
連続搬送組立装置
【課題】被組付け側の部品と組付け側の部品を、連続的に搬送しながら高速組付けするための新規な装置であり、低コストで信頼性の高い連続搬送組付装置を実現する。
【解決手段】搬送される略棒状のインシュレータIの上方に、略筒状のハウジングHをハウジング供給部3から1つずつ供給して対向させ、インシュレータ搬送部2とハウジング搬送部3を用いて、双方の部品を連続的に水平方向に搬送しながら、インシュレータIを徐々に上昇させてハウジングH内に挿通し、略組付け状態とする。ハウジングHはガイド部材5により上下方向を規制しながら案内され、組付け位置で規制を解除することで組付けを完了させる。
【解決手段】搬送される略棒状のインシュレータIの上方に、略筒状のハウジングHをハウジング供給部3から1つずつ供給して対向させ、インシュレータ搬送部2とハウジング搬送部3を用いて、双方の部品を連続的に水平方向に搬送しながら、インシュレータIを徐々に上昇させてハウジングH内に挿通し、略組付け状態とする。ハウジングHはガイド部材5により上下方向を規制しながら案内され、組付け位置で規制を解除することで組付けを完了させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用等の各種部品の組立工程に使用することができ、被組付け側の部品と組付け側の部品を連続的に搬送しながら組付けを行なうための連続搬送組立装置に関する。
【背景技術】
【0002】
例えば、内燃機関用の点火プラグやインジェクタ、各種センサ等の組立工程において、被組付け側の部品に組付け側の部品を組付けるために、ロボットアームや搬送ローダが用いられる。これらピックアンドプレース式の搬送機構を備える装置では、一般に、双方のワークを停止した状態としてから、一方のワークを把持して組付け位置へ移送し、組立を行なった後、次工程へ搬送する。
【0003】
このような装置の従来技術として、特許文献1に記載される部品着脱搬送装置は、加工前部品供給装置と、加工後部品排出装置が分離して配置され、これら装置間に部品着脱装置が配置される。部品着脱装置は、移動装置に天吊り状態で設けられたサーボ制御のロボットであり、アーム部とチャック部を有して部品を把持して移動させることができる。
【0004】
また、特許文献2に記載される搬送組立装置は、搬送手段から物品を受け取って作業手段の作業位置まで移動させるために、昇降手段や把持手段を備える物品移動手段を備える。そして、ローラコンベアでパレット上に搭載されて搬送されるワークを、途中で停止させてから、昇降装置を用いて取り上げ、作業位置へ移動させる機構を備えている。
【0005】
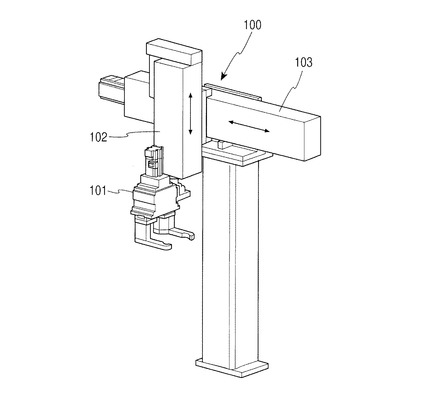
従来の組立装置に使用される搬送ローダ100の一例を図12に示す。図中、搬送ローダ100は、図示しない部品を把持するためのチャック部材101を有しており、チャック部材101は、サーボモータを備える一軸ローダ102、103によりそれぞれ上下方向および前後方向に移動可能となっている。搬送ローダ100を用いて、例えば、点火プラグのインシュレータとハウジングを組付ける場合には、筒状のハウジングを組付け側の部品とし、被組付け側の部品となる略棒状のインシュレータの外周に組付ける。
【0006】
その動作は、具体的には、次の1)〜4)のようになる。
1)チャック部材101を、一旦停止させた組付け側の部品(ハウジング)位置へ移動し、クランプする。
2)クランプされた組付け側の部品(ハウジング)が、一旦停止している被組付け側の部品(インシュレータ)の上方位置となるように、チャック部材101を移動した後、下降を行う。
3)組付け側の部品(ハウジング)が被組付け側部品(インシュレータ)に外挿された状態でアンクランプして、組付けを完了する。
4)チャック部材101を上昇させ、原位置へ戻した後、再度1)以降の動作を繰り返す。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−186212号公報
【特許文献2】特開2000−271825号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
近年、生産性の向上のために、組立工程のさらなる高速化が要求されている。しかしながら、上記従来の組付け方法は、搬送ローダ100の動作数が多く、また、各動作の前後にチャック部材101が停止するために、各動作機器を許容される最大速度で動作したとしても高速化に限界がある。さらに、各動作機器をその限界に近い高速にて使用するため、各機械部品への負荷が高く、故障しやすくなるだけでなく、耐久性を確保するために装置が大型化し、コスト高となりやすい。また、チャック部材101の制御が難しくなり、装置の自動停止が増加して生産稼働率に影響する懸念がある。
【0009】
そこで、本発明の目的は、被組付け側の部品と組付け側の部品を停止状態とすることなく、連続的に搬送しながら組付けを行なうための新規な装置を実現すること、それによって、一連の組付け動作を高速化し、大掛かりな装置を不要として、低コストで制御性、信頼性に優れる連続搬送組立装置を実現することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の請求項1に記載の発明は、
略棒状の第1部品と、その軸方向に対向する略筒状の第2部品を連続的に搬送しながら、上記第1部品の外周に上記第2部品を組付けるための連続搬送組立装置であって、
上下方向を軸方向とした上記第1部品の下端側を支持し、上記第1部品を水平方向に移動しながら上方移動させる第1搬送手段と、
上記第1部品が下端位置にある時に、その上方に上記第2部品を対向配置させる供給手段と、
上記第2部品を上記第1部品の搬送方向に同期させて水平移動させ、上方移動する上記第1部品に上記第2部品を略組付けする第2搬送手段と、
上記第2部品の上下方向の移動を規制しながら組付け位置へ案内し、組付け位置において上下方向の規制を解除することにより上記第2部品を組付け可能とするガイド手段と、を備えることを特徴とする。
【0011】
本発明の請求項2に記載の発明において、上記第1部品は、外周に凸状部を有する形状であり、上記第2部品は、上記第1部品に外挿されて上記凸状部に当接支持される形状である。
【0012】
本発明の請求項3に記載の発明において、上記第1搬送手段は、上記第1部品の下端側を把持する把持部と、該把持部を水平方向および上下方向に移動可能とする第1駆動手段を備え、上記把持部とともに上記第1部品を水平方向に等速移動させながら徐々に上方移動させる。
【0013】
本発明の請求項4に記載の発明において、上記第2搬送手段は、上記第2部品を搬送路上に所定間隔で支持しながら水平方向に等速移動させる第2駆動手段を備える。
【0014】
本発明の請求項5に記載の発明において、上記第2搬送手段の上記第2駆動手段は、搬送方向に延びる回転軸周りに螺旋状の羽根を配置したスクリュー部材を有し、隣合う羽根の間に上記第2部品を支持しながら搬送する構成としている。
【0015】
本発明の請求項6に記載の発明において、上記ガイド手段は、上記第2部品の搬送方向に上記第2部品を規制しながら案内する案内溝を有し、該案内溝の溝幅を組付け位置で拡幅して規制を解除する構成とする。
【0016】
本発明の請求項7に記載の発明において、上記供給手段は、上記第2部品が上記第2搬送手段の搬送方向と直交する方向に整列する供給路と、該供給路と上記第2搬送手段との間を開閉する開閉部材と、上記第1部品の搬送と連動して上記開閉部材を駆動し、上記供給路を開いて上記第1部品の対向位置へ上記第2部品を移動させる駆動手段を備える。
【0017】
本発明の請求項8に記載の発明において、上記第1搬送手段は、上記供給手段から上記第2部品が供給される手前の位置において、搬送される上記第1部品をリング状の第3部品の円弧部に当接させ、上記リング状の第3部品を回転させることにより上記第部品の外周に装着させる第3部品装着手段を備える。
【発明の効果】
【0018】
本発明の請求項1の連続搬送組立装置によれば、第1搬送手段により搬送される第1部品と、第2搬送手段により搬送される第2部品が、同期して水平方向に連続的に搬送され、その間に、第1部品を上方移動させて略組付けするので、ピックアンドプレース式の搬送機構のように組付けに多数の動作を要さず、また、搬送手段を停止する必要がないので、一連の組立動作を従来よりも高速で行うことが可能となる。また、組付け位置まではガイド手段を用いて略組付け状態とし、組付け位置で規制を解除することで、容易かつ良好に組付けを完了することができる。
【0019】
したがって、高速動作のために機械部品への負荷が大きくなったり、モータが大型化したりすることを回避できるので、低コストで制御性、信頼性に優れる連続搬送組立装置を実現することが可能である。
【0020】
本発明の請求項2に記載の発明によれば、具体的には、第1部品の外周に凸状部を有し、第2部品の拡径部が覆着される構成であれば、第1部品の挿通により容易に組付けを行うことができる。
【0021】
本発明の請求項3に記載の発明によれば、具体的には、第1搬送手段に設けた把持部で第1部品の下端側を把持し、水平方向に等速移動させると同時に上方移動させることで、上方に配置した第2部品に徐々に組付けることができる。
【0022】
本発明の請求項4に記載の発明によれば、具体的には、第1部品に組付けられる第2部品を、所望の間隔で支持しながら搬送させることで、組付け性を良好にすることができる。
【0023】
本発明の請求項5に記載の発明によれば、具体的には、第2搬送手段にスクリュー部材を用いることで、隣合う羽根の間に第2部品を支持しながら、スクリュー部材の回転により容易に水平方向に搬送することができる。
【0024】
本発明の請求項6に記載の発明によれば、具体的には、ガイド手段が第2部品を組付け位置まで規制しながら案内するので、連続搬送しながら良好に組付けすることができる。また、組付け位置近傍では、略組付け状態となっているので、規制が解除されても搬送や組付け性に支障はなく、例えば自由落下させることで容易に組付けを完了させることができる。
【0025】
本発明の請求項7に記載の発明によれば、供給手段を第2搬送手段の搬送路と直交させ、開閉部材により開閉する構成とするので、第1部品の搬送と連動させて先頭の第2部品を1つずつ対向位置へ供給することができる。
【0026】
本発明の請求項8に記載の発明によれば、第1搬送手段により第1部品を搬送する間に、さらにリング状の第3部品を容易に装着することができるので、さらに組付けの高速化が可能で、製品組立を効率よく行なうことができる。
【図面の簡単な説明】
【0027】
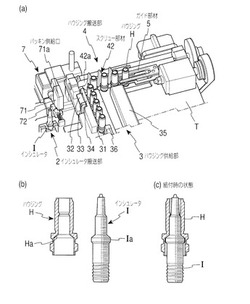
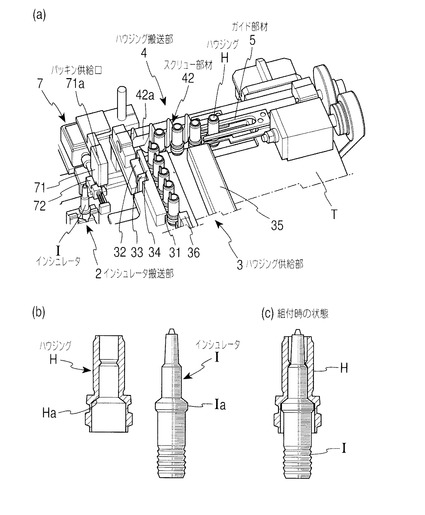
【図1】本発明の第1実施形態であり、(a)は、連続搬送組立装置の主要部斜視図、(b)は、連続搬送組立装置を用いて組付けされるハウジングおよびインシュレータ形状を示す図、(c)は、ハウジングとインシュレータを組み付けた状態を示す図である。
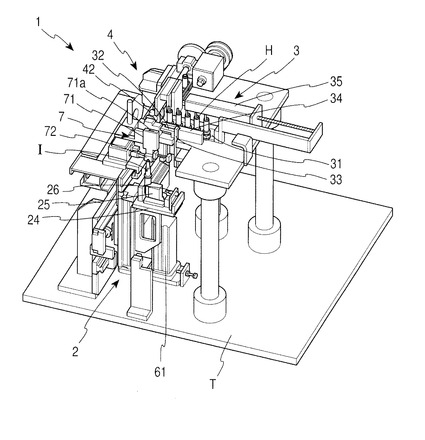
【図2】第1実施形態における連続搬送組立装置の全体斜視図である。
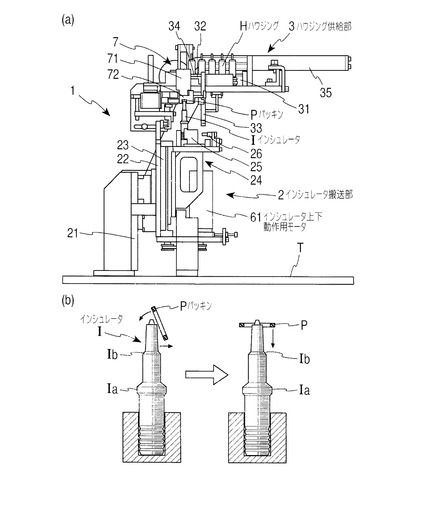
【図3】(a)は、第1実施形態における連続搬送組立装置の正面図であり、(b)は、インシュレータにパッキンを装着する工程を説明するための図である。
【図4】第1実施形態における連続搬送組立装置の平面図である。
【図5】第1実施形態の連続搬送組立装置を用いた組付け工程を説明するための図であり、(a)は、連続搬送組立装置の主要部平面図、(b)は、連続搬送組立装置の主要部側面図である。
【図6】(a)は、第1実施形態における連続搬送組立装置のガイド部材の全体斜視図であり、(b)は、スクリュー羽根とインシュレータの位置関係を説明するための図であり、(c)は、ガイド部材の機能を説明するための模式的な図である。
【図7】第1実施形態の連続搬送組立装置において、インシュレータにパッキンを組付ける工程を説明するための要部拡大図である。
【図8】(a)、(b)は、第1実施形態の連続搬送組立装置において、インシュレータにパッキンを組付ける工程を説明するための要部拡大図である。
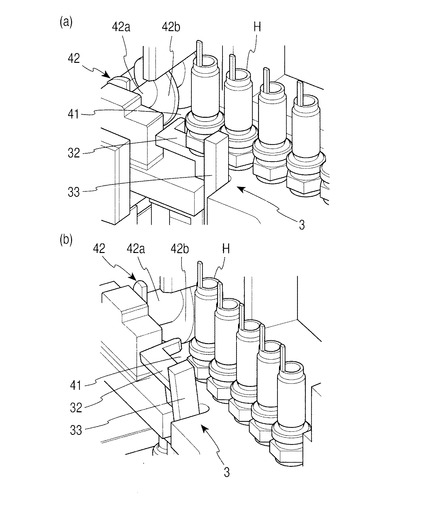
【図9】(a)、(b)は、第1実施形態の連続搬送組立装置において、ハウジングを供給する工程を説明するための要部拡大図である。
【図10】第1実施形態の連続搬送組立装置において、ハウジングを供給する工程を説明するための要部拡大図である。
【図11】本発明の第2実施形態であり、(a)、(b)は、連続搬送組立装置のインシュレータ搬送部の他の構成例を説明するための要部拡大図である。
【図12】従来の組立装置に用いられる搬送ローダの全体斜視図である。
【発明を実施するための形態】
【0028】
以下、図面を参照しながら、本発明を適用した第1実施形態について説明する。図2は、本発明の連続搬送組立装置1の構成を示す全体斜視図であり、図1(a)にその主要部を拡大して示す。図1(b)は、本発明が適用される部品の一例を示すもので、本実施形態では、被組付け側の第1部品として略棒状のインシュレータIを用い、組付け側の第2部品として略筒状のハウジングHを用いて、図1(c)に示すように、ハウジングHをインシュレータIの外周に挿通することにより組付けを行なう。これらハウジングHおよびインシュレータIは、例えば内燃機関の点火プラグの構成部品であり、中心電極を保持するインシュレータIにハウジングHが装着された後、燃焼室壁に取付けられる。
【0029】
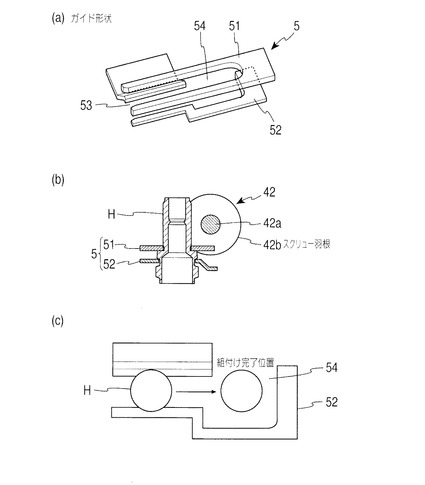
インシュレータIは、中間部外周に凸状部としての拡径部Iaを有し、細径の上半部との間にテーパ面が形成される。一方、ハウジングH内周には、インシュレータI形状に対応するテーパ面状の拡径部Haが形成される。したがって、ハウジングHをインシュレータIの上方から挿通し、拡径部Ia上に拡径部Haを当接保持させることにより組付けがなされる。
【0030】
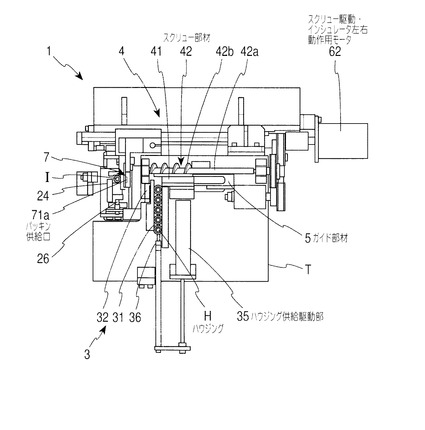
図1(a)、図2において、第1実施形態の連続搬送組立装置1は、第1部品であるインシュレータIを水平方向に移動しながら上方移動させる第1搬送手段としてのインシュレータ搬送部2と、第2部品であるハウジングHをインシュレータIの対向位置に供給するハウジングHの供給手段としてのハウジング供給部3と、第2部品であるハウジングHを第1部品であるインシュレータIの搬送方向に同期させて水平移動させる第2搬送手段としてのハウジング搬送部4と、ハウジング搬送部4に付設されて第2部品であるハウジングHを組付け位置へ案内し、第1部品であるインシュレータIへの組付けを補助するガイド手段としてのガイド部材5を備えている。
【0031】
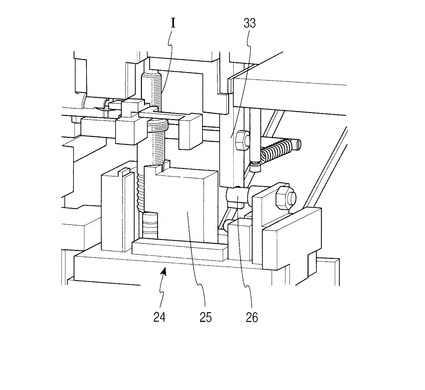
次に、これら各部の構成を詳細に説明する。図2、3(a)において、インシュレータ搬送部2は、矩形テーブルT上に固定される支持部21に水平梁部22を設け、水平梁部22に取り付けたレール部材23に沿って走行する走行体24の上面に、上下方向を軸方向として立設させたインシュレータIを保持する把持部25を設けている。把持部25は、対向する一対の爪部の間にインシュレータIの下半部を配置し、一方の爪部をばね部材で付勢させることにより保持する。
【0032】
走行体24は、外側面にレール部材23上を摺動する摺動部を有し、把持部25とともにインシュレータIを水平方向(図3の紙面前後方向)に一定速度で移動させる。また、把持部25が設けられる走行体24の上面は、走行体24の内側面に上下動可能に取り付けられており、第1駆動手段を構成する上下動作用モータ51により、インシュレータIを所望の速度で上下動させることができる。なお、走行体24の水平動作は、図4に示すハウジング供給手段3と共通のモータ62によって行われ、上下動作用モータ61とともに第1駆動手段を構成する。
【0033】
図2において、走行体24は、走行開始時に図の手前側に位置し、水平動作用モータ62によって図の後方へ水平移動する。この動作に合わせてハウジングHを搬送し、また、インシュレータIを上下動作用モータ61により下端位置から徐々に上方移動させることで、ハウジングHとインシュレータIを停止させることなく、連続移動の過程で組付けがなされる。
【0034】
ここでは、簡便のため、一組のインシュレータIおよび走行体24のみ示すが、これらインシュレータIおよび走行体24の組を複数設けて、インシュレータ搬送部2のレール部材23に沿って走行させる。これにより、複数のインシュレータIを所定の間隔で搬送しながら、各インシュレータIを徐々に上昇させて、組付けを連続的に行うことができる。この時、複数組の走行体24は、一定の搬送方向へ移動しながら組付けを行った後、循環する構成とすることで、戻り動作が不要になり、効率的な連続搬送組立が可能になる。
【0035】
また、図3(b)に示すように、本実施形態のインシュレータIは、細径の上半部外周にテーパ面状の拡径部Ibを有する。拡径部Ibは拡径部Iaより小径であり、ここに第3部品である金属パッキンPを装着する構成となっている。このため、本実施形態の連続搬送組立装置1は、インシュレータIとハウジングHの組付け前に、金属パッキンPを装着するためのパッキン装着部7を備えている。このパッキン装着部7については後述する。
【0036】
図2、4において、ハウジング供給部3は、インシュレータ搬送部2の上方に配置されるハウジング搬送部4の搬送路41に接続されて、ハウジングHを整列供給する供給路31を有している。ハウジング搬送部4の搬送路41は、インシュレータIの搬送方向(図4の左右方向)に沿って、その直上位置に設けられる。ハウジング供給部3の供給路31は、この搬送路41の搬入端部(図の4の左端部)に対して、直交する方向から接続しており、供給路31の両側部に設けたガイド用の立壁が、ハウジングHの側方を支持している。
【0037】
ハウジング供給部3は、供給路31の先頭に位置するハウジングHを、インシュレータIの搬送タイミングと同期させて分離し、搬送路41へ押出す。図1(a)において、この切出し機能を持たせるため、ハウジング供給部3の供給路31には、搬送路41との接続部を開閉するL字状の開閉部材32と、開閉部材32を駆動する駆動手段としての開閉レバー33が設けられる。開閉レバー33は、開閉部材32の基端部に一体に設けられ、供給路31側部に回動可能に支持されている。供給路31側部の立壁は、先端がL字状に切り欠かれて、開閉レバー33を支持するストッパ34となっており、開閉部材32は、供給路31側部に沿ってハウジングHの前方に延び、L字状に屈曲して供給路31の先端側を閉鎖している。
【0038】
図3(a)において、インシュレータ搬送部2の走行体24上面には、インシュレータIの側方に、開閉レバー33に当接可能な棒状の当接部材26が設けられる。開閉レバー33は細長い板状で、その下端部を、走行体24とともに上昇しながら移動する当接部材26に対応する形状としてある。当接部材26が開閉レバー33の下端部を押すと、上端部が手前側に回動し、同時に、これと一体の開閉部材32が供給路31を開く。図2、4において、ハウジング供給部3には、供給路31に整列するハウジングHを後方から支持する支持部材36を有し、これを前後方向に移動可能とするハウジング供給駆動部35が設けられ、供給路31が開くと、先頭のハウジングHを前方の搬送路41へ押出す。ハウジング供給駆動部35は、例えば、エアシリンダ式とすることができる。
【0039】
ハウジング搬送部4は、搬送路41の側方に、切出されたハウジングHを、所定間隔をおいて搬送するスクリュー部材42を有している。スクリュー部材42は、搬送路41に沿って配置される回転軸42a周りに螺旋状の羽根42bを配置したもので、隣合う羽根42bの間にハウジングHが位置する。また、スクリュー部材42の回転軸42aは、インシュレータ搬送部2と共通のモータ62にて回転駆動される。これにより、羽根42bの回転に伴い、ハウジングHを支持しながら水平方向に移送する第2駆動手段が構成される。この時、隣合う羽根42bの間隔を、搬送されるインシュレータIの間隔に対応するように設定することで、ハウジングHとインシュレータIを上下に対向させながら、一定の速度で搬送することができる。
【0040】
図5(a)、(b)は、ハウジングHとインシュレータIが連動して搬送される状態を、模式的に示したものである。ここで、ハウジング搬送部4の搬送路41は、底面に開口を有し、下方のインシュレータIが挿入可能となっている。底面の開口幅は、搬送路41の前半部(図4の左半部)においてはハウジングHの幅(径)よりも小さく、後半部(図4の右半部)は、底面開口が拡幅されて、その上方にガイド部材5が配置される。すなわち、前半部においては、底面開口縁部にハウジングHが載置された状態で、スクリュー部材42の回転によりハウジングHを搬送し、後半部においては、ガイド部材5にてハウジングHを支持しながら組付け位置へ案内することになる。
【0041】
図6(a)に、ガイド部材5の詳細を示す。ガイド部材5は、上下に対向する一対の略U字状部材51、52からなり、案内溝となるU字溝53の開口側が搬送路41の前半部に向けて配置される。上側のU字状部材51は、矩形の平板に一定幅のU字溝53を形成した形状であり、下側のU字状部材52は、U字の閉鎖側が幅方向に拡がり、かつ側方に開口54を有する形状となっている。これにより、図6(b)に示すように、U字の開口側において、下側のU字状部材52上に、ハウジングH外周の環状凸部が当接支持され、その上方のハウジングH細径部の側方を、上側のU字状部材51が支持する。
【0042】
図6(c)に示すように、下側のU字状部材52は、閉鎖側におけるU字溝53の幅が、ハウジングHの環状凸部すなわち最大幅より大きく形成される。したがって、ガイド部材5は、組付け位置の手前までは、ハウジングHの側方を支持し上下方向を規制しながら案内し、組付け完了位置において、規制を解除して、組付けを完了させることができる。組付け後のハウジングHとインシュレータIは、ガイド部材5側部の開口54から取出すことができる。
【0043】
次に、上記構成の連続搬送組立装置1により、第1部品であるインシュレータIに第2部品であるハウジングHを組付ける工程について、図7〜10を参照しながら説明する。まず、図2〜4のように、インシュレータIがインシュレータ搬送部2の把持部25にセットされ、走行体24がレール部材23の始端側、下端位置にある状態から、水平動作用モータ62および上下動作用モータ61を駆動して、走行体24を組付け位置へ向けて搬送開始する。ここで、インシュレータIは、ハウジングHとの組付けに先立って、ハウジング供給部3の手前に位置するパッキン供給部7を通過し、金属リング状のパッキンPを装着する。
【0044】
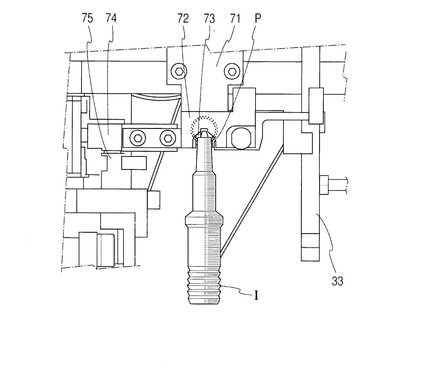
図1(a)において、パッキン装着部7は、上端面にスリット状のパッキン投入口71aを有する箱状のパッキン投入部71と、その下端側に配置される可動ブロック72を有している。その詳細を図7、8に示す。図7において、可動ブロック72の下面側には、インシュレータIの上端部が通過可能な開口73が形成されている。パッキン投入口71aから投入されたリング状の金属パッキンPは、可動ブロック72の背面側において、開口73内にリングの下半部が露出するように支持される。
【0045】
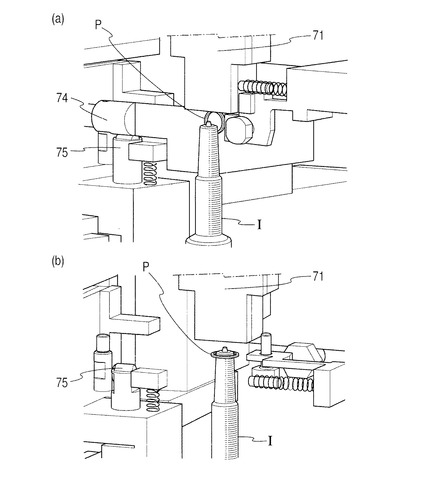
可動ブロック72は、側方に延びるアーム部材74によって回動可能に設けられる。通常状態では、アーム部材74の基端部に回転ストッパ75が当接して回転を規制しており、可動ブロック72は、パッキン投入部71の前面に当接して金属パッキンPを支持している。回転ストッパ75は、インシュレータ搬送部2の動作によってインシュレータIが開口73を通過し、金属パッキンPに当接する位置に達した時に、外れるように構成されている。回転ストッパ75が外れると、可動ブロック72は手前に90度回転し、金属パッキンPがエスケープ可能となる。
【0046】
図8に、金属パッキンPとインシュレータIの装着工程を、可動ブロック72を外した状態で示す。図8(a)において、インシュレータIは、金属パッキンPのリング下側の円弧部に当接可能な位置で対向している。したがって、インシュレータIの移動に伴い、回転ストッパ75が外れると、可動ブロック62が手前に90度回転して、金属パッキンPの規制が解除される。さらに、インシュレータIが金属パッキンPの円弧部に当接することで、金属パッキンPが手前に90度回転する。これにより、図8(b)のように、金属パッキンPがインシュレータIの上端部に挿通され、自重で落下してインシュレータIの拡径部Ibに組付けられる。
【0047】
一方、図1(a)において、ハウジング供給部3にはハウジングHがセットされており、ハウジング搬送部4の搬送路41へ順に供給されるようになっている。この時、先頭のハウジングHは、図9(a)に示すように、L字状の開閉部材32の先端部が当接して、移動が規制されている。この状態から、インシュレータIがパッキン装着部7を通過して、ハウジング搬送部4の下方に達すると、図10に示すように、インシュレータIの側方に位置する棒状の当接部材26が、開閉レバー33の下端部を押す。すると、図9(b)に示すように、L字状の開閉部材32が手前に開き、先頭のハウジングHが、搬送路41へ押し出されて、スクリュー部材42の始端側の羽根42b間に挿入される。開閉レバー33はバネ部材で付勢されており、インシュレータIが通過すると初期位置へ復帰する。
【0048】
この動作を繰り返すことで、図5(b)のように、ハウジングHとインシュレータIを上下方向に一対一で対応させ、等ピッチかつ等速で連続的に搬送することができる。ハウジングHとインシュレータIの搬送スピードを同期させるために、本実施形態では、ハウジングHを水平動作させるスクリュー部材42と、インシュレータIを水平動作させる走行体24の駆動に共通のモータ62を用い、駆動軸の回転がベルトを介して伝達される構成としている。
【0049】
図5(a)、(b)において、ハウジングHとインシュレータIを同期させて連続搬送しながら、同時に、上下動作用モータ61によりインシュレータIの持ち上げ動作を徐々に行うと、ハウジングHの下端開口から少しずつインシュレータIが挿入されていく。ハウジングHは、搬送路41の前半部では底面の開口縁部上に支持され、後半部ではガイド部材5にて支持されて、組付け位置まで搬送される。
【0050】
ガイド部材5は、途中までは上下と横方向を規制し、最後方部の組付け位置では規制を解除するが、ハウジングHは、インシュレータI外周に所定位置まで覆着された状態となっているので、ガイド部材5から外れかけても、インシュレータIの動きに追従して移動することができる。好適には、組付け位置までに、例えばインシュレータIの9割程度が挿入されるようにすると、ガイド部材5の規制が外れたハウジングHが自由落下して、組付けが完了する。
【0051】
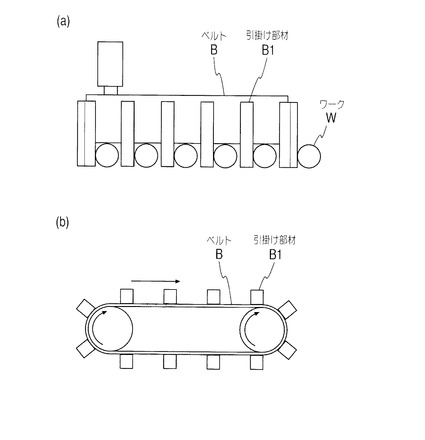
図11は、本発明の第2実施形態であり、ハウジング搬送部2の他の構成例を示す。上記第1実施形態では、ハウジングHの搬送にスクリュー部材42を用いたが、これに限らず、ハウジングHを所定の間隔で等速移動させることができれば、どのような構成であってもよい。例えば、図11(a)、(b)に示すように、ベルトBの表面に、所定の等ピッチで引掛け部材B1を接合したベルトコンベアを用い、ワークW(ハウジングH)が、引掛け部材B1間に支持されて搬送されるようにしてもよい。
【0052】
本実施形態のようにベルトコンベアを用いると、ベルトを循環させることで一方向にワークを搬送させることができる。このように、戻り動作が不要で、一方向にワークを搬送させることができる手段であれば、同様の効果が得られ、搬送ローダやグリッパのような戻り動作が不要であるので、簡易な構成で高速組立が可能である。
【0053】
以上のように、本発明によれば、組付け側と被組付け側の双方の部品を、同期させて連続搬送しながら容易に組付けすることができる。したがって、ピックアンドプレース式の搬送機構を用いる従来装置よりも、一連の組付動作に要する時間を短縮して高速組付けが可能になる。また、機械部品への負荷が低減するため故障しにくく、動作確認のための監視やエラーによる停止頻度が大幅に低下するので、生産稼働率が向上し、組立コストの削減が可能である。
【産業上の利用可能性】
【0054】
本発明の連続搬送組立装置は、組付け側の部品の外周に、被組付け側の部品を挿通保持させる組付体であれば、いずれにも好適に利用することができる。例えば、内燃機関用の点火プラグやインジェクタ、給排気系に搭載されるセンサ等のように、棒状の基体外周に筒状のハウジングやカバー体が装着される構造が挙げられ、さらには、車両用に限らず、種々の分野に適用することができる。よって、各種組立工程に適用されて生産性を大きく向上させ、コスト低減効果を有する。
【符号の説明】
【0055】
H ハウジング(第2部品)
Ha 拡径部
I インシュレータ(第1部品)
Ia 拡径部
Ib 拡径部
P 金属パッキン(第3部品)
T テーブル
1 連続搬送組立装置
2 インシュレータ搬送部(第1搬送手段)
21 支持部
22 水平梁部
23 レール部材
24 走行体
25 把持部
3 ハウジング供給部(供給手段)
31 供給路
32 開閉部材
33 開閉レバー(駆動手段)
34 ストッパ
35 ハウジング供給駆動部
4 ハウジング搬送部(第1搬送手段)
41 搬送路
42 スクリュー部材(第2駆動手段)
42a 回転軸
42b 羽根
5 ガイド部材(ガイド手段)
51、52 U字状部材
53 U字溝(案内溝)
54 開口
61 上下動作用モータ(第1駆動手段)
62 共通モータ(第1駆動手段、第2駆動手段)
7 パッキン装着部((第3部品装着手段)
71 パッキン投入部
71a パッキン投入口
72 可動ブロック
73 開口
74 アーム部材
75 回転ストッパ
【技術分野】
【0001】
本発明は、車両用等の各種部品の組立工程に使用することができ、被組付け側の部品と組付け側の部品を連続的に搬送しながら組付けを行なうための連続搬送組立装置に関する。
【背景技術】
【0002】
例えば、内燃機関用の点火プラグやインジェクタ、各種センサ等の組立工程において、被組付け側の部品に組付け側の部品を組付けるために、ロボットアームや搬送ローダが用いられる。これらピックアンドプレース式の搬送機構を備える装置では、一般に、双方のワークを停止した状態としてから、一方のワークを把持して組付け位置へ移送し、組立を行なった後、次工程へ搬送する。
【0003】
このような装置の従来技術として、特許文献1に記載される部品着脱搬送装置は、加工前部品供給装置と、加工後部品排出装置が分離して配置され、これら装置間に部品着脱装置が配置される。部品着脱装置は、移動装置に天吊り状態で設けられたサーボ制御のロボットであり、アーム部とチャック部を有して部品を把持して移動させることができる。
【0004】
また、特許文献2に記載される搬送組立装置は、搬送手段から物品を受け取って作業手段の作業位置まで移動させるために、昇降手段や把持手段を備える物品移動手段を備える。そして、ローラコンベアでパレット上に搭載されて搬送されるワークを、途中で停止させてから、昇降装置を用いて取り上げ、作業位置へ移動させる機構を備えている。
【0005】
従来の組立装置に使用される搬送ローダ100の一例を図12に示す。図中、搬送ローダ100は、図示しない部品を把持するためのチャック部材101を有しており、チャック部材101は、サーボモータを備える一軸ローダ102、103によりそれぞれ上下方向および前後方向に移動可能となっている。搬送ローダ100を用いて、例えば、点火プラグのインシュレータとハウジングを組付ける場合には、筒状のハウジングを組付け側の部品とし、被組付け側の部品となる略棒状のインシュレータの外周に組付ける。
【0006】
その動作は、具体的には、次の1)〜4)のようになる。
1)チャック部材101を、一旦停止させた組付け側の部品(ハウジング)位置へ移動し、クランプする。
2)クランプされた組付け側の部品(ハウジング)が、一旦停止している被組付け側の部品(インシュレータ)の上方位置となるように、チャック部材101を移動した後、下降を行う。
3)組付け側の部品(ハウジング)が被組付け側部品(インシュレータ)に外挿された状態でアンクランプして、組付けを完了する。
4)チャック部材101を上昇させ、原位置へ戻した後、再度1)以降の動作を繰り返す。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−186212号公報
【特許文献2】特開2000−271825号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
近年、生産性の向上のために、組立工程のさらなる高速化が要求されている。しかしながら、上記従来の組付け方法は、搬送ローダ100の動作数が多く、また、各動作の前後にチャック部材101が停止するために、各動作機器を許容される最大速度で動作したとしても高速化に限界がある。さらに、各動作機器をその限界に近い高速にて使用するため、各機械部品への負荷が高く、故障しやすくなるだけでなく、耐久性を確保するために装置が大型化し、コスト高となりやすい。また、チャック部材101の制御が難しくなり、装置の自動停止が増加して生産稼働率に影響する懸念がある。
【0009】
そこで、本発明の目的は、被組付け側の部品と組付け側の部品を停止状態とすることなく、連続的に搬送しながら組付けを行なうための新規な装置を実現すること、それによって、一連の組付け動作を高速化し、大掛かりな装置を不要として、低コストで制御性、信頼性に優れる連続搬送組立装置を実現することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の請求項1に記載の発明は、
略棒状の第1部品と、その軸方向に対向する略筒状の第2部品を連続的に搬送しながら、上記第1部品の外周に上記第2部品を組付けるための連続搬送組立装置であって、
上下方向を軸方向とした上記第1部品の下端側を支持し、上記第1部品を水平方向に移動しながら上方移動させる第1搬送手段と、
上記第1部品が下端位置にある時に、その上方に上記第2部品を対向配置させる供給手段と、
上記第2部品を上記第1部品の搬送方向に同期させて水平移動させ、上方移動する上記第1部品に上記第2部品を略組付けする第2搬送手段と、
上記第2部品の上下方向の移動を規制しながら組付け位置へ案内し、組付け位置において上下方向の規制を解除することにより上記第2部品を組付け可能とするガイド手段と、を備えることを特徴とする。
【0011】
本発明の請求項2に記載の発明において、上記第1部品は、外周に凸状部を有する形状であり、上記第2部品は、上記第1部品に外挿されて上記凸状部に当接支持される形状である。
【0012】
本発明の請求項3に記載の発明において、上記第1搬送手段は、上記第1部品の下端側を把持する把持部と、該把持部を水平方向および上下方向に移動可能とする第1駆動手段を備え、上記把持部とともに上記第1部品を水平方向に等速移動させながら徐々に上方移動させる。
【0013】
本発明の請求項4に記載の発明において、上記第2搬送手段は、上記第2部品を搬送路上に所定間隔で支持しながら水平方向に等速移動させる第2駆動手段を備える。
【0014】
本発明の請求項5に記載の発明において、上記第2搬送手段の上記第2駆動手段は、搬送方向に延びる回転軸周りに螺旋状の羽根を配置したスクリュー部材を有し、隣合う羽根の間に上記第2部品を支持しながら搬送する構成としている。
【0015】
本発明の請求項6に記載の発明において、上記ガイド手段は、上記第2部品の搬送方向に上記第2部品を規制しながら案内する案内溝を有し、該案内溝の溝幅を組付け位置で拡幅して規制を解除する構成とする。
【0016】
本発明の請求項7に記載の発明において、上記供給手段は、上記第2部品が上記第2搬送手段の搬送方向と直交する方向に整列する供給路と、該供給路と上記第2搬送手段との間を開閉する開閉部材と、上記第1部品の搬送と連動して上記開閉部材を駆動し、上記供給路を開いて上記第1部品の対向位置へ上記第2部品を移動させる駆動手段を備える。
【0017】
本発明の請求項8に記載の発明において、上記第1搬送手段は、上記供給手段から上記第2部品が供給される手前の位置において、搬送される上記第1部品をリング状の第3部品の円弧部に当接させ、上記リング状の第3部品を回転させることにより上記第部品の外周に装着させる第3部品装着手段を備える。
【発明の効果】
【0018】
本発明の請求項1の連続搬送組立装置によれば、第1搬送手段により搬送される第1部品と、第2搬送手段により搬送される第2部品が、同期して水平方向に連続的に搬送され、その間に、第1部品を上方移動させて略組付けするので、ピックアンドプレース式の搬送機構のように組付けに多数の動作を要さず、また、搬送手段を停止する必要がないので、一連の組立動作を従来よりも高速で行うことが可能となる。また、組付け位置まではガイド手段を用いて略組付け状態とし、組付け位置で規制を解除することで、容易かつ良好に組付けを完了することができる。
【0019】
したがって、高速動作のために機械部品への負荷が大きくなったり、モータが大型化したりすることを回避できるので、低コストで制御性、信頼性に優れる連続搬送組立装置を実現することが可能である。
【0020】
本発明の請求項2に記載の発明によれば、具体的には、第1部品の外周に凸状部を有し、第2部品の拡径部が覆着される構成であれば、第1部品の挿通により容易に組付けを行うことができる。
【0021】
本発明の請求項3に記載の発明によれば、具体的には、第1搬送手段に設けた把持部で第1部品の下端側を把持し、水平方向に等速移動させると同時に上方移動させることで、上方に配置した第2部品に徐々に組付けることができる。
【0022】
本発明の請求項4に記載の発明によれば、具体的には、第1部品に組付けられる第2部品を、所望の間隔で支持しながら搬送させることで、組付け性を良好にすることができる。
【0023】
本発明の請求項5に記載の発明によれば、具体的には、第2搬送手段にスクリュー部材を用いることで、隣合う羽根の間に第2部品を支持しながら、スクリュー部材の回転により容易に水平方向に搬送することができる。
【0024】
本発明の請求項6に記載の発明によれば、具体的には、ガイド手段が第2部品を組付け位置まで規制しながら案内するので、連続搬送しながら良好に組付けすることができる。また、組付け位置近傍では、略組付け状態となっているので、規制が解除されても搬送や組付け性に支障はなく、例えば自由落下させることで容易に組付けを完了させることができる。
【0025】
本発明の請求項7に記載の発明によれば、供給手段を第2搬送手段の搬送路と直交させ、開閉部材により開閉する構成とするので、第1部品の搬送と連動させて先頭の第2部品を1つずつ対向位置へ供給することができる。
【0026】
本発明の請求項8に記載の発明によれば、第1搬送手段により第1部品を搬送する間に、さらにリング状の第3部品を容易に装着することができるので、さらに組付けの高速化が可能で、製品組立を効率よく行なうことができる。
【図面の簡単な説明】
【0027】
【図1】本発明の第1実施形態であり、(a)は、連続搬送組立装置の主要部斜視図、(b)は、連続搬送組立装置を用いて組付けされるハウジングおよびインシュレータ形状を示す図、(c)は、ハウジングとインシュレータを組み付けた状態を示す図である。
【図2】第1実施形態における連続搬送組立装置の全体斜視図である。
【図3】(a)は、第1実施形態における連続搬送組立装置の正面図であり、(b)は、インシュレータにパッキンを装着する工程を説明するための図である。
【図4】第1実施形態における連続搬送組立装置の平面図である。
【図5】第1実施形態の連続搬送組立装置を用いた組付け工程を説明するための図であり、(a)は、連続搬送組立装置の主要部平面図、(b)は、連続搬送組立装置の主要部側面図である。
【図6】(a)は、第1実施形態における連続搬送組立装置のガイド部材の全体斜視図であり、(b)は、スクリュー羽根とインシュレータの位置関係を説明するための図であり、(c)は、ガイド部材の機能を説明するための模式的な図である。
【図7】第1実施形態の連続搬送組立装置において、インシュレータにパッキンを組付ける工程を説明するための要部拡大図である。
【図8】(a)、(b)は、第1実施形態の連続搬送組立装置において、インシュレータにパッキンを組付ける工程を説明するための要部拡大図である。
【図9】(a)、(b)は、第1実施形態の連続搬送組立装置において、ハウジングを供給する工程を説明するための要部拡大図である。
【図10】第1実施形態の連続搬送組立装置において、ハウジングを供給する工程を説明するための要部拡大図である。
【図11】本発明の第2実施形態であり、(a)、(b)は、連続搬送組立装置のインシュレータ搬送部の他の構成例を説明するための要部拡大図である。
【図12】従来の組立装置に用いられる搬送ローダの全体斜視図である。
【発明を実施するための形態】
【0028】
以下、図面を参照しながら、本発明を適用した第1実施形態について説明する。図2は、本発明の連続搬送組立装置1の構成を示す全体斜視図であり、図1(a)にその主要部を拡大して示す。図1(b)は、本発明が適用される部品の一例を示すもので、本実施形態では、被組付け側の第1部品として略棒状のインシュレータIを用い、組付け側の第2部品として略筒状のハウジングHを用いて、図1(c)に示すように、ハウジングHをインシュレータIの外周に挿通することにより組付けを行なう。これらハウジングHおよびインシュレータIは、例えば内燃機関の点火プラグの構成部品であり、中心電極を保持するインシュレータIにハウジングHが装着された後、燃焼室壁に取付けられる。
【0029】
インシュレータIは、中間部外周に凸状部としての拡径部Iaを有し、細径の上半部との間にテーパ面が形成される。一方、ハウジングH内周には、インシュレータI形状に対応するテーパ面状の拡径部Haが形成される。したがって、ハウジングHをインシュレータIの上方から挿通し、拡径部Ia上に拡径部Haを当接保持させることにより組付けがなされる。
【0030】
図1(a)、図2において、第1実施形態の連続搬送組立装置1は、第1部品であるインシュレータIを水平方向に移動しながら上方移動させる第1搬送手段としてのインシュレータ搬送部2と、第2部品であるハウジングHをインシュレータIの対向位置に供給するハウジングHの供給手段としてのハウジング供給部3と、第2部品であるハウジングHを第1部品であるインシュレータIの搬送方向に同期させて水平移動させる第2搬送手段としてのハウジング搬送部4と、ハウジング搬送部4に付設されて第2部品であるハウジングHを組付け位置へ案内し、第1部品であるインシュレータIへの組付けを補助するガイド手段としてのガイド部材5を備えている。
【0031】
次に、これら各部の構成を詳細に説明する。図2、3(a)において、インシュレータ搬送部2は、矩形テーブルT上に固定される支持部21に水平梁部22を設け、水平梁部22に取り付けたレール部材23に沿って走行する走行体24の上面に、上下方向を軸方向として立設させたインシュレータIを保持する把持部25を設けている。把持部25は、対向する一対の爪部の間にインシュレータIの下半部を配置し、一方の爪部をばね部材で付勢させることにより保持する。
【0032】
走行体24は、外側面にレール部材23上を摺動する摺動部を有し、把持部25とともにインシュレータIを水平方向(図3の紙面前後方向)に一定速度で移動させる。また、把持部25が設けられる走行体24の上面は、走行体24の内側面に上下動可能に取り付けられており、第1駆動手段を構成する上下動作用モータ51により、インシュレータIを所望の速度で上下動させることができる。なお、走行体24の水平動作は、図4に示すハウジング供給手段3と共通のモータ62によって行われ、上下動作用モータ61とともに第1駆動手段を構成する。
【0033】
図2において、走行体24は、走行開始時に図の手前側に位置し、水平動作用モータ62によって図の後方へ水平移動する。この動作に合わせてハウジングHを搬送し、また、インシュレータIを上下動作用モータ61により下端位置から徐々に上方移動させることで、ハウジングHとインシュレータIを停止させることなく、連続移動の過程で組付けがなされる。
【0034】
ここでは、簡便のため、一組のインシュレータIおよび走行体24のみ示すが、これらインシュレータIおよび走行体24の組を複数設けて、インシュレータ搬送部2のレール部材23に沿って走行させる。これにより、複数のインシュレータIを所定の間隔で搬送しながら、各インシュレータIを徐々に上昇させて、組付けを連続的に行うことができる。この時、複数組の走行体24は、一定の搬送方向へ移動しながら組付けを行った後、循環する構成とすることで、戻り動作が不要になり、効率的な連続搬送組立が可能になる。
【0035】
また、図3(b)に示すように、本実施形態のインシュレータIは、細径の上半部外周にテーパ面状の拡径部Ibを有する。拡径部Ibは拡径部Iaより小径であり、ここに第3部品である金属パッキンPを装着する構成となっている。このため、本実施形態の連続搬送組立装置1は、インシュレータIとハウジングHの組付け前に、金属パッキンPを装着するためのパッキン装着部7を備えている。このパッキン装着部7については後述する。
【0036】
図2、4において、ハウジング供給部3は、インシュレータ搬送部2の上方に配置されるハウジング搬送部4の搬送路41に接続されて、ハウジングHを整列供給する供給路31を有している。ハウジング搬送部4の搬送路41は、インシュレータIの搬送方向(図4の左右方向)に沿って、その直上位置に設けられる。ハウジング供給部3の供給路31は、この搬送路41の搬入端部(図の4の左端部)に対して、直交する方向から接続しており、供給路31の両側部に設けたガイド用の立壁が、ハウジングHの側方を支持している。
【0037】
ハウジング供給部3は、供給路31の先頭に位置するハウジングHを、インシュレータIの搬送タイミングと同期させて分離し、搬送路41へ押出す。図1(a)において、この切出し機能を持たせるため、ハウジング供給部3の供給路31には、搬送路41との接続部を開閉するL字状の開閉部材32と、開閉部材32を駆動する駆動手段としての開閉レバー33が設けられる。開閉レバー33は、開閉部材32の基端部に一体に設けられ、供給路31側部に回動可能に支持されている。供給路31側部の立壁は、先端がL字状に切り欠かれて、開閉レバー33を支持するストッパ34となっており、開閉部材32は、供給路31側部に沿ってハウジングHの前方に延び、L字状に屈曲して供給路31の先端側を閉鎖している。
【0038】
図3(a)において、インシュレータ搬送部2の走行体24上面には、インシュレータIの側方に、開閉レバー33に当接可能な棒状の当接部材26が設けられる。開閉レバー33は細長い板状で、その下端部を、走行体24とともに上昇しながら移動する当接部材26に対応する形状としてある。当接部材26が開閉レバー33の下端部を押すと、上端部が手前側に回動し、同時に、これと一体の開閉部材32が供給路31を開く。図2、4において、ハウジング供給部3には、供給路31に整列するハウジングHを後方から支持する支持部材36を有し、これを前後方向に移動可能とするハウジング供給駆動部35が設けられ、供給路31が開くと、先頭のハウジングHを前方の搬送路41へ押出す。ハウジング供給駆動部35は、例えば、エアシリンダ式とすることができる。
【0039】
ハウジング搬送部4は、搬送路41の側方に、切出されたハウジングHを、所定間隔をおいて搬送するスクリュー部材42を有している。スクリュー部材42は、搬送路41に沿って配置される回転軸42a周りに螺旋状の羽根42bを配置したもので、隣合う羽根42bの間にハウジングHが位置する。また、スクリュー部材42の回転軸42aは、インシュレータ搬送部2と共通のモータ62にて回転駆動される。これにより、羽根42bの回転に伴い、ハウジングHを支持しながら水平方向に移送する第2駆動手段が構成される。この時、隣合う羽根42bの間隔を、搬送されるインシュレータIの間隔に対応するように設定することで、ハウジングHとインシュレータIを上下に対向させながら、一定の速度で搬送することができる。
【0040】
図5(a)、(b)は、ハウジングHとインシュレータIが連動して搬送される状態を、模式的に示したものである。ここで、ハウジング搬送部4の搬送路41は、底面に開口を有し、下方のインシュレータIが挿入可能となっている。底面の開口幅は、搬送路41の前半部(図4の左半部)においてはハウジングHの幅(径)よりも小さく、後半部(図4の右半部)は、底面開口が拡幅されて、その上方にガイド部材5が配置される。すなわち、前半部においては、底面開口縁部にハウジングHが載置された状態で、スクリュー部材42の回転によりハウジングHを搬送し、後半部においては、ガイド部材5にてハウジングHを支持しながら組付け位置へ案内することになる。
【0041】
図6(a)に、ガイド部材5の詳細を示す。ガイド部材5は、上下に対向する一対の略U字状部材51、52からなり、案内溝となるU字溝53の開口側が搬送路41の前半部に向けて配置される。上側のU字状部材51は、矩形の平板に一定幅のU字溝53を形成した形状であり、下側のU字状部材52は、U字の閉鎖側が幅方向に拡がり、かつ側方に開口54を有する形状となっている。これにより、図6(b)に示すように、U字の開口側において、下側のU字状部材52上に、ハウジングH外周の環状凸部が当接支持され、その上方のハウジングH細径部の側方を、上側のU字状部材51が支持する。
【0042】
図6(c)に示すように、下側のU字状部材52は、閉鎖側におけるU字溝53の幅が、ハウジングHの環状凸部すなわち最大幅より大きく形成される。したがって、ガイド部材5は、組付け位置の手前までは、ハウジングHの側方を支持し上下方向を規制しながら案内し、組付け完了位置において、規制を解除して、組付けを完了させることができる。組付け後のハウジングHとインシュレータIは、ガイド部材5側部の開口54から取出すことができる。
【0043】
次に、上記構成の連続搬送組立装置1により、第1部品であるインシュレータIに第2部品であるハウジングHを組付ける工程について、図7〜10を参照しながら説明する。まず、図2〜4のように、インシュレータIがインシュレータ搬送部2の把持部25にセットされ、走行体24がレール部材23の始端側、下端位置にある状態から、水平動作用モータ62および上下動作用モータ61を駆動して、走行体24を組付け位置へ向けて搬送開始する。ここで、インシュレータIは、ハウジングHとの組付けに先立って、ハウジング供給部3の手前に位置するパッキン供給部7を通過し、金属リング状のパッキンPを装着する。
【0044】
図1(a)において、パッキン装着部7は、上端面にスリット状のパッキン投入口71aを有する箱状のパッキン投入部71と、その下端側に配置される可動ブロック72を有している。その詳細を図7、8に示す。図7において、可動ブロック72の下面側には、インシュレータIの上端部が通過可能な開口73が形成されている。パッキン投入口71aから投入されたリング状の金属パッキンPは、可動ブロック72の背面側において、開口73内にリングの下半部が露出するように支持される。
【0045】
可動ブロック72は、側方に延びるアーム部材74によって回動可能に設けられる。通常状態では、アーム部材74の基端部に回転ストッパ75が当接して回転を規制しており、可動ブロック72は、パッキン投入部71の前面に当接して金属パッキンPを支持している。回転ストッパ75は、インシュレータ搬送部2の動作によってインシュレータIが開口73を通過し、金属パッキンPに当接する位置に達した時に、外れるように構成されている。回転ストッパ75が外れると、可動ブロック72は手前に90度回転し、金属パッキンPがエスケープ可能となる。
【0046】
図8に、金属パッキンPとインシュレータIの装着工程を、可動ブロック72を外した状態で示す。図8(a)において、インシュレータIは、金属パッキンPのリング下側の円弧部に当接可能な位置で対向している。したがって、インシュレータIの移動に伴い、回転ストッパ75が外れると、可動ブロック62が手前に90度回転して、金属パッキンPの規制が解除される。さらに、インシュレータIが金属パッキンPの円弧部に当接することで、金属パッキンPが手前に90度回転する。これにより、図8(b)のように、金属パッキンPがインシュレータIの上端部に挿通され、自重で落下してインシュレータIの拡径部Ibに組付けられる。
【0047】
一方、図1(a)において、ハウジング供給部3にはハウジングHがセットされており、ハウジング搬送部4の搬送路41へ順に供給されるようになっている。この時、先頭のハウジングHは、図9(a)に示すように、L字状の開閉部材32の先端部が当接して、移動が規制されている。この状態から、インシュレータIがパッキン装着部7を通過して、ハウジング搬送部4の下方に達すると、図10に示すように、インシュレータIの側方に位置する棒状の当接部材26が、開閉レバー33の下端部を押す。すると、図9(b)に示すように、L字状の開閉部材32が手前に開き、先頭のハウジングHが、搬送路41へ押し出されて、スクリュー部材42の始端側の羽根42b間に挿入される。開閉レバー33はバネ部材で付勢されており、インシュレータIが通過すると初期位置へ復帰する。
【0048】
この動作を繰り返すことで、図5(b)のように、ハウジングHとインシュレータIを上下方向に一対一で対応させ、等ピッチかつ等速で連続的に搬送することができる。ハウジングHとインシュレータIの搬送スピードを同期させるために、本実施形態では、ハウジングHを水平動作させるスクリュー部材42と、インシュレータIを水平動作させる走行体24の駆動に共通のモータ62を用い、駆動軸の回転がベルトを介して伝達される構成としている。
【0049】
図5(a)、(b)において、ハウジングHとインシュレータIを同期させて連続搬送しながら、同時に、上下動作用モータ61によりインシュレータIの持ち上げ動作を徐々に行うと、ハウジングHの下端開口から少しずつインシュレータIが挿入されていく。ハウジングHは、搬送路41の前半部では底面の開口縁部上に支持され、後半部ではガイド部材5にて支持されて、組付け位置まで搬送される。
【0050】
ガイド部材5は、途中までは上下と横方向を規制し、最後方部の組付け位置では規制を解除するが、ハウジングHは、インシュレータI外周に所定位置まで覆着された状態となっているので、ガイド部材5から外れかけても、インシュレータIの動きに追従して移動することができる。好適には、組付け位置までに、例えばインシュレータIの9割程度が挿入されるようにすると、ガイド部材5の規制が外れたハウジングHが自由落下して、組付けが完了する。
【0051】
図11は、本発明の第2実施形態であり、ハウジング搬送部2の他の構成例を示す。上記第1実施形態では、ハウジングHの搬送にスクリュー部材42を用いたが、これに限らず、ハウジングHを所定の間隔で等速移動させることができれば、どのような構成であってもよい。例えば、図11(a)、(b)に示すように、ベルトBの表面に、所定の等ピッチで引掛け部材B1を接合したベルトコンベアを用い、ワークW(ハウジングH)が、引掛け部材B1間に支持されて搬送されるようにしてもよい。
【0052】
本実施形態のようにベルトコンベアを用いると、ベルトを循環させることで一方向にワークを搬送させることができる。このように、戻り動作が不要で、一方向にワークを搬送させることができる手段であれば、同様の効果が得られ、搬送ローダやグリッパのような戻り動作が不要であるので、簡易な構成で高速組立が可能である。
【0053】
以上のように、本発明によれば、組付け側と被組付け側の双方の部品を、同期させて連続搬送しながら容易に組付けすることができる。したがって、ピックアンドプレース式の搬送機構を用いる従来装置よりも、一連の組付動作に要する時間を短縮して高速組付けが可能になる。また、機械部品への負荷が低減するため故障しにくく、動作確認のための監視やエラーによる停止頻度が大幅に低下するので、生産稼働率が向上し、組立コストの削減が可能である。
【産業上の利用可能性】
【0054】
本発明の連続搬送組立装置は、組付け側の部品の外周に、被組付け側の部品を挿通保持させる組付体であれば、いずれにも好適に利用することができる。例えば、内燃機関用の点火プラグやインジェクタ、給排気系に搭載されるセンサ等のように、棒状の基体外周に筒状のハウジングやカバー体が装着される構造が挙げられ、さらには、車両用に限らず、種々の分野に適用することができる。よって、各種組立工程に適用されて生産性を大きく向上させ、コスト低減効果を有する。
【符号の説明】
【0055】
H ハウジング(第2部品)
Ha 拡径部
I インシュレータ(第1部品)
Ia 拡径部
Ib 拡径部
P 金属パッキン(第3部品)
T テーブル
1 連続搬送組立装置
2 インシュレータ搬送部(第1搬送手段)
21 支持部
22 水平梁部
23 レール部材
24 走行体
25 把持部
3 ハウジング供給部(供給手段)
31 供給路
32 開閉部材
33 開閉レバー(駆動手段)
34 ストッパ
35 ハウジング供給駆動部
4 ハウジング搬送部(第1搬送手段)
41 搬送路
42 スクリュー部材(第2駆動手段)
42a 回転軸
42b 羽根
5 ガイド部材(ガイド手段)
51、52 U字状部材
53 U字溝(案内溝)
54 開口
61 上下動作用モータ(第1駆動手段)
62 共通モータ(第1駆動手段、第2駆動手段)
7 パッキン装着部((第3部品装着手段)
71 パッキン投入部
71a パッキン投入口
72 可動ブロック
73 開口
74 アーム部材
75 回転ストッパ
【特許請求の範囲】
【請求項1】
略棒状の被組付側の第1部品と、その軸方向に対向する略筒状の組付側の第2部品を連続的に搬送しながら、上記第1部品の外周に上記第2部品を組付けるための連続搬送組立装置であって、
垂直方向を軸方向とした上記第1部品の下端側を支持し、上記第1部品を水平方向に移動しながら上方移動させる第1搬送手段と、
上記第1部品が下端位置にある時に、その上方に上記第2部品を対向配置させる供給手段と、
上記第2部品を上記第1部品の搬送方向に同期させて水平移動させ、上方移動する上記第1部品に上記第2部品を略組付けする第2搬送手段と、
上記第2部品の上下方向の移動を規制しながら組付け位置へ案内し、組付け位置において上下方向の規制を解除することにより上記第2部品を組付け可能とするガイド手段と、を備えることを特徴とする連続搬送組立装置。
【請求項2】
上記第1部品は、外周に凸状部を有する形状であり、上記第2部品は、上記第1部品に外挿されて上記凸状部に当接支持される形状である請求項1記載の連続搬送組立装置。
【請求項3】
上記第1搬送手段は、上記第1部品の下端側を把持する把持部と、該把持部を水平方向および上下方向に移動可能とする第1駆動手段を備え、上記把持部とともに上記第1部品を水平方向に等速移動させながら徐々に上方移動させる請求項1または2記載の連続搬送組立装置。
【請求項4】
上記第2搬送手段は、上記第2部品を搬送路上に所定間隔で支持しながら水平方向に等速移動させる第2駆動手段を備える請求項1ないし3のいずれか1項に記載の連続搬送組立装置。
【請求項5】
上記第2搬送手段は、上記第2駆動手段として、搬送方向に延びる回転軸周りに螺旋状の羽根を配置したスクリュー部材を有し、隣合う羽根の間に上記第2部品を支持しながら搬送する請求項4記載の連続搬送組立装置。
【請求項6】
上記ガイド手段は、上記第2部品の搬送方向に上記第2部品を規制しながら案内する案内溝を有し、該案内溝の溝幅を組付け位置で拡幅して規制を解除する構成である請求項1ないし5のいずれか1項に記載の連続搬送組立装置。
【請求項7】
上記供給手段は、上記第2部品が上記第2搬送手段の搬送方向と直交する方向に整列する供給路と、該供給路と上記第2搬送手段との間を開閉する開閉部材と、上記第1部品の搬送と連動して上記開閉部材を駆動し、上記供給路を開いて上記第1部品の対向位置へ上記第2部品を移動させる駆動手段を備える請求項1ないし6のいずれか1項に記載の連続搬送組立装置。
【請求項8】
上記第1搬送手段は、上記供給手段から上記第2部品が供給される手前の位置において、搬送される上記第1部品をリング状の第3部品の円弧部に当接させ、上記リング状の第3部品を回転させることにより上記第部品の外周に装着させる第3部品装着手段を備える請求項1ないし7のいずれか1項に記載の連続搬送組立装置。
【請求項1】
略棒状の被組付側の第1部品と、その軸方向に対向する略筒状の組付側の第2部品を連続的に搬送しながら、上記第1部品の外周に上記第2部品を組付けるための連続搬送組立装置であって、
垂直方向を軸方向とした上記第1部品の下端側を支持し、上記第1部品を水平方向に移動しながら上方移動させる第1搬送手段と、
上記第1部品が下端位置にある時に、その上方に上記第2部品を対向配置させる供給手段と、
上記第2部品を上記第1部品の搬送方向に同期させて水平移動させ、上方移動する上記第1部品に上記第2部品を略組付けする第2搬送手段と、
上記第2部品の上下方向の移動を規制しながら組付け位置へ案内し、組付け位置において上下方向の規制を解除することにより上記第2部品を組付け可能とするガイド手段と、を備えることを特徴とする連続搬送組立装置。
【請求項2】
上記第1部品は、外周に凸状部を有する形状であり、上記第2部品は、上記第1部品に外挿されて上記凸状部に当接支持される形状である請求項1記載の連続搬送組立装置。
【請求項3】
上記第1搬送手段は、上記第1部品の下端側を把持する把持部と、該把持部を水平方向および上下方向に移動可能とする第1駆動手段を備え、上記把持部とともに上記第1部品を水平方向に等速移動させながら徐々に上方移動させる請求項1または2記載の連続搬送組立装置。
【請求項4】
上記第2搬送手段は、上記第2部品を搬送路上に所定間隔で支持しながら水平方向に等速移動させる第2駆動手段を備える請求項1ないし3のいずれか1項に記載の連続搬送組立装置。
【請求項5】
上記第2搬送手段は、上記第2駆動手段として、搬送方向に延びる回転軸周りに螺旋状の羽根を配置したスクリュー部材を有し、隣合う羽根の間に上記第2部品を支持しながら搬送する請求項4記載の連続搬送組立装置。
【請求項6】
上記ガイド手段は、上記第2部品の搬送方向に上記第2部品を規制しながら案内する案内溝を有し、該案内溝の溝幅を組付け位置で拡幅して規制を解除する構成である請求項1ないし5のいずれか1項に記載の連続搬送組立装置。
【請求項7】
上記供給手段は、上記第2部品が上記第2搬送手段の搬送方向と直交する方向に整列する供給路と、該供給路と上記第2搬送手段との間を開閉する開閉部材と、上記第1部品の搬送と連動して上記開閉部材を駆動し、上記供給路を開いて上記第1部品の対向位置へ上記第2部品を移動させる駆動手段を備える請求項1ないし6のいずれか1項に記載の連続搬送組立装置。
【請求項8】
上記第1搬送手段は、上記供給手段から上記第2部品が供給される手前の位置において、搬送される上記第1部品をリング状の第3部品の円弧部に当接させ、上記リング状の第3部品を回転させることにより上記第部品の外周に装着させる第3部品装着手段を備える請求項1ないし7のいずれか1項に記載の連続搬送組立装置。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−103300(P2013−103300A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248942(P2011−248942)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
[ Back to top ]