
過酸化水素水及びアンモニア性窒素を含む廃水の処理方法及び処理装置
【課題】過酸化水素を含む廃水を嫌気性処理するに際し、過酸化水素をより効率的に除去することにより効果的な廃水処理を行える廃水処理方法を提供する。
【解決手段】過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法及びその廃水処理装置に係る。
【解決手段】過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法及びその廃水処理装置に係る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、過酸化水素水及びアンモニア性窒素を含む廃水の処理方法及び処理装置に関する。
【背景技術】
【0002】
過酸化水素水は、酸化・殺菌・漂白作用の高さから、工業分野で多用されている。このため、過酸化水素水を用いる工場等からは過酸化水素水を含む廃水が排出される。例えば、半導体製造においては、シリコンウエハの洗浄廃液として、過酸化水素を含むアンモニア性窒素含有廃水が排出される。また、化学・製紙工場等からも、同様の廃水が排出される場合がある。
【0003】
廃水として排出された高濃度の過酸化水素水は、その酸化・殺菌能から、未処理排水としてそのまま河川・下水等の公共水域に放流することは環境上好ましくない。このため、CODMn等の工場等の排水基準、湖沼・海域の環境基準等が定められており、その基準に従った除去処理が必要とされる。また、アンモニア性窒素を含む廃水は、河川・湖沼・海の富栄養化、浄水処理における塩素の消費量の増大等の問題に繋がるため、これも除去処理が必要とされる。
【0004】
近年、排水処理の分野において、原水中のアンモニア性窒素と亜硝酸性窒素とをアナモックス菌により窒素ガスに還元する処理が行われている。例えば、アンモニアおよび亜硝酸性窒素を含有する排液を脱窒槽の下部から脱窒槽内へ供給する排液の供給工程と、脱窒槽内においてアンモニアを電子供与体とし、かつ亜硝酸を電子受容体として脱窒反応を行う独立栄養性脱窒微生物のグラニュールと前記排液を接触させて生物学的に脱窒処理する生物学的処理工程と、処理液を脱窒槽の上部から排出する排出工程とを有する排液の脱窒方法が提案されている(特許文献1)。
【0005】
アナモックス菌を利用した窒素除去反応は「アナモックス反応」と呼ばれており、従来の硝化・脱窒法よりも効率の良い窒素除去を行うことができることが知られている。アナモックス菌は独立栄養性であるため、脱窒時に有機物の供給が不要で経済的であり、菌転換率が小さく、余剰汚泥の発生も微少に抑えることができ、従来の硝化脱窒でみられるN2Oの発生がない等の環境的な利点がある。
【0006】
しかし、過酸化水素を含む廃水においては、下記反応による副産物O2が廃水中の溶存酸素濃度を上昇させ、高濃度(特に飽和状態)の溶存酸素が嫌気性のアナモックス菌の活性を阻害する。
H2O2+OH−←→ H2O+OOH−(塩基性条件化における解離反応)
H2O2+OOH−→ O2+H2O+OH−(塩基性条件化における自己分解反応)
【0007】
このため、過酸化水素を含むアンモニア性窒素含有廃水をアナモックス槽にて窒素除去するためには、その前段で過酸化水素を除去する工程が必要となるが、そのためには多量の薬剤(還元剤)、触媒、設備等を要し、それらに多大なコストがかかるほか、使用済みの薬剤等を除去するコストも負担になる等の問題がある。
【0008】
例えば、過酸化水素を含む水溶液から過酸化水素を除去するにあたり、当該水溶液のpHを10以上に調整して粒状活性炭充填層に通液することを特徴とする過酸化水素の除去方法が知られている(特許文献2)。
【0009】
また、H2O2含有被処理水をアルカリ剤でpH10〜12に維持しつつエアレーションすることにより該H2O2を水と酸素に分解する脱H2O2含工程、該脱H2O2含工程で脱H2O2された該被処理水を液部とFe(OH)3主体の汚泥に分離する固液分離工程、および該固液分離工程のFe(OH)3主体の汚泥の一部または全量を該脱H2O2含工程に返送する返送工程からなることを特徴とする過酸化水素の除去方法が知られている(特許文献3)。
【0010】
さらには、Pt、Mn、Cu等の遷移金属系の触媒を充填した触媒反応層内に、過酸化水素及び/あるいは過酢酸を含有する排水を流入し、かつ攪拌することを特徴とする排水の分解処理方法が知られている(特許文献4)。
【0011】
その他にも、例えば過酸化水素を含む半導体製造排水をカタラーゼと接触させて過酸化水素を分解除去する排水の処理方法において、前記過酸化水素を含む半導体製造排水をpH8〜11にpH調整することを特徴とする過酸化水素を含む半導体製造排水の処理方法が提案されている(特許文献5)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2002−346593
【特許文献2】特開昭62−27090
【特許文献3】特開平3−47592
【特許文献4】特開平4−22494
【特許文献5】特開平6−170355
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、これらの従来技術の方法では、コスト面又は性能面においてさらなる改善の余地がある。
【0014】
特許文献2の方法では、高濃度の過酸化水素を処理する場合、活性炭が酸化により損傷・粉化し、短期間で使用不可能となるため、ランニングコストがかかる。また、特許文献3の方法では、エアレーションにより嫌気性のアナモックス菌の活性阻害を起こす。また、不活性ガス等を用いるためには、新たにラインを設ける必要があり、併せてランニングコストもかかる。特許文献4の方法では、遷移金属系の触媒が高価であることから、イニシャルコストが高くつくという問題がある。特許文献5の方法では、過酸化水素濃度の変動、原水中の酵素の活性阻害物質量の変動等に応じた酵素の注入量の制御が難しく、水質が安定しにくい。
【0015】
従って、本発明の主な目的は、過酸化水素を含む廃水を嫌気処理(嫌気性処理)するに際し、過酸化水素をより効率的に除去することにより効果的な廃水処理を行える廃水処理方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明者は、従来技術の問題点に鑑みて鋭意研究を重ねた結果、特定の方法によって上記目的を達成できることを見出し、本発明を完成するに至った。
【0017】
すなわち、本発明は、下記の過酸化水素水及びアンモニア性窒素を含む廃水の処理方法及び処理装置に係る。
1. 過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法。
2. 嫌気処理工程が、アナモックス菌によるアナモックス反応を行う工程である、前記項1に記載の廃水処理方法。
3. 嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含む、前記項1又は2に記載の廃水処理方法。
4. 嫌気処理工程を経て得られた処理水の一部を部分亜硝酸化工程に送る、前記項3に記載の廃水処理方法。
5. 廃水中の溶存酸素が過飽和状態にある、前記項1〜4のいずれかに記載の廃水処理方法。
6. 過酸化水素及びアンモニア性窒素を含む廃水を処理する装置であって、
(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段、
(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段、
(3)部分亜硝酸化工程を経た被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段及び
(4)アナモックス反応を経て得られた処理水を一時的に貯める貯水手段
を含む廃水処理装置。
7. アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインをさらに含む、前記項6に記載の廃水処理装置。
【発明の効果】
【0018】
本発明の廃水処理方法及び廃水処理装置によれば、アンモニア性窒素含有廃水がたとえ過酸化水素を含んでいたとしても、攪拌脱気処理により過酸化水素の自己分解を促進し、酸素として脱気できるので、溶存酸素の上昇を効果的に抑制できる結果、後工程である嫌気処理をより効率的に行うことができる。すなわち、過酸化水素を除去するための薬剤、触媒、設備等を使用しなくて済むので、比較的低コストで嫌気性菌の活性が阻害される事態を効果的に抑制ないしは防止できる結果、より簡便かつ効果的に廃水処理を行うことが可能となる。しかも、前記のように、本発明において、過酸化水素を除去するための薬剤、触媒等を使用しないことから、環境負荷の低減化にも貢献することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の廃水処理方法を実施するための廃水処理装置の一例を示す概要図である。す概要図である。
【図2】本発明の攪拌脱気工程による溶存酸素濃度の変化を調べた結果を示すグラフである。
【発明を実施するための形態】
【0020】
本発明の廃水処理方法は、過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含むことを特徴とする。
【0021】
廃水(被処理水)は、過酸化水素(H2O2)及びアンモニア性窒素(NH4+)を含むものであれば特に限定されず、例えば半導体製造、製紙等の工場で排出される工業廃水等が該当する。本発明では、過酸化水素の濃度は特に限定されず、例えば廃水中の溶存酸素を過飽和状態にするだけの十分な量の過酸化水素が混入した廃水にも適用することができる。
【0022】
攪拌脱気工程
本発明では、嫌気処理工程に先立って、攪拌脱気工程を行う。攪拌によって、廃水中に含まれる過酸化水素の自己分解反応により気泡状酸素が生成し、これが外部に脱気される結果、嫌気処理を阻害する溶存酸素濃度の低減を図ることができる。従って、攪拌の方法は、過酸化水素の自己分解反応が促進できる方法である限りは特に制限されず、例えば攪拌羽根による攪拌、超音波振動による攪拌、窒素エアレーションによる攪拌等の公知の攪拌方法の中から適宜選択することができる。また、攪拌時の廃水温度は、脱気という見地より高い温度の方が好ましいが、通常は室温(例えば5〜40℃)の範囲内とすれば良い。また、圧力も、減圧下、大気圧下等のいずれでも良いが、本発明では大気圧下で攪拌を好適に行うこともできる。
【0023】
攪拌の程度は、過酸化水素が自己分解反応により酸素を生成させるのに十分なレベルとすれば良く、攪拌に加えるエネルギー等により調整することができる。例えば、攪拌羽根による攪拌による場合は、攪拌時間、回転数等により制御することができる。特に、本発明では、廃水における溶存酸素濃度が過飽和状態にある場合において、溶存酸素濃度が飽和状態になるまで攪拌を行うことが望ましい。過酸化水素は溶存酸素濃度を上げる原因となるが、前記のように過飽和状態にある溶存酸素を飽和状態(酸素の水に対する飽和溶解度8.84mg/L(20℃))まで低減することにより、廃液中の過酸化水素の解離・自己分解を促進し、溶存酸素濃度を効果的に低減することができる結果、嫌気処理を効率的に進めることが可能となる。
【0024】
嫌気処理工程
嫌気処理工程は、嫌気的条件下で汚染物質を分解するものであれば限定的でなく、例えば公知の嫌気性菌を用いた嫌気処理を挙げることができる。より具体的には、アナモックス反応による処理、発酵(アルコール発酵、乳酸発酵、メタン発酵等)による処理等が例示できる。
【0025】
嫌気処理工程での処理条件自体は、公知の嫌気処理で採用されている条件と同様にすれば良い。本発明では、前記の攪拌脱気工程において、過酸化水素、ひいては溶存酸素の濃度が十分に引き下げられており、嫌気処理(嫌気性菌の活性)が阻害される事態が抑制ないしは回避されている結果、嫌気処理を効果的に行うことができる。
【0026】
本発明では、嫌気処理として、アナモックス菌によるアナモックス反応を行うことが好ましい。すなわち、過酸化水素を含む廃水をアナモックス反応により処理する場合において、本発明の攪拌脱気工程により過酸化水素の自己分解反応を促進し、溶存酸素濃度の上昇を効果的に抑制できるという点で、本発明の廃水処理方法はアナモックス反応を利用する廃水処理に最適である。
【0027】
アナモックス反応は、anaerobic ammonium oxidation の頭文字から命名された反応であり、1990年に公表されたものである。これは、アンモニアと亜硝酸による嫌気性アンモニア酸化反応であり、下記のような化学量論式が示されている。
1NH4++1.32NO2−+0.066HCO3−+0.13H+
→1.02N2+0.26NO3−+0.66CH2O0.5N0.15+2.03H2O
【0028】
アナモックス反応を担う微生物(アナモックス菌)は、Planctomycetalesに属する細菌であり、その16S rRNAの塩基配列も明らかになっていることから、FISH法等の分子生物学的手法による同定が可能である。アナモックス菌は、1)アンモニアと亜硝酸から窒素ガスを生成する独立栄養細菌であり、脱窒時において有機物を必要としない、2)菌転換率が小さく、余剰汚泥の発生も微少に抑えることができる、3)N2Oの発生がない等の特長をもっている。
【0029】
アナモックス菌は、その複数が集まってグラニュール化(自己造粒)する性質を有し、通常は直径数mm程度の顆粒状(グラニュール)をなしており、このグラニュールは通常は比重が1以上であることから水中では沈降する性質を有する。このようなグラニュールの平均粒径は限定的ではないが、通常0.5〜5mm程度、好ましくは1〜3mm程度とすれば良い。また、グラニュールの平均比重も特に制限されないものの、一般的には1.01〜2.5程度、特に1.1〜2.0とすることが好ましい。これらの範囲内に調整することにより、よりいっそう効率的にアナモックス反応を進行させることができる。アナモックス菌の使用量は、被処理液の液量、目標とする窒素除去率等に応じて適宜調整すれば良いが、通常は被処理液100重量部に対して40〜60重量部程度の範囲内とすれば良い。
【0030】
アナモックス反応は嫌気条件下で進行することから、被処理液中の溶存酸素濃度を予め調整しておくことが好ましい。すなわち、溶存酸素濃度が高い場合は、予め除去しておくことが望ましい。より具体的には、溶存酸素濃度としては、通常は3mg/L以下とし、特に1〜2mg/L以下とすることが好ましい。これらの調整は、公知の方法に従えば良いが、本発明では攪拌脱気工程で効果的に溶存酸素濃度の上昇が抑制されているので、より確実に溶存酸素濃度の制御を行うことができる。
【0031】
また、アナモックス反応によるNO2−及びNH4+のモル比[NO2−/NH4+]の化学量論比が1.32であることから、アナモックス反応をより効率的に進行させるために被処理液(原水)中の前記モル比を0.8〜2、特に1.2〜1.4の範囲内に調整することが好ましい。
【0032】
被処理液とアナモックス菌とを接触させる条件(すなわち、アナモックス反応の反応条件)は、被処理液の種類、所望の窒素除去率等に応じて適宜設定することができるが、一般的には、被処理液の温度25〜35℃(特に25〜30℃)とし、pH7〜7.7(特に7.2〜7.5)とすることが望ましい。
【0033】
また、本発明において、嫌気処理がアナモックス反応による処理である場合は、嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含むことが望ましい。すなわち、部分亜硝酸化工程を行うことによって、下式のようにアンモニア性窒素の一部が酸化されて亜硝酸を生成させる。
NH3+3O2→2HNO2+2H2O
【0034】
上記のように、部分亜硝酸化により、アンモニア性窒素が亜硝酸になるとともに、溶存酸素が消費されるので溶存酸素濃度の低減化を図ることもできる。部分亜硝酸化工程そのものは公知の部分亜硝酸化工程と同様にすれば良く、例えば好気性のアンモニア酸化細菌を用いて好適に実施することができる。
【0035】
また、本発明では、嫌気処理工程を経て得られた処理済み水(処理水ともいう。)の一部を部分亜硝酸化工程に送ることが好ましい。従来技術では、処理水は生物処理槽の直前に返送されているのに対し、本発明では部分亜硝酸化工程に送ることにより、次のような効果を得ることができる。すなわち、1)部分亜硝酸化工程に供される被処理水の溶存酸素濃度を希釈することができる、2)処理水中に含まれるアルカリ度及び残留無機栄養塩を、部分亜硝酸化工程で用いるアンモニア酸化細菌の栄養として利用することができる、3)前記の従来技術では返送に当たりpH調整が必要であるが、本発明の方法では部分亜硝酸化工程でのpH調整で対応することができる、というメリットがある。このような方法を採用することにより、より効率的な廃水処理に寄与することができる。
【0036】
実施の形態
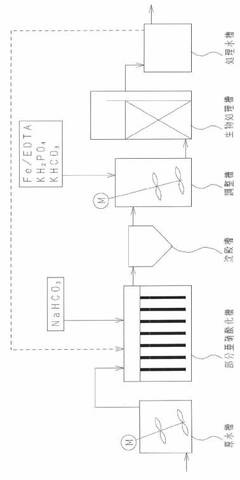
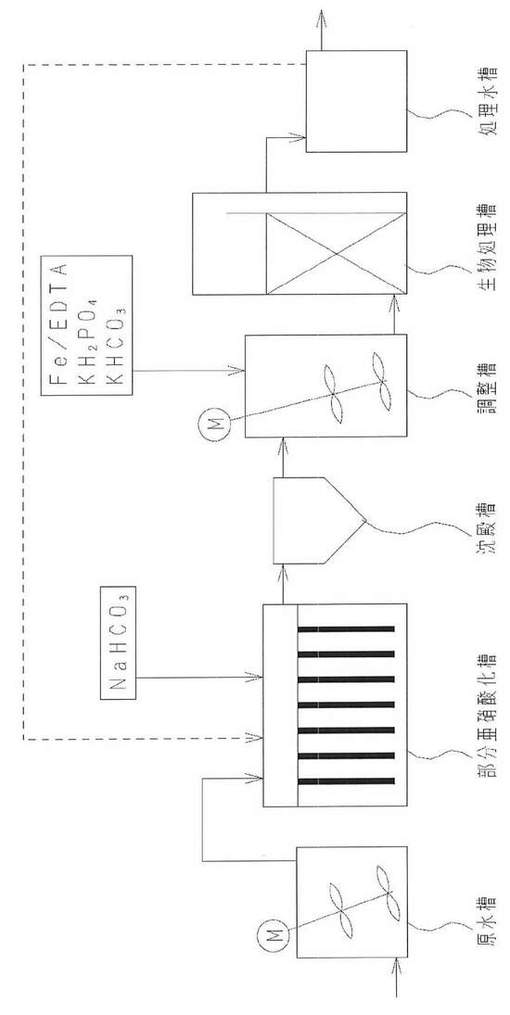
本発明の好ましい実施の形態について、図面を参照しながら説明する。図1には、本発明の廃水処理方法を実施するための廃水処理装置の一例を示す。この廃水処理装置は、アンモニア性窒素の一部又は全部をアナモックス反応により窒素ガスに変換することにより除去することができる装置である。より具体的には、(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段(図1中「原水槽」)、(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段(図1中「部分亜硝酸化槽」)、(3)部分亜硝酸化工程を経た被処理水中の固形分を除去するための固形分除去手段(図1中「沈殿槽」)、(4)固形分が除去された被処理水に対してアナモックス菌の必須微量栄養素を供給するための栄養素添加手段(図1中「調整槽」)、(5)栄養素が添加された被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段(図1中「生物処理槽」)及び(6)アナモックス反応を経て得られた処理水(処理済み水)を一時的に貯める貯水手段(図1中「処理水槽」)を含む。また、上記装置では、アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインが設けられている。本発明では、これらの各手段は、それぞれ公知又は市販の装置を適宜用いることができる。
【0037】
まず、原水槽に過酸化水素及びアンモニア性窒素を含有する廃水が導入される。原水槽で廃水が攪拌されることにより溶存酸素を酸素ガスとして放散させる。この場合、溶存酸素量を低減させることによって、過酸化水素の自己分解・解離を促し、溶存酸素とともに過酸化水素も除去する。図1の装置では、撹拌羽根による攪拌を行うが、前記の通り、撹拌が可能である限り、窒素エアレーションによる攪拌、超音波による攪拌等も適宜採用することができる。
【0038】
ここで、原水槽における過酸化水素の除去プロセスをより詳細に説明する。原水槽に流入する廃水は、過酸化水素とアンモニア性窒素とを含有している塩基性水溶液である。塩基性条件化において、過酸化水素は下記(1)式のように解離する。
H2O2+OH−←→ H2O+OOH−(塩基性条件化における解離反応)・・・(1)
【0039】
この反応で生成するパーヒドロキシアニオンOOH−は、強力な求核試薬であるため、過酸化水素は、下記(2)式のように自己分解する。
H2O2+OOH−→ O2+H2O+OH−(塩基性条件化における自己分解反応)・・・(2)
【0040】
上記反応による副産物O2が処理液中の溶存酸素濃度を上昇させ、飽和状態の溶存酸素が嫌気性のアナモックス菌の活性を阻害する。ところで、大気中の気体組成は、窒素約80%、酸素約20%であり、大気組成下における飽和溶存酸素量(1atm、蒸留水)は、10℃で10.92mg−O/L、20℃で8.84mg−O/L程度である。しかし、本装置においては、原水槽で50mg−O/L程度の溶存酸素を確認しており、これは、上記反応により酸素過多となった気体組成の下での飽和溶存酸素量であると考えられる。ここで、被処理液を撹拌することにより、飽和状態の溶存酸素を酸素ガスとし大気中に放散して、溶存酸素量を低減できる。
【0041】
次に、酸素の除去により、上記反応(2)が進行し、過酸化水素とパーヒドロキシアニオンが消費される。パーヒドロキシアニオンが消費されることにより、上記反応(1)の平衡が右へ移動し、さらなる過酸化水素の除去が行われる。その結果、被処理液中の溶存酸素量は、大気組成下における飽和溶存酸素量である10mg−O/L程度まで減少する。さらに、生物処理槽に到達するまでに、部分亜硝酸化槽での酸素消費により溶存酸素量は1〜2mg−O/L程度まで減少し、アナモックス菌の活性阻害が有効に回避されることとなる。
【0042】
次に、部分亜硝酸化槽にアンモニア性窒素を含む処理液が導入される。処理液中のアンモニア性窒素の一部が、下式のように好気性のアンモニア酸化細菌により酸化されて亜硝酸となる。
NH3+3O2→2HNO2+2H2O
【0043】
部分亜硝酸化槽に導入する被処理液のアンモニア性窒素が高濃度である場合、一部硝化された亜硝酸もまた高濃度で後段の生物処理槽に流入する。この濃度が、NO2−N<150mg/L程度となると、アナモックス菌は活性阻害を受けるため、希釈を要する。この際、後段の生物処理槽における脱窒後の処理液の一部を前記供給ラインを介して返送することが好ましい。
【0044】
なお、図1にはpH調整のためにNaHCO3を加えているが、Na2CO3等も使用することができ、これらを併用又は単独で使用しても良い。
【0045】
部分亜硝酸化槽からの被処理水は、沈澱(固液分離)槽に導入される。沈殿槽では、被処理水に含まれる固形分(夾雑物)が固液分離により取り除かれる。図1には沈澱槽を示しているが、固液分離できるものであれば限定されず、例えば浮上分離装置、遠心分離装置、膜分離装置等も適宜採用することができる。
【0046】
続いて、沈殿槽から排出された被処理水は調整槽に導入される。調整槽では、アナモックス菌の必須微量栄養素の供給を目的として、Fe/EDTA、KH2PO4及びKHCO3が加えられる。添加量は、被処理水中の組成等に応じて適宜設定することができる。
【0047】
次いで、被処理水は生物処理槽に導入される。生物処理槽において、処理液中のアンモニア性窒素と亜硝酸性窒素が嫌気性の独立栄養性脱窒菌(アナモックス菌)と接触し、アナモックス反応によって窒素ガスに還元される。図1の装置では、上向流式のアナモックス槽を使用しているが、アナモックス菌を保持できる限り、例えば下向流式、複数の槽を連接した直列式等のいずれも採用することができる。また、アナモックス菌は、前記で述べた通り、アナモックス菌からなる塊状物(グラニュール)の状態で使用すれば良い。
【0048】
生物処理槽で処理された処理済み液(処理水)は、いったん処理水槽で保管される。この場合、処理水の一部を部分亜硝酸化槽に返送し、希釈水として用いても良い。一般的に被処理水の返送先は、被処理水の水質の不安定さの懸念から、生物処理槽を周回させると、溶液のpH上昇によるアナモックス菌活性阻害が起きるため、生物処理槽の直前とされているが、この場合は返送先にpH調整槽を別途設ける必要がある。これに対し、本発明では、図1に示すように、被処理水の導入と硝化反応での塩基消費によるpH調整を亜硝酸化層で一括して行うことができる。
【実施例】
【0049】
以下に実施例を示し、本発明の特徴をより具体的に説明する。ただし、本発明の範囲は、実施例に限定されない。
【0050】
実施例1
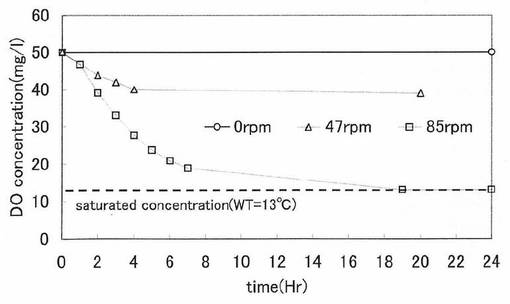
本発明の攪拌脱気工程で使用される攪拌方法の一例として、攪拌羽根による脱気性能を調べた。半導体製造工場から排出された廃水300L(温度10〜20℃)を用い、直径200mmの2枚パドル翼で構成した攪拌羽根を用い、回転数を変化させて攪拌した場合の溶存酸素濃度の違いを見た。その結果を表1及び図2に示す。なお、表1中の攪拌時間の単位は「hour」である。
【0051】
【表1】

【0052】
これらの結果からも明らかなように、攪拌時間又は回転数によって溶存酸素濃度を制御できることがわかる。特に、回転数を高めることによって、より短時間(85rpmの場合であれば5時間以内)で当初の溶存酸素濃度を50%以下までに低減できることがわかる。
【0053】
実施例2
実施の形態で説明した図1の廃水処理装置を用いて、過酸化水素を含む廃水の処理を実施した。半導体製造工場から排出された廃水(溶存酸素濃度は過飽和状態になったもの)を原水槽に一定の流量で導入した後、原水槽を出た被処理水を部分亜硝酸化槽、沈殿槽、調整槽、生物処理槽及び処理水槽に順次流入させ、実施の形態に示すような条件下にて廃水処理を実施した。被処理水の温度は、原水槽直後は10〜20℃、部分亜硝酸化槽及び生物処理槽は30℃前後に調節した。また、この場合、部分亜硝酸化槽中の被処理水の溶存酸素量が3〜5倍希釈されるように処理水槽の処理水の一部を部分亜硝酸化槽に返送した。原水槽の出口の被処理水中のアンモニア性窒素、亜硝酸性窒素、硝酸性窒素の含有量はそれぞれ1160mg/L、11mg/L、0mg/Lであった。一方、生物処理槽の出口の処理済み水のアンモニア性窒素、亜硝酸性窒素、硝酸性窒素の含有量はそれぞれ1.5mg/L、28mg/L、38mg/Lであった。よって、窒素除去率は94.2%であり、効果的に窒素ガスへの還元が行われていることを確認した。すなわち、攪拌脱気工程がない場合はアナモックス菌の活性が低下し、回復まで相当の時間がかかるのに対し、本発明の方法(装置)ではそのような支障が生じることなく、円滑に処理することができた。
【技術分野】
【0001】
本発明は、過酸化水素水及びアンモニア性窒素を含む廃水の処理方法及び処理装置に関する。
【背景技術】
【0002】
過酸化水素水は、酸化・殺菌・漂白作用の高さから、工業分野で多用されている。このため、過酸化水素水を用いる工場等からは過酸化水素水を含む廃水が排出される。例えば、半導体製造においては、シリコンウエハの洗浄廃液として、過酸化水素を含むアンモニア性窒素含有廃水が排出される。また、化学・製紙工場等からも、同様の廃水が排出される場合がある。
【0003】
廃水として排出された高濃度の過酸化水素水は、その酸化・殺菌能から、未処理排水としてそのまま河川・下水等の公共水域に放流することは環境上好ましくない。このため、CODMn等の工場等の排水基準、湖沼・海域の環境基準等が定められており、その基準に従った除去処理が必要とされる。また、アンモニア性窒素を含む廃水は、河川・湖沼・海の富栄養化、浄水処理における塩素の消費量の増大等の問題に繋がるため、これも除去処理が必要とされる。
【0004】
近年、排水処理の分野において、原水中のアンモニア性窒素と亜硝酸性窒素とをアナモックス菌により窒素ガスに還元する処理が行われている。例えば、アンモニアおよび亜硝酸性窒素を含有する排液を脱窒槽の下部から脱窒槽内へ供給する排液の供給工程と、脱窒槽内においてアンモニアを電子供与体とし、かつ亜硝酸を電子受容体として脱窒反応を行う独立栄養性脱窒微生物のグラニュールと前記排液を接触させて生物学的に脱窒処理する生物学的処理工程と、処理液を脱窒槽の上部から排出する排出工程とを有する排液の脱窒方法が提案されている(特許文献1)。
【0005】
アナモックス菌を利用した窒素除去反応は「アナモックス反応」と呼ばれており、従来の硝化・脱窒法よりも効率の良い窒素除去を行うことができることが知られている。アナモックス菌は独立栄養性であるため、脱窒時に有機物の供給が不要で経済的であり、菌転換率が小さく、余剰汚泥の発生も微少に抑えることができ、従来の硝化脱窒でみられるN2Oの発生がない等の環境的な利点がある。
【0006】
しかし、過酸化水素を含む廃水においては、下記反応による副産物O2が廃水中の溶存酸素濃度を上昇させ、高濃度(特に飽和状態)の溶存酸素が嫌気性のアナモックス菌の活性を阻害する。
H2O2+OH−←→ H2O+OOH−(塩基性条件化における解離反応)
H2O2+OOH−→ O2+H2O+OH−(塩基性条件化における自己分解反応)
【0007】
このため、過酸化水素を含むアンモニア性窒素含有廃水をアナモックス槽にて窒素除去するためには、その前段で過酸化水素を除去する工程が必要となるが、そのためには多量の薬剤(還元剤)、触媒、設備等を要し、それらに多大なコストがかかるほか、使用済みの薬剤等を除去するコストも負担になる等の問題がある。
【0008】
例えば、過酸化水素を含む水溶液から過酸化水素を除去するにあたり、当該水溶液のpHを10以上に調整して粒状活性炭充填層に通液することを特徴とする過酸化水素の除去方法が知られている(特許文献2)。
【0009】
また、H2O2含有被処理水をアルカリ剤でpH10〜12に維持しつつエアレーションすることにより該H2O2を水と酸素に分解する脱H2O2含工程、該脱H2O2含工程で脱H2O2された該被処理水を液部とFe(OH)3主体の汚泥に分離する固液分離工程、および該固液分離工程のFe(OH)3主体の汚泥の一部または全量を該脱H2O2含工程に返送する返送工程からなることを特徴とする過酸化水素の除去方法が知られている(特許文献3)。
【0010】
さらには、Pt、Mn、Cu等の遷移金属系の触媒を充填した触媒反応層内に、過酸化水素及び/あるいは過酢酸を含有する排水を流入し、かつ攪拌することを特徴とする排水の分解処理方法が知られている(特許文献4)。
【0011】
その他にも、例えば過酸化水素を含む半導体製造排水をカタラーゼと接触させて過酸化水素を分解除去する排水の処理方法において、前記過酸化水素を含む半導体製造排水をpH8〜11にpH調整することを特徴とする過酸化水素を含む半導体製造排水の処理方法が提案されている(特許文献5)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2002−346593
【特許文献2】特開昭62−27090
【特許文献3】特開平3−47592
【特許文献4】特開平4−22494
【特許文献5】特開平6−170355
【発明の概要】
【発明が解決しようとする課題】
【0013】
しかしながら、これらの従来技術の方法では、コスト面又は性能面においてさらなる改善の余地がある。
【0014】
特許文献2の方法では、高濃度の過酸化水素を処理する場合、活性炭が酸化により損傷・粉化し、短期間で使用不可能となるため、ランニングコストがかかる。また、特許文献3の方法では、エアレーションにより嫌気性のアナモックス菌の活性阻害を起こす。また、不活性ガス等を用いるためには、新たにラインを設ける必要があり、併せてランニングコストもかかる。特許文献4の方法では、遷移金属系の触媒が高価であることから、イニシャルコストが高くつくという問題がある。特許文献5の方法では、過酸化水素濃度の変動、原水中の酵素の活性阻害物質量の変動等に応じた酵素の注入量の制御が難しく、水質が安定しにくい。
【0015】
従って、本発明の主な目的は、過酸化水素を含む廃水を嫌気処理(嫌気性処理)するに際し、過酸化水素をより効率的に除去することにより効果的な廃水処理を行える廃水処理方法を提供することにある。
【課題を解決するための手段】
【0016】
本発明者は、従来技術の問題点に鑑みて鋭意研究を重ねた結果、特定の方法によって上記目的を達成できることを見出し、本発明を完成するに至った。
【0017】
すなわち、本発明は、下記の過酸化水素水及びアンモニア性窒素を含む廃水の処理方法及び処理装置に係る。
1. 過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法。
2. 嫌気処理工程が、アナモックス菌によるアナモックス反応を行う工程である、前記項1に記載の廃水処理方法。
3. 嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含む、前記項1又は2に記載の廃水処理方法。
4. 嫌気処理工程を経て得られた処理水の一部を部分亜硝酸化工程に送る、前記項3に記載の廃水処理方法。
5. 廃水中の溶存酸素が過飽和状態にある、前記項1〜4のいずれかに記載の廃水処理方法。
6. 過酸化水素及びアンモニア性窒素を含む廃水を処理する装置であって、
(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段、
(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段、
(3)部分亜硝酸化工程を経た被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段及び
(4)アナモックス反応を経て得られた処理水を一時的に貯める貯水手段
を含む廃水処理装置。
7. アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインをさらに含む、前記項6に記載の廃水処理装置。
【発明の効果】
【0018】
本発明の廃水処理方法及び廃水処理装置によれば、アンモニア性窒素含有廃水がたとえ過酸化水素を含んでいたとしても、攪拌脱気処理により過酸化水素の自己分解を促進し、酸素として脱気できるので、溶存酸素の上昇を効果的に抑制できる結果、後工程である嫌気処理をより効率的に行うことができる。すなわち、過酸化水素を除去するための薬剤、触媒、設備等を使用しなくて済むので、比較的低コストで嫌気性菌の活性が阻害される事態を効果的に抑制ないしは防止できる結果、より簡便かつ効果的に廃水処理を行うことが可能となる。しかも、前記のように、本発明において、過酸化水素を除去するための薬剤、触媒等を使用しないことから、環境負荷の低減化にも貢献することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の廃水処理方法を実施するための廃水処理装置の一例を示す概要図である。す概要図である。
【図2】本発明の攪拌脱気工程による溶存酸素濃度の変化を調べた結果を示すグラフである。
【発明を実施するための形態】
【0020】
本発明の廃水処理方法は、過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含むことを特徴とする。
【0021】
廃水(被処理水)は、過酸化水素(H2O2)及びアンモニア性窒素(NH4+)を含むものであれば特に限定されず、例えば半導体製造、製紙等の工場で排出される工業廃水等が該当する。本発明では、過酸化水素の濃度は特に限定されず、例えば廃水中の溶存酸素を過飽和状態にするだけの十分な量の過酸化水素が混入した廃水にも適用することができる。
【0022】
攪拌脱気工程
本発明では、嫌気処理工程に先立って、攪拌脱気工程を行う。攪拌によって、廃水中に含まれる過酸化水素の自己分解反応により気泡状酸素が生成し、これが外部に脱気される結果、嫌気処理を阻害する溶存酸素濃度の低減を図ることができる。従って、攪拌の方法は、過酸化水素の自己分解反応が促進できる方法である限りは特に制限されず、例えば攪拌羽根による攪拌、超音波振動による攪拌、窒素エアレーションによる攪拌等の公知の攪拌方法の中から適宜選択することができる。また、攪拌時の廃水温度は、脱気という見地より高い温度の方が好ましいが、通常は室温(例えば5〜40℃)の範囲内とすれば良い。また、圧力も、減圧下、大気圧下等のいずれでも良いが、本発明では大気圧下で攪拌を好適に行うこともできる。
【0023】
攪拌の程度は、過酸化水素が自己分解反応により酸素を生成させるのに十分なレベルとすれば良く、攪拌に加えるエネルギー等により調整することができる。例えば、攪拌羽根による攪拌による場合は、攪拌時間、回転数等により制御することができる。特に、本発明では、廃水における溶存酸素濃度が過飽和状態にある場合において、溶存酸素濃度が飽和状態になるまで攪拌を行うことが望ましい。過酸化水素は溶存酸素濃度を上げる原因となるが、前記のように過飽和状態にある溶存酸素を飽和状態(酸素の水に対する飽和溶解度8.84mg/L(20℃))まで低減することにより、廃液中の過酸化水素の解離・自己分解を促進し、溶存酸素濃度を効果的に低減することができる結果、嫌気処理を効率的に進めることが可能となる。
【0024】
嫌気処理工程
嫌気処理工程は、嫌気的条件下で汚染物質を分解するものであれば限定的でなく、例えば公知の嫌気性菌を用いた嫌気処理を挙げることができる。より具体的には、アナモックス反応による処理、発酵(アルコール発酵、乳酸発酵、メタン発酵等)による処理等が例示できる。
【0025】
嫌気処理工程での処理条件自体は、公知の嫌気処理で採用されている条件と同様にすれば良い。本発明では、前記の攪拌脱気工程において、過酸化水素、ひいては溶存酸素の濃度が十分に引き下げられており、嫌気処理(嫌気性菌の活性)が阻害される事態が抑制ないしは回避されている結果、嫌気処理を効果的に行うことができる。
【0026】
本発明では、嫌気処理として、アナモックス菌によるアナモックス反応を行うことが好ましい。すなわち、過酸化水素を含む廃水をアナモックス反応により処理する場合において、本発明の攪拌脱気工程により過酸化水素の自己分解反応を促進し、溶存酸素濃度の上昇を効果的に抑制できるという点で、本発明の廃水処理方法はアナモックス反応を利用する廃水処理に最適である。
【0027】
アナモックス反応は、anaerobic ammonium oxidation の頭文字から命名された反応であり、1990年に公表されたものである。これは、アンモニアと亜硝酸による嫌気性アンモニア酸化反応であり、下記のような化学量論式が示されている。
1NH4++1.32NO2−+0.066HCO3−+0.13H+
→1.02N2+0.26NO3−+0.66CH2O0.5N0.15+2.03H2O
【0028】
アナモックス反応を担う微生物(アナモックス菌)は、Planctomycetalesに属する細菌であり、その16S rRNAの塩基配列も明らかになっていることから、FISH法等の分子生物学的手法による同定が可能である。アナモックス菌は、1)アンモニアと亜硝酸から窒素ガスを生成する独立栄養細菌であり、脱窒時において有機物を必要としない、2)菌転換率が小さく、余剰汚泥の発生も微少に抑えることができる、3)N2Oの発生がない等の特長をもっている。
【0029】
アナモックス菌は、その複数が集まってグラニュール化(自己造粒)する性質を有し、通常は直径数mm程度の顆粒状(グラニュール)をなしており、このグラニュールは通常は比重が1以上であることから水中では沈降する性質を有する。このようなグラニュールの平均粒径は限定的ではないが、通常0.5〜5mm程度、好ましくは1〜3mm程度とすれば良い。また、グラニュールの平均比重も特に制限されないものの、一般的には1.01〜2.5程度、特に1.1〜2.0とすることが好ましい。これらの範囲内に調整することにより、よりいっそう効率的にアナモックス反応を進行させることができる。アナモックス菌の使用量は、被処理液の液量、目標とする窒素除去率等に応じて適宜調整すれば良いが、通常は被処理液100重量部に対して40〜60重量部程度の範囲内とすれば良い。
【0030】
アナモックス反応は嫌気条件下で進行することから、被処理液中の溶存酸素濃度を予め調整しておくことが好ましい。すなわち、溶存酸素濃度が高い場合は、予め除去しておくことが望ましい。より具体的には、溶存酸素濃度としては、通常は3mg/L以下とし、特に1〜2mg/L以下とすることが好ましい。これらの調整は、公知の方法に従えば良いが、本発明では攪拌脱気工程で効果的に溶存酸素濃度の上昇が抑制されているので、より確実に溶存酸素濃度の制御を行うことができる。
【0031】
また、アナモックス反応によるNO2−及びNH4+のモル比[NO2−/NH4+]の化学量論比が1.32であることから、アナモックス反応をより効率的に進行させるために被処理液(原水)中の前記モル比を0.8〜2、特に1.2〜1.4の範囲内に調整することが好ましい。
【0032】
被処理液とアナモックス菌とを接触させる条件(すなわち、アナモックス反応の反応条件)は、被処理液の種類、所望の窒素除去率等に応じて適宜設定することができるが、一般的には、被処理液の温度25〜35℃(特に25〜30℃)とし、pH7〜7.7(特に7.2〜7.5)とすることが望ましい。
【0033】
また、本発明において、嫌気処理がアナモックス反応による処理である場合は、嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含むことが望ましい。すなわち、部分亜硝酸化工程を行うことによって、下式のようにアンモニア性窒素の一部が酸化されて亜硝酸を生成させる。
NH3+3O2→2HNO2+2H2O
【0034】
上記のように、部分亜硝酸化により、アンモニア性窒素が亜硝酸になるとともに、溶存酸素が消費されるので溶存酸素濃度の低減化を図ることもできる。部分亜硝酸化工程そのものは公知の部分亜硝酸化工程と同様にすれば良く、例えば好気性のアンモニア酸化細菌を用いて好適に実施することができる。
【0035】
また、本発明では、嫌気処理工程を経て得られた処理済み水(処理水ともいう。)の一部を部分亜硝酸化工程に送ることが好ましい。従来技術では、処理水は生物処理槽の直前に返送されているのに対し、本発明では部分亜硝酸化工程に送ることにより、次のような効果を得ることができる。すなわち、1)部分亜硝酸化工程に供される被処理水の溶存酸素濃度を希釈することができる、2)処理水中に含まれるアルカリ度及び残留無機栄養塩を、部分亜硝酸化工程で用いるアンモニア酸化細菌の栄養として利用することができる、3)前記の従来技術では返送に当たりpH調整が必要であるが、本発明の方法では部分亜硝酸化工程でのpH調整で対応することができる、というメリットがある。このような方法を採用することにより、より効率的な廃水処理に寄与することができる。
【0036】
実施の形態
本発明の好ましい実施の形態について、図面を参照しながら説明する。図1には、本発明の廃水処理方法を実施するための廃水処理装置の一例を示す。この廃水処理装置は、アンモニア性窒素の一部又は全部をアナモックス反応により窒素ガスに変換することにより除去することができる装置である。より具体的には、(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段(図1中「原水槽」)、(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段(図1中「部分亜硝酸化槽」)、(3)部分亜硝酸化工程を経た被処理水中の固形分を除去するための固形分除去手段(図1中「沈殿槽」)、(4)固形分が除去された被処理水に対してアナモックス菌の必須微量栄養素を供給するための栄養素添加手段(図1中「調整槽」)、(5)栄養素が添加された被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段(図1中「生物処理槽」)及び(6)アナモックス反応を経て得られた処理水(処理済み水)を一時的に貯める貯水手段(図1中「処理水槽」)を含む。また、上記装置では、アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインが設けられている。本発明では、これらの各手段は、それぞれ公知又は市販の装置を適宜用いることができる。
【0037】
まず、原水槽に過酸化水素及びアンモニア性窒素を含有する廃水が導入される。原水槽で廃水が攪拌されることにより溶存酸素を酸素ガスとして放散させる。この場合、溶存酸素量を低減させることによって、過酸化水素の自己分解・解離を促し、溶存酸素とともに過酸化水素も除去する。図1の装置では、撹拌羽根による攪拌を行うが、前記の通り、撹拌が可能である限り、窒素エアレーションによる攪拌、超音波による攪拌等も適宜採用することができる。
【0038】
ここで、原水槽における過酸化水素の除去プロセスをより詳細に説明する。原水槽に流入する廃水は、過酸化水素とアンモニア性窒素とを含有している塩基性水溶液である。塩基性条件化において、過酸化水素は下記(1)式のように解離する。
H2O2+OH−←→ H2O+OOH−(塩基性条件化における解離反応)・・・(1)
【0039】
この反応で生成するパーヒドロキシアニオンOOH−は、強力な求核試薬であるため、過酸化水素は、下記(2)式のように自己分解する。
H2O2+OOH−→ O2+H2O+OH−(塩基性条件化における自己分解反応)・・・(2)
【0040】
上記反応による副産物O2が処理液中の溶存酸素濃度を上昇させ、飽和状態の溶存酸素が嫌気性のアナモックス菌の活性を阻害する。ところで、大気中の気体組成は、窒素約80%、酸素約20%であり、大気組成下における飽和溶存酸素量(1atm、蒸留水)は、10℃で10.92mg−O/L、20℃で8.84mg−O/L程度である。しかし、本装置においては、原水槽で50mg−O/L程度の溶存酸素を確認しており、これは、上記反応により酸素過多となった気体組成の下での飽和溶存酸素量であると考えられる。ここで、被処理液を撹拌することにより、飽和状態の溶存酸素を酸素ガスとし大気中に放散して、溶存酸素量を低減できる。
【0041】
次に、酸素の除去により、上記反応(2)が進行し、過酸化水素とパーヒドロキシアニオンが消費される。パーヒドロキシアニオンが消費されることにより、上記反応(1)の平衡が右へ移動し、さらなる過酸化水素の除去が行われる。その結果、被処理液中の溶存酸素量は、大気組成下における飽和溶存酸素量である10mg−O/L程度まで減少する。さらに、生物処理槽に到達するまでに、部分亜硝酸化槽での酸素消費により溶存酸素量は1〜2mg−O/L程度まで減少し、アナモックス菌の活性阻害が有効に回避されることとなる。
【0042】
次に、部分亜硝酸化槽にアンモニア性窒素を含む処理液が導入される。処理液中のアンモニア性窒素の一部が、下式のように好気性のアンモニア酸化細菌により酸化されて亜硝酸となる。
NH3+3O2→2HNO2+2H2O
【0043】
部分亜硝酸化槽に導入する被処理液のアンモニア性窒素が高濃度である場合、一部硝化された亜硝酸もまた高濃度で後段の生物処理槽に流入する。この濃度が、NO2−N<150mg/L程度となると、アナモックス菌は活性阻害を受けるため、希釈を要する。この際、後段の生物処理槽における脱窒後の処理液の一部を前記供給ラインを介して返送することが好ましい。
【0044】
なお、図1にはpH調整のためにNaHCO3を加えているが、Na2CO3等も使用することができ、これらを併用又は単独で使用しても良い。
【0045】
部分亜硝酸化槽からの被処理水は、沈澱(固液分離)槽に導入される。沈殿槽では、被処理水に含まれる固形分(夾雑物)が固液分離により取り除かれる。図1には沈澱槽を示しているが、固液分離できるものであれば限定されず、例えば浮上分離装置、遠心分離装置、膜分離装置等も適宜採用することができる。
【0046】
続いて、沈殿槽から排出された被処理水は調整槽に導入される。調整槽では、アナモックス菌の必須微量栄養素の供給を目的として、Fe/EDTA、KH2PO4及びKHCO3が加えられる。添加量は、被処理水中の組成等に応じて適宜設定することができる。
【0047】
次いで、被処理水は生物処理槽に導入される。生物処理槽において、処理液中のアンモニア性窒素と亜硝酸性窒素が嫌気性の独立栄養性脱窒菌(アナモックス菌)と接触し、アナモックス反応によって窒素ガスに還元される。図1の装置では、上向流式のアナモックス槽を使用しているが、アナモックス菌を保持できる限り、例えば下向流式、複数の槽を連接した直列式等のいずれも採用することができる。また、アナモックス菌は、前記で述べた通り、アナモックス菌からなる塊状物(グラニュール)の状態で使用すれば良い。
【0048】
生物処理槽で処理された処理済み液(処理水)は、いったん処理水槽で保管される。この場合、処理水の一部を部分亜硝酸化槽に返送し、希釈水として用いても良い。一般的に被処理水の返送先は、被処理水の水質の不安定さの懸念から、生物処理槽を周回させると、溶液のpH上昇によるアナモックス菌活性阻害が起きるため、生物処理槽の直前とされているが、この場合は返送先にpH調整槽を別途設ける必要がある。これに対し、本発明では、図1に示すように、被処理水の導入と硝化反応での塩基消費によるpH調整を亜硝酸化層で一括して行うことができる。
【実施例】
【0049】
以下に実施例を示し、本発明の特徴をより具体的に説明する。ただし、本発明の範囲は、実施例に限定されない。
【0050】
実施例1
本発明の攪拌脱気工程で使用される攪拌方法の一例として、攪拌羽根による脱気性能を調べた。半導体製造工場から排出された廃水300L(温度10〜20℃)を用い、直径200mmの2枚パドル翼で構成した攪拌羽根を用い、回転数を変化させて攪拌した場合の溶存酸素濃度の違いを見た。その結果を表1及び図2に示す。なお、表1中の攪拌時間の単位は「hour」である。
【0051】
【表1】
【0052】
これらの結果からも明らかなように、攪拌時間又は回転数によって溶存酸素濃度を制御できることがわかる。特に、回転数を高めることによって、より短時間(85rpmの場合であれば5時間以内)で当初の溶存酸素濃度を50%以下までに低減できることがわかる。
【0053】
実施例2
実施の形態で説明した図1の廃水処理装置を用いて、過酸化水素を含む廃水の処理を実施した。半導体製造工場から排出された廃水(溶存酸素濃度は過飽和状態になったもの)を原水槽に一定の流量で導入した後、原水槽を出た被処理水を部分亜硝酸化槽、沈殿槽、調整槽、生物処理槽及び処理水槽に順次流入させ、実施の形態に示すような条件下にて廃水処理を実施した。被処理水の温度は、原水槽直後は10〜20℃、部分亜硝酸化槽及び生物処理槽は30℃前後に調節した。また、この場合、部分亜硝酸化槽中の被処理水の溶存酸素量が3〜5倍希釈されるように処理水槽の処理水の一部を部分亜硝酸化槽に返送した。原水槽の出口の被処理水中のアンモニア性窒素、亜硝酸性窒素、硝酸性窒素の含有量はそれぞれ1160mg/L、11mg/L、0mg/Lであった。一方、生物処理槽の出口の処理済み水のアンモニア性窒素、亜硝酸性窒素、硝酸性窒素の含有量はそれぞれ1.5mg/L、28mg/L、38mg/Lであった。よって、窒素除去率は94.2%であり、効果的に窒素ガスへの還元が行われていることを確認した。すなわち、攪拌脱気工程がない場合はアナモックス菌の活性が低下し、回復まで相当の時間がかかるのに対し、本発明の方法(装置)ではそのような支障が生じることなく、円滑に処理することができた。
【特許請求の範囲】
【請求項1】
過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法。
【請求項2】
嫌気処理工程が、アナモックス菌によるアナモックス反応を行う工程である、請求項1に記載の廃水処理方法。
【請求項3】
嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含む、請求項1又は2に記載の廃水処理方法。
【請求項4】
嫌気処理工程を経て得られた処理水の一部を部分亜硝酸化工程に送る、請求項3に記載の廃水処理方法。
【請求項5】
廃水中の溶存酸素が過飽和状態にある、請求項1〜4のいずれかに記載の廃水処理方法。
【請求項6】
過酸化水素及びアンモニア性窒素を含む廃水を処理する装置であって、
(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段、
(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段、
(3)部分亜硝酸化工程を経た被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段及び
(4)アナモックス反応を経て得られた処理水を一時的に貯める貯水手段
を含む廃水処理装置。
【請求項7】
アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインをさらに含む、請求項6に記載の廃水処理装置。
【請求項1】
過酸化水素及びアンモニア性窒素を含む廃水を処理する方法であって、(1)嫌気性菌による嫌気処理工程及び(2)前記嫌気処理工程に先立って、前記廃水を攪拌することにより酸素を脱気する攪拌脱気工程を含む廃水処理方法。
【請求項2】
嫌気処理工程が、アナモックス菌によるアナモックス反応を行う工程である、請求項1に記載の廃水処理方法。
【請求項3】
嫌気処理工程前かつ攪拌脱気後において、部分亜硝酸化工程をさらに含む、請求項1又は2に記載の廃水処理方法。
【請求項4】
嫌気処理工程を経て得られた処理水の一部を部分亜硝酸化工程に送る、請求項3に記載の廃水処理方法。
【請求項5】
廃水中の溶存酸素が過飽和状態にある、請求項1〜4のいずれかに記載の廃水処理方法。
【請求項6】
過酸化水素及びアンモニア性窒素を含む廃水を処理する装置であって、
(1)廃水に対して攪拌を施すことにより廃水中の酸素を脱気するための酸素除去手段、
(2)攪拌脱気工程後の被処理水に対して部分亜硝酸化工程を行うための部分亜硝酸化手段、
(3)部分亜硝酸化工程を経た被処理水に対してアナモックス菌によるアナモックス反応を行うための生物処理手段及び
(4)アナモックス反応を経て得られた処理水を一時的に貯める貯水手段
を含む廃水処理装置。
【請求項7】
アナモックス反応を経て得られた処理水又は貯水手段で貯水されている処理水の一部を部分亜硝酸化手段に返送する供給ラインをさらに含む、請求項6に記載の廃水処理装置。
【図1】

【図2】
【図2】
【公開番号】特開2012−236116(P2012−236116A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−104926(P2011−104926)
【出願日】平成23年5月10日(2011.5.10)
【出願人】(000197746)株式会社石垣 (116)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月10日(2011.5.10)
【出願人】(000197746)株式会社石垣 (116)
【Fターム(参考)】
[ Back to top ]