
過剰供給抑制装置及びスクラップ破砕設備
【課題】破砕装置へのスクラップの過剰供給の発生を低減するのに好適な、過剰供給抑制装置及びスクラップ破砕設備を提供する。
【解決手段】過剰供給抑制装置100の平坦化部110は、下端側に、重り部34が装着された10個の摺り切り部材103と、重り部44が装着された9個の摺り切り部材105とを備える。摺り切り部材103と摺り切り部材105とは、エプロンコンベア7の積載面70の上方において、それぞれ全体が搬送方向に並設されると共に各摺り切り部材が搬送方向と直交する幅方向に並設される。各摺り切り部材の上端側は下端側が搬送方向に沿って独立して振り子運動可能なように軸支されると共に規制部材106,107によって振り子運動の範囲が規制される。更に、各摺り切り部材の各々の下端と積載面70との距離を予め設定された高さhとし、高さh以上に積み上げられたスクラップ部分を下端側において切り崩す。
【解決手段】過剰供給抑制装置100の平坦化部110は、下端側に、重り部34が装着された10個の摺り切り部材103と、重り部44が装着された9個の摺り切り部材105とを備える。摺り切り部材103と摺り切り部材105とは、エプロンコンベア7の積載面70の上方において、それぞれ全体が搬送方向に並設されると共に各摺り切り部材が搬送方向と直交する幅方向に並設される。各摺り切り部材の上端側は下端側が搬送方向に沿って独立して振り子運動可能なように軸支されると共に規制部材106,107によって振り子運動の範囲が規制される。更に、各摺り切り部材の各々の下端と積載面70との距離を予め設定された高さhとし、高さh以上に積み上げられたスクラップ部分を下端側において切り崩す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スクラップを破砕する破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置に関する。
【背景技術】
【0002】
従来、スクラップを破砕、選別(磁気選別、風力選別等)し、良質な鉄スクラップを回収するスクラップ破砕設備がある。例えば、このようなスクラップ破砕設備として、特許文献1に記載された設備が開示されている。
かかるスクラップ破砕設備において、原材料のスクラップを過剰投入してしまうと破砕装置内部で材料による閉塞トラブルが発生し、大規模な設備破損を引き起こす恐れがある。そのため、現状では、このようなトラブルの発生を未然に防ぐために、破砕装置に発生する負荷電流の監視や振動の監視を行って、過剰投入を早期に検出し、大規模な設備破壊に至る前に設備を停止している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−92902号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、負荷電流の監視や振動の監視を行って過剰投入を早期に検出する上記従来技術は、被害を最小限に抑えるための技術である。そのため、被害の発生を未然に防ぐ又は低減するといった観点から改善の余地があった。
そこで、本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、破砕装置へのスクラップの過剰供給を抑制するのに好適な、過剰供給抑制装置及びスクラップ破砕設備を提供することを目的としている。
【課題を解決するための手段】
【0005】
〔形態1〕 上記目的を達成するために、形態1に記載の過剰供給抑制装置は、積載面に積載された状態のスクラップを破砕装置に向けて搬送する搬送装置に設けられ、前記破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置であって、搬送途中における前記スクラップの予め設定された高さ以上に積み上げられた部分に対して、該積み上げられた部分を切り崩す力を付与する平坦化部を備える。
このような構成であれば、積載面に積載された状態のスクラップを、その搬送途中において、予め設定された高さよりも低い状態へと切り崩すことができる。そのため、破砕装置に供給されるスクラップの量を平準化することができる。
これによって、破砕装置へのスクラップの過剰供給の発生を未然に防ぐ又は低減することが可能である。
【0006】
〔形態2〕 更に、形態2に記載の過剰供給抑制装置は、形態1の過剰供給抑制装置において、前記平坦化部は、前記積載面の上方に配設された摺り切り部材を有し、前記摺り切り部材は、下端側に前記力の付与面を有すると共に、その下端側が前記搬送方向に沿って振り子運動可能となるように、上端側が回転軸に支持されており、前記摺り切り部材の前記搬送方向上流側への前記振り子運動の範囲は、規制部材によって、所定角度に規制されている。
【0007】
このような構成であれば、下端側の付与面と接触する積載スクラップの一部に対して、該一部の摺り切り部材の搬送方向上流側に向く面への衝突力や摺り切り部材の自重等との関係によって生じる搬送方向上流方向への力や、付与面(主に下面)との摩擦によって生じる力などを含むスクラップを切り崩す働きをする力(以下、切り崩し力と称す)を付与することが可能となる。従って、この付与した切り崩し力によって、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。これによって、上記形態1と同等の効果を得ることができる。
【0008】
また、例えば、上記付与力で切り崩せないほどのサイズ及び質量のスクラップが搬送されてきた場合は、スクラップから付与される力で摺り切り部材が搬送方向に沿って下流側に振れる。これによって、自身の下端側を積載面から離間する位置に移動させることが可能である。つまり、上記付与力で切り崩せないほどのサイズ及び質量のスクラップは、摺り切り部材と積載面との間を通過させることができる。
これによって、各摺り切り部材と積載面との間にスクラップが挟まって滞留し、スクラップの搬送自体が停止するといった事態が発生するのを未然に防ぐ又は低減することが可能となる。
また、規制部材によって、摺りきり部材の搬送方向上流側への振り子運動の範囲を所定角度に規制するようにした。これによって、規制しなかった場合と比較して、各摺り切り部材と積載面との間にスクラップが挟まるといった状況が発生するのを低減することが可能となる。
【0009】
〔形態3〕 更に、形態3に記載の過剰供給抑制装置は、形態2の過剰供給抑制装置において、前記所定角度は、前記摺り切り部材が、その上下方向延長線と前記積載面とが直交する姿勢を示すときの角度、又は、前記直交する姿勢よりも搬送方向下流側に振れたときの角度である。
このような構成であれば、摺り切り部材は、該摺り切り部材の上下方向延長線が、積載面と直交又は鈍角で(搬送方向に傾いて)交差する姿勢となる位置から搬送方向上流側へは振れないように振り子運動の範囲が規制される。従って、スクラップから付与面に力が加わったときに、摺り切り部材の搬送方向下流側への振り子運動を円滑に行うことが可能となる。これによって、上記直交又は鈍角で交差する位置から搬送方向上流側への振り子運動の発生によって、摺り切り部材と積載面との間にスクラップが挟まるといった状況が発生するのを防止することが可能となる。
【0010】
〔形態4〕 更に、形態4に記載の過剰供給抑制装置は、形態2又は3の過剰供給抑制装置において、前記摺り切り部材は、前記搬送方向と交差する幅方向に並んで複数配設されている。
このような構成であれば、各摺り切り部材の付与面と接触する積載スクラップの一部に対して、個別に切り崩し力を付与することが可能となる。従って、この付与した力によって、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。
【0011】
〔形態5〕 更に、形態5に記載の過剰供給抑制装置は、形態3又は4の過剰供給抑制装置において、前記各摺り切り部材の前記下端側に重りを着脱可能な着脱部を設け、前記着脱部を介して前記下端側に重りを着脱することで前記摺り切り部材の質量を調節可能に構成した。
このような構成であれば、各摺り切り部材の質量を調節することができるので、状況に応じた質量に調節することで、より効果的に、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。
【0012】
〔形態6〕 更に、形態6に記載の過剰供給抑制装置は、形態2乃至5のいずれか1の過剰供給抑制装置において、前記スクラップの搬送経路が上流側から下流側へと登り傾斜を有しており、該登り傾斜途中に前記平坦化部を配設した。
このような構成であれば、重力を利用して効率的に切り崩す力をスクラップに付与することが可能となる。また、規制部材との組み合わせで、上記鈍角となる姿勢を容易に構成することが可能となる。
【0013】
〔形態7〕 更に、形態7に記載の過剰供給抑制装置は、形態2乃至6のいずれか1の過剰供給抑制装置において、前記摺り切り部材の前記振り子運動を検出する検出部と、前記検出部による前記振り子運動の検出回数を計数する計数部と、前記計数部で計数された検出回数が予め設定された回数以上になったと判定したときに警報を発する警報発生部と、を備える。
このような構成であれば、振り子運動の回数が予め設定された回数以上となったと判定したときに警報を発生することができるので、利用者に対して、スクラップが過剰供給されるのを事前に察知させることが可能となる。
【0014】
〔形態8〕 更に、形態8に記載の過剰供給抑制装置は、形態1乃至7のいずれか1の過剰供給抑制装置において、前記平坦化部を、前記搬送方向に並べて複数配設した。
このような構成であれば、複数回に分けて切り崩す力を付与して、より確実にスクラップを目的の高さ(予め設定された高さ未満)に切り崩すことが可能になる。加えて、例えば、各平坦化部の摺り切り部材の付与面の高さ位置を上流側から下流側に向かって段階的に低くしていくことで、より確実にスクラップを目的の高さまで切り崩すことが可能となる。
【0015】
〔形態9〕 一方、上記目的を達成するために、形態9のスクラップ破砕設備は、スクラップを破砕する破砕装置と、積載面に積載された状態のスクラップを前記破砕装置に向けて搬送する搬送装置とを備えたスクラップ破砕設備であって、形態1乃至8のいずれか1に記載の過剰供給抑制装置を備える。
このような構成であれば、上記形態1乃至8のいずれか1の過剰供給抑制装置と同等の作用及び効果を得ることが可能となる。
【発明の効果】
【0016】
本発明に係る過剰供給抑制装置又はスクラップ破砕設備によれば、積載面に積載されたスクラップの搬送途中において、該スクラップにおける予め設定された高さ以上の部分に対して、該高さ以上の部分を切り崩す力を付与する。これによって、破砕装置に供給される前に、積載されたスクラップを所望の高さ以下に切り崩すことができるので、破砕装置に供給されるスクラップの量を平準化することができるという効果が得られる。
【図面の簡単な説明】
【0017】
【図1】過剰供給抑制装置を適用したスクラップ破砕設備の一実施形態を模式的に示す図である。
【図2】過剰供給抑制装置100の構成を示すブロック図である。
【図3】平坦化部110をエプロンコンベア7の下流側から見た正面図である。
【図4】図3のA−A’断面図である。
【図5】(a)〜(e)は、摺り切り部材103の詳細な構成を示す図である。
【図6】摺り切り部材103の振り子運動の一例を示す図である。
【図7】規制部材による摺り切り部材の動作範囲を説明する図である。
【図8】供給量監視部130の構成を示すブロック図である。
【図9】高積載スクラップを平坦化する動作例を示す図である。
【図10】平坦化不可能な高重積載スクラップに対する動作例を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づき説明する。図1〜図10は、本発明に係る過剰供給抑制装置及びスクラップ破砕設備の実施形態を示す図である。
(構成)
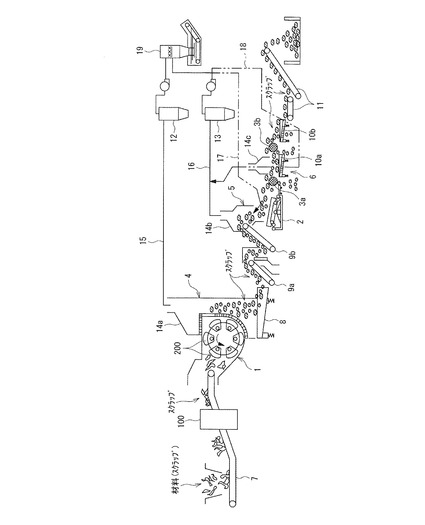
まず、本発明に係る過剰供給抑制装置を適用したスクラップ破砕設備の構成を図1に基づき説明する。図1は、過剰供給抑制装置を適用したスクラップ破砕設備の一実施形態を模式的に示すものである。
通常、この種のスクラップ破砕設備は、処理ラインの上流側から順に、搬送コンベア、破砕装置、1段以上の風力選別機構、1段以上の磁気選別機などを備えている。
【0019】
本実施形態では、図1に示すように、処理ラインの上流側から順に、破砕装置1、揺動選別機2、2段階の磁気選別機3a,3bを備える。更に、主にダストを捕集するための風力選別機構4,5,6が、破砕装置1の出側位置と、揺動選別機2の入側位置及び磁気選別機3a−磁気選別機3b間に、それぞれ設けられている。また、風力選別を行うために、破砕装置1の出側位置にはフード14aが、揺動選別機2の入側位置の上方にはフード14bが、磁気選別機3a−磁気選別機3b間の上方位置にはフード14cが、それぞれ設けられている。
【0020】
また、スクラップ破砕設備は、材料搬送用の各種コンベアを備えており、7は材料供給エプロンコンベア、8,10a,10bは振動コンベア、9a,9b,11は搬送コンベア(ベルトコンベア)である。
また、この設備は、材料供給エプロンコンベア(以下、単にエプロンコンベアと称す)7の材料搬送路の途中に設けられた、破砕装置1へのスクラップの過剰供給を抑制する過剰供給抑制装置100を備えている。
【0021】
図1のスクラップ破砕設備において、スクラップは、上流側において、エプロンコンベア7の積載面70に積載されて下流側へと搬送される。エプロンコンベア7によって搬送される積載スクラップは、その搬送途中で、過剰供給抑制装置100において、予め設定された高さ未満となるように平坦化される。平坦化されたスクラップは、例えば、不図示の投入口を介して破砕装置1に供給される。なお、スクラップの供給に際してシュータを用いることができる。このようにして供給されたスクラップは、破砕装置1で破砕された後、揺動選別機2で軽量物(プラスチックや非鉄金属など)と重量物とが分離される。これにより、主にプラスチックや非鉄金属が分離除去される。最後にドラム式の磁気選別機3a,3bで鉄(鉄スクラップ)が選別される。そして、この一連の破砕・選別工程において風力選別機構4,5,6によりダストが分離除去され、捕集される。
【0022】
上記のようにダストの分離除去(風力選別)・捕集は、(i)破砕装置1の出側位置、(ii)揺動選別機2の入側位置、(iii)磁気選別機3a−磁気選別機3b間の位置、でそれぞれ行われる。ここで、上記(i)で分離除去・捕集されるダストと、それよりも下流側で分離除去・捕集されるダスト(すなわち、(ii)および(iii)で分離除去・捕集されるダスト)は成分が異なる。そのため、それぞれ別々の集塵機で捕集される。すなわち、(i)についてはサイクロン12(集塵機)で、(ii)および(iii)についてはサイクロン13(集塵機)で、それぞれ捕集される。
【0023】
破砕装置1は、本実施形態では複数のハンマ200が回転することによりスクラッップを破砕するハンマ式破砕機で構成されている。この破砕装置1では、例えば、廃自動車や建築廃材などに由来する、銅線やプラスチック等の非鉄分が混入した低品位鉄スクラップを、適当な大きさの塊(例えば、50〜150mm程度)に破砕する。そして、その際の切断、衝撃、摩擦などの作用により、ダストが発生する。このダストは破砕装置1の出側位置で風力選別機構4で吸引(集塵)されて分離除去され、排出ライン15に排出され、その途中でサイクロン12により捕集される。なお、破砕装置1は、他の破砕方式のものでもよい。
【0024】
スクラップが破砕装置1を経て揺動選別機2、磁気選別機3a,3bに順次送られ、処理される過程でさらにダストが発生する。このダストは揺動選別機2の入側位置と磁気選別機3a−磁気選別機3b間の位置において、それぞれ風力選別機構5,6で分離除去され、風力選別用のキャリアガス(空気)に随伴して排出ライン16に排出される。その途中でサイクロン13により捕集される。なお、風力選別機構5,6には、キャリアガス循環用のライン17,18を通じてキャリアガスが供給される。
サイクロン12,13を経たキャリアガスは、湿式集塵機19で除塵される。なお、この湿式集塵機19に代えて乾式集塵機を設けてもよい。
【0025】
次に、図2〜図8に基づき、過剰供給抑制装置100の詳細な構成を説明する。
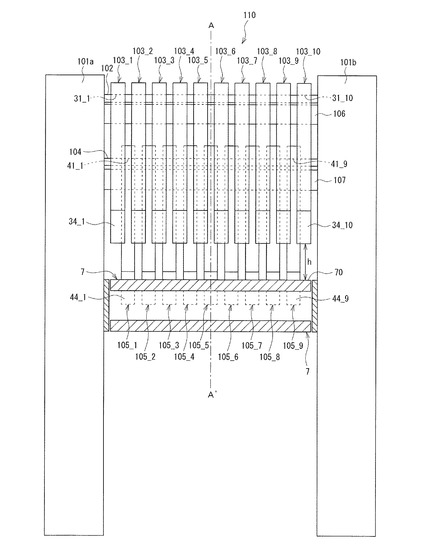
図2は、過剰供給抑制装置100の構成例を示すブロック図である。図3は、平坦化部110をエプロンコンベア7の下流側から見た正面図である。図4は、図3のA−A’断面図である。
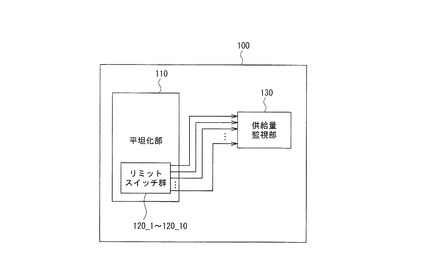
図2に示すように、過剰供給抑制装置100は、エプロンコンベア7の積載面70に積載されたスクラップを平坦化する平坦化部110と、リミットスイッチ群120_1〜120_9と、破砕装置1へのスクラップの供給量を監視する供給量監視部130とを含んで構成される。
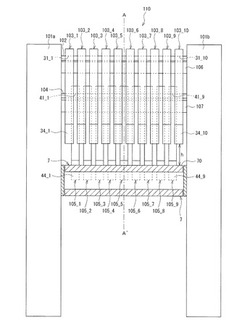
平坦化部110は、図3に示すように、回転軸102,104と、摺り切り部材103_1〜103_10,105_1〜105_9とを備える。以下、区別する必要が無い場合は、単に、摺り切り部材103、摺り切り部材105と称す。
【0026】
摺り切り部材103_1〜103_10は、下端側に重り部34_1〜34_10が装着されており、上端側に軸穴31_1〜31_10が貫設されている。摺り切り部材103_1〜103_10は、回転軸102が各軸穴31_1〜31_10に挿通されており、積載面70の上方において、回転軸102の一端が、エプロンコンベア7の材料搬送路を支持する支柱101aに、他端が支柱101bに支持されている。これによって、摺り切り部材103_1〜103_10は、材料搬送路の幅方向に暖簾状に並設される。加えて、回転軸102を介して、各摺り切り部材の上端側が、各下端側が搬送方向に沿って独立して振り子運動可能に支柱101a及び101bに軸支される。
【0027】
摺り切り部材105_1〜105_9は、下端側に重り部44_1〜44_9が装着されており、上端側に軸穴41_1〜41_9が貫設されている。摺り切り部材105_1〜105_9は、回転軸104が各軸穴41_1〜41_9に挿通されており、積載面70の上方において、回転軸104の一端が、支柱101aに、他端が支柱101bに支持されている。これによって、摺り切り部材105_1〜105_9は、材料搬送路の幅方向に暖簾状に並設される。加えて、回転軸104を介して、各摺り切り部材の上端側が、各下端側が搬送方向に沿って独立して振り子運動可能に支柱101a及び101bに軸支される。
なお、本実施形態では、それぞれ、摺り切り部材103の数を10、摺り切り部材105の数を9としたが、この数は一例であって、設備に用いる材料供給コンベアの構成(搬送路の幅等)や、各摺り切り部材の幅等に応じて適宜数を変更してもよい。
【0028】
一方、本実施形態において、摺り切り部材103_1〜103_10と、摺り切り部材105_1〜105_9とは、図3に示すように、正面から見て互いの一部が重なった状態で上下方向の中心線が互い違いに位置するように配設されている。
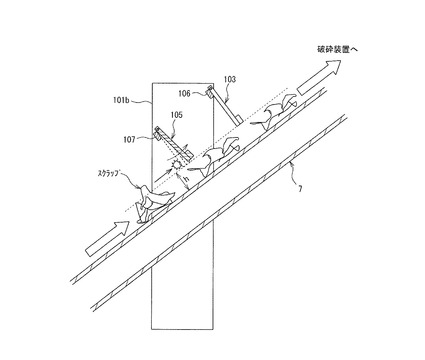
また、平坦化部110は、図4に示すように、エプロンコンベア7の材料搬送路における上流側から下流側へと登り傾斜となる傾斜路の途中に配設されている。
また、本実施形態において、摺り切り部材103と摺り切り部材105とは、図4に示すように、積載面70から各摺り切り部材の下端位置までの距離(高さ)hが同じ高さとなるように、傾斜路に沿って支柱101a及び101bに軸支されている。
【0029】
なお、積載面70から摺り切り部材103及び105の下端までの距離(高さh)は、破砕装置1の破砕能力等に応じて適宜設定する必要がある。例えば、事前に、積載スクラップの高さを色々と変えた破砕試験を行って、適切な供給量となる積載スクラップの高さを求める。そして、この求めた高さに応じて摺り切り部材の配設位置を変更したり、所望の高さとなる長さを有する摺り切り部材を設計して用いるようにする。例えば、摺り切り部材の配設位置が固定されている場合は、破砕装置1の型番やスクラップの種類等に応じて長さの異なる複数の摺り切り部材を予め用意し、適切な長さの摺り切り部材を適宜用いるようにすることも可能である。
【0030】
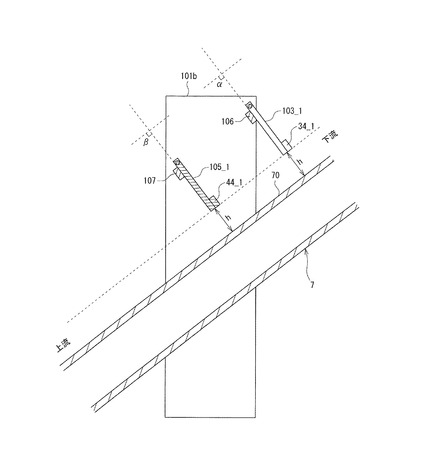
また、平坦化部110は、図3及び図4に示すように、摺り切り部材103の搬送方向に沿った振り子運動の範囲を規制する角柱状の規制部材106を備えている。更に、平坦化部110は、摺り切り部材105の搬送方向に沿った振り子運動の範囲を規制する角柱状の規制部材107を備えている。本実施形態においては、平坦化部110が、登り傾斜路の途中に配設されていることから、規制部材106及び107は、それぞれ、傾斜路の傾斜角度に応じて摺り切り部材を支持する支持面を傾斜させて、一端が支柱101aに支持され、他端が支柱101bに支持されている。なお、本実施形態において、規制部材106、107の形状を角柱状としたが、この形状に限らず、円柱状など他の形状としてもよい。
【0031】
また、本実施形態において、摺り切り部材103と規制部材106とは、図4に示すように、スクラップから受ける負荷が無負荷の状態(以下、無負荷状態と称す)において、摺り切り部材103の上下方向延長線と、積載スクラップの搬送方向線との交差によって形成される角度αが90°となるように配設されている。同様に、摺り切り部材105と規制部材107とは、図4に示すように、無負荷状態において、摺り切り部材105の上下方向延長線と、積載スクラップの搬送方向線との交差によって形成される角度βが90°となるように配設されている。なお、角度α及びβは、90°に限らず、90°よりも大きい鈍角(90°<α、90°<β)としてもよいし、90°又は鈍角の範囲で両者を異なる角度としてもよい。但し、角度α及びβをあまり大きくし過ぎると、各摺り切り部材の有効運動範囲を狭めてしまう。従って、後述する搬送方向下流側への振れ動きによる効果を損なわない範囲で鈍角とすることが好ましい。
【0032】
上記構成によって、摺り切り部材103は、無負荷状態において、重力による搬送方向上流側への振れ動きと規制部材106による振り子運動の範囲の規制とによって、図4に示す角度となる姿勢を維持する。同様に、摺り切り部材105も、無負荷状態において、重力による搬送方向上流側への振れ動きと規制部材107による振り子運動の範囲の規制とによって、図4に示す角度となる姿勢を維持する。
そして、摺り切り部材103及び105は、規制部材106及び107によって、無負荷状態時の上記姿勢位置から搬送方向上流側への振れ動きが規制される。
【0033】
次に、図5に基づき、摺り切り部材の詳細な構成について説明する。図5(a)〜(e)は、摺り切り部材103の詳細な構成を示す図である。本実施形態において、摺り切り部材103と105とは同様の構成となるので、以下、代表して、摺り切り部材103について説明する。また、図5において、括弧内の符号は、摺り切り部材105に対応する。
【0034】
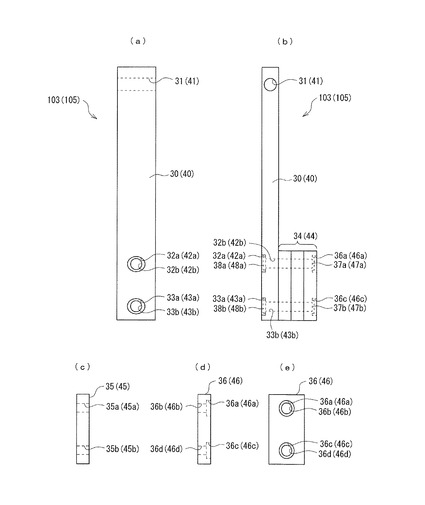
摺り切り部材103は、図5(a)及び(b)に示すように、平板棒状の平板棒体30と、平板棒体30の下端側に装着された重り部34とを備えている。なお、本実施形態において、平板棒体30は剛体であり、金属材料から構成されている。図5(b)に示すように、平板棒体30の上端側には、一方の側面から他方の側面へと貫通する軸穴31が穿設されている。更に、図5(a)に示すように、平板棒体30の下端側には、一方の板面から他方の板面へと貫通するボルト穴32b及び33bが所定間隔を空けて上下に穿設されている。更に、一方の板面側のボルト穴32b及び33bの周囲にはざぐり穴32a及び33aが形成されている。
【0035】
図5(b)の例において、重り部34は、矩形平板状の2つの重り35と、矩形平板状の1つの重り36とを有する。重り35は、図5(c)に示すように、板面における摺り切り部材103のボルト穴32b及び33bと対応する位置に、一方の面から他方の面へと貫通するボルト穴35a及び35bが穿設されている。重り36は、図5(d)に示すように、板面におけるボルト穴32b及び33bと対応する位置に、一方の面から他方の面へと貫通するボルト穴36b及び36dが穿設されている。加えて、図5(e)に示すように、重り36の板面の一方には、ボルト穴36b及び36dの周囲にざぐり穴36a及び36cが形成されている。
【0036】
そして、摺り切り部材103のざぐり穴32a及び33aの形成されていない側の板面と、重り36のざぐり穴36a及び36cの形成されていない側の板面との間に、2つの重り35を重ねて、各ボルト穴の位置を合わせて挟み込む。更に、図5の例では、重り36のざぐり穴の形成面側から、ボルト穴36b、35a、35a及び32bによって構成される貫通穴に、ボルト37aのボルト軸を挿通する。同様に、ボルト穴36d、35b、35b及び33bによって構成される貫通穴に、ボルト37bのボルト軸を挿通する。そして、摺り切り部材103のざぐり穴32a及び33aの形成側において、ボルト穴32b及び33bからそれぞれ突出するボルト軸をナット38a及び38bに螺合する。また、ボルト37a及び37bとナット38a及び38bとによる締結状態において、各ボルトヘッドは、ざぐり穴36a及び36cの内側に埋没し、ナット38a及び38bは、ざぐり穴32a及び33aの内側に埋没するように構成されている。これにより、各ボルトヘッド並びにナット38a及び38bは、各ざぐり穴の形成面から外側には突出しない構成となる。この構成によって、スクラップとの接触面から突出するボルトヘッドやナットにスクラップが引っかかるといった状況が発生するのを防ぐことが可能となる。
【0037】
また、本実施形態では、上記構成によって、平板棒体30に対して重り35及び36を着脱可能としている。従って、平板棒体30に装着する重りの数を変更することで、摺り切り部材103の質量を調節することができる。例えば、重り35及び36の各質量が10kgであるとすると、+10〜30kgの範囲で調節することができる。その際に、ボルトヘッドやボルト軸がざぐり穴から突出しないように、装着数に応じた長さのボルトを用いる。
【0038】
なお、摺り切り部材103に装着する重りの質量は、+10kg〜30kgを例に挙げたが、この質量範囲に限らない。平坦化するスクラップの比重量やスクラップの積載量等に応じて、切り崩すのに必要な質量は異なる。例えば、スクラップが、比重量の大きい金属を多く含むような場合は、切り崩すのに必要な質量が大きくなる。但し、摺り切り部材103の総質量が軽すぎても重すぎても処理能率が悪化するため、試験等を行って、条件に合った最適な質量とすることが望ましい。
以上の摺り切り部材103の構成についての説明は、摺り切り部材105についても同様となる。
【0039】
次に、図6及び図7に基づき、上記構成の摺り切り部材103の振り子運動について説明する。図6は、摺り切り部材103の振り子運動の一例を示す図である。図7は、規制部材による摺り切り部材の振り子運動の範囲の規制について説明する図である。
図6(a)に示すように、摺り切り部材103_1〜103_10は、無負荷状態時において、重力による運動と規制部材106による運動範囲の規制とによって、上記した90°の姿勢で暖簾状に並列した状態となる。
【0040】
また、摺り切り部材103_1〜103_10は、図6(b)に示すように、各摺り切り部材103が、独立して搬送方向下流側に振れ動くことができる。その一方で、図7に示すように、摺り切り部材103_1〜103_10は、規制部材106によって、各摺り切り部材103が、無負荷状態時の位置から搬送方向上流側に振れることができないように規制されている。この規制部材106によって、本実施形態のように、平坦化部110を傾斜路に設けた場合でも、摺り切り部材103_1〜103_10は、いずれも、無負荷状態時において、積載面70に対して、上記した角度αが90°又は鈍角となる姿勢を保つことができる。
【0041】
そして、摺り切り部材103_1〜103_10は、重り部34の装着された下端部における搬送方向上流側を向く板面や積載面70と対向する下面等に、高さh以上に積み上げられたスクラップ部分からの外力が加えられる。これによって、図6(b)に示すように、摺り切り部材103は、加えられた力に応じた距離だけ搬送方向下流側に向かって振れ動く。その後、スクラップとの接触が無くなると、摺り切り部材103は、重力によって、搬送方向上流側に向かって振れ戻り、規制部材106にぶつかって止まる。本実施形態では、この一連の振れ動作を1回の振り子運動とする。ここで、規制部材106に衝突後の摺り切り部材103の下流側への振れ戻りを防ぐ又は減衰するために、規制部材106として、衝撃を吸収する部材を用いるようにしてもよい。
【0042】
なお、本実施形態では、エプロンコンベア7によって、積載スクラップを連続して搬送するようになっている。従って、高さh以上の積載スクラップが連続して搬送された場合、摺り切り部材103には、連続して外力が加えられる。この連続する外力によって、摺り切り部材103が、無負荷状態時の位置から搬送方向下流側の位置範囲で、繰り返し振り子運動を行うことになる。
【0043】
但し、摺り切り部材103は、重り部34によって決まる質量(例えば、+10kg〜30kgの間で調節可能)を有する。そのため、各摺り切り部材103を搬送方向下流側に振れさせるためには、摺り切り部材103の質量等によって生じる、摺り切り部材103と回転軸102との最大静止摩擦力を上回る外力を加える必要がある。従って、スクラップを切り崩すのに必要な力が最大静止摩擦力よりも小さくて済む場合には、摺り切り部材103が搬送方向下流側に振れ動かない場合もある。
【0044】
また、図6(b)及び図7に示すように、摺り切り部材103が搬送方向下流側に振れ動くことによって、摺り切り部材103の下端が、積載面70から離間する。これにより、積載面70と摺り切り部材103の下端との距離が無負荷状態時のhよりも長くなる。これによって、高さhよりも離間した距離の分だけ高い位置にあるスクラップが通過できるようになる。
以上説明した摺り切り部材103の振り子運動についての説明は、摺り切り部材105についても同様となる。
【0045】
ここで、本実施形態では、図示しないが、規制部材107に、摺り切り部材105_1〜105_9の各摺り切り部材と一対一に対応するリミットスイッチ120_1〜120_9が設けられている。このリミットスイッチ120は、無負荷状態時、すなわち、各摺り切り部材105が規制部材107に接触している状態において、スイッチを構成するプランジャが押下され内部のマイクロスイッチがONとなるように配設されている。一方、摺り切り部材105が搬送方向下流側に振れ動くことによって、プランジャにかかる力が無くなり、マイクロスイッチがOFFとなる。そして、搬送方向上流側へと振れ戻ってきた摺り切り部材105によって、再びプランジャが押下されマイクロスイッチがONとなる。このスイッチ信号は、不図示の電気ケーブルを介して、供給量監視部130へと送信される。
【0046】
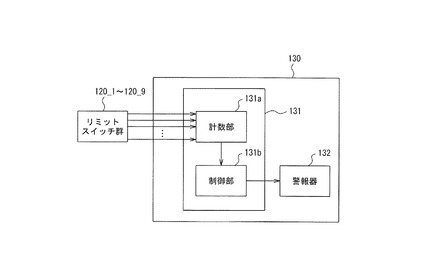
次に、図8に基づき、供給量監視部130の構成を説明する。図8は、供給量監視部130の構成を示すブロック図である。
図8に示すように、供給量監視部130は、警報制御部131と、警報器132とを含んで構成される。
警報制御部131は、計数部131aと、制御部131bとを含んで構成される。
計数部131aは、リミットスイッチ群120_1〜120_9から送信されるスイッチ信号に基づき、摺り切り部材105の振り子運動の回数(以下、振動回数と称す)を計数する。計数部131aは、計数結果を制御部131bに出力する。
【0047】
制御部131bは、計数部131aからの計数結果に基づき、摺り切り部材103の振動回数が、予め設定された閾値回数以上となったか否かを判定する。そして、振動回数が閾値回数以上となったと判定すると、警報器132に、警報音を発生させる指令信号を出力する。
警報器132は、制御部131bからの指令信号に応じて警報音を発生する。
なお、供給量監視部130は、図示しないが、計数部131a及び制御部131bの各機能をソフトウェア上で実現するためのコンピュータシステムを備えている。
具体的に、各種制御や演算処理を担うCPU(Central Processing Unit)と、ワークメモリの役割を担うRAM(Random Access Memory)と、上記各機能を実現するための専用のプログラムやプログラムの実行に必要なデータ等を記憶するROM(Read Only Memory)と、各構成部にデータを伝送するためのデータ伝送用バスとを備えている。
【0048】
(動作)
次に、図9〜図10に基づき、具体例を挙げて、過剰供給抑制装置100の動作を説明する。図9は、高さhよりも高く積み重ねられた積載スクラップを平坦化する動作例を示す図である。図10は、平坦化不可能な質量及びサイズの積載スクラップに対する動作例を示す図である。
ここでは、各摺り切り部材の質量が、重り35及び36の装着によって、例えば、+30kgに調節されているとする。
【0049】
いま、図9に示すように、エプロンコンベア7によって、積載面70から無負荷状態時の摺り切り部材の下端までの距離(高さ)h以上に高く積み上げられた積載スクラップ(以下、高積載スクラップと称す)が搬送されてきたとする。高積載スクラップは、エプロンコンベア7の動力によって予め設定された速度で搬送される。これにより、まず、高積載スクラップの高さh以上の部分(以下、高位部分と称す)が、無負荷状態にある摺り切り部材105の下端部における搬送方向上流側に向く面に衝突する。この衝突によって、高位部分には、主にエプロンコンベア7の動力による搬送方向の力と、摺り切り部材105の自重との関係によって生じる力と、衝突後の主に摺り切り部材105の下面との接触による摩擦抵抗等によって生じる力とを含む切り崩し力が付与される。この切り崩し力によって、高位部分に係るスクラップは、摺り切り部材105の接触面によって摺り切られるように切り崩される。これにより、高積載スクラップは、例えば、高さh未満の状態へと平坦化される。このとき、高位部分のスクラップから受ける力が、摺り切り部材105の回転軸104に対する最大静止摩擦力を上回ると、摺り切り部材105が搬送方向下流側へと振れ動く。摺り切り部材105が振れ動いて、リミットスイッチ120のプランジャにかかる力が無くなると、マイクロスイッチがOFFとなり、OFFのスイッチ信号が計数部131aに出力される。その後、重力によって、摺り切り部材105が振れ戻ると、プランジャが押下されてマイクロスイッチがONとなり、ONのスイッチ信号が計数部131aに出力される。
これらの信号の入力に対して、計数部131aでは、該当の摺り切り部材105の振動回数を1加算する処理が行われる。
【0050】
本実施形態では、摺り切り部材105の後段にも摺り切り部材103が配設されており、例えば、摺り切り部材105では切り崩しきれずに通過してきた高位部分に対して、更に、摺り切り部材103によって切り崩し力を付与することができる。本実施形態では、摺り切り部材103と105とが先述したように互い違いの位置関係となっているため、例えば、隣接する摺り切り部材間の隙間を通り抜けた高位部分を後段の摺り切り部材103で切り崩して、高さh未満へと平坦化することが可能である。
【0051】
このようにして、平坦化部110において、エプロンコンベア7で搬送途中の高積載スクラップを平坦化することができるので、破砕装置1へのスクラップの供給量を平準化することができる。なお、本実施形態において、高積載スクラップは、所望の高さ以下(高さh未満)となるように切り崩せることが理想的である。しかしながら、例えば、摺り切り部材が上流側へ振れ戻る途中でスクラップが衝突する場合や、比較的重量の大きいスクラップによって摺り切り部材が下流側へ振れ動かされている状態のときに後続のスクラップが衝突する場合など、高さhよりも離間した位置で下端部との衝突が生じる場合がある。この場合は、高さh未満へと切り崩せない部分が生じる可能性がある。従って、切り崩し後の高さ状況によっては、重り部の重りを追加したり、下端部の高さ位置を調節したりするなどの措置が必要な場合がある。
【0052】
一方、図10に示すように、例えば、積載面70から無負荷状態時の摺り切り部材の下端までの高さh以上に高く且つ大きな質量を有するスクラップ(例えば、平坦化不可能な金属塊)を含む積載スクラップ(以下、高重積載スクラップと称す)が搬送されてきたとする。この場合、高重積載スクラップとの接触面において摺り切り部材105から付与される切り崩し力によって高位部分を切り崩せないため、高重積載スクラップから受ける力が摺り切り部材105の回転軸104に対する最大静止摩擦力を上回る。そのため、摺り切り部材105は、切り崩し可能な場合と比較して搬送方向下流側に大きく振れ動く。これにより、摺り切り部材105の下端が積載面70から離間するので、高重積載スクラップは、摺り切り部材105の下を通り抜けて行く。これにより、平坦化不可能なスクラップが平坦化部110を通過できずに、その場に滞留するようなことが発生するのを防ぐことができる。
また、この場合は、確実にリミットスイッチ120が作動して、OFFのスイッチ信号及びONのスイッチ信号の組が計数部131aに出力される。
【0053】
なお、計数部131aの計数結果は、予め設定された周期で制御部131bに出力される。制御部131bは、計数結果の入力に応じて、計数値と閾値との比較処理を実行して、警報音を発生させるか否かを判定する。本実施形態では、摺り切り部材105_1〜105_9の総振動回数が、予め設定された閾値回数以上となったか否かを判定する。その結果、総振動回数が閾値回数以上になったと判定すると、制御部131bは、警報音を発生させる指令信号を警報器132に出力する。警報器132は、この指令信号に応じて、警報音を発生する。これにより、現場の作業員や、監視施設に駐在する作業員等に、スクラップの供給量が過多になりつつあることを知らせることができる。例えば、この警報の発生によって、作業員は、スクラップの供給量の目安を測ることができ、スクラップの積載量の調整等を行って供給量が過剰とならないように調整することができる。
【0054】
このようにして、本実施形態の過剰供給抑制装置100は、平坦化部110において、エプロンコンベア7によって破砕装置1へと搬送途中の高さh以上に積載された積載スクラップを、高さh未満に平坦化することができる。これにより、破砕装置1に供給するスクラップの量を平準化することができる。
ここで、リミットスイッチ120_1〜120_9は、検出部に対応する。計数部131aは、計数部に対応する。制御部131b及び警報器132は、警報発生部に対応する。
【0055】
(変形例)
なお、上記実施形態において、摺り切り部材103_1〜103_10と、105_1〜105_9との位置関係を正面から見て互い違いとなる位置関係に配設したが、この構成に限らない。例えば、摺り切り部材103と105の数を同数として、正面から見て両者の上下方向中心線が重なる位置関係となるように配設する構成とするなど他の構成としてもよい。
【0056】
また、上記実施形態において、摺り切り部材103及び105の質量を、重りを付加して調節できる構成としたが、この構成に限らない。例えば、質量の異なる複数種類の摺り切り部材を用意するなど他の構成としてもよい。
また、上記実施形態において、スクラップの搬送方向において、前段となる摺り切り部材105_1〜105_9の下端と積載面70との距離(高さh)と、後段となる摺り切り部材103_1〜103_10の下端と積載面70との距離とを同じ距離とする構成とした。この構成に限らず、例えば、後段の高さを前段の高さよりも低くするなど、他の構成としてもよい。
【0057】
また、上記実施形態において、平坦化部110を、摺り切り部材103及び摺り切り部材105の二段構成としたが、この構成に限らない。例えば、一段のみ、又は三段以上とするなど他の構成としてもよい。
また、上記実施形態において、摺り切り部材に装着する重りの数を3つとしたが、この構成に限らない。2つ以下又は4つ以上とするなど他の構成としてもよい。
【0058】
また、上記実施形態において、平坦化部110を、搬送装置7の搬送路を支持する支柱101a及び101bに配設する構成としたが、この構成に限らない。例えば、支柱に相当する専用の部材を用いて配設したり、天井から吊して配設したりするなど他の配設構成としてもよい。
また、上記実施形態において、リミットスイッチ120を用いて、振り子運動を検出する構成を例に挙げて説明したが、この構成に限らない。例えば、摺り切り部材105の回転軸104周りの回転量を検出するセンサを用いて、回転量の変化から振り子運動を検出する構成とするなど、他の構成としてもよい。
【0059】
また、上記実施形態において、リミットスイッチ120を摺り切り部材105に対してのみ設ける構成を説明したが、この構成に限らず、摺り切り部材103に対しても設ける構成としてもよい。その場合に、摺り切り部材103の振り子運動の回数についても計数し、この計数結果を警報発生の判定処理に用いるようにしてもよい。
また、上記実施形態は、本発明の好適な具体例であり、技術的に好ましい種々の限定が付されているが、本発明の範囲は、上記の説明において特に本発明を限定する旨の記載がない限り、これらの形態に限られるものではない。また、上記の説明で用いる図面は、図示の便宜上、部材ないし部分の縦横の縮尺は実際のものとは異なる模式図である。
また、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【符号の説明】
【0060】
1 破砕装置
2 揺動選別機
3a,3b 磁気選別機
4,5,6 風力選別機構
7 材料供給エプロンコンベア
8 振動コンベア
9a,9b 搬送コンベア
10a,10b 振動コンベア
11 搬送コンベア
12,13 サイクロン
14a,14b,14c フード
15,16 排出ライン
17,18 ライン
19 湿式集塵機
30,40 平板棒体
31,41 軸穴
32a,33a ざぐり穴
32b,33b ボルト穴
35,36 重り
35a,35b ボルト穴
36a,36c ざぐり穴
36b,36d ボルト穴
37,47 ボルト
38,48 ナット
42a,43a ざぐり穴
42b,43b ボルト穴
45,46 重り
45a,45b ボルト穴
46a,46c ざぐり穴
46b,46d ボルト穴
100 過剰供給抑制装置
102,104 回転軸
103,105 摺り切り部材
106,107 規制部材
110 平坦化部
120 リミットスイッチ
130 供給量監視部
131 警報制御部
131a 計数部
131b 制御部
132 警報部
200 ハンマ
【技術分野】
【0001】
本発明は、スクラップを破砕する破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置に関する。
【背景技術】
【0002】
従来、スクラップを破砕、選別(磁気選別、風力選別等)し、良質な鉄スクラップを回収するスクラップ破砕設備がある。例えば、このようなスクラップ破砕設備として、特許文献1に記載された設備が開示されている。
かかるスクラップ破砕設備において、原材料のスクラップを過剰投入してしまうと破砕装置内部で材料による閉塞トラブルが発生し、大規模な設備破損を引き起こす恐れがある。そのため、現状では、このようなトラブルの発生を未然に防ぐために、破砕装置に発生する負荷電流の監視や振動の監視を行って、過剰投入を早期に検出し、大規模な設備破壊に至る前に設備を停止している。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2011−92902号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、負荷電流の監視や振動の監視を行って過剰投入を早期に検出する上記従来技術は、被害を最小限に抑えるための技術である。そのため、被害の発生を未然に防ぐ又は低減するといった観点から改善の余地があった。
そこで、本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、破砕装置へのスクラップの過剰供給を抑制するのに好適な、過剰供給抑制装置及びスクラップ破砕設備を提供することを目的としている。
【課題を解決するための手段】
【0005】
〔形態1〕 上記目的を達成するために、形態1に記載の過剰供給抑制装置は、積載面に積載された状態のスクラップを破砕装置に向けて搬送する搬送装置に設けられ、前記破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置であって、搬送途中における前記スクラップの予め設定された高さ以上に積み上げられた部分に対して、該積み上げられた部分を切り崩す力を付与する平坦化部を備える。
このような構成であれば、積載面に積載された状態のスクラップを、その搬送途中において、予め設定された高さよりも低い状態へと切り崩すことができる。そのため、破砕装置に供給されるスクラップの量を平準化することができる。
これによって、破砕装置へのスクラップの過剰供給の発生を未然に防ぐ又は低減することが可能である。
【0006】
〔形態2〕 更に、形態2に記載の過剰供給抑制装置は、形態1の過剰供給抑制装置において、前記平坦化部は、前記積載面の上方に配設された摺り切り部材を有し、前記摺り切り部材は、下端側に前記力の付与面を有すると共に、その下端側が前記搬送方向に沿って振り子運動可能となるように、上端側が回転軸に支持されており、前記摺り切り部材の前記搬送方向上流側への前記振り子運動の範囲は、規制部材によって、所定角度に規制されている。
【0007】
このような構成であれば、下端側の付与面と接触する積載スクラップの一部に対して、該一部の摺り切り部材の搬送方向上流側に向く面への衝突力や摺り切り部材の自重等との関係によって生じる搬送方向上流方向への力や、付与面(主に下面)との摩擦によって生じる力などを含むスクラップを切り崩す働きをする力(以下、切り崩し力と称す)を付与することが可能となる。従って、この付与した切り崩し力によって、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。これによって、上記形態1と同等の効果を得ることができる。
【0008】
また、例えば、上記付与力で切り崩せないほどのサイズ及び質量のスクラップが搬送されてきた場合は、スクラップから付与される力で摺り切り部材が搬送方向に沿って下流側に振れる。これによって、自身の下端側を積載面から離間する位置に移動させることが可能である。つまり、上記付与力で切り崩せないほどのサイズ及び質量のスクラップは、摺り切り部材と積載面との間を通過させることができる。
これによって、各摺り切り部材と積載面との間にスクラップが挟まって滞留し、スクラップの搬送自体が停止するといった事態が発生するのを未然に防ぐ又は低減することが可能となる。
また、規制部材によって、摺りきり部材の搬送方向上流側への振り子運動の範囲を所定角度に規制するようにした。これによって、規制しなかった場合と比較して、各摺り切り部材と積載面との間にスクラップが挟まるといった状況が発生するのを低減することが可能となる。
【0009】
〔形態3〕 更に、形態3に記載の過剰供給抑制装置は、形態2の過剰供給抑制装置において、前記所定角度は、前記摺り切り部材が、その上下方向延長線と前記積載面とが直交する姿勢を示すときの角度、又は、前記直交する姿勢よりも搬送方向下流側に振れたときの角度である。
このような構成であれば、摺り切り部材は、該摺り切り部材の上下方向延長線が、積載面と直交又は鈍角で(搬送方向に傾いて)交差する姿勢となる位置から搬送方向上流側へは振れないように振り子運動の範囲が規制される。従って、スクラップから付与面に力が加わったときに、摺り切り部材の搬送方向下流側への振り子運動を円滑に行うことが可能となる。これによって、上記直交又は鈍角で交差する位置から搬送方向上流側への振り子運動の発生によって、摺り切り部材と積載面との間にスクラップが挟まるといった状況が発生するのを防止することが可能となる。
【0010】
〔形態4〕 更に、形態4に記載の過剰供給抑制装置は、形態2又は3の過剰供給抑制装置において、前記摺り切り部材は、前記搬送方向と交差する幅方向に並んで複数配設されている。
このような構成であれば、各摺り切り部材の付与面と接触する積載スクラップの一部に対して、個別に切り崩し力を付与することが可能となる。従って、この付与した力によって、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。
【0011】
〔形態5〕 更に、形態5に記載の過剰供給抑制装置は、形態3又は4の過剰供給抑制装置において、前記各摺り切り部材の前記下端側に重りを着脱可能な着脱部を設け、前記着脱部を介して前記下端側に重りを着脱することで前記摺り切り部材の質量を調節可能に構成した。
このような構成であれば、各摺り切り部材の質量を調節することができるので、状況に応じた質量に調節することで、より効果的に、予め設定された高さ以上に積み上げられたスクラップ部分を切り崩すことが可能となる。
【0012】
〔形態6〕 更に、形態6に記載の過剰供給抑制装置は、形態2乃至5のいずれか1の過剰供給抑制装置において、前記スクラップの搬送経路が上流側から下流側へと登り傾斜を有しており、該登り傾斜途中に前記平坦化部を配設した。
このような構成であれば、重力を利用して効率的に切り崩す力をスクラップに付与することが可能となる。また、規制部材との組み合わせで、上記鈍角となる姿勢を容易に構成することが可能となる。
【0013】
〔形態7〕 更に、形態7に記載の過剰供給抑制装置は、形態2乃至6のいずれか1の過剰供給抑制装置において、前記摺り切り部材の前記振り子運動を検出する検出部と、前記検出部による前記振り子運動の検出回数を計数する計数部と、前記計数部で計数された検出回数が予め設定された回数以上になったと判定したときに警報を発する警報発生部と、を備える。
このような構成であれば、振り子運動の回数が予め設定された回数以上となったと判定したときに警報を発生することができるので、利用者に対して、スクラップが過剰供給されるのを事前に察知させることが可能となる。
【0014】
〔形態8〕 更に、形態8に記載の過剰供給抑制装置は、形態1乃至7のいずれか1の過剰供給抑制装置において、前記平坦化部を、前記搬送方向に並べて複数配設した。
このような構成であれば、複数回に分けて切り崩す力を付与して、より確実にスクラップを目的の高さ(予め設定された高さ未満)に切り崩すことが可能になる。加えて、例えば、各平坦化部の摺り切り部材の付与面の高さ位置を上流側から下流側に向かって段階的に低くしていくことで、より確実にスクラップを目的の高さまで切り崩すことが可能となる。
【0015】
〔形態9〕 一方、上記目的を達成するために、形態9のスクラップ破砕設備は、スクラップを破砕する破砕装置と、積載面に積載された状態のスクラップを前記破砕装置に向けて搬送する搬送装置とを備えたスクラップ破砕設備であって、形態1乃至8のいずれか1に記載の過剰供給抑制装置を備える。
このような構成であれば、上記形態1乃至8のいずれか1の過剰供給抑制装置と同等の作用及び効果を得ることが可能となる。
【発明の効果】
【0016】
本発明に係る過剰供給抑制装置又はスクラップ破砕設備によれば、積載面に積載されたスクラップの搬送途中において、該スクラップにおける予め設定された高さ以上の部分に対して、該高さ以上の部分を切り崩す力を付与する。これによって、破砕装置に供給される前に、積載されたスクラップを所望の高さ以下に切り崩すことができるので、破砕装置に供給されるスクラップの量を平準化することができるという効果が得られる。
【図面の簡単な説明】
【0017】
【図1】過剰供給抑制装置を適用したスクラップ破砕設備の一実施形態を模式的に示す図である。
【図2】過剰供給抑制装置100の構成を示すブロック図である。
【図3】平坦化部110をエプロンコンベア7の下流側から見た正面図である。
【図4】図3のA−A’断面図である。
【図5】(a)〜(e)は、摺り切り部材103の詳細な構成を示す図である。
【図6】摺り切り部材103の振り子運動の一例を示す図である。
【図7】規制部材による摺り切り部材の動作範囲を説明する図である。
【図8】供給量監視部130の構成を示すブロック図である。
【図9】高積載スクラップを平坦化する動作例を示す図である。
【図10】平坦化不可能な高重積載スクラップに対する動作例を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の実施形態を図面に基づき説明する。図1〜図10は、本発明に係る過剰供給抑制装置及びスクラップ破砕設備の実施形態を示す図である。
(構成)
まず、本発明に係る過剰供給抑制装置を適用したスクラップ破砕設備の構成を図1に基づき説明する。図1は、過剰供給抑制装置を適用したスクラップ破砕設備の一実施形態を模式的に示すものである。
通常、この種のスクラップ破砕設備は、処理ラインの上流側から順に、搬送コンベア、破砕装置、1段以上の風力選別機構、1段以上の磁気選別機などを備えている。
【0019】
本実施形態では、図1に示すように、処理ラインの上流側から順に、破砕装置1、揺動選別機2、2段階の磁気選別機3a,3bを備える。更に、主にダストを捕集するための風力選別機構4,5,6が、破砕装置1の出側位置と、揺動選別機2の入側位置及び磁気選別機3a−磁気選別機3b間に、それぞれ設けられている。また、風力選別を行うために、破砕装置1の出側位置にはフード14aが、揺動選別機2の入側位置の上方にはフード14bが、磁気選別機3a−磁気選別機3b間の上方位置にはフード14cが、それぞれ設けられている。
【0020】
また、スクラップ破砕設備は、材料搬送用の各種コンベアを備えており、7は材料供給エプロンコンベア、8,10a,10bは振動コンベア、9a,9b,11は搬送コンベア(ベルトコンベア)である。
また、この設備は、材料供給エプロンコンベア(以下、単にエプロンコンベアと称す)7の材料搬送路の途中に設けられた、破砕装置1へのスクラップの過剰供給を抑制する過剰供給抑制装置100を備えている。
【0021】
図1のスクラップ破砕設備において、スクラップは、上流側において、エプロンコンベア7の積載面70に積載されて下流側へと搬送される。エプロンコンベア7によって搬送される積載スクラップは、その搬送途中で、過剰供給抑制装置100において、予め設定された高さ未満となるように平坦化される。平坦化されたスクラップは、例えば、不図示の投入口を介して破砕装置1に供給される。なお、スクラップの供給に際してシュータを用いることができる。このようにして供給されたスクラップは、破砕装置1で破砕された後、揺動選別機2で軽量物(プラスチックや非鉄金属など)と重量物とが分離される。これにより、主にプラスチックや非鉄金属が分離除去される。最後にドラム式の磁気選別機3a,3bで鉄(鉄スクラップ)が選別される。そして、この一連の破砕・選別工程において風力選別機構4,5,6によりダストが分離除去され、捕集される。
【0022】
上記のようにダストの分離除去(風力選別)・捕集は、(i)破砕装置1の出側位置、(ii)揺動選別機2の入側位置、(iii)磁気選別機3a−磁気選別機3b間の位置、でそれぞれ行われる。ここで、上記(i)で分離除去・捕集されるダストと、それよりも下流側で分離除去・捕集されるダスト(すなわち、(ii)および(iii)で分離除去・捕集されるダスト)は成分が異なる。そのため、それぞれ別々の集塵機で捕集される。すなわち、(i)についてはサイクロン12(集塵機)で、(ii)および(iii)についてはサイクロン13(集塵機)で、それぞれ捕集される。
【0023】
破砕装置1は、本実施形態では複数のハンマ200が回転することによりスクラッップを破砕するハンマ式破砕機で構成されている。この破砕装置1では、例えば、廃自動車や建築廃材などに由来する、銅線やプラスチック等の非鉄分が混入した低品位鉄スクラップを、適当な大きさの塊(例えば、50〜150mm程度)に破砕する。そして、その際の切断、衝撃、摩擦などの作用により、ダストが発生する。このダストは破砕装置1の出側位置で風力選別機構4で吸引(集塵)されて分離除去され、排出ライン15に排出され、その途中でサイクロン12により捕集される。なお、破砕装置1は、他の破砕方式のものでもよい。
【0024】
スクラップが破砕装置1を経て揺動選別機2、磁気選別機3a,3bに順次送られ、処理される過程でさらにダストが発生する。このダストは揺動選別機2の入側位置と磁気選別機3a−磁気選別機3b間の位置において、それぞれ風力選別機構5,6で分離除去され、風力選別用のキャリアガス(空気)に随伴して排出ライン16に排出される。その途中でサイクロン13により捕集される。なお、風力選別機構5,6には、キャリアガス循環用のライン17,18を通じてキャリアガスが供給される。
サイクロン12,13を経たキャリアガスは、湿式集塵機19で除塵される。なお、この湿式集塵機19に代えて乾式集塵機を設けてもよい。
【0025】
次に、図2〜図8に基づき、過剰供給抑制装置100の詳細な構成を説明する。
図2は、過剰供給抑制装置100の構成例を示すブロック図である。図3は、平坦化部110をエプロンコンベア7の下流側から見た正面図である。図4は、図3のA−A’断面図である。
図2に示すように、過剰供給抑制装置100は、エプロンコンベア7の積載面70に積載されたスクラップを平坦化する平坦化部110と、リミットスイッチ群120_1〜120_9と、破砕装置1へのスクラップの供給量を監視する供給量監視部130とを含んで構成される。
平坦化部110は、図3に示すように、回転軸102,104と、摺り切り部材103_1〜103_10,105_1〜105_9とを備える。以下、区別する必要が無い場合は、単に、摺り切り部材103、摺り切り部材105と称す。
【0026】
摺り切り部材103_1〜103_10は、下端側に重り部34_1〜34_10が装着されており、上端側に軸穴31_1〜31_10が貫設されている。摺り切り部材103_1〜103_10は、回転軸102が各軸穴31_1〜31_10に挿通されており、積載面70の上方において、回転軸102の一端が、エプロンコンベア7の材料搬送路を支持する支柱101aに、他端が支柱101bに支持されている。これによって、摺り切り部材103_1〜103_10は、材料搬送路の幅方向に暖簾状に並設される。加えて、回転軸102を介して、各摺り切り部材の上端側が、各下端側が搬送方向に沿って独立して振り子運動可能に支柱101a及び101bに軸支される。
【0027】
摺り切り部材105_1〜105_9は、下端側に重り部44_1〜44_9が装着されており、上端側に軸穴41_1〜41_9が貫設されている。摺り切り部材105_1〜105_9は、回転軸104が各軸穴41_1〜41_9に挿通されており、積載面70の上方において、回転軸104の一端が、支柱101aに、他端が支柱101bに支持されている。これによって、摺り切り部材105_1〜105_9は、材料搬送路の幅方向に暖簾状に並設される。加えて、回転軸104を介して、各摺り切り部材の上端側が、各下端側が搬送方向に沿って独立して振り子運動可能に支柱101a及び101bに軸支される。
なお、本実施形態では、それぞれ、摺り切り部材103の数を10、摺り切り部材105の数を9としたが、この数は一例であって、設備に用いる材料供給コンベアの構成(搬送路の幅等)や、各摺り切り部材の幅等に応じて適宜数を変更してもよい。
【0028】
一方、本実施形態において、摺り切り部材103_1〜103_10と、摺り切り部材105_1〜105_9とは、図3に示すように、正面から見て互いの一部が重なった状態で上下方向の中心線が互い違いに位置するように配設されている。
また、平坦化部110は、図4に示すように、エプロンコンベア7の材料搬送路における上流側から下流側へと登り傾斜となる傾斜路の途中に配設されている。
また、本実施形態において、摺り切り部材103と摺り切り部材105とは、図4に示すように、積載面70から各摺り切り部材の下端位置までの距離(高さ)hが同じ高さとなるように、傾斜路に沿って支柱101a及び101bに軸支されている。
【0029】
なお、積載面70から摺り切り部材103及び105の下端までの距離(高さh)は、破砕装置1の破砕能力等に応じて適宜設定する必要がある。例えば、事前に、積載スクラップの高さを色々と変えた破砕試験を行って、適切な供給量となる積載スクラップの高さを求める。そして、この求めた高さに応じて摺り切り部材の配設位置を変更したり、所望の高さとなる長さを有する摺り切り部材を設計して用いるようにする。例えば、摺り切り部材の配設位置が固定されている場合は、破砕装置1の型番やスクラップの種類等に応じて長さの異なる複数の摺り切り部材を予め用意し、適切な長さの摺り切り部材を適宜用いるようにすることも可能である。
【0030】
また、平坦化部110は、図3及び図4に示すように、摺り切り部材103の搬送方向に沿った振り子運動の範囲を規制する角柱状の規制部材106を備えている。更に、平坦化部110は、摺り切り部材105の搬送方向に沿った振り子運動の範囲を規制する角柱状の規制部材107を備えている。本実施形態においては、平坦化部110が、登り傾斜路の途中に配設されていることから、規制部材106及び107は、それぞれ、傾斜路の傾斜角度に応じて摺り切り部材を支持する支持面を傾斜させて、一端が支柱101aに支持され、他端が支柱101bに支持されている。なお、本実施形態において、規制部材106、107の形状を角柱状としたが、この形状に限らず、円柱状など他の形状としてもよい。
【0031】
また、本実施形態において、摺り切り部材103と規制部材106とは、図4に示すように、スクラップから受ける負荷が無負荷の状態(以下、無負荷状態と称す)において、摺り切り部材103の上下方向延長線と、積載スクラップの搬送方向線との交差によって形成される角度αが90°となるように配設されている。同様に、摺り切り部材105と規制部材107とは、図4に示すように、無負荷状態において、摺り切り部材105の上下方向延長線と、積載スクラップの搬送方向線との交差によって形成される角度βが90°となるように配設されている。なお、角度α及びβは、90°に限らず、90°よりも大きい鈍角(90°<α、90°<β)としてもよいし、90°又は鈍角の範囲で両者を異なる角度としてもよい。但し、角度α及びβをあまり大きくし過ぎると、各摺り切り部材の有効運動範囲を狭めてしまう。従って、後述する搬送方向下流側への振れ動きによる効果を損なわない範囲で鈍角とすることが好ましい。
【0032】
上記構成によって、摺り切り部材103は、無負荷状態において、重力による搬送方向上流側への振れ動きと規制部材106による振り子運動の範囲の規制とによって、図4に示す角度となる姿勢を維持する。同様に、摺り切り部材105も、無負荷状態において、重力による搬送方向上流側への振れ動きと規制部材107による振り子運動の範囲の規制とによって、図4に示す角度となる姿勢を維持する。
そして、摺り切り部材103及び105は、規制部材106及び107によって、無負荷状態時の上記姿勢位置から搬送方向上流側への振れ動きが規制される。
【0033】
次に、図5に基づき、摺り切り部材の詳細な構成について説明する。図5(a)〜(e)は、摺り切り部材103の詳細な構成を示す図である。本実施形態において、摺り切り部材103と105とは同様の構成となるので、以下、代表して、摺り切り部材103について説明する。また、図5において、括弧内の符号は、摺り切り部材105に対応する。
【0034】
摺り切り部材103は、図5(a)及び(b)に示すように、平板棒状の平板棒体30と、平板棒体30の下端側に装着された重り部34とを備えている。なお、本実施形態において、平板棒体30は剛体であり、金属材料から構成されている。図5(b)に示すように、平板棒体30の上端側には、一方の側面から他方の側面へと貫通する軸穴31が穿設されている。更に、図5(a)に示すように、平板棒体30の下端側には、一方の板面から他方の板面へと貫通するボルト穴32b及び33bが所定間隔を空けて上下に穿設されている。更に、一方の板面側のボルト穴32b及び33bの周囲にはざぐり穴32a及び33aが形成されている。
【0035】
図5(b)の例において、重り部34は、矩形平板状の2つの重り35と、矩形平板状の1つの重り36とを有する。重り35は、図5(c)に示すように、板面における摺り切り部材103のボルト穴32b及び33bと対応する位置に、一方の面から他方の面へと貫通するボルト穴35a及び35bが穿設されている。重り36は、図5(d)に示すように、板面におけるボルト穴32b及び33bと対応する位置に、一方の面から他方の面へと貫通するボルト穴36b及び36dが穿設されている。加えて、図5(e)に示すように、重り36の板面の一方には、ボルト穴36b及び36dの周囲にざぐり穴36a及び36cが形成されている。
【0036】
そして、摺り切り部材103のざぐり穴32a及び33aの形成されていない側の板面と、重り36のざぐり穴36a及び36cの形成されていない側の板面との間に、2つの重り35を重ねて、各ボルト穴の位置を合わせて挟み込む。更に、図5の例では、重り36のざぐり穴の形成面側から、ボルト穴36b、35a、35a及び32bによって構成される貫通穴に、ボルト37aのボルト軸を挿通する。同様に、ボルト穴36d、35b、35b及び33bによって構成される貫通穴に、ボルト37bのボルト軸を挿通する。そして、摺り切り部材103のざぐり穴32a及び33aの形成側において、ボルト穴32b及び33bからそれぞれ突出するボルト軸をナット38a及び38bに螺合する。また、ボルト37a及び37bとナット38a及び38bとによる締結状態において、各ボルトヘッドは、ざぐり穴36a及び36cの内側に埋没し、ナット38a及び38bは、ざぐり穴32a及び33aの内側に埋没するように構成されている。これにより、各ボルトヘッド並びにナット38a及び38bは、各ざぐり穴の形成面から外側には突出しない構成となる。この構成によって、スクラップとの接触面から突出するボルトヘッドやナットにスクラップが引っかかるといった状況が発生するのを防ぐことが可能となる。
【0037】
また、本実施形態では、上記構成によって、平板棒体30に対して重り35及び36を着脱可能としている。従って、平板棒体30に装着する重りの数を変更することで、摺り切り部材103の質量を調節することができる。例えば、重り35及び36の各質量が10kgであるとすると、+10〜30kgの範囲で調節することができる。その際に、ボルトヘッドやボルト軸がざぐり穴から突出しないように、装着数に応じた長さのボルトを用いる。
【0038】
なお、摺り切り部材103に装着する重りの質量は、+10kg〜30kgを例に挙げたが、この質量範囲に限らない。平坦化するスクラップの比重量やスクラップの積載量等に応じて、切り崩すのに必要な質量は異なる。例えば、スクラップが、比重量の大きい金属を多く含むような場合は、切り崩すのに必要な質量が大きくなる。但し、摺り切り部材103の総質量が軽すぎても重すぎても処理能率が悪化するため、試験等を行って、条件に合った最適な質量とすることが望ましい。
以上の摺り切り部材103の構成についての説明は、摺り切り部材105についても同様となる。
【0039】
次に、図6及び図7に基づき、上記構成の摺り切り部材103の振り子運動について説明する。図6は、摺り切り部材103の振り子運動の一例を示す図である。図7は、規制部材による摺り切り部材の振り子運動の範囲の規制について説明する図である。
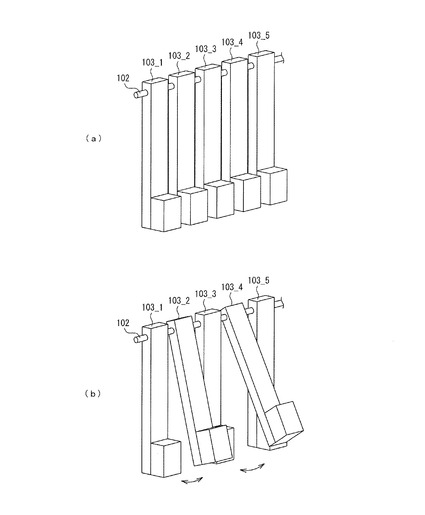
図6(a)に示すように、摺り切り部材103_1〜103_10は、無負荷状態時において、重力による運動と規制部材106による運動範囲の規制とによって、上記した90°の姿勢で暖簾状に並列した状態となる。
【0040】
また、摺り切り部材103_1〜103_10は、図6(b)に示すように、各摺り切り部材103が、独立して搬送方向下流側に振れ動くことができる。その一方で、図7に示すように、摺り切り部材103_1〜103_10は、規制部材106によって、各摺り切り部材103が、無負荷状態時の位置から搬送方向上流側に振れることができないように規制されている。この規制部材106によって、本実施形態のように、平坦化部110を傾斜路に設けた場合でも、摺り切り部材103_1〜103_10は、いずれも、無負荷状態時において、積載面70に対して、上記した角度αが90°又は鈍角となる姿勢を保つことができる。
【0041】
そして、摺り切り部材103_1〜103_10は、重り部34の装着された下端部における搬送方向上流側を向く板面や積載面70と対向する下面等に、高さh以上に積み上げられたスクラップ部分からの外力が加えられる。これによって、図6(b)に示すように、摺り切り部材103は、加えられた力に応じた距離だけ搬送方向下流側に向かって振れ動く。その後、スクラップとの接触が無くなると、摺り切り部材103は、重力によって、搬送方向上流側に向かって振れ戻り、規制部材106にぶつかって止まる。本実施形態では、この一連の振れ動作を1回の振り子運動とする。ここで、規制部材106に衝突後の摺り切り部材103の下流側への振れ戻りを防ぐ又は減衰するために、規制部材106として、衝撃を吸収する部材を用いるようにしてもよい。
【0042】
なお、本実施形態では、エプロンコンベア7によって、積載スクラップを連続して搬送するようになっている。従って、高さh以上の積載スクラップが連続して搬送された場合、摺り切り部材103には、連続して外力が加えられる。この連続する外力によって、摺り切り部材103が、無負荷状態時の位置から搬送方向下流側の位置範囲で、繰り返し振り子運動を行うことになる。
【0043】
但し、摺り切り部材103は、重り部34によって決まる質量(例えば、+10kg〜30kgの間で調節可能)を有する。そのため、各摺り切り部材103を搬送方向下流側に振れさせるためには、摺り切り部材103の質量等によって生じる、摺り切り部材103と回転軸102との最大静止摩擦力を上回る外力を加える必要がある。従って、スクラップを切り崩すのに必要な力が最大静止摩擦力よりも小さくて済む場合には、摺り切り部材103が搬送方向下流側に振れ動かない場合もある。
【0044】
また、図6(b)及び図7に示すように、摺り切り部材103が搬送方向下流側に振れ動くことによって、摺り切り部材103の下端が、積載面70から離間する。これにより、積載面70と摺り切り部材103の下端との距離が無負荷状態時のhよりも長くなる。これによって、高さhよりも離間した距離の分だけ高い位置にあるスクラップが通過できるようになる。
以上説明した摺り切り部材103の振り子運動についての説明は、摺り切り部材105についても同様となる。
【0045】
ここで、本実施形態では、図示しないが、規制部材107に、摺り切り部材105_1〜105_9の各摺り切り部材と一対一に対応するリミットスイッチ120_1〜120_9が設けられている。このリミットスイッチ120は、無負荷状態時、すなわち、各摺り切り部材105が規制部材107に接触している状態において、スイッチを構成するプランジャが押下され内部のマイクロスイッチがONとなるように配設されている。一方、摺り切り部材105が搬送方向下流側に振れ動くことによって、プランジャにかかる力が無くなり、マイクロスイッチがOFFとなる。そして、搬送方向上流側へと振れ戻ってきた摺り切り部材105によって、再びプランジャが押下されマイクロスイッチがONとなる。このスイッチ信号は、不図示の電気ケーブルを介して、供給量監視部130へと送信される。
【0046】
次に、図8に基づき、供給量監視部130の構成を説明する。図8は、供給量監視部130の構成を示すブロック図である。
図8に示すように、供給量監視部130は、警報制御部131と、警報器132とを含んで構成される。
警報制御部131は、計数部131aと、制御部131bとを含んで構成される。
計数部131aは、リミットスイッチ群120_1〜120_9から送信されるスイッチ信号に基づき、摺り切り部材105の振り子運動の回数(以下、振動回数と称す)を計数する。計数部131aは、計数結果を制御部131bに出力する。
【0047】
制御部131bは、計数部131aからの計数結果に基づき、摺り切り部材103の振動回数が、予め設定された閾値回数以上となったか否かを判定する。そして、振動回数が閾値回数以上となったと判定すると、警報器132に、警報音を発生させる指令信号を出力する。
警報器132は、制御部131bからの指令信号に応じて警報音を発生する。
なお、供給量監視部130は、図示しないが、計数部131a及び制御部131bの各機能をソフトウェア上で実現するためのコンピュータシステムを備えている。
具体的に、各種制御や演算処理を担うCPU(Central Processing Unit)と、ワークメモリの役割を担うRAM(Random Access Memory)と、上記各機能を実現するための専用のプログラムやプログラムの実行に必要なデータ等を記憶するROM(Read Only Memory)と、各構成部にデータを伝送するためのデータ伝送用バスとを備えている。
【0048】
(動作)
次に、図9〜図10に基づき、具体例を挙げて、過剰供給抑制装置100の動作を説明する。図9は、高さhよりも高く積み重ねられた積載スクラップを平坦化する動作例を示す図である。図10は、平坦化不可能な質量及びサイズの積載スクラップに対する動作例を示す図である。
ここでは、各摺り切り部材の質量が、重り35及び36の装着によって、例えば、+30kgに調節されているとする。
【0049】
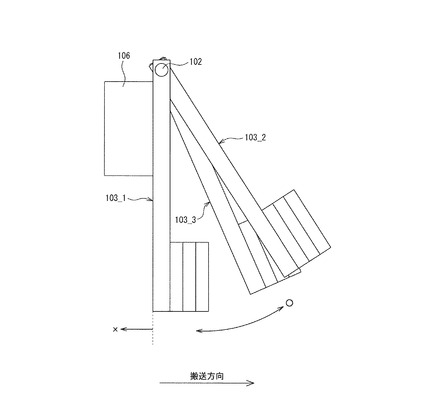
いま、図9に示すように、エプロンコンベア7によって、積載面70から無負荷状態時の摺り切り部材の下端までの距離(高さ)h以上に高く積み上げられた積載スクラップ(以下、高積載スクラップと称す)が搬送されてきたとする。高積載スクラップは、エプロンコンベア7の動力によって予め設定された速度で搬送される。これにより、まず、高積載スクラップの高さh以上の部分(以下、高位部分と称す)が、無負荷状態にある摺り切り部材105の下端部における搬送方向上流側に向く面に衝突する。この衝突によって、高位部分には、主にエプロンコンベア7の動力による搬送方向の力と、摺り切り部材105の自重との関係によって生じる力と、衝突後の主に摺り切り部材105の下面との接触による摩擦抵抗等によって生じる力とを含む切り崩し力が付与される。この切り崩し力によって、高位部分に係るスクラップは、摺り切り部材105の接触面によって摺り切られるように切り崩される。これにより、高積載スクラップは、例えば、高さh未満の状態へと平坦化される。このとき、高位部分のスクラップから受ける力が、摺り切り部材105の回転軸104に対する最大静止摩擦力を上回ると、摺り切り部材105が搬送方向下流側へと振れ動く。摺り切り部材105が振れ動いて、リミットスイッチ120のプランジャにかかる力が無くなると、マイクロスイッチがOFFとなり、OFFのスイッチ信号が計数部131aに出力される。その後、重力によって、摺り切り部材105が振れ戻ると、プランジャが押下されてマイクロスイッチがONとなり、ONのスイッチ信号が計数部131aに出力される。
これらの信号の入力に対して、計数部131aでは、該当の摺り切り部材105の振動回数を1加算する処理が行われる。
【0050】
本実施形態では、摺り切り部材105の後段にも摺り切り部材103が配設されており、例えば、摺り切り部材105では切り崩しきれずに通過してきた高位部分に対して、更に、摺り切り部材103によって切り崩し力を付与することができる。本実施形態では、摺り切り部材103と105とが先述したように互い違いの位置関係となっているため、例えば、隣接する摺り切り部材間の隙間を通り抜けた高位部分を後段の摺り切り部材103で切り崩して、高さh未満へと平坦化することが可能である。
【0051】
このようにして、平坦化部110において、エプロンコンベア7で搬送途中の高積載スクラップを平坦化することができるので、破砕装置1へのスクラップの供給量を平準化することができる。なお、本実施形態において、高積載スクラップは、所望の高さ以下(高さh未満)となるように切り崩せることが理想的である。しかしながら、例えば、摺り切り部材が上流側へ振れ戻る途中でスクラップが衝突する場合や、比較的重量の大きいスクラップによって摺り切り部材が下流側へ振れ動かされている状態のときに後続のスクラップが衝突する場合など、高さhよりも離間した位置で下端部との衝突が生じる場合がある。この場合は、高さh未満へと切り崩せない部分が生じる可能性がある。従って、切り崩し後の高さ状況によっては、重り部の重りを追加したり、下端部の高さ位置を調節したりするなどの措置が必要な場合がある。
【0052】
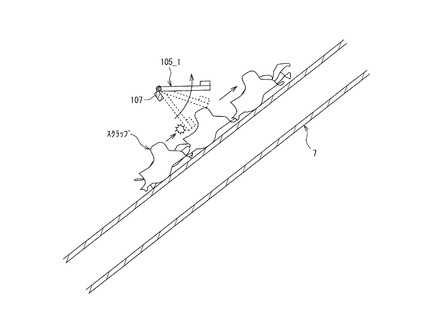
一方、図10に示すように、例えば、積載面70から無負荷状態時の摺り切り部材の下端までの高さh以上に高く且つ大きな質量を有するスクラップ(例えば、平坦化不可能な金属塊)を含む積載スクラップ(以下、高重積載スクラップと称す)が搬送されてきたとする。この場合、高重積載スクラップとの接触面において摺り切り部材105から付与される切り崩し力によって高位部分を切り崩せないため、高重積載スクラップから受ける力が摺り切り部材105の回転軸104に対する最大静止摩擦力を上回る。そのため、摺り切り部材105は、切り崩し可能な場合と比較して搬送方向下流側に大きく振れ動く。これにより、摺り切り部材105の下端が積載面70から離間するので、高重積載スクラップは、摺り切り部材105の下を通り抜けて行く。これにより、平坦化不可能なスクラップが平坦化部110を通過できずに、その場に滞留するようなことが発生するのを防ぐことができる。
また、この場合は、確実にリミットスイッチ120が作動して、OFFのスイッチ信号及びONのスイッチ信号の組が計数部131aに出力される。
【0053】
なお、計数部131aの計数結果は、予め設定された周期で制御部131bに出力される。制御部131bは、計数結果の入力に応じて、計数値と閾値との比較処理を実行して、警報音を発生させるか否かを判定する。本実施形態では、摺り切り部材105_1〜105_9の総振動回数が、予め設定された閾値回数以上となったか否かを判定する。その結果、総振動回数が閾値回数以上になったと判定すると、制御部131bは、警報音を発生させる指令信号を警報器132に出力する。警報器132は、この指令信号に応じて、警報音を発生する。これにより、現場の作業員や、監視施設に駐在する作業員等に、スクラップの供給量が過多になりつつあることを知らせることができる。例えば、この警報の発生によって、作業員は、スクラップの供給量の目安を測ることができ、スクラップの積載量の調整等を行って供給量が過剰とならないように調整することができる。
【0054】
このようにして、本実施形態の過剰供給抑制装置100は、平坦化部110において、エプロンコンベア7によって破砕装置1へと搬送途中の高さh以上に積載された積載スクラップを、高さh未満に平坦化することができる。これにより、破砕装置1に供給するスクラップの量を平準化することができる。
ここで、リミットスイッチ120_1〜120_9は、検出部に対応する。計数部131aは、計数部に対応する。制御部131b及び警報器132は、警報発生部に対応する。
【0055】
(変形例)
なお、上記実施形態において、摺り切り部材103_1〜103_10と、105_1〜105_9との位置関係を正面から見て互い違いとなる位置関係に配設したが、この構成に限らない。例えば、摺り切り部材103と105の数を同数として、正面から見て両者の上下方向中心線が重なる位置関係となるように配設する構成とするなど他の構成としてもよい。
【0056】
また、上記実施形態において、摺り切り部材103及び105の質量を、重りを付加して調節できる構成としたが、この構成に限らない。例えば、質量の異なる複数種類の摺り切り部材を用意するなど他の構成としてもよい。
また、上記実施形態において、スクラップの搬送方向において、前段となる摺り切り部材105_1〜105_9の下端と積載面70との距離(高さh)と、後段となる摺り切り部材103_1〜103_10の下端と積載面70との距離とを同じ距離とする構成とした。この構成に限らず、例えば、後段の高さを前段の高さよりも低くするなど、他の構成としてもよい。
【0057】
また、上記実施形態において、平坦化部110を、摺り切り部材103及び摺り切り部材105の二段構成としたが、この構成に限らない。例えば、一段のみ、又は三段以上とするなど他の構成としてもよい。
また、上記実施形態において、摺り切り部材に装着する重りの数を3つとしたが、この構成に限らない。2つ以下又は4つ以上とするなど他の構成としてもよい。
【0058】
また、上記実施形態において、平坦化部110を、搬送装置7の搬送路を支持する支柱101a及び101bに配設する構成としたが、この構成に限らない。例えば、支柱に相当する専用の部材を用いて配設したり、天井から吊して配設したりするなど他の配設構成としてもよい。
また、上記実施形態において、リミットスイッチ120を用いて、振り子運動を検出する構成を例に挙げて説明したが、この構成に限らない。例えば、摺り切り部材105の回転軸104周りの回転量を検出するセンサを用いて、回転量の変化から振り子運動を検出する構成とするなど、他の構成としてもよい。
【0059】
また、上記実施形態において、リミットスイッチ120を摺り切り部材105に対してのみ設ける構成を説明したが、この構成に限らず、摺り切り部材103に対しても設ける構成としてもよい。その場合に、摺り切り部材103の振り子運動の回数についても計数し、この計数結果を警報発生の判定処理に用いるようにしてもよい。
また、上記実施形態は、本発明の好適な具体例であり、技術的に好ましい種々の限定が付されているが、本発明の範囲は、上記の説明において特に本発明を限定する旨の記載がない限り、これらの形態に限られるものではない。また、上記の説明で用いる図面は、図示の便宜上、部材ないし部分の縦横の縮尺は実際のものとは異なる模式図である。
また、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
【符号の説明】
【0060】
1 破砕装置
2 揺動選別機
3a,3b 磁気選別機
4,5,6 風力選別機構
7 材料供給エプロンコンベア
8 振動コンベア
9a,9b 搬送コンベア
10a,10b 振動コンベア
11 搬送コンベア
12,13 サイクロン
14a,14b,14c フード
15,16 排出ライン
17,18 ライン
19 湿式集塵機
30,40 平板棒体
31,41 軸穴
32a,33a ざぐり穴
32b,33b ボルト穴
35,36 重り
35a,35b ボルト穴
36a,36c ざぐり穴
36b,36d ボルト穴
37,47 ボルト
38,48 ナット
42a,43a ざぐり穴
42b,43b ボルト穴
45,46 重り
45a,45b ボルト穴
46a,46c ざぐり穴
46b,46d ボルト穴
100 過剰供給抑制装置
102,104 回転軸
103,105 摺り切り部材
106,107 規制部材
110 平坦化部
120 リミットスイッチ
130 供給量監視部
131 警報制御部
131a 計数部
131b 制御部
132 警報部
200 ハンマ
【特許請求の範囲】
【請求項1】
積載面に積載された状態のスクラップを破砕装置に向けて搬送する搬送装置に設けられ、前記破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置であって、
搬送途中における前記スクラップの予め設定された高さ以上に積み上げられた部分に対して、該積み上げられた部分を切り崩す力を付与する平坦化部を備えることを特徴とする過剰供給抑制装置。
【請求項2】
前記平坦化部は、前記積載面の上方に配設された摺り切り部材を有し、
前記摺り切り部材は、下端側に前記力の付与面を有すると共に、その下端側が前記搬送方向に沿って振り子運動可能となるように、上端側が回転軸に支持されており、
前記摺り切り部材の前記搬送方向上流側への前記振り子運動の範囲は、規制部材によって、所定角度に規制されていることを特徴とする請求項1に記載の過剰供給抑制装置。
【請求項3】
前記所定角度は、前記摺り切り部材が、その上下方向延長線と前記積載面とが直交する姿勢を示すときの角度、又は、前記直交する姿勢よりも搬送方向下流側に振れたときの角度であることを特徴とする請求項2に記載の過剰供給抑制装置。
【請求項4】
前記摺り切り部材は、前記搬送方向と交差する幅方向に並んで複数配設されていることを特徴とする請求項2又は請求項3に記載の過剰供給抑制装置。
【請求項5】
前記各摺りきり部材の下端側に重りを着脱可能な着脱部を設け、前記着脱部を介して前記下端側に重りを着脱することで前記摺り切り部材の質量を調節可能に構成したことを特徴とする請求項3又は請求項4に記載の過剰供給抑制装置。
【請求項6】
前記スクラップの搬送経路が上流側から下流側へと登り傾斜を有しており、該登り傾斜途中に前記平坦化部を配設したことを特徴とする請求項2乃至請求項5のいずれか1項に記載の過剰供給抑制装置。
【請求項7】
前記摺り切り部材の前記振り子運動を検出する検出部と、
前記検出部による前記振り子運動の検出回数を計数する計数部と、
前記計数部で計数された検出回数が予め設定された回数以上になったと判定したときに警報を発する警報発生部と、を備えることを特徴とする請求項2乃至請求項6のいずれか1項に記載の過剰供給抑制装置。
【請求項8】
前記平坦化部を、前記搬送方向に並べて複数配設したことを特徴とする請求項1乃至請求項7のいずれか1項に記載の過剰供給抑制装置。
【請求項9】
スクラップを破砕する破砕装置と、積載面に積載された状態のスクラップを前記破砕装置に向けて搬送する搬送装置とを備えたスクラップ破砕設備であって、
請求項1乃至請求項8のいずれか1項に記載の過剰供給抑制装置を備えることを特徴とするスクラップ破砕設備。
【請求項1】
積載面に積載された状態のスクラップを破砕装置に向けて搬送する搬送装置に設けられ、前記破砕装置へのスクラップの過剰供給を抑制する過剰供給抑制装置であって、
搬送途中における前記スクラップの予め設定された高さ以上に積み上げられた部分に対して、該積み上げられた部分を切り崩す力を付与する平坦化部を備えることを特徴とする過剰供給抑制装置。
【請求項2】
前記平坦化部は、前記積載面の上方に配設された摺り切り部材を有し、
前記摺り切り部材は、下端側に前記力の付与面を有すると共に、その下端側が前記搬送方向に沿って振り子運動可能となるように、上端側が回転軸に支持されており、
前記摺り切り部材の前記搬送方向上流側への前記振り子運動の範囲は、規制部材によって、所定角度に規制されていることを特徴とする請求項1に記載の過剰供給抑制装置。
【請求項3】
前記所定角度は、前記摺り切り部材が、その上下方向延長線と前記積載面とが直交する姿勢を示すときの角度、又は、前記直交する姿勢よりも搬送方向下流側に振れたときの角度であることを特徴とする請求項2に記載の過剰供給抑制装置。
【請求項4】
前記摺り切り部材は、前記搬送方向と交差する幅方向に並んで複数配設されていることを特徴とする請求項2又は請求項3に記載の過剰供給抑制装置。
【請求項5】
前記各摺りきり部材の下端側に重りを着脱可能な着脱部を設け、前記着脱部を介して前記下端側に重りを着脱することで前記摺り切り部材の質量を調節可能に構成したことを特徴とする請求項3又は請求項4に記載の過剰供給抑制装置。
【請求項6】
前記スクラップの搬送経路が上流側から下流側へと登り傾斜を有しており、該登り傾斜途中に前記平坦化部を配設したことを特徴とする請求項2乃至請求項5のいずれか1項に記載の過剰供給抑制装置。
【請求項7】
前記摺り切り部材の前記振り子運動を検出する検出部と、
前記検出部による前記振り子運動の検出回数を計数する計数部と、
前記計数部で計数された検出回数が予め設定された回数以上になったと判定したときに警報を発する警報発生部と、を備えることを特徴とする請求項2乃至請求項6のいずれか1項に記載の過剰供給抑制装置。
【請求項8】
前記平坦化部を、前記搬送方向に並べて複数配設したことを特徴とする請求項1乃至請求項7のいずれか1項に記載の過剰供給抑制装置。
【請求項9】
スクラップを破砕する破砕装置と、積載面に積載された状態のスクラップを前記破砕装置に向けて搬送する搬送装置とを備えたスクラップ破砕設備であって、
請求項1乃至請求項8のいずれか1項に記載の過剰供給抑制装置を備えることを特徴とするスクラップ破砕設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−43162(P2013−43162A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−184985(P2011−184985)
【出願日】平成23年8月26日(2011.8.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000237466)富士車輌株式会社 (18)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月26日(2011.8.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【出願人】(000237466)富士車輌株式会社 (18)
【Fターム(参考)】
[ Back to top ]