
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する長側面成形部31には、キャビティ25を画定する成形面において収容凹部32が形成されるとともに、収容凹部32に嵌入される移動ブロック41が設けられている。移動ブロック41には、キャビティ25の空気を吸引可能とし、移動ブロック41の成形面にラベル11を吸着させるためのスリット35が形成されている。また、移動ブロック41は、当該移動ブロック41の成形面に吸着されたラベル11の全体が前記収容凹部32の内側に位置する退避位置と、移動ブロック41の成形面に吸着されたラベル11の全体が収容凹部32の外側に位置する成形位置との間を変位可能に構成されている。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する長側面成形部31には、キャビティ25を画定する成形面において収容凹部32が形成されるとともに、収容凹部32に嵌入される移動ブロック41が設けられている。移動ブロック41には、キャビティ25の空気を吸引可能とし、移動ブロック41の成形面にラベル11を吸着させるためのスリット35が形成されている。また、移動ブロック41は、当該移動ブロック41の成形面に吸着されたラベル11の全体が前記収容凹部32の内側に位置する退避位置と、移動ブロック41の成形面に吸着されたラベル11の全体が収容凹部32の外側に位置する成形位置との間を変位可能に構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品の運搬等に使用される箱型容器やパレット等の運搬補助具及びその製造方法に関するものである。
【背景技術】
【0002】
従来、複数の物品をまとめて、或いは、姿勢の安定し難い物品や壊れ易い物品を安定状態で運搬等する場合に、箱型容器やパレット等の運搬補助具が使用される。また、このような運搬補助具に対して所定の情報(会社名や商品名等)を付す場合において、運搬補助具を成形する金型装置のキャビティに対して、表面に前記所定の情報が印刷されたラベル(インモールドラベル)を設置してから、溶融状態の熱可塑性樹脂を充填・固化させることで、前記所定の情報が付された表示面を運搬補助具と同時に形成するといった技術がある。
【0003】
ところで、キャビティに溶融樹脂を充填する際に、キャビティに注入された溶融樹脂がラベルの端縁に勢いよくぶつかることに起因して、ラベルが捲れたり、ラベルが位置ずれしたり、ラベルに皺が発生したりしてしまうといったおそれがある。
【0004】
これに対し、キャビティを形成する成形面のうち、ラベルの設置される部位においてラベルを収容可能な凹部を形成することで、キャビティに注入された溶融樹脂のラベルの端縁への衝突を回避するといった技術がある(例えば、特許文献1等参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−34372号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1のように前記凹部を形成した場合には、運搬補助具において、ラベルが運搬補助具の凸部に設けられることになる。このため、表面から突出位置にあるラベルに対してその他の物品等がぶつかったり擦れたりし易くなってしまい、ラベルの劣化を早めるとともに、外観品質の低下を招いてしまうおそれがある。
【0007】
本発明は上記例示した問題点等を解決するためになされたものであって、その目的は、ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
以下、上記目的等を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果等を付記する。
【0009】
手段1.物品を載置可能な載置部を備えるとともに、所定の情報を表示する表示面を有する運搬補助具の製造方法であって、
前記運搬補助具を成形するためのキャビティを形成する複数の金型を備える金型装置と、前記キャビティに対して溶融状態の熱可塑性樹脂を注入する射出装置と、前記キャビティ内の空気を吸引可能な吸引装置とを用い、
前記キャビティを画定する前記金型の成形面のうち前記表示面を成形する部位に対してラベルを設置する設置工程と、
前記ラベルが設置された前記キャビティに対して溶融樹脂を充填する充填工程と、
前記キャビティに充填された溶融樹脂を固化させる固化工程とを経ることで、
前記載置部を備えるとともに、前記ラベルによって前記所定の情報が表示された前記表示面を有する運搬補助具が一体的に形成され、
前記金型には、前記キャビティを画定する成形面において、前記射出装置から供給される溶融樹脂を前記キャビティへ導入するためのゲートが形成され、
前記金型のうち前記表示面を成形する部位には、前記キャビティを画定する成形面において収容凹部が形成されるとともに、前記収容凹部に嵌入される移動ブロックが設けられ、
前記収容凹部には、前記吸引装置と連通する第1吸引孔が形成されるとともに、前記移動ブロックのうち前記キャビティを画定する成形面には、前記第1吸引孔と連通する第2吸引孔が形成され、前記吸引装置により前記第1吸引孔及び前記第2吸引孔を介して前記キャビティ内の空気を吸引可能に構成され、
前記移動ブロックは、前記吸引装置の吸引力により前記第1吸引孔及び前記第2吸引孔を介して前記移動ブロックの成形面に吸着された前記ラベルの全体が前記収容凹部の内側に位置する退避位置と、前記成形面に吸着された前記ラベルの全体が前記収容凹部の外側に位置する成形位置との間を変位可能に構成され、
前記移動ブロックを前記退避位置とした状態で、前記充填工程を開始するとともに、前記キャビティに注入された溶融樹脂が、前記ラベルのうち前記ゲート側の辺部を越えて充填された後に、前記移動ブロックを前記成形位置とすることを特徴とする運搬補助具の製造方法。
【0010】
手段1によれば、移動ブロックを退避位置としてキャビティに溶融樹脂を充填することで、ラベルの端縁に対してキャビティに注入された溶融樹脂が勢いよくぶつかってしまうといった事態を回避することができる。これにより、ラベルの浮き上がり、位置ずれ、及び皺の発生等を防止することができる。特に、キャビティのうち退避位置にある移動ブロックに吸着されたラベルと、当該ラベルに対向する成形面との間に形成されるキャビティの幅が、収容凹部の開口周縁部と、これに対向する成形面との間に形成されるキャビティの幅よりも広くなる場合には、ラベルが設置されている部位への溶融樹脂の流入速度を下げることができ、かかる作用効果が一層確実に奏される。
【0011】
また、キャビティに対して溶融樹脂がラベルのゲート側の辺部を越えるまで充填された後、移動ブロックが成形位置へと変位するように構成されている。すなわち、キャビティに対して溶融樹脂がラベルのゲート側の辺部を越えるまで充填されていれば、既に充填されている溶融樹脂によって、ラベルが金型(移動ブロック)の成形面に押さえ付けられることとなる。このため、移動ブロックを退避位置から成形位置へと変位させ、ラベルを収容凹部の外側に位置させたとしても、ラベルの浮き上がり等を防止することができる。
【0012】
さらに、移動ブロックが成形位置にある状態で運搬補助具が成形される(溶融樹脂の固化が完了する)ことから、製造された運搬補助具において、ラベルが運搬補助具の表面から突出してしまうといった事態を回避することができる。従って、ラベルの浮き上がり等がなく、ラベルが運搬補助具の表面から突出していない運搬補助具を確実に得ることができる。
【0013】
当該運搬補助具にあっては、ラベルが運搬補助具の表面から突出するものに比べて、ラベルがその他の部材等にぶつかったり擦れたりする機会を低減させることができ、耐久性の向上等を図ることができる。特に、運搬補助具が、スタッキング及びネスティングの少なくとも一方の段積みを行えるように構成されている場合には、段積みに際して、ラベルが引っ掛かってしまうようなこともなく、比較的スムースに段積みを行うことができる。さらには、ラベルが運搬補助具の表面から突出していない分、運搬補助具をよりコンパクトに段積みすることができるとともに、重ねられた運搬補助具によってラベルが擦れてしまうといった事態を抑制することができる。
【0014】
さらに、
また、例えば、移動ブロックを退避位置のまま固化工程を行ってしまうような場合に比べ、不要な部位が形成されてしまうといった事態を回避することができ、省資源化を図りつつ、運搬補助具の機能性の低下や、運搬補助具の肉厚が厚くなることに起因する成形歪み(ヒケ)の発生等の各種不具合を防止することができる。
【0015】
尚、「所定の情報」とは、運搬補助具で運搬される物品に関わる情報(物品の製造・販売元の会社名や物品の商品名等)や、運搬等に関わる情報(運搬する会社名等)や、運搬補助具に関係する情報(運搬補助具の製造・販売元の会社名や商品名等)や、意匠性を向上させるようなイラストレーション等のラベル表面の印刷によって表示される情報だけでなく、ラベルの形状や設置位置によって認識できるような情報(運搬補助具の向きを把握できる等)についても含まれる趣旨である。
【0016】
手段2.前記移動ブロックは、前記キャビティを画定する成形面側において凹部を有する本体部と、前記凹部に嵌入される入れ子とを備え、
前記本体部には、前記凹部の底面と、前記第1吸引孔とを連通させる連通孔が形成されるとともに、
前記凹部に対して前記入れ子を嵌入させることで、前記入れ子のうち前記キャビティを画定する成形面と、前記凹部の開口周縁部との間に、前記連通孔と連通する前記第2吸引孔としての前記スリットが形成されていることを特徴とする手段1に記載の運搬補助具の製造方法。
【0017】
手段2によれば、移動ブロックの成形面において、ラベル吸引用のスリットを枠状に切れ目なく形成することができ、移動ブロックの成形面に対してラベルをバランスよく強固に吸着することができる。従って、移動ブロックが変位する場合でも、ラベルの位置ずれ等をより確実に防止することができる。
【0018】
手段3.前記キャビティに溶融樹脂が充満する前のタイミングで、前記移動ブロックが前記退避位置から前記成形位置へと変位することを特徴とする手段1又は2に記載の運搬補助具の製造方法。
【0019】
手段3によれば、キャビティに溶融樹脂が充満する前に、移動ブロックを退避位置から成形位置へと変位させている。このため、例えば、キャビティに溶融樹脂が充満した後に移動ブロックを成形位置へと変位させる場合のように、移動ブロックを比較的変位させ難くなる等のキャビティに充満している溶融樹脂の圧力に起因する各種不具合を招いたり、キャビティで余分となり、キャビティ外へ排出しなければならない溶融樹脂が比較的多く生じてしまったりするといった事態を回避することができる。
【0020】
手段4.上記手段1乃至3のいずれかに記載の製造方法によって形成される運搬補助具であって、
前記移動ブロックによって成形される前記ラベルの表面を含む部位は、前記収容凹部の開口周縁部によって形成される部位と面一、又は、前記収容凹部の開口周縁部によって形成される部位よりも没入していることを特徴とする運搬補助具。
【0021】
手段4によれば、ラベルが運搬補助具の表面と面一又は表面から没入した位置に設けられていることから、ラベルがその他の部材や床面にぶつかったり擦れたりするといった事態を抑制することができる。また、上記手段1等に記載のように製造されることで、ラベルの位置ずれ等を防止することができ、不良品の発生を低減させることができる。
【図面の簡単な説明】
【0022】
【図1】箱型容器の断面図である。
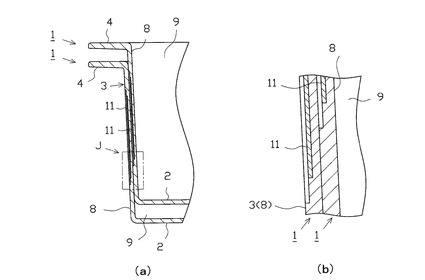
【図2】(a)は、ネスティングされた箱型容器を示す部分断面図であり、(b)は、(a)のJ部を示す拡大図である。
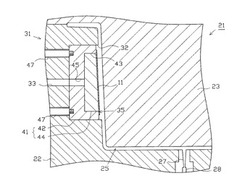
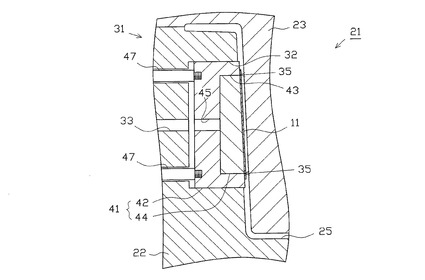
【図3】移動ブロックが退避位置にある金型装置を示す部分断面図である。
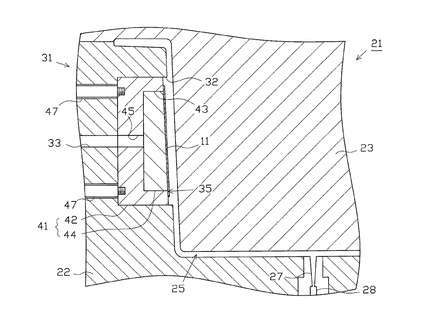
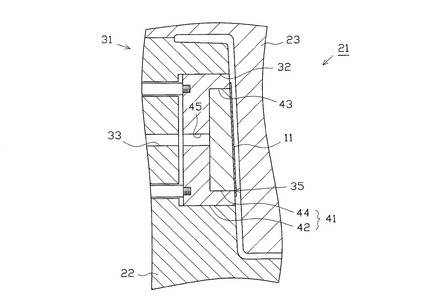
【図4】移動ブロックが成形位置にある金型装置を示す部分断面図である。
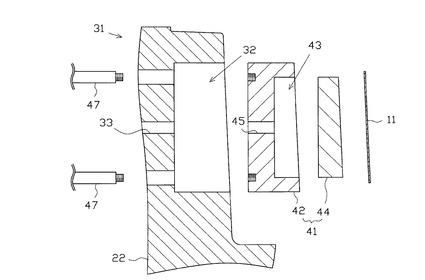
【図5】金型装置を分解した状態を示す断面模式図である。
【図6】別の実施形態における金型装置の部分断面図である。
【発明を実施するための形態】
【0023】
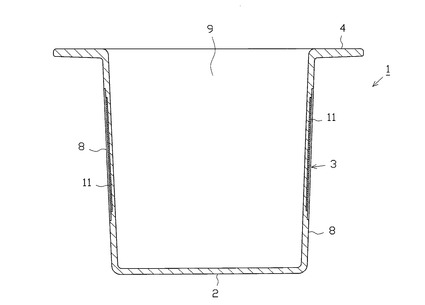
以下に、一実施形態について図面を参照して説明する。図1に示すように、運搬補助具としての箱型容器1は、相対する一対の長辺部と相対する一対の短辺部とを有する略矩形板状の底壁部2と、底壁部2の外周縁から上方に延出する略四角筒状の周壁部3と、周壁部3の上縁部から周壁部3の外周方向に突出する張出し部4とを備え、これらが型成形により一体的に形成されている。本実施形態の箱型容器1はポリプロピレンにより構成されている。
【0024】
周壁部3は、底壁部2の各長辺部からそれぞれ上方に延出する一対の長辺側側壁部8と、底壁部2の各短辺部からそれぞれ上方に延出し、一対の長辺側側壁部8の側縁部間を連結する一対の短辺側側壁部9とから構成されている。また、周壁部3は上方に向けて外周側に若干傾斜して延びている。そして、本実施形態では、図2に示すように、箱型容器1同士を上下に積み重ねることで、上側の箱型容器1の底壁部2が下側の箱型容器1の周壁部3の内周側に収容され、上側の箱型容器1の周壁部3の外周面と、下側の箱型容器1の周壁部3の内周側とが当接するように構成されている。これにより、下側の箱型容器1に対する上側の箱型容器1の水平方向における位置ずれを防止しつつ、複数の箱型容器1をコンパクトに積み重ねる(ネスティングする)ことができるようになっている。
【0025】
さて、本実施形態では、長辺側側壁部8の外面において、所定の情報(会社名や商品名等)が表示されている。詳しくは後述するが、本実施形態では、ポリプロピレンによって構成され、表面に前記所定の情報が印刷されたラベル11(インモールドラベル)を、その表面が長辺側側壁部8の外面において露出するようにしてインサート成形することによって前記所定の情報を表示している。尚、本実施形態では、長辺側側壁部8の外面が表示面を構成し、底壁部2(底壁部2の上面)が載置部を構成する。
【0026】
ラベル11は、略矩形状をなしており、その上辺部及び下辺部が、長辺側側壁部8の上辺部及び下辺部と平行するようにして設けられている。また、長辺側側壁部8の外面のうち、ラベル11が設けられる部位は、その周りの長辺側側壁部8の外面よりも若干周壁部3の内周側に没入した位置に設けられている。
【0027】
次に、箱型容器1を成形する金型装置21について、図3等を参照して説明する。金型装置21は、底壁部2の下面や周壁部3の外周面等の箱型容器1の外面側を成形する雌型22と、底壁部2の上面や周壁部3の内周面等の箱型容器1の内面側を成形する雄型23とを備えている。これらの金型22、23には、箱型容器1の表面形状に対応した成形面がそれぞれ形成されており、これら成形面によって、箱型容器1を成形するキャビティ25が形成される。また、雌型22のうち底壁部2の下面を成形する部位には、キャビティ25に連通するゲート27と、前記ゲート27に連通するとともに、図示しない射出装置のノズル先端が係合されるスプルー28とが形成されている。
【0028】
さらに、図5等に示すように、雌型22のうち長辺側側壁部8の外面等を成形する部位(以下、長側面成形部31と称する)には、キャビティ25を画定する成形面において長方形状の収容凹部32が形成されるとともに、前記収容凹部32に対して移動ブロック41が嵌入されている。長側面成形部31には、収容凹部32の底面と、収容凹部32が形成された面とは反対側の面との間を連通させる吸引孔33が形成されている。本実施形態では、吸引孔33が第1吸引孔に相当する。
【0029】
移動ブロック41は、キャビティ25を画定する成形面において長方形状の凹部43が形成された本体部42と、凹部43に嵌入される入れ子44とを備えている。本体部42には、凹部43の底面と、凹部43が形成された面とは反対側の面との間を連通させる連通孔45が形成されている。これにより、長側面成形部31の吸引孔33と、移動ブロック41の本体部42の連通孔45とが連通することとなる。
【0030】
入れ子44は、基本的に、本体部42の凹部43に丁度収まるような略直方体形状をなしており、入れ子44のうち、キャビティ25を形成する成形面は、ラベル11よりも一回り小さな略相似形状をなしている。また、入れ子44を凹部43の底面に当接するまで凹部43に収容した場合には、入れ子44の成形面が本体部42の成形面と面一とされる。但し、本実施形態では、入れ子44の成形面と、凹部43の開口周縁部との間において、0.02mm〜0.05mm程度の隙間が形成されている。すなわち、移動ブロック41の成形面には、連通孔45に連通するスリット35が、略四角枠状に延在するようにして形成されることとなる。尚、入れ子44は、図示しない取付手段によって雌型22に着脱自在に取付固定されている。
【0031】
移動ブロック41は、収容凹部32の内周形状に対応した略直方体形状をなしている。また、移動ブロック41(本体部42)の外周面と、収容凹部32の内周面との間には、入れ子44の成形面と、凹部43の開口周縁部との間の隙間よりも小さな隙間が形成されている。加えて、移動ブロック41(本体部42)の成形面の外寸は、ラベル11の外寸よりも一回り大きく構成されている。
【0032】
また、長側面成形部31の吸引孔33には、図示しない真空ポンプ等の吸引装置が接続(連通)されている。そして、吸引装置が駆動することによって、吸引孔33、連通孔45、及びスリット35を介してキャビティ25内の空気が吸引されることとなる。尚、スリット35の幅は0.02mm〜0.05mm程度であるため、空気は当該スリット35を通過可能であるが、溶融状態のポリプロピレン(以下、溶融樹脂と称する)はスリット35を通過不可能となっている。
【0033】
さて、本実施形態の移動ブロック41は、収容凹部32から出没する方向においてスライド変位可能に構成されており、ロッド47を介して図示しない油圧シリンダ等の駆動装置に連結されている。また、移動ブロック41の変位方向における幅は、収容凹部32の深さよりも短くなっており、図3に示すように、移動ブロック41(本体部42)を収容凹部32の底面に当接させた状態とすると、移動ブロック41の成形面に吸着されたラベル11の全体が、収容凹部32の内側に収容されるように構成されている。以下、収容凹部32の底面と当接した移動ブロック41の位置を「退避位置」と称する。加えて、本実施形態では、退避位置にある移動ブロック41に吸着されたラベル11と、当該ラベル11に対向する成形面との間のキャビティ25の幅が、収容凹部32の開口周縁部と、これに対向する成形面との間に形成されるキャビティ25の幅よりも大きくなっている。
【0034】
さらに、移動ブロック41は、図4に示すように、当該移動ブロック41の成形面が、収容凹部32の開口周縁部よりもキャビティ25の内側へ突出する位置まで変位可能に構成されている。このように、移動ブロック41がキャビティ25側へと変位することで、移動ブロック41の成形面に吸着されたラベル11の全体が、収容凹部32の開口周縁部よりもキャビティ25の内側に配置されることとなる。以下、成形面が収容凹部32の開口周縁部よりもキャビティ25の内側へと突出した移動ブロック41の位置を「成形位置」と称する。
【0035】
次に、箱型容器1の製造方法について説明する。まず、金型装置21を型開きした状態で、吸引装置を駆動させるとともに、移動ブロック41の成形面に対して、入れ子44の成形面(スリット35)の全体を覆うとともに、本体部42の成形面の外周縁よりも内周側に収めるようにして、ラベル11を印刷面が移動ブロック41の成形面に接するように設置する。これにより、ラベル11がスリット35、連通孔45、及び、吸引孔33等を介して吸引装置に吸引され、ラベル11が移動ブロック41の成形面に密着した状態で保持される(吸着される)こととなる。特に、本実施形態では、ラベル11の形状と、入れ子44の成形面の形状とが略相似形状をなしており、ラベル11がその全周域にわたってスリット35から外周側に2.0mm〜5.0mm程度はみ出すようにして設置されるようになっている。尚、本実施形態では、ラベル11を移動ブロック41の成形面に設置する段階(型開きされた段階)では、移動ブロック41が成形位置に存在するように構成されている。
【0036】
続いて、ラベル11が吸引装置によって吸引された状態のまま型締めする。本実施形態では、型締めが行われると、移動ブロック41が退避位置へと変位するように構成されている。そして、移動ブロック41が退避位置へと変位した後、射出装置によって溶融樹脂を、雌型22に形成されたスプルー28及びゲート27を介してキャビティ25に充填する。
【0037】
また、本実施形態では、キャビティ25において、ラベル11のうちゲート27側に位置する下辺部を越え、さらに、ラベル11の上辺部よりも若干上方にまで溶融樹脂が充填された段階で、退避位置にある移動ブロック41が成形位置へと変位するように構成されている。そして、キャビティ25内への溶融樹脂の充填が完了した後、溶融樹脂を固化させる工程へと移る。
【0038】
固化完了後、型開きして成形された箱型容器1を金型装置21から取外す。以上のようにして、上記した底壁部2、周壁部3、及び、張出し部4等を具備するとともに、長辺側側壁部8の外面において、長辺側側壁部8から外方に突出することなく露出したラベル11によって、前記所定の情報が表示された箱型容器1が得られることとなる。
【0039】
以上詳述したように、本実施形態によれば、移動ブロック41を退避位置としてから、キャビティ25に溶融樹脂を充填するように構成されている。このため、ラベル11の下辺部に対してキャビティ25に注入された溶融樹脂が勢いよくぶつかってしまうといった事態を回避することができる。これにより、ラベル11の浮き上がり、位置ずれ、及び皺の発生等を防止することができる。特に、本実施形態では、キャビティ25のうち退避位置にある移動ブロック41に吸着されたラベル11と、当該ラベル11に対向する成形面との間に形成されるキャビティ25の幅が、収容凹部32の開口周縁部と、これに対向する成形面との間に形成されるキャビティ25の幅よりも大きくなっていることから、ラベル11が設置されている部位への溶融樹脂の流入速度を下げることができ、かかる作用効果が一層確実に奏される。
【0040】
また、本実施形態では、キャビティ25において溶融樹脂がラベル11の上辺部を若干超えて充填された段階で、退避位置にあった移動ブロック41が成形位置へと変位するように構成されている。すなわち、キャビティ25に対して溶融樹脂がラベル11の設置位置にまで充填されていれば、既に充填されている溶融樹脂によって、ラベル11が移動ブロック41の成形面に押さえ付けられることとなる。このため、移動ブロック41を退避位置から成形位置へと変位させ、ラベル11を収容凹部32の外側に位置させたとしても、ラベル11の浮き上がり等を防止することができる。
【0041】
さらに、移動ブロック41が成形位置にある状態で箱型容器1が成形される(溶融樹脂の固化が完了する)ことから、製造された箱型容器1において、ラベル11が箱型容器1の表面から突出してしまうといった事態を回避することができる。従って、ラベル11の浮き上がり等がなく、ラベル11が箱型容器1の表面(本例では長辺側側壁部8の外面)から突出していない箱型容器1を確実に得ることができる。
【0042】
当該箱型容器1にあっては、ラベル11が箱型容器1の表面から突出するものに比べて、ラベル11がその他の部材等にぶつかったり擦れたりする機会を低減させることができ、耐久性の向上等を図ることができる。特に、本実施形態では、箱型容器1がネスティングを行えるように構成されているが、段積みに際して、ラベル11が引っ掛かってしまうようなこともなく、比較的スムースに段積みを行うことができる。さらには、ラベル11が箱型容器1の表面から突出していない分、箱型容器1をよりコンパクトに段積みすることができるとともに、重ねられた箱型容器1によってラベル11が擦れてしまうといった事態を抑制することができる。
【0043】
また、例えば、移動ブロック41を退避位置のまま固化工程を行ってしまうような場合に比べ、不要な部位が形成されてしまうといった事態を回避することができ、省資源化を図りつつ、箱型容器1の機能性の低下や、箱型容器1の肉厚が厚くなることに起因する成形歪み(ヒケ)の発生等の各種不具合を防止することができる。
【0044】
さらに、キャビティ25に溶融樹脂が充満する前に、移動ブロック41を退避位置から成形位置へと変位させているため、例えば、キャビティ25への溶融樹脂の充填が完了した後に移動ブロック41を成形位置へと変位させる場合のように、移動ブロック41を比較的変位させ難くなる等のキャビティ25に充満している溶融樹脂の圧力に起因する各種不具合を招いたり、キャビティ25で余分となり、キャビティ25外へ排出しなければならない溶融樹脂が比較的多く生じてしまったりするといった事態を回避することができる。
【0045】
加えて、移動ブロック41は、凹部43が形成された本体部42に入れ子44を嵌入させることで構成されている。これにより、移動ブロック41の成形面において、ラベル11吸引用のスリット35を枠状に切れ目なく形成することができ、移動ブロック41の成形面に対してラベル11をバランスよく強固に吸着することができる。従って、移動ブロック41が変位する場合でも、ラベル11の位置ずれ等をより確実に防止することができる。
【0046】
尚、箱型容器1の成形において、ラベル11を移動ブロック41の成形面に設置する際に、ラベル11をスリット35から外周側へ5.0mmを超えてはみ出させて設置する場合には、ラベル11のはみ出した外周縁に対して吸引装置の吸引による保持力が及び難くなってしまうおそれがある。その一方で、ラベル11のスリット35からのはみ出し長さが1.0mm未満の場合には、ラベル11のうちスリット35に吸引された部位がスリット35側に若干引き込まれること等に起因して、スリット35とラベル11とが好適に吸着せずに(スリット35の周縁部とラベル11との間に隙間ができて、そこからスリット35に空気が流入するようになってしまい)保持が不十分になる可能性がある。
【0047】
この点、本実施形態では、ラベル11は、その外周縁全域にわたって、スリット35を跨いで外周側に2.0mm〜5.0mm程度はみ出すようにして設置される。これにより、ラベル11とスリット35の周縁部との間からスリット35に隙間風が入ることもなく、ラベル11を吸引装置の吸引力で確実に保持することができるとともに、ラベル11の外周縁にも十分に保持力を及ばせることができる。従って、ラベル11をより安定して吸着保持することができる。
【0048】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0049】
(a)上記実施形態では、キャビティ25においてラベル11の上辺部よりも若干上方にまで溶融樹脂が充填された段階で、退避位置にある移動ブロック41が成形位置へと変位するように構成されているが、移動ブロック41を成形位置へと変位させるタイミングは、キャビティ25においてラベル11のうちゲート27側の部位である下辺部よりも上方にまで溶融樹脂が充填された後であればよい。
【0050】
(b)上記実施形態では、成形位置にある移動ブロック41は、その成形面が、収容凹部32の開口周縁部よりもキャビティ25の内側に突出しているが、図6に示すように、成形位置にある移動ブロック41の成形面が、収容凹部32の開口周縁部と面一となるように構成してもよい。この場合、製造された箱型容器1において、ラベル11の表面と長辺側側壁部8の外面とが面一とされる。
【0051】
(c)上記実施形態では、ラベル11を移動ブロック41の成形面に設置する段階において、移動ブロック41が成形位置に存在するように構成されているが、特にこのような構成に限定されるものではなく、退避位置に存在するように構成してもよいし、移動ブロック41の成形面と収容凹部32の開口周縁部とが面一となる位置に存在するよう構成してもよい。但し、移動ブロック41の成形面を収容凹部32の開口周縁部と面一又は収容凹部32の開口周縁部よりもキャビティ25側に突出させた状態とすることで、移動ブロック41の成形面にラベル11を設置する作業を行い易くすることができる。また、移動ブロック41の成形面とラベル11の表面とがほぼ同形状をなしている場合には、ラベル11を移動ブロック41の成形面に設置する段階で、ラベル11(吸着面とは反対側の面、すなわち、成形品において露出する面とは反対側の埋もれる面)が収容凹部32の開口周縁部と面一となる位置に存在するよう構成することでも、かかる設置作業性の向上を図ることができる。
【0052】
(c)上記実施形態では、移動ブロック41に形成された凹部43に入れ子44を嵌入させることで、入れ子44と凹部43の開口周縁部との間に四角枠状のスリット35が形成されているが、特にこのような構成に限定されるものではない。例えば、入れ子44及び凹部43を省略して移動ブロック41を貫通する孔やスリットを形成してもよい。但し、入れ子44を設けることで、移動ブロック41の成形面においてラベル11吸引用のスリット35を枠状に切れ目なく形成することができ、ラベル11をより強固に吸着することができる。
【0053】
また、上記実施形態において、入れ子44の形状については特に限定されるものではなく、例えば、キャビティ25を構成する成形面以外の部位に溝を形成し、吸引装置自体の吸引力を高めることなく、ラベル11を吸引する力を高めることとしてもよい。
【0054】
さらに、図3等では、箱型容器1が上方に開口する向きで、金型装置21によって成形されるようになっているが、例えば、箱型容器1が側方に開口するような向き(底壁部2が上下に延びるような向き)で成形されるように構成してもよい。また、上記実施形態では、金型装置21において、箱型容器1の底壁部2(の下面)を成形する位置にゲート27が形成されているが、特にこのような構成に限定されるものではない。例えば、ゲート27が形成された成形面においてスリット35を形成しラベル11を設置することも可能である。
【0055】
(d)また、上記実施形態では、ラベル11が矩形状をなし、その上辺部下辺部が長辺側側壁部8の上辺部及び下辺部に平行するようにして配置されているが、ラベル11の形状、大きさ、設置の向き等は特に限定されるものではなく、例えば、側辺部が屈曲したり湾曲したり(ラベル11が円形)していてもよいし、ラベル11の各側辺部が長辺側側壁部8の上辺部や下辺部に対していずれも傾斜するようにして配置されてもよい。
【0056】
さらに、上記実施形態では、ラベル11は長辺側側壁部8の外面に対応して設けられているが、特にこのような構成に限定されるものではなく、長辺側側壁部8の内面、短辺側側壁部9の外面・内面、底壁部2の上面・下面、張出し部4の上面等に設けることも可能である。加えて、箱型容器1に設けられるラベル11の枚数や、ラベル11が露出状態で設けられる壁部の数についても特に限定されるものではなく、例えば、各長辺側側壁部8及び各短辺側側壁部9の外面全てにラベル11を設けることとしてもよい。
【0057】
(e)上記実施形態では、ラベル11の外周縁全周域がスリット35の外周側に位置するようにラベル11が移動ブロック41の成形面に設置されているが、特にこのような構成に限定されるものではない。但し、ラベル11のうち少なくともゲート27側の部位(上記実施形態では下辺部側の部位に相当)がスリット35を跨ぐ(上記実施形態では、スリット35を跨いで下方にはみ出す)とともに、ラベル11のうちスリット35をはみ出した長さが1.0mm〜5.0mmの範囲内となっていることが望ましい。
【0058】
(f)上記実施形態では、箱型容器1に具体化されているが、物品の運搬・保管に際して使用される運搬補助具に適用されていればよく、例えば、底の浅いトレー及び有底円筒状の容器や、パレット等にも適用することができる。
【0059】
また、上記実施形態では、箱型容器1同士がネスティング可能に構成されているが、スタッキングが可能な運搬補助具や、ネスティング及びスタッキングの両方が可能な運搬補助具や、ネスティング及びスタッキングの両方とも行うことのできない運搬補助具に適用することも可能である。
【0060】
(g)また、ラベル11を視認することで得られる情報としては特に限定されるものではなく、適宜変更可能である。例えば、箱型容器1で運搬される物品に関わる情報(物品の製造・販売元の会社名や物品の商品名等)や、運搬等に関わる情報(運搬する会社名等)や、箱型容器1に関係する情報(箱型容器1の製造・販売元の会社名や箱型容器1の商品名等)や、意匠性を向上させるようなイラストレーション等が挙げられる。また、ラベル11の表面の印刷によって表示される情報だけでなく、ラベル11の形状や設置位置によって認識できるような情報(箱型容器1の向きを把握できる等)についても含まれる趣旨である。
【0061】
(h)上記実施形態では、箱型容器1はポリプロピレンによって構成されているが、ポリエチレン、PET、ポリアミド等その他の樹脂材料(熱可塑性樹脂)によって構成されることとしてもよい。また、ラベル11はポリプロピレンフィルムによって構成されているが、ポリエチレンフィルム、ナイロンフィルム等のその他の樹脂材料によって構成されることとしてもよい。尚、上記実施形態では、箱型容器1本体とラベル11との構成材料が同じであることから、リサイクル性の向上を図ることができる。
【符号の説明】
【0062】
1…箱型容器、2…底壁部、8…長辺側側壁部、11…ラベル、21…金型装置、22…雌型、23…雄型、25…キャビティ、27…ゲート、31…長側面成形部、32…収容凹部、33…吸引孔、35…スリット、41…移動ブロック、42…本体部、43…凹部、44…入れ子、45…連通孔。
【技術分野】
【0001】
本発明は、物品の運搬等に使用される箱型容器やパレット等の運搬補助具及びその製造方法に関するものである。
【背景技術】
【0002】
従来、複数の物品をまとめて、或いは、姿勢の安定し難い物品や壊れ易い物品を安定状態で運搬等する場合に、箱型容器やパレット等の運搬補助具が使用される。また、このような運搬補助具に対して所定の情報(会社名や商品名等)を付す場合において、運搬補助具を成形する金型装置のキャビティに対して、表面に前記所定の情報が印刷されたラベル(インモールドラベル)を設置してから、溶融状態の熱可塑性樹脂を充填・固化させることで、前記所定の情報が付された表示面を運搬補助具と同時に形成するといった技術がある。
【0003】
ところで、キャビティに溶融樹脂を充填する際に、キャビティに注入された溶融樹脂がラベルの端縁に勢いよくぶつかることに起因して、ラベルが捲れたり、ラベルが位置ずれしたり、ラベルに皺が発生したりしてしまうといったおそれがある。
【0004】
これに対し、キャビティを形成する成形面のうち、ラベルの設置される部位においてラベルを収容可能な凹部を形成することで、キャビティに注入された溶融樹脂のラベルの端縁への衝突を回避するといった技術がある(例えば、特許文献1等参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−34372号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1のように前記凹部を形成した場合には、運搬補助具において、ラベルが運搬補助具の凸部に設けられることになる。このため、表面から突出位置にあるラベルに対してその他の物品等がぶつかったり擦れたりし易くなってしまい、ラベルの劣化を早めるとともに、外観品質の低下を招いてしまうおそれがある。
【0007】
本発明は上記例示した問題点等を解決するためになされたものであって、その目的は、ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
以下、上記目的等を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果等を付記する。
【0009】
手段1.物品を載置可能な載置部を備えるとともに、所定の情報を表示する表示面を有する運搬補助具の製造方法であって、
前記運搬補助具を成形するためのキャビティを形成する複数の金型を備える金型装置と、前記キャビティに対して溶融状態の熱可塑性樹脂を注入する射出装置と、前記キャビティ内の空気を吸引可能な吸引装置とを用い、
前記キャビティを画定する前記金型の成形面のうち前記表示面を成形する部位に対してラベルを設置する設置工程と、
前記ラベルが設置された前記キャビティに対して溶融樹脂を充填する充填工程と、
前記キャビティに充填された溶融樹脂を固化させる固化工程とを経ることで、
前記載置部を備えるとともに、前記ラベルによって前記所定の情報が表示された前記表示面を有する運搬補助具が一体的に形成され、
前記金型には、前記キャビティを画定する成形面において、前記射出装置から供給される溶融樹脂を前記キャビティへ導入するためのゲートが形成され、
前記金型のうち前記表示面を成形する部位には、前記キャビティを画定する成形面において収容凹部が形成されるとともに、前記収容凹部に嵌入される移動ブロックが設けられ、
前記収容凹部には、前記吸引装置と連通する第1吸引孔が形成されるとともに、前記移動ブロックのうち前記キャビティを画定する成形面には、前記第1吸引孔と連通する第2吸引孔が形成され、前記吸引装置により前記第1吸引孔及び前記第2吸引孔を介して前記キャビティ内の空気を吸引可能に構成され、
前記移動ブロックは、前記吸引装置の吸引力により前記第1吸引孔及び前記第2吸引孔を介して前記移動ブロックの成形面に吸着された前記ラベルの全体が前記収容凹部の内側に位置する退避位置と、前記成形面に吸着された前記ラベルの全体が前記収容凹部の外側に位置する成形位置との間を変位可能に構成され、
前記移動ブロックを前記退避位置とした状態で、前記充填工程を開始するとともに、前記キャビティに注入された溶融樹脂が、前記ラベルのうち前記ゲート側の辺部を越えて充填された後に、前記移動ブロックを前記成形位置とすることを特徴とする運搬補助具の製造方法。
【0010】
手段1によれば、移動ブロックを退避位置としてキャビティに溶融樹脂を充填することで、ラベルの端縁に対してキャビティに注入された溶融樹脂が勢いよくぶつかってしまうといった事態を回避することができる。これにより、ラベルの浮き上がり、位置ずれ、及び皺の発生等を防止することができる。特に、キャビティのうち退避位置にある移動ブロックに吸着されたラベルと、当該ラベルに対向する成形面との間に形成されるキャビティの幅が、収容凹部の開口周縁部と、これに対向する成形面との間に形成されるキャビティの幅よりも広くなる場合には、ラベルが設置されている部位への溶融樹脂の流入速度を下げることができ、かかる作用効果が一層確実に奏される。
【0011】
また、キャビティに対して溶融樹脂がラベルのゲート側の辺部を越えるまで充填された後、移動ブロックが成形位置へと変位するように構成されている。すなわち、キャビティに対して溶融樹脂がラベルのゲート側の辺部を越えるまで充填されていれば、既に充填されている溶融樹脂によって、ラベルが金型(移動ブロック)の成形面に押さえ付けられることとなる。このため、移動ブロックを退避位置から成形位置へと変位させ、ラベルを収容凹部の外側に位置させたとしても、ラベルの浮き上がり等を防止することができる。
【0012】
さらに、移動ブロックが成形位置にある状態で運搬補助具が成形される(溶融樹脂の固化が完了する)ことから、製造された運搬補助具において、ラベルが運搬補助具の表面から突出してしまうといった事態を回避することができる。従って、ラベルの浮き上がり等がなく、ラベルが運搬補助具の表面から突出していない運搬補助具を確実に得ることができる。
【0013】
当該運搬補助具にあっては、ラベルが運搬補助具の表面から突出するものに比べて、ラベルがその他の部材等にぶつかったり擦れたりする機会を低減させることができ、耐久性の向上等を図ることができる。特に、運搬補助具が、スタッキング及びネスティングの少なくとも一方の段積みを行えるように構成されている場合には、段積みに際して、ラベルが引っ掛かってしまうようなこともなく、比較的スムースに段積みを行うことができる。さらには、ラベルが運搬補助具の表面から突出していない分、運搬補助具をよりコンパクトに段積みすることができるとともに、重ねられた運搬補助具によってラベルが擦れてしまうといった事態を抑制することができる。
【0014】
さらに、
また、例えば、移動ブロックを退避位置のまま固化工程を行ってしまうような場合に比べ、不要な部位が形成されてしまうといった事態を回避することができ、省資源化を図りつつ、運搬補助具の機能性の低下や、運搬補助具の肉厚が厚くなることに起因する成形歪み(ヒケ)の発生等の各種不具合を防止することができる。
【0015】
尚、「所定の情報」とは、運搬補助具で運搬される物品に関わる情報(物品の製造・販売元の会社名や物品の商品名等)や、運搬等に関わる情報(運搬する会社名等)や、運搬補助具に関係する情報(運搬補助具の製造・販売元の会社名や商品名等)や、意匠性を向上させるようなイラストレーション等のラベル表面の印刷によって表示される情報だけでなく、ラベルの形状や設置位置によって認識できるような情報(運搬補助具の向きを把握できる等)についても含まれる趣旨である。
【0016】
手段2.前記移動ブロックは、前記キャビティを画定する成形面側において凹部を有する本体部と、前記凹部に嵌入される入れ子とを備え、
前記本体部には、前記凹部の底面と、前記第1吸引孔とを連通させる連通孔が形成されるとともに、
前記凹部に対して前記入れ子を嵌入させることで、前記入れ子のうち前記キャビティを画定する成形面と、前記凹部の開口周縁部との間に、前記連通孔と連通する前記第2吸引孔としての前記スリットが形成されていることを特徴とする手段1に記載の運搬補助具の製造方法。
【0017】
手段2によれば、移動ブロックの成形面において、ラベル吸引用のスリットを枠状に切れ目なく形成することができ、移動ブロックの成形面に対してラベルをバランスよく強固に吸着することができる。従って、移動ブロックが変位する場合でも、ラベルの位置ずれ等をより確実に防止することができる。
【0018】
手段3.前記キャビティに溶融樹脂が充満する前のタイミングで、前記移動ブロックが前記退避位置から前記成形位置へと変位することを特徴とする手段1又は2に記載の運搬補助具の製造方法。
【0019】
手段3によれば、キャビティに溶融樹脂が充満する前に、移動ブロックを退避位置から成形位置へと変位させている。このため、例えば、キャビティに溶融樹脂が充満した後に移動ブロックを成形位置へと変位させる場合のように、移動ブロックを比較的変位させ難くなる等のキャビティに充満している溶融樹脂の圧力に起因する各種不具合を招いたり、キャビティで余分となり、キャビティ外へ排出しなければならない溶融樹脂が比較的多く生じてしまったりするといった事態を回避することができる。
【0020】
手段4.上記手段1乃至3のいずれかに記載の製造方法によって形成される運搬補助具であって、
前記移動ブロックによって成形される前記ラベルの表面を含む部位は、前記収容凹部の開口周縁部によって形成される部位と面一、又は、前記収容凹部の開口周縁部によって形成される部位よりも没入していることを特徴とする運搬補助具。
【0021】
手段4によれば、ラベルが運搬補助具の表面と面一又は表面から没入した位置に設けられていることから、ラベルがその他の部材や床面にぶつかったり擦れたりするといった事態を抑制することができる。また、上記手段1等に記載のように製造されることで、ラベルの位置ずれ等を防止することができ、不良品の発生を低減させることができる。
【図面の簡単な説明】
【0022】
【図1】箱型容器の断面図である。
【図2】(a)は、ネスティングされた箱型容器を示す部分断面図であり、(b)は、(a)のJ部を示す拡大図である。
【図3】移動ブロックが退避位置にある金型装置を示す部分断面図である。
【図4】移動ブロックが成形位置にある金型装置を示す部分断面図である。
【図5】金型装置を分解した状態を示す断面模式図である。
【図6】別の実施形態における金型装置の部分断面図である。
【発明を実施するための形態】
【0023】
以下に、一実施形態について図面を参照して説明する。図1に示すように、運搬補助具としての箱型容器1は、相対する一対の長辺部と相対する一対の短辺部とを有する略矩形板状の底壁部2と、底壁部2の外周縁から上方に延出する略四角筒状の周壁部3と、周壁部3の上縁部から周壁部3の外周方向に突出する張出し部4とを備え、これらが型成形により一体的に形成されている。本実施形態の箱型容器1はポリプロピレンにより構成されている。
【0024】
周壁部3は、底壁部2の各長辺部からそれぞれ上方に延出する一対の長辺側側壁部8と、底壁部2の各短辺部からそれぞれ上方に延出し、一対の長辺側側壁部8の側縁部間を連結する一対の短辺側側壁部9とから構成されている。また、周壁部3は上方に向けて外周側に若干傾斜して延びている。そして、本実施形態では、図2に示すように、箱型容器1同士を上下に積み重ねることで、上側の箱型容器1の底壁部2が下側の箱型容器1の周壁部3の内周側に収容され、上側の箱型容器1の周壁部3の外周面と、下側の箱型容器1の周壁部3の内周側とが当接するように構成されている。これにより、下側の箱型容器1に対する上側の箱型容器1の水平方向における位置ずれを防止しつつ、複数の箱型容器1をコンパクトに積み重ねる(ネスティングする)ことができるようになっている。
【0025】
さて、本実施形態では、長辺側側壁部8の外面において、所定の情報(会社名や商品名等)が表示されている。詳しくは後述するが、本実施形態では、ポリプロピレンによって構成され、表面に前記所定の情報が印刷されたラベル11(インモールドラベル)を、その表面が長辺側側壁部8の外面において露出するようにしてインサート成形することによって前記所定の情報を表示している。尚、本実施形態では、長辺側側壁部8の外面が表示面を構成し、底壁部2(底壁部2の上面)が載置部を構成する。
【0026】
ラベル11は、略矩形状をなしており、その上辺部及び下辺部が、長辺側側壁部8の上辺部及び下辺部と平行するようにして設けられている。また、長辺側側壁部8の外面のうち、ラベル11が設けられる部位は、その周りの長辺側側壁部8の外面よりも若干周壁部3の内周側に没入した位置に設けられている。
【0027】
次に、箱型容器1を成形する金型装置21について、図3等を参照して説明する。金型装置21は、底壁部2の下面や周壁部3の外周面等の箱型容器1の外面側を成形する雌型22と、底壁部2の上面や周壁部3の内周面等の箱型容器1の内面側を成形する雄型23とを備えている。これらの金型22、23には、箱型容器1の表面形状に対応した成形面がそれぞれ形成されており、これら成形面によって、箱型容器1を成形するキャビティ25が形成される。また、雌型22のうち底壁部2の下面を成形する部位には、キャビティ25に連通するゲート27と、前記ゲート27に連通するとともに、図示しない射出装置のノズル先端が係合されるスプルー28とが形成されている。
【0028】
さらに、図5等に示すように、雌型22のうち長辺側側壁部8の外面等を成形する部位(以下、長側面成形部31と称する)には、キャビティ25を画定する成形面において長方形状の収容凹部32が形成されるとともに、前記収容凹部32に対して移動ブロック41が嵌入されている。長側面成形部31には、収容凹部32の底面と、収容凹部32が形成された面とは反対側の面との間を連通させる吸引孔33が形成されている。本実施形態では、吸引孔33が第1吸引孔に相当する。
【0029】
移動ブロック41は、キャビティ25を画定する成形面において長方形状の凹部43が形成された本体部42と、凹部43に嵌入される入れ子44とを備えている。本体部42には、凹部43の底面と、凹部43が形成された面とは反対側の面との間を連通させる連通孔45が形成されている。これにより、長側面成形部31の吸引孔33と、移動ブロック41の本体部42の連通孔45とが連通することとなる。
【0030】
入れ子44は、基本的に、本体部42の凹部43に丁度収まるような略直方体形状をなしており、入れ子44のうち、キャビティ25を形成する成形面は、ラベル11よりも一回り小さな略相似形状をなしている。また、入れ子44を凹部43の底面に当接するまで凹部43に収容した場合には、入れ子44の成形面が本体部42の成形面と面一とされる。但し、本実施形態では、入れ子44の成形面と、凹部43の開口周縁部との間において、0.02mm〜0.05mm程度の隙間が形成されている。すなわち、移動ブロック41の成形面には、連通孔45に連通するスリット35が、略四角枠状に延在するようにして形成されることとなる。尚、入れ子44は、図示しない取付手段によって雌型22に着脱自在に取付固定されている。
【0031】
移動ブロック41は、収容凹部32の内周形状に対応した略直方体形状をなしている。また、移動ブロック41(本体部42)の外周面と、収容凹部32の内周面との間には、入れ子44の成形面と、凹部43の開口周縁部との間の隙間よりも小さな隙間が形成されている。加えて、移動ブロック41(本体部42)の成形面の外寸は、ラベル11の外寸よりも一回り大きく構成されている。
【0032】
また、長側面成形部31の吸引孔33には、図示しない真空ポンプ等の吸引装置が接続(連通)されている。そして、吸引装置が駆動することによって、吸引孔33、連通孔45、及びスリット35を介してキャビティ25内の空気が吸引されることとなる。尚、スリット35の幅は0.02mm〜0.05mm程度であるため、空気は当該スリット35を通過可能であるが、溶融状態のポリプロピレン(以下、溶融樹脂と称する)はスリット35を通過不可能となっている。
【0033】
さて、本実施形態の移動ブロック41は、収容凹部32から出没する方向においてスライド変位可能に構成されており、ロッド47を介して図示しない油圧シリンダ等の駆動装置に連結されている。また、移動ブロック41の変位方向における幅は、収容凹部32の深さよりも短くなっており、図3に示すように、移動ブロック41(本体部42)を収容凹部32の底面に当接させた状態とすると、移動ブロック41の成形面に吸着されたラベル11の全体が、収容凹部32の内側に収容されるように構成されている。以下、収容凹部32の底面と当接した移動ブロック41の位置を「退避位置」と称する。加えて、本実施形態では、退避位置にある移動ブロック41に吸着されたラベル11と、当該ラベル11に対向する成形面との間のキャビティ25の幅が、収容凹部32の開口周縁部と、これに対向する成形面との間に形成されるキャビティ25の幅よりも大きくなっている。
【0034】
さらに、移動ブロック41は、図4に示すように、当該移動ブロック41の成形面が、収容凹部32の開口周縁部よりもキャビティ25の内側へ突出する位置まで変位可能に構成されている。このように、移動ブロック41がキャビティ25側へと変位することで、移動ブロック41の成形面に吸着されたラベル11の全体が、収容凹部32の開口周縁部よりもキャビティ25の内側に配置されることとなる。以下、成形面が収容凹部32の開口周縁部よりもキャビティ25の内側へと突出した移動ブロック41の位置を「成形位置」と称する。
【0035】
次に、箱型容器1の製造方法について説明する。まず、金型装置21を型開きした状態で、吸引装置を駆動させるとともに、移動ブロック41の成形面に対して、入れ子44の成形面(スリット35)の全体を覆うとともに、本体部42の成形面の外周縁よりも内周側に収めるようにして、ラベル11を印刷面が移動ブロック41の成形面に接するように設置する。これにより、ラベル11がスリット35、連通孔45、及び、吸引孔33等を介して吸引装置に吸引され、ラベル11が移動ブロック41の成形面に密着した状態で保持される(吸着される)こととなる。特に、本実施形態では、ラベル11の形状と、入れ子44の成形面の形状とが略相似形状をなしており、ラベル11がその全周域にわたってスリット35から外周側に2.0mm〜5.0mm程度はみ出すようにして設置されるようになっている。尚、本実施形態では、ラベル11を移動ブロック41の成形面に設置する段階(型開きされた段階)では、移動ブロック41が成形位置に存在するように構成されている。
【0036】
続いて、ラベル11が吸引装置によって吸引された状態のまま型締めする。本実施形態では、型締めが行われると、移動ブロック41が退避位置へと変位するように構成されている。そして、移動ブロック41が退避位置へと変位した後、射出装置によって溶融樹脂を、雌型22に形成されたスプルー28及びゲート27を介してキャビティ25に充填する。
【0037】
また、本実施形態では、キャビティ25において、ラベル11のうちゲート27側に位置する下辺部を越え、さらに、ラベル11の上辺部よりも若干上方にまで溶融樹脂が充填された段階で、退避位置にある移動ブロック41が成形位置へと変位するように構成されている。そして、キャビティ25内への溶融樹脂の充填が完了した後、溶融樹脂を固化させる工程へと移る。
【0038】
固化完了後、型開きして成形された箱型容器1を金型装置21から取外す。以上のようにして、上記した底壁部2、周壁部3、及び、張出し部4等を具備するとともに、長辺側側壁部8の外面において、長辺側側壁部8から外方に突出することなく露出したラベル11によって、前記所定の情報が表示された箱型容器1が得られることとなる。
【0039】
以上詳述したように、本実施形態によれば、移動ブロック41を退避位置としてから、キャビティ25に溶融樹脂を充填するように構成されている。このため、ラベル11の下辺部に対してキャビティ25に注入された溶融樹脂が勢いよくぶつかってしまうといった事態を回避することができる。これにより、ラベル11の浮き上がり、位置ずれ、及び皺の発生等を防止することができる。特に、本実施形態では、キャビティ25のうち退避位置にある移動ブロック41に吸着されたラベル11と、当該ラベル11に対向する成形面との間に形成されるキャビティ25の幅が、収容凹部32の開口周縁部と、これに対向する成形面との間に形成されるキャビティ25の幅よりも大きくなっていることから、ラベル11が設置されている部位への溶融樹脂の流入速度を下げることができ、かかる作用効果が一層確実に奏される。
【0040】
また、本実施形態では、キャビティ25において溶融樹脂がラベル11の上辺部を若干超えて充填された段階で、退避位置にあった移動ブロック41が成形位置へと変位するように構成されている。すなわち、キャビティ25に対して溶融樹脂がラベル11の設置位置にまで充填されていれば、既に充填されている溶融樹脂によって、ラベル11が移動ブロック41の成形面に押さえ付けられることとなる。このため、移動ブロック41を退避位置から成形位置へと変位させ、ラベル11を収容凹部32の外側に位置させたとしても、ラベル11の浮き上がり等を防止することができる。
【0041】
さらに、移動ブロック41が成形位置にある状態で箱型容器1が成形される(溶融樹脂の固化が完了する)ことから、製造された箱型容器1において、ラベル11が箱型容器1の表面から突出してしまうといった事態を回避することができる。従って、ラベル11の浮き上がり等がなく、ラベル11が箱型容器1の表面(本例では長辺側側壁部8の外面)から突出していない箱型容器1を確実に得ることができる。
【0042】
当該箱型容器1にあっては、ラベル11が箱型容器1の表面から突出するものに比べて、ラベル11がその他の部材等にぶつかったり擦れたりする機会を低減させることができ、耐久性の向上等を図ることができる。特に、本実施形態では、箱型容器1がネスティングを行えるように構成されているが、段積みに際して、ラベル11が引っ掛かってしまうようなこともなく、比較的スムースに段積みを行うことができる。さらには、ラベル11が箱型容器1の表面から突出していない分、箱型容器1をよりコンパクトに段積みすることができるとともに、重ねられた箱型容器1によってラベル11が擦れてしまうといった事態を抑制することができる。
【0043】
また、例えば、移動ブロック41を退避位置のまま固化工程を行ってしまうような場合に比べ、不要な部位が形成されてしまうといった事態を回避することができ、省資源化を図りつつ、箱型容器1の機能性の低下や、箱型容器1の肉厚が厚くなることに起因する成形歪み(ヒケ)の発生等の各種不具合を防止することができる。
【0044】
さらに、キャビティ25に溶融樹脂が充満する前に、移動ブロック41を退避位置から成形位置へと変位させているため、例えば、キャビティ25への溶融樹脂の充填が完了した後に移動ブロック41を成形位置へと変位させる場合のように、移動ブロック41を比較的変位させ難くなる等のキャビティ25に充満している溶融樹脂の圧力に起因する各種不具合を招いたり、キャビティ25で余分となり、キャビティ25外へ排出しなければならない溶融樹脂が比較的多く生じてしまったりするといった事態を回避することができる。
【0045】
加えて、移動ブロック41は、凹部43が形成された本体部42に入れ子44を嵌入させることで構成されている。これにより、移動ブロック41の成形面において、ラベル11吸引用のスリット35を枠状に切れ目なく形成することができ、移動ブロック41の成形面に対してラベル11をバランスよく強固に吸着することができる。従って、移動ブロック41が変位する場合でも、ラベル11の位置ずれ等をより確実に防止することができる。
【0046】
尚、箱型容器1の成形において、ラベル11を移動ブロック41の成形面に設置する際に、ラベル11をスリット35から外周側へ5.0mmを超えてはみ出させて設置する場合には、ラベル11のはみ出した外周縁に対して吸引装置の吸引による保持力が及び難くなってしまうおそれがある。その一方で、ラベル11のスリット35からのはみ出し長さが1.0mm未満の場合には、ラベル11のうちスリット35に吸引された部位がスリット35側に若干引き込まれること等に起因して、スリット35とラベル11とが好適に吸着せずに(スリット35の周縁部とラベル11との間に隙間ができて、そこからスリット35に空気が流入するようになってしまい)保持が不十分になる可能性がある。
【0047】
この点、本実施形態では、ラベル11は、その外周縁全域にわたって、スリット35を跨いで外周側に2.0mm〜5.0mm程度はみ出すようにして設置される。これにより、ラベル11とスリット35の周縁部との間からスリット35に隙間風が入ることもなく、ラベル11を吸引装置の吸引力で確実に保持することができるとともに、ラベル11の外周縁にも十分に保持力を及ばせることができる。従って、ラベル11をより安定して吸着保持することができる。
【0048】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0049】
(a)上記実施形態では、キャビティ25においてラベル11の上辺部よりも若干上方にまで溶融樹脂が充填された段階で、退避位置にある移動ブロック41が成形位置へと変位するように構成されているが、移動ブロック41を成形位置へと変位させるタイミングは、キャビティ25においてラベル11のうちゲート27側の部位である下辺部よりも上方にまで溶融樹脂が充填された後であればよい。
【0050】
(b)上記実施形態では、成形位置にある移動ブロック41は、その成形面が、収容凹部32の開口周縁部よりもキャビティ25の内側に突出しているが、図6に示すように、成形位置にある移動ブロック41の成形面が、収容凹部32の開口周縁部と面一となるように構成してもよい。この場合、製造された箱型容器1において、ラベル11の表面と長辺側側壁部8の外面とが面一とされる。
【0051】
(c)上記実施形態では、ラベル11を移動ブロック41の成形面に設置する段階において、移動ブロック41が成形位置に存在するように構成されているが、特にこのような構成に限定されるものではなく、退避位置に存在するように構成してもよいし、移動ブロック41の成形面と収容凹部32の開口周縁部とが面一となる位置に存在するよう構成してもよい。但し、移動ブロック41の成形面を収容凹部32の開口周縁部と面一又は収容凹部32の開口周縁部よりもキャビティ25側に突出させた状態とすることで、移動ブロック41の成形面にラベル11を設置する作業を行い易くすることができる。また、移動ブロック41の成形面とラベル11の表面とがほぼ同形状をなしている場合には、ラベル11を移動ブロック41の成形面に設置する段階で、ラベル11(吸着面とは反対側の面、すなわち、成形品において露出する面とは反対側の埋もれる面)が収容凹部32の開口周縁部と面一となる位置に存在するよう構成することでも、かかる設置作業性の向上を図ることができる。
【0052】
(c)上記実施形態では、移動ブロック41に形成された凹部43に入れ子44を嵌入させることで、入れ子44と凹部43の開口周縁部との間に四角枠状のスリット35が形成されているが、特にこのような構成に限定されるものではない。例えば、入れ子44及び凹部43を省略して移動ブロック41を貫通する孔やスリットを形成してもよい。但し、入れ子44を設けることで、移動ブロック41の成形面においてラベル11吸引用のスリット35を枠状に切れ目なく形成することができ、ラベル11をより強固に吸着することができる。
【0053】
また、上記実施形態において、入れ子44の形状については特に限定されるものではなく、例えば、キャビティ25を構成する成形面以外の部位に溝を形成し、吸引装置自体の吸引力を高めることなく、ラベル11を吸引する力を高めることとしてもよい。
【0054】
さらに、図3等では、箱型容器1が上方に開口する向きで、金型装置21によって成形されるようになっているが、例えば、箱型容器1が側方に開口するような向き(底壁部2が上下に延びるような向き)で成形されるように構成してもよい。また、上記実施形態では、金型装置21において、箱型容器1の底壁部2(の下面)を成形する位置にゲート27が形成されているが、特にこのような構成に限定されるものではない。例えば、ゲート27が形成された成形面においてスリット35を形成しラベル11を設置することも可能である。
【0055】
(d)また、上記実施形態では、ラベル11が矩形状をなし、その上辺部下辺部が長辺側側壁部8の上辺部及び下辺部に平行するようにして配置されているが、ラベル11の形状、大きさ、設置の向き等は特に限定されるものではなく、例えば、側辺部が屈曲したり湾曲したり(ラベル11が円形)していてもよいし、ラベル11の各側辺部が長辺側側壁部8の上辺部や下辺部に対していずれも傾斜するようにして配置されてもよい。
【0056】
さらに、上記実施形態では、ラベル11は長辺側側壁部8の外面に対応して設けられているが、特にこのような構成に限定されるものではなく、長辺側側壁部8の内面、短辺側側壁部9の外面・内面、底壁部2の上面・下面、張出し部4の上面等に設けることも可能である。加えて、箱型容器1に設けられるラベル11の枚数や、ラベル11が露出状態で設けられる壁部の数についても特に限定されるものではなく、例えば、各長辺側側壁部8及び各短辺側側壁部9の外面全てにラベル11を設けることとしてもよい。
【0057】
(e)上記実施形態では、ラベル11の外周縁全周域がスリット35の外周側に位置するようにラベル11が移動ブロック41の成形面に設置されているが、特にこのような構成に限定されるものではない。但し、ラベル11のうち少なくともゲート27側の部位(上記実施形態では下辺部側の部位に相当)がスリット35を跨ぐ(上記実施形態では、スリット35を跨いで下方にはみ出す)とともに、ラベル11のうちスリット35をはみ出した長さが1.0mm〜5.0mmの範囲内となっていることが望ましい。
【0058】
(f)上記実施形態では、箱型容器1に具体化されているが、物品の運搬・保管に際して使用される運搬補助具に適用されていればよく、例えば、底の浅いトレー及び有底円筒状の容器や、パレット等にも適用することができる。
【0059】
また、上記実施形態では、箱型容器1同士がネスティング可能に構成されているが、スタッキングが可能な運搬補助具や、ネスティング及びスタッキングの両方が可能な運搬補助具や、ネスティング及びスタッキングの両方とも行うことのできない運搬補助具に適用することも可能である。
【0060】
(g)また、ラベル11を視認することで得られる情報としては特に限定されるものではなく、適宜変更可能である。例えば、箱型容器1で運搬される物品に関わる情報(物品の製造・販売元の会社名や物品の商品名等)や、運搬等に関わる情報(運搬する会社名等)や、箱型容器1に関係する情報(箱型容器1の製造・販売元の会社名や箱型容器1の商品名等)や、意匠性を向上させるようなイラストレーション等が挙げられる。また、ラベル11の表面の印刷によって表示される情報だけでなく、ラベル11の形状や設置位置によって認識できるような情報(箱型容器1の向きを把握できる等)についても含まれる趣旨である。
【0061】
(h)上記実施形態では、箱型容器1はポリプロピレンによって構成されているが、ポリエチレン、PET、ポリアミド等その他の樹脂材料(熱可塑性樹脂)によって構成されることとしてもよい。また、ラベル11はポリプロピレンフィルムによって構成されているが、ポリエチレンフィルム、ナイロンフィルム等のその他の樹脂材料によって構成されることとしてもよい。尚、上記実施形態では、箱型容器1本体とラベル11との構成材料が同じであることから、リサイクル性の向上を図ることができる。
【符号の説明】
【0062】
1…箱型容器、2…底壁部、8…長辺側側壁部、11…ラベル、21…金型装置、22…雌型、23…雄型、25…キャビティ、27…ゲート、31…長側面成形部、32…収容凹部、33…吸引孔、35…スリット、41…移動ブロック、42…本体部、43…凹部、44…入れ子、45…連通孔。
【特許請求の範囲】
【請求項1】
物品を載置可能な載置部を備えるとともに、所定の情報を表示する表示面を有する運搬補助具の製造方法であって、
前記運搬補助具を成形するためのキャビティを形成する複数の金型を備える金型装置と、前記キャビティに対して溶融状態の熱可塑性樹脂を注入する射出装置と、前記キャビティ内の空気を吸引可能な吸引装置とを用い、
前記キャビティを画定する前記金型の成形面のうち前記表示面を成形する部位に対してラベルを設置する設置工程と、
前記ラベルが設置された前記キャビティに対して溶融樹脂を充填する充填工程と、
前記キャビティに充填された溶融樹脂を固化させる固化工程とを経ることで、
前記載置部を備えるとともに、前記ラベルによって前記所定の情報が表示された前記表示面を有する運搬補助具が一体的に形成され、
前記金型には、前記キャビティを画定する成形面において、前記射出装置から供給される溶融樹脂を前記キャビティへ導入するためのゲートが形成され、
前記金型のうち前記表示面を成形する部位には、前記キャビティを画定する成形面において収容凹部が形成されるとともに、前記収容凹部に嵌入される移動ブロックが設けられ、
前記収容凹部には、前記吸引装置と連通する第1吸引孔が形成されるとともに、前記移動ブロックのうち前記キャビティを画定する成形面には、前記第1吸引孔と連通する第2吸引孔が形成され、前記吸引装置により前記第1吸引孔及び前記第2吸引孔を介して前記キャビティ内の空気を吸引可能に構成され、
前記移動ブロックは、前記吸引装置の吸引力により前記第1吸引孔及び前記第2吸引孔を介して前記移動ブロックの成形面に吸着された前記ラベルの全体が前記収容凹部の内側に位置する退避位置と、前記成形面に吸着された前記ラベルの全体が前記収容凹部の外側に位置する成形位置との間を変位可能に構成され、
前記移動ブロックを前記退避位置とした状態で、前記充填工程を開始するとともに、前記キャビティに注入された溶融樹脂が、前記ラベルのうち前記ゲート側の辺部を越えて充填された後に、前記移動ブロックを前記成形位置とすることを特徴とする運搬補助具の製造方法。
【請求項2】
前記移動ブロックは、前記キャビティを画定する成形面側において凹部を有する本体部と、前記凹部に嵌入される入れ子とを備え、
前記本体部には、前記凹部の底面と、前記第1吸引孔とを連通させる連通孔が形成されるとともに、
前記凹部に対して前記入れ子を嵌入させることで、前記入れ子のうち前記キャビティを画定する成形面と、前記凹部の開口周縁部との間に、前記連通孔と連通する前記第2吸引孔としての前記スリットが形成されていることを特徴とする請求項1に記載の運搬補助具の製造方法。
【請求項3】
前記キャビティに溶融樹脂が充満する前のタイミングで、前記移動ブロックが前記退避位置から前記成形位置へと変位することを特徴とする請求項1又は2に記載の運搬補助具の製造方法。
【請求項4】
上記請求項1乃至3のいずれかに記載の製造方法によって形成される運搬補助具であって、
前記移動ブロックによって成形される前記ラベルの表面を含む部位は、前記収容凹部の開口周縁部によって形成される部位と面一、又は、前記収容凹部の開口周縁部によって形成される部位よりも没入していることを特徴とする運搬補助具。
【請求項1】
物品を載置可能な載置部を備えるとともに、所定の情報を表示する表示面を有する運搬補助具の製造方法であって、
前記運搬補助具を成形するためのキャビティを形成する複数の金型を備える金型装置と、前記キャビティに対して溶融状態の熱可塑性樹脂を注入する射出装置と、前記キャビティ内の空気を吸引可能な吸引装置とを用い、
前記キャビティを画定する前記金型の成形面のうち前記表示面を成形する部位に対してラベルを設置する設置工程と、
前記ラベルが設置された前記キャビティに対して溶融樹脂を充填する充填工程と、
前記キャビティに充填された溶融樹脂を固化させる固化工程とを経ることで、
前記載置部を備えるとともに、前記ラベルによって前記所定の情報が表示された前記表示面を有する運搬補助具が一体的に形成され、
前記金型には、前記キャビティを画定する成形面において、前記射出装置から供給される溶融樹脂を前記キャビティへ導入するためのゲートが形成され、
前記金型のうち前記表示面を成形する部位には、前記キャビティを画定する成形面において収容凹部が形成されるとともに、前記収容凹部に嵌入される移動ブロックが設けられ、
前記収容凹部には、前記吸引装置と連通する第1吸引孔が形成されるとともに、前記移動ブロックのうち前記キャビティを画定する成形面には、前記第1吸引孔と連通する第2吸引孔が形成され、前記吸引装置により前記第1吸引孔及び前記第2吸引孔を介して前記キャビティ内の空気を吸引可能に構成され、
前記移動ブロックは、前記吸引装置の吸引力により前記第1吸引孔及び前記第2吸引孔を介して前記移動ブロックの成形面に吸着された前記ラベルの全体が前記収容凹部の内側に位置する退避位置と、前記成形面に吸着された前記ラベルの全体が前記収容凹部の外側に位置する成形位置との間を変位可能に構成され、
前記移動ブロックを前記退避位置とした状態で、前記充填工程を開始するとともに、前記キャビティに注入された溶融樹脂が、前記ラベルのうち前記ゲート側の辺部を越えて充填された後に、前記移動ブロックを前記成形位置とすることを特徴とする運搬補助具の製造方法。
【請求項2】
前記移動ブロックは、前記キャビティを画定する成形面側において凹部を有する本体部と、前記凹部に嵌入される入れ子とを備え、
前記本体部には、前記凹部の底面と、前記第1吸引孔とを連通させる連通孔が形成されるとともに、
前記凹部に対して前記入れ子を嵌入させることで、前記入れ子のうち前記キャビティを画定する成形面と、前記凹部の開口周縁部との間に、前記連通孔と連通する前記第2吸引孔としての前記スリットが形成されていることを特徴とする請求項1に記載の運搬補助具の製造方法。
【請求項3】
前記キャビティに溶融樹脂が充満する前のタイミングで、前記移動ブロックが前記退避位置から前記成形位置へと変位することを特徴とする請求項1又は2に記載の運搬補助具の製造方法。
【請求項4】
上記請求項1乃至3のいずれかに記載の製造方法によって形成される運搬補助具であって、
前記移動ブロックによって成形される前記ラベルの表面を含む部位は、前記収容凹部の開口周縁部によって形成される部位と面一、又は、前記収容凹部の開口周縁部によって形成される部位よりも没入していることを特徴とする運搬補助具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−67079(P2013−67079A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207186(P2011−207186)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(591006944)三甲株式会社 (380)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(591006944)三甲株式会社 (380)
【Fターム(参考)】
[ Back to top ]