
遊技機製造システム
【課題】遊技機製造に際して複数種類の装着装置を一元管理したり、各装置の稼働状況等についてもその管理を簡略化する。
【解決手段】遊技機製造システム10は、管理コンピュータ100を備え、遊技盤Yの搬送コンベヤ12の上流側から、釘打ち装置20と、レール装着装置200と、玉戻防止片装着装置300と、風車装着装置400と、コーナーサイド装着装置500の装着装置を有する。管理コンピュータ100と上記した各装置とはデータの送受信が可能に接続されており、管理コンピュータ100と各装着装置は、装着物装着に必要な装着位置データや生産管理上のデータを共通に記憶する。そして、各装着装置は、管理コンピュータ100に装着位置データの補正データや生産管理上のデータを送信する。
【解決手段】遊技機製造システム10は、管理コンピュータ100を備え、遊技盤Yの搬送コンベヤ12の上流側から、釘打ち装置20と、レール装着装置200と、玉戻防止片装着装置300と、風車装着装置400と、コーナーサイド装着装置500の装着装置を有する。管理コンピュータ100と上記した各装置とはデータの送受信が可能に接続されており、管理コンピュータ100と各装着装置は、装着物装着に必要な装着位置データや生産管理上のデータを共通に記憶する。そして、各装着装置は、管理コンピュータ100に装着位置データの補正データや生産管理上のデータを送信する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、遊技盤の盤面に種々の装着物を装着して遊技機を製造する遊技機製造システムに関する。
【背景技術】
【0002】
遊技機を製造する上では、遊技盤の盤面に、盤面への発射玉の案内となる遊技用レールやレール上端の玉戻り防止機構、釘、風車等の種々の装着物を装着する必要がある。こうした装着物装着には、各装着物ごとの装着装置が用いられる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
このように、遊技機製造には複数種類の装着装置が用いられているにも拘わらず、各装置が個別に管理されているに過ぎなかった。このため、遊技機製造を統括的に管理したりすることが求められるに至った。
【0004】
本発明は、上記問題点を解決するためになされ、遊技機製造に際して複数種類の装着装置を一元管理したり、各装置の稼働状況等についてもその管理を簡略化することを目的とする。
【課題を解決するための手段】
【0005】
かかる課題の少なくとも一部を解決するため、本発明の第1の遊技機製造では、装着物ごとに用意された複数種類の装着装置のそれぞれと、これら装着装置とデータの送受信が可能とされた管理コンピュータとについて、データ群のデータを共通に記憶するようにした。このデータ群は、遊技機機種を特定する機種データと、該機種データで定まる装着物を該当する装着装置で装着するために必要な制御データとを対応つけたものである。このようにデータ群のデータを共通して記憶するには、機種データとこれに対応つけた制御データとを管理コンピュータからそれぞれの装着装置に送信することが簡便である。また、こうすれば、管理コンピュータを、例えば、装着装置設置の製造ラインから離れて設置できるので、コンピュータにとって好適に空調管理された環境に管理コンピュータを設置できる。
【0006】
なお、本発明の管理コンピュータとは別のコンピュータから、複数種類の装着装置のそれぞれと管理コンピュータに、データ群のデータを共通に送信し、これを記憶するようにすることもできる。こうした別のコンピュータとしては、設計部門のCAD・CAMコンピュータなどがある。
【0007】
こうしてデータの共通記憶を図った上で、複数種類の装着装置は、生産対象となる遊技機機種についての機種データに対応する制御データを用いて、遊技盤に装着物を装着する。従って、管理コンピュータは、データの共有化を通してそれぞれの装着装置の装着駆動状況を設定できる。しかも、装着装置が機種データに対応する制御データを修正すれば、その修正後の修正後制御データを用いて装着物を装着できる。その上、管理コンピュータは送信を受けた修正後制御データを機種データに対応つけて記憶するので、装着装置で装着物装着に用いられているデータ種別(修正前の制御データ・修正後の制御データ)を把握できる。また、装着装置の再設定等に当たっては、記憶済みの修正前の制御データと修正後の制御データを装着装置に送信することで、装着装置を修正前の制御データを用いた装着物装着としたり、修正後の制御データを用いた装着物装着に用いたりといった対処を図ることができる。
【0008】
また、遊技機製造では、同一機種を複数台に亘って製造することが常であるから、遊技盤(即ち遊技機)を遊技機機種と対応つけることが可能である。よって、遊技盤を特定する遊技盤データを、上記の機種データに対応つけておくことで、遊技盤コードごと(製造対象の遊技機ごと)に、上記の対処も可能となる。
【0009】
こうしたシステムを構築するに当たり、複数種類の装着装置の一つとして、遊技盤盤面に異なる風車を装着する風車装着装置を備える場合には、次のようにすることができる。まず、管理コンピュータと風車装着装置が共通して記憶する制御データを、異なる風車ごとの風車装着に必要な制御データとする。そして、風車装着装置は、異なる風車を制御データに応じて選択し、その選択した風車を制御データを用いて遊技盤に装着する。こうすれば、装着する風車が異なりその装着位置などが相違しても、こうした相違は制御データに反映していることから、異なる風車を支障なく装着できる。そして、風車装着装置にて制御データが修正されても、上記したように種々対応できる。
【0010】
また、上記の課題の少なくとも一部を解決するため、本発明の第2の遊技機製造システムでは、装着物ごとに用意された複数種類の装着装置のそれぞれから管理コンピュータに、該当する装着装置での装着物の装着状況を表す装着状況データ入力する。管理コンピュータは、この入力した装着状況データに基づいて、複数種類の装着装置ごとの装着物の装着状況を表示する。よって、管理コンピュータの側で、総ての装着装置の装着状況を表示・提示できるので、生産管理が一元化でき、なおかつ、簡便である。
【0011】
こうした手法を採った上で、管理コンピュータに、前記入力した装着状況データを更新記憶するようにすれば、装着状態を更新しつつ表示できる。よって、一定期間ごと、例えば一日ごとの装着状況を容易に管理できる。
【0012】
また、装着状況データに、装着物装着の進捗状況と、装着物装着の装着不良の発生状況とを含ませ、管理コンピュータで、生産対象となる遊技機の機種ごとに、前記装着状況データに基づく装着状況表示を行うようにすることもできる。
【0013】
こうすれば、遊技機の機種ごとに、進捗状況や装着不良の発生状況等を容易に管理できる。
【図面の簡単な説明】
【0014】
【図1】実施例の遊技機製造システム10の全体を表すブロック図である。
【図2】釘打ち装置20で行う釘打ちの様子を概略的に説明する説明図である。
【図3】レール装着装置200で行うレール装着の様子を概略的に説明する説明図である。
【図4】玉戻防止片装着装置300で行う玉戻防止片TBの装着の様子を概略的に説明する説明図である。
【図5】玉戻防止片装着装置300が有する防止片把持装置310を概略的に示す斜視図である。
【図6】風車装着装置400で行う風車FWの装着の様子を概略的に説明する説明図である。
【図7】風車装着装置400の構成を概略的に示すブロック図である。
【図8】風車FWの装着位置データ補正の際におけるタッチパネル430での表示の様子を示す説明図である。
【図9】コーナーサイド装着装置500で行うコーナーサイドKSの装着の様子を概略的に説明する説明図である。
【図10】コーナーサイド装着装置500が有するコーナーサイド把持装置510を概略的に示す斜視図である。
【図11】管理コンピュータ100がそのメモリ部120に記憶するデータの概要を示す説明図である。
【図12】メモリ部120にて記憶・管理されるデータの詳細を説明する説明図である。
【図13】風車装着装置400による実際の風車打ちに先だって行われる準備制御の内容を示すフローチャートである。
【図14】風車装着装置400が行う風車打ち制御の内容を示すフローチャートである。
【図15】管理コンピュータ100におけるモニタ装置110での表示の一態様の概要を示す説明図である。
【図16】モニタ装置110での表示態様の詳細を示す説明図である。
【図17】生産管理に関する表示の様子を種々表す説明図である。
【図18】図16の画面表示からの表示切り替えの様子を示す説明図である。
【発明を実施するための形態】
【0015】
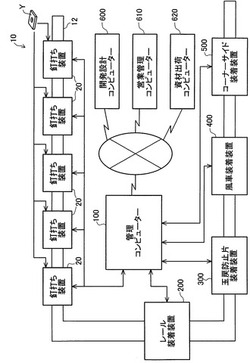
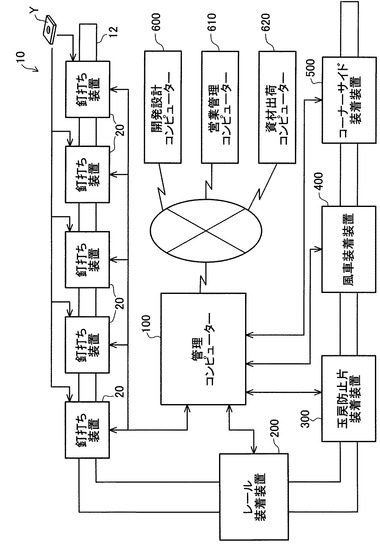
次に、本発明に係る遊技機製造システムの実施の形態を実施例に基づき説明する。図1は実施例の遊技機製造システム10の全体を表すブロック図である。
図示するように、遊技機製造システム10は、管理コンピュータ100を備え、遊技盤Yを搬送する搬送コンベヤ12に沿って、その上流側から、5台の釘打ち装置20と、レール装着装置200と、玉戻防止片装着装置300と、風車装着装置400と、コーナーサイド装着装置500とを有する。なお、搬送コンベヤ12をレール装着装置200から構築するようにすることもできる。この場合は、釘打ち装置20で釘打ち済みの遊技盤Yを貯め置き、順次この遊技盤Yをレール装着装置200に投入する。
【0016】
管理コンピュータ100は、上記した各装置とデータの送受信が可能に接続されているほか、外部の開発設計コンピュータ600や、営業管理コンピュータ610、資材出荷コンピュータ620ともデータ送受信が可能に接続されている。こうした外部のコンピュータとの接続に際しては、公衆回線網を利用したものの他、LAN(ローカルエリアネットワーク)にて接続したり、コンピュータ同士を専用線で直接接続することもできる。
【0017】
管理コンピュータ100は、こうした外部のコンピュータから定期的に、或いは新規の遊技機機種開発の都度等の所定時期にデータの送信を受ける。具体的には、開発設計コンピュータ600からは、遊技機機種ごとの釘打ちデータや風車打ちデータの他、遊技盤の装着対象となる風車種別や、玉戻り防止装置の装着位置データ、コーナーガイドの装着位置データ、遊技レールの装着位置データ等を遊技機製造に関する一切のデータの送信を受ける。営業管理コンピュータ610からは、遊技機の販売契約に基づく生産計画に関するデータの送信を受け、資材出荷コンピュータ620からは、製造予定台数や製造計画等のデータの送信を受ける。これらデータを受信した管理コンピュータ100は遊技機機種に対応つけてその生産台数データや、上記の風車装着装置400等の各装置に用いる製造データ、管理データを構築する。こうしたデータ構築については後述する。
【0018】
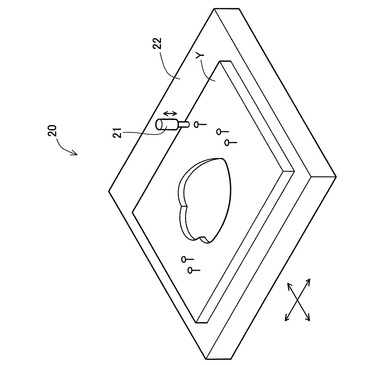
釘打ち装置20は、装置に搬入された遊技盤Yに釘打ちを行う。図2は釘打ち装置20で行う釘打ちの様子を概略的に説明する説明図である。
図示するように、釘打ち装置20は、釘打ちハンマ21で釘を遊技盤Yに打ち込む。この際、図示しない釘把持機器で釘を把持し、その上方にハンマ21を待機させる。そして、遊技盤Yを後述する制御データに基づいてx−yテーブル装置22により移動させ、制御データが規定する釘打ち位置データの位置に、釘打ちする。この釘打ち位置データは、釘打ち装置20が有するタッチパネル(図示略)にて、随時修正可能であり、修正後の釘打ち位置データは、補正データとして釘打ち装置20に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0019】
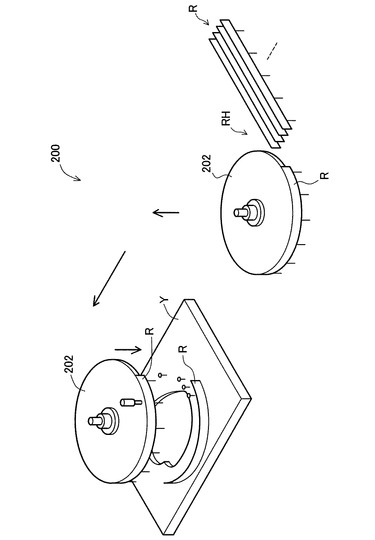
レール装着装置200は、釘打ち装置20を経て搬入された遊技盤Yに遊技球の案内レールRを固定する。図3はレール装着装置200で行うレール装着の様子を概略的に説明する説明図である。
図示するように、レール装着装置200は、案内レールRを湾曲させて保持するレールドラム202を備え、レール補給エリアRHの案内レールRをレールドラム202の外周に巻き付けて保持する。そして、レール保持済みのレールドラム202を後述する制御データに基づいて遊技盤Y上方まで移動させる。次いで、レールドラム202を盤面近くまで降下させ、案内レールRを遊技盤Yに装着する。このレール装着に際しては、図示しないレール打ち込み機器が案内レールRだけを遊技盤Yに押し付ける。これにより、案内レールRは、下端に有する釘を遊技機盤面に入り込ませ、遊技盤Yに固定される。レール装着装置200は、こうしたレール装着を内外の2本のレールについて行う。
【0020】
レール装着位置は、制御データが規定するレール装着位置データ(詳しくは、レールドラム202の停止位置と回転角度)で定まり、この内外のレール装着位置データは、レール装着装置200が有するタッチパネル(図示略)にて、随時修正可能であり、修正後のレール装着位置データは、補正データとしてレール装着装置200に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0021】
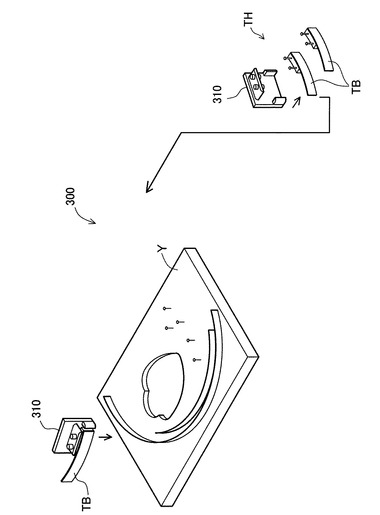
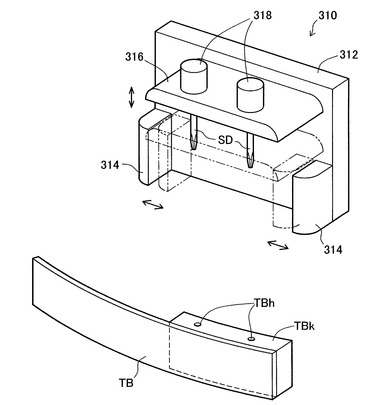
玉戻防止片装着装置300は、レール装着装置200を経て搬入された遊技盤Yの内側案内レール末端位置に玉戻防止片TBを固定する。図4は玉戻防止片装着装置300で行う玉戻防止片TBの装着の様子を概略的に説明する説明図、図5は玉戻防止片装着装置300が有する防止片把持装置310を概略的に示す斜視図である。
【0022】
図示するように、玉戻防止片装着装置300は、玉戻防止片補給エリアTHの玉戻防止片TBを防止片把持装置310で把持する。防止片把持装置310は、例えば多軸の間接を有するロボットアーム(図示略)に固定されており、玉戻防止片補給エリアTHから遊技盤Yの盤面までの2軸移動や盤面への降下のほか、鉛直軸周りの旋回も可能とされ、玉戻防止片TBをその装着位置に運ぶ。
【0023】
防止片把持装置310は、図5に示すように、本体基板312に玉戻防止片TBを把持するための把持片314を備え、当該把持片を左右移動させて把持片間の広狭を図り、玉戻防止片TBをその装着部TBkで把持する。また、防止片把持装置310は、把持した玉戻防止片TBを遊技盤Yの盤面にねじ止めするため、上下動可能とされたテーブル316に二つの螺旋止め用のモータ318を有する。
【0024】
こうした構成を有する防止片把持装置310は、玉戻防止片TBを遊技盤Yの上方まで移動させた後に、これを盤面上に載置させる。次いで、テーブル316を降下させ、モータ318先端のドライバSDを装着部TBkの螺旋孔TBhに入れ込む。この孔には予めねじが入り込んでいるので、モータ318を回転駆動してねじ締めを行い、玉戻防止片TBを遊技盤Yに装着する。
【0025】
玉戻防止片TBの装着位置は、制御データが規定する玉戻防止片装着位置データで定まり、この玉戻防止片装着位置データは、玉戻防止片装着装置300が有するタッチパネル(図示略)にて、随時修正可能であり、修正後の玉戻防止片装着位置データは、補正データとして玉戻防止片装着装置300に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0026】
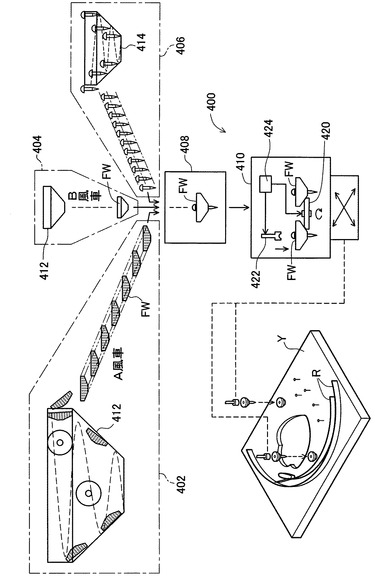
風車装着装置400は、玉戻防止片装着装置300を経て搬入された遊技盤Yに風車FWを固定する。図6は風車装着装置400で行う風車FWの装着の様子を概略的に説明する説明図、図7は風車装着装置400の構成を概略的に示すブロック図である。
【0027】
図示するように、風車装着装置400は、遊技機機種ごとに或いは遊技機ごとに異なる風車FWを装着できるよう、2種類の風車供給系を有する。即ち、風車装着装置400は、第1の風車(A風車)を供給する第1風車供給装置402と、第2の風車(B風車)を供給する第2風車供給装置404と、風車打ちのための釘を供給する風車釘供給装置406と、風車の中心の貫通孔に釘を挿入して風車と釘を一体とする釘挿入装置408と、釘と一体となった風車を把持して遊技盤Yの盤面への移動を行う風車把持移動装置410とを有する。
【0028】
第1風車供給装置402と第2風車供給装置404は、それぞれ風車ホッパー412と図示しない風車搬送路を備える。風車ホッパーは、振動を利用してホッパー内の風車を風車搬送路の始点まで一つずつ搬送すると共に、この搬送路始点で、貫通孔への釘挿入に備えた姿勢(貫通孔が上下に延びる姿勢)となるように風車を搬送する。風車搬送路は、この姿勢で風車を釘挿入装置408まで搬送する。なお、搬送路での搬送途中で、風車を上記姿勢とするように構成することもできる。
【0029】
風車釘供給装置406は、上記の風車ホッパーと同様の釘ホッパー414を備え、当該釘ホッパーでの振動動作にて、風車打ちようの釘を上下姿勢で釘挿入装置408まで搬送する。
【0030】
釘挿入装置408は、こうして搬送された風車の貫通孔に釘を挿入して両者を一体とし、その後の風車打ちができるようにする。この釘挿入に際して、釘挿入装置408は、後述する制御データを受けて第1風車供給装置402からの風車FWと、第2風車供給装置404からの風車FWのいずれかを選択し、その選択した風車FWについて釘挿入を行うよう構成されている。
【0031】
風車把持移動装置410は、釘挿入済みの二つの風車FWを把持する風車把持腕420と、風車釘を打ち込む風車打ハンマー422と、これら把持腕・ハンマーを駆動する風車釘打装置424とを備える。風車把持移動装置410は、後述の制御データで指定される風車装着位置に風車FWを装着(風車打ち)するための風車FWの遊技機盤面上方への移動・風車降下・風車打ち等を実行すべく、風車把持腕420の2軸移動・上下動作・旋回や、風車打ハンマー422のハンマ打ち動作を行う。風車把持移動装置410は、こうした動作を行うため、例えば多軸の間接を有するロボットアーム(図示略)に風車把持腕420を固定し、当該ロボットアームにて、風車把持腕420を遊技盤Yの盤面まで2軸移動させたり、盤面に対する上下動作を行う。
【0032】
通常、遊技盤Yには左右に一つずつの風車FWを装着する。よって、風車把持移動装置410は、風車把持腕420の一つの風車FWを一方の装着位置(例えば左方位置)に移動させて風車打ちが完了すると、風車把持腕420を旋回させて他方の風車FWを他方の装着位置(右方位置)に移動させる。こうした風車移動の際には、風車把持腕420は、一旦盤面から上昇し、その後に盤面への降下を行う。
【0033】
上記した風車FW(左右の風車)の装着位置は、制御データが規定する風車装着位置データで定まり、この風車装着位置データは、風車装着装置400が有する後述のタッチパネル430(図7参照)にて、随時修正可能であり、修正後の風車装着位置データは、補正データとして風車装着装置400に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0034】
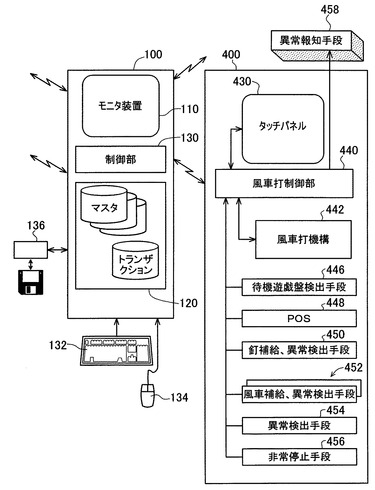
風車装着装置400は、図7に示すように、上記した各装置を統合制御する風車打制御部440と、タッチパネル430、風車打機構442、待機遊技盤検出手段446、光学読取機器(POS)448、釘補給・異常検出手段450、風車供給装置ごとの風車補給・異常検出手段452、異常検出手段454、非常停止手段456および異常報知手段458とを接続して備える。
【0035】
風車打機構442は、上記した第1風車供給装置402、第2風車供給装置404、風車釘供給装置406、釘挿入装置408および風車把持移動装置410で構成され、各装置で必要な駆動機器を駆動制御する。例えば、第1・第2の風車供給装置や風車釘供給装置406における風車ホッパー412や釘ホッパー414を振動制御する。釘挿入装置408については、風車貫通孔への釘挿入のための機器を駆動する。具体的には、釘把持機器での釘把持や把持解除のための機器駆動を行う。風車把持移動装置410については、既述したような風車把持腕420の各動作を実行する。こうした機器駆動は、風車打制御部440からの制御データに基づき行われる。
【0036】
待機遊技盤検出手段446は、搬送コンベヤ12により玉戻防止片装着装置300を経て搬送される遊技盤Yが風車装着装置400の所定の待機位置に正しく待機されているか否かを検出し、その信号を風車打制御部440に送信する。具体的には、上記の待機位置に近接センサを備え、当該センサの出力で遊技盤Yの待機位置待機を検出する。
【0037】
POS448は、遊技盤Yごとにこれを区別・特定するよう割り付けられた遊技盤データ(例えば、製造シリアル番号)を光学的に読み取り、当該遊技盤データを風車打制御部440に送信する。こうした構成としては、遊技盤Yに遊技盤データを含むバーコードを取り付け、POS448では、バーコードリーダで遊技盤データを読み込む。本実施例では、一つの遊技機機種について複数台の遊技盤Yを生産することを考慮し、この遊技機の機種データも遊技盤データに対応つけてバーコードにデータ化されている。
【0038】
釘補給・異常検出手段450は、風車釘供給装置406における釘ホッパー414内の釘の残存状態に応じて釘の補給要否を判別し、その結果を風車打制御部440に送信する。また、この釘補給・異常検出手段450は、風車釘供給装置406における釘供給(釘搬送)の異常の有無や搬送される釘の曲がり等の釘に関する種々の異常を光学センサ等のセンサで判別し、その結果を風車打制御部440に送信する。こうした信号を受けた風車打制御部440は、釘補給を促すための音声案内やランプ等の点灯制御を行ったり、釘供給異常の回避を促すための音声案内やランプ等の点灯制御を行う。こうした報知に際して、異常報知手段458が用いられる。
【0039】
風車補給・異常検出手段452は、第1風車供給装置402や第2風車供給装置404における風車ホッパー412内の風車の残存状態に応じて風車の補給要否を判別し、その結果を風車打制御部440に送信する。また、この風車補給・異常検出手段452は、各風車供給装置における風車供給(風車搬送)の異常の有無や風車破損等の異常の他、生産対象となっている遊技盤Yに適する風車(即ち、遊技盤データに対応する風車種の風車)とは異なる風車種類異常等を光学センサ等の適宜なセンサで判別し、その結果を風車打制御部440に送信する。こうした信号を受けた風車打制御部440は、風車補給や風車供給異常の回避を促すための音声案内やランプ等の点灯制御を、異常報知手段458を用いて行う。
【0040】
異常検出手段454は、風車打機構442における各駆動機器の動作異常(例えば、停止位置異常等)の有無を判別し、その結果を風車打制御部440に送信する。非常停止手段456は、こうした異常が起きた場合に装置を一時停止させるための信号を風車打制御部440に送信する。風車打制御部440は、この一時停止信号を受けて、風車打機構442の各駆動機器を一時停止させる。こうした一時停止と同時に、異常報知手段458を介して装置駆動異常の旨を報知する。なお、非常停止手段456は、手動操作される非常停止ボタンとしても機能する。
【0041】
上記した異常検出手段が該当する異常を検出すると、風車打制御部440は、その信号を受けて異常回避のための作業手順をタッチパネル430に表示するように構成することもできる。このようにするには、風車打制御部440のメモリ領域に上記のそれぞれの異常をコード化した異常データと、異常回避のための作業手順とを対応つけて予め記憶しておく。そして、異常検出手段から送信を受けた異常内容(異常コード)に対応する作業手順をメモリ領域から読み出し、その内容をタッチパネル430に表示すればよい。こうすれば、作業者による異常復旧の手順の統一化、作業効率向上といった利点がある。
【0042】
また、上記した異常検出手段が該当する異常を検出すると、風車打制御部440は、その異常が復旧されるまで装置機器の駆動を停止させ、異常復旧後にそれ以降の機器制御を行う。
【0043】
タッチパネル430は、管理コンピュータ100が有するモニタ装置110とほぼ同様の機能を果たし、製造対象となっている遊技盤Yについての風車打ちに関する制御データを表示する。こうした制御データの表示に際しては、POS448で読み込んだ遊技盤データに該当する制御データを風車打制御部440が判読し、当該制御データをタッチパネル430に表示する。
【0044】
管理コンピュータ100は、モニタ装置110や後述のデータ管理や表示制御を行うための制御部130、キーボード132、マウス134のほか、データの読み書きを行う外部記憶装置136を有する。これにより、管理コンピュータ100のデータを別の遊技機製造システムに転送して使用することができる。
【0045】
また、タッチパネル430は、製造対象となっている遊技盤Yに装着する風車FWの装着位置データの補正のために使用される。図8は風車FWの装着位置データ補正の際におけるタッチパネル430での表示の様子を示す説明図である。図示するように、装着位置データの補正時には、タッチパネル430は、風車の種類(A風車、B風車)ごとに、予め制御データで定まっている装着位置データ(座標位置)と補正後の装着位置データ(座標位置)を表示する。これらデータ(座標位置)は、x座標データとy座標データである。補正後の装着位置データ(座標位置)の表示箇所は、タッチスイッチとしても機能し、使用者の指先での押圧があると、タッチパネル430は、補正座標値入力のために例えばテンキー画面を表示する。そして、この入力画面で補正座標値の入力があると、セットキー等の入力完了キー操作後に、図8の補正後の装着位置データ(座標位置)の表示箇所に、補正後のx座標データとy座標データの補正後装着位置データを表示する。こうした補正後装着位置データの表示に際し、補正前の装着位置データからの差分(補正分)を表示するようにしてもよい。
【0046】
こうして装着位置データが補正されると、風車打制御部440は、その補正後の装着位置データを管理コンピュータ100に送信する。管理コンピュータ100は、これを受けて、後述する表示態様の一つとして、図8と同じような表示をモニタ装置110に映し出す。
【0047】
上記したように、風車装着装置400は、タッチパネル430を備えるが、既述した釘打ち装置20やレール装着装置200、玉戻防止片装着装置300および後述のコーナーサイド装着装置500にあっても、各装置ごとにタッチパネルを備え、それぞれのタッチパネルにて各装着物の装着位置データの表示とその補正が可能である。また、各装着装置は、補正後の装着位置データを管理コンピュータ100に送信し、管理コンピュータ100はモニタ装置110にそのデータを、風車の装着位置データの表示と同様にして表示する。
【0048】
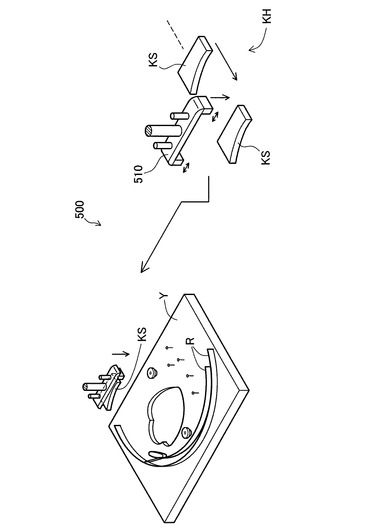
コーナーサイド装着装置500は、風車装着装置400を経て搬入された遊技盤Yの外側案内レール末端位置にコーナーサイドKSを固定する。図9はコーナーサイド装着装置500で行うコーナーサイドKSの装着の様子を概略的に説明する説明図、図10はコーナーサイド装着装置500が有するコーナーサイド把持装置510を概略的に示す斜視図である。
【0049】
図示するように、コーナーサイド装着装置500は、コーナーサイド補給エリアKHのコーナーサイドKSをコーナーサイド把持装置510で把持する。コーナーサイド把持装置510は、例えば多軸の間接を有するロボットアーム(図示略)に固定されており、コーナーサイド補給エリアKHから遊技盤Yの盤面までの2軸移動や盤面への降下のほか、鉛直軸周りの旋回も可能とされ、コーナーサイドKSをその装着位置に運ぶ。
【0050】
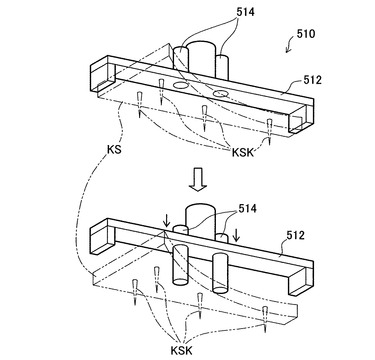
コーナーサイド把持装置510は、図10に示すように、開脚した本体基板512を備え、当該基板両端の脚を防止片把持装置310と同様に広狭させてコーナーサイドKSを把持する。また、コーナーサイドKSは樹脂製であることから、本体基板512は、その下面に吸着パットを備え当該パットでコーナーサイドKSを吸着・保持する。そして、このコーナーサイド把持装置510は、把持したコーナーサイドKSの下面の釘KSKを盤面に埋め込んでコーナーサイドKSを盤面に固定するため、上下動可能とされた二つのピストン514を有する。
【0051】
こうした構成を有するコーナーサイド把持装置510は、コーナーサイドKSを遊技盤Yの上方まで移動させた後に、これを盤面上に載置させる。次いで、ピストン514を降下させ、コーナーサイドKSを遊技盤Yに装着する。
【0052】
コーナーサイドKSの装着位置は、制御データが規定するコーナーサイド装着位置データで定まり、このコーナーサイド装着位置データは、コーナーサイド装着装置500が有するタッチパネル(図示略)にて、随時修正可能であり、修正後のコーナーサイド装着位置データは、補正データとしてコーナーサイド装着装置500に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0053】
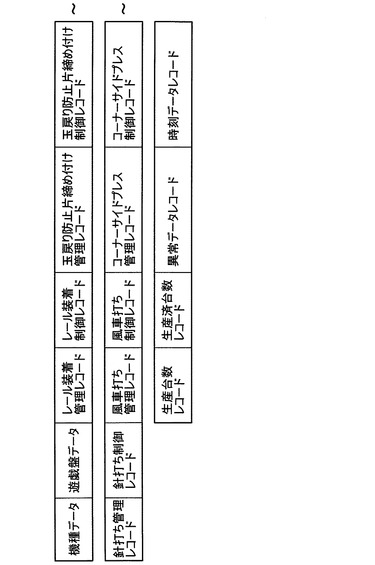
次に、管理コンピュータ100が関与するデータ管理と生産状況表示について説明する。図11は管理コンピュータ100がそのメモリ部120に記憶するデータの概要を示す説明図、図12はメモリ部120にて記憶・管理されるデータの詳細を説明する説明図である。
【0054】
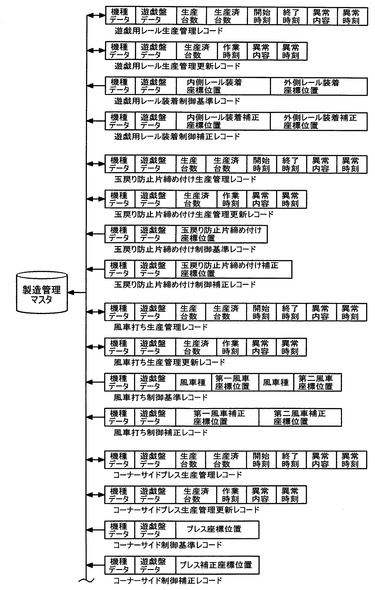
図11に示すように、管理コンピュータ100は、そのメモリ部120に上記の各装着装置ごとにその管理データ群で構成される管理レコードと、装着装置の駆動制御に関与する制御データ群で構成される制御レコードのほか、生産台数レコード、生産済み台数レコード、異常データレコード、時刻データレコードを、遊技機機種と遊技盤Yの識別子に関連つけて記憶する。これらレコードを風車装着装置400を例に採り説明すると、図12のように、管理レコードは、風車打ち生産管理レコードと風車打ち生産管理更新レコードを含み、前者のレコードは、遊技機の機種を特定する機種データと、生産対象となる遊技盤Yを特定するための遊技盤データと、該当する機種の生産台数のデータと、生産済み台数のデータと、該当遊技盤の風車打ちを開始した開始時刻データと、その遊技盤について風車打ちを終了した終了時刻データと、異常内容のデータと、その異常が発生した時刻のデータを含む。
【0055】
こうした生産管理レコードのデータのうち、生産開始当初では、生産済み台数データと開始時刻データと終了時刻データと異常内容データと異常発生時刻データについては、データが存在しない(null)状態であり、風車装着装置400からの信号入力の都度に書き込まれる。例えば、異常内容データと異常発生時刻データであれば、釘補給・異常検出手段450や、風車補給・異常検出手段452、異常検出手段454で異常を検出すると、その時の時刻データと異常内容データ(異常内容コード)が、風車装着装置400(風車打制御部440)から管理コンピュータ100に送信される。
【0056】
また、上記の機種データと遊技盤データと生産台数のデータとは、その製造計画により予め定まり、管理コンピュータ100は、これらデータを対応つけて記憶する。こうした記憶に当たっては、営業管理コンピュータ610等からのデータの送信を経て記憶したり、外部記憶装置136からのデータ読み取りを経て記憶したり、キーボード・マウスからの直接入力により記憶する。
【0057】
一方、生産管理更新レコードは、機種データと遊技盤データと生産済み台数データと、該当遊技盤の風車打ちに要した作業時間データ(開始時刻と終了時刻の時間)と、異常内容データと、異常時刻データを含む。これらデータについても、生産開始当初では、生産済み台数データと作業時間データと異常内容データと異常発生時刻データについては、データが存在しない(null)状態であり、風車装着装置400からの信号入力の都度に書き込まれる。また、上記の機種データと遊技盤データと生産台数のデータとは、上記したように管理コンピュータ100に記憶される。
【0058】
こうした生産管理および生産管理更新のレコードは、生産対象となる遊技盤Yの遊技盤データごとに用意され、管理コンピュータ100に記憶される。また、風車装着装置400にあっては、後述する管理コンピュータ100からのデータ送信を受けて、風車打制御部440の所定の記憶領域に生産管理および生産管理更新のレコードを記憶する。そして、風車装着装置400は、後述する釘打ち制御の実行の間に、生産済み台数データと開始時刻データと終了時刻データと異常内容データと異常発生時刻データを拾得して、当該データを風車打制御部440に記憶すると共に、管理コンピュータ100にも送信する。これにより、図示する生産管理および生産管理更新のレコードが、各データを含んで遊技盤コードごとに構築される。つまり、遊技盤コードを特定すれば、その遊技盤コードに対応する上記各データを生産管理に用いることができる。また、機種データを特定すれば、その機種データに含まれる遊技盤コードそれぞれに対応する上記各データを生産管理に用いることができる。
【0059】
管理コンピュータ100が上記した管理レコードと共に記憶する制御レコードは、風車打ち制御基準レコードと風車打ち制御補正レコードを含み、前者のレコードは、機種データと、遊技盤データと、該当する遊技盤に装着する風車の風車種(A風車、B風車;図6、図8参照)を特定するための風車種データとその風車を装着する座標位置データ(装着位置データ)とを対応つけて含む。この風車種データと座標位置データは、風車種ごとに用意されており、一方の風車種だけを使うときは、他方の風車種データとその座標位置データは、データが存在しない(null)状態とされている。この制御基準レコードの上記の各データは、その遊技機機種、場合によっては遊技盤ごとに予め定まり、管理コンピュータ100は、これらデータを対応つけて記憶する。こうした記憶に当たっては、開発設計コンピュータ600等からのデータの送信を経て記憶したり、外部記憶装置136からのデータ読み取りを経て記憶したり、キーボード・マウスからの直接入力により記憶する。
【0060】
一方、制御補正レコードは、機種データと遊技盤データと第一風車(例えばA風車)の座標位置をタッチパネル430を用いて既述したように補正した場合の補正後の座標位置データ(補正後装着位置データ)と、第2風車(例えばB風車)についての補正後の座標位置データ(補正後装着位置データ)とを対応つけて含む。これらの補正後の座標位置データ(補正後装着位置データ)は、生産開始当初では、データが存在しない(null)状態であり、風車装着装置400からの信号入力(補正後座標データ入力)の都度に書き込まれる。
【0061】
こうした制御基準および制御補正のレコードは、生産対象となる遊技盤Yの遊技盤データごとに用意され、管理コンピュータ100に記憶される。また、風車装着装置400にあっては、後述する管理コンピュータ100からのデータ送信を受けて、風車打制御部440の所定の記憶領域に制御基準レコードを記憶し、制御補正レコードにあっては、タッチパネル430を用いた座標補正の都度に更新記憶する。そして、風車装着装置400は、この座標補正の都度に、各風車についての補正後の座標位置データ(補正後装着位置データ)を管理コンピュータ100にも送信する。これにより、図示する制御基準および制御補正のレコードが、各データを含んで遊技盤コードごとに構築される。そして、こうして構築されたレコードが風車装着装置400と管理コンピュータ100に共通に記憶され、その際には、上記各データを機種データおよび遊技盤データに対応つけて記憶される。
【0062】
上記したレコードのデータ構築・記憶並びに更新は、風車装着装置400に限られるわけではなく、管理コンピュータ100と、釘打ち装置20、レール装着装置200、玉戻防止片装着装置300およびコーナーサイド装着装置500の間でも行われる。
【0063】
次に、上記構成を有する遊技機製造システムにおける機器制御について、風車装着装置400での風車装着を例に採り説明する。図13は風車装着装置400による実際の風車打ちに先だって行われる準備制御の内容を示すフローチャート、図14は風車装着装置400が行う風車打ち制御の内容を示すフローチャートである。
【0064】
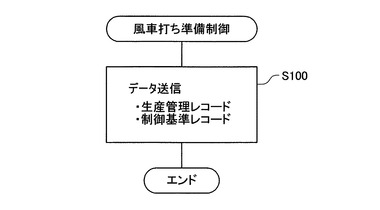
図13に示す風車打ち準備制御では、管理コンピュータ100は、上記した風車打ちについての生産管理レコードと制御基準レコードを風車装着装置400に送信する(ステップS100)。これにより、風車装着装置400では、これらレコードのデータが記憶され、風車打ちに必要な管理データと制御データが揃うことになる。こうしたデータ送信は、生産対象となる遊技機の機種が切り替わる都度に行ったり、一日或いは1週間等の生産スパンごとに行ったりできるほか、遊技機一台ずつの生産の都度に行うようにすることもできる。
【0065】
データ送信を機種切り替わりの都度とする場合には、その機種データに含まれる遊技盤データについて、当該データに対応する管理データと制御データが送信される。つまり、機種データは一つであるが、遊技盤データが複数となる。データ送信を生産スパンごとに行う場合は、複数機種を連続生産する状況が出てくる。よって、この場合は、遊技盤データばかりか、送信される機種データも複数となる。また、遊技機一台ずつでのデータ送信であれば、機種データも遊技盤データも一つとなり、そのデータ送信完了に続いて図14の処理を引き続き行うことになる。なお、ステップS100で説明した管理コンピュータ100からのデータ送信は、レール装着装置200についてはレール装着についての、玉戻防止片装着装置300については玉戻防止片装着についての、コーナーサイド装着装置500についてはコーナーサイド装着についての、それぞれの管理データと制御データが送信される。また、釘打ち装置20についても釘打ちについての管理データと制御データを送信するようにすることもできる。
【0066】
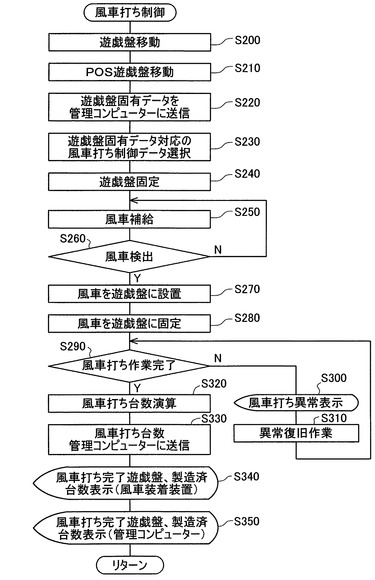
こうしたデータ送信を受けて風車装着装置400での風車打ち(風車装着)についてのデータ準備ができると、風車装着装置400(風車打制御部440)は、図14に示す風車打ち制御を実行する。この制御では、搬送コンベヤ12に遊技盤搬送指令を出して風車打ち対象となる遊技盤Yを既述した待機位置まで搬送し(ステップS200)、こうした基板搬送に並行して、POS448によるバーコード読み取りを行う(ステップS210)。遊技盤Yの待機位置までの搬送完了は、待機遊技盤検出手段446による検出信号で確認できるので、当該検出信号により搬送未完であれば、風車打制御部440は、搬送コンベヤ12による基板搬送を継続する。この場合、所定の時間が経過しても上記の検出信号が入力されなければ、搬送不良として異常報知し、その復旧を作業者に促すようにすることもできる。こうすれば、異常復旧が早まり好ましい。
【0067】
POS448は、バーコード読み取りにて遊技盤Yの機種データと遊技盤データを判別し、そのデータを風車打制御部440に出力する。風車打制御部440は、入力した機種データおよび遊技盤データを管理コンピュータ100に送信する(ステップS220)。管理コンピュータ100は、この送信を受けた遊技盤データにより、現在風車打ち作業中の遊技盤Yを特定できるので、この特定した遊技盤Yについての種々の情報をモニタ装置110に表示できる。
【0068】
次いで、入力した遊技盤データに対応する風車打ち制御データを図13のステップS100で送信を受けた制御データから選択する(ステップS230)。つまり、既述したようにデータ送信の実行状況によっては、遊技盤データが複数あれば、それが含まれる機種データによって当該遊技盤データに対応する制御データが異なる場合もある。また、機種データが同じでも複数台の遊技機生産を行うことから、遊技盤データごとに制御データを特定することは、データ特定の間違い回避から好ましい。こうしたことに対処するため、ステップS230で風車打ち制御データを特定するのである。なお、遊技機一台ずつでのデータ送信であれば、該当する風車打ち制御データは一組なので、このステップS230を行わなくても風車打ち制御データは特定できる。また、前回生産の遊技盤Yと今回生産の遊技盤Yとが、遊技盤データは異なるものの機種データが同じであれば、今回生産時には、ステップS230をパスして前回と同じ制御データを用いるようにすることもできる。
【0069】
こうして制御データを選択すると、風車打ちに備えて遊技盤Yを固定する(ステップS240)。この遊技盤固定は、上記した待機位置に遊技盤Yを固定するものであり、風車装着装置400における図示しない固定機器(シリンダ等)にて行われる。なお、このステップS240をステップS210のバーコード読み取りの前後のいずれかに行うようにすることもできる。
【0070】
次いで、ステップS230で選択した制御データに基づいて、詳しくはこれに含まれる風車種データに基づいて、装着対象となる風車(A風車、B風車)を判別しつつ、その判別した風車を第1風車供給装置402或いは第2風車供給装置404から補給する(ステップS250)。詳しくは、この判別した風車種の風車について、図6の釘挿入装置408での釘挿入、風車把持移動装置410の風車把持腕420への風車把持までを行う。例えば、選択した制御データが装着対象風車としてA風車であるとするデータを含めば、ステップS250では、第1風車供給装置402からの風車を補給する。
【0071】
次に、風車補給が完了したか否かを検出し、補給完了まで待機する(ステップS260)。この場合であっても、待機時間にタイム設定を行い、タイムオーバーであれば、風車補給異常の報知やその復旧指示をするようにすることもできる。また、釘挿入装置408(図6参照)での釘挿入に際して、釘の曲がりや風車の損傷等の既述した釘・風車異常の検出をこのステップS260と並行して行い、こうした異常があればその旨の報知をして復旧を待つようにすることもできる。こうして風車補給が完了すると、その風車を遊技盤Yに装着すべく、次の処理を行う。
【0072】
まず、風車把持移動装置410にてその風車把持腕420を駆動し、装着対象となる風車の遊技盤Y上方までの搬送、盤面上への降下を行い風車を盤面に設置する(ステップS270;図6参照)。この風車の盤面設置は、上記のステップS230で選択した制御データに含まれる装着位置データ(即ち、風車座標位置データ)が用いられ、その装着位置データに応じた位置に風車が設置される。この場合、風車装着装置400にて既述したようにその座標位置データの補正が行われている場合は、その補正後の装着位置データ(補正後の座標位置データ)に応じた位置に風車が設置される。こうした補正後の装着位置データは、風車装着装置400で装着位置を補正する都度に管理コンピュータ100に送信され、管理コンピュータ100は、送信を受けたデータ(補正後装着位置データ)を、図12に示した風車打ちについての制御補正レコードの補正座標位置データとして風車種ごとに更新記憶する。
【0073】
風車把持腕420での風車載置に続いては、風車打ハンマー422を駆動して風車を遊技盤Yに固定する(ステップS280)。遊技盤Yには盤面左右に風車を装着するので、一つの風車についての固定が完了すると、風車把持腕420の旋回を経て二つ目の風車を上記ステップS270,280に倣って固定する。
【0074】
こうして風車固定を行うと、風車打ハンマー422や風車把持腕420の原位置復帰確認等を介して風車打ち作業の完了を判別する(ステップS290)。作業未完であれば、風車打ち異常としてその旨をタッチパネル430や異常報知手段458に報知し(ステップS300)、その復旧作業の完了を待つ(ステップS310)。
【0075】
風車打ち作業が完了すると、風車装着装置400は、その風車打制御部440で風車打ち台数を演算し(ステップS320)、その結果(台数)を管理コンピュータ100に送信する(ステップS330)。この風車打ち台数演算は、台数算出用のレジスタに値1をインクリメントすることで行えばよい。こうして風車打ち済み台数のデータの送信を受けた管理コンピュータ100は、図12に示した風車打ちについての生産管理レコード、生産管理更新レコードの生産済み台数データを更新する。ところで、これらレコードは、遊技盤データごとのものであるので、現在生産対象となっている遊技盤についてのものに他ならない。よって、生産済み台数データとしては値1を更新すれば足りる。そして、機種ごとの生産済み台数については、生産済み台数データが値1とされたレコードを機種単位で集計することで算出される。
【0076】
こうして風車打ち作業が完了すれば、風車装着装置400は、それまで固定していた遊技盤Yを解放すると共に、搬送コンベヤ12に対して、遊技盤Yを次工程(コーナーサイド装着)のコーナーサイド装着装置500に搬送するよう指令する。搬送コンベヤ12は、これを受けて遊技盤Yをコーナーサイド装着装置500に搬送駆動する。
【0077】
次に、現在生産対象となっていた遊技盤Yの風車打ちが完了していたことと、本ルーチンに従って生産を開始してからの累積生産済み台数とを、風車装着装置400のタッチパネル430と、管理コンピュータ100のモニタ装置110に順次表示し(ステップS340、350)、ステップS200の処理に戻る。
【0078】
こうした風車打ち制御を行いつつ、風車装着装置400は、例えばステップS240実行時の時刻を、遊技盤Yへの風車装着を開始した開始時刻として管理コンピュータ100に送信する。管理コンピュータ100は、この送信を受けた開始時刻を図12に示した風車打ちについての生産管理レコードの開始時刻データに更新する。また、風車装着装置400は、例えばステップS320実行時の時刻を、遊技盤Yへの風車装着が終了した終了時刻として管理コンピュータ100に送信する。管理コンピュータ100は、この送信を受けた開始時刻を生産管理レコードの終了時刻データに更新する。そして、管理コンピュータ100は、この開始時刻と終了時刻との間の時間を生産管理更新レコードの作業時刻データに更新する。また、上記した異常が発生すれば、風車装着装置400はその内容と発生時刻をその都度に管理コンピュータ100に送信し、管理コンピュータ100は、これらを生産管理レコードと生産管理更新レコードの該当データとして更新する。
【0079】
以上、風車装着装置400による風車打ちを行う際の制御について説明したが、レール装着装置200や玉戻防止片装着装置300、コーナーサイド装着装置500にあってもその装着対象が相違するだけであり、上記した風車打ちの準備と制御の手順は変わるものではない。なお、各装着装置で特有の異常の内容については相違するので、ここで説明する。
【0080】
レール装着装置200は、その装着対象が案内レールRであることから、風車装着装置400が有する上記各異常検出手段に類似の異常検出手段により、次の異常を検出し、管理コンピュータ100にその内容および発生時刻等を送信する。このレール装着装置200では、装着対象となる案内レールRの曲がりや等の変形異常や、レール補給異常等が検出される。
【0081】
玉戻防止片装着装置300では、玉戻防止片TBの固定に際しモータ318によるネジ締めを行うので、玉戻防止片TBの螺旋孔TBhに挿入済みのねじのねじ頭不良(ドライバ溝のヘタリ等)やねじ挿入漏れ等の異常の他、玉戻防止片TBの補給異常等が検出される。
【0082】
コーナーサイド装着装置500では、コーナーサイドKSの補給異常の他、コーナーサイドKSの破損等の異常、生産対象となっている遊技盤Yに適するコーナーサイドKSとは異なるコーナーサイドKSであるといった種類の異常等が検出される。
そして、各装着装置にあっても、上記異常を検出すると、その異常内容(異常コード)と発生時刻等を、風車装着装置400の場合と同様にして管理コンピュータ100に送信する。
【0083】
上記したように、風車打制御部440はステップS220で現在風車打ち作業中の遊技盤Yの遊技盤データを管理コンピュータ100に送信するので、管理コンピュータ100は、この風車打ち作業中の遊技盤Yを特定できる。レール装着装置200でのレール装着状況や玉戻防止片装着装置300での玉戻防止片の装着状況等についても同様である。よって、管理コンピュータ100は、この特定した遊技盤Yについて、風車打ちばかりかその他の装着物装着の作業状況をもモニタ装置110に表示できる。また、管理コンピュータ100は、レール装着装置200や玉戻防止片装着装置300等の各装着装置でそれぞれ現在装着作業にある遊技盤Yを、各装着装置から送信を受けた遊技盤データで装着装置ごとに把握でき、これを表示できる。例えば、管理コンピュータ100は、そのモニタ装置110に、レール装着装置200で装着作業中の遊技盤Yの遊技盤データと、玉戻防止片装着装置300で装着作業中の遊技盤Yの遊技盤データと、風車装着装置400で装着作業中の遊技盤Yの遊技盤データと、コーナーサイド装着装置500で装着作業中の遊技盤Yの遊技盤データを一括、或いは選択的に表示できる。しかもこうした作業状況を、各装着装置とは離れて設置された管理コンピュータ100にて確認できる。
【0084】
更に、管理コンピュータ100は、上記のステップS350で把握した生産済み台数を、各装着装置ごとにモニタ装置110に表示したりすることもできる。こうした表示を行うに際しては、機種データごとの生産予定台数(生産管理レコードにおける生産台数データ)と上記の生産済み台数とを対比して進捗状況を演算し、これをグラフや図案化して表示したりすることもできる。
【0085】
以上説明したように、本実施例の遊技機製造システムは、案内レールRや、玉戻防止片TB、風車FW、コーナーサイドKS等の装着物ごとに用意された上記の複数種類の装着装置のそれぞれと管理コンピュータ100とについて、ステップS100でのデータ送信を経て、生産管理データおよび各装着物装着の制御データを共通に記憶するようにした。しかも、これらデータには、遊技機機種を特定する機種データと、遊技盤Yを特定する遊技盤データを含めた。よって、管理コンピュータ100を装着装置設置の製造ラインから離れて設置できるので、コンピュータにとって好適に空調管理された環境に管理コンピュータ100を設置できる。
【0086】
そして、図12に示すデータを管理コンピュータ100と各装着装置で共通して記憶するようにした上で、風車装着装置400等のそれぞれの装着装置は、生産対象となる遊技機機種についての機種データに対応する制御データを用いて、遊技盤に装着物を装着する。従って、管理コンピュータ100は、データの共有化を通してそれぞれの装着装置の装着駆動状況を設定できる。
【0087】
しかも、風車装着装置400等にて風車FW等の装着位置データ(座標位置データ)を修正すれば、その修正後装着位置データ(座標位置データ)を用いて風車FW等の装着物をそれぞれの装着装置で装着できる。その上、管理コンピュータ100は送信を受けた装着位置データ(座標位置データ)を機種データと遊技盤データとに対応つけて記憶するので(図12参照)、装着装置で装着物装着に用いられているデータ種別(修正前後の装着位置データ(座標位置データ))を把握できる。また、手動での非常停止等に伴う装着装置の再設定等に当たっては、記憶済みの修正前の装着位置データ(座標位置データ)と修正後の装着位置データ(座標位置データ)を装着装置に送信することで(図13;ステップS100)、装着装置を修正前の装着位置データ(座標位置データ)を用いた装着物装着としたり、修正後の装着位置データ(座標位置データ)を用いた装着物装着に用いたりといった対処を図ることができる。
【0088】
また、遊技盤を特定する遊技盤データを、上記の機種データに対応つけておくので、遊技盤コードごと(製造対象の遊技機ごと)に、上記の対処も可能となる。
【0089】
特に、風車装着装置400では、異なる風車FWを装着することに備えて、風車種ごとに装着位置データ(座標位置データ)を設定しこれらを修正できるようにした。よって、異なる風車FWを支障なく遊技盤Yに装着できると共に、風車装着装置400での風車種ごとの装着位置データ(座標位置データ)の修正に対しても種々対応できる。
【0090】
また、本実施例の遊技機製造システムでは、管理コンピュータ100と風車装着装置400等のそれぞれの装着装置とで、図12に示す生産管理・更新レコードを共通に記憶するので、次のような表示態様が可能である。図15は管理コンピュータ100におけるモニタ装置110での表示の一態様の概要を示す説明図、図16はモニタ装置110での表示態様の詳細を示す説明図、図17は生産管理に関する表示の様子を種々表す説明図、図18は図16の画面表示からの表示切り替えの様子を示す説明図である。
【0091】
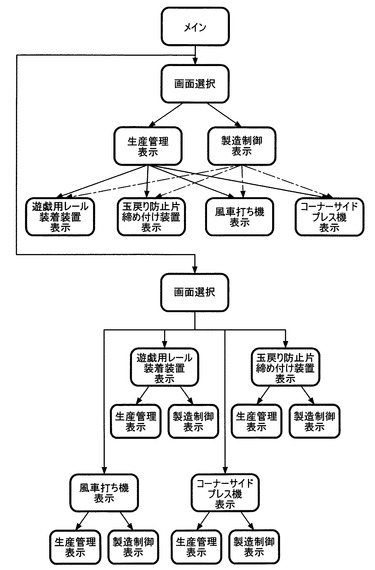
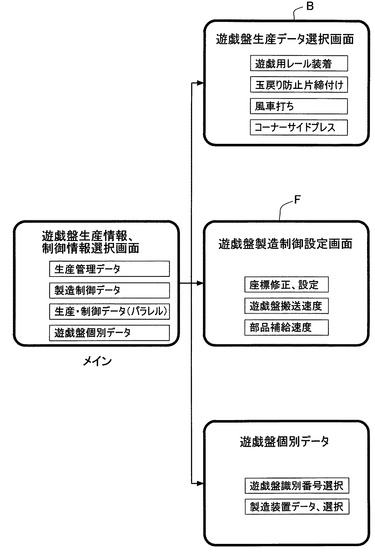
図15に示すように、管理コンピュータ100は、そのモニタ装置110にメイン画面を表示させ、当該画面でのスイッチ操作から、種々の表示を行う。この表示は、生産管理上の観点からの表示(生産管理表示)と、製造制御上の観点からの表示(製造制御表示)に分けられ、これら両表示を風車装着装置400等の各装着装置ごとにも可能とする。つまり、メイン画面では、生産管理表示と製造制御表示のいずれかを選ぶスイッチ(タッチスイッチ)と、各装着装置ごとに上記両表示を行うスイッチが選択できるようにされている。このようすは、図16に示されている。図16では、生産管理表示は生産管理データスイッチで、製造制御表示は製造技術データスイッチで、各装着装置ごとの両表示は生産・製造データ(パラレル)スイッチとして示されている。
【0092】
ここで、生産管理表示か製造制御表示のいずれかが操作されて表示が選択されれば、図15の上段に示すように、そのスイッチに応じて生産管理表示と製造制御表示が現れる。この表示の画面には、それぞれ、レール装着装置200、玉戻防止片装着装置300、風車装着装置400、コーナーサイド装着装置500のいずれかの装着装置を選択するスイッチが表示されるので、表示を所望するスイッチを操作する。例えば、図16のメイン画面にて生産管理データスイッチを押すと、上記の各装着装置に対応する名称のスイッチが現れる(図16の画面B参照)。この画面でいずれかの装着装置が選択されると、その選択した装着装置(例えば、風車装着装置400)での生産管理上の表示が現れる。この様子は図17で説明される。
【0093】
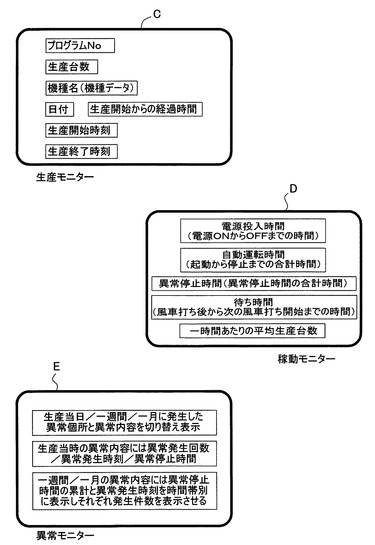
図17に示すように、選択した風車装着装置400で現在生産中の遊技盤Yについての生産管理上のデータが表示される。画面Cは、生産モニタ表示に該当し、その遊技盤Yに風車FWを装着するプログラムに付されたプログラムNo.と、その生産台数(生産予定台数と生産済み台数)と、機種名(即ち、機種データ)と、日付、生産経過時間、生産開始時刻、生産終了時刻を示す。これら表示項目のうち、プログラムNo.は、そのデータを管理コンピュータ100が予め機種データと対応つけて記憶しておき、その記憶データを読み出すことで表示される。生産台数や生産経過時間、生産開始時刻、生産終了時刻は、図12に示した生産管理・更新レコードにおけるデータに基づいて表示され、機種名(即ち、機種データ)については、風車装着装置400から送信を受けた遊技盤データとの照合の結果に基づいて表示される。日付は、管理コンピュータ100が内蔵するタイマーから読み出したものが表示される。管理コンピュータ100で行う表示制御は、上記した各スイッチの操作に応じて起動する表示プログラムに沿って実行され、当該プログラムは予め管理コンピュータ100のメモリ部120に記憶されている。風車装着装置400以外の装着装置が画面B(図16参照)で選択された場合も同様である。
【0094】
上記した画面Cの生産モニタ表示に続いては、画面切換等の図示しないスイッチ操作により、管理コンピュータ100は、画面Dの稼働モニタ表示に切り替える。この稼働モニタ表示では、図示するように、電源投入時間、自動運転時間、異常停止時間、待ち時間、一時間あたりの平均生産台数を表示する。なお、これら表示は、図16の画面Bで選択された装着装置に関してのものとして表示される。
【0095】
電源投入時間や自動運転時間にあっては、図13、図14で示した制御を各装着装置で行う都度に入力される開始時間データから演算することもできるほか、管理コンピュータ100にて自身のタイマーから演算するようにすることもできる。異常停止時間や待ち時間および一時間あたりの平均生産台数は、風車装着装置400から送信を受けるデータ(異常時刻データ・生産済み台数データ)等から管理コンピュータ100にて求められ、表示される。
【0096】
この画面Dの稼働モニタ表示に続いては、画面切換等の図示しないスイッチ操作により、管理コンピュータ100は、画面Eの異常モニタ表示に切り替える。この異常モニタ表示では、図示するように、所定期間内の異常の発生箇所やその内容、発生回数、発生時刻等を表示し、これら表示は、風車装着装置400等の各装着装置から送信を受けるデータ(異常内容データ・異常時刻データ等)で更新した図12の生産管理・更新レコードのデータから管理コンピュータ100にて求められ、表示される。なお、釘打ち装置20についても風車装着装置400と同様にして生産管理表示を行うようにすることもできる。この場合、釘打ち装置20は複数台あることから、複数台の装置全体としての生産管理表示の他、各釘打ち装置を装置データ等で特定して各釘打ち装置ごとに生産管理表示を行うようにすることもできる。
【0097】
以上説明したように、管理コンピュータ100の側で、風車装着装置400等の各装着装置における風車FW等の装着状況を表示・提示できることから、生産管理が一元化でき、なおかつ、簡便である。しかも、管理コンピュータ100は、生産管理更新レコードを風車装着装置400等の各装着装置からのデータ送信により更新するので、上記した生産管理表示を常に最新のものとして表示できる。よって、一定期間ごと、例えば一日ごとの装着状況や異常発生の様子等を容易に管理できる。こうした一日ごとの装着状況は、画面Eで説明した異常内容の場合と同様、各装着装置での装着物の装着状況(生産済み台数データ)の更新結果から容易に求めることができる。
【0098】
管理コンピュータ100は、上記した各表示を自身のモニタ装置110を用いて各装着装置ごとに行うものである。ところで、風車装着装置400等の各装着装置は、それぞれタッチパネル430を有するので、各装着装置ごとに、該当する表示(例えば、風車装着装置400であれば風車打ちに関するものだけの生産管理表示)を行うようにすることもできる。こうすれば、管理コンピュータ100とそれぞれの装着装置の両者で、共通の生産管理表示を行うことができ、生産管理の確認等の観点から好ましい。
【0099】
図16のメイン画面で製造制御データスイッチを押すと、画面Fに示すように、製造制御に関する表示項目(座標修正・設定、遊技盤搬送速度、部品補給速度)が現れる。なお、遊技盤搬送速度、部品補給速度については、これら速度が表示されるに過ぎないので、その説明を省略する。
【0100】
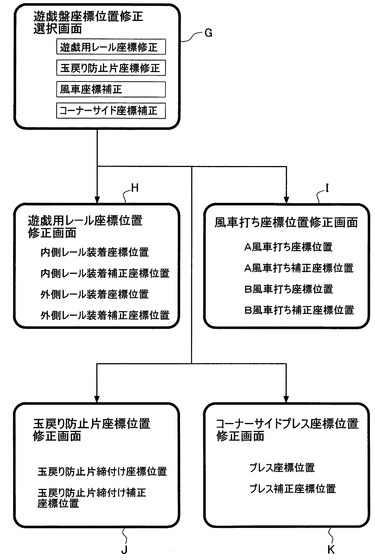
画面Fで座標修正・設定のスイッチを押すと、生産管理データスイッチの場合と同様、風車装着装置400等の上記各装着装置に対応する名称のスイッチが現れる(図18の画面G参照)。この画面でいずれかの装着装置についての座標修正のスイッチが選択されると、その選択した装着装置で行った既述した座標補正後の座標位置(補正後のx座標値と、補正後のy座標値)とその補正前の座標位置の表示が現れる。この様子は図18の画面F〜Kで説明される。
【0101】
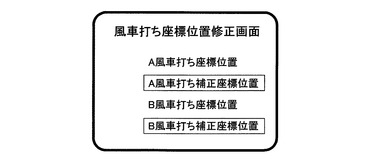
例えば、画面Gで遊技用レール座標修正スイッチであれば、画面Hに表示が切り替わり、内外のレールについて、その補正前の座標位置(図12のレール装着基準レコードの座標位置データ)と、レール装着装置200で行われた補正後の座標位置(レール装着制御補正レコードの補正座標位置データ)とが、それぞれそのx座標値とy座標値で表示される。玉戻防止片座標修正、風車座標修正、コーナーサイド座標修正も同様である(図18の画面I〜K参照)。
【0102】
従って、管理コンピュータ100の側では、風車装着装置400等の各装着装置でそれぞれ行った座標補正の様子を随時提示できることから、各装着装置がある作業領域での制御データ(座標位置データ)の補正の様子を一元管理できる。このため、補正の適否についても、管理コンピュータ100の側で判定でき、好ましい。
【0103】
以上説明した各装着装置ごとの補正前後の座標表示は、画面G〜Kに切り替わるようにしたが、モニタ装置110の表示領域を分割して、各装着装置ごとの補正前後の座標表示を一括に表示することもできる。
【0104】
図18で説明した各装着装置ごとの座標位置データ表示は、管理コンピュータ100の側のものであるため、その表示だけとしたが、次のようにすることもできる。
図8では、風車装着装置400にて風車打ち座標を補正する際にその表示箇所をタッチスイッチとして構成し、このスイッチ操作で座標補正ができるようにした。管理コンピュータ100にあっても、補正後の座標位置データ表示箇所をタッチスイッチとして構成し、そのスイッチ操作を経て各装着装置ごとの座標位置データを補正できるようにしてもよい。こうすれば、風車装着装置400等の各装着装置の側でも管理コンピュータ100の側でも座標位置データを補正できるので、設計変更に対して速やかに対処できる。このように管理コンピュータ100でも座標位置データの補正を行う場合には、その補正後の座標位置データを、機種データや遊技盤データに対応つけて該当する装着装置(例えば、風車装着装置400)にデータ送信するようにする。こうすれば、管理コンピュータ100と各装着装置で共通に制御データ(補正前後の座標位置データ)を記憶できるので、支障はない。なお、管理コンピュータ100の側の補正と各装着装置の側の補正に優先順序をつけ、例えば管理コンピュータ100の側の補正を優先するようにすれば、装置制御の管理が強化できる。
【0105】
図15の下段に示した表示態様は、上段での生産管理・製造制御の選択に替えて、レール装着装置200、玉戻防止片装着装置300、風車装着装置400、コーナーサイド装着装置500の各装置の選択とする。そして、例えば、風車装着装置400が選択されれば、この風車装着装置400についての既述した生産管理表示(図17参照)と、製造制御表示(図18参照)を切り替え表示する。こうすれば、各装着装置についての生産管理表示と製造制御表示を行うアプローチの手法が多様化できるので、表示を通して管理に汎用性が高まる。
【0106】
以上本発明の実施例について説明したが、本発明は上記の実施例や実施形態になんら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0107】
10…遊技機製造システム
12…搬送コンベヤ
20…釘打ち装置
21…釘打ちハンマ
100…管理コンピュータ
110…モニタ装置
120…メモリ部
130…制御部
132…キーボード
134…マウス
136…外部記憶装置
200…レール装着装置
202…レールドラム
300…玉戻防止片装着装置
310…防止片把持装置
312…本体基板
314…把持片
316…テーブル
318…モータ
400…風車装着装置
402…第1風車供給装置
404…第2風車供給装置
406…風車釘供給装置
408…釘挿入装置
410…風車把持移動装置
412…風車ホッパー
414…釘ホッパー
420…風車把持腕
422…風車打ハンマー
424…風車釘打装置
430…タッチパネル
440…風車打制御部
442…風車打機構
446…待機遊技盤検出手段
450…釘補給・異常検出手段
452…風車補給・異常検出手段
454…異常検出手段
456…非常停止手段
458…異常報知手段
500…コーナーサイド装着装置
510…コーナーサイド把持装置
512…本体基板
514…ピストン
600…開発設計コンピュータ
610…営業管理コンピュータ
620…資材出荷コンピュータ
FW…風車
KH…コーナーサイド補給エリア
KS…コーナーサイド
KSK…釘
R…案内レール
RH…レール補給エリア
SD…ドライバ
TB…玉戻防止片
TBh…螺旋孔
TBk…装着部
TH…玉戻防止片補給エリア
Y…遊技盤
【技術分野】
【0001】
本発明は、遊技盤の盤面に種々の装着物を装着して遊技機を製造する遊技機製造システムに関する。
【背景技術】
【0002】
遊技機を製造する上では、遊技盤の盤面に、盤面への発射玉の案内となる遊技用レールやレール上端の玉戻り防止機構、釘、風車等の種々の装着物を装着する必要がある。こうした装着物装着には、各装着物ごとの装着装置が用いられる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
このように、遊技機製造には複数種類の装着装置が用いられているにも拘わらず、各装置が個別に管理されているに過ぎなかった。このため、遊技機製造を統括的に管理したりすることが求められるに至った。
【0004】
本発明は、上記問題点を解決するためになされ、遊技機製造に際して複数種類の装着装置を一元管理したり、各装置の稼働状況等についてもその管理を簡略化することを目的とする。
【課題を解決するための手段】
【0005】
かかる課題の少なくとも一部を解決するため、本発明の第1の遊技機製造では、装着物ごとに用意された複数種類の装着装置のそれぞれと、これら装着装置とデータの送受信が可能とされた管理コンピュータとについて、データ群のデータを共通に記憶するようにした。このデータ群は、遊技機機種を特定する機種データと、該機種データで定まる装着物を該当する装着装置で装着するために必要な制御データとを対応つけたものである。このようにデータ群のデータを共通して記憶するには、機種データとこれに対応つけた制御データとを管理コンピュータからそれぞれの装着装置に送信することが簡便である。また、こうすれば、管理コンピュータを、例えば、装着装置設置の製造ラインから離れて設置できるので、コンピュータにとって好適に空調管理された環境に管理コンピュータを設置できる。
【0006】
なお、本発明の管理コンピュータとは別のコンピュータから、複数種類の装着装置のそれぞれと管理コンピュータに、データ群のデータを共通に送信し、これを記憶するようにすることもできる。こうした別のコンピュータとしては、設計部門のCAD・CAMコンピュータなどがある。
【0007】
こうしてデータの共通記憶を図った上で、複数種類の装着装置は、生産対象となる遊技機機種についての機種データに対応する制御データを用いて、遊技盤に装着物を装着する。従って、管理コンピュータは、データの共有化を通してそれぞれの装着装置の装着駆動状況を設定できる。しかも、装着装置が機種データに対応する制御データを修正すれば、その修正後の修正後制御データを用いて装着物を装着できる。その上、管理コンピュータは送信を受けた修正後制御データを機種データに対応つけて記憶するので、装着装置で装着物装着に用いられているデータ種別(修正前の制御データ・修正後の制御データ)を把握できる。また、装着装置の再設定等に当たっては、記憶済みの修正前の制御データと修正後の制御データを装着装置に送信することで、装着装置を修正前の制御データを用いた装着物装着としたり、修正後の制御データを用いた装着物装着に用いたりといった対処を図ることができる。
【0008】
また、遊技機製造では、同一機種を複数台に亘って製造することが常であるから、遊技盤(即ち遊技機)を遊技機機種と対応つけることが可能である。よって、遊技盤を特定する遊技盤データを、上記の機種データに対応つけておくことで、遊技盤コードごと(製造対象の遊技機ごと)に、上記の対処も可能となる。
【0009】
こうしたシステムを構築するに当たり、複数種類の装着装置の一つとして、遊技盤盤面に異なる風車を装着する風車装着装置を備える場合には、次のようにすることができる。まず、管理コンピュータと風車装着装置が共通して記憶する制御データを、異なる風車ごとの風車装着に必要な制御データとする。そして、風車装着装置は、異なる風車を制御データに応じて選択し、その選択した風車を制御データを用いて遊技盤に装着する。こうすれば、装着する風車が異なりその装着位置などが相違しても、こうした相違は制御データに反映していることから、異なる風車を支障なく装着できる。そして、風車装着装置にて制御データが修正されても、上記したように種々対応できる。
【0010】
また、上記の課題の少なくとも一部を解決するため、本発明の第2の遊技機製造システムでは、装着物ごとに用意された複数種類の装着装置のそれぞれから管理コンピュータに、該当する装着装置での装着物の装着状況を表す装着状況データ入力する。管理コンピュータは、この入力した装着状況データに基づいて、複数種類の装着装置ごとの装着物の装着状況を表示する。よって、管理コンピュータの側で、総ての装着装置の装着状況を表示・提示できるので、生産管理が一元化でき、なおかつ、簡便である。
【0011】
こうした手法を採った上で、管理コンピュータに、前記入力した装着状況データを更新記憶するようにすれば、装着状態を更新しつつ表示できる。よって、一定期間ごと、例えば一日ごとの装着状況を容易に管理できる。
【0012】
また、装着状況データに、装着物装着の進捗状況と、装着物装着の装着不良の発生状況とを含ませ、管理コンピュータで、生産対象となる遊技機の機種ごとに、前記装着状況データに基づく装着状況表示を行うようにすることもできる。
【0013】
こうすれば、遊技機の機種ごとに、進捗状況や装着不良の発生状況等を容易に管理できる。
【図面の簡単な説明】
【0014】
【図1】実施例の遊技機製造システム10の全体を表すブロック図である。
【図2】釘打ち装置20で行う釘打ちの様子を概略的に説明する説明図である。
【図3】レール装着装置200で行うレール装着の様子を概略的に説明する説明図である。
【図4】玉戻防止片装着装置300で行う玉戻防止片TBの装着の様子を概略的に説明する説明図である。
【図5】玉戻防止片装着装置300が有する防止片把持装置310を概略的に示す斜視図である。
【図6】風車装着装置400で行う風車FWの装着の様子を概略的に説明する説明図である。
【図7】風車装着装置400の構成を概略的に示すブロック図である。
【図8】風車FWの装着位置データ補正の際におけるタッチパネル430での表示の様子を示す説明図である。
【図9】コーナーサイド装着装置500で行うコーナーサイドKSの装着の様子を概略的に説明する説明図である。
【図10】コーナーサイド装着装置500が有するコーナーサイド把持装置510を概略的に示す斜視図である。
【図11】管理コンピュータ100がそのメモリ部120に記憶するデータの概要を示す説明図である。
【図12】メモリ部120にて記憶・管理されるデータの詳細を説明する説明図である。
【図13】風車装着装置400による実際の風車打ちに先だって行われる準備制御の内容を示すフローチャートである。
【図14】風車装着装置400が行う風車打ち制御の内容を示すフローチャートである。
【図15】管理コンピュータ100におけるモニタ装置110での表示の一態様の概要を示す説明図である。
【図16】モニタ装置110での表示態様の詳細を示す説明図である。
【図17】生産管理に関する表示の様子を種々表す説明図である。
【図18】図16の画面表示からの表示切り替えの様子を示す説明図である。
【発明を実施するための形態】
【0015】
次に、本発明に係る遊技機製造システムの実施の形態を実施例に基づき説明する。図1は実施例の遊技機製造システム10の全体を表すブロック図である。
図示するように、遊技機製造システム10は、管理コンピュータ100を備え、遊技盤Yを搬送する搬送コンベヤ12に沿って、その上流側から、5台の釘打ち装置20と、レール装着装置200と、玉戻防止片装着装置300と、風車装着装置400と、コーナーサイド装着装置500とを有する。なお、搬送コンベヤ12をレール装着装置200から構築するようにすることもできる。この場合は、釘打ち装置20で釘打ち済みの遊技盤Yを貯め置き、順次この遊技盤Yをレール装着装置200に投入する。
【0016】
管理コンピュータ100は、上記した各装置とデータの送受信が可能に接続されているほか、外部の開発設計コンピュータ600や、営業管理コンピュータ610、資材出荷コンピュータ620ともデータ送受信が可能に接続されている。こうした外部のコンピュータとの接続に際しては、公衆回線網を利用したものの他、LAN(ローカルエリアネットワーク)にて接続したり、コンピュータ同士を専用線で直接接続することもできる。
【0017】
管理コンピュータ100は、こうした外部のコンピュータから定期的に、或いは新規の遊技機機種開発の都度等の所定時期にデータの送信を受ける。具体的には、開発設計コンピュータ600からは、遊技機機種ごとの釘打ちデータや風車打ちデータの他、遊技盤の装着対象となる風車種別や、玉戻り防止装置の装着位置データ、コーナーガイドの装着位置データ、遊技レールの装着位置データ等を遊技機製造に関する一切のデータの送信を受ける。営業管理コンピュータ610からは、遊技機の販売契約に基づく生産計画に関するデータの送信を受け、資材出荷コンピュータ620からは、製造予定台数や製造計画等のデータの送信を受ける。これらデータを受信した管理コンピュータ100は遊技機機種に対応つけてその生産台数データや、上記の風車装着装置400等の各装置に用いる製造データ、管理データを構築する。こうしたデータ構築については後述する。
【0018】
釘打ち装置20は、装置に搬入された遊技盤Yに釘打ちを行う。図2は釘打ち装置20で行う釘打ちの様子を概略的に説明する説明図である。
図示するように、釘打ち装置20は、釘打ちハンマ21で釘を遊技盤Yに打ち込む。この際、図示しない釘把持機器で釘を把持し、その上方にハンマ21を待機させる。そして、遊技盤Yを後述する制御データに基づいてx−yテーブル装置22により移動させ、制御データが規定する釘打ち位置データの位置に、釘打ちする。この釘打ち位置データは、釘打ち装置20が有するタッチパネル(図示略)にて、随時修正可能であり、修正後の釘打ち位置データは、補正データとして釘打ち装置20に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0019】
レール装着装置200は、釘打ち装置20を経て搬入された遊技盤Yに遊技球の案内レールRを固定する。図3はレール装着装置200で行うレール装着の様子を概略的に説明する説明図である。
図示するように、レール装着装置200は、案内レールRを湾曲させて保持するレールドラム202を備え、レール補給エリアRHの案内レールRをレールドラム202の外周に巻き付けて保持する。そして、レール保持済みのレールドラム202を後述する制御データに基づいて遊技盤Y上方まで移動させる。次いで、レールドラム202を盤面近くまで降下させ、案内レールRを遊技盤Yに装着する。このレール装着に際しては、図示しないレール打ち込み機器が案内レールRだけを遊技盤Yに押し付ける。これにより、案内レールRは、下端に有する釘を遊技機盤面に入り込ませ、遊技盤Yに固定される。レール装着装置200は、こうしたレール装着を内外の2本のレールについて行う。
【0020】
レール装着位置は、制御データが規定するレール装着位置データ(詳しくは、レールドラム202の停止位置と回転角度)で定まり、この内外のレール装着位置データは、レール装着装置200が有するタッチパネル(図示略)にて、随時修正可能であり、修正後のレール装着位置データは、補正データとしてレール装着装置200に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0021】
玉戻防止片装着装置300は、レール装着装置200を経て搬入された遊技盤Yの内側案内レール末端位置に玉戻防止片TBを固定する。図4は玉戻防止片装着装置300で行う玉戻防止片TBの装着の様子を概略的に説明する説明図、図5は玉戻防止片装着装置300が有する防止片把持装置310を概略的に示す斜視図である。
【0022】
図示するように、玉戻防止片装着装置300は、玉戻防止片補給エリアTHの玉戻防止片TBを防止片把持装置310で把持する。防止片把持装置310は、例えば多軸の間接を有するロボットアーム(図示略)に固定されており、玉戻防止片補給エリアTHから遊技盤Yの盤面までの2軸移動や盤面への降下のほか、鉛直軸周りの旋回も可能とされ、玉戻防止片TBをその装着位置に運ぶ。
【0023】
防止片把持装置310は、図5に示すように、本体基板312に玉戻防止片TBを把持するための把持片314を備え、当該把持片を左右移動させて把持片間の広狭を図り、玉戻防止片TBをその装着部TBkで把持する。また、防止片把持装置310は、把持した玉戻防止片TBを遊技盤Yの盤面にねじ止めするため、上下動可能とされたテーブル316に二つの螺旋止め用のモータ318を有する。
【0024】
こうした構成を有する防止片把持装置310は、玉戻防止片TBを遊技盤Yの上方まで移動させた後に、これを盤面上に載置させる。次いで、テーブル316を降下させ、モータ318先端のドライバSDを装着部TBkの螺旋孔TBhに入れ込む。この孔には予めねじが入り込んでいるので、モータ318を回転駆動してねじ締めを行い、玉戻防止片TBを遊技盤Yに装着する。
【0025】
玉戻防止片TBの装着位置は、制御データが規定する玉戻防止片装着位置データで定まり、この玉戻防止片装着位置データは、玉戻防止片装着装置300が有するタッチパネル(図示略)にて、随時修正可能であり、修正後の玉戻防止片装着位置データは、補正データとして玉戻防止片装着装置300に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0026】
風車装着装置400は、玉戻防止片装着装置300を経て搬入された遊技盤Yに風車FWを固定する。図6は風車装着装置400で行う風車FWの装着の様子を概略的に説明する説明図、図7は風車装着装置400の構成を概略的に示すブロック図である。
【0027】
図示するように、風車装着装置400は、遊技機機種ごとに或いは遊技機ごとに異なる風車FWを装着できるよう、2種類の風車供給系を有する。即ち、風車装着装置400は、第1の風車(A風車)を供給する第1風車供給装置402と、第2の風車(B風車)を供給する第2風車供給装置404と、風車打ちのための釘を供給する風車釘供給装置406と、風車の中心の貫通孔に釘を挿入して風車と釘を一体とする釘挿入装置408と、釘と一体となった風車を把持して遊技盤Yの盤面への移動を行う風車把持移動装置410とを有する。
【0028】
第1風車供給装置402と第2風車供給装置404は、それぞれ風車ホッパー412と図示しない風車搬送路を備える。風車ホッパーは、振動を利用してホッパー内の風車を風車搬送路の始点まで一つずつ搬送すると共に、この搬送路始点で、貫通孔への釘挿入に備えた姿勢(貫通孔が上下に延びる姿勢)となるように風車を搬送する。風車搬送路は、この姿勢で風車を釘挿入装置408まで搬送する。なお、搬送路での搬送途中で、風車を上記姿勢とするように構成することもできる。
【0029】
風車釘供給装置406は、上記の風車ホッパーと同様の釘ホッパー414を備え、当該釘ホッパーでの振動動作にて、風車打ちようの釘を上下姿勢で釘挿入装置408まで搬送する。
【0030】
釘挿入装置408は、こうして搬送された風車の貫通孔に釘を挿入して両者を一体とし、その後の風車打ちができるようにする。この釘挿入に際して、釘挿入装置408は、後述する制御データを受けて第1風車供給装置402からの風車FWと、第2風車供給装置404からの風車FWのいずれかを選択し、その選択した風車FWについて釘挿入を行うよう構成されている。
【0031】
風車把持移動装置410は、釘挿入済みの二つの風車FWを把持する風車把持腕420と、風車釘を打ち込む風車打ハンマー422と、これら把持腕・ハンマーを駆動する風車釘打装置424とを備える。風車把持移動装置410は、後述の制御データで指定される風車装着位置に風車FWを装着(風車打ち)するための風車FWの遊技機盤面上方への移動・風車降下・風車打ち等を実行すべく、風車把持腕420の2軸移動・上下動作・旋回や、風車打ハンマー422のハンマ打ち動作を行う。風車把持移動装置410は、こうした動作を行うため、例えば多軸の間接を有するロボットアーム(図示略)に風車把持腕420を固定し、当該ロボットアームにて、風車把持腕420を遊技盤Yの盤面まで2軸移動させたり、盤面に対する上下動作を行う。
【0032】
通常、遊技盤Yには左右に一つずつの風車FWを装着する。よって、風車把持移動装置410は、風車把持腕420の一つの風車FWを一方の装着位置(例えば左方位置)に移動させて風車打ちが完了すると、風車把持腕420を旋回させて他方の風車FWを他方の装着位置(右方位置)に移動させる。こうした風車移動の際には、風車把持腕420は、一旦盤面から上昇し、その後に盤面への降下を行う。
【0033】
上記した風車FW(左右の風車)の装着位置は、制御データが規定する風車装着位置データで定まり、この風車装着位置データは、風車装着装置400が有する後述のタッチパネル430(図7参照)にて、随時修正可能であり、修正後の風車装着位置データは、補正データとして風車装着装置400に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0034】
風車装着装置400は、図7に示すように、上記した各装置を統合制御する風車打制御部440と、タッチパネル430、風車打機構442、待機遊技盤検出手段446、光学読取機器(POS)448、釘補給・異常検出手段450、風車供給装置ごとの風車補給・異常検出手段452、異常検出手段454、非常停止手段456および異常報知手段458とを接続して備える。
【0035】
風車打機構442は、上記した第1風車供給装置402、第2風車供給装置404、風車釘供給装置406、釘挿入装置408および風車把持移動装置410で構成され、各装置で必要な駆動機器を駆動制御する。例えば、第1・第2の風車供給装置や風車釘供給装置406における風車ホッパー412や釘ホッパー414を振動制御する。釘挿入装置408については、風車貫通孔への釘挿入のための機器を駆動する。具体的には、釘把持機器での釘把持や把持解除のための機器駆動を行う。風車把持移動装置410については、既述したような風車把持腕420の各動作を実行する。こうした機器駆動は、風車打制御部440からの制御データに基づき行われる。
【0036】
待機遊技盤検出手段446は、搬送コンベヤ12により玉戻防止片装着装置300を経て搬送される遊技盤Yが風車装着装置400の所定の待機位置に正しく待機されているか否かを検出し、その信号を風車打制御部440に送信する。具体的には、上記の待機位置に近接センサを備え、当該センサの出力で遊技盤Yの待機位置待機を検出する。
【0037】
POS448は、遊技盤Yごとにこれを区別・特定するよう割り付けられた遊技盤データ(例えば、製造シリアル番号)を光学的に読み取り、当該遊技盤データを風車打制御部440に送信する。こうした構成としては、遊技盤Yに遊技盤データを含むバーコードを取り付け、POS448では、バーコードリーダで遊技盤データを読み込む。本実施例では、一つの遊技機機種について複数台の遊技盤Yを生産することを考慮し、この遊技機の機種データも遊技盤データに対応つけてバーコードにデータ化されている。
【0038】
釘補給・異常検出手段450は、風車釘供給装置406における釘ホッパー414内の釘の残存状態に応じて釘の補給要否を判別し、その結果を風車打制御部440に送信する。また、この釘補給・異常検出手段450は、風車釘供給装置406における釘供給(釘搬送)の異常の有無や搬送される釘の曲がり等の釘に関する種々の異常を光学センサ等のセンサで判別し、その結果を風車打制御部440に送信する。こうした信号を受けた風車打制御部440は、釘補給を促すための音声案内やランプ等の点灯制御を行ったり、釘供給異常の回避を促すための音声案内やランプ等の点灯制御を行う。こうした報知に際して、異常報知手段458が用いられる。
【0039】
風車補給・異常検出手段452は、第1風車供給装置402や第2風車供給装置404における風車ホッパー412内の風車の残存状態に応じて風車の補給要否を判別し、その結果を風車打制御部440に送信する。また、この風車補給・異常検出手段452は、各風車供給装置における風車供給(風車搬送)の異常の有無や風車破損等の異常の他、生産対象となっている遊技盤Yに適する風車(即ち、遊技盤データに対応する風車種の風車)とは異なる風車種類異常等を光学センサ等の適宜なセンサで判別し、その結果を風車打制御部440に送信する。こうした信号を受けた風車打制御部440は、風車補給や風車供給異常の回避を促すための音声案内やランプ等の点灯制御を、異常報知手段458を用いて行う。
【0040】
異常検出手段454は、風車打機構442における各駆動機器の動作異常(例えば、停止位置異常等)の有無を判別し、その結果を風車打制御部440に送信する。非常停止手段456は、こうした異常が起きた場合に装置を一時停止させるための信号を風車打制御部440に送信する。風車打制御部440は、この一時停止信号を受けて、風車打機構442の各駆動機器を一時停止させる。こうした一時停止と同時に、異常報知手段458を介して装置駆動異常の旨を報知する。なお、非常停止手段456は、手動操作される非常停止ボタンとしても機能する。
【0041】
上記した異常検出手段が該当する異常を検出すると、風車打制御部440は、その信号を受けて異常回避のための作業手順をタッチパネル430に表示するように構成することもできる。このようにするには、風車打制御部440のメモリ領域に上記のそれぞれの異常をコード化した異常データと、異常回避のための作業手順とを対応つけて予め記憶しておく。そして、異常検出手段から送信を受けた異常内容(異常コード)に対応する作業手順をメモリ領域から読み出し、その内容をタッチパネル430に表示すればよい。こうすれば、作業者による異常復旧の手順の統一化、作業効率向上といった利点がある。
【0042】
また、上記した異常検出手段が該当する異常を検出すると、風車打制御部440は、その異常が復旧されるまで装置機器の駆動を停止させ、異常復旧後にそれ以降の機器制御を行う。
【0043】
タッチパネル430は、管理コンピュータ100が有するモニタ装置110とほぼ同様の機能を果たし、製造対象となっている遊技盤Yについての風車打ちに関する制御データを表示する。こうした制御データの表示に際しては、POS448で読み込んだ遊技盤データに該当する制御データを風車打制御部440が判読し、当該制御データをタッチパネル430に表示する。
【0044】
管理コンピュータ100は、モニタ装置110や後述のデータ管理や表示制御を行うための制御部130、キーボード132、マウス134のほか、データの読み書きを行う外部記憶装置136を有する。これにより、管理コンピュータ100のデータを別の遊技機製造システムに転送して使用することができる。
【0045】
また、タッチパネル430は、製造対象となっている遊技盤Yに装着する風車FWの装着位置データの補正のために使用される。図8は風車FWの装着位置データ補正の際におけるタッチパネル430での表示の様子を示す説明図である。図示するように、装着位置データの補正時には、タッチパネル430は、風車の種類(A風車、B風車)ごとに、予め制御データで定まっている装着位置データ(座標位置)と補正後の装着位置データ(座標位置)を表示する。これらデータ(座標位置)は、x座標データとy座標データである。補正後の装着位置データ(座標位置)の表示箇所は、タッチスイッチとしても機能し、使用者の指先での押圧があると、タッチパネル430は、補正座標値入力のために例えばテンキー画面を表示する。そして、この入力画面で補正座標値の入力があると、セットキー等の入力完了キー操作後に、図8の補正後の装着位置データ(座標位置)の表示箇所に、補正後のx座標データとy座標データの補正後装着位置データを表示する。こうした補正後装着位置データの表示に際し、補正前の装着位置データからの差分(補正分)を表示するようにしてもよい。
【0046】
こうして装着位置データが補正されると、風車打制御部440は、その補正後の装着位置データを管理コンピュータ100に送信する。管理コンピュータ100は、これを受けて、後述する表示態様の一つとして、図8と同じような表示をモニタ装置110に映し出す。
【0047】
上記したように、風車装着装置400は、タッチパネル430を備えるが、既述した釘打ち装置20やレール装着装置200、玉戻防止片装着装置300および後述のコーナーサイド装着装置500にあっても、各装置ごとにタッチパネルを備え、それぞれのタッチパネルにて各装着物の装着位置データの表示とその補正が可能である。また、各装着装置は、補正後の装着位置データを管理コンピュータ100に送信し、管理コンピュータ100はモニタ装置110にそのデータを、風車の装着位置データの表示と同様にして表示する。
【0048】
コーナーサイド装着装置500は、風車装着装置400を経て搬入された遊技盤Yの外側案内レール末端位置にコーナーサイドKSを固定する。図9はコーナーサイド装着装置500で行うコーナーサイドKSの装着の様子を概略的に説明する説明図、図10はコーナーサイド装着装置500が有するコーナーサイド把持装置510を概略的に示す斜視図である。
【0049】
図示するように、コーナーサイド装着装置500は、コーナーサイド補給エリアKHのコーナーサイドKSをコーナーサイド把持装置510で把持する。コーナーサイド把持装置510は、例えば多軸の間接を有するロボットアーム(図示略)に固定されており、コーナーサイド補給エリアKHから遊技盤Yの盤面までの2軸移動や盤面への降下のほか、鉛直軸周りの旋回も可能とされ、コーナーサイドKSをその装着位置に運ぶ。
【0050】
コーナーサイド把持装置510は、図10に示すように、開脚した本体基板512を備え、当該基板両端の脚を防止片把持装置310と同様に広狭させてコーナーサイドKSを把持する。また、コーナーサイドKSは樹脂製であることから、本体基板512は、その下面に吸着パットを備え当該パットでコーナーサイドKSを吸着・保持する。そして、このコーナーサイド把持装置510は、把持したコーナーサイドKSの下面の釘KSKを盤面に埋め込んでコーナーサイドKSを盤面に固定するため、上下動可能とされた二つのピストン514を有する。
【0051】
こうした構成を有するコーナーサイド把持装置510は、コーナーサイドKSを遊技盤Yの上方まで移動させた後に、これを盤面上に載置させる。次いで、ピストン514を降下させ、コーナーサイドKSを遊技盤Yに装着する。
【0052】
コーナーサイドKSの装着位置は、制御データが規定するコーナーサイド装着位置データで定まり、このコーナーサイド装着位置データは、コーナーサイド装着装置500が有するタッチパネル(図示略)にて、随時修正可能であり、修正後のコーナーサイド装着位置データは、補正データとしてコーナーサイド装着装置500に記憶されると共に、後述するように、管理コンピュータ100にも送信される。
【0053】
次に、管理コンピュータ100が関与するデータ管理と生産状況表示について説明する。図11は管理コンピュータ100がそのメモリ部120に記憶するデータの概要を示す説明図、図12はメモリ部120にて記憶・管理されるデータの詳細を説明する説明図である。
【0054】
図11に示すように、管理コンピュータ100は、そのメモリ部120に上記の各装着装置ごとにその管理データ群で構成される管理レコードと、装着装置の駆動制御に関与する制御データ群で構成される制御レコードのほか、生産台数レコード、生産済み台数レコード、異常データレコード、時刻データレコードを、遊技機機種と遊技盤Yの識別子に関連つけて記憶する。これらレコードを風車装着装置400を例に採り説明すると、図12のように、管理レコードは、風車打ち生産管理レコードと風車打ち生産管理更新レコードを含み、前者のレコードは、遊技機の機種を特定する機種データと、生産対象となる遊技盤Yを特定するための遊技盤データと、該当する機種の生産台数のデータと、生産済み台数のデータと、該当遊技盤の風車打ちを開始した開始時刻データと、その遊技盤について風車打ちを終了した終了時刻データと、異常内容のデータと、その異常が発生した時刻のデータを含む。
【0055】
こうした生産管理レコードのデータのうち、生産開始当初では、生産済み台数データと開始時刻データと終了時刻データと異常内容データと異常発生時刻データについては、データが存在しない(null)状態であり、風車装着装置400からの信号入力の都度に書き込まれる。例えば、異常内容データと異常発生時刻データであれば、釘補給・異常検出手段450や、風車補給・異常検出手段452、異常検出手段454で異常を検出すると、その時の時刻データと異常内容データ(異常内容コード)が、風車装着装置400(風車打制御部440)から管理コンピュータ100に送信される。
【0056】
また、上記の機種データと遊技盤データと生産台数のデータとは、その製造計画により予め定まり、管理コンピュータ100は、これらデータを対応つけて記憶する。こうした記憶に当たっては、営業管理コンピュータ610等からのデータの送信を経て記憶したり、外部記憶装置136からのデータ読み取りを経て記憶したり、キーボード・マウスからの直接入力により記憶する。
【0057】
一方、生産管理更新レコードは、機種データと遊技盤データと生産済み台数データと、該当遊技盤の風車打ちに要した作業時間データ(開始時刻と終了時刻の時間)と、異常内容データと、異常時刻データを含む。これらデータについても、生産開始当初では、生産済み台数データと作業時間データと異常内容データと異常発生時刻データについては、データが存在しない(null)状態であり、風車装着装置400からの信号入力の都度に書き込まれる。また、上記の機種データと遊技盤データと生産台数のデータとは、上記したように管理コンピュータ100に記憶される。
【0058】
こうした生産管理および生産管理更新のレコードは、生産対象となる遊技盤Yの遊技盤データごとに用意され、管理コンピュータ100に記憶される。また、風車装着装置400にあっては、後述する管理コンピュータ100からのデータ送信を受けて、風車打制御部440の所定の記憶領域に生産管理および生産管理更新のレコードを記憶する。そして、風車装着装置400は、後述する釘打ち制御の実行の間に、生産済み台数データと開始時刻データと終了時刻データと異常内容データと異常発生時刻データを拾得して、当該データを風車打制御部440に記憶すると共に、管理コンピュータ100にも送信する。これにより、図示する生産管理および生産管理更新のレコードが、各データを含んで遊技盤コードごとに構築される。つまり、遊技盤コードを特定すれば、その遊技盤コードに対応する上記各データを生産管理に用いることができる。また、機種データを特定すれば、その機種データに含まれる遊技盤コードそれぞれに対応する上記各データを生産管理に用いることができる。
【0059】
管理コンピュータ100が上記した管理レコードと共に記憶する制御レコードは、風車打ち制御基準レコードと風車打ち制御補正レコードを含み、前者のレコードは、機種データと、遊技盤データと、該当する遊技盤に装着する風車の風車種(A風車、B風車;図6、図8参照)を特定するための風車種データとその風車を装着する座標位置データ(装着位置データ)とを対応つけて含む。この風車種データと座標位置データは、風車種ごとに用意されており、一方の風車種だけを使うときは、他方の風車種データとその座標位置データは、データが存在しない(null)状態とされている。この制御基準レコードの上記の各データは、その遊技機機種、場合によっては遊技盤ごとに予め定まり、管理コンピュータ100は、これらデータを対応つけて記憶する。こうした記憶に当たっては、開発設計コンピュータ600等からのデータの送信を経て記憶したり、外部記憶装置136からのデータ読み取りを経て記憶したり、キーボード・マウスからの直接入力により記憶する。
【0060】
一方、制御補正レコードは、機種データと遊技盤データと第一風車(例えばA風車)の座標位置をタッチパネル430を用いて既述したように補正した場合の補正後の座標位置データ(補正後装着位置データ)と、第2風車(例えばB風車)についての補正後の座標位置データ(補正後装着位置データ)とを対応つけて含む。これらの補正後の座標位置データ(補正後装着位置データ)は、生産開始当初では、データが存在しない(null)状態であり、風車装着装置400からの信号入力(補正後座標データ入力)の都度に書き込まれる。
【0061】
こうした制御基準および制御補正のレコードは、生産対象となる遊技盤Yの遊技盤データごとに用意され、管理コンピュータ100に記憶される。また、風車装着装置400にあっては、後述する管理コンピュータ100からのデータ送信を受けて、風車打制御部440の所定の記憶領域に制御基準レコードを記憶し、制御補正レコードにあっては、タッチパネル430を用いた座標補正の都度に更新記憶する。そして、風車装着装置400は、この座標補正の都度に、各風車についての補正後の座標位置データ(補正後装着位置データ)を管理コンピュータ100にも送信する。これにより、図示する制御基準および制御補正のレコードが、各データを含んで遊技盤コードごとに構築される。そして、こうして構築されたレコードが風車装着装置400と管理コンピュータ100に共通に記憶され、その際には、上記各データを機種データおよび遊技盤データに対応つけて記憶される。
【0062】
上記したレコードのデータ構築・記憶並びに更新は、風車装着装置400に限られるわけではなく、管理コンピュータ100と、釘打ち装置20、レール装着装置200、玉戻防止片装着装置300およびコーナーサイド装着装置500の間でも行われる。
【0063】
次に、上記構成を有する遊技機製造システムにおける機器制御について、風車装着装置400での風車装着を例に採り説明する。図13は風車装着装置400による実際の風車打ちに先だって行われる準備制御の内容を示すフローチャート、図14は風車装着装置400が行う風車打ち制御の内容を示すフローチャートである。
【0064】
図13に示す風車打ち準備制御では、管理コンピュータ100は、上記した風車打ちについての生産管理レコードと制御基準レコードを風車装着装置400に送信する(ステップS100)。これにより、風車装着装置400では、これらレコードのデータが記憶され、風車打ちに必要な管理データと制御データが揃うことになる。こうしたデータ送信は、生産対象となる遊技機の機種が切り替わる都度に行ったり、一日或いは1週間等の生産スパンごとに行ったりできるほか、遊技機一台ずつの生産の都度に行うようにすることもできる。
【0065】
データ送信を機種切り替わりの都度とする場合には、その機種データに含まれる遊技盤データについて、当該データに対応する管理データと制御データが送信される。つまり、機種データは一つであるが、遊技盤データが複数となる。データ送信を生産スパンごとに行う場合は、複数機種を連続生産する状況が出てくる。よって、この場合は、遊技盤データばかりか、送信される機種データも複数となる。また、遊技機一台ずつでのデータ送信であれば、機種データも遊技盤データも一つとなり、そのデータ送信完了に続いて図14の処理を引き続き行うことになる。なお、ステップS100で説明した管理コンピュータ100からのデータ送信は、レール装着装置200についてはレール装着についての、玉戻防止片装着装置300については玉戻防止片装着についての、コーナーサイド装着装置500についてはコーナーサイド装着についての、それぞれの管理データと制御データが送信される。また、釘打ち装置20についても釘打ちについての管理データと制御データを送信するようにすることもできる。
【0066】
こうしたデータ送信を受けて風車装着装置400での風車打ち(風車装着)についてのデータ準備ができると、風車装着装置400(風車打制御部440)は、図14に示す風車打ち制御を実行する。この制御では、搬送コンベヤ12に遊技盤搬送指令を出して風車打ち対象となる遊技盤Yを既述した待機位置まで搬送し(ステップS200)、こうした基板搬送に並行して、POS448によるバーコード読み取りを行う(ステップS210)。遊技盤Yの待機位置までの搬送完了は、待機遊技盤検出手段446による検出信号で確認できるので、当該検出信号により搬送未完であれば、風車打制御部440は、搬送コンベヤ12による基板搬送を継続する。この場合、所定の時間が経過しても上記の検出信号が入力されなければ、搬送不良として異常報知し、その復旧を作業者に促すようにすることもできる。こうすれば、異常復旧が早まり好ましい。
【0067】
POS448は、バーコード読み取りにて遊技盤Yの機種データと遊技盤データを判別し、そのデータを風車打制御部440に出力する。風車打制御部440は、入力した機種データおよび遊技盤データを管理コンピュータ100に送信する(ステップS220)。管理コンピュータ100は、この送信を受けた遊技盤データにより、現在風車打ち作業中の遊技盤Yを特定できるので、この特定した遊技盤Yについての種々の情報をモニタ装置110に表示できる。
【0068】
次いで、入力した遊技盤データに対応する風車打ち制御データを図13のステップS100で送信を受けた制御データから選択する(ステップS230)。つまり、既述したようにデータ送信の実行状況によっては、遊技盤データが複数あれば、それが含まれる機種データによって当該遊技盤データに対応する制御データが異なる場合もある。また、機種データが同じでも複数台の遊技機生産を行うことから、遊技盤データごとに制御データを特定することは、データ特定の間違い回避から好ましい。こうしたことに対処するため、ステップS230で風車打ち制御データを特定するのである。なお、遊技機一台ずつでのデータ送信であれば、該当する風車打ち制御データは一組なので、このステップS230を行わなくても風車打ち制御データは特定できる。また、前回生産の遊技盤Yと今回生産の遊技盤Yとが、遊技盤データは異なるものの機種データが同じであれば、今回生産時には、ステップS230をパスして前回と同じ制御データを用いるようにすることもできる。
【0069】
こうして制御データを選択すると、風車打ちに備えて遊技盤Yを固定する(ステップS240)。この遊技盤固定は、上記した待機位置に遊技盤Yを固定するものであり、風車装着装置400における図示しない固定機器(シリンダ等)にて行われる。なお、このステップS240をステップS210のバーコード読み取りの前後のいずれかに行うようにすることもできる。
【0070】
次いで、ステップS230で選択した制御データに基づいて、詳しくはこれに含まれる風車種データに基づいて、装着対象となる風車(A風車、B風車)を判別しつつ、その判別した風車を第1風車供給装置402或いは第2風車供給装置404から補給する(ステップS250)。詳しくは、この判別した風車種の風車について、図6の釘挿入装置408での釘挿入、風車把持移動装置410の風車把持腕420への風車把持までを行う。例えば、選択した制御データが装着対象風車としてA風車であるとするデータを含めば、ステップS250では、第1風車供給装置402からの風車を補給する。
【0071】
次に、風車補給が完了したか否かを検出し、補給完了まで待機する(ステップS260)。この場合であっても、待機時間にタイム設定を行い、タイムオーバーであれば、風車補給異常の報知やその復旧指示をするようにすることもできる。また、釘挿入装置408(図6参照)での釘挿入に際して、釘の曲がりや風車の損傷等の既述した釘・風車異常の検出をこのステップS260と並行して行い、こうした異常があればその旨の報知をして復旧を待つようにすることもできる。こうして風車補給が完了すると、その風車を遊技盤Yに装着すべく、次の処理を行う。
【0072】
まず、風車把持移動装置410にてその風車把持腕420を駆動し、装着対象となる風車の遊技盤Y上方までの搬送、盤面上への降下を行い風車を盤面に設置する(ステップS270;図6参照)。この風車の盤面設置は、上記のステップS230で選択した制御データに含まれる装着位置データ(即ち、風車座標位置データ)が用いられ、その装着位置データに応じた位置に風車が設置される。この場合、風車装着装置400にて既述したようにその座標位置データの補正が行われている場合は、その補正後の装着位置データ(補正後の座標位置データ)に応じた位置に風車が設置される。こうした補正後の装着位置データは、風車装着装置400で装着位置を補正する都度に管理コンピュータ100に送信され、管理コンピュータ100は、送信を受けたデータ(補正後装着位置データ)を、図12に示した風車打ちについての制御補正レコードの補正座標位置データとして風車種ごとに更新記憶する。
【0073】
風車把持腕420での風車載置に続いては、風車打ハンマー422を駆動して風車を遊技盤Yに固定する(ステップS280)。遊技盤Yには盤面左右に風車を装着するので、一つの風車についての固定が完了すると、風車把持腕420の旋回を経て二つ目の風車を上記ステップS270,280に倣って固定する。
【0074】
こうして風車固定を行うと、風車打ハンマー422や風車把持腕420の原位置復帰確認等を介して風車打ち作業の完了を判別する(ステップS290)。作業未完であれば、風車打ち異常としてその旨をタッチパネル430や異常報知手段458に報知し(ステップS300)、その復旧作業の完了を待つ(ステップS310)。
【0075】
風車打ち作業が完了すると、風車装着装置400は、その風車打制御部440で風車打ち台数を演算し(ステップS320)、その結果(台数)を管理コンピュータ100に送信する(ステップS330)。この風車打ち台数演算は、台数算出用のレジスタに値1をインクリメントすることで行えばよい。こうして風車打ち済み台数のデータの送信を受けた管理コンピュータ100は、図12に示した風車打ちについての生産管理レコード、生産管理更新レコードの生産済み台数データを更新する。ところで、これらレコードは、遊技盤データごとのものであるので、現在生産対象となっている遊技盤についてのものに他ならない。よって、生産済み台数データとしては値1を更新すれば足りる。そして、機種ごとの生産済み台数については、生産済み台数データが値1とされたレコードを機種単位で集計することで算出される。
【0076】
こうして風車打ち作業が完了すれば、風車装着装置400は、それまで固定していた遊技盤Yを解放すると共に、搬送コンベヤ12に対して、遊技盤Yを次工程(コーナーサイド装着)のコーナーサイド装着装置500に搬送するよう指令する。搬送コンベヤ12は、これを受けて遊技盤Yをコーナーサイド装着装置500に搬送駆動する。
【0077】
次に、現在生産対象となっていた遊技盤Yの風車打ちが完了していたことと、本ルーチンに従って生産を開始してからの累積生産済み台数とを、風車装着装置400のタッチパネル430と、管理コンピュータ100のモニタ装置110に順次表示し(ステップS340、350)、ステップS200の処理に戻る。
【0078】
こうした風車打ち制御を行いつつ、風車装着装置400は、例えばステップS240実行時の時刻を、遊技盤Yへの風車装着を開始した開始時刻として管理コンピュータ100に送信する。管理コンピュータ100は、この送信を受けた開始時刻を図12に示した風車打ちについての生産管理レコードの開始時刻データに更新する。また、風車装着装置400は、例えばステップS320実行時の時刻を、遊技盤Yへの風車装着が終了した終了時刻として管理コンピュータ100に送信する。管理コンピュータ100は、この送信を受けた開始時刻を生産管理レコードの終了時刻データに更新する。そして、管理コンピュータ100は、この開始時刻と終了時刻との間の時間を生産管理更新レコードの作業時刻データに更新する。また、上記した異常が発生すれば、風車装着装置400はその内容と発生時刻をその都度に管理コンピュータ100に送信し、管理コンピュータ100は、これらを生産管理レコードと生産管理更新レコードの該当データとして更新する。
【0079】
以上、風車装着装置400による風車打ちを行う際の制御について説明したが、レール装着装置200や玉戻防止片装着装置300、コーナーサイド装着装置500にあってもその装着対象が相違するだけであり、上記した風車打ちの準備と制御の手順は変わるものではない。なお、各装着装置で特有の異常の内容については相違するので、ここで説明する。
【0080】
レール装着装置200は、その装着対象が案内レールRであることから、風車装着装置400が有する上記各異常検出手段に類似の異常検出手段により、次の異常を検出し、管理コンピュータ100にその内容および発生時刻等を送信する。このレール装着装置200では、装着対象となる案内レールRの曲がりや等の変形異常や、レール補給異常等が検出される。
【0081】
玉戻防止片装着装置300では、玉戻防止片TBの固定に際しモータ318によるネジ締めを行うので、玉戻防止片TBの螺旋孔TBhに挿入済みのねじのねじ頭不良(ドライバ溝のヘタリ等)やねじ挿入漏れ等の異常の他、玉戻防止片TBの補給異常等が検出される。
【0082】
コーナーサイド装着装置500では、コーナーサイドKSの補給異常の他、コーナーサイドKSの破損等の異常、生産対象となっている遊技盤Yに適するコーナーサイドKSとは異なるコーナーサイドKSであるといった種類の異常等が検出される。
そして、各装着装置にあっても、上記異常を検出すると、その異常内容(異常コード)と発生時刻等を、風車装着装置400の場合と同様にして管理コンピュータ100に送信する。
【0083】
上記したように、風車打制御部440はステップS220で現在風車打ち作業中の遊技盤Yの遊技盤データを管理コンピュータ100に送信するので、管理コンピュータ100は、この風車打ち作業中の遊技盤Yを特定できる。レール装着装置200でのレール装着状況や玉戻防止片装着装置300での玉戻防止片の装着状況等についても同様である。よって、管理コンピュータ100は、この特定した遊技盤Yについて、風車打ちばかりかその他の装着物装着の作業状況をもモニタ装置110に表示できる。また、管理コンピュータ100は、レール装着装置200や玉戻防止片装着装置300等の各装着装置でそれぞれ現在装着作業にある遊技盤Yを、各装着装置から送信を受けた遊技盤データで装着装置ごとに把握でき、これを表示できる。例えば、管理コンピュータ100は、そのモニタ装置110に、レール装着装置200で装着作業中の遊技盤Yの遊技盤データと、玉戻防止片装着装置300で装着作業中の遊技盤Yの遊技盤データと、風車装着装置400で装着作業中の遊技盤Yの遊技盤データと、コーナーサイド装着装置500で装着作業中の遊技盤Yの遊技盤データを一括、或いは選択的に表示できる。しかもこうした作業状況を、各装着装置とは離れて設置された管理コンピュータ100にて確認できる。
【0084】
更に、管理コンピュータ100は、上記のステップS350で把握した生産済み台数を、各装着装置ごとにモニタ装置110に表示したりすることもできる。こうした表示を行うに際しては、機種データごとの生産予定台数(生産管理レコードにおける生産台数データ)と上記の生産済み台数とを対比して進捗状況を演算し、これをグラフや図案化して表示したりすることもできる。
【0085】
以上説明したように、本実施例の遊技機製造システムは、案内レールRや、玉戻防止片TB、風車FW、コーナーサイドKS等の装着物ごとに用意された上記の複数種類の装着装置のそれぞれと管理コンピュータ100とについて、ステップS100でのデータ送信を経て、生産管理データおよび各装着物装着の制御データを共通に記憶するようにした。しかも、これらデータには、遊技機機種を特定する機種データと、遊技盤Yを特定する遊技盤データを含めた。よって、管理コンピュータ100を装着装置設置の製造ラインから離れて設置できるので、コンピュータにとって好適に空調管理された環境に管理コンピュータ100を設置できる。
【0086】
そして、図12に示すデータを管理コンピュータ100と各装着装置で共通して記憶するようにした上で、風車装着装置400等のそれぞれの装着装置は、生産対象となる遊技機機種についての機種データに対応する制御データを用いて、遊技盤に装着物を装着する。従って、管理コンピュータ100は、データの共有化を通してそれぞれの装着装置の装着駆動状況を設定できる。
【0087】
しかも、風車装着装置400等にて風車FW等の装着位置データ(座標位置データ)を修正すれば、その修正後装着位置データ(座標位置データ)を用いて風車FW等の装着物をそれぞれの装着装置で装着できる。その上、管理コンピュータ100は送信を受けた装着位置データ(座標位置データ)を機種データと遊技盤データとに対応つけて記憶するので(図12参照)、装着装置で装着物装着に用いられているデータ種別(修正前後の装着位置データ(座標位置データ))を把握できる。また、手動での非常停止等に伴う装着装置の再設定等に当たっては、記憶済みの修正前の装着位置データ(座標位置データ)と修正後の装着位置データ(座標位置データ)を装着装置に送信することで(図13;ステップS100)、装着装置を修正前の装着位置データ(座標位置データ)を用いた装着物装着としたり、修正後の装着位置データ(座標位置データ)を用いた装着物装着に用いたりといった対処を図ることができる。
【0088】
また、遊技盤を特定する遊技盤データを、上記の機種データに対応つけておくので、遊技盤コードごと(製造対象の遊技機ごと)に、上記の対処も可能となる。
【0089】
特に、風車装着装置400では、異なる風車FWを装着することに備えて、風車種ごとに装着位置データ(座標位置データ)を設定しこれらを修正できるようにした。よって、異なる風車FWを支障なく遊技盤Yに装着できると共に、風車装着装置400での風車種ごとの装着位置データ(座標位置データ)の修正に対しても種々対応できる。
【0090】
また、本実施例の遊技機製造システムでは、管理コンピュータ100と風車装着装置400等のそれぞれの装着装置とで、図12に示す生産管理・更新レコードを共通に記憶するので、次のような表示態様が可能である。図15は管理コンピュータ100におけるモニタ装置110での表示の一態様の概要を示す説明図、図16はモニタ装置110での表示態様の詳細を示す説明図、図17は生産管理に関する表示の様子を種々表す説明図、図18は図16の画面表示からの表示切り替えの様子を示す説明図である。
【0091】
図15に示すように、管理コンピュータ100は、そのモニタ装置110にメイン画面を表示させ、当該画面でのスイッチ操作から、種々の表示を行う。この表示は、生産管理上の観点からの表示(生産管理表示)と、製造制御上の観点からの表示(製造制御表示)に分けられ、これら両表示を風車装着装置400等の各装着装置ごとにも可能とする。つまり、メイン画面では、生産管理表示と製造制御表示のいずれかを選ぶスイッチ(タッチスイッチ)と、各装着装置ごとに上記両表示を行うスイッチが選択できるようにされている。このようすは、図16に示されている。図16では、生産管理表示は生産管理データスイッチで、製造制御表示は製造技術データスイッチで、各装着装置ごとの両表示は生産・製造データ(パラレル)スイッチとして示されている。
【0092】
ここで、生産管理表示か製造制御表示のいずれかが操作されて表示が選択されれば、図15の上段に示すように、そのスイッチに応じて生産管理表示と製造制御表示が現れる。この表示の画面には、それぞれ、レール装着装置200、玉戻防止片装着装置300、風車装着装置400、コーナーサイド装着装置500のいずれかの装着装置を選択するスイッチが表示されるので、表示を所望するスイッチを操作する。例えば、図16のメイン画面にて生産管理データスイッチを押すと、上記の各装着装置に対応する名称のスイッチが現れる(図16の画面B参照)。この画面でいずれかの装着装置が選択されると、その選択した装着装置(例えば、風車装着装置400)での生産管理上の表示が現れる。この様子は図17で説明される。
【0093】
図17に示すように、選択した風車装着装置400で現在生産中の遊技盤Yについての生産管理上のデータが表示される。画面Cは、生産モニタ表示に該当し、その遊技盤Yに風車FWを装着するプログラムに付されたプログラムNo.と、その生産台数(生産予定台数と生産済み台数)と、機種名(即ち、機種データ)と、日付、生産経過時間、生産開始時刻、生産終了時刻を示す。これら表示項目のうち、プログラムNo.は、そのデータを管理コンピュータ100が予め機種データと対応つけて記憶しておき、その記憶データを読み出すことで表示される。生産台数や生産経過時間、生産開始時刻、生産終了時刻は、図12に示した生産管理・更新レコードにおけるデータに基づいて表示され、機種名(即ち、機種データ)については、風車装着装置400から送信を受けた遊技盤データとの照合の結果に基づいて表示される。日付は、管理コンピュータ100が内蔵するタイマーから読み出したものが表示される。管理コンピュータ100で行う表示制御は、上記した各スイッチの操作に応じて起動する表示プログラムに沿って実行され、当該プログラムは予め管理コンピュータ100のメモリ部120に記憶されている。風車装着装置400以外の装着装置が画面B(図16参照)で選択された場合も同様である。
【0094】
上記した画面Cの生産モニタ表示に続いては、画面切換等の図示しないスイッチ操作により、管理コンピュータ100は、画面Dの稼働モニタ表示に切り替える。この稼働モニタ表示では、図示するように、電源投入時間、自動運転時間、異常停止時間、待ち時間、一時間あたりの平均生産台数を表示する。なお、これら表示は、図16の画面Bで選択された装着装置に関してのものとして表示される。
【0095】
電源投入時間や自動運転時間にあっては、図13、図14で示した制御を各装着装置で行う都度に入力される開始時間データから演算することもできるほか、管理コンピュータ100にて自身のタイマーから演算するようにすることもできる。異常停止時間や待ち時間および一時間あたりの平均生産台数は、風車装着装置400から送信を受けるデータ(異常時刻データ・生産済み台数データ)等から管理コンピュータ100にて求められ、表示される。
【0096】
この画面Dの稼働モニタ表示に続いては、画面切換等の図示しないスイッチ操作により、管理コンピュータ100は、画面Eの異常モニタ表示に切り替える。この異常モニタ表示では、図示するように、所定期間内の異常の発生箇所やその内容、発生回数、発生時刻等を表示し、これら表示は、風車装着装置400等の各装着装置から送信を受けるデータ(異常内容データ・異常時刻データ等)で更新した図12の生産管理・更新レコードのデータから管理コンピュータ100にて求められ、表示される。なお、釘打ち装置20についても風車装着装置400と同様にして生産管理表示を行うようにすることもできる。この場合、釘打ち装置20は複数台あることから、複数台の装置全体としての生産管理表示の他、各釘打ち装置を装置データ等で特定して各釘打ち装置ごとに生産管理表示を行うようにすることもできる。
【0097】
以上説明したように、管理コンピュータ100の側で、風車装着装置400等の各装着装置における風車FW等の装着状況を表示・提示できることから、生産管理が一元化でき、なおかつ、簡便である。しかも、管理コンピュータ100は、生産管理更新レコードを風車装着装置400等の各装着装置からのデータ送信により更新するので、上記した生産管理表示を常に最新のものとして表示できる。よって、一定期間ごと、例えば一日ごとの装着状況や異常発生の様子等を容易に管理できる。こうした一日ごとの装着状況は、画面Eで説明した異常内容の場合と同様、各装着装置での装着物の装着状況(生産済み台数データ)の更新結果から容易に求めることができる。
【0098】
管理コンピュータ100は、上記した各表示を自身のモニタ装置110を用いて各装着装置ごとに行うものである。ところで、風車装着装置400等の各装着装置は、それぞれタッチパネル430を有するので、各装着装置ごとに、該当する表示(例えば、風車装着装置400であれば風車打ちに関するものだけの生産管理表示)を行うようにすることもできる。こうすれば、管理コンピュータ100とそれぞれの装着装置の両者で、共通の生産管理表示を行うことができ、生産管理の確認等の観点から好ましい。
【0099】
図16のメイン画面で製造制御データスイッチを押すと、画面Fに示すように、製造制御に関する表示項目(座標修正・設定、遊技盤搬送速度、部品補給速度)が現れる。なお、遊技盤搬送速度、部品補給速度については、これら速度が表示されるに過ぎないので、その説明を省略する。
【0100】
画面Fで座標修正・設定のスイッチを押すと、生産管理データスイッチの場合と同様、風車装着装置400等の上記各装着装置に対応する名称のスイッチが現れる(図18の画面G参照)。この画面でいずれかの装着装置についての座標修正のスイッチが選択されると、その選択した装着装置で行った既述した座標補正後の座標位置(補正後のx座標値と、補正後のy座標値)とその補正前の座標位置の表示が現れる。この様子は図18の画面F〜Kで説明される。
【0101】
例えば、画面Gで遊技用レール座標修正スイッチであれば、画面Hに表示が切り替わり、内外のレールについて、その補正前の座標位置(図12のレール装着基準レコードの座標位置データ)と、レール装着装置200で行われた補正後の座標位置(レール装着制御補正レコードの補正座標位置データ)とが、それぞれそのx座標値とy座標値で表示される。玉戻防止片座標修正、風車座標修正、コーナーサイド座標修正も同様である(図18の画面I〜K参照)。
【0102】
従って、管理コンピュータ100の側では、風車装着装置400等の各装着装置でそれぞれ行った座標補正の様子を随時提示できることから、各装着装置がある作業領域での制御データ(座標位置データ)の補正の様子を一元管理できる。このため、補正の適否についても、管理コンピュータ100の側で判定でき、好ましい。
【0103】
以上説明した各装着装置ごとの補正前後の座標表示は、画面G〜Kに切り替わるようにしたが、モニタ装置110の表示領域を分割して、各装着装置ごとの補正前後の座標表示を一括に表示することもできる。
【0104】
図18で説明した各装着装置ごとの座標位置データ表示は、管理コンピュータ100の側のものであるため、その表示だけとしたが、次のようにすることもできる。
図8では、風車装着装置400にて風車打ち座標を補正する際にその表示箇所をタッチスイッチとして構成し、このスイッチ操作で座標補正ができるようにした。管理コンピュータ100にあっても、補正後の座標位置データ表示箇所をタッチスイッチとして構成し、そのスイッチ操作を経て各装着装置ごとの座標位置データを補正できるようにしてもよい。こうすれば、風車装着装置400等の各装着装置の側でも管理コンピュータ100の側でも座標位置データを補正できるので、設計変更に対して速やかに対処できる。このように管理コンピュータ100でも座標位置データの補正を行う場合には、その補正後の座標位置データを、機種データや遊技盤データに対応つけて該当する装着装置(例えば、風車装着装置400)にデータ送信するようにする。こうすれば、管理コンピュータ100と各装着装置で共通に制御データ(補正前後の座標位置データ)を記憶できるので、支障はない。なお、管理コンピュータ100の側の補正と各装着装置の側の補正に優先順序をつけ、例えば管理コンピュータ100の側の補正を優先するようにすれば、装置制御の管理が強化できる。
【0105】
図15の下段に示した表示態様は、上段での生産管理・製造制御の選択に替えて、レール装着装置200、玉戻防止片装着装置300、風車装着装置400、コーナーサイド装着装置500の各装置の選択とする。そして、例えば、風車装着装置400が選択されれば、この風車装着装置400についての既述した生産管理表示(図17参照)と、製造制御表示(図18参照)を切り替え表示する。こうすれば、各装着装置についての生産管理表示と製造制御表示を行うアプローチの手法が多様化できるので、表示を通して管理に汎用性が高まる。
【0106】
以上本発明の実施例について説明したが、本発明は上記の実施例や実施形態になんら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0107】
10…遊技機製造システム
12…搬送コンベヤ
20…釘打ち装置
21…釘打ちハンマ
100…管理コンピュータ
110…モニタ装置
120…メモリ部
130…制御部
132…キーボード
134…マウス
136…外部記憶装置
200…レール装着装置
202…レールドラム
300…玉戻防止片装着装置
310…防止片把持装置
312…本体基板
314…把持片
316…テーブル
318…モータ
400…風車装着装置
402…第1風車供給装置
404…第2風車供給装置
406…風車釘供給装置
408…釘挿入装置
410…風車把持移動装置
412…風車ホッパー
414…釘ホッパー
420…風車把持腕
422…風車打ハンマー
424…風車釘打装置
430…タッチパネル
440…風車打制御部
442…風車打機構
446…待機遊技盤検出手段
450…釘補給・異常検出手段
452…風車補給・異常検出手段
454…異常検出手段
456…非常停止手段
458…異常報知手段
500…コーナーサイド装着装置
510…コーナーサイド把持装置
512…本体基板
514…ピストン
600…開発設計コンピュータ
610…営業管理コンピュータ
620…資材出荷コンピュータ
FW…風車
KH…コーナーサイド補給エリア
KS…コーナーサイド
KSK…釘
R…案内レール
RH…レール補給エリア
SD…ドライバ
TB…玉戻防止片
TBh…螺旋孔
TBk…装着部
TH…玉戻防止片補給エリア
Y…遊技盤
【特許請求の範囲】
【請求項1】
遊技盤の盤面に種々の装着物を装着して遊技機を製造するシステムであって、
前記装着物ごとに用意された複数種類の装着装置と、
該複数種類の装着装置とデータの送受信が可能とされた管理コンピュータとを備え、
前記管理コンピュータは、
前記複数種類の装着装置のそれぞれから、該当する装着装置での装着物の装着状況を表す装着状況データ入力し、
該入力した装着状況データに基づいて、前記複数種類の装着装置ごとの前記装着物の装着状況を表示する、遊技機製造システム。
【請求項2】
請求項1記載の遊技機製造システムであって、
前記管理コンピュータは、前記入力した装着状況データを更新記憶する、遊技機製造システム。
【請求項3】
請求項1または請求項2記載の遊技機製造システムであって、
前記装着状況データは、装着物装着の進捗状況と、装着物装着の装着不良の発生状況とを含み、
前記管理コンピュータと前記複数種類の装着装置のそれぞれは、
生産対象となる技機機種を特定する機種データを共通に記憶し、
前記管理コンピュータは、前記遊技機機種ごとに、前記装着状況データに基づく装着状況表示を行う、遊技機製造システム。
【請求項1】
遊技盤の盤面に種々の装着物を装着して遊技機を製造するシステムであって、
前記装着物ごとに用意された複数種類の装着装置と、
該複数種類の装着装置とデータの送受信が可能とされた管理コンピュータとを備え、
前記管理コンピュータは、
前記複数種類の装着装置のそれぞれから、該当する装着装置での装着物の装着状況を表す装着状況データ入力し、
該入力した装着状況データに基づいて、前記複数種類の装着装置ごとの前記装着物の装着状況を表示する、遊技機製造システム。
【請求項2】
請求項1記載の遊技機製造システムであって、
前記管理コンピュータは、前記入力した装着状況データを更新記憶する、遊技機製造システム。
【請求項3】
請求項1または請求項2記載の遊技機製造システムであって、
前記装着状況データは、装着物装着の進捗状況と、装着物装着の装着不良の発生状況とを含み、
前記管理コンピュータと前記複数種類の装着装置のそれぞれは、
生産対象となる技機機種を特定する機種データを共通に記憶し、
前記管理コンピュータは、前記遊技機機種ごとに、前記装着状況データに基づく装着状況表示を行う、遊技機製造システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2009−254913(P2009−254913A)
【公開日】平成21年11月5日(2009.11.5)
【国際特許分類】
【出願番号】特願2009−187170(P2009−187170)
【出願日】平成21年8月12日(2009.8.12)
【分割の表示】特願2003−2745(P2003−2745)の分割
【原出願日】平成15年1月9日(2003.1.9)
【出願人】(599104196)株式会社サンセイアールアンドディ (597)
【Fターム(参考)】
【公開日】平成21年11月5日(2009.11.5)
【国際特許分類】
【出願日】平成21年8月12日(2009.8.12)
【分割の表示】特願2003−2745(P2003−2745)の分割
【原出願日】平成15年1月9日(2003.1.9)
【出願人】(599104196)株式会社サンセイアールアンドディ (597)
【Fターム(参考)】
[ Back to top ]