
連続焼鈍炉内の異物濃度測定装置
【課題】鋼帯の冷却装置としてジェットクーラーを採用した連続焼鈍炉において、高温の連続焼鈍炉内雰囲気ガス中の異物濃度を、従来市販のパーティクルカウンターを用いて、高精度に連続して測定可能な連続焼鈍炉内の異物濃度測定装置を提供する。
【解決手段】上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口2と、異物除去処理後の清浄ガスを排出する清浄ガス排出口3を、各々有し、下部に異物を排出する異物排出口4を有するサイクロン1と、該異物排出口4に連結した異物排出管6と、該異物排出管7を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンター9からなる連続焼鈍炉内の異物濃度測定装置であって、パーティクルカウンター9の前段に、異物排出管6内に冷却ガスを吹き込む冷却ガス供給手段7を設けた。
【解決手段】上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口2と、異物除去処理後の清浄ガスを排出する清浄ガス排出口3を、各々有し、下部に異物を排出する異物排出口4を有するサイクロン1と、該異物排出口4に連結した異物排出管6と、該異物排出管7を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンター9からなる連続焼鈍炉内の異物濃度測定装置であって、パーティクルカウンター9の前段に、異物排出管6内に冷却ガスを吹き込む冷却ガス供給手段7を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は連続焼鈍炉内の異物濃度測定装置に関するものである。
【背景技術】
【0002】
鋼帯の連続焼鈍炉においては、炉内の異物がロールと鋼板の間に噛みこまれて押し疵となり、鋼帯表面に製品欠陥を生じることがある。特に冷却ガスを直接鋼帯に噴射して鋼帯の冷却を行ういわゆるジェットクーラー式の冷却装置を備えた連続焼鈍炉では、炉内の構造物に堆積した異物が冷却ガスにより巻き上がり、疵を誘発し易い傾向があった。特に粒径が50μm以上の異物が押し疵の原因となっている。
【0003】
ジェットクーラーにおける、前記製品欠陥の問題に対し、本願出願人は、鋼帯とジェットクーラーのノズルヘッダーとの間にメッシュフェンスを設ける構成によって冷却用ガスに混入していたゴミ・錆等の微粉を、メッシュフェンスで除去し、さらに、メッシュフェンスに冷却水を散水する散水ノズルを設ける構成によってメッシュフェンスに付着したゴミ、錆等の微粉を洗い落す技術を開示している(特許文献1)。
【0004】
自動車用外板など、特に美麗な鋼板を製造する連続焼鈍炉においては、これらの押し疵の発生原因を特定したり、解決策を検討することによって、押し疵の発生を効果的に回避することが求められており、そのために炉内の異物濃度(粒子径と数)を連続して高精度に測定する技術への需要がある。
【0005】
従来、炉内の異物濃度を測定する方法としては、炉内ガスを吸引して円筒ろ紙や円形ろ紙で濾過して異物を採取し、顕微鏡などで観察して定量化する方法が一般に知られている。しかし、この方法は、連続的なデータが得られず、炉内の状況を詳細に把握することが困難であるという問題や、多大な労力と時間が必要であるという問題があった。
【0006】
なお、粉塵濃度を連続測定する装置として従来から市販されているパーティクルカウンターでは、測定ガス温度の上限は40℃程度であって、当該上限温度を超える試料を流した場合、高温ガスによってセンサーが破損される。連続焼鈍炉内雰囲気ガス温度は200〜300℃程度になるため、従来市販のパーティクルカウンターによる異物濃度測定は不可能であるという問題があった。また、高温ガスを熱交交換器で冷却する方法も考えられるが伝熱面との接触時間を確保するためにはガスの流速を小さくする必要があるが、その場合、異物が伝熱面に堆積して計測部まで導入することが困難となる。更には流速を低下させずに熱交換器で冷却する場合は伝熱面を相当長くする必要があり、熱交換器が膨大な
規模になるため、現実的には困難である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−3337号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は前記問題を解決し、鋼帯の冷却装置としてジェットクーラーを採用した連続焼鈍炉において、高温の連続焼鈍炉内雰囲気ガス中の異物濃度を、従来市販のパーティクルカウンターを用いて、連続して高精度に測定可能な連続焼鈍炉内の異物濃度測定装置を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するためになされた本発明の連続焼鈍炉内の異物濃度測定装置は、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガス排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンと、該異物排出口に連結した異物排出管と、該異物排出管を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンターからなり、該パーティクルカウンターの前段に、異物排出管内に冷却ガスを吹き込む冷却ガス供給手段を設けたことを特徴とするものである。
【0010】
請求項2記載の発明は、請求項1記載の連続焼鈍炉内の異物濃度測定装置において、冷却ガス供給手段は、パーティクルカウンターの前段で異物排出管内の気体温度を測定する温度測定手段と、該温度測定手段の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段を備えることを特徴とするものである。
【0011】
請求項3記載の発明は、請求項2記載の連続焼鈍炉内の異物濃度測定装置を用いて、連続焼鈍炉内の異物濃度測定を行う方法であって、パーティクルカウンターの前段での異物排出管内の気体温度がパーティクルカウンターの使用上限温度以下となるように冷却ガスの供給量を決定することを特徴とするものである。
【発明の効果】
【0012】
本発明に係る連続焼鈍炉内の異物濃度測定装置によれば、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガスの排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンによる処理を経て、異物濃度が濃縮されたガスに、冷却ガスを吹き込んで冷却する構成により、高温ガスによるセンサー破損等の問題を生じることなく、市販のパーティクルカウンターで異物濃度を連続測定することができる。異物濃度を濃縮したガスを試料として、パーティクルカウンターで濃度測定を行うことにより、炉内の異物濃度を連続して高精度に把握することができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る連続焼鈍炉内の異物濃度測定装置の全体説明図である。
【図2】実施例により、本発明の効果を示す図である。
【発明を実施するための形態】
【0014】
以下に本発明の好ましい実施形態を示す。
【0015】
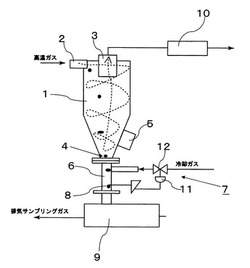
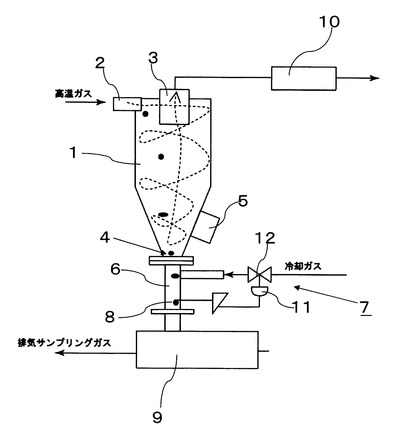
本発明に係る連続焼鈍炉内の異物濃度測定装置は、図1に示すように、サイクロン1と、サイクロン1で分離された異物を排出するためにサイクロン1の下部に設けられた異物排出口4の直下に垂直方向に連結した異物排出管6と、異物排出管6内部に冷却ガスを吹き込む冷却ガス供給手段7と、冷却されたガス中の粒子数を測定するパーティクルカウンター9とから構成されている。パーティクルカウンター9は、従来公知の構成を有するものであって、気体に対し、レーザ発振器からのレーザを、ガルバノミラーを介して照射した際、気体中に含まれる異物(微粒子)から反射される散乱光をレンズ、スリット(を介してフォトマルで検知して、信号処理回路で処理し、その数をカウントし、計数表示器等に表示するものである。
【0016】
サイクロン1の全体形状は、除去したい異物の直径と密度、および流体の物性と風量をパラメータとする従来公知の一般式により決定することができる。
【0017】
サイクロン1は、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口2と、異物除去処理後の清浄ガスを排出する清浄ガス排出口3を、各々有し、下部に異物を排出する異物排出口4を有する。またサイクロン下部にバイブレータ5を設置して、サイクロン下部の傾斜部分への異物堆積を防止することが好ましい。
【0018】
連続焼鈍炉内雰囲気ガスは、清浄ガス排出口3の後段に設置した連続焼鈍炉内雰囲気ガス吸引手段10によって、サイクロン1内へと吸引される。連続焼鈍炉内雰囲気ガス吸引手段10としては、耐熱性の吸引ポンプやイジェクタ等、任意の吸引手段を採用することができるが、コスト面からイジェクタを採用することが特に好ましい。
【0019】
連続焼鈍炉内雰囲気ガスは、約200〜300℃の高温ガスである。サイクロン1で異物濃度を濃縮して異物排出管6へ排出されるガスの温度は、約150〜250℃である。
【0020】
異物排出管6は、異物排出管6内部に冷却ガスを、従来市販のパーティクルカウンターの使用上限温度(約40℃)以下にまで、冷却する冷却ガス供給手段7を備えている。パーティクルカウンターの使用上限温度は、パーティクルカウンターのセンサーの耐熱温度により規定されている。
【0021】
冷却ガス供給手段7は、パーティクルカウンター9の前段で異物排出管6内の気体温度を測定する温度測定手段8と、該温度測定手段8の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段11を備えている。
【0022】
冷却ガス供給量決定手段11では、該温度測定手段8の温度測定結果に基づいて、パーティクルカウンター9の前段での異物排出管6内の気体温度がパーティクルカウンター9の使用上限温度(約40℃)以下となるように、冷却ガスの供給量を決定して、冷却ガス供給量調節弁12の開閉制御が行われる。
【0023】
上記構成の本発明では、サイクロン1で分離された高温の濃縮異物混入ガスが、冷却ガスと混合してからパーティクルカウンター9に導入されるため、市販のパーティクルカウンターで異物濃度を連続測定し、炉内の異物濃度を高精度に把握することができる。
【実施例】
【0024】
図1に示す連続焼鈍炉内の異物濃度測定装置を用いて本発明の効果を検討した結果を以下に示す。
【0025】
連続焼鈍炉内から炉内雰囲気ガス(200〜300℃)をサイクロン1(φ100mm*L300mm)に導入した。
【0026】
導入されたガスは、サイクロン1内で旋回を繰り返した後、清浄ガス排出口3から排気されていく。ガスが旋回する際、粒子径の大きな異物(10μm以上)はサイクロン1の下部に沈降してくる。ここで、沈降する際、異物はバイブレータ5で加振されるため、サイクロン1内壁に付着堆積することなく沈降していく。
【0027】
沈降してきた異物を、異物排出管6内に排出し、冷却ガスと混合してパーティクルカウンターの使用上限温度(40℃程度)以下とした後、パーティクルカウンター9に導入して異物の直径と数を計測した。
【0028】
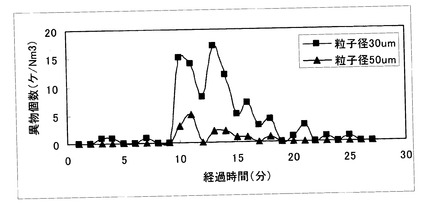
図2には、上記実施例により異物濃度測定を行った結果を示している。図2に示すように、本発明によれば、高温ガス中の異物濃度を連続計測することが可能となり、
炉内疵発生との因果関係調査を迅速に行うことができる。
【符号の説明】
【0029】
1 サイクロン
2 高温ガス導入口
3 清浄ガス排出口
4 異物排出口
5 バイブレータ
6 異物排出管
7 冷却ガス供給手段
8 温度測定手段
9 パーティクルカウンター
10 連続焼鈍炉内雰囲気ガス吸引手段
11 冷却ガス供給量決定手段
12 冷却ガス供給量調節弁
【技術分野】
【0001】
本発明は連続焼鈍炉内の異物濃度測定装置に関するものである。
【背景技術】
【0002】
鋼帯の連続焼鈍炉においては、炉内の異物がロールと鋼板の間に噛みこまれて押し疵となり、鋼帯表面に製品欠陥を生じることがある。特に冷却ガスを直接鋼帯に噴射して鋼帯の冷却を行ういわゆるジェットクーラー式の冷却装置を備えた連続焼鈍炉では、炉内の構造物に堆積した異物が冷却ガスにより巻き上がり、疵を誘発し易い傾向があった。特に粒径が50μm以上の異物が押し疵の原因となっている。
【0003】
ジェットクーラーにおける、前記製品欠陥の問題に対し、本願出願人は、鋼帯とジェットクーラーのノズルヘッダーとの間にメッシュフェンスを設ける構成によって冷却用ガスに混入していたゴミ・錆等の微粉を、メッシュフェンスで除去し、さらに、メッシュフェンスに冷却水を散水する散水ノズルを設ける構成によってメッシュフェンスに付着したゴミ、錆等の微粉を洗い落す技術を開示している(特許文献1)。
【0004】
自動車用外板など、特に美麗な鋼板を製造する連続焼鈍炉においては、これらの押し疵の発生原因を特定したり、解決策を検討することによって、押し疵の発生を効果的に回避することが求められており、そのために炉内の異物濃度(粒子径と数)を連続して高精度に測定する技術への需要がある。
【0005】
従来、炉内の異物濃度を測定する方法としては、炉内ガスを吸引して円筒ろ紙や円形ろ紙で濾過して異物を採取し、顕微鏡などで観察して定量化する方法が一般に知られている。しかし、この方法は、連続的なデータが得られず、炉内の状況を詳細に把握することが困難であるという問題や、多大な労力と時間が必要であるという問題があった。
【0006】
なお、粉塵濃度を連続測定する装置として従来から市販されているパーティクルカウンターでは、測定ガス温度の上限は40℃程度であって、当該上限温度を超える試料を流した場合、高温ガスによってセンサーが破損される。連続焼鈍炉内雰囲気ガス温度は200〜300℃程度になるため、従来市販のパーティクルカウンターによる異物濃度測定は不可能であるという問題があった。また、高温ガスを熱交交換器で冷却する方法も考えられるが伝熱面との接触時間を確保するためにはガスの流速を小さくする必要があるが、その場合、異物が伝熱面に堆積して計測部まで導入することが困難となる。更には流速を低下させずに熱交換器で冷却する場合は伝熱面を相当長くする必要があり、熱交換器が膨大な
規模になるため、現実的には困難である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−3337号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は前記問題を解決し、鋼帯の冷却装置としてジェットクーラーを採用した連続焼鈍炉において、高温の連続焼鈍炉内雰囲気ガス中の異物濃度を、従来市販のパーティクルカウンターを用いて、連続して高精度に測定可能な連続焼鈍炉内の異物濃度測定装置を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するためになされた本発明の連続焼鈍炉内の異物濃度測定装置は、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガス排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンと、該異物排出口に連結した異物排出管と、該異物排出管を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンターからなり、該パーティクルカウンターの前段に、異物排出管内に冷却ガスを吹き込む冷却ガス供給手段を設けたことを特徴とするものである。
【0010】
請求項2記載の発明は、請求項1記載の連続焼鈍炉内の異物濃度測定装置において、冷却ガス供給手段は、パーティクルカウンターの前段で異物排出管内の気体温度を測定する温度測定手段と、該温度測定手段の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段を備えることを特徴とするものである。
【0011】
請求項3記載の発明は、請求項2記載の連続焼鈍炉内の異物濃度測定装置を用いて、連続焼鈍炉内の異物濃度測定を行う方法であって、パーティクルカウンターの前段での異物排出管内の気体温度がパーティクルカウンターの使用上限温度以下となるように冷却ガスの供給量を決定することを特徴とするものである。
【発明の効果】
【0012】
本発明に係る連続焼鈍炉内の異物濃度測定装置によれば、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガスの排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンによる処理を経て、異物濃度が濃縮されたガスに、冷却ガスを吹き込んで冷却する構成により、高温ガスによるセンサー破損等の問題を生じることなく、市販のパーティクルカウンターで異物濃度を連続測定することができる。異物濃度を濃縮したガスを試料として、パーティクルカウンターで濃度測定を行うことにより、炉内の異物濃度を連続して高精度に把握することができる。
【図面の簡単な説明】
【0013】
【図1】本発明に係る連続焼鈍炉内の異物濃度測定装置の全体説明図である。
【図2】実施例により、本発明の効果を示す図である。
【発明を実施するための形態】
【0014】
以下に本発明の好ましい実施形態を示す。
【0015】
本発明に係る連続焼鈍炉内の異物濃度測定装置は、図1に示すように、サイクロン1と、サイクロン1で分離された異物を排出するためにサイクロン1の下部に設けられた異物排出口4の直下に垂直方向に連結した異物排出管6と、異物排出管6内部に冷却ガスを吹き込む冷却ガス供給手段7と、冷却されたガス中の粒子数を測定するパーティクルカウンター9とから構成されている。パーティクルカウンター9は、従来公知の構成を有するものであって、気体に対し、レーザ発振器からのレーザを、ガルバノミラーを介して照射した際、気体中に含まれる異物(微粒子)から反射される散乱光をレンズ、スリット(を介してフォトマルで検知して、信号処理回路で処理し、その数をカウントし、計数表示器等に表示するものである。
【0016】
サイクロン1の全体形状は、除去したい異物の直径と密度、および流体の物性と風量をパラメータとする従来公知の一般式により決定することができる。
【0017】
サイクロン1は、上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口2と、異物除去処理後の清浄ガスを排出する清浄ガス排出口3を、各々有し、下部に異物を排出する異物排出口4を有する。またサイクロン下部にバイブレータ5を設置して、サイクロン下部の傾斜部分への異物堆積を防止することが好ましい。
【0018】
連続焼鈍炉内雰囲気ガスは、清浄ガス排出口3の後段に設置した連続焼鈍炉内雰囲気ガス吸引手段10によって、サイクロン1内へと吸引される。連続焼鈍炉内雰囲気ガス吸引手段10としては、耐熱性の吸引ポンプやイジェクタ等、任意の吸引手段を採用することができるが、コスト面からイジェクタを採用することが特に好ましい。
【0019】
連続焼鈍炉内雰囲気ガスは、約200〜300℃の高温ガスである。サイクロン1で異物濃度を濃縮して異物排出管6へ排出されるガスの温度は、約150〜250℃である。
【0020】
異物排出管6は、異物排出管6内部に冷却ガスを、従来市販のパーティクルカウンターの使用上限温度(約40℃)以下にまで、冷却する冷却ガス供給手段7を備えている。パーティクルカウンターの使用上限温度は、パーティクルカウンターのセンサーの耐熱温度により規定されている。
【0021】
冷却ガス供給手段7は、パーティクルカウンター9の前段で異物排出管6内の気体温度を測定する温度測定手段8と、該温度測定手段8の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段11を備えている。
【0022】
冷却ガス供給量決定手段11では、該温度測定手段8の温度測定結果に基づいて、パーティクルカウンター9の前段での異物排出管6内の気体温度がパーティクルカウンター9の使用上限温度(約40℃)以下となるように、冷却ガスの供給量を決定して、冷却ガス供給量調節弁12の開閉制御が行われる。
【0023】
上記構成の本発明では、サイクロン1で分離された高温の濃縮異物混入ガスが、冷却ガスと混合してからパーティクルカウンター9に導入されるため、市販のパーティクルカウンターで異物濃度を連続測定し、炉内の異物濃度を高精度に把握することができる。
【実施例】
【0024】
図1に示す連続焼鈍炉内の異物濃度測定装置を用いて本発明の効果を検討した結果を以下に示す。
【0025】
連続焼鈍炉内から炉内雰囲気ガス(200〜300℃)をサイクロン1(φ100mm*L300mm)に導入した。
【0026】
導入されたガスは、サイクロン1内で旋回を繰り返した後、清浄ガス排出口3から排気されていく。ガスが旋回する際、粒子径の大きな異物(10μm以上)はサイクロン1の下部に沈降してくる。ここで、沈降する際、異物はバイブレータ5で加振されるため、サイクロン1内壁に付着堆積することなく沈降していく。
【0027】
沈降してきた異物を、異物排出管6内に排出し、冷却ガスと混合してパーティクルカウンターの使用上限温度(40℃程度)以下とした後、パーティクルカウンター9に導入して異物の直径と数を計測した。
【0028】
図2には、上記実施例により異物濃度測定を行った結果を示している。図2に示すように、本発明によれば、高温ガス中の異物濃度を連続計測することが可能となり、
炉内疵発生との因果関係調査を迅速に行うことができる。
【符号の説明】
【0029】
1 サイクロン
2 高温ガス導入口
3 清浄ガス排出口
4 異物排出口
5 バイブレータ
6 異物排出管
7 冷却ガス供給手段
8 温度測定手段
9 パーティクルカウンター
10 連続焼鈍炉内雰囲気ガス吸引手段
11 冷却ガス供給量決定手段
12 冷却ガス供給量調節弁
【特許請求の範囲】
【請求項1】
上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガス排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンと、該異物排出口に連結した異物排出管と、該異物排出管を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンターからなり、該パーティクルカウンターの前段に、異物排出管内に冷却ガスを吹き込む冷却ガス供給手段を設けたことを特徴とする連続焼鈍炉内の異物濃度測定装置。
【請求項2】
冷却ガス供給手段は、パーティクルカウンターの前段で異物排出管内の気体温度を測定する温度測定手段と、該温度測定手段の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段を備えることを特徴とする請求項1記載の連続焼鈍炉内の異物濃度測定装置。
【請求項3】
請求項2記載の連続焼鈍炉内の異物濃度測定装置を用いて、連続焼鈍炉内の異物濃度測定を行う方法であって、パーティクルカウンターの前段での異物排出管内の気体温度がパーティクルカウンターの使用上限温度以下となるように冷却ガスの供給量を決定することを特徴とする連続焼鈍炉内の異物濃度測定方法。
【請求項1】
上部に連続焼鈍炉内雰囲気ガスの一部を導入する高温ガス導入口と、異物除去処理後の清浄ガスを排出する清浄ガス排出口を、各々有し、下部に異物を排出する異物排出口を有するサイクロンと、該異物排出口に連結した異物排出管と、該異物排出管を流れる気体に対し、レーザ発振器からのレーザを照射して、該気体中に含まれる異物から反射される散乱光を検知して、その異物数をカウントするパーティクルカウンターからなり、該パーティクルカウンターの前段に、異物排出管内に冷却ガスを吹き込む冷却ガス供給手段を設けたことを特徴とする連続焼鈍炉内の異物濃度測定装置。
【請求項2】
冷却ガス供給手段は、パーティクルカウンターの前段で異物排出管内の気体温度を測定する温度測定手段と、該温度測定手段の温度測定結果に基づいて冷却ガス供給量を決定する冷却ガス供給量決定手段を備えることを特徴とする請求項1記載の連続焼鈍炉内の異物濃度測定装置。
【請求項3】
請求項2記載の連続焼鈍炉内の異物濃度測定装置を用いて、連続焼鈍炉内の異物濃度測定を行う方法であって、パーティクルカウンターの前段での異物排出管内の気体温度がパーティクルカウンターの使用上限温度以下となるように冷却ガスの供給量を決定することを特徴とする連続焼鈍炉内の異物濃度測定方法。
【図1】


【図2】
【図2】
【公開番号】特開2011−185889(P2011−185889A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−54047(P2010−54047)
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月11日(2010.3.11)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]