
連続繊維強化複合物品の屈曲部の層間剥離を抑制する方法
【課題】マトリックス材料内に一方向性繊維要素列を含有する層を有する連続繊維強化複合材料で形成された部品の屈曲部における層間剥離を抑制する方法の提供。
【解決手段】部品の層に対応するプリプレグテープを積層することにより部品のプリフォーム30を形成する。各々のテープは、マトリックス前駆体、結合材、及び繊維要素32列を含有している。これらのテープを積み重ねて、少なくとも第1のテープの繊維要素32が屈曲部34を横切り、繊維要素32が屈曲部34の湾曲の軸36に対して垂直ではない平面38、40内にあるようにする。次いで、プリフォーム30を熱加工する。その間、繊維要素32が屈曲部34の湾曲の軸36に対して垂直な平面内にないことの結果として、屈曲部34内の層の層間剥離が抑制される。
【解決手段】部品の層に対応するプリプレグテープを積層することにより部品のプリフォーム30を形成する。各々のテープは、マトリックス前駆体、結合材、及び繊維要素32列を含有している。これらのテープを積み重ねて、少なくとも第1のテープの繊維要素32が屈曲部34を横切り、繊維要素32が屈曲部34の湾曲の軸36に対して垂直ではない平面38、40内にあるようにする。次いで、プリフォーム30を熱加工する。その間、繊維要素32が屈曲部34の湾曲の軸36に対して垂直な平面内にないことの結果として、屈曲部34内の層の層間剥離が抑制される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般に複合物品及びその製造方法に関する。具体的には、本発明は、連続繊維強化材の複数の層を含有する複合物品を製造する方法に関し、かかる物品ではその屈曲部内の前記複数の層の層間剥離が抑制される。
【背景技術】
【0002】
ガスタービンエンジンの効率を高めるために、より高い作動温度が絶えず求められている。鉄、ニッケル及びコバルト基超合金の開発を通して高温能力の飛躍的な進歩が達成されているが、代替材料が研究されて来ている。セラミック材料及びセラミックマトリックス複合(CMC)材料は、その高温能力により冷却用空気に関する要件を大幅に軽減することができるので注目に値する例である。CMC材料は一般に、セラミックマトリックス材料内に埋め込まれたセラミック繊維強化材を特徴とする。この強化材は、マトリックス材料内に分散した不連続の短繊維又はマトリックス材料内で配向された連続繊維若しくは繊維束であり得、CMCのマトリックスに亀裂が発生した際に負荷を担う構成成分として機能する。一方、セラミックマトリックスは強化材を保護し、その繊維の配向を維持し、強化材に対する負荷を消散する役目を果たす。
【0003】
連続繊維強化セラミック複合材(CFCC)は、ガスタービンエンジンのシュラウド、燃焼器ライナー、ノズル、その他の高温部品を始めとする様々な高温耐力用途に対して軽量、高強度、及び高剛性をもたらすCMCの1種である。CFCC材料の連続繊維(フィラメント)は、個々の繊維が略平行に並んだ一方向性の繊維列を形成するように配置することができる。また、繊維は、一方向性のトウ列を形成するように配置されるトウとして束ねてもよいし、或いは二次元の織物を形成するように織られるか若しくは三次元の織物を形成するように織ったり編んだりされるトウとして束ねてもよい。三次元の織物の場合、複数の組の一方向性のトウを、例えば互いに横断して織り合わせることができる。個々の繊維の一方向性の列を有するCFCC材料において、繊維は通例、各々が一方向性の(平行な)繊維列を含有する複数の交互の層に配列され、ある所与の層内の繊維は各隣接する層の一方向性の繊維を横断している。
【0004】
高温用途に関してとりわけ重要なものは、ケイ素系セラミック材料、特にマトリックス及び/又は強化材として炭化ケイ素(SiC)を含有するCMCである。CFCCの注目に値する1つの例は、General Electric CompanyによりHiPerComp(登録商標)という名称で開発されており、炭化ケイ素と元素状ケイ素のマトリックス中に連続炭化ケイ素繊維を含有している。注目に値する炭化ケイ素繊維材料としては、Nippon Carbon Co.,Ltd.から市販されているNICALON(登録商標)、HI−NICALON(登録商標)、及びHI−NICALON(登録商標)Type S繊維がある。SiC/Si−SiC(繊維/マトリックス)CMC及び CFCC材料並びに方法の例は、本願出願人に譲渡された米国特許第5015540号、同第5330854号、同第5336350号、同第5628938号、同第6024898号、同第6258737号、同第6403158号、及び同第6503441号、並びに本願出願人に譲渡された米国特許出願公開第2004/0067316号に開示されている。1つのかかる方法は「プリプレグ」溶融−浸潤として知られており、一般にこの方法では、各々が所望の強化材、セラミックマトリックス材料の前駆体、及び1種以上の結合材からなるテープ様構造体の形態である複数のプリプレグ層を用いてCMCを製造する。複数のプリプレグテープを積み重ねることにより積層体プリフォームを形成し、加工処理して(焼成を含む)結合材を燃焼させると共に前駆体を所望のセラミックマトリックス材料に変換する。得られるCMCは、各々が個々のプリプレグテープに由来する複数の薄層を含有する。積層体プリフォームの硬化及び焼成の結果として、各薄層は焼成中前駆体の変換により形成されたセラミックマトリックスに包まれた強化材を含有し、複数の薄層はセラミックマトリックスにより互いに接合される。こうして得られたCMC物品を次に、溶融したケイ素又は他の適切な材料中に浸潤させて、燃焼中に結合材を除去した結果として形成された気孔を充填する。
【0005】
層間剥離の欠陥はCMC構造体内の薄層の分離の結果として起こる。図1及び2はかかる欠陥を概略的に例証する。図1は、米国特許第7117983号に開示されているCMCシュラウドの特徴である屈曲部を有する積層体プリフォーム10を表している。図1はプリプレグ層12の様子、及びそれらの層12がプリフォーム10を賦形するのに用いる工具14に一致していることを示している。プリプレグ層12は様々な構造を有し得るが、本発明にとって特に重要なものは、プリフォーム10の焼成によりCFCC材料となる一方向性の連続繊維列を有するプリプレグ層12である。重大な難問は、屈曲部の辺りで良好な圧密化と最小の欠陥を得ることである。従来の慣行は、0−90繊維構造を利用することにより複合材料の二軸性強化が得られるように連続繊維を配置することである。すなわち、交互の層12が、直接屈曲部半径Rの周りに巻き付けられ、かつ屈曲部の曲率の軸16に対して垂直な(ここではゼロ度方向)平面内にある繊維を含有し、一方その間の層は、屈曲部の曲率の軸16に対して略平行な(ここでは90度方向)平面内にある繊維を含有する。
【0006】
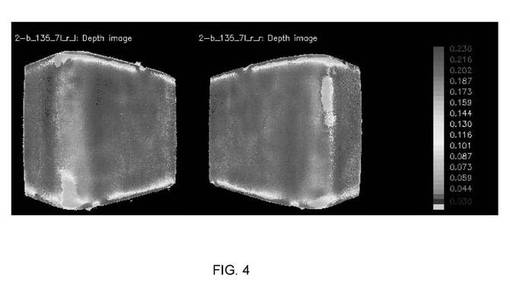
積層及び圧密化が起こる間、例えば圧力下で積層体プリフォーム10を加熱する間、例えばオートクレーブの間、圧密化中、そして屈曲部の幾何学的形状によって誘導される厚さ方向の歪みに応答して面内圧縮歪みが外側のプリプレグ層12内に生成する。屈曲部半径Rの周りでまっすぐに配向され屈曲部の湾曲の軸16に対して垂直な平面内にある連続繊維はその後その軸に沿って高い圧縮応力を受ける。この繊維内の圧縮応力が少なくとも次の2つの様式で複合材中に欠陥を引き起こすと思われる。まず第一に、繊維は圧縮応力の下で曲がる可能性があり、その結果複合層内に皺を形成する可能性がある。次に、以後の燃焼及び浸潤工程段階中、繊維内の歪みが弾性的に解放され、その結果、図2に示すように、得られるCFCC物品20内に薄層22の層間剥離24を引き起こし得る。これらの欠陥は、図3及び4に示すように、2つのCFCCシュラウドの2つの赤外線(IR)サーモグラフ画像において明るい領域として目に見える。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第7117983号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
実際には、一方向性の繊維構造体を含有するCMC物品について上記したような層間剥離24は、より良好なドレープ性を有する傾向があり、従って屈曲部の付近で層間欠陥を形成する傾向がより低い布及び織った構造体のような織った繊維層を含有するCMC物品では観察されない。他方、層間剥離は一方向性の繊維構造体を有するCFCC物品に関して認識されている問題であるので、米国特許第5348602号から明らかなように、その解決策が研究され提案されて来ている。しかし、特別な設備や段階を伴わない解決策が望ましいであろう。
【課題を解決するための手段】
【0009】
本発明は、複合材料の熱加工中に層間剥離を起こし易い層(薄層)を含む連続繊維強化複合材料から形成された部品の屈曲部における層間剥離を抑制する方法を提供する。
【0010】
本発明の第1の局面によると、複合材料の各層はマトリックス材料中に一方向性の繊維性要素列を含有し、屈曲部の少なくとも一部分が湾曲の軸により画成される。この方法では複数のプリプレグテープを形成するが、その各々がマトリックス前駆体、結合材、及び一方向性繊維性要素列を含有していて、その結果、各々のプリプレグテープが、十分に加熱されて結合材が燃焼しマトリックス前駆体が部品のマトリックス材料に変換されたときに複合材の層の1つを形成する。その後、プリプレグテープを積み重ねて部品のプリフォームを形成すると共にその屈曲部を画成し、そのため、少なくとも第1のテープの一方向性繊維性要素が屈曲部を横切り、全てのテープの一方向性繊維性要素が屈曲部の湾曲の軸に対して垂直でない平面内にあるようにする。次いで、プリフォームを外圧下で加熱してプリプレグテープを統合する。本発明の好ましい局面によると、一方向性繊維性要素がいずれも屈曲部の湾曲の軸に対して垂直な配向とは対照的にその軸に対して垂直な平面内にはない結果として、屈曲部内のプリプレグテープの層間剥離、従って得られる屈曲部内の複合材層の層間剥離が抑制される。
【0011】
本発明の別の局面は上記の方法により製造される部品である。非限定例はガスタービンエンジンのタービンシュラウドである。
【0012】
本発明の重大な利点は、連続繊維強化複合部品、特に複合材料の熱加工の間に層間剥離を起こし易い屈曲部がある形状を有する連続繊維強化セラミック複合材(CFCC)部品を製造することができることである。配向すべき一方向性の列内の個々の繊維を屈曲部の軸に対して垂直以外のある角度で配向させることによって、層間剥離により引き起こされる層間欠陥を大いに抑制することができる。±45度の繊維構造が層間剥離を抑制するのに有効であることが示されているが、他の角度、特に湾曲の屈曲軸に対して垂直な平面から約10〜90度の範囲の角度も本発明の範囲内である。特定の非限定例としては、+80/−10、+70/−20、+60/−30などのような二軸性の繊維構造、及び90/+30/−30、などのような多軸性の繊維構造がある。
【0013】
本発明のその他の局面及び利点は、以下の詳細な説明からより良好に理解されるであろう。
【図面の簡単な説明】
【0014】
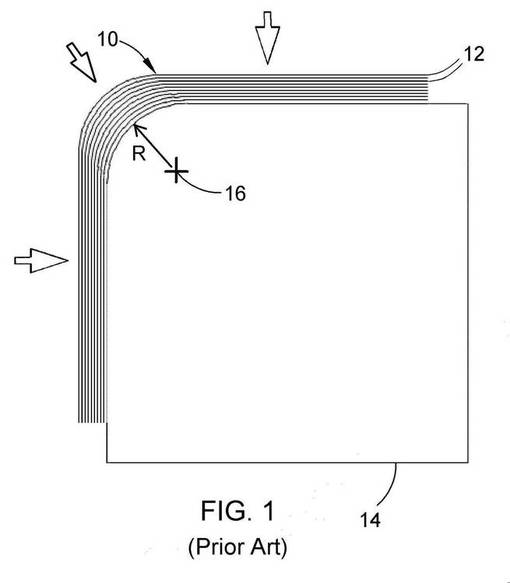
【図1】図1は、当技術分野で公知のCFCCシュラウドの特徴である屈曲部を有する積層体プリフォームの部分断面図を概略的に示す。
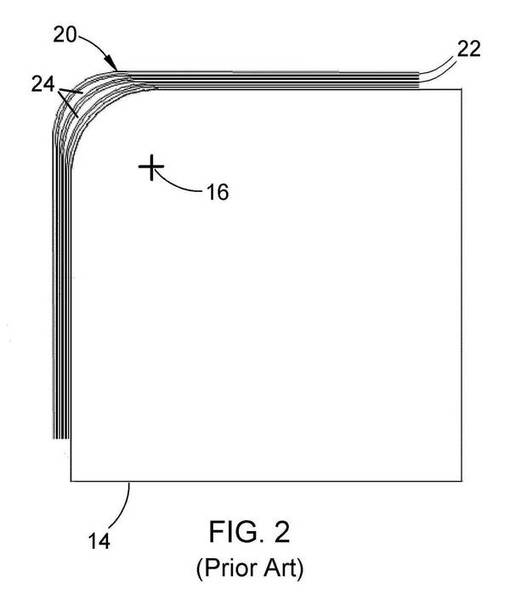
【図2】図2は、図1の積層体プリフォームの熱加工により生成したCFCC物品の部分断面図を概略的に示し、熱加工中にプリフォーム内の層間剥離によって生じた層間欠陥を示している。
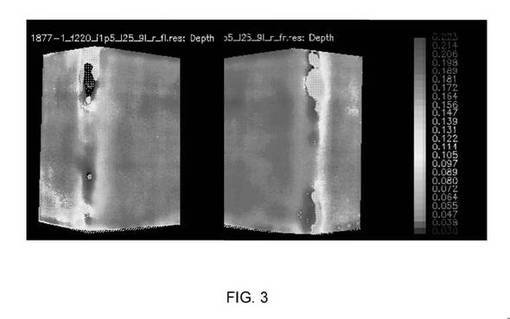
【図3】図3は、図1と類似の繊維構造を有する2つのCFCCシュラウドの赤外線(IR)サーモグラフ画像であり、シュラウドの熱加工中に層間剥離により生じた層間欠陥の存在を立証している。
【図4】図4は、図1と類似の繊維構造を有する2つのCFCCシュラウドの赤外線(IR)サーモグラフ画像であり、シュラウドの熱加工中に層間剥離により生じた層間欠陥の存在を立証している。
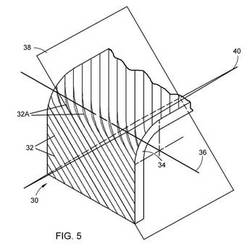
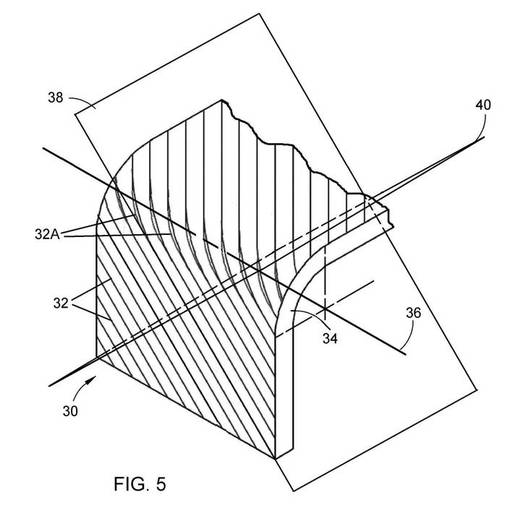
【図5】図5は、当技術分野で公知のCFCCシュラウドの特徴である屈曲部を有する積層体プリフォームの部分透視図を概略的に示し、本発明の1つの実施形態によるプリフォームの外層内の個々の繊維の配向及びプリフォームの熱加工中に繊維がシフトする方向を示している。
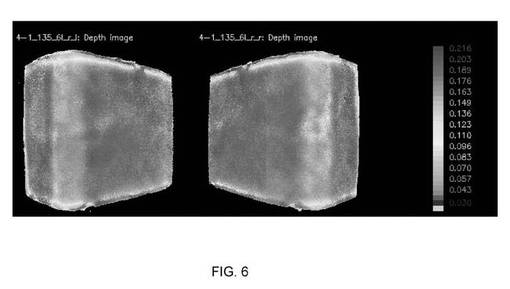
【図6】図6は、図5と類似の繊維構造を有するCFCCシュラウドのIRサーモグラフ画像であり、シュラウドの熱加工後に層間欠陥が実質的にないことを立証している。
【発明を実施するための形態】
【0015】
一方向性の繊維要素列を形成するように配置された連続繊維を含有する複合物品を製造する方法、特にCFCC物品を製造する方法に関して本発明を説明する。様々な複合材料が本発明に包含され、好ましい非限定例は炭化ケイ素を含有するセラミックマトリックス中に炭化ケイ素強化用繊維を含有するCFCC材料である。様々な応用が予測できるが、特定の用途としてはガスタービンエンジンの部品があり、その非限定例にはガスタービンエンジンの高温ガス通路内に使用されるタービンシュラウドがある。
【0016】
図5に、米国特許第7117983号(ガスタービンシュラウドの組成、製造及び形状に関するその内容は援用により本明細書の一部をなす)に開示されているようなCFCCシュラウド用の積層体プリフォーム30の一部分を概略的に示す。プリフォーム30及びそれから形成されるシュラウドは、米国特許第5015540号、同第5330854号、同第5336350号、同第5628938号、同第6024898号、同第6258737号、同第6403158号、及び同第6503441号、並びに米国特許出願公開第2004/0067316号に開示されているいずれかの方法に従って製造するのが好ましい。好ましい方法は上記の溶融−浸潤法であり、この場合図5の積層体プリフォーム30を形成するには、複数のプリプレグテープ(図には示してない)を積み重ね、オートクレーブ、オーブン、及び/又は他の適切な装置で熱加工して、テープを統合し、テープ内の結合材を燃焼させ、かつテープ内の前駆体をCFCCシュラウドに望ましいセラミックマトリックス材料、例えば炭化ケイ素に変換させる。得られるCFCCシュラウドは複数の薄層を含有しており、各々の薄層は個々のプリプレグテープから得られたものである。積層体プリフォーム30の硬化及び焼成の結果、CFCCシュラウドの各薄層は好ましくは薄層同士を互いに接合するセラミックマトリックス材料内に包まれた強化用繊維を含有する。最後に、好ましい方法は溶融浸潤段階を含み、この間シュラウドを溶融したケイ素又は別の適切な材料により浸潤して、結合材の燃焼中に生成した気孔を充填する。
【0017】
本発明の本開示を分かり易くする目的で図5のプリフォーム30は個々の繊維又は繊維トウのような連続繊維要素32の一方向性の列が最も外側のテープの表面に露出されて示されているが、繊維要素32はテープ前駆体及び結合材内に完全に包み込まれた結果として目に見えないことがあるものと了解されたい。CFCC部品(シュラウド)用のプリフォーム30として、各々のプリプレグテープ内の繊維要素32は一方向性の列として配置されており、すなわち、互いに対して略平行に並んで配向している。加えて、交互のテープ内の繊維要素32は互いに平行であるが交互のテープ間のテープの繊維要素32を横断するのが好ましい。さらに好ましくは、隣接の接触するテープの繊維要素32は互いに対して垂直であってCFCC複合材の二軸性強化を提供する。プリフォーム30は任意の数のテープで構成することができ、その厚さは通例数ミリメートルまでの範囲である。適切な繊維直径及び中心間の繊維間隔は特定の用途、テープの厚さ、その他の要因に依存し、従って図5では一定の縮尺で表されていない。個々の繊維要素32は公知の慣行に従って窒化ホウ素(BN)又は炭素のような剥離剤で被覆して剥離(de-bond)コーティングを形成することができる。このコーティングは部品の個々の繊維要素32及びセラミックマトリックス間の滑りを制限・制御することができ、このことはCFCC部品内における亀裂の伝播を止めるか、又は少なくとも抑制するという望ましい効果を有する。
【0018】
図1〜4に示したような従来技術のプリフォームの熱加工中に起こる層間剥離欠陥を回避するか、又は少なくとも大幅に抑制するために、プリフォーム30の各々の繊維要素32はプリフォーム30中の屈曲部34の湾曲の軸36に対して垂直ではない平面内にあるので、プリフォーム30は本明細書でゼロ度の繊維配向と呼ぶものを有する要素32を含有しない。図5に、繊維要素32の1つに対する1つのかかる平面38を示すが、図示した平面38はプリフォーム屈曲部34の湾曲の軸36に対しておよそ45度傾いており、従って軸36に垂直な平面に対してもおよそ45度傾いている。図5から明白なように、プリフォーム30の最も外側のテープ内の繊維要素32は全てが互いに略平行な平面内にあり、従って軸36に垂直な平面に対しておよそ45度傾いている。対照的に、最も外側のテープに接触してすぐ下にあるテープ内の繊維(図には示してない)は横断して、例えば繊維要素32及び平面38に対して垂直に配向していて、CFCC部品の二軸性強化を提供する。垂直に配向すると、次のテープの繊維は、プリフォーム屈曲部34の湾曲の軸36に垂直な平面に対しておよそ45度傾いた平面内にあるが、図5に平面40として示されているように平面38の反対の方向にあり、±45度の繊維構造といわれるものを生じる。プリフォーム30の残りの部分は同様に構成されて、その結果1つおきのテープの繊維が平面38に略平行で、間のテープは平面40に略平行な繊維を含有することになる。
【0019】
本発明に至る過程の研究において、±45度の繊維構造は、上記のように、すなわち、テープの統合、結合材の燃焼、及び溶融浸潤を含む熱加工(この間に、図1と2に示したような従来技術のプリフォームでは層間剥離が起こると思われる)で製造されるCFCC物品の層間剥離を抑制するのに特に有効であることが示された。しかし、適切な繊維構造は、全ての繊維が湾曲の屈曲軸36に垂直な平面に対して約10〜90度(この具体的な例は+80/−10、+70/−20、+60/−30、及び90/+30/−30度である)の角度で配向された二軸性及び多軸性の構造を包含するようにより広いと考えられる。
【0020】
いかなる特定の理論にも拘束されることは望まないが、本発明の繊維構造がプリフォーム30の熱加工中の層間剥離欠陥の生成を回避するか又は少なくとも大幅に抑制することができるという能力は、プリプレグテープの熱加工中、特に統合中に起こり得る繊維のシフトの発生に関係している可能性がある。かかるシフト現象は、図5において、各々の繊維要素32の限られた一部分32A(点線で表すが、この部分全体が屈曲部34内にある)で起こるものとして示されている。このシフトは、図5で、屈曲部34の湾曲の軸36に対して略平行で、図5に示されているように左方向に起こるものとして表されているが、いずれの方向でもシフトが起こり得ると予想される。シフトの量は非常に小さいと考えられ、従って測定するのは困難であり、また繊維要素32及びセラミックマトリックスの材料、繊維要素32の寸法、並びに熱加工条件に応じて変化すると考えられる。
【0021】
本発明に従って製造された欠陥のないCFCCシュラウドとして、そのIRサーモグラフ画像を図6に示したシュラウドがある。特に、±45度の繊維構造を有する以外は、このシュラウドは、図3と4のシュラウドを製造するのに用いたものと同じ原料から同様に加工処理したものであり、繊維構造が層間剥離欠陥を回避する上で奏する他に類のない効果を立証している。
【0022】
特定の実施形態に関して本発明を説明して来たが、当業者は他の形態を採用することができることは明らかである。従って、本発明の範囲は特許請求の範囲によってのみ限定されるものである。
【符号の説明】
【0023】
10 プリフォーム
12 層
14 工具
16 軸
20 物品
22 薄層
24 層間剥離
30 プリフォーム
32 要素
32A 一部分
34 屈曲部
36 軸
38 平面
40 平面
【技術分野】
【0001】
本発明は、一般に複合物品及びその製造方法に関する。具体的には、本発明は、連続繊維強化材の複数の層を含有する複合物品を製造する方法に関し、かかる物品ではその屈曲部内の前記複数の層の層間剥離が抑制される。
【背景技術】
【0002】
ガスタービンエンジンの効率を高めるために、より高い作動温度が絶えず求められている。鉄、ニッケル及びコバルト基超合金の開発を通して高温能力の飛躍的な進歩が達成されているが、代替材料が研究されて来ている。セラミック材料及びセラミックマトリックス複合(CMC)材料は、その高温能力により冷却用空気に関する要件を大幅に軽減することができるので注目に値する例である。CMC材料は一般に、セラミックマトリックス材料内に埋め込まれたセラミック繊維強化材を特徴とする。この強化材は、マトリックス材料内に分散した不連続の短繊維又はマトリックス材料内で配向された連続繊維若しくは繊維束であり得、CMCのマトリックスに亀裂が発生した際に負荷を担う構成成分として機能する。一方、セラミックマトリックスは強化材を保護し、その繊維の配向を維持し、強化材に対する負荷を消散する役目を果たす。
【0003】
連続繊維強化セラミック複合材(CFCC)は、ガスタービンエンジンのシュラウド、燃焼器ライナー、ノズル、その他の高温部品を始めとする様々な高温耐力用途に対して軽量、高強度、及び高剛性をもたらすCMCの1種である。CFCC材料の連続繊維(フィラメント)は、個々の繊維が略平行に並んだ一方向性の繊維列を形成するように配置することができる。また、繊維は、一方向性のトウ列を形成するように配置されるトウとして束ねてもよいし、或いは二次元の織物を形成するように織られるか若しくは三次元の織物を形成するように織ったり編んだりされるトウとして束ねてもよい。三次元の織物の場合、複数の組の一方向性のトウを、例えば互いに横断して織り合わせることができる。個々の繊維の一方向性の列を有するCFCC材料において、繊維は通例、各々が一方向性の(平行な)繊維列を含有する複数の交互の層に配列され、ある所与の層内の繊維は各隣接する層の一方向性の繊維を横断している。
【0004】
高温用途に関してとりわけ重要なものは、ケイ素系セラミック材料、特にマトリックス及び/又は強化材として炭化ケイ素(SiC)を含有するCMCである。CFCCの注目に値する1つの例は、General Electric CompanyによりHiPerComp(登録商標)という名称で開発されており、炭化ケイ素と元素状ケイ素のマトリックス中に連続炭化ケイ素繊維を含有している。注目に値する炭化ケイ素繊維材料としては、Nippon Carbon Co.,Ltd.から市販されているNICALON(登録商標)、HI−NICALON(登録商標)、及びHI−NICALON(登録商標)Type S繊維がある。SiC/Si−SiC(繊維/マトリックス)CMC及び CFCC材料並びに方法の例は、本願出願人に譲渡された米国特許第5015540号、同第5330854号、同第5336350号、同第5628938号、同第6024898号、同第6258737号、同第6403158号、及び同第6503441号、並びに本願出願人に譲渡された米国特許出願公開第2004/0067316号に開示されている。1つのかかる方法は「プリプレグ」溶融−浸潤として知られており、一般にこの方法では、各々が所望の強化材、セラミックマトリックス材料の前駆体、及び1種以上の結合材からなるテープ様構造体の形態である複数のプリプレグ層を用いてCMCを製造する。複数のプリプレグテープを積み重ねることにより積層体プリフォームを形成し、加工処理して(焼成を含む)結合材を燃焼させると共に前駆体を所望のセラミックマトリックス材料に変換する。得られるCMCは、各々が個々のプリプレグテープに由来する複数の薄層を含有する。積層体プリフォームの硬化及び焼成の結果として、各薄層は焼成中前駆体の変換により形成されたセラミックマトリックスに包まれた強化材を含有し、複数の薄層はセラミックマトリックスにより互いに接合される。こうして得られたCMC物品を次に、溶融したケイ素又は他の適切な材料中に浸潤させて、燃焼中に結合材を除去した結果として形成された気孔を充填する。
【0005】
層間剥離の欠陥はCMC構造体内の薄層の分離の結果として起こる。図1及び2はかかる欠陥を概略的に例証する。図1は、米国特許第7117983号に開示されているCMCシュラウドの特徴である屈曲部を有する積層体プリフォーム10を表している。図1はプリプレグ層12の様子、及びそれらの層12がプリフォーム10を賦形するのに用いる工具14に一致していることを示している。プリプレグ層12は様々な構造を有し得るが、本発明にとって特に重要なものは、プリフォーム10の焼成によりCFCC材料となる一方向性の連続繊維列を有するプリプレグ層12である。重大な難問は、屈曲部の辺りで良好な圧密化と最小の欠陥を得ることである。従来の慣行は、0−90繊維構造を利用することにより複合材料の二軸性強化が得られるように連続繊維を配置することである。すなわち、交互の層12が、直接屈曲部半径Rの周りに巻き付けられ、かつ屈曲部の曲率の軸16に対して垂直な(ここではゼロ度方向)平面内にある繊維を含有し、一方その間の層は、屈曲部の曲率の軸16に対して略平行な(ここでは90度方向)平面内にある繊維を含有する。
【0006】
積層及び圧密化が起こる間、例えば圧力下で積層体プリフォーム10を加熱する間、例えばオートクレーブの間、圧密化中、そして屈曲部の幾何学的形状によって誘導される厚さ方向の歪みに応答して面内圧縮歪みが外側のプリプレグ層12内に生成する。屈曲部半径Rの周りでまっすぐに配向され屈曲部の湾曲の軸16に対して垂直な平面内にある連続繊維はその後その軸に沿って高い圧縮応力を受ける。この繊維内の圧縮応力が少なくとも次の2つの様式で複合材中に欠陥を引き起こすと思われる。まず第一に、繊維は圧縮応力の下で曲がる可能性があり、その結果複合層内に皺を形成する可能性がある。次に、以後の燃焼及び浸潤工程段階中、繊維内の歪みが弾性的に解放され、その結果、図2に示すように、得られるCFCC物品20内に薄層22の層間剥離24を引き起こし得る。これらの欠陥は、図3及び4に示すように、2つのCFCCシュラウドの2つの赤外線(IR)サーモグラフ画像において明るい領域として目に見える。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第7117983号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
実際には、一方向性の繊維構造体を含有するCMC物品について上記したような層間剥離24は、より良好なドレープ性を有する傾向があり、従って屈曲部の付近で層間欠陥を形成する傾向がより低い布及び織った構造体のような織った繊維層を含有するCMC物品では観察されない。他方、層間剥離は一方向性の繊維構造体を有するCFCC物品に関して認識されている問題であるので、米国特許第5348602号から明らかなように、その解決策が研究され提案されて来ている。しかし、特別な設備や段階を伴わない解決策が望ましいであろう。
【課題を解決するための手段】
【0009】
本発明は、複合材料の熱加工中に層間剥離を起こし易い層(薄層)を含む連続繊維強化複合材料から形成された部品の屈曲部における層間剥離を抑制する方法を提供する。
【0010】
本発明の第1の局面によると、複合材料の各層はマトリックス材料中に一方向性の繊維性要素列を含有し、屈曲部の少なくとも一部分が湾曲の軸により画成される。この方法では複数のプリプレグテープを形成するが、その各々がマトリックス前駆体、結合材、及び一方向性繊維性要素列を含有していて、その結果、各々のプリプレグテープが、十分に加熱されて結合材が燃焼しマトリックス前駆体が部品のマトリックス材料に変換されたときに複合材の層の1つを形成する。その後、プリプレグテープを積み重ねて部品のプリフォームを形成すると共にその屈曲部を画成し、そのため、少なくとも第1のテープの一方向性繊維性要素が屈曲部を横切り、全てのテープの一方向性繊維性要素が屈曲部の湾曲の軸に対して垂直でない平面内にあるようにする。次いで、プリフォームを外圧下で加熱してプリプレグテープを統合する。本発明の好ましい局面によると、一方向性繊維性要素がいずれも屈曲部の湾曲の軸に対して垂直な配向とは対照的にその軸に対して垂直な平面内にはない結果として、屈曲部内のプリプレグテープの層間剥離、従って得られる屈曲部内の複合材層の層間剥離が抑制される。
【0011】
本発明の別の局面は上記の方法により製造される部品である。非限定例はガスタービンエンジンのタービンシュラウドである。
【0012】
本発明の重大な利点は、連続繊維強化複合部品、特に複合材料の熱加工の間に層間剥離を起こし易い屈曲部がある形状を有する連続繊維強化セラミック複合材(CFCC)部品を製造することができることである。配向すべき一方向性の列内の個々の繊維を屈曲部の軸に対して垂直以外のある角度で配向させることによって、層間剥離により引き起こされる層間欠陥を大いに抑制することができる。±45度の繊維構造が層間剥離を抑制するのに有効であることが示されているが、他の角度、特に湾曲の屈曲軸に対して垂直な平面から約10〜90度の範囲の角度も本発明の範囲内である。特定の非限定例としては、+80/−10、+70/−20、+60/−30などのような二軸性の繊維構造、及び90/+30/−30、などのような多軸性の繊維構造がある。
【0013】
本発明のその他の局面及び利点は、以下の詳細な説明からより良好に理解されるであろう。
【図面の簡単な説明】
【0014】
【図1】図1は、当技術分野で公知のCFCCシュラウドの特徴である屈曲部を有する積層体プリフォームの部分断面図を概略的に示す。
【図2】図2は、図1の積層体プリフォームの熱加工により生成したCFCC物品の部分断面図を概略的に示し、熱加工中にプリフォーム内の層間剥離によって生じた層間欠陥を示している。
【図3】図3は、図1と類似の繊維構造を有する2つのCFCCシュラウドの赤外線(IR)サーモグラフ画像であり、シュラウドの熱加工中に層間剥離により生じた層間欠陥の存在を立証している。
【図4】図4は、図1と類似の繊維構造を有する2つのCFCCシュラウドの赤外線(IR)サーモグラフ画像であり、シュラウドの熱加工中に層間剥離により生じた層間欠陥の存在を立証している。
【図5】図5は、当技術分野で公知のCFCCシュラウドの特徴である屈曲部を有する積層体プリフォームの部分透視図を概略的に示し、本発明の1つの実施形態によるプリフォームの外層内の個々の繊維の配向及びプリフォームの熱加工中に繊維がシフトする方向を示している。
【図6】図6は、図5と類似の繊維構造を有するCFCCシュラウドのIRサーモグラフ画像であり、シュラウドの熱加工後に層間欠陥が実質的にないことを立証している。
【発明を実施するための形態】
【0015】
一方向性の繊維要素列を形成するように配置された連続繊維を含有する複合物品を製造する方法、特にCFCC物品を製造する方法に関して本発明を説明する。様々な複合材料が本発明に包含され、好ましい非限定例は炭化ケイ素を含有するセラミックマトリックス中に炭化ケイ素強化用繊維を含有するCFCC材料である。様々な応用が予測できるが、特定の用途としてはガスタービンエンジンの部品があり、その非限定例にはガスタービンエンジンの高温ガス通路内に使用されるタービンシュラウドがある。
【0016】
図5に、米国特許第7117983号(ガスタービンシュラウドの組成、製造及び形状に関するその内容は援用により本明細書の一部をなす)に開示されているようなCFCCシュラウド用の積層体プリフォーム30の一部分を概略的に示す。プリフォーム30及びそれから形成されるシュラウドは、米国特許第5015540号、同第5330854号、同第5336350号、同第5628938号、同第6024898号、同第6258737号、同第6403158号、及び同第6503441号、並びに米国特許出願公開第2004/0067316号に開示されているいずれかの方法に従って製造するのが好ましい。好ましい方法は上記の溶融−浸潤法であり、この場合図5の積層体プリフォーム30を形成するには、複数のプリプレグテープ(図には示してない)を積み重ね、オートクレーブ、オーブン、及び/又は他の適切な装置で熱加工して、テープを統合し、テープ内の結合材を燃焼させ、かつテープ内の前駆体をCFCCシュラウドに望ましいセラミックマトリックス材料、例えば炭化ケイ素に変換させる。得られるCFCCシュラウドは複数の薄層を含有しており、各々の薄層は個々のプリプレグテープから得られたものである。積層体プリフォーム30の硬化及び焼成の結果、CFCCシュラウドの各薄層は好ましくは薄層同士を互いに接合するセラミックマトリックス材料内に包まれた強化用繊維を含有する。最後に、好ましい方法は溶融浸潤段階を含み、この間シュラウドを溶融したケイ素又は別の適切な材料により浸潤して、結合材の燃焼中に生成した気孔を充填する。
【0017】
本発明の本開示を分かり易くする目的で図5のプリフォーム30は個々の繊維又は繊維トウのような連続繊維要素32の一方向性の列が最も外側のテープの表面に露出されて示されているが、繊維要素32はテープ前駆体及び結合材内に完全に包み込まれた結果として目に見えないことがあるものと了解されたい。CFCC部品(シュラウド)用のプリフォーム30として、各々のプリプレグテープ内の繊維要素32は一方向性の列として配置されており、すなわち、互いに対して略平行に並んで配向している。加えて、交互のテープ内の繊維要素32は互いに平行であるが交互のテープ間のテープの繊維要素32を横断するのが好ましい。さらに好ましくは、隣接の接触するテープの繊維要素32は互いに対して垂直であってCFCC複合材の二軸性強化を提供する。プリフォーム30は任意の数のテープで構成することができ、その厚さは通例数ミリメートルまでの範囲である。適切な繊維直径及び中心間の繊維間隔は特定の用途、テープの厚さ、その他の要因に依存し、従って図5では一定の縮尺で表されていない。個々の繊維要素32は公知の慣行に従って窒化ホウ素(BN)又は炭素のような剥離剤で被覆して剥離(de-bond)コーティングを形成することができる。このコーティングは部品の個々の繊維要素32及びセラミックマトリックス間の滑りを制限・制御することができ、このことはCFCC部品内における亀裂の伝播を止めるか、又は少なくとも抑制するという望ましい効果を有する。
【0018】
図1〜4に示したような従来技術のプリフォームの熱加工中に起こる層間剥離欠陥を回避するか、又は少なくとも大幅に抑制するために、プリフォーム30の各々の繊維要素32はプリフォーム30中の屈曲部34の湾曲の軸36に対して垂直ではない平面内にあるので、プリフォーム30は本明細書でゼロ度の繊維配向と呼ぶものを有する要素32を含有しない。図5に、繊維要素32の1つに対する1つのかかる平面38を示すが、図示した平面38はプリフォーム屈曲部34の湾曲の軸36に対しておよそ45度傾いており、従って軸36に垂直な平面に対してもおよそ45度傾いている。図5から明白なように、プリフォーム30の最も外側のテープ内の繊維要素32は全てが互いに略平行な平面内にあり、従って軸36に垂直な平面に対しておよそ45度傾いている。対照的に、最も外側のテープに接触してすぐ下にあるテープ内の繊維(図には示してない)は横断して、例えば繊維要素32及び平面38に対して垂直に配向していて、CFCC部品の二軸性強化を提供する。垂直に配向すると、次のテープの繊維は、プリフォーム屈曲部34の湾曲の軸36に垂直な平面に対しておよそ45度傾いた平面内にあるが、図5に平面40として示されているように平面38の反対の方向にあり、±45度の繊維構造といわれるものを生じる。プリフォーム30の残りの部分は同様に構成されて、その結果1つおきのテープの繊維が平面38に略平行で、間のテープは平面40に略平行な繊維を含有することになる。
【0019】
本発明に至る過程の研究において、±45度の繊維構造は、上記のように、すなわち、テープの統合、結合材の燃焼、及び溶融浸潤を含む熱加工(この間に、図1と2に示したような従来技術のプリフォームでは層間剥離が起こると思われる)で製造されるCFCC物品の層間剥離を抑制するのに特に有効であることが示された。しかし、適切な繊維構造は、全ての繊維が湾曲の屈曲軸36に垂直な平面に対して約10〜90度(この具体的な例は+80/−10、+70/−20、+60/−30、及び90/+30/−30度である)の角度で配向された二軸性及び多軸性の構造を包含するようにより広いと考えられる。
【0020】
いかなる特定の理論にも拘束されることは望まないが、本発明の繊維構造がプリフォーム30の熱加工中の層間剥離欠陥の生成を回避するか又は少なくとも大幅に抑制することができるという能力は、プリプレグテープの熱加工中、特に統合中に起こり得る繊維のシフトの発生に関係している可能性がある。かかるシフト現象は、図5において、各々の繊維要素32の限られた一部分32A(点線で表すが、この部分全体が屈曲部34内にある)で起こるものとして示されている。このシフトは、図5で、屈曲部34の湾曲の軸36に対して略平行で、図5に示されているように左方向に起こるものとして表されているが、いずれの方向でもシフトが起こり得ると予想される。シフトの量は非常に小さいと考えられ、従って測定するのは困難であり、また繊維要素32及びセラミックマトリックスの材料、繊維要素32の寸法、並びに熱加工条件に応じて変化すると考えられる。
【0021】
本発明に従って製造された欠陥のないCFCCシュラウドとして、そのIRサーモグラフ画像を図6に示したシュラウドがある。特に、±45度の繊維構造を有する以外は、このシュラウドは、図3と4のシュラウドを製造するのに用いたものと同じ原料から同様に加工処理したものであり、繊維構造が層間剥離欠陥を回避する上で奏する他に類のない効果を立証している。
【0022】
特定の実施形態に関して本発明を説明して来たが、当業者は他の形態を採用することができることは明らかである。従って、本発明の範囲は特許請求の範囲によってのみ限定されるものである。
【符号の説明】
【0023】
10 プリフォーム
12 層
14 工具
16 軸
20 物品
22 薄層
24 層間剥離
30 プリフォーム
32 要素
32A 一部分
34 屈曲部
36 軸
38 平面
40 平面
【特許請求の範囲】
【請求項1】
複数の層を含む連続繊維強化複合材料で形成された部品の屈曲部(34)における層間剥離を抑制する方法であって、前記層の各々がマトリックス材料中に一列の一方向性繊維要素(32)を含有し、前記屈曲部(34)の少なくとも一部分が湾曲の軸(36)を画成しており、
複数のプリプレグテープを形成する段階であって、前記プリプレグテープの各々はマトリックス前駆体、結合材、及び前記列の一方向性繊維要素(32)の1つを含有していて、十分に加熱されて前記結合材が燃焼し前記マトリックス前駆体が前記部品の前記マトリックス材料に変換されたときに複合材の前記層の1つを形成する、前記段階と、
前記プリプレグテープを積み重ねて、前記部品のプリフォーム(30)を形成すると共に前記屈曲部(34)を画成することによって、少なくとも第1の前記プリプレグテープの前記一方向性繊維要素(32)の各々が前記屈曲部(34)を横切り、かつ全ての前記プリプレグテープの前記一方向性繊維要素(32)が前記屈曲部(34)の湾曲の前記軸(36)に対して垂直ではない平面(38、40)内にあるようにする段階と、
前記プリフォーム(30)を外圧下で加熱して前記プリプレグテープを統合する段階とを含んでなり、
前記一方向性繊維要素(32)のいずれもが前記屈曲部(34)の湾曲の前記軸(36)に対して垂直な平面内にない結果として、前記屈曲部(34)における前記プリプレグテープの層間剥離が抑制される、方法。
【請求項2】
加熱する段階がさらに、結合材を燃焼させ、マトリックス前駆体を部品のマトリックス材料に変換させ、プリプレグテープを複合材の層に変換させることを含んでおり、前記層が前記マトリックス材料により互いに対して接合されることを特徴とする、請求項1記載の方法。
【請求項3】
さらに、加熱する段階の後にマトリックス材料を溶融浸潤させて、結合材の燃焼の結果生じた部品内の気孔を充填することを含んでいる、請求項2記載の方法。
【請求項4】
少なくとも第1のプリプレグテープの一方向性繊維要素(32)の各々が、屈曲部(34)の湾曲の軸(36)に垂直な平面に対して約10〜90度の平面(38)内にあることを特徴とする、請求項1乃至請求項3のいずれか1項記載の方法。
【請求項5】
第2のプリプレグテープの一方向性繊維要素(32)の各々が、第1のプリプレグテープの一方向性繊維要素(32)の平面(38)に対して垂直な平面(40)内にあることを特徴とする、請求項4記載の方法。
【請求項6】
第1及び第2のプリプレグテープの一方向性繊維要素(32)の各々が、屈曲部(34)の湾曲の軸(36)に垂直な平面に対して約45度の平面(38、40)内にあることを特徴とする、請求項5記載の方法。
【請求項7】
連続繊維強化複合材料がセラミックマトリックス複合材料であることを特徴とする、請求項1乃至請求項6のいずれか1項記載の方法。
【請求項8】
一方向性繊維要素(32)が炭化ケイ素強化用繊維(32)であり、マトリックス前駆体が炭化ケイ素前駆体であることを特徴とする、請求項1乃至請求項7のいずれか1項記載の方法。
【請求項9】
さらに、加熱する段階の後にマトリックス材料を溶融浸潤して部品内の気孔を充填する段階を含む、請求項1乃至請求項8のいずれか1項記載の方法。
【請求項10】
前記部品がガスタービンエンジンの部品であることを特徴とする、請求項1乃至請求項9のいずれか1項記載の方法。
【請求項1】
複数の層を含む連続繊維強化複合材料で形成された部品の屈曲部(34)における層間剥離を抑制する方法であって、前記層の各々がマトリックス材料中に一列の一方向性繊維要素(32)を含有し、前記屈曲部(34)の少なくとも一部分が湾曲の軸(36)を画成しており、
複数のプリプレグテープを形成する段階であって、前記プリプレグテープの各々はマトリックス前駆体、結合材、及び前記列の一方向性繊維要素(32)の1つを含有していて、十分に加熱されて前記結合材が燃焼し前記マトリックス前駆体が前記部品の前記マトリックス材料に変換されたときに複合材の前記層の1つを形成する、前記段階と、
前記プリプレグテープを積み重ねて、前記部品のプリフォーム(30)を形成すると共に前記屈曲部(34)を画成することによって、少なくとも第1の前記プリプレグテープの前記一方向性繊維要素(32)の各々が前記屈曲部(34)を横切り、かつ全ての前記プリプレグテープの前記一方向性繊維要素(32)が前記屈曲部(34)の湾曲の前記軸(36)に対して垂直ではない平面(38、40)内にあるようにする段階と、
前記プリフォーム(30)を外圧下で加熱して前記プリプレグテープを統合する段階とを含んでなり、
前記一方向性繊維要素(32)のいずれもが前記屈曲部(34)の湾曲の前記軸(36)に対して垂直な平面内にない結果として、前記屈曲部(34)における前記プリプレグテープの層間剥離が抑制される、方法。
【請求項2】
加熱する段階がさらに、結合材を燃焼させ、マトリックス前駆体を部品のマトリックス材料に変換させ、プリプレグテープを複合材の層に変換させることを含んでおり、前記層が前記マトリックス材料により互いに対して接合されることを特徴とする、請求項1記載の方法。
【請求項3】
さらに、加熱する段階の後にマトリックス材料を溶融浸潤させて、結合材の燃焼の結果生じた部品内の気孔を充填することを含んでいる、請求項2記載の方法。
【請求項4】
少なくとも第1のプリプレグテープの一方向性繊維要素(32)の各々が、屈曲部(34)の湾曲の軸(36)に垂直な平面に対して約10〜90度の平面(38)内にあることを特徴とする、請求項1乃至請求項3のいずれか1項記載の方法。
【請求項5】
第2のプリプレグテープの一方向性繊維要素(32)の各々が、第1のプリプレグテープの一方向性繊維要素(32)の平面(38)に対して垂直な平面(40)内にあることを特徴とする、請求項4記載の方法。
【請求項6】
第1及び第2のプリプレグテープの一方向性繊維要素(32)の各々が、屈曲部(34)の湾曲の軸(36)に垂直な平面に対して約45度の平面(38、40)内にあることを特徴とする、請求項5記載の方法。
【請求項7】
連続繊維強化複合材料がセラミックマトリックス複合材料であることを特徴とする、請求項1乃至請求項6のいずれか1項記載の方法。
【請求項8】
一方向性繊維要素(32)が炭化ケイ素強化用繊維(32)であり、マトリックス前駆体が炭化ケイ素前駆体であることを特徴とする、請求項1乃至請求項7のいずれか1項記載の方法。
【請求項9】
さらに、加熱する段階の後にマトリックス材料を溶融浸潤して部品内の気孔を充填する段階を含む、請求項1乃至請求項8のいずれか1項記載の方法。
【請求項10】
前記部品がガスタービンエンジンの部品であることを特徴とする、請求項1乃至請求項9のいずれか1項記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−260780(P2010−260780A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【外国語出願】
【出願番号】特願2010−46006(P2010−46006)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2010−46006(P2010−46006)
【出願日】平成22年3月3日(2010.3.3)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
[ Back to top ]