押さえ付けることが好ましい。したがって、傾斜システム50は、全てのロッド42を整列させるためにそれらを一緒に作動させ、それによって好ましくは、たて糸のストリップ24の平面に対応する下位置に、フック26の初期位置を作り出す初期化軸52を含む。
【0043】
傾斜システム50はまた、作り出される織模様に従って上昇すべきフック26'を選択し、次いで、対応する作動ロッド42の他方の部分を押さえ付けることにより、杼口56を形成するために、それらのフックを上昇させる装置54も含む。したがって、選択装置54は、その作動方法に従って2つの位置になることができる、たとえば格納式の推進要素58を含むことができる。杼口56の形成中、選択装置54は、要素58をアクティブにし、その結果、要素58は、それらのロッド42上に圧力を及ぼしてフック26'を上昇させる。その後、この選択は、推進要素58の機械式または電気式選択により、作り出される織模様に従って変更される。
【0044】
初期化軸52および推進要素58は、初期化軸52の後退をもたらす、アクティブにされた推進要素58の作動などによって連結される。特に、この結合は、それ自体もまた傾動することによって機能し、操作ロッド42と同じ軸46の周りを枢動する、振動レバー50を含む。
【0045】
したがって、この運動力学は、2つの原理運動、すなわち杼口56を開くための杼口形成システムの傾斜軸46周りの正の回転および杼口を閉じる軸46周りの負の回転から構成される。
【0046】
a)フック26の選択システム54は、上位置にあり、下降軸52は下位置にある。したがって、フック26は、初期位置(下位置)にある。
【0047】
b)振動レバー50の正の回転により、選択システム54,58がフック26'を選択し、それらを上昇させることが可能になる。次いで、フック26'は、枢動し、上位置でランプ48を押さえ付ける。このようにして杼口56が開かれ、次いでよこ糸が挿入され、製織され得る。
【0048】
c)次に杼口56は、再び閉じることができる。この目的のため、負の回転のバレピアアーム50によって駆動される下降軸52が、上昇したフック26'を下降させる。したがって、このとき全てのフック26は、その初期位置(下位置)にあり、杼口は閉じられる。
【0049】
確かなことには、この例示した実施形態により、杼口56は、偶数のたて糸28によって形成されるが、これは工業用布、特に複合構造用の強化材には何ら問題はない。しかし、システム40は、たとえば引き通し中2つの連続するフック26の周りにループを作製することによって奇数の織模様にも適合可能であるはずである。また、糸の他の操作要素、たとえばストリップ24内の各々の糸28の周りに配置された一連のフックと作動ロッド42を結合させることも可能であるはずである。
【0050】
本発明による製織物機20により、第1の面32が製織されると同時に、作り出された2つのストリップ24A,24B(一次たて糸および二次たて糸)上で製織が行われ、このとき、よこ糸34は非直線方向に挿入される。
【0051】
コーナー30の形成中、二次よこ糸34の連続性を確実にするために、緯糸は、十分な長さの糸を含まなければならない。従来、よこ糸34は、スプール60の周りに巻き付く形態である。第1のストリップ24Aまたは第2のストリップ24B内への挿入手段を選択的に作動させること可能にするために、2つのストリップ24A,24Bの間によこ糸34のスプール60を一時的に配置することを可能するための手段が、織物機20上に提供される。特に、配置手段62は、スプール60のサイズに合わせて設計された円筒状のレセクタクル、すなわちスプール60が中に一時的に配置され得るシース62を含む。シース62は、たとえばステッチに結合されたクランプなどの適切な保持手段を備えることが有利である。シース62はまた、挿入中、スプール60とシース62の壁の間の摩擦または衝撃を回避するために使用される誘導手段を備えることもできる。たとえば、スプール60は、貫通または非貫通の相補的な形状の孔をそれ自体に備えるシース62内に入る端部に、先の尖った付属物(一体的にまたは付加的に)を備え、この孔は、孔内へのこの付属物の誘導によってスプール60の位置を漸進的に最調整するために使用される。
【0052】
シース62は、構造22内の第1と第2の側部22A,22Bの間、およびストリップ24Aと24Bの間に配置される。緯糸34は、各々のストリップ24内に所定の方向に挿入されるため、シース62は、回転式に装着されることが有利であり、その開口部は、緯糸34の挿入のいずれの方向にも面することができる。
【0053】
緯糸34の挿入は、各々のストリップ24内の指向性レピア64によって行われることが好ましい。次いで、各々のレピア64は、それを一時的にスプール60と結合させ、レピア64がシース62に到達したときにスプール60をシース62内に配置することを可能にし、したがって一方のレピアから他方のレピアへのスプール60の移動を可能にする手段(複数緯糸挿入システム)を含む。したがって、糸の連続性が保証され得ると共に、杼口を構成する糸への損傷も回避される。製織の場合、スプール60を運ぶ第1のレピア64Aが、たとえばストリップ24Aに直角に開かれた杼口内に挿入される。たて糸24Aのストリップの端部に到着した後、レピア64Aは、次いで、シース62内にスプール60を配設し、杼口から出て空にしてその初期位置に戻る。次いで、杼口形成システムは再度閉じ、必要に応じてタンピングコームが使用され、布が形成される。シース62は、他方のストリップ24Bに垂直な第2の方向に向きを変え、空のレピア64Bが、第2の杼口を通過するためにスプール60を取りに来る。
【0054】
この移動は、糸、したがって織模様をある一定の角度に沿って方向付けるために使用される。当然のことながら、製織物機上で製織されるストリップ24の数に応じて、複数のそのようなコーナー30を形成することが可能である。この場合、作り出されるアングル30と同じ数のシース62が存在する。この技術は、糸の連続性を確実にしながら、織模様の高い指向性を保証し、糸間の摩擦を最小限に抑える。
【0055】
コーナー30の製織に並行して、ストリップのX,Y平面に垂直な構成要素Zを含む方向の製織面32の偏向に進むことが有利である。たとえば、製織表面32をストリップ24A,24Bに関して下降させることにより、この表面32の上方にアングル30を形成し、第1の壁32および壁の2つのプレフォームを含む三次元の片を形成してコーナーを作製するように緯糸34を配置させることが可能になる。装置は、次いで、面12,14,16と縁部10zの間に糸の連続性を有する、たとえば図2による所望の三次元プロファイルに従って直接三面角状形態の折り畳み部を製織するために使用される。
【0056】
この目的のため、織物機20は、次いで、こうした偏向を行う手段66を含む。特に、製織は、構造22内に伸張された糸上で行われ、この構造22は、固定のままであるが、コーナー30の形成、布の引張、および縁部の「作製」を確実にするために第1の面32を押さえ付けることによって製織されたプレフォームを偏向させる可動式の成形枠66を含む。可動枠66は、第1の製織面32の表面に対応することが好ましいが、この面の縁部に隣接する領域、または二次よこ糸34の進路に沿った縁部のみに限定されてもよい。枠66は、製織中、方向Zで作用する糸34の最適な配置を達成するために、Z方向の製織の進行と同時に布を上昇させる。
【0057】
図5に示すように、織模様は、本発明の織物機を用いて以下の方法で作り出されることが好ましい。
【0058】
1.第1の段階では、上記で提示し、図3に示したように、第1のストリップ24Aの形成、第2のストリップ24Bの引き通しに並行した第1の面32の製織が行われる。緯糸28は、第1のレピアシステム64Aによってまたは手動で挿入可能である。緯糸28は、たて糸と連続的であってもなくてもよい。
【0059】
2.第1のストリップ24Aの杼口56Aが開く(図5A)。
【0060】
3.二次よこ糸34のスプール60をその端部に保持する第1のレピア64Aが、杼口56Aに挿入される。二次よこ糸34は、一次よこ糸28と一体化になり得ることができる。杼口を横断した後、レピア64Aは、第1のシース62内にスプール60を挿入し、シース62がスプール60を固定した後でこのスプール60を解放する(図5B)。
【0061】
4.第1のレピア64Aは、杼口56Aから出て、この杼口56Aが閉じる。この間、シース62は、第2のレピア64Bの方向に回転し、第2の列の枠が、第2のストリップ24B内の杼口56Bを開く(図5C)。
【0062】
5.第2のレピア64Bは、第2の杼口52B内に挿入され、そこに固定されたスプール60を取りに行く(図5D)。
【0063】
6.シース62は、スプール60を解放し、レピア64Bは、スプール60を有して杼口56Bから再び出る。次いで杼口56Bは閉じることができ、ストリップ24Bは作り直される。次いで、製織面32の各々の側部に挿入された緯糸34のタンピングに進み、このときアングル30が形成される(図5E)。
【0064】
7.三次元コーナーを作り出すため、第1の面32を垂直に偏向させるために可動枠66による推進力が存在する(図5F)。
【0065】
8.次いで、この手順が繰り返され、すなわち、第2のストリップ24B内の杼口56B'が開かれ、シース内にスプール60を置くために第2のレピア64Bが挿入され、シース62が第1のレピア64A方向に向きを変えるようにこのレピアを後退させ(図5G)、その後同様に続く。
【0066】
したがって、二次よこ糸34は、方向X、次いで方向Yに沿って非直線に挿入され、それによって直角面の形成が可能になる。これらの面の組成用の材料を供給するために、糸XおよびYの保管が集合的引張調節システムと組み合わせて使用される。
【0067】
各々の二次緯糸34のタンピングコームは、全てのアングル30が完成したときに進むために、さまざまな面に対して単一であることが好ましい。したがって、第1の面32に関する、よこ糸34の平行な向きが最適化される。
【0068】
したがって、本発明者は、図5Hに示したコーナー70を得、このコーナー70の糸72は、製織段階中の非直角の挿入および開放枠22A,22B内の引き通しによって連続性であり得る。これは、既存の三次元機器は「容積型」形状(立方体、円筒形など)またはプロファイル型(T、H、E、・・・)のみしか作り出さないため、特に有利である。本明細書では、この三次元機器は、二次元壁を有する三次元形状70の製造に関するものである。さらに、このシステムは、糸72の連続性に関する要件を満たす。加えて、Z軸に沿った移動により、三次元の折り畳み部10の形状を成形することが可能になり、それによってこの折り畳み部10の生成は極めて容易にされ、このとき、この生成は、その製織段階中に行われる。
【0069】
特に、この装置は、図2に従って箱状コーナーを形成するように設計され、この図では、片10の寸法は、約400mm×220mm×200mm程度のものであるか、さらには800×220×200mm3程度のものである。使用される炭素糸は、6,000〜24,000、好ましくは12,000の線条を含むことが有利である。各々の折り畳み部の単位面積あたりの最適な質量は、200g/m2〜1200g/m2、好ましくは600g/m2である。こうして作り出された三面アングル70により、樹脂が注入された後の箱状コーナー10の形成が可能になる。最終品の総容積における繊維の容積比は、55〜60%であることが有利である。プレフォームは、複合部分内の機械応力の方向に関して最終品10の強度を最適化するために、有利にはその糸の間に角度を有する同じ性質の他のプレフォーム上に重ね合わせることができることが好ましい。
【0070】
3つの矩形の三面コーナー70を用いて説明してきたが、他の選択肢も企図され得る。特に、第1の面32を互いに直角にならない面を形成するために斜めに偏向させることが可能である。また、第1の面32上に直角の織模様を生じさせないことも可能である。
【0071】
また、特に六面体に基づいて複数のコーナーを有する、4つまたは5つの面を含む構造を作り出すことも可能である。この場合、上述した段階5および6は、スプールが最後のレピアに到着するまで、あるいはスプールが完全なシーケンスを終え、段階7にとりかかるまで、存在するアングル30(したがってシース62)の数と同じだけ繰り返される。(面32の周りを4本の緯糸が通過した)完全なシーケンスが完了した場合、第1のレピア64Aでスプール60を取得し、それによって杼60が連続的に向きを変えて1つのレピアから次のレピアに進む、あるいは最後のレピアにおける「従来の」到着のように、スプールへの反転経路を生じさせ、それによってスプールが、その初期位置に到着するまでレピアによってシースからシースに移送されることが可能である。
【0072】
したがって、本発明の織物機は、より小型のサイズを可能にしながらも、必要に応じて三次元のアングルまたはコーナーを形成するように糸を製織することを可能にする最適化を含むということに鑑みて、複合構造用の強化材の製織に特に適している。しかし、他の応用例も同等に良好に企図可能であり、特に本発明の織物機を構成する要素の各々は、互いに独立して使用可能である。
【符号の説明】
【0073】
10 製織された折り畳み部
12,14,16 隣接する面
20 製織物機
22A 第1の側部
22B 第2の側部
24A 第1のストリップ
24B 第2のストリップ
26,44 端部
26A,26B,26B' フック
28,34 よこ糸
30 アングル
32 製織片
36A,36B ループ引張システム
38 調節システム
40 杼口形成システム
42 ロッド
46 軸
48 ランプ
50 傾斜システム
52 初期化軸
54 選択装置
56A,56B 杼口
58 推進要素
60 スプール
62 シース
64A 第1のレピア
64B 第2のレピア
66 可動式成形枠
70 コーナー
72 糸
【技術分野】
【0001】
本発明は製織分野に関し、さらに詳しくは、布の少なくとも1本のよこ糸が、たとえば浮き出て連続アングルを形成する工業用布の分野に関する。
【0002】
より一般には、本発明は、複数のストリップの引き通し、および好ましくは同じよこ糸を使用した、これらのストリップに平行な製織を可能にするシステムに関する。織物機のさまざまな要素が、そのサイズを縮小し、製織のさまざまな段階を円滑に進めるように最適化される。
【0003】
本発明によるシステムは、特に、六面体、特に三面コーナーから抜き出した、さまざまな縁部間で連続的に製織された構造を作り出すために使用される三次元表面製織用に設計されている。
【背景技術】
【0004】
製織は、糸状に組織化された繊維を基に布を作製するために古くから使用されてきている。工程が機械化および自動化され、あるいはたとえば複合材料の強化材としてなどの「工業用」として知られる繊維に使用されているにもかかわらず、現在の製織工程は、昔と同様の原理に基づいており、したがってその発展も最小限のものである。
【0005】
実際、全ての織布は、2つの種類に分割された糸のインターレースを含み、すなわち「たて糸」は、布の織端に平行な糸であり、「織模様」として知られるレイアウトに従って垂直列の「よこ糸」と互いに咬み合っている。最も簡単な織模様は、各々のよこ糸が、一方のよこ糸から他方のよこ糸への偏向を有して、たて糸の上下を連続的に通る交差からなる(平織り)。
【0006】
図1に示すものなどの製織1を行うために、最初、たて糸2は、互いに平行にかつ布1の幅に対応する幅にわたって同じ支持体、すなわち「織物機ビーム3」上に巻き取られ、脆弱であるが極めて大きな材料の場合は、この作動を円滑に進めるために「たて糸クリール」が使用される。よこ糸4は、たて糸2の間を通り、各々の通過は、「緯糸」に相当する。緯糸ベクトルのタイプに従って、たて糸2のウェブ2'が、特に摩擦に対する機械抵抗を増大させるように(たとえばドレッシングすることによって)調整され得る。
【0007】
各々の緯糸を通すことは、ウェブ2'内に「杼口」5を作製する、すなわちある角度をなす通過空間5が作り出されるように特定のたて糸2を互いに対して上下させることによって円滑に進められる。杼口5を作り出すために、たて糸2は、ヘルド6に返され、このヘルド6は、織物機ビーム3から送出するウェブ2'に対して垂直に移動することになる。さまざまな機構(枠、ジャカード)が、要求される織模様に従って杼口を作り出す。
【0008】
緯糸4の挿入は、さまざまなプロセスを用いて行うことができる。従来の形態の方法は、ある特定の長さのよこ糸4の巻き取りを含んでいる糸巻き8を保持するツールである杼7をストリップにわたって投じることを含む。しかし、この通過により、摩擦が生じる。のり剤の適用により、機械強度の増大がもたらさせることがあるが、こうした解決策は、全ての繊維、特に高強度の複合構造を有する強化糸に適用することは不可能である。
【0009】
したがって、緯糸を通すための他のシステムが開発された。特に、流体噴流(水または気体)は、糸をストリップの他方側に運ぶことができる。また、1つのレピアまたはさらには各々がストリップの半分にわたって延びる2つのレピアを使用することも可能であり、この場合、一方のレピアは、ストリップの中央によこ糸を送り出すようによこ糸を把持し、他方も同様である。ただし、こうした解決策は、有限の短い長さの糸を通すことだけを可能にする。それにもかかわらず、特定の用途では、よこ糸の連続性が重要になるということも生じる。
【0010】
最終的には、杼口を貫通して緯糸が通されるたびに、たて糸2を中の歯で保持するコーム9が、既に形成された布1に対して、たて糸2を押し下げ、その間、ヘルド6は、これもまた現在の織模様に依存する別の杼口5を作り出すように作動させられる。
【0011】
製織されるたて糸のストリップの準備には時間がかかることは明確である。特に、ヘルド6への、たて糸2の挿入は、精確に行われなければならず、コーム9の位置決めも同様である。こうした段階はまた、摩擦によって糸2に対して損傷を与える可能性もあり、それは、炭素繊維の場合は特に問題となる。さらに、ヘルド6およびコーム9の存在は、製織装置が相当な大きさの縦方向の寸法を有することを意味し、これは、短い有限の長さの布1だけが仕上げられる、たとえば工業用布には特に好ましくない。
【0012】
たとえば、航空分野では、箱状構造(「箱」という名前のもとで知られているようなもの)の一般には金属の要素と置き換えるための複合構造が開発されている。しかし、接合部においては、その形状は簡単なものであると考えられている「強化コーナー」(または「コーナーフィッティング」)が必要になる。図2Aに示された従来のコーナーフィッティング10は、たとえば(「半立方体」タイプ)のコーナー立方体アングルを形成する、ほぼ平坦な3つの二次元壁12,14,16を含む。
【0013】
確かなことには、製織作動から生じるプロシースが空間において3方向に配置された糸のインターレースを含む、いわゆる「三次元」製織法が開発されてきた。特に、Aerotiss(登録商標)法は、とりわけ航空機の先縁外皮を作り出すために使用され得るガラス繊維および多層インターレース炭素を製織するために使用される。より複雑な形状の部品については、組ひもを使用することができ、この組みひもにより、部品は、適切なマンドレル上において中空形状に直接作り出されることが可能になる。
【0014】
しかし、二次元壁を有するほとんどの三次元形状のように、強化された箱状コーナーの繊維プレフォームは、「平坦」にされた形態の壁のみから、かつ少なくとも2つの面14,16の間の縫製10zによって既存の機器上に作り出すことしかできない。
【0015】
ここでは、縫製は、別個の要素であり、航空機製作に不適合な機械強度という問題を引き起こすほどの脆弱性を有する。さらに、さまざまな平面に沿った繊維の連続性が保証されないために、強化機能の達成も完全ではない。このため、箱状コーナーは、箱状複合構造を有するものでも、金属媒体から製造される。
【0016】
さらに、複合応力は、他の製織部分における糸の連続性を示唆することができ、布内にアングルを形成する糸、すなわちある特定の長さにわたって布片の一方の縁部と平行であり、連続する長さにわたって他方の縁部と平行である糸を含む。この連続性は、特に航空機製作における工業用布の複合強化に対する基本となり得るものである。
【0017】
したがって、本製織物機は、特に工業用布の生成に対する、その使用に関して改良され得ることが明確である。
【発明の概要】
【発明が解決しようとする課題】
【0018】
本発明は、互いに直角であり、少なくとも3つの縁部に沿って連続的に連結された多種多様な面、たとえば縫製無しの三面コーナーなどを有する構造を作り出すように設計された装置を提案する。
【0019】
より一般的には、本発明は、製織される布片内にアングルを形成するための糸の挿入に使用される製織物機に関する。
【課題を解決するための手段】
【0020】
したがって、本発明の織物機は、互いに交差する2つのストリップを形成するために糸を挿入するのに使用される第1および第2の手段と、2つのストリップ内に杼口を形成する第1および第2の手段と、たとえば互いに対して取り付けられたコームを使用して緯糸を2つのストリップ中に押し入れる第1および第2の手段とを含む。
【0021】
ストリップの一方の形成が行われている間に他方が製織されるため、少なくとも2つの引き通し手段のうち一方、好ましくはその両方が開かれ、これらの手段はフックから構成されている。2つの杼口形成システムのうち一方、好ましくはその両方もまた開かれ、これは、そのシステムが、開かれた糸操作要素を含むことを意味する。サイズを縮小するために、杼口を形成するための糸の偏向は、好ましくは引き通しフックである操作要素に取り付けられたロッドを用いて行われることが有利であり、このロッドは、糸に圧力がかけられたとき、軸周りを枢動し、糸の移動を可能にする。ロッド上の2つの接触位置の間、すなわち初期化軸が全てのロッドを整列させるために、それらを押さえ付ける静止位置と、選択された推進要素が特定のフックを他のフックに関して偏向させるように特定のロッドを他の方向に押さえ付ける作動位置との間を切り替えるシステムが、杼口の形成を可能にすることが有利である。切り替えは、ロッドと同じ枢動軸の周りで行われることが好ましい。
【0022】
さらに、緯糸が、2つのストリップの間に連続的に挿入され、本発明の織物機は、十分な長さのよこ糸の巻き付けを含むことができるスプールを含む。織物機は、2つのストリップ間のコーナーにおけるスプールの挿入中、このスプールを受け入れるために使用される手段、好ましくは摩擦無しの挿入を確実にするためにスプールを誘導するための手段を含むこともできる一時的な保持手段が装備されたレセプタクルが装備される。
【0023】
緯糸は、各々のストリップにおいて製織方向を決定する挿入レピアにスプールを一時的に取り付けることによって方向付けられる方法で挿入されることが有利である。スプールの保持レセプタクルは、次いで、使用される各々のレピアの方向にその開口部を向けるような向きになるように装着されることが有利である。
【0024】
三次元表面製織を行うために、織物機は、製織表面をストリップに関して織物機構造に垂直な方向に偏向させることを可能にする手段、たとえば可動枠などが装備可能である。
【0025】
さまざまな静止摩擦を補償し、特に非伸張性炭素タイプの糸の製織を可能にするために、引き通しフックは、個々におよび/または集合的に作動する、ばねタイプの引張手段に関連付けられることが有利である。
【0026】
必要に応じて挿入レピアを伴うスプールを受けるシースを設けることにより、ストリップの第3の側部、すなわち第2の(またはさらには第3の)コーナーを製織するように構成することが可能である。織物機構造の1つの側部または2つの他の側部上の引き通しフックもまた提供可能である。
【0027】
本発明の他の特徴および利点は、以下に続く説明、および例示目的で提供され、限定されるものではない添付された図面を参照して読み取ることにより、さらにはっきりと明確になるであろう。
【図面の簡単な説明】
【0028】
【図1】従来の製織法を概略的に示す先に説明された図である。
【図2】箱状コーナーを形成するように製織された折り畳み部を示す概略図である。
【図3】本発明の1つの実施形態による製織物機を示す図である。
【図4】本発明による織物機において使用されることが好ましい杼口形成システムを示す図である。
【図5A】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5B】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5C】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5D】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5E】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5F】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5G】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【図5H】本発明による織物機を用いた三次元表面製織の方法を示す図である。
【発明を実施するための形態】
【0029】
本発明によれば、三次元の製織された折り畳み部10を製造することが可能であり、このとき糸は、折り畳み部の各々の隣り合う面12,14,16間で連続している。特に、これにより、製織以外の方法を用いなくても、1つまたは複数のコーナーを形成することが可能になる。より一般的には、「平坦」な織模様であっても、本発明の製織物機は、布の2つの縁部に、それぞれ平行な糸の2つの部分の間にアングルを形成する糸のよこ糸内への挿入を可能にする。
【0030】
この目的のため、製織ストリップ内に挿入されるよこ糸は、2つの方向に挿入されることができなければならず、したがって2つの製織ストリップが、同時に形成されることができなければならない。
【0031】
したがって、本発明による製織物機20は、その構造22の2つの隣り合う側部に、好ましくは互いに直角な側部に、糸を引き通す2つの手段を含み、この2つのうち少なくとも1つは、製織と同時に対応するストリップを形成するために開かれている(図3)。
【0032】
その結果、予想されるように、第1のストリップ24Aが、よこ糸によって製織されるために構造の第1の側部22Aと第3の側部22Cの間で伸張され得る。第2の側部22Bにおいては、織物機構造は、第2のストリップ24Bを形成するために糸28をその周りにかけるのに使用されるフック26Bを含む。第1のストリップ24Aの製織中、一次よこ糸28は、フック26Bの周りにかかるように、したがって製織片32の高さにある第1のストリップ24Aと共に、たとえば織模様が直角である場合は90°の閉アングル30を形成する、第2のストリップ24Bを形成するように延ばされる。このアングル30を単一のよこ糸を用いて連続的に製織することが可能である。特に、第1の面32が製織されたとき、二次よこ糸34は、フックに取り付けられずに、形成された第2のストリップ24Bを製織するのに使用することができ、このとき最初のよこ糸28は、たて糸として作用する。
【0033】
第1のストリップ24Aは、フック26Aによる同じストリップ形成のシステムを用いて所定の位置に配置されることが有利である。このシステムの開口部はまた、ストリップ24Aを形成する、たて糸の連続性も可能にし、これは、たとえば炭素またはアラミド繊維などの複合構造を強化するのに使用される繊維を製織する場合に特に有利である。
【0034】
フック26A,26Bは、それほど伸張性を有さない糸28を作用させるために使用されるループ引張システム36A,36Bに個々に関連付けられることが好ましい。糸を集合的に引っ張るための調節システム38もまた、布32の引張を保証することができる。ビームまたはクリールの「糸の保管(reserve)」機能は、最終プレフォームの寸法に十分なX,Yの後方偏向を有する、集合糸38のための引張調節装置によって置き換えられる。
【0035】
したがって、本発明によれば、最初のたて糸の引き通しは、たとえば手動で、取り付けフック26Aを含む第1の列の開放枠22A内において、必要に応じて各々の側部22A,22Cで行われる。このストリップ24Aの製織は、第1の面32の形成を可能にする。従来の二次元製織と同様に、本方法は、たて糸として作用する、織物機20上の所定位置に配置された第1の列の糸24A(一次たて糸)内へのよこ糸28の挿入を含む。この目的のため、織物機20は、従来のものでよい、あるいは第2のストリップの、後に説明するものと同一であることが好ましい第1の杼口形成システムを含む。
【0036】
慣習的な技術に従って、たとえば平織りで行われる第1の面32の製織に並行して、第2のストリップ24Bが形成される。第1の面32の織模様が直角である場合は、この第2のストリップ24Bは、特に第1の面32と垂直になる。この目的のため、第1の面32に使用されるよこ糸28は、ストリップ24Aを横断し、そのそれぞれのフック26Bの高さでループを作り、次いで他の方向に枠を再度横断する。所望の形状に応じて、第2の側部22Bの反対側にあり、有利には糸の連続性をもたらす開かれた引き通しフックにそれ自体もまた嵌合された第4の側部22Dの構造22上に、これらの一次よこ糸を締め付け(したがって第4のストリップ24Dを形成する)、あるいは製織片32の対向する縁部において他の方向に直接製織を開始することが可能である。
【0037】
したがって、平布32が、よこ糸として使用された糸(すなわち緯糸)28による枠22Bの第2のシステム内の引き通しと組み合わせて、開放枠のシステムによって得られ、これは、二次よこ糸34を挿入するために次の段階では、たて糸として使用されることになる、よこ糸28を引き通しながら、面32が製織されることを意味している。
【0038】
第2のストリップ24Bは、製織されることが意図されているため、杼口は、糸28間で開かれることができなければならない。本発明の織物機は、たとえば構造の第2の縁部22Bに平行な、ストリップ24Bを横断する第2の杼口形成システム40を含む。杼口形成システム40は、ストリップ24Bの形成を簡単にするために全開していることが好ましい。また、このシステムは、2つの分離可能な部分のへルドでもよく、通常通り進めるには、第1の部分は、ストリップの引き通し中開かれ、ストリップが形成されたときに第2の部分によって閉じられる。
【0039】
杼口の開口部は、このタイプのシステムによって課されるサイズより小さい場合、任意の枠またはジャガード機構無しで行われることが好ましい。糸28の選択、したがってその垂直移動は、好ましくはフック26Bに直接作用する傾斜システムによって行われる。第1のストリップ24Aの杼口形成システムもまた、引き通しフック26A上に直接作用する傾斜によって機能することが有利である。これは、複合構造のprosheathion用の傾斜システムに関連した製織ユニット内に見出されるような小型サイズに特に適している。
【0040】
この目的のため、図4に示されるように、フック26の各々は、作動ロッド42の一方端に取り付けられ、ロッド42の他方端44は、たとえば引張システム36,38に結合される。
【0041】
ロッドの2つの端部26,44の間には、軸46が配置され、この軸は、フック26を上下させるために、作動ロッド42の一方の部分に及ぼされる推進力によって作動ロッド42の枢動を可能にする。ロッド42は、織物機構造20の縁部22を形成することができるランプ48によって誘導されることが有利である。
【0042】
フック26を上方向または下方向に傾斜させるために、傾斜システム50は、ロッド42の一方または他方の部分を押さえ付けることが好ましい。したがって、傾斜システム50は、全てのロッド42を整列させるためにそれらを一緒に作動させ、それによって好ましくは、たて糸のストリップ24の平面に対応する下位置に、フック26の初期位置を作り出す初期化軸52を含む。
【0043】
傾斜システム50はまた、作り出される織模様に従って上昇すべきフック26'を選択し、次いで、対応する作動ロッド42の他方の部分を押さえ付けることにより、杼口56を形成するために、それらのフックを上昇させる装置54も含む。したがって、選択装置54は、その作動方法に従って2つの位置になることができる、たとえば格納式の推進要素58を含むことができる。杼口56の形成中、選択装置54は、要素58をアクティブにし、その結果、要素58は、それらのロッド42上に圧力を及ぼしてフック26'を上昇させる。その後、この選択は、推進要素58の機械式または電気式選択により、作り出される織模様に従って変更される。
【0044】
初期化軸52および推進要素58は、初期化軸52の後退をもたらす、アクティブにされた推進要素58の作動などによって連結される。特に、この結合は、それ自体もまた傾動することによって機能し、操作ロッド42と同じ軸46の周りを枢動する、振動レバー50を含む。
【0045】
したがって、この運動力学は、2つの原理運動、すなわち杼口56を開くための杼口形成システムの傾斜軸46周りの正の回転および杼口を閉じる軸46周りの負の回転から構成される。
【0046】
a)フック26の選択システム54は、上位置にあり、下降軸52は下位置にある。したがって、フック26は、初期位置(下位置)にある。
【0047】
b)振動レバー50の正の回転により、選択システム54,58がフック26'を選択し、それらを上昇させることが可能になる。次いで、フック26'は、枢動し、上位置でランプ48を押さえ付ける。このようにして杼口56が開かれ、次いでよこ糸が挿入され、製織され得る。
【0048】
c)次に杼口56は、再び閉じることができる。この目的のため、負の回転のバレピアアーム50によって駆動される下降軸52が、上昇したフック26'を下降させる。したがって、このとき全てのフック26は、その初期位置(下位置)にあり、杼口は閉じられる。
【0049】
確かなことには、この例示した実施形態により、杼口56は、偶数のたて糸28によって形成されるが、これは工業用布、特に複合構造用の強化材には何ら問題はない。しかし、システム40は、たとえば引き通し中2つの連続するフック26の周りにループを作製することによって奇数の織模様にも適合可能であるはずである。また、糸の他の操作要素、たとえばストリップ24内の各々の糸28の周りに配置された一連のフックと作動ロッド42を結合させることも可能であるはずである。
【0050】
本発明による製織物機20により、第1の面32が製織されると同時に、作り出された2つのストリップ24A,24B(一次たて糸および二次たて糸)上で製織が行われ、このとき、よこ糸34は非直線方向に挿入される。
【0051】
コーナー30の形成中、二次よこ糸34の連続性を確実にするために、緯糸は、十分な長さの糸を含まなければならない。従来、よこ糸34は、スプール60の周りに巻き付く形態である。第1のストリップ24Aまたは第2のストリップ24B内への挿入手段を選択的に作動させること可能にするために、2つのストリップ24A,24Bの間によこ糸34のスプール60を一時的に配置することを可能するための手段が、織物機20上に提供される。特に、配置手段62は、スプール60のサイズに合わせて設計された円筒状のレセクタクル、すなわちスプール60が中に一時的に配置され得るシース62を含む。シース62は、たとえばステッチに結合されたクランプなどの適切な保持手段を備えることが有利である。シース62はまた、挿入中、スプール60とシース62の壁の間の摩擦または衝撃を回避するために使用される誘導手段を備えることもできる。たとえば、スプール60は、貫通または非貫通の相補的な形状の孔をそれ自体に備えるシース62内に入る端部に、先の尖った付属物(一体的にまたは付加的に)を備え、この孔は、孔内へのこの付属物の誘導によってスプール60の位置を漸進的に最調整するために使用される。
【0052】
シース62は、構造22内の第1と第2の側部22A,22Bの間、およびストリップ24Aと24Bの間に配置される。緯糸34は、各々のストリップ24内に所定の方向に挿入されるため、シース62は、回転式に装着されることが有利であり、その開口部は、緯糸34の挿入のいずれの方向にも面することができる。
【0053】
緯糸34の挿入は、各々のストリップ24内の指向性レピア64によって行われることが好ましい。次いで、各々のレピア64は、それを一時的にスプール60と結合させ、レピア64がシース62に到達したときにスプール60をシース62内に配置することを可能にし、したがって一方のレピアから他方のレピアへのスプール60の移動を可能にする手段(複数緯糸挿入システム)を含む。したがって、糸の連続性が保証され得ると共に、杼口を構成する糸への損傷も回避される。製織の場合、スプール60を運ぶ第1のレピア64Aが、たとえばストリップ24Aに直角に開かれた杼口内に挿入される。たて糸24Aのストリップの端部に到着した後、レピア64Aは、次いで、シース62内にスプール60を配設し、杼口から出て空にしてその初期位置に戻る。次いで、杼口形成システムは再度閉じ、必要に応じてタンピングコームが使用され、布が形成される。シース62は、他方のストリップ24Bに垂直な第2の方向に向きを変え、空のレピア64Bが、第2の杼口を通過するためにスプール60を取りに来る。
【0054】
この移動は、糸、したがって織模様をある一定の角度に沿って方向付けるために使用される。当然のことながら、製織物機上で製織されるストリップ24の数に応じて、複数のそのようなコーナー30を形成することが可能である。この場合、作り出されるアングル30と同じ数のシース62が存在する。この技術は、糸の連続性を確実にしながら、織模様の高い指向性を保証し、糸間の摩擦を最小限に抑える。
【0055】
コーナー30の製織に並行して、ストリップのX,Y平面に垂直な構成要素Zを含む方向の製織面32の偏向に進むことが有利である。たとえば、製織表面32をストリップ24A,24Bに関して下降させることにより、この表面32の上方にアングル30を形成し、第1の壁32および壁の2つのプレフォームを含む三次元の片を形成してコーナーを作製するように緯糸34を配置させることが可能になる。装置は、次いで、面12,14,16と縁部10zの間に糸の連続性を有する、たとえば図2による所望の三次元プロファイルに従って直接三面角状形態の折り畳み部を製織するために使用される。
【0056】
この目的のため、織物機20は、次いで、こうした偏向を行う手段66を含む。特に、製織は、構造22内に伸張された糸上で行われ、この構造22は、固定のままであるが、コーナー30の形成、布の引張、および縁部の「作製」を確実にするために第1の面32を押さえ付けることによって製織されたプレフォームを偏向させる可動式の成形枠66を含む。可動枠66は、第1の製織面32の表面に対応することが好ましいが、この面の縁部に隣接する領域、または二次よこ糸34の進路に沿った縁部のみに限定されてもよい。枠66は、製織中、方向Zで作用する糸34の最適な配置を達成するために、Z方向の製織の進行と同時に布を上昇させる。
【0057】
図5に示すように、織模様は、本発明の織物機を用いて以下の方法で作り出されることが好ましい。
【0058】
1.第1の段階では、上記で提示し、図3に示したように、第1のストリップ24Aの形成、第2のストリップ24Bの引き通しに並行した第1の面32の製織が行われる。緯糸28は、第1のレピアシステム64Aによってまたは手動で挿入可能である。緯糸28は、たて糸と連続的であってもなくてもよい。
【0059】
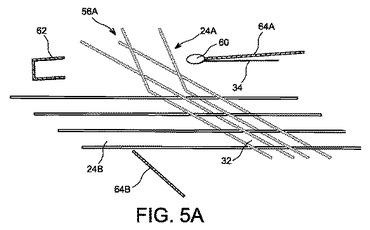
2.第1のストリップ24Aの杼口56Aが開く(図5A)。
【0060】
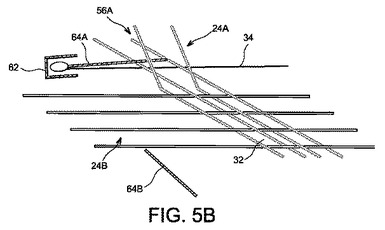
3.二次よこ糸34のスプール60をその端部に保持する第1のレピア64Aが、杼口56Aに挿入される。二次よこ糸34は、一次よこ糸28と一体化になり得ることができる。杼口を横断した後、レピア64Aは、第1のシース62内にスプール60を挿入し、シース62がスプール60を固定した後でこのスプール60を解放する(図5B)。
【0061】
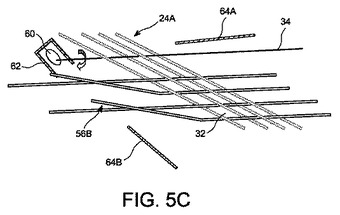
4.第1のレピア64Aは、杼口56Aから出て、この杼口56Aが閉じる。この間、シース62は、第2のレピア64Bの方向に回転し、第2の列の枠が、第2のストリップ24B内の杼口56Bを開く(図5C)。
【0062】
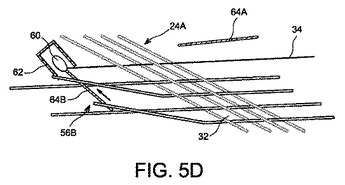
5.第2のレピア64Bは、第2の杼口52B内に挿入され、そこに固定されたスプール60を取りに行く(図5D)。
【0063】
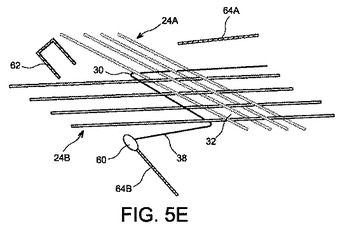
6.シース62は、スプール60を解放し、レピア64Bは、スプール60を有して杼口56Bから再び出る。次いで杼口56Bは閉じることができ、ストリップ24Bは作り直される。次いで、製織面32の各々の側部に挿入された緯糸34のタンピングに進み、このときアングル30が形成される(図5E)。
【0064】
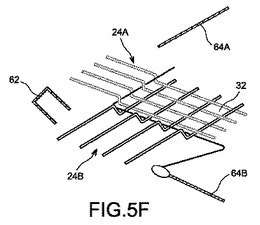
7.三次元コーナーを作り出すため、第1の面32を垂直に偏向させるために可動枠66による推進力が存在する(図5F)。
【0065】
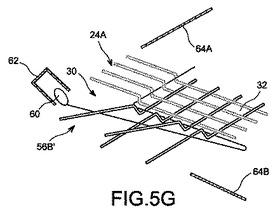
8.次いで、この手順が繰り返され、すなわち、第2のストリップ24B内の杼口56B'が開かれ、シース内にスプール60を置くために第2のレピア64Bが挿入され、シース62が第1のレピア64A方向に向きを変えるようにこのレピアを後退させ(図5G)、その後同様に続く。
【0066】
したがって、二次よこ糸34は、方向X、次いで方向Yに沿って非直線に挿入され、それによって直角面の形成が可能になる。これらの面の組成用の材料を供給するために、糸XおよびYの保管が集合的引張調節システムと組み合わせて使用される。
【0067】
各々の二次緯糸34のタンピングコームは、全てのアングル30が完成したときに進むために、さまざまな面に対して単一であることが好ましい。したがって、第1の面32に関する、よこ糸34の平行な向きが最適化される。
【0068】
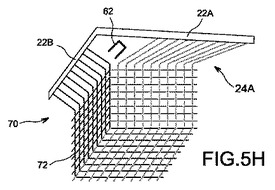
したがって、本発明者は、図5Hに示したコーナー70を得、このコーナー70の糸72は、製織段階中の非直角の挿入および開放枠22A,22B内の引き通しによって連続性であり得る。これは、既存の三次元機器は「容積型」形状(立方体、円筒形など)またはプロファイル型(T、H、E、・・・)のみしか作り出さないため、特に有利である。本明細書では、この三次元機器は、二次元壁を有する三次元形状70の製造に関するものである。さらに、このシステムは、糸72の連続性に関する要件を満たす。加えて、Z軸に沿った移動により、三次元の折り畳み部10の形状を成形することが可能になり、それによってこの折り畳み部10の生成は極めて容易にされ、このとき、この生成は、その製織段階中に行われる。
【0069】
特に、この装置は、図2に従って箱状コーナーを形成するように設計され、この図では、片10の寸法は、約400mm×220mm×200mm程度のものであるか、さらには800×220×200mm3程度のものである。使用される炭素糸は、6,000〜24,000、好ましくは12,000の線条を含むことが有利である。各々の折り畳み部の単位面積あたりの最適な質量は、200g/m2〜1200g/m2、好ましくは600g/m2である。こうして作り出された三面アングル70により、樹脂が注入された後の箱状コーナー10の形成が可能になる。最終品の総容積における繊維の容積比は、55〜60%であることが有利である。プレフォームは、複合部分内の機械応力の方向に関して最終品10の強度を最適化するために、有利にはその糸の間に角度を有する同じ性質の他のプレフォーム上に重ね合わせることができることが好ましい。
【0070】
3つの矩形の三面コーナー70を用いて説明してきたが、他の選択肢も企図され得る。特に、第1の面32を互いに直角にならない面を形成するために斜めに偏向させることが可能である。また、第1の面32上に直角の織模様を生じさせないことも可能である。
【0071】
また、特に六面体に基づいて複数のコーナーを有する、4つまたは5つの面を含む構造を作り出すことも可能である。この場合、上述した段階5および6は、スプールが最後のレピアに到着するまで、あるいはスプールが完全なシーケンスを終え、段階7にとりかかるまで、存在するアングル30(したがってシース62)の数と同じだけ繰り返される。(面32の周りを4本の緯糸が通過した)完全なシーケンスが完了した場合、第1のレピア64Aでスプール60を取得し、それによって杼60が連続的に向きを変えて1つのレピアから次のレピアに進む、あるいは最後のレピアにおける「従来の」到着のように、スプールへの反転経路を生じさせ、それによってスプールが、その初期位置に到着するまでレピアによってシースからシースに移送されることが可能である。
【0072】
したがって、本発明の織物機は、より小型のサイズを可能にしながらも、必要に応じて三次元のアングルまたはコーナーを形成するように糸を製織することを可能にする最適化を含むということに鑑みて、複合構造用の強化材の製織に特に適している。しかし、他の応用例も同等に良好に企図可能であり、特に本発明の織物機を構成する要素の各々は、互いに独立して使用可能である。
【符号の説明】
【0073】
10 製織された折り畳み部
12,14,16 隣接する面
20 製織物機
22A 第1の側部
22B 第2の側部
24A 第1のストリップ
24B 第2のストリップ
26,44 端部
26A,26B,26B' フック
28,34 よこ糸
30 アングル
32 製織片
36A,36B ループ引張システム
38 調節システム
40 杼口形成システム
42 ロッド
46 軸
48 ランプ
50 傾斜システム
52 初期化軸
54 選択装置
56A,56B 杼口
58 推進要素
60 スプール
62 シース
64A 第1のレピア
64B 第2のレピア
66 可動式成形枠
70 コーナー
72 糸
【特許請求の範囲】
【請求項1】
少なくとも1本の糸(34)がアングル(30)を形成する、よこ糸における布(70)の製織に使用される織物機(20)であって、前記織物機の構造が、4つの側部を有する枠(22)を形成し、
第1と第3の側部(22A,22C)の間に第1のストリップ(24A)を形成するために前記第1の側部(22A)において糸を引き通す第1の手段と、
第2の側部(22B)と第4の縁部の間に第2のストリップ(24B)を形成するために前記第2の側部(22B)において糸を引き通すための第2の手段であって、糸(28)がその周囲にループを形成することができる開放フック(26B)からなる第2の手段と、
前記第1の側部(22A)の高さの前記第1のストリップ(24A)上にある第1の杼口形成システムと、
前記第2の側部(22B)の高さの前記第2のストリップ(24B)上にある第2の杼口形成システム(40)であって、前記糸(28)を操作するための開口要素(26B)を含む、第2の杼口形成システム(40)と、
前記ストリップを製織するよう意図されたよこ糸(34)の巻き付けを含むために使用されるスプール(60)と、
前記第1と第2の側部(22A,22B)の間、および前記第1と第2のストリップ(24A,24B)の間に配置され、前記スプール(60)を保持するように使用されるレセプタクル(62)と、
前記第1および第2のストリップ(24A,24B)を横断する第1および第2の緯糸タンピングコームと、を含むことを特徴とする織物機(20)。
【請求項2】
前記第2の杼口形成システム(40)の前記糸を操作するための前記要素が、軸(46)の周りを各々が枢動する作動ロッド(42)によって延長した引き通しフック(26B)であることを特徴とする請求項1に記載の織物機。
【請求項3】
前記第2の杼口形成システム(40)が、前記ロッド(42)上に選択的に圧力をかけるための手段(50)であって、静止位置と作動位置との間で切り替え、それによって前記作動位置では、特定の引き通しフック(26')が、前記ストリップ(24B)に垂直に、他の引き通しフックに関して偏向される手段(50)を含むことを特徴とする請求項2に記載の織物機。
【請求項4】
選択的圧力(50)をかけるための前記手段(50)が、前記作動ロッド(42)と同じ軸(46)の周りで傾斜し、全ての前記ロッド(42)を整列させるために全ての前記ロッド(42)上に推進力を及ぼすことができる初期化軸(52)と、前記杼口(56)を形成するために特定のロッド(42)上に反対の圧力を及ぼすことができる選択手段(54,58)とを含むことを特徴とする請求項3に記載の織物機。
【請求項5】
前記第1の引き通しシステムが、前記糸がループをその周囲に形成することができる開放フック(26A)からなることを特徴とする請求項1から請求項4のいずれか一項に記載の織物機。
【請求項6】
前記第1の杼口形成システムが、前記第2の杼口形成システム(40)と類似の性質を有するものであることを特徴とする請求項5に記載の織物機。
【請求項7】
前記引き通しフック(26)が、引張手段(36,38)に関連付けられることを特徴とする請求項1から請求項6のいずれか一項に記載の織物機。
【請求項8】
第1および第2の方向に沿って、前記第1および第2のストリップ(24A,24B)にわたって前記スプール(60)を移動させるための第1および第2の手段(64)であって、前記スプール(60)を前記シース(62)内に配置する第1および第2の手段(64)を含むことを特徴とする請求項1から請求項7のいずれか一項に記載の織物機。
【請求項9】
前記シース(62)が、前記スプール(60)の受け入れのための開口部を含み、前記開口部が、前記第1および第2の方向それぞれに沿って方向付けられる2つの位置の間で回転するようになっていることを特徴とする請求項8に記載の織物機。
【請求項10】
前記スプール(60)が、先が尖った形状の付属物を含み、前記シース(62)が、前記スプール(60)をその挿入中に誘導するために、前記受け入れ開口部と反対の面に、前記付属物に相補的な孔を含むことを特徴とする請求項9に記載の織物機。
【請求項11】
前記スプール(60)を移動させるための前記手段が、取り外し可能に前記スプール(60)に取り付けることができる第1および第2のレピア(64A,64B)を含み、前記シース(62)が、取り外し可能に前記スプール(60)を保持することができる手段を含むことを特徴とする請求項8から請求項10のいずれか一項に記載の織物機。
【請求項12】
前記ストリップ(24A,24B)に直角な方向(Z)に前記第1のストリップ(24A)の製織された部分(32)を移動させるための手段(66)も含むことを特徴とする請求項1から請求項11のいずれか一項に記載の織物機。
【請求項13】
前記第1および第2のコームが互いに取り付けられる請求項1から請求項12のいずれか一項に記載の織物機。
【請求項14】
前記第4の縁部を形成するために、前記第2の側部(22B)と反対側の側部(22D)上に第3の引き通しフック(26)も含むことを特徴とする請求項1から請求項13のいずれか一項に記載の織物機。
【請求項15】
前記第1および第2のストリップ(24A,24B)の一方に関して前記第1のシースの反対側の第2のシース(62)と、前記スプール(60)を挿入し、前記第2のシース(62)方向を指すための第3のレピア(64)とを含むことを特徴とする請求項1から請求項14のいずれか一項に記載の織物機。
【請求項1】
少なくとも1本の糸(34)がアングル(30)を形成する、よこ糸における布(70)の製織に使用される織物機(20)であって、前記織物機の構造が、4つの側部を有する枠(22)を形成し、
第1と第3の側部(22A,22C)の間に第1のストリップ(24A)を形成するために前記第1の側部(22A)において糸を引き通す第1の手段と、
第2の側部(22B)と第4の縁部の間に第2のストリップ(24B)を形成するために前記第2の側部(22B)において糸を引き通すための第2の手段であって、糸(28)がその周囲にループを形成することができる開放フック(26B)からなる第2の手段と、
前記第1の側部(22A)の高さの前記第1のストリップ(24A)上にある第1の杼口形成システムと、
前記第2の側部(22B)の高さの前記第2のストリップ(24B)上にある第2の杼口形成システム(40)であって、前記糸(28)を操作するための開口要素(26B)を含む、第2の杼口形成システム(40)と、
前記ストリップを製織するよう意図されたよこ糸(34)の巻き付けを含むために使用されるスプール(60)と、
前記第1と第2の側部(22A,22B)の間、および前記第1と第2のストリップ(24A,24B)の間に配置され、前記スプール(60)を保持するように使用されるレセプタクル(62)と、
前記第1および第2のストリップ(24A,24B)を横断する第1および第2の緯糸タンピングコームと、を含むことを特徴とする織物機(20)。
【請求項2】
前記第2の杼口形成システム(40)の前記糸を操作するための前記要素が、軸(46)の周りを各々が枢動する作動ロッド(42)によって延長した引き通しフック(26B)であることを特徴とする請求項1に記載の織物機。
【請求項3】
前記第2の杼口形成システム(40)が、前記ロッド(42)上に選択的に圧力をかけるための手段(50)であって、静止位置と作動位置との間で切り替え、それによって前記作動位置では、特定の引き通しフック(26')が、前記ストリップ(24B)に垂直に、他の引き通しフックに関して偏向される手段(50)を含むことを特徴とする請求項2に記載の織物機。
【請求項4】
選択的圧力(50)をかけるための前記手段(50)が、前記作動ロッド(42)と同じ軸(46)の周りで傾斜し、全ての前記ロッド(42)を整列させるために全ての前記ロッド(42)上に推進力を及ぼすことができる初期化軸(52)と、前記杼口(56)を形成するために特定のロッド(42)上に反対の圧力を及ぼすことができる選択手段(54,58)とを含むことを特徴とする請求項3に記載の織物機。
【請求項5】
前記第1の引き通しシステムが、前記糸がループをその周囲に形成することができる開放フック(26A)からなることを特徴とする請求項1から請求項4のいずれか一項に記載の織物機。
【請求項6】
前記第1の杼口形成システムが、前記第2の杼口形成システム(40)と類似の性質を有するものであることを特徴とする請求項5に記載の織物機。
【請求項7】
前記引き通しフック(26)が、引張手段(36,38)に関連付けられることを特徴とする請求項1から請求項6のいずれか一項に記載の織物機。
【請求項8】
第1および第2の方向に沿って、前記第1および第2のストリップ(24A,24B)にわたって前記スプール(60)を移動させるための第1および第2の手段(64)であって、前記スプール(60)を前記シース(62)内に配置する第1および第2の手段(64)を含むことを特徴とする請求項1から請求項7のいずれか一項に記載の織物機。
【請求項9】
前記シース(62)が、前記スプール(60)の受け入れのための開口部を含み、前記開口部が、前記第1および第2の方向それぞれに沿って方向付けられる2つの位置の間で回転するようになっていることを特徴とする請求項8に記載の織物機。
【請求項10】
前記スプール(60)が、先が尖った形状の付属物を含み、前記シース(62)が、前記スプール(60)をその挿入中に誘導するために、前記受け入れ開口部と反対の面に、前記付属物に相補的な孔を含むことを特徴とする請求項9に記載の織物機。
【請求項11】
前記スプール(60)を移動させるための前記手段が、取り外し可能に前記スプール(60)に取り付けることができる第1および第2のレピア(64A,64B)を含み、前記シース(62)が、取り外し可能に前記スプール(60)を保持することができる手段を含むことを特徴とする請求項8から請求項10のいずれか一項に記載の織物機。
【請求項12】
前記ストリップ(24A,24B)に直角な方向(Z)に前記第1のストリップ(24A)の製織された部分(32)を移動させるための手段(66)も含むことを特徴とする請求項1から請求項11のいずれか一項に記載の織物機。
【請求項13】
前記第1および第2のコームが互いに取り付けられる請求項1から請求項12のいずれか一項に記載の織物機。
【請求項14】
前記第4の縁部を形成するために、前記第2の側部(22B)と反対側の側部(22D)上に第3の引き通しフック(26)も含むことを特徴とする請求項1から請求項13のいずれか一項に記載の織物機。
【請求項15】
前記第1および第2のストリップ(24A,24B)の一方に関して前記第1のシースの反対側の第2のシース(62)と、前記スプール(60)を挿入し、前記第2のシース(62)方向を指すための第3のレピア(64)とを含むことを特徴とする請求項1から請求項14のいずれか一項に記載の織物機。
【図1】

【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【図5F】
【図5G】
【図5H】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図5C】
【図5D】
【図5E】
【図5F】
【図5G】
【図5H】
【公表番号】特表2010−507733(P2010−507733A)
【公表日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2009−533842(P2009−533842)
【出願日】平成19年10月25日(2007.10.25)
【国際出願番号】PCT/EP2007/061471
【国際公開番号】WO2008/049883
【国際公開日】平成20年5月2日(2008.5.2)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
【公表日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成19年10月25日(2007.10.25)
【国際出願番号】PCT/EP2007/061471
【国際公開番号】WO2008/049883
【国際公開日】平成20年5月2日(2008.5.2)
【出願人】(501446228)エアバス・フランス (93)
【Fターム(参考)】
[ Back to top ]