
連続鋳造用パウダー

【課題】パウダー巻込み防止と潤滑性を両立させることで、介在物厳格材においてパウダー巻込みを防止しつつ高速鋳造を可能とする連続鋳造用パウダーを提供すること。
【解決手段】鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダーである。
-0.5108-0.00000519×E<ln(η)<-2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【解決手段】鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダーである。
-0.5108-0.00000519×E<ln(η)<-2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばブリキ鋼板や自動車用薄鋼板等に用いられる低炭素もしくは極低炭素アルミキルド鋼を連続鋳造する際に使用する連続鋳造用パウダーに関するものである。
【背景技術】
【0002】
低炭素もしくは極低炭素アルミキルド鋼は、ブリキや自動車用薄鋼板など高級な薄鋼板への使用が多い鋼種である。
自動車用薄鋼板においては、近年品質の厳格化が急速に進んでおり、特に連続鋳造時に鋳片への介在物混入を防止する必要がある。介在物としては、脱酸生成物であるアルミナがクラスタリングしたアルミナクラスターと連続鋳造時に鋳型と鋳片の潤滑性を保持するために使用する酸化物を主成分とするパウダーが鋳片に混入したものに大きく分けられる。
【0003】
連続鋳造用パウダーの役割は、
(1)鋳型と凝固シェル間の潤滑の担保、
(2)鋳型と凝固シェル間の冷却制御、
(3)鋳型内で浮上してきた介在物(主にアルミナ)の吸収、
(4)溶鋼表面の酸化防止と保温
がある。
鋳型内の溶鋼流動により溶鋼表面に添加されているパウダーが溶鋼内に巻込まれ鋳片に残存すると、表面疵や内部欠陥(プレス割れでの起点)となる。そのため、パウダーに必要な特性としては、上記の4点の役割を満足する特性以外に巻込まれにくいという特性も必要となる。
一般的に、C=0.09〜0.17質量%程度の中炭素鋼では凝固不均一や相変態に伴う収縮などにより鋳片表面割れが発生しやすく、特に鋳型と凝固シェル間の冷却制御(緩冷却化)が指向されている。
このため、パウダーの均一流入と固体パウダー中の結晶化促進(主としてカスピディン)を目的に高塩基度(高CaO/SiO2)、低粘性のパウダーが使用されている。
【0004】
一方、低炭素鋼では、中炭素鋼に比較して鋳片表面割れが発生しにくく、パウダー巻込み防止の観点から粘性が高めのパウダーが使用される。
低炭素鋼(極低炭素鋼を含む)の中でも介在物性の欠陥が問題となる介在物厳格材(ブリキや自動車用薄鋼板など)では、特にパウダー巻込み防止の観点からのパウダー設計が必要であり、介在物厳格材以外の低炭素鋼よりもさらなる高粘性化が指向されている(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−280051号公報
【特許文献2】特開2003−290888号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、低炭素鋼や極低炭素鋼の場合であっても、鋳型と凝固シェル間の潤滑のためには鋳型と凝固シェル間にパウダーを流入させる必要があり、流入特性を向上させるためにはパウダーの低粘性化が必要である。
このように、パウダー巻込み防止のための高粘性化と潤滑確保のための低粘性化という相反する特性を具備する必要がある。現状の介在物厳格材の鋳造は、パウダー巻込みに重点化されているために、高粘性パウダーが使用されており、それ故、鋳型と凝固シェル間へのパウダー流入特性が劣り、鋳造速度が遅い低速鋳造で製造しなければならず、連続鋳造の生産性を低下させる要因となっている。
【0007】
本発明の目的は、パウダー巻込み防止と潤滑性を両立させることで、介在物厳格材においてパウダー巻込みを防止しつつ高速鋳造を可能とする連続鋳造用パウダーを提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために基礎的なパウダーの物性の検討を行ない、以下に記載するようにパウダー巻込みを抑制しつつ、潤滑性を担保できる連続鋳造用パウダーを見出した。
【0009】
第1発明は、鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダーである。
‐0.5108‐0.00000519×E<ln(η)<‐2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【0010】
第2発明は、鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、C分及び揮発成分を除いた酸化物及びフッ化物の合計量に対するCaO、SiO2、Na2O、CaF2の合計量が90mass%以上かつAl2O3、MgO及びLi2Oが各々3mass%以下であり下記式(3)を満足することを特徴とする第1発明に記載の連続鋳造用パウダー。
15−1.85CaO/SiO2≦Na2O+CaF2≦25−6CaO/SiO2
・・・(3)
ただし、0.5≦CaO/SiO2≦1、0.7≦Na2O/CaF2≦1.2であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【発明の効果】
【0011】
本発明の連続鋳造用パウダーを使用すれば、介在物厳格材においてパウダー巻込みを抑制しつつ鋳造速度の向上が可能である。
【図面の簡単な説明】
【0012】
【図1】1300℃の粘性とパウダー巻込み指数の関係を表すグラフ。
【図2】1500℃の粘性とパウダー巻込み指数の関係を表すグラフ。
【図3】1200℃及び1300℃の粘性とパウダー消費量指数の関係を表すグラフ。
【図4】1300℃の粘性と活性化エネルギーの関係を表すグラフ。
【図5】CaO/SiO2とLi2Oでの必要特性領域の関係を表すグラフ。
【図6】CaO/SiO2とNa2O+CaF2での必要特性領域の関係を表すグラフ。
【図7】Na2OとCaF2での必要特性領域の関係を表すグラフ。
【図8】鋳造速度とBO検知発生率及び内部欠陥探傷結果の関係を表すグラフ。
【発明を実施するための形態】
【0013】
本発明者らは、パウダーの基礎物性を検討し、粘性の温度依存性を制御することによりパウダー巻込みを抑制しつつ潤滑性を担保できる連続鋳造用パウダーを見出した。
以下、図表を参照しながら、本発明の好適な実施の形態について詳細に説明する。尚、本発明はこれに限られるものではない。
【0014】
溶鋼を連続鋳造する際に使用されるパウダーの基本特性としては、従来1300℃で測定された粘度と溶融温度及び凝固温度(粘性が急激に上昇する温度)が用いられてきた。
粘性に関しては1300℃を代表温度として評価してきたが、実際にはパウダー組成により粘性の温度依存性が変化し、1300℃での粘性が等しくても、他の温度では粘性が異なることがある。本発明者らは、溶鋼表面上に添加されているパウダーの溶融プールの厚み方向の温度分布に着目した。すなわち、パウダーが溶鋼に巻込まれる界面では溶鋼温度とほぼ同じ1500℃前後であるのに対して、鋳型と凝固シェル間に流入するパウダーの量や均一な流入性には溶融プールの上部、つまりより低温側の溶融パウダーが流入していると考えた。
そのため、パウダー巻込み防止の観点では溶鋼との界面付近での1500℃の粘性が重要である。また、パウダー流入性の観点からは従来評価指標として用いられてきた1300℃よりも低温側の粘性が重要であると考えた。
【0015】
前述したようにパウダーの溶融プールは溶鋼側の1500℃付近から溶融プール上部の溶融温度までの間で分布を持つ。温度が低くなるほど粘性が高くなるため、溶融温度にできるだけ近い温度での粘性がパウダー流入性に影響を与えると推定される。
通常のパウダーの溶融温度は1200℃以下であるため流入性を評価する上では1200℃の粘性に着目しパウダー設計を行うことを検討した。これまでは、パウダーの粘性の指標としては1300℃の粘性が用いられてきたが、粘性の温度依存性としてアレーニウス型で表記した場合の活性化エネルギーに着目した。
【0016】
上記の考え方を検証する目的でまず実験室での試験により従来使用しているパウダー(1300℃での粘性が0.1〜0.4Pa・s)を用いて、種々の温度の粘性とパウダー巻込み性及びパウダー流入性の関係を評価した。溶鋼は、低炭Al−K鋼(0.04%C−0.01%Si−0.3%Mn−0.04%Al)を用いた。パウダー巻き込み特性として、20kg真空溶解炉を用いて溶鋼上にパウダーを溶融させ、パウダー/溶鋼界面下部1cm位置から溶鋼を吸引しパウダーの巻込み質量を評価した。吸引した溶鋼中のパウダーをスライム法により分離抽出し、吸引した溶鋼の単位質量当たりのパウダー巻込み質量として評価した。
なお、巻込まれたパウダーは、
(1)実際の連鋳機内での介在物浮上特性から300μm以上のものは浮上すること、
(2)ブリキ用素材で欠陥となる最小サイズが50μm程度であること、
から、スライム法で用いる篩をJIS法で定められている53μmの篩と297μmの篩を使用して53〜297μmの粒径の介在物を評価した。
【0017】
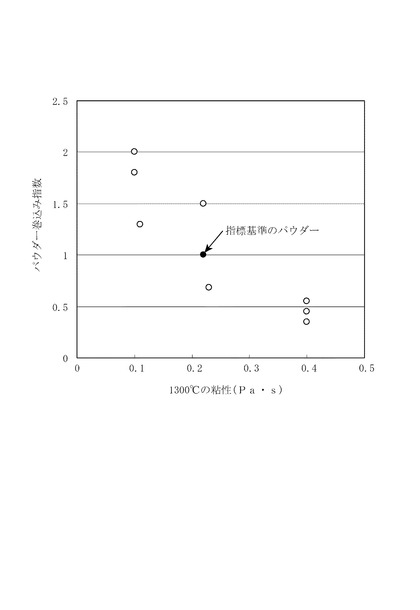
評価指標として、通常の低炭素鋼で使用している1300℃の粘性が0.2Pa・sのパウダーの巻込み量を1として指標化した。
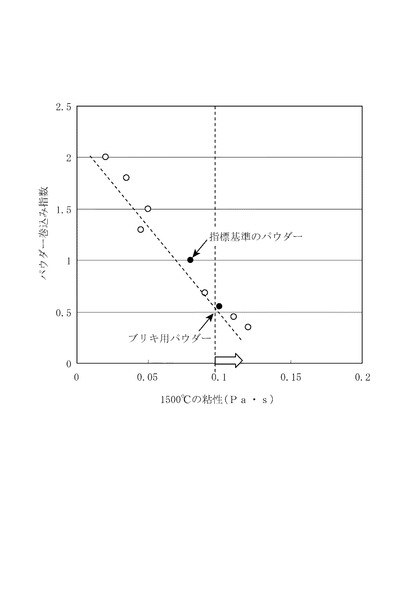
図1に1300℃の粘性とパウダー巻込み指数の関係を、図2に1500℃で推定される粘性とパウダー巻込み指数の関係を示す。
ここで、1500℃の粘性は直接の測定結果ではなく1350℃以下の複数の温度で粘性を測定し温度と粘性の関係から外挿した値である。
【0018】
なお、粘性の測定に関しては、回転円筒法を用いた。C分を除くパウダーをカーボン製坩堝の中で1400℃で均一に溶融させ1350℃まで徐冷した後に、E型粘度計のロータを溶融パウダー中に浸漬させ30分保持を行い粘性を測定した。その後、10℃ずつ温度を下げ30分保持した後に粘性を測定するという作業を凝固温度まで続ける。このように求めた粘性と温度の関係から活性化エネルギーを求めている。
【0019】
外挿した値を用いた理由としては、パウダーに通常含まれるNa2OやCaF2が高温では蒸発し粘性が変化する可能性があるためである。
パウダーの粘性測定では、溶融パウダーを均一に高温に保持したまま測定するために蒸発の影響が大きいが、実際の鋳造中は溶融プールで温度勾配があり蒸発は抑制される。
図1に示すように、1300℃での粘性が同一でもパウダー巻込み指数にはばらつきが存在し、図2で示したように1500℃での粘性のほうがパウダー巻込み指数とよい相関があることがわかった。つまり、パウダー巻込み性は、1500℃での粘性によりほぼ決定され、ブリキ用素材で使用している1300℃での粘性が0.4Pa・sのパウダーと同等のパウダー巻込み防止特性を持たせるには、1500℃の粘性で0.1Pa・sであれば良いことがわかる。
【0020】
次に、パウダー流入特性に関して、小型試験連鋳機を用いて評価した。小型試験連鋳機は、150mm×500mmの鋳型サイズであり、鋳造中のパウダー消費量を評価した。パウダー消費量は、全パウダー投入量から鋳造後に浮遊していたパウダー量を差し引き、溶鋼単位質量当りのパウダー使用量とした。鋳造速度は1m/min一定とし、8tonの溶鋼を鋳造した。なお、鋳造時間は約14分である。
【0021】
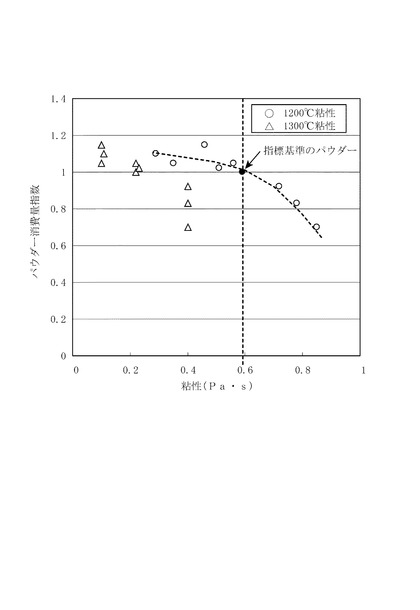
なお、通常の低炭素鋼で使用している1300℃の粘性が0.2Pa・sのパウダーの消費量を1として指標化した。パウダー消費量指数も溶鋼は、前述と同じ低炭Al−K鋼を用いた。図3にパウダー消費量指数と1300℃及び1200℃での粘性の関係を示す。1300℃の粘性ではパウダー消費量指数にばらつきがあるが、1200℃での粘性が0.6Pa・sを超えると粘性が高くなるに伴ってパウダー消費量指数が急激に低下することがわかる。つまり、1200℃でのパウダー粘性によりパウダー流入特性がほぼ決まっていると考えられる。小型試験連鋳機では高速鋳造の試験を行なうことができないため、後述するように実機の連続鋳造機において試験を行い検証している。
【0022】
上記の結果をもとにパウダー巻き込みを防止しつつ鋳型−凝固シェル間のパウダー流入特性を保持するためには、1500℃の粘性が0.1Pa・sより大きく、1200℃の粘性が0.6Pa・sよりも小さいことが必要である。
【0023】
粘性の温度依存性をアレーニウス型で近似すると、粘性η(Pa・s)は下記式(4)で示される。
η(T)=η0exp(E/R/T)・・・(4)
R:気体定数、T:絶対温度(K)、η0:粘性の頻度因子
ここで、1500℃の粘性を0.1Pa・sより大きく、1200℃での粘性を0.6Pa・sより小さいとして連立不等式を解くと、下記式(5)に示すような不等式が得られる。
-0.5108-0.00000519×E<ln(η)<-2.303+0.00000862×E・・・(5)
η:1300℃での粘性(Pa・s)、E(kJ/mol/K)
【0024】
次に上記で求めた式(5)を満たすパウダー組成について検討した。
図4に式(5)の不等式より求めた必要特性領域と従来パウダーとの関係を示す。図4に示すように、従来パウダーでは必要特性領域に入るものはなくパウダー組成の抜本的な検討が必要であることがわかる。従来パウダーと同一粘性(1300℃)を持ちつつ、活性化エネルギーを低下させることが必要である。活性化エネルギーは、温度変化に対する粘性の変化を規定する因子であり、活性化エネルギーが高いほど温度依存性が大きく、つまり温度上昇とともに急激に粘性が低下することになる。
【0025】
溶融パウダーの粘性の発現機構から考えた場合、溶融パウダーのSiO2のネットワーク構造が重要であり、粘性の温度依存性は温度上昇とともにSiO2のネットワーク構造が分断されるためと推定される。そのため、粘性の温度依存性を小さくするにはSiO2のネットワーク構造をできるだけ温度上昇により変化させないことが重要である。図4に示すように、種々のパウダーの1300℃の粘性と活性化エネルギーを見ると、粘性が低下するほど活性化エネルギーは低下する傾向が見られる。1300℃の粘性が低いパウダーは一般的にSiO2の含有量が少なく(つまり塩基度CaO/SiO2が高い)、SiO2のネットワークが発達していないため粘性の温度依存性の指標である活性化エネルギーも小さくなっていると考えられる。
【0026】
そこで本発明者らは、温度上昇に伴うSiO2のネットワーク構造の変化を最小限にするために、ネットワークモデファイアーと呼ばれるネットワークを分断する成分を適正に配合し、低温側でSiO2のネットワーク単位をあらかじめ小さく分断させておくことにより温度上昇に伴う粘性の変化を小さくすることが有効であると考えた。ただし、SiO2のネットワーク単位を小さく分断すると粘性の低下が著しいため、SiO2の含有量を増やしSiO2のネットワーク単位を多数分散させることで粘性の維持を図ることとした。
SiO2のネットワーク構造を分断するものとして、CaO、MgO、Li2O、Na2Oなどの塩基性酸化物やCaF2などのフッ化物が代表的なものである。
【0027】
従来パウダーの組成と粘性の温度依存性を代表している活性化エネルギーに関して解析を行なった結果、活性化エネルギーを低下させる作用(温度依存性を小さくする作用)は、Li2Oが最も大きく、次いでCaF2、CaO、Na2Oの順番であった。Li2Oが添加されている場合にNa2OやCaF2を多量に添加すると活性化エネルギーの低下作用よりも粘性低下の影響が大きく、適正な特性を得にくい。また、パウダー中に通常含まれるAl2O3については、SiO2同様に粘性を高める効果があるが、温度依存性に関しては大きくする傾向があり、できるだけAl2O3は少量とする方が良い。
【0028】
まず、Li2O添加をベースとしたパウダー組成に関して検討を行なった。その結果、Li2Oは活性化エネルギーの低下とともに粘性の低下の作用も大きく、Li2O添加前のパウダー組成において粘性が高い組成としておく必要があることがわかった。
前述したように粘性を高くするためには、SiO2の含有量を増加させること(つまりCaO/SiO2で示される塩基度を小さくすること)が必要である。前述したように、Li2Oを添加した場合には、CaO、SiO2、Li2O以外のNa2OやCaF2を多量に含む場合には粘性が下がりすぎて適正なパウダー特性が得にくい。CaO、SiO2、Li2O以外の残りの成分は溶融温度や凝固温度の調整用として各3mass%以下で、かつ残りの成分の合計質量を10mass%未満の条件とし、CaO/SiO2とLi2Oを変化させて粘性の温度依存性を測定し、必要特性を満足している領域を求めた。
CaO、SiO2、Li2O以外の成分を各3mass%以下でかつ残りの成分の合計質量を10mass%未満とした理由は、溶融温度や凝固温度の調整用として十分な範囲であること、及び粘性の極端な低下を防止するためである。
【0029】
図5において、式(5)の条件を満たすものを○、満たさないものを×で示すように、CaO/SiO2とLi2Oとの関係で適正な範囲があり、下記式(6)、(7)に示す範囲となる。
6CaO/SiO2+Li2O≦11・・・(6)
1.85CaO/SiO2+Li2O≧6・・・(7)
ただし、0.5≦CaO/SiO2≦1.2であり、CaO(mass%)、SiO2(mass%)、Li2O(mass%)である。
【0030】
図5に示す適正領域の上側に外れる場合は低温側の粘性が高くなり、下側に外れる場合は高温側の粘性が低くなりすぎる。また、CaO/SiO2が0.5未満の場合には、パウダーの融点が高くなり溶融速度が遅くなるため実際の鋳造には耐えられない。CaO/SiO2が1.2より大きい場合には、Li2Oを添加しても適正な領域に入ることはない。なお、適正領域に入った組成では、活性化エネルギーが85(kJ/mol/K)以下になることはない。適正なパウダーの粘性を維持しつつ、かつ活性化エネルギーを85(kJ/mol/K)以下にするためには、CaO/SiO2を0.5未満として、溶融温度を低下させるためにさらにNa2OやCaF2を添加しなければならない。しかしながら、これ以上のCaO/SiO2の低下は、溶鋼中の介在物(特にアルミナ)の吸収効率を下げるとともに、パウダー中のSiO2の還元反応により溶鋼中に多量のアルミナを生成させる懸念がある。上記の理由で、活性化エネルギーを85(kJ/mol/K)以下にするパウダーは実際の鋳造には適さない。
【0031】
Li2Oは希少なため、パウダー中に大量に使用すると製造コストが非常に大きくなる。そのため、実際に鋳造に使用する場合にはLi2Oの添加を極力少なくすることが望ましく、Li2O削減の検討を行なった。
Li2O<3%の条件において、CaO、SiO2、Na2O、CaF2を対象に、Li2Oの適正組成を検討した際に得られた知見をもとに、CaO/SiO2とNa2O、CaF2の添加量との適正範囲を検討した。Li2O添加の条件を求めた際と同様に、CaO、SiO2、Na2O、CaF2以外の残りの成分を各3mass%以下でかつ残りの成分の合計質量を10mass%以下の条件とした。まず、CaO/SiO2とNa2OとCaF2の合計添加量の関係で整理した。なお、F分の取り扱いとしては、F分はCaF2として取り扱っており、CaF2として添加されたCa分は塩基度(CaO/SiO2)を計算する場合のCaO分には含まれていない。
【0032】
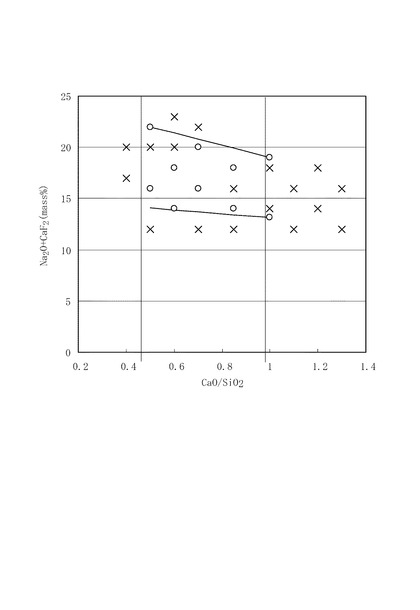
図6において、式(5)の条件を満たすものを○、満たさないものを×で示すように、下記式(8)及び式(9)で示す範囲で必要特性を満足する組成があることがわかったが、式(8)及び(9)を満足しても必ずしも必要特性を満足するとは限らない。
6CaO/SiO2+Na2O+CaF2≦25・・・(8)
1.85CaO/SiO2+Na2O+CaF2≧15・・・(9)
ただし、0.5≦CaO/SiO2≦1であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【0033】
そこで、式(8)及び式(9)の範囲内でNa2OとCaF2の質量%で整理すると、図7において、式(5)の条件を満たすものを○、満たさないものを×で示すように0.7≦Na2O/CaF2≦1.2となる範囲で必要特性が得られることがわかった。図6に示す適正領域の上側に外れる場合は低温側の粘性が高くなり、下側に外れる場合は高温側の粘性が低くなりすぎるのはLi2O添加で検討した場合と同様である。また、CaO/SiO2の適正範囲の上下限の意味合いはLi2O添加で検討した場合と同様である。Li2O添加に比較して、Na2OとCaF2の活性化エネルギー低下の作用が小さいため、大量に添加する必要がある。また、Na2OとCaF2に適切な添加比率が存在する理由としては、CaF2過剰側であるとSiO2の結晶を生成しやすい作用があり溶融しにくくなるためである。逆にNa2O過剰側では活性化エネルギー低下効果が十分ではなく必要とする特性が得られない。
通常使用されるパウダーは、溶融性制御及び保温性のためにCを含んでいるが、本発明例ではパウダーの質量比率からは除外している。また、パウダー原料として炭酸塩が使用される場合があるが、この場合も溶融状態では酸化物となっており、揮発成分は除外している。
パウダー組成は、下記のように決定している。まず、パウダーを完全に溶融させ、C分や炭酸塩の炭酸分を完全に除去した後に、急冷しガラス化させる。ガラス化したパウダーを蛍光X線法を用いて、酸素分を除いて各元素濃度を求める。F分が存在する場合は、CaF2として存在すると仮定し、残りのCa分はCaOとして算出する。その他の金属元素ならびにBなどの元素は各々酸化物と存在するとして、最終的には酸化物及び弗化物のトータルとして100mass%となるように算出する。
【0034】
次に試作したパウダーを用いて実機連鋳機で鋳造試験を行いその効果を検証した。表1に示す特性のパウダー及び表2に示す成分の溶鋼を用いて連続鋳造を行い、パウダー流入特性の指標としてBO(ブレークアウト)検知発生率をパウダー巻込み特性の指標として冷延板の内部欠陥探傷結果(磁粉探傷)を用いて評価した。
【0035】
【表1】

【0036】
【表2】
【0037】
BO検知発生率は、鋳型内に設置された熱電対の温度分布より発報したBO検知の回数を単位鋳造長当たりの回数としたものである。鋳型−凝固シェル間へのパウダー流入が不均一あるいはまったく流入していない位置がある場合、鋳型に凝固シェルが焼きつき鋳片の破断が生じる(いわゆるブレークアウト)。
パウダー流入の不均一に起因するBO検知の発生率がパウダー流入性の指標として最も適しており、実際の鋳造において鋳造速度を決定している因子の一つである。良好な鋳造状態では、BO検知率は0.0001(1/m)以下である。内部欠陥探傷結果は、スラブを熱間圧延及び冷間圧延した後の冷延鋼板を漏洩磁束を用いて欠陥探傷した結果である。内部欠陥探傷結果は、0.03(1/m2)以下が良好な範囲となる。
【0038】
鋳造条件は、鋳型サイズを1800mm×280mmとし、鋳造速度を変更して各パウダーでのパウダー流入起因の鋳造限界速度とパウダー巻込み起因の鋳造限界速度を評価した。
図8に鋳造速度に対するBO検知発生率及び内部欠陥探傷指数の関係を示す。内部欠陥探傷指数は、0.03(1/m2)を1として指標化したものである。パウダーA(1300℃の粘性が0.2Pa・s)は、鋳造速度が1.7m/minまでほとんどBO検知もなく鋳造性に関しては非常に良好であるが、鋳造速度が1.3m/minを超えると内部欠陥探傷指数が1を大幅に超えることがわかる。
【0039】
パウダーB(1300℃の粘性が0.4Pa・s)では、鋳造速度が1.5m/min以下の領域では内部欠陥探傷結果の悪化は見られないものの、BO検知は鋳造速度が1.3m/min以上で増加し、1.7m/minで安定的な鋳造に耐えられないほどのBO検知が生じている。
それに対して、試作したパウダー(パウダーC)は、1.5m/min以上でのBO検知の増加もほとんどなく、内部欠陥探傷結果も良好な結果が得られた。この結果から、前述した粘性の温度依存性を適正に制御することによりパウダー流入性とパウダー巻込み防止を両立できることが確認された。
【実施例1】
【0040】
以下、本発明に係る連続鋳造用パウダーについて、実験を行った結果を詳細に説明する。
表3に示す条件で連続鋳造し、BO検知の発生率と内部欠陥探傷結果を比較した。連続鋳造の形態を以下に記載する。
まず、転炉で脱炭した溶鋼を取鍋に受けて、RH(真空脱ガス装置)を用いて脱炭処理を行う。脱炭後、Alを添加し脱酸し、所定時間の攪拌を加えた後に、成分調整のための合金類を添加した。成分調整が終了した溶鋼は、取鍋から中間容器であるタンディッシュに耐火物製ノズルを介して供給した。鋳造条件は、鋳造幅1800mm、鋳造厚280mm、鋳造速度1.7m/minである。溶鋼の成分を表5に示す。尚、表5では、各水準での成分の範囲を示している。
表4中に示したBO検知発生率は、鋳型内に設置された熱電対の温度分布より発報したBO検知の回数を単位鋳造長当たりの回数としたものである。良好な鋳造状態では、BO検知率は0.0001以下である。表4中に示した内部欠陥探傷結果は、スラブを熱間圧延及び冷間圧延した後の冷延鋼板を漏洩磁束を用いて欠陥探傷した結果である。内部欠陥探傷結果は、0.03(1/m2)以下が良好な範囲となる。
尚、表4において、BO検知発生率と内部欠陥探傷結果の両者が良好な場合を総合評価で○とし、一方でも良好でない場合を×とした。
【0041】
【表3】
【0042】
【表4】
【0043】
【表5】
【0044】
実験例3(表3乃至表5におけるNO.3)では、CaO/SiO2に対して適正なNa2O及びCaF2量となっているため、1200℃及び1500℃の粘性が所定の範囲内に入っており、BO検知発生率及び内部欠陥探傷結果とも低位安定となっている。
【0045】
一方、実験例4(表3乃至表5におけるNO.4)では、CaO/SiO2に対するLi2O量あるいはNa2O及びCaF2量が適正でないため、1200℃での粘性が0.720Pa・Sと高く、BO検知発生率が高くなっている。
また、実験例5(表3乃至表5におけるNO.5)では、CaO/SiO2に対するLi2O量が適正でないため、1500℃での粘性が0.080Pa・sと低く、内部欠陥探傷結果が高くなっている。同様に、実験例6(表3乃至表5におけるNO.6)でも、1500℃での粘性が0.073Pa・sと低く、内部欠陥探傷結果が高くなっている。
【0046】
以上のように、本発明に係る連続鋳造用パウダーを使用して連続鋳造を行うことにより、生産性低下を招くBO発生を抑制しつつ、パウダー巻き込みが少ない高速鋳造が可能である。
【技術分野】
【0001】
本発明は、例えばブリキ鋼板や自動車用薄鋼板等に用いられる低炭素もしくは極低炭素アルミキルド鋼を連続鋳造する際に使用する連続鋳造用パウダーに関するものである。
【背景技術】
【0002】
低炭素もしくは極低炭素アルミキルド鋼は、ブリキや自動車用薄鋼板など高級な薄鋼板への使用が多い鋼種である。
自動車用薄鋼板においては、近年品質の厳格化が急速に進んでおり、特に連続鋳造時に鋳片への介在物混入を防止する必要がある。介在物としては、脱酸生成物であるアルミナがクラスタリングしたアルミナクラスターと連続鋳造時に鋳型と鋳片の潤滑性を保持するために使用する酸化物を主成分とするパウダーが鋳片に混入したものに大きく分けられる。
【0003】
連続鋳造用パウダーの役割は、
(1)鋳型と凝固シェル間の潤滑の担保、
(2)鋳型と凝固シェル間の冷却制御、
(3)鋳型内で浮上してきた介在物(主にアルミナ)の吸収、
(4)溶鋼表面の酸化防止と保温
がある。
鋳型内の溶鋼流動により溶鋼表面に添加されているパウダーが溶鋼内に巻込まれ鋳片に残存すると、表面疵や内部欠陥(プレス割れでの起点)となる。そのため、パウダーに必要な特性としては、上記の4点の役割を満足する特性以外に巻込まれにくいという特性も必要となる。
一般的に、C=0.09〜0.17質量%程度の中炭素鋼では凝固不均一や相変態に伴う収縮などにより鋳片表面割れが発生しやすく、特に鋳型と凝固シェル間の冷却制御(緩冷却化)が指向されている。
このため、パウダーの均一流入と固体パウダー中の結晶化促進(主としてカスピディン)を目的に高塩基度(高CaO/SiO2)、低粘性のパウダーが使用されている。
【0004】
一方、低炭素鋼では、中炭素鋼に比較して鋳片表面割れが発生しにくく、パウダー巻込み防止の観点から粘性が高めのパウダーが使用される。
低炭素鋼(極低炭素鋼を含む)の中でも介在物性の欠陥が問題となる介在物厳格材(ブリキや自動車用薄鋼板など)では、特にパウダー巻込み防止の観点からのパウダー設計が必要であり、介在物厳格材以外の低炭素鋼よりもさらなる高粘性化が指向されている(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−280051号公報
【特許文献2】特開2003−290888号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、低炭素鋼や極低炭素鋼の場合であっても、鋳型と凝固シェル間の潤滑のためには鋳型と凝固シェル間にパウダーを流入させる必要があり、流入特性を向上させるためにはパウダーの低粘性化が必要である。
このように、パウダー巻込み防止のための高粘性化と潤滑確保のための低粘性化という相反する特性を具備する必要がある。現状の介在物厳格材の鋳造は、パウダー巻込みに重点化されているために、高粘性パウダーが使用されており、それ故、鋳型と凝固シェル間へのパウダー流入特性が劣り、鋳造速度が遅い低速鋳造で製造しなければならず、連続鋳造の生産性を低下させる要因となっている。
【0007】
本発明の目的は、パウダー巻込み防止と潤滑性を両立させることで、介在物厳格材においてパウダー巻込みを防止しつつ高速鋳造を可能とする連続鋳造用パウダーを提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために基礎的なパウダーの物性の検討を行ない、以下に記載するようにパウダー巻込みを抑制しつつ、潤滑性を担保できる連続鋳造用パウダーを見出した。
【0009】
第1発明は、鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダーである。
‐0.5108‐0.00000519×E<ln(η)<‐2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【0010】
第2発明は、鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、C分及び揮発成分を除いた酸化物及びフッ化物の合計量に対するCaO、SiO2、Na2O、CaF2の合計量が90mass%以上かつAl2O3、MgO及びLi2Oが各々3mass%以下であり下記式(3)を満足することを特徴とする第1発明に記載の連続鋳造用パウダー。
15−1.85CaO/SiO2≦Na2O+CaF2≦25−6CaO/SiO2
・・・(3)
ただし、0.5≦CaO/SiO2≦1、0.7≦Na2O/CaF2≦1.2であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【発明の効果】
【0011】
本発明の連続鋳造用パウダーを使用すれば、介在物厳格材においてパウダー巻込みを抑制しつつ鋳造速度の向上が可能である。
【図面の簡単な説明】
【0012】
【図1】1300℃の粘性とパウダー巻込み指数の関係を表すグラフ。
【図2】1500℃の粘性とパウダー巻込み指数の関係を表すグラフ。
【図3】1200℃及び1300℃の粘性とパウダー消費量指数の関係を表すグラフ。
【図4】1300℃の粘性と活性化エネルギーの関係を表すグラフ。
【図5】CaO/SiO2とLi2Oでの必要特性領域の関係を表すグラフ。
【図6】CaO/SiO2とNa2O+CaF2での必要特性領域の関係を表すグラフ。
【図7】Na2OとCaF2での必要特性領域の関係を表すグラフ。
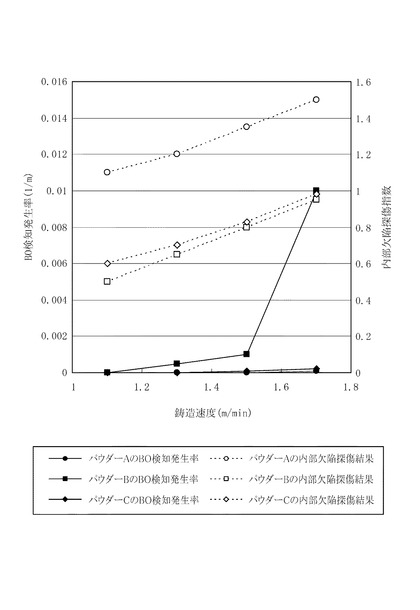
【図8】鋳造速度とBO検知発生率及び内部欠陥探傷結果の関係を表すグラフ。
【発明を実施するための形態】
【0013】
本発明者らは、パウダーの基礎物性を検討し、粘性の温度依存性を制御することによりパウダー巻込みを抑制しつつ潤滑性を担保できる連続鋳造用パウダーを見出した。
以下、図表を参照しながら、本発明の好適な実施の形態について詳細に説明する。尚、本発明はこれに限られるものではない。
【0014】
溶鋼を連続鋳造する際に使用されるパウダーの基本特性としては、従来1300℃で測定された粘度と溶融温度及び凝固温度(粘性が急激に上昇する温度)が用いられてきた。
粘性に関しては1300℃を代表温度として評価してきたが、実際にはパウダー組成により粘性の温度依存性が変化し、1300℃での粘性が等しくても、他の温度では粘性が異なることがある。本発明者らは、溶鋼表面上に添加されているパウダーの溶融プールの厚み方向の温度分布に着目した。すなわち、パウダーが溶鋼に巻込まれる界面では溶鋼温度とほぼ同じ1500℃前後であるのに対して、鋳型と凝固シェル間に流入するパウダーの量や均一な流入性には溶融プールの上部、つまりより低温側の溶融パウダーが流入していると考えた。
そのため、パウダー巻込み防止の観点では溶鋼との界面付近での1500℃の粘性が重要である。また、パウダー流入性の観点からは従来評価指標として用いられてきた1300℃よりも低温側の粘性が重要であると考えた。
【0015】
前述したようにパウダーの溶融プールは溶鋼側の1500℃付近から溶融プール上部の溶融温度までの間で分布を持つ。温度が低くなるほど粘性が高くなるため、溶融温度にできるだけ近い温度での粘性がパウダー流入性に影響を与えると推定される。
通常のパウダーの溶融温度は1200℃以下であるため流入性を評価する上では1200℃の粘性に着目しパウダー設計を行うことを検討した。これまでは、パウダーの粘性の指標としては1300℃の粘性が用いられてきたが、粘性の温度依存性としてアレーニウス型で表記した場合の活性化エネルギーに着目した。
【0016】
上記の考え方を検証する目的でまず実験室での試験により従来使用しているパウダー(1300℃での粘性が0.1〜0.4Pa・s)を用いて、種々の温度の粘性とパウダー巻込み性及びパウダー流入性の関係を評価した。溶鋼は、低炭Al−K鋼(0.04%C−0.01%Si−0.3%Mn−0.04%Al)を用いた。パウダー巻き込み特性として、20kg真空溶解炉を用いて溶鋼上にパウダーを溶融させ、パウダー/溶鋼界面下部1cm位置から溶鋼を吸引しパウダーの巻込み質量を評価した。吸引した溶鋼中のパウダーをスライム法により分離抽出し、吸引した溶鋼の単位質量当たりのパウダー巻込み質量として評価した。
なお、巻込まれたパウダーは、
(1)実際の連鋳機内での介在物浮上特性から300μm以上のものは浮上すること、
(2)ブリキ用素材で欠陥となる最小サイズが50μm程度であること、
から、スライム法で用いる篩をJIS法で定められている53μmの篩と297μmの篩を使用して53〜297μmの粒径の介在物を評価した。
【0017】
評価指標として、通常の低炭素鋼で使用している1300℃の粘性が0.2Pa・sのパウダーの巻込み量を1として指標化した。
図1に1300℃の粘性とパウダー巻込み指数の関係を、図2に1500℃で推定される粘性とパウダー巻込み指数の関係を示す。
ここで、1500℃の粘性は直接の測定結果ではなく1350℃以下の複数の温度で粘性を測定し温度と粘性の関係から外挿した値である。
【0018】
なお、粘性の測定に関しては、回転円筒法を用いた。C分を除くパウダーをカーボン製坩堝の中で1400℃で均一に溶融させ1350℃まで徐冷した後に、E型粘度計のロータを溶融パウダー中に浸漬させ30分保持を行い粘性を測定した。その後、10℃ずつ温度を下げ30分保持した後に粘性を測定するという作業を凝固温度まで続ける。このように求めた粘性と温度の関係から活性化エネルギーを求めている。
【0019】
外挿した値を用いた理由としては、パウダーに通常含まれるNa2OやCaF2が高温では蒸発し粘性が変化する可能性があるためである。
パウダーの粘性測定では、溶融パウダーを均一に高温に保持したまま測定するために蒸発の影響が大きいが、実際の鋳造中は溶融プールで温度勾配があり蒸発は抑制される。
図1に示すように、1300℃での粘性が同一でもパウダー巻込み指数にはばらつきが存在し、図2で示したように1500℃での粘性のほうがパウダー巻込み指数とよい相関があることがわかった。つまり、パウダー巻込み性は、1500℃での粘性によりほぼ決定され、ブリキ用素材で使用している1300℃での粘性が0.4Pa・sのパウダーと同等のパウダー巻込み防止特性を持たせるには、1500℃の粘性で0.1Pa・sであれば良いことがわかる。
【0020】
次に、パウダー流入特性に関して、小型試験連鋳機を用いて評価した。小型試験連鋳機は、150mm×500mmの鋳型サイズであり、鋳造中のパウダー消費量を評価した。パウダー消費量は、全パウダー投入量から鋳造後に浮遊していたパウダー量を差し引き、溶鋼単位質量当りのパウダー使用量とした。鋳造速度は1m/min一定とし、8tonの溶鋼を鋳造した。なお、鋳造時間は約14分である。
【0021】
なお、通常の低炭素鋼で使用している1300℃の粘性が0.2Pa・sのパウダーの消費量を1として指標化した。パウダー消費量指数も溶鋼は、前述と同じ低炭Al−K鋼を用いた。図3にパウダー消費量指数と1300℃及び1200℃での粘性の関係を示す。1300℃の粘性ではパウダー消費量指数にばらつきがあるが、1200℃での粘性が0.6Pa・sを超えると粘性が高くなるに伴ってパウダー消費量指数が急激に低下することがわかる。つまり、1200℃でのパウダー粘性によりパウダー流入特性がほぼ決まっていると考えられる。小型試験連鋳機では高速鋳造の試験を行なうことができないため、後述するように実機の連続鋳造機において試験を行い検証している。
【0022】
上記の結果をもとにパウダー巻き込みを防止しつつ鋳型−凝固シェル間のパウダー流入特性を保持するためには、1500℃の粘性が0.1Pa・sより大きく、1200℃の粘性が0.6Pa・sよりも小さいことが必要である。
【0023】
粘性の温度依存性をアレーニウス型で近似すると、粘性η(Pa・s)は下記式(4)で示される。
η(T)=η0exp(E/R/T)・・・(4)
R:気体定数、T:絶対温度(K)、η0:粘性の頻度因子
ここで、1500℃の粘性を0.1Pa・sより大きく、1200℃での粘性を0.6Pa・sより小さいとして連立不等式を解くと、下記式(5)に示すような不等式が得られる。
-0.5108-0.00000519×E<ln(η)<-2.303+0.00000862×E・・・(5)
η:1300℃での粘性(Pa・s)、E(kJ/mol/K)
【0024】
次に上記で求めた式(5)を満たすパウダー組成について検討した。
図4に式(5)の不等式より求めた必要特性領域と従来パウダーとの関係を示す。図4に示すように、従来パウダーでは必要特性領域に入るものはなくパウダー組成の抜本的な検討が必要であることがわかる。従来パウダーと同一粘性(1300℃)を持ちつつ、活性化エネルギーを低下させることが必要である。活性化エネルギーは、温度変化に対する粘性の変化を規定する因子であり、活性化エネルギーが高いほど温度依存性が大きく、つまり温度上昇とともに急激に粘性が低下することになる。
【0025】
溶融パウダーの粘性の発現機構から考えた場合、溶融パウダーのSiO2のネットワーク構造が重要であり、粘性の温度依存性は温度上昇とともにSiO2のネットワーク構造が分断されるためと推定される。そのため、粘性の温度依存性を小さくするにはSiO2のネットワーク構造をできるだけ温度上昇により変化させないことが重要である。図4に示すように、種々のパウダーの1300℃の粘性と活性化エネルギーを見ると、粘性が低下するほど活性化エネルギーは低下する傾向が見られる。1300℃の粘性が低いパウダーは一般的にSiO2の含有量が少なく(つまり塩基度CaO/SiO2が高い)、SiO2のネットワークが発達していないため粘性の温度依存性の指標である活性化エネルギーも小さくなっていると考えられる。
【0026】
そこで本発明者らは、温度上昇に伴うSiO2のネットワーク構造の変化を最小限にするために、ネットワークモデファイアーと呼ばれるネットワークを分断する成分を適正に配合し、低温側でSiO2のネットワーク単位をあらかじめ小さく分断させておくことにより温度上昇に伴う粘性の変化を小さくすることが有効であると考えた。ただし、SiO2のネットワーク単位を小さく分断すると粘性の低下が著しいため、SiO2の含有量を増やしSiO2のネットワーク単位を多数分散させることで粘性の維持を図ることとした。
SiO2のネットワーク構造を分断するものとして、CaO、MgO、Li2O、Na2Oなどの塩基性酸化物やCaF2などのフッ化物が代表的なものである。
【0027】
従来パウダーの組成と粘性の温度依存性を代表している活性化エネルギーに関して解析を行なった結果、活性化エネルギーを低下させる作用(温度依存性を小さくする作用)は、Li2Oが最も大きく、次いでCaF2、CaO、Na2Oの順番であった。Li2Oが添加されている場合にNa2OやCaF2を多量に添加すると活性化エネルギーの低下作用よりも粘性低下の影響が大きく、適正な特性を得にくい。また、パウダー中に通常含まれるAl2O3については、SiO2同様に粘性を高める効果があるが、温度依存性に関しては大きくする傾向があり、できるだけAl2O3は少量とする方が良い。
【0028】
まず、Li2O添加をベースとしたパウダー組成に関して検討を行なった。その結果、Li2Oは活性化エネルギーの低下とともに粘性の低下の作用も大きく、Li2O添加前のパウダー組成において粘性が高い組成としておく必要があることがわかった。
前述したように粘性を高くするためには、SiO2の含有量を増加させること(つまりCaO/SiO2で示される塩基度を小さくすること)が必要である。前述したように、Li2Oを添加した場合には、CaO、SiO2、Li2O以外のNa2OやCaF2を多量に含む場合には粘性が下がりすぎて適正なパウダー特性が得にくい。CaO、SiO2、Li2O以外の残りの成分は溶融温度や凝固温度の調整用として各3mass%以下で、かつ残りの成分の合計質量を10mass%未満の条件とし、CaO/SiO2とLi2Oを変化させて粘性の温度依存性を測定し、必要特性を満足している領域を求めた。
CaO、SiO2、Li2O以外の成分を各3mass%以下でかつ残りの成分の合計質量を10mass%未満とした理由は、溶融温度や凝固温度の調整用として十分な範囲であること、及び粘性の極端な低下を防止するためである。
【0029】
図5において、式(5)の条件を満たすものを○、満たさないものを×で示すように、CaO/SiO2とLi2Oとの関係で適正な範囲があり、下記式(6)、(7)に示す範囲となる。
6CaO/SiO2+Li2O≦11・・・(6)
1.85CaO/SiO2+Li2O≧6・・・(7)
ただし、0.5≦CaO/SiO2≦1.2であり、CaO(mass%)、SiO2(mass%)、Li2O(mass%)である。
【0030】
図5に示す適正領域の上側に外れる場合は低温側の粘性が高くなり、下側に外れる場合は高温側の粘性が低くなりすぎる。また、CaO/SiO2が0.5未満の場合には、パウダーの融点が高くなり溶融速度が遅くなるため実際の鋳造には耐えられない。CaO/SiO2が1.2より大きい場合には、Li2Oを添加しても適正な領域に入ることはない。なお、適正領域に入った組成では、活性化エネルギーが85(kJ/mol/K)以下になることはない。適正なパウダーの粘性を維持しつつ、かつ活性化エネルギーを85(kJ/mol/K)以下にするためには、CaO/SiO2を0.5未満として、溶融温度を低下させるためにさらにNa2OやCaF2を添加しなければならない。しかしながら、これ以上のCaO/SiO2の低下は、溶鋼中の介在物(特にアルミナ)の吸収効率を下げるとともに、パウダー中のSiO2の還元反応により溶鋼中に多量のアルミナを生成させる懸念がある。上記の理由で、活性化エネルギーを85(kJ/mol/K)以下にするパウダーは実際の鋳造には適さない。
【0031】
Li2Oは希少なため、パウダー中に大量に使用すると製造コストが非常に大きくなる。そのため、実際に鋳造に使用する場合にはLi2Oの添加を極力少なくすることが望ましく、Li2O削減の検討を行なった。
Li2O<3%の条件において、CaO、SiO2、Na2O、CaF2を対象に、Li2Oの適正組成を検討した際に得られた知見をもとに、CaO/SiO2とNa2O、CaF2の添加量との適正範囲を検討した。Li2O添加の条件を求めた際と同様に、CaO、SiO2、Na2O、CaF2以外の残りの成分を各3mass%以下でかつ残りの成分の合計質量を10mass%以下の条件とした。まず、CaO/SiO2とNa2OとCaF2の合計添加量の関係で整理した。なお、F分の取り扱いとしては、F分はCaF2として取り扱っており、CaF2として添加されたCa分は塩基度(CaO/SiO2)を計算する場合のCaO分には含まれていない。
【0032】
図6において、式(5)の条件を満たすものを○、満たさないものを×で示すように、下記式(8)及び式(9)で示す範囲で必要特性を満足する組成があることがわかったが、式(8)及び(9)を満足しても必ずしも必要特性を満足するとは限らない。
6CaO/SiO2+Na2O+CaF2≦25・・・(8)
1.85CaO/SiO2+Na2O+CaF2≧15・・・(9)
ただし、0.5≦CaO/SiO2≦1であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【0033】
そこで、式(8)及び式(9)の範囲内でNa2OとCaF2の質量%で整理すると、図7において、式(5)の条件を満たすものを○、満たさないものを×で示すように0.7≦Na2O/CaF2≦1.2となる範囲で必要特性が得られることがわかった。図6に示す適正領域の上側に外れる場合は低温側の粘性が高くなり、下側に外れる場合は高温側の粘性が低くなりすぎるのはLi2O添加で検討した場合と同様である。また、CaO/SiO2の適正範囲の上下限の意味合いはLi2O添加で検討した場合と同様である。Li2O添加に比較して、Na2OとCaF2の活性化エネルギー低下の作用が小さいため、大量に添加する必要がある。また、Na2OとCaF2に適切な添加比率が存在する理由としては、CaF2過剰側であるとSiO2の結晶を生成しやすい作用があり溶融しにくくなるためである。逆にNa2O過剰側では活性化エネルギー低下効果が十分ではなく必要とする特性が得られない。
通常使用されるパウダーは、溶融性制御及び保温性のためにCを含んでいるが、本発明例ではパウダーの質量比率からは除外している。また、パウダー原料として炭酸塩が使用される場合があるが、この場合も溶融状態では酸化物となっており、揮発成分は除外している。
パウダー組成は、下記のように決定している。まず、パウダーを完全に溶融させ、C分や炭酸塩の炭酸分を完全に除去した後に、急冷しガラス化させる。ガラス化したパウダーを蛍光X線法を用いて、酸素分を除いて各元素濃度を求める。F分が存在する場合は、CaF2として存在すると仮定し、残りのCa分はCaOとして算出する。その他の金属元素ならびにBなどの元素は各々酸化物と存在するとして、最終的には酸化物及び弗化物のトータルとして100mass%となるように算出する。
【0034】
次に試作したパウダーを用いて実機連鋳機で鋳造試験を行いその効果を検証した。表1に示す特性のパウダー及び表2に示す成分の溶鋼を用いて連続鋳造を行い、パウダー流入特性の指標としてBO(ブレークアウト)検知発生率をパウダー巻込み特性の指標として冷延板の内部欠陥探傷結果(磁粉探傷)を用いて評価した。
【0035】
【表1】
【0036】
【表2】
【0037】
BO検知発生率は、鋳型内に設置された熱電対の温度分布より発報したBO検知の回数を単位鋳造長当たりの回数としたものである。鋳型−凝固シェル間へのパウダー流入が不均一あるいはまったく流入していない位置がある場合、鋳型に凝固シェルが焼きつき鋳片の破断が生じる(いわゆるブレークアウト)。
パウダー流入の不均一に起因するBO検知の発生率がパウダー流入性の指標として最も適しており、実際の鋳造において鋳造速度を決定している因子の一つである。良好な鋳造状態では、BO検知率は0.0001(1/m)以下である。内部欠陥探傷結果は、スラブを熱間圧延及び冷間圧延した後の冷延鋼板を漏洩磁束を用いて欠陥探傷した結果である。内部欠陥探傷結果は、0.03(1/m2)以下が良好な範囲となる。
【0038】
鋳造条件は、鋳型サイズを1800mm×280mmとし、鋳造速度を変更して各パウダーでのパウダー流入起因の鋳造限界速度とパウダー巻込み起因の鋳造限界速度を評価した。
図8に鋳造速度に対するBO検知発生率及び内部欠陥探傷指数の関係を示す。内部欠陥探傷指数は、0.03(1/m2)を1として指標化したものである。パウダーA(1300℃の粘性が0.2Pa・s)は、鋳造速度が1.7m/minまでほとんどBO検知もなく鋳造性に関しては非常に良好であるが、鋳造速度が1.3m/minを超えると内部欠陥探傷指数が1を大幅に超えることがわかる。
【0039】
パウダーB(1300℃の粘性が0.4Pa・s)では、鋳造速度が1.5m/min以下の領域では内部欠陥探傷結果の悪化は見られないものの、BO検知は鋳造速度が1.3m/min以上で増加し、1.7m/minで安定的な鋳造に耐えられないほどのBO検知が生じている。
それに対して、試作したパウダー(パウダーC)は、1.5m/min以上でのBO検知の増加もほとんどなく、内部欠陥探傷結果も良好な結果が得られた。この結果から、前述した粘性の温度依存性を適正に制御することによりパウダー流入性とパウダー巻込み防止を両立できることが確認された。
【実施例1】
【0040】
以下、本発明に係る連続鋳造用パウダーについて、実験を行った結果を詳細に説明する。
表3に示す条件で連続鋳造し、BO検知の発生率と内部欠陥探傷結果を比較した。連続鋳造の形態を以下に記載する。
まず、転炉で脱炭した溶鋼を取鍋に受けて、RH(真空脱ガス装置)を用いて脱炭処理を行う。脱炭後、Alを添加し脱酸し、所定時間の攪拌を加えた後に、成分調整のための合金類を添加した。成分調整が終了した溶鋼は、取鍋から中間容器であるタンディッシュに耐火物製ノズルを介して供給した。鋳造条件は、鋳造幅1800mm、鋳造厚280mm、鋳造速度1.7m/minである。溶鋼の成分を表5に示す。尚、表5では、各水準での成分の範囲を示している。
表4中に示したBO検知発生率は、鋳型内に設置された熱電対の温度分布より発報したBO検知の回数を単位鋳造長当たりの回数としたものである。良好な鋳造状態では、BO検知率は0.0001以下である。表4中に示した内部欠陥探傷結果は、スラブを熱間圧延及び冷間圧延した後の冷延鋼板を漏洩磁束を用いて欠陥探傷した結果である。内部欠陥探傷結果は、0.03(1/m2)以下が良好な範囲となる。
尚、表4において、BO検知発生率と内部欠陥探傷結果の両者が良好な場合を総合評価で○とし、一方でも良好でない場合を×とした。
【0041】
【表3】
【0042】
【表4】
【0043】
【表5】
【0044】
実験例3(表3乃至表5におけるNO.3)では、CaO/SiO2に対して適正なNa2O及びCaF2量となっているため、1200℃及び1500℃の粘性が所定の範囲内に入っており、BO検知発生率及び内部欠陥探傷結果とも低位安定となっている。
【0045】
一方、実験例4(表3乃至表5におけるNO.4)では、CaO/SiO2に対するLi2O量あるいはNa2O及びCaF2量が適正でないため、1200℃での粘性が0.720Pa・Sと高く、BO検知発生率が高くなっている。
また、実験例5(表3乃至表5におけるNO.5)では、CaO/SiO2に対するLi2O量が適正でないため、1500℃での粘性が0.080Pa・sと低く、内部欠陥探傷結果が高くなっている。同様に、実験例6(表3乃至表5におけるNO.6)でも、1500℃での粘性が0.073Pa・sと低く、内部欠陥探傷結果が高くなっている。
【0046】
以上のように、本発明に係る連続鋳造用パウダーを使用して連続鋳造を行うことにより、生産性低下を招くBO発生を抑制しつつ、パウダー巻き込みが少ない高速鋳造が可能である。
【特許請求の範囲】
【請求項1】
鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダー。
‐0.5108‐0.00000519×E<ln(η)<‐2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【請求項2】
鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、C分及び揮発成分を除いた酸化物及びフッ化物の合計量に対するCaO、SiO2、Na2O、CaF2の合計量が90mass%以上かつAl2O3、MgO及びLi2Oが各々3mass%以下であり下記式(3)を満足することを特徴とする請求項1に記載の連続鋳造用パウダー。
15−1.85CaO/SiO2≦Na2O+CaF2≦25−6CaO/SiO2
・・・(3)
ただし、0.5≦CaO/SiO2≦1、0.7≦Na2O/CaF2≦1.2であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【請求項1】
鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、CaO及びSiO2を主成分とし、凝固温度が1200℃以下かつ活性化エネルギーE(kJ/mol/K)と1300℃の粘性η(Pa・s)が下記式(1)を満足することを特徴とする連続鋳造用パウダー。
‐0.5108‐0.00000519×E<ln(η)<‐2.303+0.00000862×E・・・(1)
ただし、E>85kJ/mol/K
【請求項2】
鋼の連続鋳造を行なうに当たって鋳型内の溶鋼表面に添加する酸化物系パウダーにおいて、C分及び揮発成分を除いた酸化物及びフッ化物の合計量に対するCaO、SiO2、Na2O、CaF2の合計量が90mass%以上かつAl2O3、MgO及びLi2Oが各々3mass%以下であり下記式(3)を満足することを特徴とする請求項1に記載の連続鋳造用パウダー。
15−1.85CaO/SiO2≦Na2O+CaF2≦25−6CaO/SiO2
・・・(3)
ただし、0.5≦CaO/SiO2≦1、0.7≦Na2O/CaF2≦1.2であり、CaO(mass%)、SiO2(mass%)、Na2O(mass%)、CaF2(mass%)である。
【図1】

【図2】
【図3】
【図4】

【図5】

【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−99791(P2013−99791A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2013−25866(P2013−25866)
【出願日】平成25年2月13日(2013.2.13)
【分割の表示】特願2009−157014(P2009−157014)の分割
【原出願日】平成21年7月1日(2009.7.1)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成25年2月13日(2013.2.13)
【分割の表示】特願2009−157014(P2009−157014)の分割
【原出願日】平成21年7月1日(2009.7.1)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]