
連続鋳造用ダミーバー

【課題】 簡単な構成でありながらリンクタイプのダミーバーに特有のガタつきを完全に解消して円滑な鋳片引き抜きを実現することができる連続鋳造用ダミーバーを提供する。
【解決手段】 鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、円弧状に曲げられて引き抜かれるダミーバー1の内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる板ばね10が設けられていることを特徴とする。
【解決手段】 鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、円弧状に曲げられて引き抜かれるダミーバー1の内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる板ばね10が設けられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は湾曲式連続鋳造において鋳片の引き抜きに使用される連続鋳造用ダミーバーに関するものである。
【背景技術】
【0002】
従来の湾曲式連続鋳造においては通常、リンクタイプのダミーバーが使用されている。
【0003】
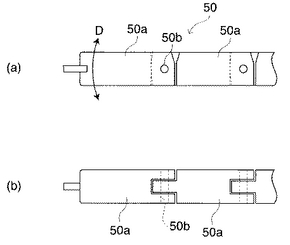
リンクタイプのダミーバーは、図7(a)の正面図および同図(b)の平面図に示すように、鋳片と同じ断面を持った多数のリンク50aが、水平方向に挿入された連結ピン50bによって連結されており、その連結ピン50bを支点として各リンク50aが上下方向(矢印D方向)に揺動することができ、湾曲状に引き抜かれる鋳片に追従することができるようになっている。
【0004】
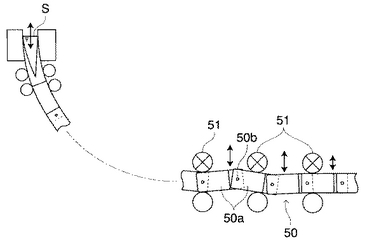
しかしながらこの種のダミーバー50は多段リンク構造となっているため、図8に示すように各連結部分にガタつきが生じやすく、このガタつきはダミーバー50が各ロール51を通り抜けるまでの期間、湯面Sが上下に大きく変動する要因となる。
【0005】
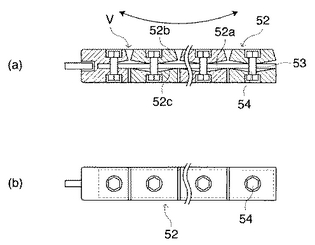
そこで、湯面Sのガタつきを抑えて円滑な引き抜きが行えるダミーバーとして、図9に示すように、可撓性を有する芯部材52aを備えたダミーバー52が提案されている(例えば、特許文献1参照)。
【0006】
同図(a)において、ダミーバー52は、可撓性を有し全長が一体に形成されている芯部材52aと、鋳片断面と同一形状となるようにその芯部材52aを覆い、かつ芯部材52aの可撓性を阻害しないように取り付けられた複数のスリーブ部材52bとから構成されている。
【0007】
上記特許文献1のダミーバー52によれば、ダミーバー52を曲げたときに芯部材52aが,スリーブ部材52bにおける貫通通路52cの湾曲状内面に沿い、かつ各スリーブ部材52b間のくさび状の隙間Vが狭められることでダミーバー52全体が滑らかな曲線状に曲げられるようになっている。なお、図中、53は芯部材52aに穿設されたボルト孔であり、54はスリーブ部材52bをその芯部材52aに連結するためのボルトである。
【特許文献1】特開平10−314898号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の芯部材52aを備えたダミーバー52は、スリーブ部材52b内に芯部材54を挿通させるための貫通通路52cを形成し、しかもその貫通通路52cはダミーバー52を曲げたときに湾曲する芯部材52aに沿うように湾曲面に形成しなければならないため、ダミーバー52の構造が非常に複雑になり製造が困難であるという欠点がある。さらに、ダミーバー52それ自体は全体を滑らかな曲線に曲げることができるものの、ロールに接触するのは複数に分割されたスリーブ部材52b外面であるため、ガタつきを完全に解消することはできない。
【0009】
本発明は以上のような従来のダミーバーにおける課題を考慮してなされたものであり、簡単な構成でありながらリンクタイプのダミーバーに特有のガタつきを完全に解消して円滑な鋳片引き抜きを実現することができる連続鋳造用ダミーバーを提供するものである。
【課題を解決するための手段】
【0010】
本発明は、鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、円弧状に曲げられて引き抜かれるダミーバーの内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる可撓性部材が設けられている連続鋳造用ダミーバーである。
【0011】
本発明における可撓性部材とは、ダミーバー引き抜き時にダミーバーに追従して円弧状に屈曲することができ、且つ弾性限度内で変形し得る部材を示す。
【0012】
本発明に従えば、ダミーバーのリンク内周面はロールと接触せず、ダミーバー内周面は円弧状に撓むことのできる可撓性部材を介してロールと接触するため、リンクタイプのダミーバーで発生していたガタつきを抑制することができる。
【0013】
本発明において、上記可撓性部材は、ダミーバーの先端部から後端部に跨がって帯板状に付設することが好ましい。それにより、ダミーバー全体を滑らかに円弧状に屈曲させることができるようになる。
【0014】
本発明において、上記ダミーバーは引抜き時においてダミーバーの内周側に配列された内周側ロールと外周側に配列された外周側ロールの間を通過するように構成され、可撓性部材は、ダミーバーが円弧状に曲げられた際にそのダミーバーを外周側ロールに押し付ける付勢力を発生させる板ばねで構成することができる。
【0015】
それにより、内周側および外周側ロール間を通過するダミーバーが振動することを防止することができ、ダミーバーの引抜きをより安定させることができる。
【0016】
本発明において、ダミーバーの全長をDa,ダミーバーに付設される板ばねの全長をBa,ダミーバーの幅をDb,板ばねの幅をBbとするとき、Ba≧0.8DaかつBb≧0.8Dbの条件を満足するように上記板ばねを構成することが好ましい。
【0017】
本発明において、ダミーバーの端部に配置される端部リンク長さをDc,その端部リンクに付設される板ばねの付設代をBcとするとき、Bc≧0.5Dcの条件を満足するように板ばねをダミーバーに取り付けることが好ましい。
【発明の効果】
【0018】
本発明によれば、簡単な構成でありながらリンクタイプのダミーバーに特有のガタつきを完全に解消して円滑な鋳片引き抜きを実現することができる。それにより鋳型内の溶湯の湯面変動を抑制することができるという長所を有する。
【発明を実施するための最良の形態】
【0019】
以下、図面に示した実施の形態に基づいて本発明を詳細に説明する。
【0020】
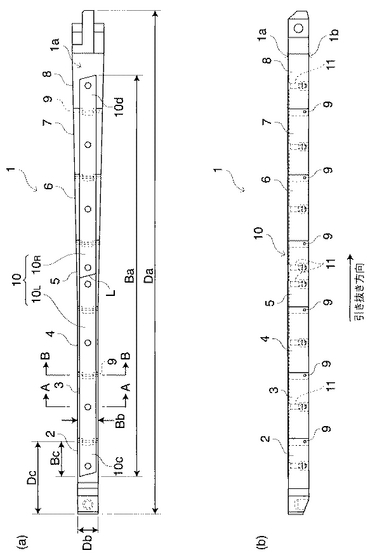
図1は、本発明に係るダミーバーの構成を示したものであり、(a)は平面図、(b)はその正面図を示している。
【0021】
両図において、ダミーバー1は、引き抜き方向に向けて第1リンク2〜第7リンク8が連結ピン9を介して連結されており、各リンクはその連結ピン9を回転軸として上下方向に曲げることができるようになっている。なお、図1(b)においてダミーバー1の上面1aは、鋳造時にダミーバー1が湾曲された場合に内周側(反基準面側)となり、下面1bは外周側(基準面側)となる。
【0022】
ダミーバー1の上面1aには帯板状に加工された可撓性部材としての板ばね10が帯板状に付設されており、この板ばね10は、ダミーバー1の略全長に亙って設けられている。
【0023】
詳しくは板ばね10は、機械構造用鋼 JIS SUPで規定される一般的なばね材を利用することができ、例えば0.2%耐力が1,080N/mm2以上のものを使用することができる。なお、1,080N/mm2を下回ると、1回目の鋳造で塑性変形が生じ繰り返し使用することができないためダミーバーとして適さない。
【0024】
なお、本実施形態の板ばね10は境界線Lで突き合わされた二つの板ばね10Rおよび10Lから構成されているが、各板ばね10Rおよび10Lの接続側端部はそれぞれボルト11で固定されているため、各板ばね10Rおよび10Lは実質的にはダミーバー1の略全長に亙って設けられている1本のダミーバーとみなすことができる。
【0025】
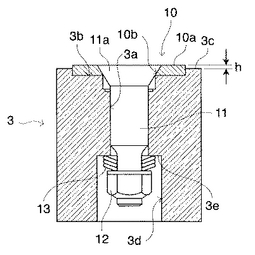
図2は図1(a)のA−A矢視断面を示したものであり、ダミーバー1と板ばね10との固定部の構成を第2リンク3を代表して示している。
【0026】
図2において、第2リンク3の長手方向略中央には垂直方向に貫通孔3aが穿設されている。また、上面には第2リンク3の長手方向に向けて浅溝3bが形成されており、この浅溝3bに板ばね10が係合するようになっている。
【0027】
浅溝3bの深さは、板ばね10が係合された状態で板ばね部材10の上面が第2リンク3の上面3cよりわずかに高く(図中高さh分)なるように形成されており、それにより、板ばね10の上面10aが直接、内周側ロールとしての上側ロール(図示しない)と接触するようになっている。
【0028】
上記貫通孔3aには板ばね10を第2リンク3に固定するためのボルト11を挿通することができるようになっている。
【0029】
ボルト11は皿頭部11aを備えており、板ばね10にはその皿頭部11aと係合し得るテーパの大きいさら孔10bが形成されている。
【0030】
従って、ボルト11を第2リンク3に装着した場合、皿頭部11aがさら孔10bのテーパ面に隠れて板ばね10の上面から突出しないようになっている。
【0031】
一方、ボルト11の先端部には雄ねじ部が形成されており、この雄ねじ部にナット12が螺合するようになっている。ただし、貫通孔3aの下部はナット12を挿通させることができるように大径の筒孔3dに形成されており、上記貫通孔3aと筒孔3dとの境界となる段部3eとナット12との間にスプリングワッシャ13が配置され、そのスプリングワッシャ13を介してナット12を締め付け、ボルト11を第2リンク3に固定するようになっている。
【0032】
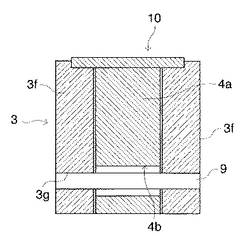
また、図3は図1(a)のB−B矢視断面を示したものであり、第2リンク3と第3リンク4との連結部分の構成を示している。
【0033】
図3において、第2リンク3は引抜き方向に向けて平行に突出する一対の縦板部3f,3fを有し、一方、第3リンク4にはその縦板部3f,3fの隙間に挿入し得る凸条部4aが形成されている。
【0034】
縦板部3f,3fには上記連結ピン9を装着するためのピン孔3gが形成されており、凸条部4aにも連結ピン9を挿入するための貫通孔4bが形成されている。
【0035】
縦板部3f,3fの間に凸条部4aを挿入すると、ピン孔3gと貫通孔4bが対応し、両孔3gおよび4bに連結ピン9を差し込むと、第2リンク3と第3リンク4が連結される。ただし、貫通孔4bは連結ピン9に対して十分に遊びを持っており、第2リンク3と第3リンク4との連結部分で発生する変位を吸収することができるようになっている。
【0036】
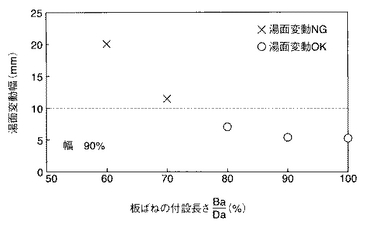
図4は板ばね10の付設長さBaと鋳型内の湯面変動との関係を調べたグラフである。
【0037】
ダミーバー1の全長Daに対する板ばね10の付設長さBaの割合、すなわちBa/Daを下記表1に示すように変化させた場合、Ba/Daが80%を下回ると湯面の変動幅が10mmを超えてしまい(具体的には11.5mm,20.0mm)湯面変動を抑制する効果が得られなかった。これに対してBa/Daを80%以上にすると湯面の変動幅が10mmを下回り(具体的には7.0mm,5.5mm)、湯面変動を抑制する効果が得られた。
【0038】
【表1】

【0039】
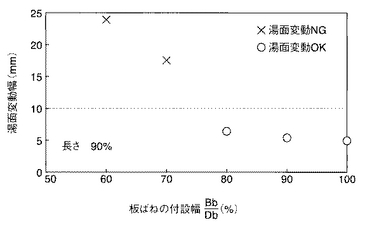
また、図5は板ばね部材10の付設幅Bbと湯面変動との関係を調べたグラフである。
【0040】
ダミーバー1の幅Dbに対する板ばね10の付設幅Bbの割合、Bb/Dbを下記表2に示すように変化させた場合、Bb/Dbが80%を下回ると湯面の変動幅が10mmを超えてしまい(具体的には、17.5mm,24.0mm)湯面変動を抑制する効果が得られなかった。これに対してBb/Dbが80%以上になると湯面変動幅が10mmを下回り(具体的には、6.5mm,5.5mm,5.0mm)、湯面変動を抑制する効果が得られた。
【0041】
【表2】
【0042】
従って、板ばね10の長さをBaとしダミーバー1の全長をDaとするとき、Ba≧0.8Daに設定することが好ましく、さらに、ダミーバー1の幅(最も狭い部分)をDb,ダミーバー1に付設される板ばね10の幅をBbとするとき、Bb≧0.8Dbに設定することが好ましい。
【0043】
また、ダミーバー1は第1リンク2から第7リンク8のすべてに跨がるように設けられており、ダミーバー1の端部に配置される端部リンク(本実施形態では第1リンク2)の長さをDc,その端部リンクに付設される板ばね10付設代をBcとするとき、Bc≧0.5Dcに設定することが好ましい。すなわち、板ばね10の一方端部10cは、第1リンク2の少なくとも50%まで延びるように配置することが好ましい。
【0044】
なお、板ばね10の他方端部10dも同様に、第7リンク8の少なくとも50%まで延設させることが好ましい。
【0045】
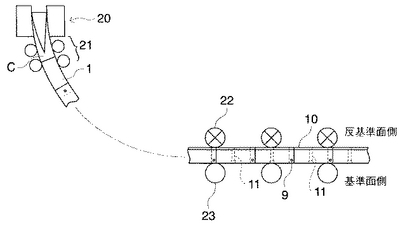
図6は、上記構成を有するダミーバー1の動作を示したものである。
【0046】
同図に示す湾曲式連続鋳造において、図示しないタンディッシュから鋳型20に溶湯が流し込まれる。
【0047】
鋳型20の底板は、鋳片Cと同じ断面を持ったダミーバー1で構成されており、鋳込みが開始されると鋳片Cはダミーバー1に随伴されて下方に引き抜かれる。
【0048】
次いで、スプレー帯におけるローラエプロン21を通過することによって鋳片Cは冷却され移動方向が徐々に水平方向に向けられる。
【0049】
鋳片Cの先端が図示しない引抜きロールを通過すると、鋳片Cはダミーバー1と切り離されて定常鋳込みとなる。
【0050】
ダミーバー1は鋳片Cの引き抜き時において円弧状に曲げられた状態で移動し、ダミーバー1の反基準面側に設けられた板ばね10が、上側ロール22と接触して摺動する。
【0051】
しかもこの板ばね10は円弧状に曲げられた状態でばねとしての付勢力を発生するため、ダミーバー1は円弧状に引き抜かれる間、常に外周側ロールとしての下側ロール23に押し付けられる。この押付力によってダミーバー1の各リンクは引き抜き時にガタつきが防止され、その結果、鋳型20内の溶湯の湯面を安定させることができる。
【図面の簡単な説明】
【0052】
【図1】(a)は本発明に係るダミーバーの構成を示す平面図、(b)はその正面図である。
【図2】図1(a)のA−A矢視断面図である。
【図3】図1(a)のB−B矢視断面図である。
【図4】板ばね部材の付設長さと鋳型内の湯面変動との関係を調べたグラフである。
【図5】板ばね部材の付設幅と湯面変動との関係を調べたグラフである。
【図6】本発明に係るダミーバーの動作を説明するための説明図である。
【図7】(a)は従来のダミーバーの構成を示す正面図、(b)はその平面図である。
【図8】図7に示すダミーバーの動作状態を示す説明図である。
【図9】(a)は従来の別のダミーバーの構成を示す正面断面図、(b)はその平面図である。
【符号の説明】
【0053】
1 ダミーバー
1a 上面
1b 下面
2 第1リンク
3 第2リンク
3a 貫通孔
3b 浅溝
3d 筒孔
3e 段部
3f 縦板部
3g ピン孔
4 第3リンク
4a 凸条部
4b 貫通孔
9 連結ピン
10 板ばね
10a 上面
11 ボルト
11a 皿頭部
12 ナット
13 スプリングワッシャ
【技術分野】
【0001】
本発明は湾曲式連続鋳造において鋳片の引き抜きに使用される連続鋳造用ダミーバーに関するものである。
【背景技術】
【0002】
従来の湾曲式連続鋳造においては通常、リンクタイプのダミーバーが使用されている。
【0003】
リンクタイプのダミーバーは、図7(a)の正面図および同図(b)の平面図に示すように、鋳片と同じ断面を持った多数のリンク50aが、水平方向に挿入された連結ピン50bによって連結されており、その連結ピン50bを支点として各リンク50aが上下方向(矢印D方向)に揺動することができ、湾曲状に引き抜かれる鋳片に追従することができるようになっている。
【0004】
しかしながらこの種のダミーバー50は多段リンク構造となっているため、図8に示すように各連結部分にガタつきが生じやすく、このガタつきはダミーバー50が各ロール51を通り抜けるまでの期間、湯面Sが上下に大きく変動する要因となる。
【0005】
そこで、湯面Sのガタつきを抑えて円滑な引き抜きが行えるダミーバーとして、図9に示すように、可撓性を有する芯部材52aを備えたダミーバー52が提案されている(例えば、特許文献1参照)。
【0006】
同図(a)において、ダミーバー52は、可撓性を有し全長が一体に形成されている芯部材52aと、鋳片断面と同一形状となるようにその芯部材52aを覆い、かつ芯部材52aの可撓性を阻害しないように取り付けられた複数のスリーブ部材52bとから構成されている。
【0007】
上記特許文献1のダミーバー52によれば、ダミーバー52を曲げたときに芯部材52aが,スリーブ部材52bにおける貫通通路52cの湾曲状内面に沿い、かつ各スリーブ部材52b間のくさび状の隙間Vが狭められることでダミーバー52全体が滑らかな曲線状に曲げられるようになっている。なお、図中、53は芯部材52aに穿設されたボルト孔であり、54はスリーブ部材52bをその芯部材52aに連結するためのボルトである。
【特許文献1】特開平10−314898号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、従来の芯部材52aを備えたダミーバー52は、スリーブ部材52b内に芯部材54を挿通させるための貫通通路52cを形成し、しかもその貫通通路52cはダミーバー52を曲げたときに湾曲する芯部材52aに沿うように湾曲面に形成しなければならないため、ダミーバー52の構造が非常に複雑になり製造が困難であるという欠点がある。さらに、ダミーバー52それ自体は全体を滑らかな曲線に曲げることができるものの、ロールに接触するのは複数に分割されたスリーブ部材52b外面であるため、ガタつきを完全に解消することはできない。
【0009】
本発明は以上のような従来のダミーバーにおける課題を考慮してなされたものであり、簡単な構成でありながらリンクタイプのダミーバーに特有のガタつきを完全に解消して円滑な鋳片引き抜きを実現することができる連続鋳造用ダミーバーを提供するものである。
【課題を解決するための手段】
【0010】
本発明は、鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、円弧状に曲げられて引き抜かれるダミーバーの内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる可撓性部材が設けられている連続鋳造用ダミーバーである。
【0011】
本発明における可撓性部材とは、ダミーバー引き抜き時にダミーバーに追従して円弧状に屈曲することができ、且つ弾性限度内で変形し得る部材を示す。
【0012】
本発明に従えば、ダミーバーのリンク内周面はロールと接触せず、ダミーバー内周面は円弧状に撓むことのできる可撓性部材を介してロールと接触するため、リンクタイプのダミーバーで発生していたガタつきを抑制することができる。
【0013】
本発明において、上記可撓性部材は、ダミーバーの先端部から後端部に跨がって帯板状に付設することが好ましい。それにより、ダミーバー全体を滑らかに円弧状に屈曲させることができるようになる。
【0014】
本発明において、上記ダミーバーは引抜き時においてダミーバーの内周側に配列された内周側ロールと外周側に配列された外周側ロールの間を通過するように構成され、可撓性部材は、ダミーバーが円弧状に曲げられた際にそのダミーバーを外周側ロールに押し付ける付勢力を発生させる板ばねで構成することができる。
【0015】
それにより、内周側および外周側ロール間を通過するダミーバーが振動することを防止することができ、ダミーバーの引抜きをより安定させることができる。
【0016】
本発明において、ダミーバーの全長をDa,ダミーバーに付設される板ばねの全長をBa,ダミーバーの幅をDb,板ばねの幅をBbとするとき、Ba≧0.8DaかつBb≧0.8Dbの条件を満足するように上記板ばねを構成することが好ましい。
【0017】
本発明において、ダミーバーの端部に配置される端部リンク長さをDc,その端部リンクに付設される板ばねの付設代をBcとするとき、Bc≧0.5Dcの条件を満足するように板ばねをダミーバーに取り付けることが好ましい。
【発明の効果】
【0018】
本発明によれば、簡単な構成でありながらリンクタイプのダミーバーに特有のガタつきを完全に解消して円滑な鋳片引き抜きを実現することができる。それにより鋳型内の溶湯の湯面変動を抑制することができるという長所を有する。
【発明を実施するための最良の形態】
【0019】
以下、図面に示した実施の形態に基づいて本発明を詳細に説明する。
【0020】
図1は、本発明に係るダミーバーの構成を示したものであり、(a)は平面図、(b)はその正面図を示している。
【0021】
両図において、ダミーバー1は、引き抜き方向に向けて第1リンク2〜第7リンク8が連結ピン9を介して連結されており、各リンクはその連結ピン9を回転軸として上下方向に曲げることができるようになっている。なお、図1(b)においてダミーバー1の上面1aは、鋳造時にダミーバー1が湾曲された場合に内周側(反基準面側)となり、下面1bは外周側(基準面側)となる。
【0022】
ダミーバー1の上面1aには帯板状に加工された可撓性部材としての板ばね10が帯板状に付設されており、この板ばね10は、ダミーバー1の略全長に亙って設けられている。
【0023】
詳しくは板ばね10は、機械構造用鋼 JIS SUPで規定される一般的なばね材を利用することができ、例えば0.2%耐力が1,080N/mm2以上のものを使用することができる。なお、1,080N/mm2を下回ると、1回目の鋳造で塑性変形が生じ繰り返し使用することができないためダミーバーとして適さない。
【0024】
なお、本実施形態の板ばね10は境界線Lで突き合わされた二つの板ばね10Rおよび10Lから構成されているが、各板ばね10Rおよび10Lの接続側端部はそれぞれボルト11で固定されているため、各板ばね10Rおよび10Lは実質的にはダミーバー1の略全長に亙って設けられている1本のダミーバーとみなすことができる。
【0025】
図2は図1(a)のA−A矢視断面を示したものであり、ダミーバー1と板ばね10との固定部の構成を第2リンク3を代表して示している。
【0026】
図2において、第2リンク3の長手方向略中央には垂直方向に貫通孔3aが穿設されている。また、上面には第2リンク3の長手方向に向けて浅溝3bが形成されており、この浅溝3bに板ばね10が係合するようになっている。
【0027】
浅溝3bの深さは、板ばね10が係合された状態で板ばね部材10の上面が第2リンク3の上面3cよりわずかに高く(図中高さh分)なるように形成されており、それにより、板ばね10の上面10aが直接、内周側ロールとしての上側ロール(図示しない)と接触するようになっている。
【0028】
上記貫通孔3aには板ばね10を第2リンク3に固定するためのボルト11を挿通することができるようになっている。
【0029】
ボルト11は皿頭部11aを備えており、板ばね10にはその皿頭部11aと係合し得るテーパの大きいさら孔10bが形成されている。
【0030】
従って、ボルト11を第2リンク3に装着した場合、皿頭部11aがさら孔10bのテーパ面に隠れて板ばね10の上面から突出しないようになっている。
【0031】
一方、ボルト11の先端部には雄ねじ部が形成されており、この雄ねじ部にナット12が螺合するようになっている。ただし、貫通孔3aの下部はナット12を挿通させることができるように大径の筒孔3dに形成されており、上記貫通孔3aと筒孔3dとの境界となる段部3eとナット12との間にスプリングワッシャ13が配置され、そのスプリングワッシャ13を介してナット12を締め付け、ボルト11を第2リンク3に固定するようになっている。
【0032】
また、図3は図1(a)のB−B矢視断面を示したものであり、第2リンク3と第3リンク4との連結部分の構成を示している。
【0033】
図3において、第2リンク3は引抜き方向に向けて平行に突出する一対の縦板部3f,3fを有し、一方、第3リンク4にはその縦板部3f,3fの隙間に挿入し得る凸条部4aが形成されている。
【0034】
縦板部3f,3fには上記連結ピン9を装着するためのピン孔3gが形成されており、凸条部4aにも連結ピン9を挿入するための貫通孔4bが形成されている。
【0035】
縦板部3f,3fの間に凸条部4aを挿入すると、ピン孔3gと貫通孔4bが対応し、両孔3gおよび4bに連結ピン9を差し込むと、第2リンク3と第3リンク4が連結される。ただし、貫通孔4bは連結ピン9に対して十分に遊びを持っており、第2リンク3と第3リンク4との連結部分で発生する変位を吸収することができるようになっている。
【0036】
図4は板ばね10の付設長さBaと鋳型内の湯面変動との関係を調べたグラフである。
【0037】
ダミーバー1の全長Daに対する板ばね10の付設長さBaの割合、すなわちBa/Daを下記表1に示すように変化させた場合、Ba/Daが80%を下回ると湯面の変動幅が10mmを超えてしまい(具体的には11.5mm,20.0mm)湯面変動を抑制する効果が得られなかった。これに対してBa/Daを80%以上にすると湯面の変動幅が10mmを下回り(具体的には7.0mm,5.5mm)、湯面変動を抑制する効果が得られた。
【0038】
【表1】
【0039】
また、図5は板ばね部材10の付設幅Bbと湯面変動との関係を調べたグラフである。
【0040】
ダミーバー1の幅Dbに対する板ばね10の付設幅Bbの割合、Bb/Dbを下記表2に示すように変化させた場合、Bb/Dbが80%を下回ると湯面の変動幅が10mmを超えてしまい(具体的には、17.5mm,24.0mm)湯面変動を抑制する効果が得られなかった。これに対してBb/Dbが80%以上になると湯面変動幅が10mmを下回り(具体的には、6.5mm,5.5mm,5.0mm)、湯面変動を抑制する効果が得られた。
【0041】
【表2】
【0042】
従って、板ばね10の長さをBaとしダミーバー1の全長をDaとするとき、Ba≧0.8Daに設定することが好ましく、さらに、ダミーバー1の幅(最も狭い部分)をDb,ダミーバー1に付設される板ばね10の幅をBbとするとき、Bb≧0.8Dbに設定することが好ましい。
【0043】
また、ダミーバー1は第1リンク2から第7リンク8のすべてに跨がるように設けられており、ダミーバー1の端部に配置される端部リンク(本実施形態では第1リンク2)の長さをDc,その端部リンクに付設される板ばね10付設代をBcとするとき、Bc≧0.5Dcに設定することが好ましい。すなわち、板ばね10の一方端部10cは、第1リンク2の少なくとも50%まで延びるように配置することが好ましい。
【0044】
なお、板ばね10の他方端部10dも同様に、第7リンク8の少なくとも50%まで延設させることが好ましい。
【0045】
図6は、上記構成を有するダミーバー1の動作を示したものである。
【0046】
同図に示す湾曲式連続鋳造において、図示しないタンディッシュから鋳型20に溶湯が流し込まれる。
【0047】
鋳型20の底板は、鋳片Cと同じ断面を持ったダミーバー1で構成されており、鋳込みが開始されると鋳片Cはダミーバー1に随伴されて下方に引き抜かれる。
【0048】
次いで、スプレー帯におけるローラエプロン21を通過することによって鋳片Cは冷却され移動方向が徐々に水平方向に向けられる。
【0049】
鋳片Cの先端が図示しない引抜きロールを通過すると、鋳片Cはダミーバー1と切り離されて定常鋳込みとなる。
【0050】
ダミーバー1は鋳片Cの引き抜き時において円弧状に曲げられた状態で移動し、ダミーバー1の反基準面側に設けられた板ばね10が、上側ロール22と接触して摺動する。
【0051】
しかもこの板ばね10は円弧状に曲げられた状態でばねとしての付勢力を発生するため、ダミーバー1は円弧状に引き抜かれる間、常に外周側ロールとしての下側ロール23に押し付けられる。この押付力によってダミーバー1の各リンクは引き抜き時にガタつきが防止され、その結果、鋳型20内の溶湯の湯面を安定させることができる。
【図面の簡単な説明】
【0052】
【図1】(a)は本発明に係るダミーバーの構成を示す平面図、(b)はその正面図である。
【図2】図1(a)のA−A矢視断面図である。
【図3】図1(a)のB−B矢視断面図である。
【図4】板ばね部材の付設長さと鋳型内の湯面変動との関係を調べたグラフである。
【図5】板ばね部材の付設幅と湯面変動との関係を調べたグラフである。
【図6】本発明に係るダミーバーの動作を説明するための説明図である。
【図7】(a)は従来のダミーバーの構成を示す正面図、(b)はその平面図である。
【図8】図7に示すダミーバーの動作状態を示す説明図である。
【図9】(a)は従来の別のダミーバーの構成を示す正面断面図、(b)はその平面図である。
【符号の説明】
【0053】
1 ダミーバー
1a 上面
1b 下面
2 第1リンク
3 第2リンク
3a 貫通孔
3b 浅溝
3d 筒孔
3e 段部
3f 縦板部
3g ピン孔
4 第3リンク
4a 凸条部
4b 貫通孔
9 連結ピン
10 板ばね
10a 上面
11 ボルト
11a 皿頭部
12 ナット
13 スプリングワッシャ
【特許請求の範囲】
【請求項1】
鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、上記連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、
円弧状に曲げられて引き抜かれるダミーバーの内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる可撓性部材が設けられていることを特徴とする連続鋳造用ダミーバー。
【請求項2】
上記可撓性部材は、上記ダミーバーの先端部から後端部に跨がって帯板状に付設されている請求項1記載の連続鋳造用ダミーバー。
【請求項3】
上記ダミーバーは引抜き時において上記ダミーバーの内周側に配列された内周側ロールと外周側に配列された外周側ロールの間を通過するように構成され、上記可撓性部材は、上記ダミーバーが円弧状に曲げられた際にそのダミーバーを上記外周側ロールに押し付ける付勢力を発生させる板ばねで構成されている請求項1または2記載の連続鋳造用ダミーバー。
【請求項4】
上記ダミーバーの全長をDa,上記ダミーバーに付設される上記板ばねの全長をBa,上記ダミーバーの幅をDb,上記板ばねの幅をBbとするとき、
Ba≧0.8DaかつBb≧0.8Db
の条件を満足するように上記板ばねが構成されている請求項3記載の連続鋳造用ダミーバー。
【請求項5】
上記ダミーバーの端部に配置される端部リンク長さをDc,その端部リンクに付設される上記板ばねの付設代をBcとするとき、
Bc≧0.5Dc
の条件を満足するように上記板ばねが上記ダミーバーに取り付けられている請求項3または4記載の連続鋳造用ダミーバー。
【請求項1】
鋳片と同じ断面を持った複数のリンクが連結ピンによって連結され、上記連結ピンを回転軸としてその両側のリンクが折れ曲がるように構成されている、湾曲式連続鋳造に用いられる連続鋳造用ダミーバーにおいて、
円弧状に曲げられて引き抜かれるダミーバーの内周側面に、ダミーバー内周側に配置されたロールと接触することにより円弧状に撓むことのできる可撓性部材が設けられていることを特徴とする連続鋳造用ダミーバー。
【請求項2】
上記可撓性部材は、上記ダミーバーの先端部から後端部に跨がって帯板状に付設されている請求項1記載の連続鋳造用ダミーバー。
【請求項3】
上記ダミーバーは引抜き時において上記ダミーバーの内周側に配列された内周側ロールと外周側に配列された外周側ロールの間を通過するように構成され、上記可撓性部材は、上記ダミーバーが円弧状に曲げられた際にそのダミーバーを上記外周側ロールに押し付ける付勢力を発生させる板ばねで構成されている請求項1または2記載の連続鋳造用ダミーバー。
【請求項4】
上記ダミーバーの全長をDa,上記ダミーバーに付設される上記板ばねの全長をBa,上記ダミーバーの幅をDb,上記板ばねの幅をBbとするとき、
Ba≧0.8DaかつBb≧0.8Db
の条件を満足するように上記板ばねが構成されている請求項3記載の連続鋳造用ダミーバー。
【請求項5】
上記ダミーバーの端部に配置される端部リンク長さをDc,その端部リンクに付設される上記板ばねの付設代をBcとするとき、
Bc≧0.5Dc
の条件を満足するように上記板ばねが上記ダミーバーに取り付けられている請求項3または4記載の連続鋳造用ダミーバー。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−26647(P2006−26647A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−205177(P2004−205177)
【出願日】平成16年7月12日(2004.7.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月12日(2004.7.12)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
[ Back to top ]