
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料どうしをあるいは互いに異なる材料を、溶接するための高エネルギービームを使用する方法に関するものであり、また、この方法の応用に関するものであり、さらに、本発明による方法に基づいて溶接された機械部材に関するものである。
【背景技術】
【0002】
高エネルギービームを使用することによって、キャスト部材と、表面焼入鋼から形成された部材と、を連結するプロセスは、特許文献1により公知である。この公知のプロセスを使用することにより、互いに異なるようなまた様々な表面仕上げ状態とされたようなまた既に硬化済みのような部材どうしを、例えば自動車の駆動チェインにおいて使用されるような部材の製造に関し、溶接によって、連結することができる。よって、仕上げ加工済みのかつ硬化済みの歯車を、キャスト部材として構成された中空キャスト部材に対して、連結することができる。この場合、歯車は、表面焼入鋼とすることができ、キャスト部材は、鋳鋼や、白色の可鍛鉄や、球状黒鉛鉄、から形成することができる。このようにして、空間や重量を節約した態様で、それら部材を構築することができる。それは、特に、従来よりそれら部材どうしの連結のために使用されていたような高強度ネジとフランジとを省略し得るからである。
【0003】
上記部材どうしの溶接に際しては、常に、溶接時に形成される溶融物の温度が高温であることの結果として、すなわち、溶接対象をなす部材から形成された再溶融材料と、溶接フィラーと、の温度が高温であることの結果として、大きな熱入力が発生するとともに、連結対象をなす部材どうしの歪みが発生するというリスクが存在する。溶融物の粘度が大き過ぎる場合には、すなわち、溶融物が粘性的であり過ぎる場合には、溶接速度が遅すぎるという他の問題点が発生する。このため、大きな熱入力が必要であるばかりでなく、経済的な効率にも悪影響がある。
【特許文献1】AT 003253 U1
【発明の開示】
【課題を解決するための手段】
【0004】
本発明は、上述した欠点や問題点の克服を目標とするものであり、本発明の目的は、上述した方法を提供することであり、これにより、例えば歯車の噛合パターンにおいていかなる位置ズレも許容されないといったように、溶接後においても非常に大きな精度を有している必要がある非常に精密な部材どうしを、可能な限り小さな熱影響領域でもってかつ大きな経済的効率でもって、相互連結し得るような方法を提供することである。本発明による方法は、大量生産においても、有利に使用することができる。
【0005】
本発明においては、上記目的は、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接することにより、達成される。溶接シーム内において、銅または銅合金が大きな銅含有量を有していることにより、溶融シーム内においては、従来技術の場合と比較して、はるかに低い融点を有した溶融物が形成される。融点は、例えば、鋼溶融物と比較して、3分の1にまで低減することができる。
【0006】
そのため、熱入力量を低減させることができ、これにより、鋼溶融物を含有した溶接シームと比較して、歪み量をより小さなものとすることができる。加えて、銅を含有した溶融物は、より薄いものである。このことは、従来技術において公知の溶接速度と比較して、はるかに大きな溶接速度で動作可能であるという可能性をもたらす。溶接時間は、従来技術と比較して、より短くなり、半分にまで短縮される。連結対象をなす部材がインターロック表面を有している場合であっても、本発明による方法においては、方法の実施後に、それらインターロック表面を修正する必要はない。加えて、本発明に基づいて連結された部材であれば、大きな衝撃モーメントを伝達することができる。
【0007】
好ましくは、溶接シーム内において溶融される合金は、38%という最小銅含有量を有している。
【0008】
溶接シーム内へは、銅を、様々な態様でもって、供給すなわち挿入することができる。第1変形例においては、銅または銅合金は、溶接時に供給される補助的ワイヤという態様でもって、溶接シーム内へと挿入される。
【0009】
しかしながら、本発明の好ましい方法においては、銅または銅合金は、また、例えばメッキや圧延や噴霧や成型品の挿入等といったような手法によって、溶接前に、溶接シーム内へと挿入することもできる。
【0010】
他の変形例においては、溶接シーム内における銅は、付加的にはSnおよび/またはZnといったような合金成分と一緒に、化学的にあるいは電気的に、溶接前に適用される。
【0011】
金属シームに関する様々な有利な組成は、請求項6〜22に記載されている。
【0012】
有利には、高エネルギービームとして、プラズマビームあるいはレーザービームあるいは電子ビームを使用することができ、この場合、プラズマビームまたは電子ビームの使用は、スプラッシュの形成を回避し得るという利点を有している。これにより、例えばツースフランク等といったような仕上げ加工済み表面に対するカバーを、不要なものとすることができる。
【0013】
本発明による方法は、有利には、機械部材に対して適用することができ、少なくとも一方の部材を、請求項1に例示された材料から形成し得るとともに、それら機械部材を、仕上げ加工済みの部材とすることができる。
【0014】
機械部材をなす2つの部材の連結に際して本発明による方法を使用することの1つの利点は、エッジ調整操作を不要とし得ることである。つまり、例えば炭化したケースの除去操作(剥離操作)といったような付加的な操作を、不要とすることができる。
【0015】
本発明による方法の特に好適な適用においては、オフロードカーおよび/または道路車両における駆動チェインをなす部材が提供される、とりわけ、歯車が設けられた部材が提供される。
【0016】
本発明は、さらに、互いに溶接された少なくとも2つの部材から形成された機械部材に関するものであって、溶接シームが、本発明による方法に基づいて形成されている。このような溶接シームは、好ましくは38%よりも大きな銅含有量といったような、大きな銅含有量を有しているとともに、10mm×1.5mmよりも小さいような、好ましくは6mm×0.8mmよりも小さいような、横断面積を有している。『溶接シーム』という用語は、互いに溶接される複数の部材と、溶接フィラーと、から形成された再溶融材料を意味するものとして、理解されたい。レーザービームまたは電子ビームによる溶接の場合には、1mmという幅の溶接シームが形成されることが示された。一方、プラズマビームによる溶接の場合には、最大で1.5mmという幅の溶接シームが形成されることが示された。
【0017】
好ましくは、互いに溶接されるべき2つの部材は、少なくとも1つの位置決め表面を使用して互いに支持される。これにより、溶接プロセス時に、部材どうしを特別に位置決めする必要がない。
【0018】
上述したように、少なくとも一方の部材は、溶接前の時点において、例えばインターロック表面などといったような精密仕上げ表面を有することができる。
【発明を実施するための最良の形態】
【0019】
本発明につき、添付図面を参照しつつ、いくつかの実施形態に関して、さらに詳細に例示する。
【0020】
後述する例示としての3つの実施形態に関し、以下の特性を有したレーザー溶接プラントを使用した。すなわち、6kWという放射パワーを有した Rofin Sinar 860 HF (登録商標)放射源;回転旋回軸線を有したクロスジェット式の一体型ワイヤ供給ユニットを備えたCO2 レーザーからなるRF励起されるレーザーヘッド;焦点合わせミラーの焦点距離が150〜300mmという範囲(好ましい値:250mmという焦点距離)とされた制御機構 Sinumerik 840 D(登録商標)。Cuからなる1.0mmの中実ワイヤが使用される場合には、本発明においては、ワイヤ供給速度と溶接速度との比は、例示としての実施形態に関し、0.8:1から3:1までという範囲とされ、好ましくは、1:1から2:1までという範囲とされ、特に好適には、1.5:1という比に調節される。
【0021】
後述する例示としてのすべての実施形態は、自動車の駆動チェインにおける連結部材に関するものである。必要とされる溶接の深さは、いずれの場合においても、伝達すべきトルクの大きさに依存し、また、溶接連結を行う直径に依存する。通常的な溶接深さは、1.5〜8mmであり、好ましくは、3〜5mmである。単位長さあたりのエネルギー入力は、0.5〜4kJ/cmであり、好ましくは、0.7〜2kJ/cmであり、最適値は、1kJ/cmである。
【0022】
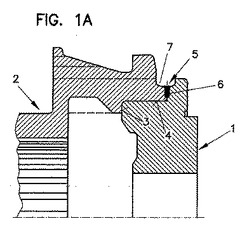
図1Aおよび図1Bに示す例示としての実施形態においては、種々のケーシング1が、クラッチバスケット2に対して溶接され、それにより、ユニットが形成される。様々なケーシング1は、球状黒鉛 GJS-500-7を有した鋳鉄から形成され、クラッチバスケット2は、1100N/mm2 にまで焼き入れして強化した硬化済みの 40 NiCrMo 22 から製造される。
【0023】
図1Aに示すように、2つの部材1,2は、2対をなす位置決め表面3,4によって、とりわけ、径方向に延在した対3および円筒形状をなす対4によって、互いに支持されている。溶接シームのために設けられた領域5は、一対をなす円筒形状位置決め表面4と比較して、径方向外側に延在している。
【0024】
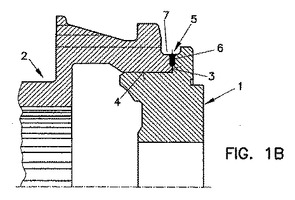
図1Bに示す例示としての実施形態においては、径方向に延在した位置決め表面3は、溶接シームの形成領域すなわち領域5の直下に配置されている、つまり、溶接シームの形成領域すなわち領域5と比較して径方向内側に配置されている。
【0025】
双方の場合において、エッジ形成操作を行った。すなわち、ベル形状シームに似たようなU字形状キャビティ6を、溶接のために、形成した。U字形状キャビティ6は、各部材の周縁回りにおいて径方向に延在する狭い断面領域である。そして、径方向外側エッジ7の丸め操作を行った。
【0026】
1mmという厚さの銅からなる溶接ワイヤを供給しながら、なおかつ、3.64mmという溶接深さのところにおいて単位長さあたり0.9kJ/cmというエネルギーを入力しつつ、溶接を行った。銅ワイヤの化学組成は、以下のようなものであった。すなわち、Sn=1.5%、Mn=1.5%、Fe=0.5%、Si=4%、Al=0.01%、Pb=0.02%、残部=Cu。
【0027】
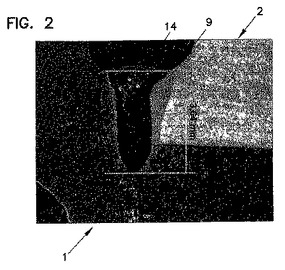
図2は、図1Aの実施形態における溶接シーム8を横断して示す冶金学的横断面図である。図2においては、溶接シームの深さは、合計で3.64mmとなっている。極端に狭い溶接シーム8と、同様に非常に狭い熱影響領域9と、を認識することができる。
【0028】
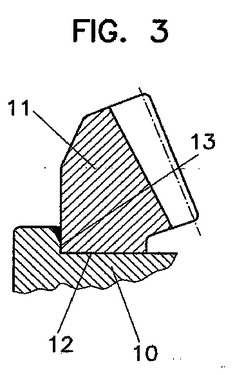
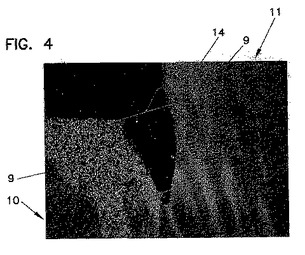
図3は、他のケーシング10を示しており、このケーシング10は、リングギヤ11に対して溶接されるものとして、準備された。このケーシング10は、球状黒鉛 GJS-600-3から形成され、リングギヤ11は、表面焼入鋼 20 MnCr 5 から製造される。
【0029】
リングギヤ11は、円筒形状の中心合わせ表面12と、径方向に延在する位置決め表面13と、によって、位置決めされている。これら表面12,13は、共通のエッジ面取り部分を除いては、ケーシング10上に設けられたものである。何らの特別のシームも、形成されていない。リングギヤ11のうちの、溶接が行われる表面13は、すなわち、径方向に延在する表面13は、炭化時にはカバーされなかった。さらに、溶接前に、ケースを除去しなかった。
【0030】
図4の冶金学的横断面図からわかるように、この場合にも、非常に小さな熱影響領域9しか、形成されなかった。溶接シーム8の上端エッジのところにおいて、図2の場合と同様に、最後に固化した溶融物の痕跡として特徴的な領域14を、明瞭に認識することができる。溶接は、1mmという直径を有したかつ以下のような化学組成を有した銅ワイヤを供給しつつ、4.5mmという深さのところにおいて1kJ/cmという単位長さあたりのエネルギー入力でもって、行った。銅ワイヤの化学組成は、Al=9.8%、Fe=1.1%、残部=Cu、であった。
【0031】
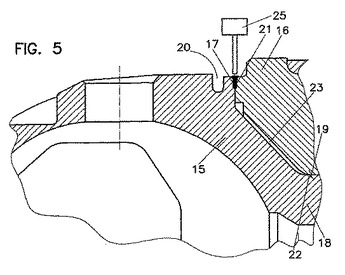
図5は、球状黒鉛 GJG-500-7を含有した鋳鉄から形成された補償用ギヤボックスケーシング15と、表面焼入鋼 18 CrNiMo 7-6から形成された歯車16とを、溶接する様子を示している。ケーシング15は、軸線方向に直交した第1の表面(以下、『第1軸線方向直交表面』と称す)17を有している。この第1軸線方向直交表面17に対しては、外部円筒形状位置決め表面19を形成している円筒形状カラー18が、取り付けられる。より大きな壁厚さのところにおいては、ケーシングには、周縁グルーブ20を設けることができる。周縁グルーブ20は、丸められた横断面形状を有しているとともに、溶接されるべき第1表面に対して平行に延在している。
【0032】
歯車16上には、溶接されることとなる表面であるとともに、軸線に対して直交した平面内に位置した第2表面21と;ケーシング15の円筒形状位置決め表面19に対して当接して配置される円筒形状位置決め表面22と;が設けられている。溶接対象をなす円筒形状位置決め表面19,22と、溶接対象をなす位置決め表面17,21と、の間には、エンラージメント領域23が設けられている。ケーシングの回転軸線は、符号24によって示されており、溶接ヘッドは、符号25によって示されている。
【0033】
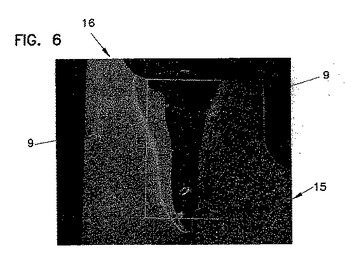
ブランクをなす硬化済みベース材料内において、溶接を行った。ケースは、手動の機械加工によって除去した。図1Aおよび図1Bの場合と同様のエッジ調整操作を行った。溶接は、約6mmという溶接深さのところにおいて単位長さあたり1.3kJ/cmというエネルギーを入力しつつ、溶接を行った。フィラー材料の化学組成は、以下のようなものであった。すなわち、Sn=1.5%、Mn=1.8%、Fe=0.8%、Si=3.3%、トレース量のAg、残部=Cu。冶金学的横断面図は、図6に見ることができる。
【0034】
この場合にも、非常に小さな熱影響領域を、認識することができる。溶接深さは、合計で6mmである。
【0035】
本発明による方法は、多様な応用を有している。様々な溶接準備を想定することができる。例えば、以下のような溶接準備を想定することができる。
−突き合わせ接合
−V字形状準備
−U字形状準備
−HV形状準備
−HU形状準備
−これらの組合せ
−溶接対象をなす2つの部材の連結(押圧)のための単一の共通エッジの面取り。すなわち、シーム準備『無し』
−様々なギャップ(溶接対象をなす表面どうしを完全に当接させない)
【0036】
これにより、表面硬化の場合には、ケースを完全に残すことができ、ケースは、部分的にあるいは完全に消失することができる、すなわち、溶接対象表面は、アウトセットから被覆される。これにより、炭化を防止することができる(リングによって機械的に、フレームキャリアによって機械的に、ペーストによって、銅メッキ等の電気メッキによって)。
【0037】
その目的のために、溶接シームは、それぞれ個別の構造的な解決手法に依存して、軸線方向にあるいは径方向にあるいは斜め向きに、延在することができる。
【0038】
銅を含有した中間層は、電流によって、電気化学的に、噴霧によって、圧延によって機械的に、押圧によって、クランプによって、挿入/追加によって、溶接前に押圧することによって、あるいは、溶接プロセス時に補助的ワイヤ/補助的粉末を供給することによって、形成することができる。
【0039】
本発明による方法によれば、溶接時に通常は過度の硬化を起こしてしまうような材料どうしを溶接することができる。表面焼入鋼に代えて、熱による焼結と高圧ガスによるクエンチとによって硬化させた焼結鋼(最小密度6.6g/cm3 )を、同様にして溶接することができる。炭素含有量が0.6〜0.9%である場合には(例えば、FLC-4608、あるいは、FLNC-4408 )、そのような鋼を炭化させるる必要がない。焼結鋼の合金成分の典型的な範囲は、次のようなものである。すなわち、Fe=89.15〜97.75%;C=0.6〜0.9%;Ni=0〜7%;Mo=0.39〜1.7%;Cu=0〜3%。同様に、駆動トレイン(あるいは、駆動チェイン)の場合に頻繁に使用されるような、表面のリン酸塩コーティングは、決して、本発明による溶接プロセスを妨害しない。
【図面の簡単な説明】
【0040】
【図1A】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図1B】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図2】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【図3】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図4】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【図5】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図6】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【符号の説明】
【0041】
1 ケーシング、部材
2 クラッチバスケット、部材
3 位置決め表面
4 位置決め表面
5 溶接シームの形成領域
6 U字形状キャビティ
10 ケーシング
11 リングギヤ
12 中心合わせ表面
13 位置決め表面
15 ケーシング
16 歯車
17 第1軸線方向直交表面
19 外部円筒形状位置決め表面
【技術分野】
【0001】
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料どうしをあるいは互いに異なる材料を、溶接するための高エネルギービームを使用する方法に関するものであり、また、この方法の応用に関するものであり、さらに、本発明による方法に基づいて溶接された機械部材に関するものである。
【背景技術】
【0002】
高エネルギービームを使用することによって、キャスト部材と、表面焼入鋼から形成された部材と、を連結するプロセスは、特許文献1により公知である。この公知のプロセスを使用することにより、互いに異なるようなまた様々な表面仕上げ状態とされたようなまた既に硬化済みのような部材どうしを、例えば自動車の駆動チェインにおいて使用されるような部材の製造に関し、溶接によって、連結することができる。よって、仕上げ加工済みのかつ硬化済みの歯車を、キャスト部材として構成された中空キャスト部材に対して、連結することができる。この場合、歯車は、表面焼入鋼とすることができ、キャスト部材は、鋳鋼や、白色の可鍛鉄や、球状黒鉛鉄、から形成することができる。このようにして、空間や重量を節約した態様で、それら部材を構築することができる。それは、特に、従来よりそれら部材どうしの連結のために使用されていたような高強度ネジとフランジとを省略し得るからである。
【0003】
上記部材どうしの溶接に際しては、常に、溶接時に形成される溶融物の温度が高温であることの結果として、すなわち、溶接対象をなす部材から形成された再溶融材料と、溶接フィラーと、の温度が高温であることの結果として、大きな熱入力が発生するとともに、連結対象をなす部材どうしの歪みが発生するというリスクが存在する。溶融物の粘度が大き過ぎる場合には、すなわち、溶融物が粘性的であり過ぎる場合には、溶接速度が遅すぎるという他の問題点が発生する。このため、大きな熱入力が必要であるばかりでなく、経済的な効率にも悪影響がある。
【特許文献1】AT 003253 U1
【発明の開示】
【課題を解決するための手段】
【0004】
本発明は、上述した欠点や問題点の克服を目標とするものであり、本発明の目的は、上述した方法を提供することであり、これにより、例えば歯車の噛合パターンにおいていかなる位置ズレも許容されないといったように、溶接後においても非常に大きな精度を有している必要がある非常に精密な部材どうしを、可能な限り小さな熱影響領域でもってかつ大きな経済的効率でもって、相互連結し得るような方法を提供することである。本発明による方法は、大量生産においても、有利に使用することができる。
【0005】
本発明においては、上記目的は、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接することにより、達成される。溶接シーム内において、銅または銅合金が大きな銅含有量を有していることにより、溶融シーム内においては、従来技術の場合と比較して、はるかに低い融点を有した溶融物が形成される。融点は、例えば、鋼溶融物と比較して、3分の1にまで低減することができる。
【0006】
そのため、熱入力量を低減させることができ、これにより、鋼溶融物を含有した溶接シームと比較して、歪み量をより小さなものとすることができる。加えて、銅を含有した溶融物は、より薄いものである。このことは、従来技術において公知の溶接速度と比較して、はるかに大きな溶接速度で動作可能であるという可能性をもたらす。溶接時間は、従来技術と比較して、より短くなり、半分にまで短縮される。連結対象をなす部材がインターロック表面を有している場合であっても、本発明による方法においては、方法の実施後に、それらインターロック表面を修正する必要はない。加えて、本発明に基づいて連結された部材であれば、大きな衝撃モーメントを伝達することができる。
【0007】
好ましくは、溶接シーム内において溶融される合金は、38%という最小銅含有量を有している。
【0008】
溶接シーム内へは、銅を、様々な態様でもって、供給すなわち挿入することができる。第1変形例においては、銅または銅合金は、溶接時に供給される補助的ワイヤという態様でもって、溶接シーム内へと挿入される。
【0009】
しかしながら、本発明の好ましい方法においては、銅または銅合金は、また、例えばメッキや圧延や噴霧や成型品の挿入等といったような手法によって、溶接前に、溶接シーム内へと挿入することもできる。
【0010】
他の変形例においては、溶接シーム内における銅は、付加的にはSnおよび/またはZnといったような合金成分と一緒に、化学的にあるいは電気的に、溶接前に適用される。
【0011】
金属シームに関する様々な有利な組成は、請求項6〜22に記載されている。
【0012】
有利には、高エネルギービームとして、プラズマビームあるいはレーザービームあるいは電子ビームを使用することができ、この場合、プラズマビームまたは電子ビームの使用は、スプラッシュの形成を回避し得るという利点を有している。これにより、例えばツースフランク等といったような仕上げ加工済み表面に対するカバーを、不要なものとすることができる。
【0013】
本発明による方法は、有利には、機械部材に対して適用することができ、少なくとも一方の部材を、請求項1に例示された材料から形成し得るとともに、それら機械部材を、仕上げ加工済みの部材とすることができる。
【0014】
機械部材をなす2つの部材の連結に際して本発明による方法を使用することの1つの利点は、エッジ調整操作を不要とし得ることである。つまり、例えば炭化したケースの除去操作(剥離操作)といったような付加的な操作を、不要とすることができる。
【0015】
本発明による方法の特に好適な適用においては、オフロードカーおよび/または道路車両における駆動チェインをなす部材が提供される、とりわけ、歯車が設けられた部材が提供される。
【0016】
本発明は、さらに、互いに溶接された少なくとも2つの部材から形成された機械部材に関するものであって、溶接シームが、本発明による方法に基づいて形成されている。このような溶接シームは、好ましくは38%よりも大きな銅含有量といったような、大きな銅含有量を有しているとともに、10mm×1.5mmよりも小さいような、好ましくは6mm×0.8mmよりも小さいような、横断面積を有している。『溶接シーム』という用語は、互いに溶接される複数の部材と、溶接フィラーと、から形成された再溶融材料を意味するものとして、理解されたい。レーザービームまたは電子ビームによる溶接の場合には、1mmという幅の溶接シームが形成されることが示された。一方、プラズマビームによる溶接の場合には、最大で1.5mmという幅の溶接シームが形成されることが示された。
【0017】
好ましくは、互いに溶接されるべき2つの部材は、少なくとも1つの位置決め表面を使用して互いに支持される。これにより、溶接プロセス時に、部材どうしを特別に位置決めする必要がない。
【0018】
上述したように、少なくとも一方の部材は、溶接前の時点において、例えばインターロック表面などといったような精密仕上げ表面を有することができる。
【発明を実施するための最良の形態】
【0019】
本発明につき、添付図面を参照しつつ、いくつかの実施形態に関して、さらに詳細に例示する。
【0020】
後述する例示としての3つの実施形態に関し、以下の特性を有したレーザー溶接プラントを使用した。すなわち、6kWという放射パワーを有した Rofin Sinar 860 HF (登録商標)放射源;回転旋回軸線を有したクロスジェット式の一体型ワイヤ供給ユニットを備えたCO2 レーザーからなるRF励起されるレーザーヘッド;焦点合わせミラーの焦点距離が150〜300mmという範囲(好ましい値:250mmという焦点距離)とされた制御機構 Sinumerik 840 D(登録商標)。Cuからなる1.0mmの中実ワイヤが使用される場合には、本発明においては、ワイヤ供給速度と溶接速度との比は、例示としての実施形態に関し、0.8:1から3:1までという範囲とされ、好ましくは、1:1から2:1までという範囲とされ、特に好適には、1.5:1という比に調節される。
【0021】
後述する例示としてのすべての実施形態は、自動車の駆動チェインにおける連結部材に関するものである。必要とされる溶接の深さは、いずれの場合においても、伝達すべきトルクの大きさに依存し、また、溶接連結を行う直径に依存する。通常的な溶接深さは、1.5〜8mmであり、好ましくは、3〜5mmである。単位長さあたりのエネルギー入力は、0.5〜4kJ/cmであり、好ましくは、0.7〜2kJ/cmであり、最適値は、1kJ/cmである。
【0022】
図1Aおよび図1Bに示す例示としての実施形態においては、種々のケーシング1が、クラッチバスケット2に対して溶接され、それにより、ユニットが形成される。様々なケーシング1は、球状黒鉛 GJS-500-7を有した鋳鉄から形成され、クラッチバスケット2は、1100N/mm2 にまで焼き入れして強化した硬化済みの 40 NiCrMo 22 から製造される。
【0023】
図1Aに示すように、2つの部材1,2は、2対をなす位置決め表面3,4によって、とりわけ、径方向に延在した対3および円筒形状をなす対4によって、互いに支持されている。溶接シームのために設けられた領域5は、一対をなす円筒形状位置決め表面4と比較して、径方向外側に延在している。
【0024】
図1Bに示す例示としての実施形態においては、径方向に延在した位置決め表面3は、溶接シームの形成領域すなわち領域5の直下に配置されている、つまり、溶接シームの形成領域すなわち領域5と比較して径方向内側に配置されている。
【0025】
双方の場合において、エッジ形成操作を行った。すなわち、ベル形状シームに似たようなU字形状キャビティ6を、溶接のために、形成した。U字形状キャビティ6は、各部材の周縁回りにおいて径方向に延在する狭い断面領域である。そして、径方向外側エッジ7の丸め操作を行った。
【0026】
1mmという厚さの銅からなる溶接ワイヤを供給しながら、なおかつ、3.64mmという溶接深さのところにおいて単位長さあたり0.9kJ/cmというエネルギーを入力しつつ、溶接を行った。銅ワイヤの化学組成は、以下のようなものであった。すなわち、Sn=1.5%、Mn=1.5%、Fe=0.5%、Si=4%、Al=0.01%、Pb=0.02%、残部=Cu。
【0027】
図2は、図1Aの実施形態における溶接シーム8を横断して示す冶金学的横断面図である。図2においては、溶接シームの深さは、合計で3.64mmとなっている。極端に狭い溶接シーム8と、同様に非常に狭い熱影響領域9と、を認識することができる。
【0028】
図3は、他のケーシング10を示しており、このケーシング10は、リングギヤ11に対して溶接されるものとして、準備された。このケーシング10は、球状黒鉛 GJS-600-3から形成され、リングギヤ11は、表面焼入鋼 20 MnCr 5 から製造される。
【0029】
リングギヤ11は、円筒形状の中心合わせ表面12と、径方向に延在する位置決め表面13と、によって、位置決めされている。これら表面12,13は、共通のエッジ面取り部分を除いては、ケーシング10上に設けられたものである。何らの特別のシームも、形成されていない。リングギヤ11のうちの、溶接が行われる表面13は、すなわち、径方向に延在する表面13は、炭化時にはカバーされなかった。さらに、溶接前に、ケースを除去しなかった。
【0030】
図4の冶金学的横断面図からわかるように、この場合にも、非常に小さな熱影響領域9しか、形成されなかった。溶接シーム8の上端エッジのところにおいて、図2の場合と同様に、最後に固化した溶融物の痕跡として特徴的な領域14を、明瞭に認識することができる。溶接は、1mmという直径を有したかつ以下のような化学組成を有した銅ワイヤを供給しつつ、4.5mmという深さのところにおいて1kJ/cmという単位長さあたりのエネルギー入力でもって、行った。銅ワイヤの化学組成は、Al=9.8%、Fe=1.1%、残部=Cu、であった。
【0031】
図5は、球状黒鉛 GJG-500-7を含有した鋳鉄から形成された補償用ギヤボックスケーシング15と、表面焼入鋼 18 CrNiMo 7-6から形成された歯車16とを、溶接する様子を示している。ケーシング15は、軸線方向に直交した第1の表面(以下、『第1軸線方向直交表面』と称す)17を有している。この第1軸線方向直交表面17に対しては、外部円筒形状位置決め表面19を形成している円筒形状カラー18が、取り付けられる。より大きな壁厚さのところにおいては、ケーシングには、周縁グルーブ20を設けることができる。周縁グルーブ20は、丸められた横断面形状を有しているとともに、溶接されるべき第1表面に対して平行に延在している。
【0032】
歯車16上には、溶接されることとなる表面であるとともに、軸線に対して直交した平面内に位置した第2表面21と;ケーシング15の円筒形状位置決め表面19に対して当接して配置される円筒形状位置決め表面22と;が設けられている。溶接対象をなす円筒形状位置決め表面19,22と、溶接対象をなす位置決め表面17,21と、の間には、エンラージメント領域23が設けられている。ケーシングの回転軸線は、符号24によって示されており、溶接ヘッドは、符号25によって示されている。
【0033】
ブランクをなす硬化済みベース材料内において、溶接を行った。ケースは、手動の機械加工によって除去した。図1Aおよび図1Bの場合と同様のエッジ調整操作を行った。溶接は、約6mmという溶接深さのところにおいて単位長さあたり1.3kJ/cmというエネルギーを入力しつつ、溶接を行った。フィラー材料の化学組成は、以下のようなものであった。すなわち、Sn=1.5%、Mn=1.8%、Fe=0.8%、Si=3.3%、トレース量のAg、残部=Cu。冶金学的横断面図は、図6に見ることができる。
【0034】
この場合にも、非常に小さな熱影響領域を、認識することができる。溶接深さは、合計で6mmである。
【0035】
本発明による方法は、多様な応用を有している。様々な溶接準備を想定することができる。例えば、以下のような溶接準備を想定することができる。
−突き合わせ接合
−V字形状準備
−U字形状準備
−HV形状準備
−HU形状準備
−これらの組合せ
−溶接対象をなす2つの部材の連結(押圧)のための単一の共通エッジの面取り。すなわち、シーム準備『無し』
−様々なギャップ(溶接対象をなす表面どうしを完全に当接させない)
【0036】
これにより、表面硬化の場合には、ケースを完全に残すことができ、ケースは、部分的にあるいは完全に消失することができる、すなわち、溶接対象表面は、アウトセットから被覆される。これにより、炭化を防止することができる(リングによって機械的に、フレームキャリアによって機械的に、ペーストによって、銅メッキ等の電気メッキによって)。
【0037】
その目的のために、溶接シームは、それぞれ個別の構造的な解決手法に依存して、軸線方向にあるいは径方向にあるいは斜め向きに、延在することができる。
【0038】
銅を含有した中間層は、電流によって、電気化学的に、噴霧によって、圧延によって機械的に、押圧によって、クランプによって、挿入/追加によって、溶接前に押圧することによって、あるいは、溶接プロセス時に補助的ワイヤ/補助的粉末を供給することによって、形成することができる。
【0039】
本発明による方法によれば、溶接時に通常は過度の硬化を起こしてしまうような材料どうしを溶接することができる。表面焼入鋼に代えて、熱による焼結と高圧ガスによるクエンチとによって硬化させた焼結鋼(最小密度6.6g/cm3 )を、同様にして溶接することができる。炭素含有量が0.6〜0.9%である場合には(例えば、FLC-4608、あるいは、FLNC-4408 )、そのような鋼を炭化させるる必要がない。焼結鋼の合金成分の典型的な範囲は、次のようなものである。すなわち、Fe=89.15〜97.75%;C=0.6〜0.9%;Ni=0〜7%;Mo=0.39〜1.7%;Cu=0〜3%。同様に、駆動トレイン(あるいは、駆動チェイン)の場合に頻繁に使用されるような、表面のリン酸塩コーティングは、決して、本発明による溶接プロセスを妨害しない。
【図面の簡単な説明】
【0040】
【図1A】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図1B】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図2】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【図3】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図4】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【図5】溶接シームによって互いに連結されるべき複数の機械部材を示す断面図である。
【図6】複数の機械部材に関連したそれぞれの溶接シームを示す顕微鏡写真である。
【符号の説明】
【0041】
1 ケーシング、部材
2 クラッチバスケット、部材
3 位置決め表面
4 位置決め表面
5 溶接シームの形成領域
6 U字形状キャビティ
10 ケーシング
11 リングギヤ
12 中心合わせ表面
13 位置決め表面
15 ケーシング
16 歯車
17 第1軸線方向直交表面
19 外部円筒形状位置決め表面
【特許請求の範囲】
【請求項1】
過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料どうしをあるいは互いに異なる材料を高エネルギービームを使用して溶接するための方法であって、
銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、前記高エネルギービームを使用して、前記溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、前記複数の基本材料を溶接することを特徴とする方法。
【請求項2】
請求項1記載の方法において、
前記溶接シーム内において溶融されかつ大きな銅含有量を有している前記銅合金を、38%という最小銅含有量を有したものとすることを特徴とする方法。
【請求項3】
請求項1または2記載の方法において、
溶融される前記銅または前記銅合金を、溶接時に供給される補助的ワイヤという態様でもって、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項4】
請求項1〜3のいずれか1項に記載の方法において、
前記銅または前記銅合金を、メッキや圧延や噴霧や成型品の挿入等といったような手法によって、溶接前に、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項5】
請求項1〜4のいずれか1項に記載の方法において、
前記溶接シーム内における前記銅を、付加的にはSnおよび/またはZnといったような合金成分と一緒に、化学的にあるいは電気的に、溶接前に適用することを特徴とする方法。
【請求項6】
請求項5記載の方法において、
銅合金を、55〜70%のCuと、残部をなすZnと、不可避不純物と、からなるものとすることを特徴とする方法。
【請求項7】
請求項5記載の方法において、
銅合金を、80〜86%のCuと、残部をなすSnと、不可避不純物と、からなるものとすることを特徴とする方法。
【請求項8】
請求項1〜7のいずれか1項に記載の方法において、
前記溶接シーム内へと挿入される前記銅合金の融点を、950〜1150℃という範囲とすることを特徴とする方法。
【請求項9】
請求項1〜5のいずれか1項に記載の方法において、
銅含有量が99.0〜99.9%とされかつ残部が不可避不純物とされた純粋な銅を、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項10】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが41.0〜99.9%,Snが0〜13.0%,Znが0〜38.0%,Mnが0〜13.0%,Niが0〜1.5%,Feが0〜0.5%,Agが0〜1.0%および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項11】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Snが0.6〜10%,Siが最大で0.3%,Mnが最大で0.3%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項12】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが87〜95%,Snが5〜13%であり好ましくはSnが6.0%であり特にSnが12%,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項13】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが56.0〜62.0%,Znが38〜44%,Siが1%未満というトレース量,Snが1%未満というトレース量,Mnが1%未満というトレース量,Feが1%未満というトレース量,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項14】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが96.5〜97.5%,Niが2.5〜3.5%,および不可避不純物が最大でも1.5%という組成の銅合金を、溶融させることを特徴とする方法。
【請求項15】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが98.8〜99.2%,Agが0.8〜1.2%,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項16】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Snが最大で1.5%,Mnが最大で1.5%,Feが最大で0.5%,Siが2.4〜4.0%,不可避不純物が最大で0.5%,残部がCuという組成の銅合金を、溶融させることを特徴とする方法。
【請求項17】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Siが3.0%,Mnが1.0%,Feが最大で0.5%,Snが0.1%,Feが0.1%,Znが0.1%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項18】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Mnが2.5%,Snが0.8%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項19】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが7.5〜14.0%,Mnが最大で1.7%,Feが最大で1.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項20】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが8.0%または10.0%,Feが1.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項21】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが7.5%,Mnが1.7%,Feが0.7%,残部がCuおよび不可避不純物という組成の銅合金を、または、Alが12.0〜14.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項22】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Mnが最大で13.0%,Alが最大で8.0%,Feが最大で2.5%,Niが最大で2.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項23】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、プラズマビームを使用することを特徴とする方法。
【請求項24】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、レーザービームを使用することを特徴とする方法。
【請求項25】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、電子ビームを使用することを特徴とする方法。
【請求項26】
機械部材をなす部材と、請求項1に例示された材料から形成された少なくとも1つの部材と、を連結するに際しての、請求項1〜25のいずれか1項に記載された方法の使用であって、
前記機械部材を、仕上げ加工済みの部材とすることを特徴とする使用。
【請求項27】
請求項26記載の使用において、
前記機械部材をなす前記部材を、エッジ調整操作を行うことなく、組み付けて溶接することを特徴とする使用。
【請求項28】
請求項26または27記載の使用において、
前記機械部材が、車両技術に関連するものとされ、特に、オフロードカーおよび/または道路車両における駆動チェインをなす部材とされ、とりわけ、歯車が設けられた部材とされることを特徴とする使用。
【請求項29】
互いに溶接された少なくとも2つの部材から形成された機械部材であって、
少なくとも一方の部材が、請求項1において例示された材料とされ、
再溶融した材料が、好ましくは38%よりも大きな銅含有量といったような、大きな銅含有量を有し、
前記溶接シームが、10mm×1.5mmよりも小さいような、好ましくは6mm×0.8mmよりも小さいような、横断面積を有していることを特徴とする機械部材。
【請求項30】
請求項29記載の機械部材において、
前記少なくとも2つの部材が、例えば押圧といったような手法によって、少なくとも1つの位置決め表面を使用して互いに支持されていることを特徴とする機械部材。
【請求項31】
請求項30記載の機械部材において、
少なくとも一方の部材が、溶接前の時点において、例えばインターロック表面などといったような精密仕上げ表面を有していることを特徴とする機械部材。
【請求項1】
過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料どうしをあるいは互いに異なる材料を高エネルギービームを使用して溶接するための方法であって、
銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、前記高エネルギービームを使用して、前記溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、前記複数の基本材料を溶接することを特徴とする方法。
【請求項2】
請求項1記載の方法において、
前記溶接シーム内において溶融されかつ大きな銅含有量を有している前記銅合金を、38%という最小銅含有量を有したものとすることを特徴とする方法。
【請求項3】
請求項1または2記載の方法において、
溶融される前記銅または前記銅合金を、溶接時に供給される補助的ワイヤという態様でもって、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項4】
請求項1〜3のいずれか1項に記載の方法において、
前記銅または前記銅合金を、メッキや圧延や噴霧や成型品の挿入等といったような手法によって、溶接前に、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項5】
請求項1〜4のいずれか1項に記載の方法において、
前記溶接シーム内における前記銅を、付加的にはSnおよび/またはZnといったような合金成分と一緒に、化学的にあるいは電気的に、溶接前に適用することを特徴とする方法。
【請求項6】
請求項5記載の方法において、
銅合金を、55〜70%のCuと、残部をなすZnと、不可避不純物と、からなるものとすることを特徴とする方法。
【請求項7】
請求項5記載の方法において、
銅合金を、80〜86%のCuと、残部をなすSnと、不可避不純物と、からなるものとすることを特徴とする方法。
【請求項8】
請求項1〜7のいずれか1項に記載の方法において、
前記溶接シーム内へと挿入される前記銅合金の融点を、950〜1150℃という範囲とすることを特徴とする方法。
【請求項9】
請求項1〜5のいずれか1項に記載の方法において、
銅含有量が99.0〜99.9%とされかつ残部が不可避不純物とされた純粋な銅を、前記溶接シーム内へと挿入することを特徴とする方法。
【請求項10】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが41.0〜99.9%,Snが0〜13.0%,Znが0〜38.0%,Mnが0〜13.0%,Niが0〜1.5%,Feが0〜0.5%,Agが0〜1.0%および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項11】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Snが0.6〜10%,Siが最大で0.3%,Mnが最大で0.3%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項12】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが87〜95%,Snが5〜13%であり好ましくはSnが6.0%であり特にSnが12%,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項13】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが56.0〜62.0%,Znが38〜44%,Siが1%未満というトレース量,Snが1%未満というトレース量,Mnが1%未満というトレース量,Feが1%未満というトレース量,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項14】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが96.5〜97.5%,Niが2.5〜3.5%,および不可避不純物が最大でも1.5%という組成の銅合金を、溶融させることを特徴とする方法。
【請求項15】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Cuが98.8〜99.2%,Agが0.8〜1.2%,および不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項16】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Snが最大で1.5%,Mnが最大で1.5%,Feが最大で0.5%,Siが2.4〜4.0%,不可避不純物が最大で0.5%,残部がCuという組成の銅合金を、溶融させることを特徴とする方法。
【請求項17】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Siが3.0%,Mnが1.0%,Feが最大で0.5%,Snが0.1%,Feが0.1%,Znが0.1%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項18】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Mnが2.5%,Snが0.8%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項19】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが7.5〜14.0%,Mnが最大で1.7%,Feが最大で1.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項20】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが8.0%または10.0%,Feが1.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項21】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Alが7.5%,Mnが1.7%,Feが0.7%,残部がCuおよび不可避不純物という組成の銅合金を、または、Alが12.0〜14.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項22】
請求項1〜8のいずれか1項に記載の方法において、
前記溶接シーム内において、Mnが最大で13.0%,Alが最大で8.0%,Feが最大で2.5%,Niが最大で2.0%,残部がCuおよび不可避不純物という組成の銅合金を、溶融させることを特徴とする方法。
【請求項23】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、プラズマビームを使用することを特徴とする方法。
【請求項24】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、レーザービームを使用することを特徴とする方法。
【請求項25】
請求項1〜22のいずれか1項に記載の方法において、
前記高エネルギービームとして、電子ビームを使用することを特徴とする方法。
【請求項26】
機械部材をなす部材と、請求項1に例示された材料から形成された少なくとも1つの部材と、を連結するに際しての、請求項1〜25のいずれか1項に記載された方法の使用であって、
前記機械部材を、仕上げ加工済みの部材とすることを特徴とする使用。
【請求項27】
請求項26記載の使用において、
前記機械部材をなす前記部材を、エッジ調整操作を行うことなく、組み付けて溶接することを特徴とする使用。
【請求項28】
請求項26または27記載の使用において、
前記機械部材が、車両技術に関連するものとされ、特に、オフロードカーおよび/または道路車両における駆動チェインをなす部材とされ、とりわけ、歯車が設けられた部材とされることを特徴とする使用。
【請求項29】
互いに溶接された少なくとも2つの部材から形成された機械部材であって、
少なくとも一方の部材が、請求項1において例示された材料とされ、
再溶融した材料が、好ましくは38%よりも大きな銅含有量といったような、大きな銅含有量を有し、
前記溶接シームが、10mm×1.5mmよりも小さいような、好ましくは6mm×0.8mmよりも小さいような、横断面積を有していることを特徴とする機械部材。
【請求項30】
請求項29記載の機械部材において、
前記少なくとも2つの部材が、例えば押圧といったような手法によって、少なくとも1つの位置決め表面を使用して互いに支持されていることを特徴とする機械部材。
【請求項31】
請求項30記載の機械部材において、
少なくとも一方の部材が、溶接前の時点において、例えばインターロック表面などといったような精密仕上げ表面を有していることを特徴とする機械部材。
【図1A】

【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−508145(P2007−508145A)
【公表日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2006−529427(P2006−529427)
【出願日】平成16年9月28日(2004.9.28)
【国際出願番号】PCT/AT2004/000326
【国際公開番号】WO2005/030423
【国際公開日】平成17年4月7日(2005.4.7)
【出願人】(506110210)マグナ・ドライヴトレイン・アーゲー・ウント・コー・カーゲー (1)
【Fターム(参考)】
【公表日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成16年9月28日(2004.9.28)
【国際出願番号】PCT/AT2004/000326
【国際公開番号】WO2005/030423
【国際公開日】平成17年4月7日(2005.4.7)
【出願人】(506110210)マグナ・ドライヴトレイン・アーゲー・ウント・コー・カーゲー (1)
【Fターム(参考)】
[ Back to top ]