
連続的に搬送されるシート材料を熱処理するための装置および方法
本発明は、少なくとも1つの処理モジュール(10)を含む、熱処理を行うための装置に関する。少なくとも1つの処理モジュール(10)は、第1および第2の加熱部(11a,11b)を有する。熱空気(L)が加熱部(11a,11b)へライン接続部(13)を介して導入される。処理の後、この熱空気(L)は吸引手段(14)を介して排出される。吸引手段は、加熱部(11a,11b)の端面に配される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続的に搬送されるシート状の構造の熱処理のための装置および方法に関する。当該装置および方法は、たて糸または細長い繊維スライバの熱処理に特に好適である。熱処理はたとえば、以前に処理された糸もしくは織物の乾燥および/または通風であってもよい。タイヤコードの製造においてはたとえば、接着促進剤を含浸させた織物が乾燥機を通って導かれる必要がある。さらにその後、プラスチックファイバが通風される。
【背景技術】
【0002】
タイヤコードプロダクトの熱処理のための装置は、たとえばDE 2 108 263 Aから公知である。DE 2 108 263 Aに示される装置は、互いに隣り合うように配される複数のモジュールを有する。これらの複数のモジュールを通って、処理されるべき材料がループ状に蛇行するような態様で導かれる。各モジュールは、熱ガスを加熱チャンバの中に供給および加熱チャンバから排出するためのシステムを有する。各モジュールにつき、熱ガスのための2つのインレットと、モジュールタワーの上端に配された1つのアウトレットとが設けられる。
【0003】
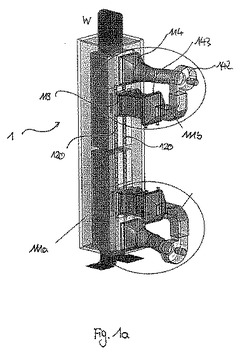
さらに、各々が3つのノズルボックスを有する加熱部が存在する装置が公知である。熱空気が横方向から中央のノズルボックスに導入される。排気された空気が、上部または下部のノズルボックス部(図1aの例示も参照)において再び横方向に吸引される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
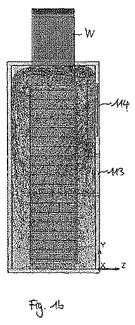
実際は、これらの構成にはさまざまな欠点がある。すなわち、加熱チャンバにおいて望ましくないフロー条件が起こり得、これにより最終製品の質が不十分になり得る。不均一な温度分布が加熱チャンバにおいて発生した場合は特に、製品特性がスライバの幅に亘って不均一に分布することになり得る。領域(たとえば図1bにおける下部領域を参照)において気流が低い場合は特に、これらの領域においてエネルギー伝達が乏しくなる。
【0005】
さらに特に、クロスフロー(図1bも参照)のため、軽量のスライバが搬送方向に対して横断方向に動かされ得る。この湾曲の結果、公知のように、スライバが意図せず変形する。しかしながら、経験に基づき、各々の場合に処理される製品と各々の場合に用いられるコーティング材料との関数として空気量および温度を慎重に設定することにより、個々の場合に十分に均一な処理が達成され得る。しかしながら、異なる製品特性を有する多数の製品を既存の装置上にて、増加した範囲で処理することになるので、個々の適合は困難であるということが分かっている。
【0006】
別の問題は、処理に関係する乾燥機の高さにより、特に軽量の材料が自由高さに亘って振動するよう励起される。このフラッタリングにより、乾燥機の機械的部品と望ましくない接触をし得、当該材料に対する破損が発生し得る。このような場合、既存の乾燥機では、プラント速度のみが最小化され得るので、プラントの生産性の損失へとつながる。
【0007】
公知の装置におけるさらなる問題は、用いられる加熱エネルギーが最適に活用され得ないことである。このような処理装置では、エネルギーのコストが製造コストの主要な構成部分をなしている。最後に、公知の装置における問題としてはさらに、これらの装置が大きな閉じられたスペースを必要とすることである。これも同様に投資コストを増加させる。
【0008】
したがって、本発明の目的は、先行技術の欠点を回避することであって、特に、加熱チャンバにおける処理条件が正確に制御されるにもかかわらず、多数の異なる処理条件について普遍的に用いられ得る装置および方法を提供することである。したがって、たとえば、化学組成の点で異なるコーティング、および異なる材料から形成される異なるタイプのシート状の構造を、同じ装置を用いて処理することができるはずである。次いで、この装置は低エネルギー需要および低スペース要求によって特徴づけられ、軽量の織物のフラッタリングおよび湾曲でさえ防止され、加熱チャンバ全体における均一なエネルギー伝達が達成されることになる。
【0009】
これらの目的は、本発明に従うと、独立項のプリアンブルの特徴を有する装置および方法によって達成される。
【課題を解決するための手段】
【0010】
本発明の第1の局面によると、熱処理のための装置は、少なくとも1つの処理モジュールを有する。装置は熱処理のために機能し、特に、連続的に搬送されるシート状の構造の通風のために機能する。このようなシート状の構造は典型的には、たて糸または繊維スライバ、特定的には、タイヤコードまたはコンベヤーベルト織物である。乾燥に加えて、この装置は、プラスチックファイバの通風についてもそれ自体公知の態様で用いられる。
【0011】
処理モジュールは少なくとも1つの加熱部を有する。スライバは、この加熱部の少なくとも1つの加熱チャンバを通ってほぼ垂直方向に搬送路に沿って導かれ得る。スライバは上方向においてほぼ垂直に案内される。随意であるが、スライバは、偏向手段を通った後、加熱部のさらなる加熱チャンバを通るよう下方向に案内される。布片は典型的には、ループ状の材料案内のためのローラを介して偏向される。
【0012】
加熱部は、加熱媒体を加熱チャンバ内に供給するための少なくとも1つのライン接続部を有する。加熱媒体は典型的に熱空気である。さらに加熱部は、加熱チャンバから加熱媒体を排出するための吸引抽出手段を有する。排気された空気に加えて、適切な場合、たとえば煙を発生させる排気ガスのようなスライバのコーティングから発せられる物質も排出され得る。
【0013】
ライン接続部は、少なくとも1つのノズルボックスに接続される。このノズルボックスは、搬送方向に延在するとともに、ライン接続部へと横断方向に延在する。典型的には、ノズルボックスにより空気は、シート状の構造の全幅に亘って均一に、シート状の構造に対してほぼ垂直に加熱チャンバの中に注入される。
【0014】
本発明によると、吸引抽出手段は、搬送路に対しておよび/または加熱部の一端にて、本質的に対称的に配される。加熱部の端におけるこの構成により、加熱チャンバに注入される空気は、加熱チャンバにおいて本質的に均一に分散されるとともに、シート状の構造またはスライバに対して平行に、加熱部の端の方向または加熱チャンバの方向に本質的に層流で案内される。この文脈においては、加熱部の端とは、シート状の構造のための入口端および出口端の両方を意味すると理解される。吸引抽出手段は典型的には、各々の場合、加熱部の端に配される。この端において、シート状の構造が装置に供給もしくは装置から排出されるか、または偏向構成を介してさらなる次の処理モジュールに供給されるか、もしくは前の処理モジュールから偏向構成を介して供給される。
【0015】
ノズルボックスは各々の場合、2つの隣接するノズルボックス同士の間に加熱チャンバが形成されるようにシート状の構造の搬送路に対して横方向に配される。別の態様では、ノズルボックスはそれ自体公知の態様で設計される。
【0016】
織物ウェブの振動またはフラッタリングに対する励起は、確立された流れが本質的に層流であることにより大きく低減される。
【0017】
空気は布片の流れに対して対称的または平行に移動するので、湾曲の危険性も少なくなる。なぜならば横力がもはやスライバに作用しないからである。
【0018】
好ましい実施例によると、各処理モジュールにおいて2つの加熱部が設けられる。第2の加熱部は、2つの加熱部を通って延在し、スライバと平行に処理モジュールを通って延在する垂直な搬送路を作り出すように第1の加熱部の上に設けられる。この場合、下部加熱部の吸引抽出手段は、加熱部の下側または底側端に配される。上部加熱部の吸引抽出手段は、加熱部の上端、したがって処理モジュールの上端に配される。空気がこれらの縁領域において吸引抽出されることにより、熱排気がその周囲を通過することが防止されるので、エネルギー効率が向上する。
【0019】
特に好ましくは、吸引抽出手段は、加熱チャンバ内に突出するとともに少なくとも1つの吸引抽出ポートを有する吸引抽出体によって形成される。このような特別に構成される付加的な吸引抽出体により、加熱チャンバ内での空気の流れは、可能な限りデッドコーナが発生しないように、かつ気流が可能な限り層流になり、布片の流れと平行に流れるように、徐々に影響を受け得る。デッドコーナとは、この文脈では、空気の移動が起こらないか、起こっても軽微であり、典型的に別の低い温度がその結果得られる加熱チャンバにおける領域を意味すると理解される。
【0020】
特に好ましくは、搬送路の各側またはシート状の構造の各側の上に吸引抽出体が設けられる。特に好ましくは、上方向に垂直に延在する搬送路と、下方向に垂直に延在するとともに当該搬送路と平行に延在する搬送路とを有する処理モジュールの場合、互いに隣接して配される3つの吸引抽出体が設けられる。次いで、スライバは各々の場合、各々の場合2つの隣接する吸引抽出体の間を通ってギャップスペース内に導かれる。互いに隣接して配される3つのノズルボックスが加熱部内に存在するとともに2つの加熱チャンバを規定する場合、好ましくは各々の場合、各ノズルボックスには吸引抽出体が割り当てられる。一方の側上にてスライバに向かって空気を送風するノズルボックスには、一方の側からの空気を再び吸引する吸引抽出体が設けられる。両側上にて空気をスライバに対して方向付けするノズルボックス、たとえば一方の側上にて垂直方向において上へ案内されるスライバと、他の側上にて垂直方向において下へ案内されるスライバといったスライバを方向付けするノズルボックスには、2つの側から空気を吸引する吸引抽出体が設けられる。これにより、加熱チャンバ内の空気の経路が均一になるとともに、均一な空気経路と、したがって均一な温度分布が加熱チャンバにおいてスライバの両側上でも得られることが確実になる。
【0021】
吸引抽出体は好ましくは、ボックス形状の設計のものである。吸引抽出体は典型的には、プロファイル断面では長方形である。このような吸引抽出体は簡易に製造され得、さらに、導かれて通過するスライバの表面に形状が適合される。吸引抽出体は典型的には、ぼぼまっすぐな領域と、当該ほぼまっすぐな領域に隣接し、フロー断面が広がる入口領域とを有する。入口領域は、吸引抽出手段と、対応するライン接続部とに隣接する。吸引抽出ポートが、搬送方向に延在する側壁および/またはさらなる境界面におけるボックス形状の吸引抽出体に配される。側壁を有するボックスとして吸引抽出体を設計することにより、吸引抽出ポートが自由に位置決めされる。この場合、テストにより、可能な限り均一かつ層流の気流を作り出すために吸引抽出ポートの最適な配置を見つけることが可能である。ライン接続部に面する端面に隣接する側壁と、ライン接続部から離れる端壁とにおける長い穴として配されるポートが特に好適であると判明している。広がるフロー断面を有する入口領域における付加的なポートも同様に好ましい。しかしながら、他の吸引抽出ポートが同様に、可能な限り層流の流れと、可能な限り均一な温度分布との所望の効果をもたらすことが考えられ得る。
【0022】
吸引抽出体は、加熱チャンバの中へと、スライバの幅の少なくとも80%に亘って搬送方向に対して横断方向に延在する。吸引抽出体は好ましくは、処理モジュールの全幅に亘って延在する。
【0023】
さらなる本発明の局面は、第1の加熱部と、第1の加熱部の上に配される第2の加熱部とを有する少なくとも1つの処理モジュールを有する熱処理のための装置に関する。各加熱部は、加熱媒体を供給するためのライン接続部と、加熱部から加熱媒体を排出するための吸引抽出手段とを有する。本発明によると、第1の加熱部の吸引抽出手段は、第2の加熱部の加熱媒体を供給するためのライン接続部にラインを介して接続される。第2の加熱部の吸引抽出手段は、第1の加熱部の加熱媒体を供給するためのライン接続部にラインを介して接続される。第1および第2の加熱部の交差する接続により、加熱モジュールの2つの加熱部において可能な限り温度の分布が均一になる。同時に、たとえば2つの加熱部における溶媒の濃度も可能な限り同一に保たれる。そのため、本質的に同一の処理条件が得られる。ライン接続部は各々の場合、好ましくは送風機ユニットに先行される。送風機ユニットにより、1つの加熱部から他の加熱部に空気が運ばれる。2つの加熱部を互いに接続するラインはこの場合好ましくは、処理モジュールの同じ側、具体的には特に、スライバまたは搬送路に対して横断方向に位置する側壁の上に配される。したがって、異なる処理モジュールが互いに隣接してコンパクトに配され得る。個々の加熱部を接続するラインは、モジュールから一方向にのみ横に突出する。結果として、スペース要求が低減される。
【0024】
主に垂直に配される加熱ゾーンにおける自然対流により、加熱ゾーンの下端に冷たい領域と、加熱ゾーンの上端に温かい領域とが保証される。吸引抽出の交差する構成および注入の結果、上部と底部との間の対流によって発生する温度差が均一化される。
【0025】
個々の加熱部の給気部および排気部のこのような交差する接続は、それ自体がすでに有利であるが、このタイプの空気の経路は、端面上の排気部の上記の構成および吸引抽出体と組み合わせると特に有利である。この組合せにより、さらなる処理条件の単一化およびさらなる均一な温度分布が達成され得る。
【0026】
本発明のさらに別の局面は、特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造の特に乾燥および通風といった熱処理のための装置に関する。装置は、少なくとも1つの加熱部を有する少なくとも1つの処理モジュールを有する。スライバは、処理モジュールと、加熱部とを通って、処理のために導かれ得る。加熱部は、特に加熱空気といった加熱媒体を少なくとも1つの加熱チャンバに供給するための少なくとも1つのライン接続部を有する。ライン接続部には、熱空気を運ぶための送風機ユニットが設けられる。ライン接続部は、少なくとも1つのノズルボックスに接続される。このノズルボックスを介して、加熱媒体が加熱チャンバに導入され得る。本発明によると、熱交換器が、送風機ユニットとライン接続部との間で圧力側上に配される。この熱交換器はたとえば、ガス、軽油、もしくは他の燃料で動作する直接的に加熱を行うバーナ構成か、または処理流体が流れる間接的に動作される熱交換器装置であってもよい。熱交換器がノズルボックスと送風機との間で圧力側上に配されることにより、さらにより均一な空気分布がノズルボックスにおいて達成され得、その結果、加熱チャンバにおいて達成され得ることが示された。熱交換器は、この場合、通過して流れる空気に対して層流効果を有する。熱交換器が圧力側に取り付けられることで、気流の速度は多少低減されるということは明らかである。その代わり、動的な圧力が構成され、これにより空気が熱交換器から去った後、空気において均一な速度分布が得られる。これにより、熱交換器の断面の全体に亘って均一な熱伝達が達成される。本発明のこの局面もそれ自体好ましいが、空気分布の均一性を向上させるための上記の方策と特に有利に組み合され得る。より規則的な速度分布により、より良好な熱伝達が発生する。これにより、熱交換器のより高い効率が得られる。
【0027】
複数の処理モジュールが互いに隣接して配されてもよい。この場合、スライバは、各々の場合、1つのモジュールから次のモジュールへ装置を通ってループして蛇行するような態様で上部および下部偏向手段によって搬送され得る。
【0028】
この場合、互いに隣接して存在する個々の処理モジュールにおいて用いられる送風機、熱交換器、およびラインといった構成要素は、各々の場合、同一に設計される。個別の加熱チャンバにおける空気分布および温度分布が、行われた構造的方策によって均一となるので、この所望の均一さをもたらすために空気案内要素に対するさらなる修正または適合は必要ない。したがって、本発明に従った方策は、いくつかの規格化された構成要素により、経済的要因に関しても、普遍的に使用可能な装置が提供されることを可能にするモジュールタイプの構造を提供することを可能にする。
【0029】
本発明のさらなる局面は、熱処理、特に、連続的に搬送されるシート状の構造の乾燥または通風のための方法に関する。この方法は、典型的に上記のような装置を用いて行われる。シート状の構造は好ましくは、上方向においてほぼ垂直に導かれ、随意であるが、偏向手段を通過した後、処理モジュールの少なくとも1つの加熱部を通るよう下方向に導かれる。この場合、シート状の構造は、加熱媒体を介して作用される。シート状の構造は、ノズルボックスを介して加熱部の少なくとも1つの加熱チャンバの中に導入される。本発明によると、加熱媒体はその後、加熱部の端面上に配される吸引抽出手段を介して吸引され、そのため、均一な温度分布と、スライバの方向と平行な層流とがシート状の構造の幅に亘って発生するとともに、搬送方向、すなわち上方向または下方向に流れる気流が生成される。
【0030】
本発明のさらに別の局面は、熱処理、特に上記のような装置を用いて、連続的に搬送されるシート状の構造を乾燥するのための方法に関する。この場合、シート状の構造は好ましくは、上方向においてほぼ垂直に導かれ、随意であるが、偏向手段を通過した後、処理モジュールの2つの連続的に接続された加熱部を通って下方向に導かれる。本発明によると、吸引抽出手段を介して1つの加熱部から排出された空気は再び熱交換器を介して加熱され、各々の場合、ライン接続を介して他方の加熱部に再び供給される。
【0031】
本発明のさらに別の局面は、熱処理、特に上記のような装置を用いて、連続的に搬送されるシート状の構造を乾燥するのための方法に関する。この場合、シート状の構造は、処理モジュールの少なくとも1つの加熱チャンバを通るよう導かれる。本発明によると、加熱媒体は、熱交換器を通って、次いで加熱チャンバの中へと送風機により導入される。この場合、熱交換器は、送風機と加熱チャンバとの間で圧力側上に配される。その結果、熱空気を加熱チャンバへ特に均一に導入することが達成され得る。
【0032】
図面により例示的な実施例において、以下により詳細に本発明を説明する。
【図面の簡単な説明】
【0033】
【図1a】先行技術に従った給気部および排気部を有する処理装置の斜視図を示す図である。
【図1b】図1aに従った加熱チャンバにおける気流速度の演算を示す図である。
【図2】本発明に従った3つの処理モジュールを有する本発明に従った構成の斜視図を示す図である。
【図3】筐体を透明に示して、図2に従った装置の個々の処理モジュールを示す図である。
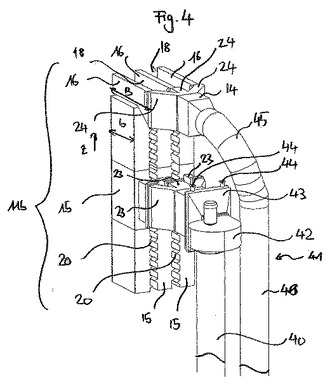
【図4】(筺体カバー部分を省略して)図3に従った処理モジュールの上部加熱部における空気の経路の詳細な例示を示す図である。
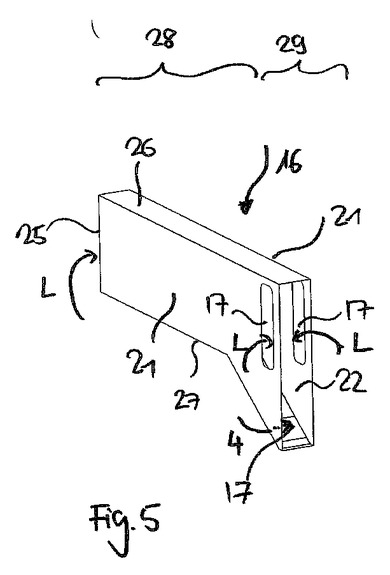
【図5】本発明に従った吸引抽出体の斜視図を示す図である。
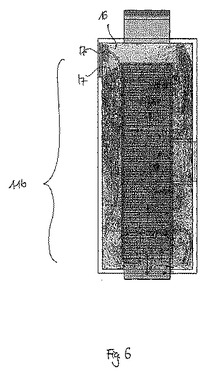
【図6】図3に従った装置における気流および温度分布の概略的な例示を示す図である。
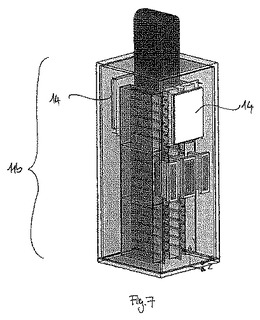
【図7】第1の代替的な実施例に従った例示を示す図である。
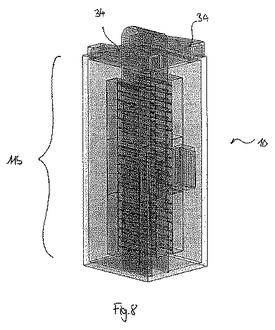
【図8】第2の最適化された実施例に従った例示を示す図である。
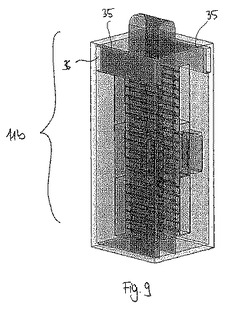
【図9】第3のさらなる最適化された実施例に従った例示を示す図である。
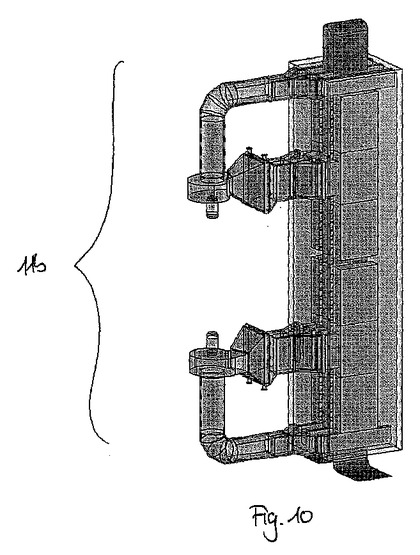
【図10】さらなる代替的な実施例に従った例示を示す図である。
【発明を実施するための形態】
【0034】
図1は、出願人によって公知となった、先行技術の給気部および排気部の実施例を示す図である。乾燥機101は、下部加熱部111aと、上部加熱部111bとを有する。加熱部111a,111bでは、各々の場合、2つの加熱チャンバ120が形成される。これらの加熱チャンバ120を通って、スライバWが垂直方向において上および下に導かれる。中心ライン接続部113を介して加熱チャンバに熱空気が供給され、再び吸引抽出ライン114を介して排出される。吸引抽出ライン114は加熱部内へと横方向に出ている。図1aによると、公知の構成とは対照的に、熱交換器143はファン142の圧力側上に配される。空気の速度分布が演算により図1bに示される。加熱チャンバのコーナにおける上端に、デッドスペースが存在する。さらに、接続部114の方向の気流が見られ得る。この気流は織物に対して横力を生じさせ、これが湾曲へとつながる。先行技術とは対照的に、図1aにおける例示は、圧力側上にて送風機の上流に配される熱交換器143を有する。
【0035】
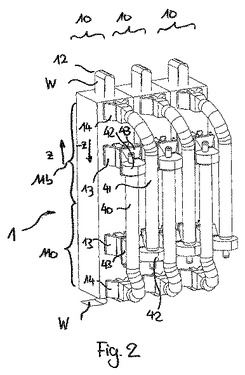
図2は、本発明に従った乾燥機1を図解的に示す図である。さらに詳細は示されない先行する処理構成(特に、含浸浴)によって、スライバWが乾燥装置1に供給される。乾燥装置1は、互いに隣接して配される3つの処理モジュール10から構成される。スライバWは、各々の場合、各処理モジュール10を通って上方向zにおいて垂直に上に導かれる。処理モジュール10を通過した後、スライバWは、偏向ローラ12(詳細には示されない)の周りで偏向され、処理モジュール10を通るよう下方向−zに再び垂直に導かれる。第1の処理モジュール10を通過した後、スライバは新たに下端にて偏向ローラ(示されない)の周りで導かれ、隣接する次なる処理モジュールに供給される。各処理モジュールは、第1の下部加熱部11aと第2の上部加熱部11bとを有する。各加熱部11a,11bには、吸引抽出ライン14と、加熱空気を供給するためのライン接続部13とが設けられる。吸引抽出ラインは各々の場合、処理モジュール10の下端および上端に配される。温暖空気を上部加熱部11bに注入するためのライン接続部13は、ライン40を介して下部加熱部11aの吸引抽出ライン14に接続される。熱空気を下部加熱部11aの中に注入するためのライン接続部13は、ライン接続部41を介して上部加熱部11bの吸引抽出ライン14に接続される。これにより、これら2つの加熱部11a,11b同士の間の空気循環が得られる。
【0036】
ライン接続部13および吸引抽出ライン14はこの場合、処理モジュール10の筐体上に横方向に配される。すなわち、スライバに対して垂直な側面上に配される。パイプライン40,41と、ライン接続部13と、吸引抽出ライン14とは結果的にすべて同じ方向に突出するので、図2に示されるこれら3つの処理モジュールは互いに隣接して密接に配され得る。その結果、一方では(個々のモジュールがそのまま互いに絶縁されるので)エネルギーが節約され、他方ではスペースが節約される。
【0037】
熱空気は送風機42により加熱部11a,11b内に注入される。熱交換器43は、送風機とライン接続部13との間において送風機の圧力側に配される。この構成により、ファン42とライン接続部13との間のパイプの長さが非常に短い場合であっても、均一な空気分布が達成され得る。結果として、装置1は省スペースの構造を有し得る。図2に示される装置は典型的には、タイヤコードの処理のために用いられる。タイヤコードは、(たとえば、通常1500mm〜約3000mmまでの織物幅を有する、ポリアミドまたはポリエステルから作られる)プラスチックファイバから形成される織物である。この織物は、材料に依存して、イソシアネートおよびレゾルシノールホルムアルデヒドラテックスを用いる1つから2つの処理ステップで処理される。タイヤコードは、典型的に約10メートル〜約20メートルの高さを有する処理モジュール10を通るよう、約80m/分〜120m/分の典型的な速度で導かれる。個々の加熱部11a,11bにおいて典型的には、140℃〜230℃の温度が得られる。スライバは、11までの張力により、加熱部11a,11bを通って導かれる。この処理は、典型的に送風機により各加熱部11a,11bに導入された150000m^3/hまでの空気量を有する。
【0038】
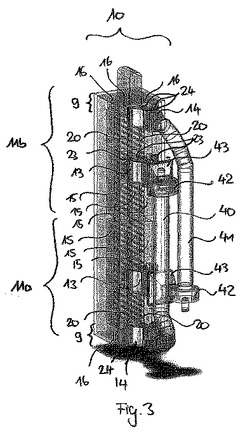
図3は、装置の筐体を透明にして示した個々の処理モジュール10を示す図である。図3においては、図2と同じ要素を同じ参照符号により指定する。各加熱部11a,11bは、互いに隣接して存在するノズルボックス15の3つの列を有する。各々の場合、加熱チャンバ20(図4も参照)は、互いに隣接して存在するノズルボックス同士の間に形成される。図3に従った処理モジュール10ではスライバは、下部加熱部11aにおける第1の加熱チャンバ20と、上部加熱部11bの第1の加熱チャンバ20と、上部加熱部11bの第2の加熱チャンバ20と、下部加熱部11aの第2の加熱チャンバとを通るよう連続的に導かれる。3つのノズルボックス15の各々には、ライン接続部13からの熱空気が作用する。この目的のために、ライン接続部13は、3つの個々の供給接続部分23内への分岐部を有する。
【0039】
吸引抽出体16は、モジュールの端面9上において入口領域に配される。各ノズルボックス15ごとに吸引抽出体16が割り当てられる。吸引抽出ライン14は3つの吸引抽出接続部分24の中への分岐部を有し、各々の場合、吸引抽出接続部分24には吸引抽出体16が割り当てられる。図4は、筐体を省略して、上部加熱部11bにおける空気の経路をより詳細に示す図である。下部加熱部11aにおける空気の経路は、本質的に同一であるが鏡面対称に設計される。ここでも、同じ参照符号は同一の部分を指定する。3つの吸引抽出体16は同一に設計される。吸引抽出体16は、端面上においてノズルボックス15の上で上方向Zに配され、これらに隣接する。吸引抽出体16の各々は、自身に割り当てられた排出接続部分24を介して吸引抽出ライン14に接続される。吸引抽出ライン14は、曲線部分45を介してライン41の直線部分46に接続される。
【0040】
熱交換器は、流体熱交換器として設計され、加熱流体が供給され、接続部(44)を介して排出される。ファン(42)は典型的には、横方向に送風するラジアル送風機である。ノズルボックス(15)は、それ自体公知の態様で設計される。中央のノズルボックスは両側上に、外方向に方向付けされたノズルポートを有する。各々の場合、外側ノズルボックス15は、内方向に方向付けされたノズルポートのみを有する。これらのノズルボックスの間に形成された加熱チャンバ20を通って導かれるスライバにはこの場合、両側からの熱空気が作用する。
【0041】
吸引抽出体16同士の間には、ギャップスペース18が形成される。ギャップスペース18を通って、スライバWが導かれる。吸引抽出体16が各ノズルボックス15に割り当てられるので、スライバの両側からの温暖空気の吸引抽出が、スライバの全幅に亘って作り出される。吸引抽出体16は、少なくともノズルボックスの幅Bに対応する幅bを有する。
【0042】
図5は、吸引抽出体16の拡大図を示す図である。吸引抽出体16はボックスとして設計され、2つの側壁21を有する。側壁21は、スライバのための搬送路の境界を定める。吸引抽出体16は、吸引抽出接続部分24に面する開放端面22を有する。さらに、吸引抽出体16は、開口するよう設計されるさらなる端面25を有する。さらなる端面25を通って、熱空気Lが矢印の方向に吸引される。最後に、吸引抽出体16のボックスは、上部壁26と下部壁27とによって閉じられる。上部壁26は閉じられるよう設計される。吸引抽出体16は、本質的に一定の断面を有する第1の領域28を有する。さらに、吸引抽出体16は、端面22に向かって、断面が広がっている入口領域29を有する。吸引抽出ポートは入口領域29に配される。長い穴として設計される2つの吸引抽出ポート17は側壁21に配され、本質的に正方形状の吸引抽出ポート17が下部壁27に配される。熱空気Lはこれらのポートを通って矢印の方向に進み、吸引抽出体16に入り、吸引抽出体16から吸引抽出接続部分24を通って吸引抽出ライン14に導かれる。
【0043】
図6は、スライバに沿った断面における上部加熱部11bでの速度分布を示す図である。スライバに温暖空気が作用する領域においては、本質的に均一な速度分布が得られる。さらに、この速度は相対的に低い。その結果、均一な温度分布が得られ、デッドゾーンが発生しない。
【0044】
図7は、上部加熱部11bの例による第1の代替的な実施例を示す図である。図2〜図4に示されるように空気が導入される。しかしながら、吸引抽出は、2つの横方向に配された吸引抽出ラインを介して対称的に行われる。
【0045】
図8は、上部加熱部11bの例によるさらなる代替的な実施例を示す図である。空気は、処理モジュール10の上端に配される2つの吸引抽出接続部分34を介して吸引される。
【0046】
図9は、吸引抽出のさらなる最適化されたバージョンを示す図である。吸引抽出ボックス35は、ノズルボックスに隣接して上端にて、スライバと平行に、横方向の境界壁の中に導入される。したがって、布片に対する横力は発生しない。吸引抽出ボックス35は、孔が設けられた側壁36を有し、側壁36を通って空気が吸引される。
【0047】
図10は、さらなる最適化された実施例を示す図である。図10によると、吸引抽出ライン14は、処理モジュール1の端面上に配される。図2における例示とは対照的に、ここでは、熱空気のための排出ラインおよび供給ラインは、下部加熱部11aと上部加熱部11bとの間で交差して導かれない。
【技術分野】
【0001】
本発明は、連続的に搬送されるシート状の構造の熱処理のための装置および方法に関する。当該装置および方法は、たて糸または細長い繊維スライバの熱処理に特に好適である。熱処理はたとえば、以前に処理された糸もしくは織物の乾燥および/または通風であってもよい。タイヤコードの製造においてはたとえば、接着促進剤を含浸させた織物が乾燥機を通って導かれる必要がある。さらにその後、プラスチックファイバが通風される。
【背景技術】
【0002】
タイヤコードプロダクトの熱処理のための装置は、たとえばDE 2 108 263 Aから公知である。DE 2 108 263 Aに示される装置は、互いに隣り合うように配される複数のモジュールを有する。これらの複数のモジュールを通って、処理されるべき材料がループ状に蛇行するような態様で導かれる。各モジュールは、熱ガスを加熱チャンバの中に供給および加熱チャンバから排出するためのシステムを有する。各モジュールにつき、熱ガスのための2つのインレットと、モジュールタワーの上端に配された1つのアウトレットとが設けられる。
【0003】
さらに、各々が3つのノズルボックスを有する加熱部が存在する装置が公知である。熱空気が横方向から中央のノズルボックスに導入される。排気された空気が、上部または下部のノズルボックス部(図1aの例示も参照)において再び横方向に吸引される。
【発明の概要】
【発明が解決しようとする課題】
【0004】
実際は、これらの構成にはさまざまな欠点がある。すなわち、加熱チャンバにおいて望ましくないフロー条件が起こり得、これにより最終製品の質が不十分になり得る。不均一な温度分布が加熱チャンバにおいて発生した場合は特に、製品特性がスライバの幅に亘って不均一に分布することになり得る。領域(たとえば図1bにおける下部領域を参照)において気流が低い場合は特に、これらの領域においてエネルギー伝達が乏しくなる。
【0005】
さらに特に、クロスフロー(図1bも参照)のため、軽量のスライバが搬送方向に対して横断方向に動かされ得る。この湾曲の結果、公知のように、スライバが意図せず変形する。しかしながら、経験に基づき、各々の場合に処理される製品と各々の場合に用いられるコーティング材料との関数として空気量および温度を慎重に設定することにより、個々の場合に十分に均一な処理が達成され得る。しかしながら、異なる製品特性を有する多数の製品を既存の装置上にて、増加した範囲で処理することになるので、個々の適合は困難であるということが分かっている。
【0006】
別の問題は、処理に関係する乾燥機の高さにより、特に軽量の材料が自由高さに亘って振動するよう励起される。このフラッタリングにより、乾燥機の機械的部品と望ましくない接触をし得、当該材料に対する破損が発生し得る。このような場合、既存の乾燥機では、プラント速度のみが最小化され得るので、プラントの生産性の損失へとつながる。
【0007】
公知の装置におけるさらなる問題は、用いられる加熱エネルギーが最適に活用され得ないことである。このような処理装置では、エネルギーのコストが製造コストの主要な構成部分をなしている。最後に、公知の装置における問題としてはさらに、これらの装置が大きな閉じられたスペースを必要とすることである。これも同様に投資コストを増加させる。
【0008】
したがって、本発明の目的は、先行技術の欠点を回避することであって、特に、加熱チャンバにおける処理条件が正確に制御されるにもかかわらず、多数の異なる処理条件について普遍的に用いられ得る装置および方法を提供することである。したがって、たとえば、化学組成の点で異なるコーティング、および異なる材料から形成される異なるタイプのシート状の構造を、同じ装置を用いて処理することができるはずである。次いで、この装置は低エネルギー需要および低スペース要求によって特徴づけられ、軽量の織物のフラッタリングおよび湾曲でさえ防止され、加熱チャンバ全体における均一なエネルギー伝達が達成されることになる。
【0009】
これらの目的は、本発明に従うと、独立項のプリアンブルの特徴を有する装置および方法によって達成される。
【課題を解決するための手段】
【0010】
本発明の第1の局面によると、熱処理のための装置は、少なくとも1つの処理モジュールを有する。装置は熱処理のために機能し、特に、連続的に搬送されるシート状の構造の通風のために機能する。このようなシート状の構造は典型的には、たて糸または繊維スライバ、特定的には、タイヤコードまたはコンベヤーベルト織物である。乾燥に加えて、この装置は、プラスチックファイバの通風についてもそれ自体公知の態様で用いられる。
【0011】
処理モジュールは少なくとも1つの加熱部を有する。スライバは、この加熱部の少なくとも1つの加熱チャンバを通ってほぼ垂直方向に搬送路に沿って導かれ得る。スライバは上方向においてほぼ垂直に案内される。随意であるが、スライバは、偏向手段を通った後、加熱部のさらなる加熱チャンバを通るよう下方向に案内される。布片は典型的には、ループ状の材料案内のためのローラを介して偏向される。
【0012】
加熱部は、加熱媒体を加熱チャンバ内に供給するための少なくとも1つのライン接続部を有する。加熱媒体は典型的に熱空気である。さらに加熱部は、加熱チャンバから加熱媒体を排出するための吸引抽出手段を有する。排気された空気に加えて、適切な場合、たとえば煙を発生させる排気ガスのようなスライバのコーティングから発せられる物質も排出され得る。
【0013】
ライン接続部は、少なくとも1つのノズルボックスに接続される。このノズルボックスは、搬送方向に延在するとともに、ライン接続部へと横断方向に延在する。典型的には、ノズルボックスにより空気は、シート状の構造の全幅に亘って均一に、シート状の構造に対してほぼ垂直に加熱チャンバの中に注入される。
【0014】
本発明によると、吸引抽出手段は、搬送路に対しておよび/または加熱部の一端にて、本質的に対称的に配される。加熱部の端におけるこの構成により、加熱チャンバに注入される空気は、加熱チャンバにおいて本質的に均一に分散されるとともに、シート状の構造またはスライバに対して平行に、加熱部の端の方向または加熱チャンバの方向に本質的に層流で案内される。この文脈においては、加熱部の端とは、シート状の構造のための入口端および出口端の両方を意味すると理解される。吸引抽出手段は典型的には、各々の場合、加熱部の端に配される。この端において、シート状の構造が装置に供給もしくは装置から排出されるか、または偏向構成を介してさらなる次の処理モジュールに供給されるか、もしくは前の処理モジュールから偏向構成を介して供給される。
【0015】
ノズルボックスは各々の場合、2つの隣接するノズルボックス同士の間に加熱チャンバが形成されるようにシート状の構造の搬送路に対して横方向に配される。別の態様では、ノズルボックスはそれ自体公知の態様で設計される。
【0016】
織物ウェブの振動またはフラッタリングに対する励起は、確立された流れが本質的に層流であることにより大きく低減される。
【0017】
空気は布片の流れに対して対称的または平行に移動するので、湾曲の危険性も少なくなる。なぜならば横力がもはやスライバに作用しないからである。
【0018】
好ましい実施例によると、各処理モジュールにおいて2つの加熱部が設けられる。第2の加熱部は、2つの加熱部を通って延在し、スライバと平行に処理モジュールを通って延在する垂直な搬送路を作り出すように第1の加熱部の上に設けられる。この場合、下部加熱部の吸引抽出手段は、加熱部の下側または底側端に配される。上部加熱部の吸引抽出手段は、加熱部の上端、したがって処理モジュールの上端に配される。空気がこれらの縁領域において吸引抽出されることにより、熱排気がその周囲を通過することが防止されるので、エネルギー効率が向上する。
【0019】
特に好ましくは、吸引抽出手段は、加熱チャンバ内に突出するとともに少なくとも1つの吸引抽出ポートを有する吸引抽出体によって形成される。このような特別に構成される付加的な吸引抽出体により、加熱チャンバ内での空気の流れは、可能な限りデッドコーナが発生しないように、かつ気流が可能な限り層流になり、布片の流れと平行に流れるように、徐々に影響を受け得る。デッドコーナとは、この文脈では、空気の移動が起こらないか、起こっても軽微であり、典型的に別の低い温度がその結果得られる加熱チャンバにおける領域を意味すると理解される。
【0020】
特に好ましくは、搬送路の各側またはシート状の構造の各側の上に吸引抽出体が設けられる。特に好ましくは、上方向に垂直に延在する搬送路と、下方向に垂直に延在するとともに当該搬送路と平行に延在する搬送路とを有する処理モジュールの場合、互いに隣接して配される3つの吸引抽出体が設けられる。次いで、スライバは各々の場合、各々の場合2つの隣接する吸引抽出体の間を通ってギャップスペース内に導かれる。互いに隣接して配される3つのノズルボックスが加熱部内に存在するとともに2つの加熱チャンバを規定する場合、好ましくは各々の場合、各ノズルボックスには吸引抽出体が割り当てられる。一方の側上にてスライバに向かって空気を送風するノズルボックスには、一方の側からの空気を再び吸引する吸引抽出体が設けられる。両側上にて空気をスライバに対して方向付けするノズルボックス、たとえば一方の側上にて垂直方向において上へ案内されるスライバと、他の側上にて垂直方向において下へ案内されるスライバといったスライバを方向付けするノズルボックスには、2つの側から空気を吸引する吸引抽出体が設けられる。これにより、加熱チャンバ内の空気の経路が均一になるとともに、均一な空気経路と、したがって均一な温度分布が加熱チャンバにおいてスライバの両側上でも得られることが確実になる。
【0021】
吸引抽出体は好ましくは、ボックス形状の設計のものである。吸引抽出体は典型的には、プロファイル断面では長方形である。このような吸引抽出体は簡易に製造され得、さらに、導かれて通過するスライバの表面に形状が適合される。吸引抽出体は典型的には、ぼぼまっすぐな領域と、当該ほぼまっすぐな領域に隣接し、フロー断面が広がる入口領域とを有する。入口領域は、吸引抽出手段と、対応するライン接続部とに隣接する。吸引抽出ポートが、搬送方向に延在する側壁および/またはさらなる境界面におけるボックス形状の吸引抽出体に配される。側壁を有するボックスとして吸引抽出体を設計することにより、吸引抽出ポートが自由に位置決めされる。この場合、テストにより、可能な限り均一かつ層流の気流を作り出すために吸引抽出ポートの最適な配置を見つけることが可能である。ライン接続部に面する端面に隣接する側壁と、ライン接続部から離れる端壁とにおける長い穴として配されるポートが特に好適であると判明している。広がるフロー断面を有する入口領域における付加的なポートも同様に好ましい。しかしながら、他の吸引抽出ポートが同様に、可能な限り層流の流れと、可能な限り均一な温度分布との所望の効果をもたらすことが考えられ得る。
【0022】
吸引抽出体は、加熱チャンバの中へと、スライバの幅の少なくとも80%に亘って搬送方向に対して横断方向に延在する。吸引抽出体は好ましくは、処理モジュールの全幅に亘って延在する。
【0023】
さらなる本発明の局面は、第1の加熱部と、第1の加熱部の上に配される第2の加熱部とを有する少なくとも1つの処理モジュールを有する熱処理のための装置に関する。各加熱部は、加熱媒体を供給するためのライン接続部と、加熱部から加熱媒体を排出するための吸引抽出手段とを有する。本発明によると、第1の加熱部の吸引抽出手段は、第2の加熱部の加熱媒体を供給するためのライン接続部にラインを介して接続される。第2の加熱部の吸引抽出手段は、第1の加熱部の加熱媒体を供給するためのライン接続部にラインを介して接続される。第1および第2の加熱部の交差する接続により、加熱モジュールの2つの加熱部において可能な限り温度の分布が均一になる。同時に、たとえば2つの加熱部における溶媒の濃度も可能な限り同一に保たれる。そのため、本質的に同一の処理条件が得られる。ライン接続部は各々の場合、好ましくは送風機ユニットに先行される。送風機ユニットにより、1つの加熱部から他の加熱部に空気が運ばれる。2つの加熱部を互いに接続するラインはこの場合好ましくは、処理モジュールの同じ側、具体的には特に、スライバまたは搬送路に対して横断方向に位置する側壁の上に配される。したがって、異なる処理モジュールが互いに隣接してコンパクトに配され得る。個々の加熱部を接続するラインは、モジュールから一方向にのみ横に突出する。結果として、スペース要求が低減される。
【0024】
主に垂直に配される加熱ゾーンにおける自然対流により、加熱ゾーンの下端に冷たい領域と、加熱ゾーンの上端に温かい領域とが保証される。吸引抽出の交差する構成および注入の結果、上部と底部との間の対流によって発生する温度差が均一化される。
【0025】
個々の加熱部の給気部および排気部のこのような交差する接続は、それ自体がすでに有利であるが、このタイプの空気の経路は、端面上の排気部の上記の構成および吸引抽出体と組み合わせると特に有利である。この組合せにより、さらなる処理条件の単一化およびさらなる均一な温度分布が達成され得る。
【0026】
本発明のさらに別の局面は、特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造の特に乾燥および通風といった熱処理のための装置に関する。装置は、少なくとも1つの加熱部を有する少なくとも1つの処理モジュールを有する。スライバは、処理モジュールと、加熱部とを通って、処理のために導かれ得る。加熱部は、特に加熱空気といった加熱媒体を少なくとも1つの加熱チャンバに供給するための少なくとも1つのライン接続部を有する。ライン接続部には、熱空気を運ぶための送風機ユニットが設けられる。ライン接続部は、少なくとも1つのノズルボックスに接続される。このノズルボックスを介して、加熱媒体が加熱チャンバに導入され得る。本発明によると、熱交換器が、送風機ユニットとライン接続部との間で圧力側上に配される。この熱交換器はたとえば、ガス、軽油、もしくは他の燃料で動作する直接的に加熱を行うバーナ構成か、または処理流体が流れる間接的に動作される熱交換器装置であってもよい。熱交換器がノズルボックスと送風機との間で圧力側上に配されることにより、さらにより均一な空気分布がノズルボックスにおいて達成され得、その結果、加熱チャンバにおいて達成され得ることが示された。熱交換器は、この場合、通過して流れる空気に対して層流効果を有する。熱交換器が圧力側に取り付けられることで、気流の速度は多少低減されるということは明らかである。その代わり、動的な圧力が構成され、これにより空気が熱交換器から去った後、空気において均一な速度分布が得られる。これにより、熱交換器の断面の全体に亘って均一な熱伝達が達成される。本発明のこの局面もそれ自体好ましいが、空気分布の均一性を向上させるための上記の方策と特に有利に組み合され得る。より規則的な速度分布により、より良好な熱伝達が発生する。これにより、熱交換器のより高い効率が得られる。
【0027】
複数の処理モジュールが互いに隣接して配されてもよい。この場合、スライバは、各々の場合、1つのモジュールから次のモジュールへ装置を通ってループして蛇行するような態様で上部および下部偏向手段によって搬送され得る。
【0028】
この場合、互いに隣接して存在する個々の処理モジュールにおいて用いられる送風機、熱交換器、およびラインといった構成要素は、各々の場合、同一に設計される。個別の加熱チャンバにおける空気分布および温度分布が、行われた構造的方策によって均一となるので、この所望の均一さをもたらすために空気案内要素に対するさらなる修正または適合は必要ない。したがって、本発明に従った方策は、いくつかの規格化された構成要素により、経済的要因に関しても、普遍的に使用可能な装置が提供されることを可能にするモジュールタイプの構造を提供することを可能にする。
【0029】
本発明のさらなる局面は、熱処理、特に、連続的に搬送されるシート状の構造の乾燥または通風のための方法に関する。この方法は、典型的に上記のような装置を用いて行われる。シート状の構造は好ましくは、上方向においてほぼ垂直に導かれ、随意であるが、偏向手段を通過した後、処理モジュールの少なくとも1つの加熱部を通るよう下方向に導かれる。この場合、シート状の構造は、加熱媒体を介して作用される。シート状の構造は、ノズルボックスを介して加熱部の少なくとも1つの加熱チャンバの中に導入される。本発明によると、加熱媒体はその後、加熱部の端面上に配される吸引抽出手段を介して吸引され、そのため、均一な温度分布と、スライバの方向と平行な層流とがシート状の構造の幅に亘って発生するとともに、搬送方向、すなわち上方向または下方向に流れる気流が生成される。
【0030】
本発明のさらに別の局面は、熱処理、特に上記のような装置を用いて、連続的に搬送されるシート状の構造を乾燥するのための方法に関する。この場合、シート状の構造は好ましくは、上方向においてほぼ垂直に導かれ、随意であるが、偏向手段を通過した後、処理モジュールの2つの連続的に接続された加熱部を通って下方向に導かれる。本発明によると、吸引抽出手段を介して1つの加熱部から排出された空気は再び熱交換器を介して加熱され、各々の場合、ライン接続を介して他方の加熱部に再び供給される。
【0031】
本発明のさらに別の局面は、熱処理、特に上記のような装置を用いて、連続的に搬送されるシート状の構造を乾燥するのための方法に関する。この場合、シート状の構造は、処理モジュールの少なくとも1つの加熱チャンバを通るよう導かれる。本発明によると、加熱媒体は、熱交換器を通って、次いで加熱チャンバの中へと送風機により導入される。この場合、熱交換器は、送風機と加熱チャンバとの間で圧力側上に配される。その結果、熱空気を加熱チャンバへ特に均一に導入することが達成され得る。
【0032】
図面により例示的な実施例において、以下により詳細に本発明を説明する。
【図面の簡単な説明】
【0033】
【図1a】先行技術に従った給気部および排気部を有する処理装置の斜視図を示す図である。
【図1b】図1aに従った加熱チャンバにおける気流速度の演算を示す図である。
【図2】本発明に従った3つの処理モジュールを有する本発明に従った構成の斜視図を示す図である。
【図3】筐体を透明に示して、図2に従った装置の個々の処理モジュールを示す図である。
【図4】(筺体カバー部分を省略して)図3に従った処理モジュールの上部加熱部における空気の経路の詳細な例示を示す図である。
【図5】本発明に従った吸引抽出体の斜視図を示す図である。
【図6】図3に従った装置における気流および温度分布の概略的な例示を示す図である。
【図7】第1の代替的な実施例に従った例示を示す図である。
【図8】第2の最適化された実施例に従った例示を示す図である。
【図9】第3のさらなる最適化された実施例に従った例示を示す図である。
【図10】さらなる代替的な実施例に従った例示を示す図である。
【発明を実施するための形態】
【0034】
図1は、出願人によって公知となった、先行技術の給気部および排気部の実施例を示す図である。乾燥機101は、下部加熱部111aと、上部加熱部111bとを有する。加熱部111a,111bでは、各々の場合、2つの加熱チャンバ120が形成される。これらの加熱チャンバ120を通って、スライバWが垂直方向において上および下に導かれる。中心ライン接続部113を介して加熱チャンバに熱空気が供給され、再び吸引抽出ライン114を介して排出される。吸引抽出ライン114は加熱部内へと横方向に出ている。図1aによると、公知の構成とは対照的に、熱交換器143はファン142の圧力側上に配される。空気の速度分布が演算により図1bに示される。加熱チャンバのコーナにおける上端に、デッドスペースが存在する。さらに、接続部114の方向の気流が見られ得る。この気流は織物に対して横力を生じさせ、これが湾曲へとつながる。先行技術とは対照的に、図1aにおける例示は、圧力側上にて送風機の上流に配される熱交換器143を有する。
【0035】
図2は、本発明に従った乾燥機1を図解的に示す図である。さらに詳細は示されない先行する処理構成(特に、含浸浴)によって、スライバWが乾燥装置1に供給される。乾燥装置1は、互いに隣接して配される3つの処理モジュール10から構成される。スライバWは、各々の場合、各処理モジュール10を通って上方向zにおいて垂直に上に導かれる。処理モジュール10を通過した後、スライバWは、偏向ローラ12(詳細には示されない)の周りで偏向され、処理モジュール10を通るよう下方向−zに再び垂直に導かれる。第1の処理モジュール10を通過した後、スライバは新たに下端にて偏向ローラ(示されない)の周りで導かれ、隣接する次なる処理モジュールに供給される。各処理モジュールは、第1の下部加熱部11aと第2の上部加熱部11bとを有する。各加熱部11a,11bには、吸引抽出ライン14と、加熱空気を供給するためのライン接続部13とが設けられる。吸引抽出ラインは各々の場合、処理モジュール10の下端および上端に配される。温暖空気を上部加熱部11bに注入するためのライン接続部13は、ライン40を介して下部加熱部11aの吸引抽出ライン14に接続される。熱空気を下部加熱部11aの中に注入するためのライン接続部13は、ライン接続部41を介して上部加熱部11bの吸引抽出ライン14に接続される。これにより、これら2つの加熱部11a,11b同士の間の空気循環が得られる。
【0036】
ライン接続部13および吸引抽出ライン14はこの場合、処理モジュール10の筐体上に横方向に配される。すなわち、スライバに対して垂直な側面上に配される。パイプライン40,41と、ライン接続部13と、吸引抽出ライン14とは結果的にすべて同じ方向に突出するので、図2に示されるこれら3つの処理モジュールは互いに隣接して密接に配され得る。その結果、一方では(個々のモジュールがそのまま互いに絶縁されるので)エネルギーが節約され、他方ではスペースが節約される。
【0037】
熱空気は送風機42により加熱部11a,11b内に注入される。熱交換器43は、送風機とライン接続部13との間において送風機の圧力側に配される。この構成により、ファン42とライン接続部13との間のパイプの長さが非常に短い場合であっても、均一な空気分布が達成され得る。結果として、装置1は省スペースの構造を有し得る。図2に示される装置は典型的には、タイヤコードの処理のために用いられる。タイヤコードは、(たとえば、通常1500mm〜約3000mmまでの織物幅を有する、ポリアミドまたはポリエステルから作られる)プラスチックファイバから形成される織物である。この織物は、材料に依存して、イソシアネートおよびレゾルシノールホルムアルデヒドラテックスを用いる1つから2つの処理ステップで処理される。タイヤコードは、典型的に約10メートル〜約20メートルの高さを有する処理モジュール10を通るよう、約80m/分〜120m/分の典型的な速度で導かれる。個々の加熱部11a,11bにおいて典型的には、140℃〜230℃の温度が得られる。スライバは、11までの張力により、加熱部11a,11bを通って導かれる。この処理は、典型的に送風機により各加熱部11a,11bに導入された150000m^3/hまでの空気量を有する。
【0038】
図3は、装置の筐体を透明にして示した個々の処理モジュール10を示す図である。図3においては、図2と同じ要素を同じ参照符号により指定する。各加熱部11a,11bは、互いに隣接して存在するノズルボックス15の3つの列を有する。各々の場合、加熱チャンバ20(図4も参照)は、互いに隣接して存在するノズルボックス同士の間に形成される。図3に従った処理モジュール10ではスライバは、下部加熱部11aにおける第1の加熱チャンバ20と、上部加熱部11bの第1の加熱チャンバ20と、上部加熱部11bの第2の加熱チャンバ20と、下部加熱部11aの第2の加熱チャンバとを通るよう連続的に導かれる。3つのノズルボックス15の各々には、ライン接続部13からの熱空気が作用する。この目的のために、ライン接続部13は、3つの個々の供給接続部分23内への分岐部を有する。
【0039】
吸引抽出体16は、モジュールの端面9上において入口領域に配される。各ノズルボックス15ごとに吸引抽出体16が割り当てられる。吸引抽出ライン14は3つの吸引抽出接続部分24の中への分岐部を有し、各々の場合、吸引抽出接続部分24には吸引抽出体16が割り当てられる。図4は、筐体を省略して、上部加熱部11bにおける空気の経路をより詳細に示す図である。下部加熱部11aにおける空気の経路は、本質的に同一であるが鏡面対称に設計される。ここでも、同じ参照符号は同一の部分を指定する。3つの吸引抽出体16は同一に設計される。吸引抽出体16は、端面上においてノズルボックス15の上で上方向Zに配され、これらに隣接する。吸引抽出体16の各々は、自身に割り当てられた排出接続部分24を介して吸引抽出ライン14に接続される。吸引抽出ライン14は、曲線部分45を介してライン41の直線部分46に接続される。
【0040】
熱交換器は、流体熱交換器として設計され、加熱流体が供給され、接続部(44)を介して排出される。ファン(42)は典型的には、横方向に送風するラジアル送風機である。ノズルボックス(15)は、それ自体公知の態様で設計される。中央のノズルボックスは両側上に、外方向に方向付けされたノズルポートを有する。各々の場合、外側ノズルボックス15は、内方向に方向付けされたノズルポートのみを有する。これらのノズルボックスの間に形成された加熱チャンバ20を通って導かれるスライバにはこの場合、両側からの熱空気が作用する。
【0041】
吸引抽出体16同士の間には、ギャップスペース18が形成される。ギャップスペース18を通って、スライバWが導かれる。吸引抽出体16が各ノズルボックス15に割り当てられるので、スライバの両側からの温暖空気の吸引抽出が、スライバの全幅に亘って作り出される。吸引抽出体16は、少なくともノズルボックスの幅Bに対応する幅bを有する。
【0042】
図5は、吸引抽出体16の拡大図を示す図である。吸引抽出体16はボックスとして設計され、2つの側壁21を有する。側壁21は、スライバのための搬送路の境界を定める。吸引抽出体16は、吸引抽出接続部分24に面する開放端面22を有する。さらに、吸引抽出体16は、開口するよう設計されるさらなる端面25を有する。さらなる端面25を通って、熱空気Lが矢印の方向に吸引される。最後に、吸引抽出体16のボックスは、上部壁26と下部壁27とによって閉じられる。上部壁26は閉じられるよう設計される。吸引抽出体16は、本質的に一定の断面を有する第1の領域28を有する。さらに、吸引抽出体16は、端面22に向かって、断面が広がっている入口領域29を有する。吸引抽出ポートは入口領域29に配される。長い穴として設計される2つの吸引抽出ポート17は側壁21に配され、本質的に正方形状の吸引抽出ポート17が下部壁27に配される。熱空気Lはこれらのポートを通って矢印の方向に進み、吸引抽出体16に入り、吸引抽出体16から吸引抽出接続部分24を通って吸引抽出ライン14に導かれる。
【0043】
図6は、スライバに沿った断面における上部加熱部11bでの速度分布を示す図である。スライバに温暖空気が作用する領域においては、本質的に均一な速度分布が得られる。さらに、この速度は相対的に低い。その結果、均一な温度分布が得られ、デッドゾーンが発生しない。
【0044】
図7は、上部加熱部11bの例による第1の代替的な実施例を示す図である。図2〜図4に示されるように空気が導入される。しかしながら、吸引抽出は、2つの横方向に配された吸引抽出ラインを介して対称的に行われる。
【0045】
図8は、上部加熱部11bの例によるさらなる代替的な実施例を示す図である。空気は、処理モジュール10の上端に配される2つの吸引抽出接続部分34を介して吸引される。
【0046】
図9は、吸引抽出のさらなる最適化されたバージョンを示す図である。吸引抽出ボックス35は、ノズルボックスに隣接して上端にて、スライバと平行に、横方向の境界壁の中に導入される。したがって、布片に対する横力は発生しない。吸引抽出ボックス35は、孔が設けられた側壁36を有し、側壁36を通って空気が吸引される。
【0047】
図10は、さらなる最適化された実施例を示す図である。図10によると、吸引抽出ライン14は、処理モジュール1の端面上に配される。図2における例示とは対照的に、ここでは、熱空気のための排出ラインおよび供給ラインは、下部加熱部11aと上部加熱部11bとの間で交差して導かれない。
【特許請求の範囲】
【請求項1】
特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための装置であって、少なくとも1つの加熱部(11a,11b)を有する少なくとも1つの処理モジュール(10)を有し、前記スライバ(W)は、前記少なくとも1つの加熱部(11a,11b)を通って上方向(z)および/または下方向(−z)においてほぼ垂直に搬送路に沿って導かれることが可能であり、
前記加熱部(11a,11b)は、特に熱空気(L)といった加熱媒体を前記加熱部(11a,11b)の少なくとも1つの加熱チャンバ(2)に供給するための少なくとも1つのライン接続部(13)を有し、
前記加熱部(11a,11b)は、前記加熱媒体(L)を前記加熱チャンバ(20)から排出するための吸引抽出手段(14,16;34;35)を有し、
前記少なくとも1つのライン接続部(13)は少なくとも1つのノズルボックス(15)に接続され、前記少なくとも1つのノズルボックス(15)は、搬送方向(z)に延在するとともに前記少なくとも1つのライン接続部(13)へと横断方向に延在し、前記少なくとも1つのノズルボックス(15)を介して、前記加熱媒体(L)が前記加熱チャンバ(20)に導入されることが可能である装置において、
前記吸引抽出手段(14,16;34;35)は本質的に、本質的に前記搬送方向(z;−z)に前記スライバ(W)と平行に流れる気流が得られる態様で前記搬送路に対して配され、かつ特に前記吸引抽出手段(14,16;34;35)が対称的におよび/または前記加熱部(11)の一端に配され、好ましくは前記ノズルボックス(15)に直接的に隣接して配されることを特徴とする、装置。
【請求項2】
前記第1の加熱部(11a)の上に配される第2の加熱部(11b)が各処理モジュール(10)ごとに設けられ、
各加熱部(11a,11b)は、加熱媒体(L)を供給するためのライン接続部(13)と、前記加熱チャンバ(20)から前記加熱媒体(L)を排出するための吸引抽出手段(14,16;34;35)とを有し、下部加熱部(11a)に割り当てられた前記吸引抽出手段(14,16)は、前記加熱部(11a)の下側または底側端に配され、上部加熱部(11b)に割り当てられた前記吸引抽出手段(14,16)は、前記加熱部(11b)の上端に配されることを特徴とする、請求項1に記載の装置。
【請求項3】
前記吸引抽出手段(14)は、前記加熱チャンバ(20)内に突出するとともに少なくとも1つの吸引抽出ポート(17)が設けられる吸引抽出体(16)を含むことを特徴とする、請求項1および2のいずれか1項に記載の装置。
【請求項4】
少なくとも1つの吸引抽出体(16)は前記搬送路の両側上に設けられることを特徴とする、請求項3に記載の装置。
【請求項5】
互いに隣接して配される3つの吸引抽出体(16)が各加熱部(11a,11b)ごとに設けられ、前記スライバ(W)は各々の場合、各々の場合2つの隣接する吸引抽出体(16)の間を通ってギャップスペース(18)において導かれることが可能であり、特に各ノズルボックス(15)には各々の場合、吸引抽出体(16)が割り当てられることを特徴とする、請求項3および4のいずれか1項に記載の装置。
【請求項6】
前記少なくとも1つの吸引抽出体(16)はボックス形状の設計のものであり、前記吸引抽出体(16)は好ましくはプロファイル断面が長方形であることを特徴とする、請求項3〜5のいずれか1項に記載の装置。
【請求項7】
前記少なくとも1つの吸引抽出体(16)は、ほぼまっすぐの第1の領域(28)と、前記第1の領域(28)に隣接するとともにフロー断面が広がっている入口領域(29)とを有することを特徴とする、請求項6に記載の装置。
【請求項8】
前記少なくとも1つの吸引抽出体(16)は、ほぼ前記搬送方向(z)に延在する側壁(21)と、前記吸引抽出ライン(14)に面する端面(22)とを有し、前記吸引抽出体(16)の前記側壁(21)および/またはさらなる壁には、前記吸引抽出ポート(17)が設けられることを特徴とする、請求項3〜7のいずれか1項に記載の装置。
【請求項9】
前記少なくとも1つの吸引抽出体(16)は、前記スライバ(W)の全幅の少なくとも80%、好ましくは前記全幅に亘って、前記搬送方向(z)に対して横断方向に前記加熱チャンバ(20)の中へと延在することを特徴とする、請求項3〜8のいずれか1項に記載の装置。
【請求項10】
特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造(W)の特に乾燥といった熱処理のための装置であって、第1の加熱部(11a)と、前記第1の加熱部の上に配される第2の加熱部(11b)とを有する少なくとも1つの処理モジュール(10)を有し、各加熱部(11a,11b)は、加熱媒体(L)を供給するためのライン接続部(13)と、前記加熱媒体(L)を前記加熱部(11a,11b)から排出するための吸引抽出手段(14,16)とを有する装置において、前記第1の加熱部(11a)の前記吸引抽出手段(14,16)は、ライン(40)を介して前記第2の加熱部(11b)のライン接続部(13)に接続され、前記第2の加熱部(11b)の前記吸引抽出手段(14,16)は、ライン(41)を介して前記第1の加熱部(11a)の前記ライン接続部(13)に接続されることを特徴とする、特に請求項1〜9のいずれか1項に記載の装置。
【請求項11】
前記ライン接続部(13)には各々の場合、送風機ユニット(42)が先行することを特徴とする、請求項10に記載の装置。
【請求項12】
前記ライン(40,41)は、前記搬送路に関連して横方向に、前記処理モジュール(10)の同じ側上に配されることを特徴とする、請求項11に記載の装置。
【請求項13】
特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造(W)の特に乾燥といった熱処理のための装置であって、前記スライバが通るよう導かれることが可能な少なくとも1つの加熱部(11a,11b)を有する少なくとも1つの処理モジュール(10)を有し、
前記加熱部(11a,11b)は、少なくとも1つのライン接続部(13)と、特に熱空気(L)といった加熱媒体を少なくとも1つの加熱チャンバ(20)内に供給するための1つの送風機ユニット(42)とを有し、
前記少なくとも1つのライン接続部(13)は少なくとも1つのノズルボックス(15)に接続され、前記少なくとも1つのノズルボックス(15)を介して前記加熱媒体(L)が前記加熱チャンバ(20)に導入されることが可能である装置において、熱交換器(43)は、前記送風機ユニット(42)と前記ライン接続部(13)との間で圧力側上に配されることを特徴とする、特に請求項1〜12のいずれか1項に記載の装置。
【請求項14】
互いに隣接して配される複数の処理モジュール(10)が存在し、かつ前記装置を通ってループ状に蛇行するような態様で前記スライバ(W)が上部および下部偏向手段(12)によって導かれることが可能であることを特徴とする、請求項1〜13のいずれか1項に記載の装置。
【請求項15】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、前記シート状の構造は好ましくは上方向(z)にほぼ垂直に導かれ、および/または偏向手段(12)を通った後は、処理モジュール(10)の少なくとも1つの加熱部(11a,11b)を通るよう下方向(−z)に導かれ、
前記シート状の構造(W)には、前記加熱部(11a,11b)の少なくとも1つの加熱チャンバ(20)内へノズルボックス(15)を介して導入される加熱媒体が作用する方法において、前記加熱媒体(L)は、本質的に搬送方向に流れる気流が前記シート状の構造(W)の幅に亘って生成されるように特に前記加熱部(20)の端面上に配される吸引抽出手段(14,16;34;35)を介して吸引されることを特徴とする、方法。
【請求項16】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、
前記シート状の構造は好ましくは上方向(z)においてほぼ垂直に導かれ、および/または偏向手段(12)を通った後は、処理モジュール(10)の2つの連続して配される加熱部(11a,11b)を通るよう下方向(−z)に導かれる方法において、1つの加熱部(11a,11b)から吸引抽出手段(14)を介して排出される前記空気は、熱交換器(43)を介して加熱され、ライン接続部(13)を介して再び他の加熱部(11b,11a)に供給されることを特徴とする、方法。
【請求項17】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、前記シート状の構造(W)は処理モジュール(10)の少なくとも1つの加熱チャンバ(20)を通るよう導かれる方法において、加熱媒体(L)が送風機(42)により、熱交換器(43)を通って前記加熱チャンバ(20)内へと経路付けされることを特徴とする、方法。
【請求項1】
特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための装置であって、少なくとも1つの加熱部(11a,11b)を有する少なくとも1つの処理モジュール(10)を有し、前記スライバ(W)は、前記少なくとも1つの加熱部(11a,11b)を通って上方向(z)および/または下方向(−z)においてほぼ垂直に搬送路に沿って導かれることが可能であり、
前記加熱部(11a,11b)は、特に熱空気(L)といった加熱媒体を前記加熱部(11a,11b)の少なくとも1つの加熱チャンバ(2)に供給するための少なくとも1つのライン接続部(13)を有し、
前記加熱部(11a,11b)は、前記加熱媒体(L)を前記加熱チャンバ(20)から排出するための吸引抽出手段(14,16;34;35)を有し、
前記少なくとも1つのライン接続部(13)は少なくとも1つのノズルボックス(15)に接続され、前記少なくとも1つのノズルボックス(15)は、搬送方向(z)に延在するとともに前記少なくとも1つのライン接続部(13)へと横断方向に延在し、前記少なくとも1つのノズルボックス(15)を介して、前記加熱媒体(L)が前記加熱チャンバ(20)に導入されることが可能である装置において、
前記吸引抽出手段(14,16;34;35)は本質的に、本質的に前記搬送方向(z;−z)に前記スライバ(W)と平行に流れる気流が得られる態様で前記搬送路に対して配され、かつ特に前記吸引抽出手段(14,16;34;35)が対称的におよび/または前記加熱部(11)の一端に配され、好ましくは前記ノズルボックス(15)に直接的に隣接して配されることを特徴とする、装置。
【請求項2】
前記第1の加熱部(11a)の上に配される第2の加熱部(11b)が各処理モジュール(10)ごとに設けられ、
各加熱部(11a,11b)は、加熱媒体(L)を供給するためのライン接続部(13)と、前記加熱チャンバ(20)から前記加熱媒体(L)を排出するための吸引抽出手段(14,16;34;35)とを有し、下部加熱部(11a)に割り当てられた前記吸引抽出手段(14,16)は、前記加熱部(11a)の下側または底側端に配され、上部加熱部(11b)に割り当てられた前記吸引抽出手段(14,16)は、前記加熱部(11b)の上端に配されることを特徴とする、請求項1に記載の装置。
【請求項3】
前記吸引抽出手段(14)は、前記加熱チャンバ(20)内に突出するとともに少なくとも1つの吸引抽出ポート(17)が設けられる吸引抽出体(16)を含むことを特徴とする、請求項1および2のいずれか1項に記載の装置。
【請求項4】
少なくとも1つの吸引抽出体(16)は前記搬送路の両側上に設けられることを特徴とする、請求項3に記載の装置。
【請求項5】
互いに隣接して配される3つの吸引抽出体(16)が各加熱部(11a,11b)ごとに設けられ、前記スライバ(W)は各々の場合、各々の場合2つの隣接する吸引抽出体(16)の間を通ってギャップスペース(18)において導かれることが可能であり、特に各ノズルボックス(15)には各々の場合、吸引抽出体(16)が割り当てられることを特徴とする、請求項3および4のいずれか1項に記載の装置。
【請求項6】
前記少なくとも1つの吸引抽出体(16)はボックス形状の設計のものであり、前記吸引抽出体(16)は好ましくはプロファイル断面が長方形であることを特徴とする、請求項3〜5のいずれか1項に記載の装置。
【請求項7】
前記少なくとも1つの吸引抽出体(16)は、ほぼまっすぐの第1の領域(28)と、前記第1の領域(28)に隣接するとともにフロー断面が広がっている入口領域(29)とを有することを特徴とする、請求項6に記載の装置。
【請求項8】
前記少なくとも1つの吸引抽出体(16)は、ほぼ前記搬送方向(z)に延在する側壁(21)と、前記吸引抽出ライン(14)に面する端面(22)とを有し、前記吸引抽出体(16)の前記側壁(21)および/またはさらなる壁には、前記吸引抽出ポート(17)が設けられることを特徴とする、請求項3〜7のいずれか1項に記載の装置。
【請求項9】
前記少なくとも1つの吸引抽出体(16)は、前記スライバ(W)の全幅の少なくとも80%、好ましくは前記全幅に亘って、前記搬送方向(z)に対して横断方向に前記加熱チャンバ(20)の中へと延在することを特徴とする、請求項3〜8のいずれか1項に記載の装置。
【請求項10】
特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造(W)の特に乾燥といった熱処理のための装置であって、第1の加熱部(11a)と、前記第1の加熱部の上に配される第2の加熱部(11b)とを有する少なくとも1つの処理モジュール(10)を有し、各加熱部(11a,11b)は、加熱媒体(L)を供給するためのライン接続部(13)と、前記加熱媒体(L)を前記加熱部(11a,11b)から排出するための吸引抽出手段(14,16)とを有する装置において、前記第1の加熱部(11a)の前記吸引抽出手段(14,16)は、ライン(40)を介して前記第2の加熱部(11b)のライン接続部(13)に接続され、前記第2の加熱部(11b)の前記吸引抽出手段(14,16)は、ライン(41)を介して前記第1の加熱部(11a)の前記ライン接続部(13)に接続されることを特徴とする、特に請求項1〜9のいずれか1項に記載の装置。
【請求項11】
前記ライン接続部(13)には各々の場合、送風機ユニット(42)が先行することを特徴とする、請求項10に記載の装置。
【請求項12】
前記ライン(40,41)は、前記搬送路に関連して横方向に、前記処理モジュール(10)の同じ側上に配されることを特徴とする、請求項11に記載の装置。
【請求項13】
特にたて糸または繊維スライバといった連続的に搬送されるシート状の構造(W)の特に乾燥といった熱処理のための装置であって、前記スライバが通るよう導かれることが可能な少なくとも1つの加熱部(11a,11b)を有する少なくとも1つの処理モジュール(10)を有し、
前記加熱部(11a,11b)は、少なくとも1つのライン接続部(13)と、特に熱空気(L)といった加熱媒体を少なくとも1つの加熱チャンバ(20)内に供給するための1つの送風機ユニット(42)とを有し、
前記少なくとも1つのライン接続部(13)は少なくとも1つのノズルボックス(15)に接続され、前記少なくとも1つのノズルボックス(15)を介して前記加熱媒体(L)が前記加熱チャンバ(20)に導入されることが可能である装置において、熱交換器(43)は、前記送風機ユニット(42)と前記ライン接続部(13)との間で圧力側上に配されることを特徴とする、特に請求項1〜12のいずれか1項に記載の装置。
【請求項14】
互いに隣接して配される複数の処理モジュール(10)が存在し、かつ前記装置を通ってループ状に蛇行するような態様で前記スライバ(W)が上部および下部偏向手段(12)によって導かれることが可能であることを特徴とする、請求項1〜13のいずれか1項に記載の装置。
【請求項15】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、前記シート状の構造は好ましくは上方向(z)にほぼ垂直に導かれ、および/または偏向手段(12)を通った後は、処理モジュール(10)の少なくとも1つの加熱部(11a,11b)を通るよう下方向(−z)に導かれ、
前記シート状の構造(W)には、前記加熱部(11a,11b)の少なくとも1つの加熱チャンバ(20)内へノズルボックス(15)を介して導入される加熱媒体が作用する方法において、前記加熱媒体(L)は、本質的に搬送方向に流れる気流が前記シート状の構造(W)の幅に亘って生成されるように特に前記加熱部(20)の端面上に配される吸引抽出手段(14,16;34;35)を介して吸引されることを特徴とする、方法。
【請求項16】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、
前記シート状の構造は好ましくは上方向(z)においてほぼ垂直に導かれ、および/または偏向手段(12)を通った後は、処理モジュール(10)の2つの連続して配される加熱部(11a,11b)を通るよう下方向(−z)に導かれる方法において、1つの加熱部(11a,11b)から吸引抽出手段(14)を介して排出される前記空気は、熱交換器(43)を介して加熱され、ライン接続部(13)を介して再び他の加熱部(11b,11a)に供給されることを特徴とする、方法。
【請求項17】
特に請求項1〜14のいずれか1項に記載の装置を用いて、特にたて糸または繊維スライバ(W)といった連続的に搬送されるシート状の構造の特に乾燥といった熱処理のための方法であって、前記シート状の構造(W)は処理モジュール(10)の少なくとも1つの加熱チャンバ(20)を通るよう導かれる方法において、加熱媒体(L)が送風機(42)により、熱交換器(43)を通って前記加熱チャンバ(20)内へと経路付けされることを特徴とする、方法。
【図1a】

【図1b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1b】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2013−516590(P2013−516590A)
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2012−546368(P2012−546368)
【出願日】平成21年12月30日(2009.12.30)
【国際出願番号】PCT/EP2009/068033
【国際公開番号】WO2011/079867
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(512171892)ベニンガー・ツェル・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング (1)
【氏名又は名称原語表記】BENNINGER ZELL GMBH
【Fターム(参考)】
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成21年12月30日(2009.12.30)
【国際出願番号】PCT/EP2009/068033
【国際公開番号】WO2011/079867
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(512171892)ベニンガー・ツェル・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング (1)
【氏名又は名称原語表記】BENNINGER ZELL GMBH
【Fターム(参考)】
[ Back to top ]