
連続処理ラインにおける板温制御方法、装置、及びコンピュータプログラム
【課題】複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
【解決手段】通板条件の変更の有無を判定し、通板条件の変更があると判定された場合に、通板条件の変更前のIH入側板温を演算し、通板条件の変更後のIH入側目標板温を演算し、演算されたIH入側目標板温をIH103への指令値として出力し、演算されたIH入側板温と、演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードフォワード制御)。一方、通板条件の変更がないと判定された場合に、IH入側板温を演算し、演算されたIH入側板温と、前回の通板条件変更時に演算されたIH入側目標板温とに基づいて、ブロワの回転数指令値を求めて出力する(フィードバック制御)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続溶融亜鉛メッキライン等の連続処理ラインにおける板温制御技術に関する。
【背景技術】
【0002】
一般的に、連続処理ラインにおいては、ライン入側のペイオフリール(POR)に巻かれたコイルから引き出されたストリップを、ライン上の各種設備を順番に通し、全ての処理が完了した後、テンションリール(TR)で巻き取る。例えば連続溶融亜鉛メッキラインでは、ライン上に冷却帯、メッキ設備等が設置されており、これら全ての設備をストリップが連続的に通る。各コイルのストリップ長は有限であるが、1つのコイルのストリップ終端には次のコイルの先端が溶接され、それによってライン上ではストリップは連続的に処理される。また、出側では、1つのコイルの巻き取りが終了すると、そのストリップの終端近傍を切断し、切断点に続くストリップは別のコイルとして巻き取る。
【0003】
本願出願人は、特許文献1等において、通板条件の変更が無いとき(平常時)には、目標板温と実績板温の偏差に基づいてフィードバック演算してブロワ回転数をコントロールし、溶接点通過時、通板速度変更あるいは目標板温変更時には、定常解による板温制御モデルにてフィードフォワード演算してブロワ回転数をコントロールするようにした板温冷却制御方法を提案している。
【0004】
【特許文献1】特開2005−220432号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
冷却ブロワだけを用いて鋼板の板温を目標温度まで下げるのではなく、冷却ブロワで鋼板の板温を目標温度よりもいったん下げた後、インダクションヒータで目標温度まで加熱することにより、温度管理が行いやすくなる。このようにブロワにより鋼板を冷却する冷却帯と、冷却帯の後段で鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる点については提案されていない。
【0006】
本発明は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させることを目的とする。
【課題を解決するための手段】
【0007】
本発明の板温制御方法は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御方法であって、通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手順と、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手順と、前記演算手順により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する手順と、前記演算手順により演算されたインダクションヒータ入側板温と、前記演算手順により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする。
本発明の板温制御装置は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、通板条件の変更の有無を判定する判定手段と、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、前記通板条件の変更があると判定された場合に、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする。
本発明のコンピュータプログラムは、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させることを特徴とする。
【発明の効果】
【0008】
本発明によれば、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、通板条件の変更時を含めて板温の制御精度を向上させることができる。
【発明を実施するための最良の形態】
【0009】
以下、添付図面を参照して、本発明の好適な実施形態について説明する。
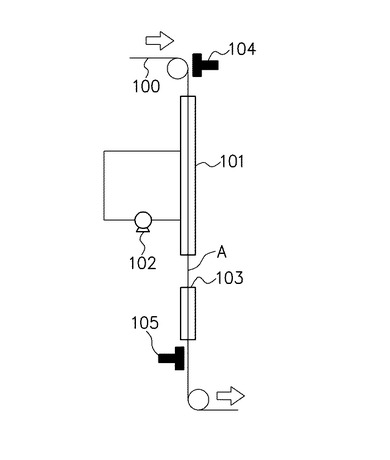
図1に、本発明を適用可能な実施形態の一例として、連続溶融亜鉛メッキラインの一部構成を示す。ライン上には、冷却ブロワ102により鋼板100を冷却する冷却帯101と、冷却帯101の後段で鋼板100を加熱するインダクションヒータ(IH)103と、IH103の後段で鋼板100にメッキする不図示のメッキ設備とが設置されている。
【0010】
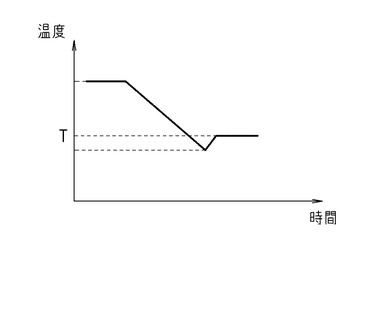
図2に示すように、冷却帯101で鋼板100の板温を目標温度Tよりもいったん下げた後、IH103で目標温度Tまで加熱する。これは、IH103の方が冷却帯101(冷却ブロワ102)における放熱過程による温度制御に比べて温度制御の応答性、追従性等に優れており、温度管理を行いやすいからである。特に連続溶融亜鉛メッキラインでは、メッキ前の板温が品質に与える影響は大きく、板温管理を厳密に行うことが求められることから、鋼板100の板温を目標温度Tよりもいったん下げた後、IH103で目標温度Tまで加熱する手法による効果は大きい。
【0011】
図1に示すように、冷却帯101の入側、及び、IH103の出側には、板温計104、105が配置されている。
【0012】
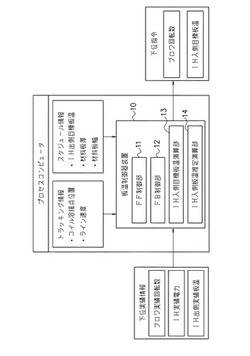
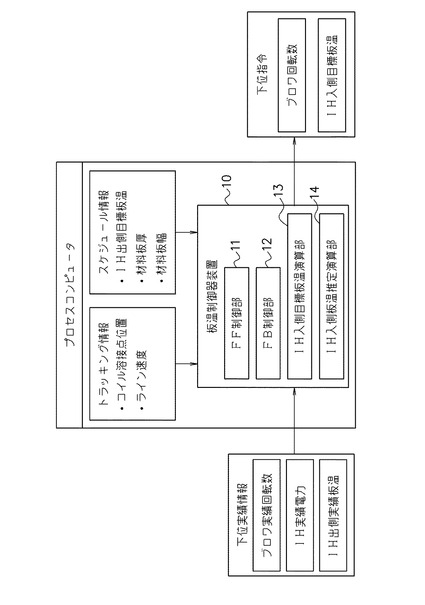
図3には、本実施形態の連続溶融亜鉛メッキラインを制御するプロセスコンピュータに含まれる板温制御装置10の構成を示す。板温制御装置10は、フィードフォワード(FF)制御部11と、フィードバック(FB)制御部12と、IH入側目標板温演算部13と、IH入側板温推定演算部14とを備える。
【0013】
板温制御装置10には、ブロワ実績回転数、IH実績電力、IH出側実績板温といった下位実績情報が外部入力される。また、コイル溶接点位置、ライン速度といったトラッキング情報、及び、IH出側目標板温(メッキ前目標温度)、材料板厚、材料板幅といったスケジュール情報が入力される。
【0014】
板温制御装置10は、詳しくは後述するが、上述した入力情報に基づいて演算処理を行い、ブロワ回転数、IH入側目標板温を下位指令値として出力する。
【0015】
板温の制御は、不図示のIHコントローラが、板温制御装置10により求められたIH入側目標板温、スケジュール情報に含まれるIH出側目標板温、板温計105により得られるIH出側実績板温等に基づいて、IH103の電磁誘導コイルに流す電流値を制御する。
【0016】
また、板温の制御は、プロセスコンピュータがブロワ回転数を変更することで行われる。プロセスコンピュータは、平常時は、板温制御装置10のIH入側目標板温演算部13により求められたIH入側目標板温と、板温制御装置10のIH入側板温推定演算部14により推定演算されたIH入側板温との偏差によるフィードバック制御にてブロワ回転数を制御する。その一方で、通板条件の変更時(コイルチェンジ、IH出側目標板温変更)は、板温制御装置10によりIH入側目標板温を演算しなおして、フィードフォワード制御にてブロワ回転数を制御する。
【0017】
図4は、板温制御装置10による処理動作を説明するフローチャートである。板温制御装置10では、通板条件(コイルチェンジ、IH出側目標板温変更)の変更の有無を判定し(ステップS101)、その結果に応じて、ステップS102〜S106の処理、或は、ステップS107〜S109の処理を行う。
【0018】
上記ステップS101で通板条件の変更があると判定された場合、具体的には、通板条件すなわち処理条件が異なるコイルの前側の溶接点が板温計104を通過したり、IH出側目標板温変更があったりした場合、ステップS102において、IH出側実績板温、並びに、IH実績電力、ライン速度、材料板厚、材料板幅を用いて伝熱モデルによる定式fでIH入側板温を演算する。このIH入側板温は、IH103の入側(図1中の地点A)で通板条件が変更される前の鋼板における温度、すなわち、現コイルに関する板温である。式(1)にIH入側板温TSi_hatの推定計算式を示す。ここでの材料厚THや材料幅WD等は、地点Aにある現コイルの値である。
【0019】
【数1】

【0020】
次に、ステップS103において、IH出側目標板温、材料板厚、材料板幅、ライン速度を用いてIH入側目標板温を演算し、不図示のメモリに格納する。このIH入側目標板温は、IH103の入側(図1中の地点A)で通板条件が変更された後の鋼板に適用される温度、すなわち、次コイルに関する板温である。式(2)、(3)にIH入側目標板温を下記で示すように導出するのに用いる、伝熱モデルによる定式gによる表式を示す。ここでの材料厚THや材料幅WD等は、これから地点Aに搬送される次コイルの値である。
【0021】
【数2】
【0022】
ここで、出力電力Pが、Pmin(下限電力)<P<Pmax(上限電力)の場合、IH昇温量αの変更を不実施とする。
【0023】
それに対して、P<Pmin、P>Pmaxの場合、出力電力Pを上限電力Pmax又は下限電力Pminにクランプした値を用いて、IH昇温量αの逆計算を行う(式(2)、(3))。
【0024】
そして、下式の計算を行うことにより、IH103をある範囲(Pmin〜Pmax)の電力で安定的に使用することができる。なお、これらPmin(下限電力)やPmax(上限電力)はIH103の上下限を意味するものではなく、適宜設定されるものである。
IH入側目標板温=IH出側目標板度−α
【0025】
次に、ステップS104において、上記ステップS103で演算されたIH入側目標板温を不図示のIHコントローラに指令値として出力する。
【0026】
また、ステップS105、S106において、上記ステップS102で演算されたIH入側板温と、上記ステップS103で演算されたIH入側目標板温とに基づいてFF演算を行って、ブロワ回転数指令値を求めて出力する。
【0027】
一方、上記ステップS101で通板条件の変更がないと判定された場合(平常時)、ステップS107において、上式(1)より、IH出側実績板温、IH実績電力、ライン速度、材料板厚、材料板幅を用いてIH入側板温を演算する。
【0028】
次に、ステップS108、S109において、上記ステップS107で演算されたIH入側板温と、前回の通板条件変更時に演算されてメモリに格納されているIH入側目標板温とに基づいてFB(フィードバック)演算を行って、ブロワ回転数指令値を求めて出力する。
【0029】
なお、ステップS101〜S109の一連の処理は、周期的(例えば20秒ごと)や予め設定した時間間隔のパターンで実行するようにしても良い。又、板温計104の近傍に設置した、例えばコイルを挟んで対向した光源と受光器からなる溶接点検知器(図示せず)で溶接点の通過を検知したときに実行するようにしても良い。
【0030】
以上述べたように、IH入側板温を推定演算するので、板温計なしでブロワ回転数制御を行うことができ、IH出側板温の制御精度を向上させることができる。
【0031】
また、平常時は、板温制御装置10により求められたIH入側目標板温と、板温制御装置10により推定演算されたIH入側板温の偏差によるフィードバック制御にてブロワ回転数を制御する一方で、通板条件の変更時(コイルチェンジ、IH出側目標板温変更)は、板温制御装置10によりIH入側目標板温を演算しなおして、フィードフォワード制御にてブロワ回転数を制御するので、平常時だけでなく、過渡期(通板条件の変更時)を含めて板温の制御精度を向上させることができる。
【0032】
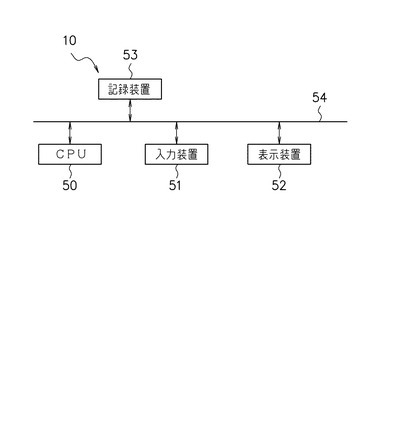
図5には、板温制御装置10として機能しうるコンピュータシステムのハードウェア構成例を示す。コンピュータシステムは、CPU50と、入力装置51と、表示装置52と、記憶装置53とを含み、各部はバス54を介して接続される。記憶装置53はROM、RAM、HD等により構成されており、上述したプロセスコンピュータとしての動作を制御するコンピュータプログラムが格納される。CPU50がコンピュータプログラムを実行することによって板温制御装置の機能、又は処理を実現する。なお、板温制御装置10は一つのコンピュータ装置により構成されてもよいし、複数のコンピュータ装置により構成されてもよい。
【0033】
また、本発明の目的は、板温制御装置の機能をコンピュータに実現させるコンピュータプログラムを、コンピュータ(又はCPUやMPU)が実行することによっても、達成されることは言うまでもない。この場合、記憶媒体から読み出されたコンピュータプログラム自体及びそのコンピュータプログラムを記憶した記憶媒体は本発明を構成することになる。コンピュータプログラムを供給するための記憶媒体としては、例えば、フレキシブルディスク、ハードディスク、光ディスク、光磁気ディスク、CD−ROM、CD−R、磁気テープ、不揮発性のメモリカード、ROM等を用いることができる。
【図面の簡単な説明】
【0034】
【図1】実施形態の連続溶融亜鉛メッキラインの一部構成を示す図である。
【図2】実施形態の連続溶融亜鉛メッキラインにおける板温制御の一例を示す特性図である。
【図3】実施形態の連続溶融亜鉛メッキラインにおける板温制御装置の構成を示す図である。
【図4】実施形態の板温制御装置による処理動作を説明するフローチャートである。
【図5】コンピュータシステムのハードウェア構成例を示す図である。
【符号の説明】
【0035】
10 板温制御装置
11 フィードフォワード(FF)制御部
12 フィードバック(FB)制御部
13 IH入側目標板温演算部
14 IH入側板温推定演算部
100 鋼板
101 冷却帯
102 冷却ブロワ
103 インダクションヒータ
104 板温計
105 板温計
【技術分野】
【0001】
本発明は、連続溶融亜鉛メッキライン等の連続処理ラインにおける板温制御技術に関する。
【背景技術】
【0002】
一般的に、連続処理ラインにおいては、ライン入側のペイオフリール(POR)に巻かれたコイルから引き出されたストリップを、ライン上の各種設備を順番に通し、全ての処理が完了した後、テンションリール(TR)で巻き取る。例えば連続溶融亜鉛メッキラインでは、ライン上に冷却帯、メッキ設備等が設置されており、これら全ての設備をストリップが連続的に通る。各コイルのストリップ長は有限であるが、1つのコイルのストリップ終端には次のコイルの先端が溶接され、それによってライン上ではストリップは連続的に処理される。また、出側では、1つのコイルの巻き取りが終了すると、そのストリップの終端近傍を切断し、切断点に続くストリップは別のコイルとして巻き取る。
【0003】
本願出願人は、特許文献1等において、通板条件の変更が無いとき(平常時)には、目標板温と実績板温の偏差に基づいてフィードバック演算してブロワ回転数をコントロールし、溶接点通過時、通板速度変更あるいは目標板温変更時には、定常解による板温制御モデルにてフィードフォワード演算してブロワ回転数をコントロールするようにした板温冷却制御方法を提案している。
【0004】
【特許文献1】特開2005−220432号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
冷却ブロワだけを用いて鋼板の板温を目標温度まで下げるのではなく、冷却ブロワで鋼板の板温を目標温度よりもいったん下げた後、インダクションヒータで目標温度まで加熱することにより、温度管理が行いやすくなる。このようにブロワにより鋼板を冷却する冷却帯と、冷却帯の後段で鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させる点については提案されていない。
【0006】
本発明は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、板温の制御精度を向上させることを目的とする。
【課題を解決するための手段】
【0007】
本発明の板温制御方法は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御方法であって、通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手順と、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手順と、前記演算手順により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する手順と、前記演算手順により演算されたインダクションヒータ入側板温と、前記演算手順により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする。
本発明の板温制御装置は、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、通板条件の変更の有無を判定する判定手段と、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、前記通板条件の変更があると判定された場合に、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする。
本発明のコンピュータプログラムは、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させることを特徴とする。
【発明の効果】
【0008】
本発明によれば、複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおいて、通板条件の変更時を含めて板温の制御精度を向上させることができる。
【発明を実施するための最良の形態】
【0009】
以下、添付図面を参照して、本発明の好適な実施形態について説明する。
図1に、本発明を適用可能な実施形態の一例として、連続溶融亜鉛メッキラインの一部構成を示す。ライン上には、冷却ブロワ102により鋼板100を冷却する冷却帯101と、冷却帯101の後段で鋼板100を加熱するインダクションヒータ(IH)103と、IH103の後段で鋼板100にメッキする不図示のメッキ設備とが設置されている。
【0010】
図2に示すように、冷却帯101で鋼板100の板温を目標温度Tよりもいったん下げた後、IH103で目標温度Tまで加熱する。これは、IH103の方が冷却帯101(冷却ブロワ102)における放熱過程による温度制御に比べて温度制御の応答性、追従性等に優れており、温度管理を行いやすいからである。特に連続溶融亜鉛メッキラインでは、メッキ前の板温が品質に与える影響は大きく、板温管理を厳密に行うことが求められることから、鋼板100の板温を目標温度Tよりもいったん下げた後、IH103で目標温度Tまで加熱する手法による効果は大きい。
【0011】
図1に示すように、冷却帯101の入側、及び、IH103の出側には、板温計104、105が配置されている。
【0012】
図3には、本実施形態の連続溶融亜鉛メッキラインを制御するプロセスコンピュータに含まれる板温制御装置10の構成を示す。板温制御装置10は、フィードフォワード(FF)制御部11と、フィードバック(FB)制御部12と、IH入側目標板温演算部13と、IH入側板温推定演算部14とを備える。
【0013】
板温制御装置10には、ブロワ実績回転数、IH実績電力、IH出側実績板温といった下位実績情報が外部入力される。また、コイル溶接点位置、ライン速度といったトラッキング情報、及び、IH出側目標板温(メッキ前目標温度)、材料板厚、材料板幅といったスケジュール情報が入力される。
【0014】
板温制御装置10は、詳しくは後述するが、上述した入力情報に基づいて演算処理を行い、ブロワ回転数、IH入側目標板温を下位指令値として出力する。
【0015】
板温の制御は、不図示のIHコントローラが、板温制御装置10により求められたIH入側目標板温、スケジュール情報に含まれるIH出側目標板温、板温計105により得られるIH出側実績板温等に基づいて、IH103の電磁誘導コイルに流す電流値を制御する。
【0016】
また、板温の制御は、プロセスコンピュータがブロワ回転数を変更することで行われる。プロセスコンピュータは、平常時は、板温制御装置10のIH入側目標板温演算部13により求められたIH入側目標板温と、板温制御装置10のIH入側板温推定演算部14により推定演算されたIH入側板温との偏差によるフィードバック制御にてブロワ回転数を制御する。その一方で、通板条件の変更時(コイルチェンジ、IH出側目標板温変更)は、板温制御装置10によりIH入側目標板温を演算しなおして、フィードフォワード制御にてブロワ回転数を制御する。
【0017】
図4は、板温制御装置10による処理動作を説明するフローチャートである。板温制御装置10では、通板条件(コイルチェンジ、IH出側目標板温変更)の変更の有無を判定し(ステップS101)、その結果に応じて、ステップS102〜S106の処理、或は、ステップS107〜S109の処理を行う。
【0018】
上記ステップS101で通板条件の変更があると判定された場合、具体的には、通板条件すなわち処理条件が異なるコイルの前側の溶接点が板温計104を通過したり、IH出側目標板温変更があったりした場合、ステップS102において、IH出側実績板温、並びに、IH実績電力、ライン速度、材料板厚、材料板幅を用いて伝熱モデルによる定式fでIH入側板温を演算する。このIH入側板温は、IH103の入側(図1中の地点A)で通板条件が変更される前の鋼板における温度、すなわち、現コイルに関する板温である。式(1)にIH入側板温TSi_hatの推定計算式を示す。ここでの材料厚THや材料幅WD等は、地点Aにある現コイルの値である。
【0019】
【数1】
【0020】
次に、ステップS103において、IH出側目標板温、材料板厚、材料板幅、ライン速度を用いてIH入側目標板温を演算し、不図示のメモリに格納する。このIH入側目標板温は、IH103の入側(図1中の地点A)で通板条件が変更された後の鋼板に適用される温度、すなわち、次コイルに関する板温である。式(2)、(3)にIH入側目標板温を下記で示すように導出するのに用いる、伝熱モデルによる定式gによる表式を示す。ここでの材料厚THや材料幅WD等は、これから地点Aに搬送される次コイルの値である。
【0021】
【数2】
【0022】
ここで、出力電力Pが、Pmin(下限電力)<P<Pmax(上限電力)の場合、IH昇温量αの変更を不実施とする。
【0023】
それに対して、P<Pmin、P>Pmaxの場合、出力電力Pを上限電力Pmax又は下限電力Pminにクランプした値を用いて、IH昇温量αの逆計算を行う(式(2)、(3))。
【0024】
そして、下式の計算を行うことにより、IH103をある範囲(Pmin〜Pmax)の電力で安定的に使用することができる。なお、これらPmin(下限電力)やPmax(上限電力)はIH103の上下限を意味するものではなく、適宜設定されるものである。
IH入側目標板温=IH出側目標板度−α
【0025】
次に、ステップS104において、上記ステップS103で演算されたIH入側目標板温を不図示のIHコントローラに指令値として出力する。
【0026】
また、ステップS105、S106において、上記ステップS102で演算されたIH入側板温と、上記ステップS103で演算されたIH入側目標板温とに基づいてFF演算を行って、ブロワ回転数指令値を求めて出力する。
【0027】
一方、上記ステップS101で通板条件の変更がないと判定された場合(平常時)、ステップS107において、上式(1)より、IH出側実績板温、IH実績電力、ライン速度、材料板厚、材料板幅を用いてIH入側板温を演算する。
【0028】
次に、ステップS108、S109において、上記ステップS107で演算されたIH入側板温と、前回の通板条件変更時に演算されてメモリに格納されているIH入側目標板温とに基づいてFB(フィードバック)演算を行って、ブロワ回転数指令値を求めて出力する。
【0029】
なお、ステップS101〜S109の一連の処理は、周期的(例えば20秒ごと)や予め設定した時間間隔のパターンで実行するようにしても良い。又、板温計104の近傍に設置した、例えばコイルを挟んで対向した光源と受光器からなる溶接点検知器(図示せず)で溶接点の通過を検知したときに実行するようにしても良い。
【0030】
以上述べたように、IH入側板温を推定演算するので、板温計なしでブロワ回転数制御を行うことができ、IH出側板温の制御精度を向上させることができる。
【0031】
また、平常時は、板温制御装置10により求められたIH入側目標板温と、板温制御装置10により推定演算されたIH入側板温の偏差によるフィードバック制御にてブロワ回転数を制御する一方で、通板条件の変更時(コイルチェンジ、IH出側目標板温変更)は、板温制御装置10によりIH入側目標板温を演算しなおして、フィードフォワード制御にてブロワ回転数を制御するので、平常時だけでなく、過渡期(通板条件の変更時)を含めて板温の制御精度を向上させることができる。
【0032】
図5には、板温制御装置10として機能しうるコンピュータシステムのハードウェア構成例を示す。コンピュータシステムは、CPU50と、入力装置51と、表示装置52と、記憶装置53とを含み、各部はバス54を介して接続される。記憶装置53はROM、RAM、HD等により構成されており、上述したプロセスコンピュータとしての動作を制御するコンピュータプログラムが格納される。CPU50がコンピュータプログラムを実行することによって板温制御装置の機能、又は処理を実現する。なお、板温制御装置10は一つのコンピュータ装置により構成されてもよいし、複数のコンピュータ装置により構成されてもよい。
【0033】
また、本発明の目的は、板温制御装置の機能をコンピュータに実現させるコンピュータプログラムを、コンピュータ(又はCPUやMPU)が実行することによっても、達成されることは言うまでもない。この場合、記憶媒体から読み出されたコンピュータプログラム自体及びそのコンピュータプログラムを記憶した記憶媒体は本発明を構成することになる。コンピュータプログラムを供給するための記憶媒体としては、例えば、フレキシブルディスク、ハードディスク、光ディスク、光磁気ディスク、CD−ROM、CD−R、磁気テープ、不揮発性のメモリカード、ROM等を用いることができる。
【図面の簡単な説明】
【0034】
【図1】実施形態の連続溶融亜鉛メッキラインの一部構成を示す図である。
【図2】実施形態の連続溶融亜鉛メッキラインにおける板温制御の一例を示す特性図である。
【図3】実施形態の連続溶融亜鉛メッキラインにおける板温制御装置の構成を示す図である。
【図4】実施形態の板温制御装置による処理動作を説明するフローチャートである。
【図5】コンピュータシステムのハードウェア構成例を示す図である。
【符号の説明】
【0035】
10 板温制御装置
11 フィードフォワード(FF)制御部
12 フィードバック(FB)制御部
13 IH入側目標板温演算部
14 IH入側板温推定演算部
100 鋼板
101 冷却帯
102 冷却ブロワ
103 インダクションヒータ
104 板温計
105 板温計
【特許請求の範囲】
【請求項1】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御方法であって、
通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、
前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手順と、
前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前記演算手順により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする板温制御方法。
【請求項2】
前記通板条件の変更がないと判定された場合に、
インダクションヒータ入側板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前回の通板条件変更時に演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする請求項1に記載の板温制御方法。
【請求項3】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、
通板条件の変更の有無を判定する判定手段と、
前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、
前記通板条件の変更があると判定された場合に、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、
前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、
前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする板温制御装置。
【請求項4】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、
通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、
前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、
前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、
前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、
前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させるためのコンピュータプログラム。
【請求項1】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御方法であって、
通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、
前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手順と、
前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前記演算手順により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする板温制御方法。
【請求項2】
前記通板条件の変更がないと判定された場合に、
インダクションヒータ入側板温を演算する演算手順と、
前記演算手順により演算されたインダクションヒータ入側板温と、前回の通板条件変更時に演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する手順とを行うことを特徴とする請求項1に記載の板温制御方法。
【請求項3】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御装置であって、
通板条件の変更の有無を判定する判定手段と、
前記通板条件の変更があると判定された場合に、前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算手段と、
前記通板条件の変更があると判定された場合に、前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算手段と、
前記演算手段により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する出力手段と、
前記演算手段により演算されたインダクションヒータ入側板温と、前記演算手段により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する出力手段とを備えたことを特徴とする板温制御装置。
【請求項4】
複数の鋼板を連続して、ブロワにより冷却する冷却帯と、前記冷却帯の後段で前記鋼板を加熱するインダクションヒータとを備えた連続処理ラインにおける板温制御のためのコンピュータプログラムであって、
通板条件の変更の有無を判定し、前記通板条件の変更があると判定された場合に、
前記通板条件の変更前の鋼板におけるインダクションヒータ入側板温を演算する演算処理と、
前記通板条件の変更後の鋼板におけるインダクションヒータ入側目標板温を演算する演算処理と、
前記演算処理により演算されたインダクションヒータ入側目標板温を前記インダクションヒータへの指令値として出力する処理と、
前記演算処理により演算されたインダクションヒータ入側板温と、前記演算処理により演算されたインダクションヒータ入側目標板温とに基づいて、前記ブロワの回転数指令値を求めて出力する処理とをコンピュータに実行させるためのコンピュータプログラム。
【図1】

【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−255431(P2008−255431A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−99703(P2007−99703)
【出願日】平成19年4月5日(2007.4.5)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月5日(2007.4.5)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]