
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化樹脂成形体からなる遠心分離機用ローターの成形方法に関する。
【背景技術】
【0002】
遠心分離機は、種々の密度の材料を分離かつ精製するために、工学、医学、生物学等の分野で一般的に使用されている。そして、遠心分離機は、用途に応じて試験管や沈殿管等が取り付けられ、毎分数千〜数万回転し得るローター(回転体)を有している。かかる遠心分離機用ローターは、軽量で且つ高い遠心力に耐える必要があるので、一般的にチタンやアルミニウム等の軽量な金属、あるいは繊維強化複合材料から作成される。
【0003】
遠心分離機用複合材料製ローターとしては、典型的には、エポキシ樹脂と繊維強化材とからなる複合材料の複数層から作成される。複合材料製ローターは同等の金属ローターよりも強靭かつ軽量であり、これに加え、複合材料製ローターは同等の金属ローターと比較して遠心駆動ユニットに対する負荷を減少することから、遠心分離機を駆動するモーターの寿命が長くなるという利点もある。そして、遠心分離機用ローターを、繊維強化複合材料を用いてレジン・トランスファー成形により作製する方法(例えば、特許文献1)、あるいは、繊維強化樹脂プリプレグを用いてプレス成形する方法(例えば、特許文献2)等が知られている。
【特許文献1】特公表2002−504035号公報
【特許文献2】特開2001−179842号公報
【0004】
遠心分離機のローターは超高速回転に安定的に耐え得るものでなければならないので、各部分でバランスの取れた精密な成形が必要である。しかしながら、繊維強化樹脂プリプレグを用いてプレス成形により遠心分離機のローターを成形する場合には、用いるプリプレグの種類、その組合せ等を色々と工夫しないと、目的とするものが得られないという問題があった。
【0005】
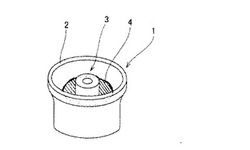
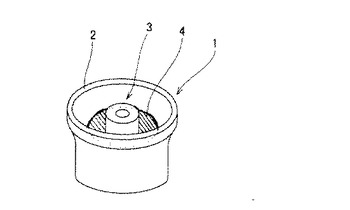
例えば、遠心分離機のローターのような回転体を成形する際、回転体の外周側壁部と底部とのつなぎ目(コーナー部)は、従来は、補強プリプレグをつなぎ目に積層してプレス成形していた。この状態を図面で説明する。図1は、遠心分離機用ローター1の正面斜視図であり、2は外周側壁部、3はセンターボス部、4は底部を示している。遠心分離機用ローター1の、外周側壁部2と底部4のつなぎ目の断面の状態を図2に示した。従来は、図2に示したように、外周側壁部2と底部4のつなぎ目5には、補強プリプレグ6が配置・積層されプレス成形されていた。しかし、かかる従来の成形法では、補強プリプレグは底部、外周側壁部のどちらにも拘束が無いため、プレス成形した際、繊維強化材が流動・蛇行してしまい、強度的に十分な物性が得られないという欠点があった。回転負荷の小さい回転体の場合は、繊維強化材が蛇行していても破壊するまでには到らないものの、大型で回転負荷の大きい回転体の場合には、外周側壁部と底部の繋ぎ目に負荷が集中し破壊にいたるという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、本発明の課題は、超高速回転にも安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、プリプレグの組合せと積層・配置を工夫して、一体成形により簡便に提供することにある。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載された発明は、外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターであって、(1)主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成された外周側壁部と、(2)強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成された底部と、(3)繊維強化樹脂成形体から構成されたセンターボス部を一体的に結合成形してなる遠心分離機用ローターを成形するに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することを特徴とする遠心分離機用ローターの一体成形方法である。
【0008】
請求項2に記載された発明は、センターボス部の少なくとも上端部分は、短繊維がランダムに配向した繊維強化樹脂成形体から構成されることを特徴とする請求項1記載の遠心分離機用ローターの一体成形方法である。
【0009】
そして、請求項3に記載された発明は、短繊維がランダムに配向した繊維強化樹脂成形体として、一方向配列繊維強化材のストランドからなるプリプリグを切断して得られる、チョップドストランド・プリプレグを用いることを特徴とする請求項2記載の遠心分離機用ローターの一体成形方法である。
【発明の効果】
【0010】
本発明によると、以下の説明から明らかになるように、回転体の外周側壁部と底部とのつなぎ目は連続した構造体となっており、プレス成形等に際して繊維強化材の流動・蛇行が抑えられる。また、センターボス部は、主に成形性を重視して、ボス部の上端部分に短繊維をランダムに配向した成形体となっている。そして、これらは一体的に成形されているため、繊維強化材による非常に高い補強効果をもたらすことができる。このように、本発明によると、超高速回転に安定的に耐え得る、繊維強化樹脂プリプレグ製の遠心分離機用ローターを、一体成形により簡便に得ることができる。
【発明を実施するための最良の形態】
【0011】
本発明で対象とする遠心分離機用ローターは、一体的に成形されたものであって、外周側壁部が、主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成され、底部が、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成され、センターボス部が、繊維強化樹脂成形体から構成されるものである。
【0012】
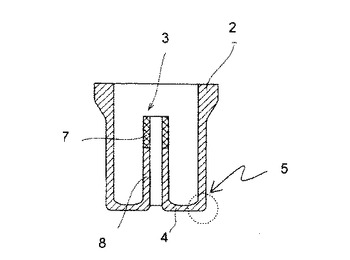
以下、図面を参照しながら本発明について説明する。図3は、本発明の遠心分離機用ローターの断面説明図である。図3において、2は外周側壁部、3はセンターボス部、4は底部、5は外周側壁部と底部とのつなぎ目、7はセンターボス部の上端部分、8はセンターボス部の上端部分以外のボス部を示している。本発明の請求項1記載の発明は、このコーナー部5に関するものである。
【0013】
本発明においては、外周側壁部2が主として、円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されている。本発明において、一方向配列繊維強化材からなる繊維強化樹脂とは、繊維束(ストランド)を平行に一方向に引き揃えシート状とし、これに樹脂を含浸させたプリプレグ(一方向プリプレグ)を意味する。例えば、炭素繊維束の場合には1K〜24Kの束が適当である。かかるプリプレグは、一方向配列繊維強化材の繊維軸が、外周側壁部2の円周方向に一致するように配置する必要がある。外周側壁部には大きな遠心力がかかるので、繊維軸を周方向に配置することによって、大きな遠心力に耐えることができる。このように、本発明において、外周側壁部2は主として、即ち、その主要部分は、円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されている必要があるが、外周側壁部の一部、例えば、外周側壁部のうち内側の部分(バスケットの内表面側)、あるいは、外壁の一部肉厚部分は、強化繊維クロスからなるプリプレグを併用しても良い。
【0014】
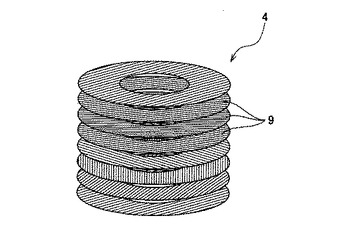
次にこの遠心分離機用ローターの底部4は、図4に示すように、ドーナツ状の繊維強化樹脂シートの積層成形体、即ち、中心部が打抜かれて開口している円盤状のプリプレグ9を複数枚用意し、これらのプリプレグ9の強化繊維の配向方向が円周方向にほぼ等間隔ずれて擬似等方性を有するように積層して成形したものである(図4は強化繊維の配向方向が分かるように誇張して描かれている)。例えば、図4は、一方向プリプレグ(8枚積層)の場合であるが、それぞれのプリプレグ9の強化繊維の配向方向の円周方向のずれは22.5度であって、0°/22.5°/45°/67.5°/90°/112.5°/135°/157.5°の角度で積層配列されている。プリプレグの配向角度や枚数は、特に限定されるものではない。なお経方向と緯方向とが等しい繊維強化織物プリプレグの場合は、0°/45°、0°/30°/60°、あるいは0°/22.5°/45°/67.5°のようにずれた角度で積層しても良い。即ち、強化繊維の配向方向を円周方向にほぼ等間隔にずらすずれ角度は、任意に設定されてよい。なお、複数枚の織物プリプレグ又は一方向プリプレグの積層方向の配列は、必ずしも強化繊維の配向方向が円周方向にほぼ等間隔にずれる順番と一致する必要はない。
【0015】
このように底部4を、織物プリプレグまたは一方向プリプレグを強化繊維の方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層した場合には、半径方向に高い補強効果を有することが可能になり、薄肉でしかも高い表面精度を有する遠心分離機用ローターを提供することが可能になる。このために回転時における遠心力に対して高い抗力を発生することが可能になり、特に高速回転時において、この遠心分離機用ローターの質量等による遠心力を効果的に受け止めることが可能になる。
【0016】
そして、本発明の特徴とするところは、前記のような外周側壁部と底部とセンターボス部とを一体成形を行うに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形するところにある。
【0017】
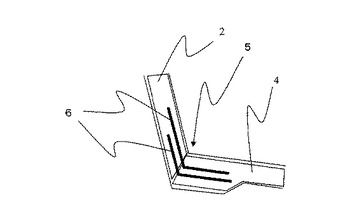
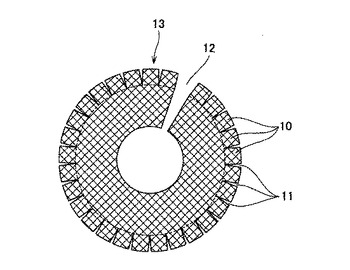
この状態を図で説明する。図5は、遠心分離機用ローターの底部の積層成形体を構成するドーナツ状の繊維強化樹脂シートのうちの、一枚の平面図である。図5において、13は中心部が打抜かれて開口している円盤状のプリプレグであって、半径方向外周側に底部(底部の面積)よりも延出して大きめにカットされたものを示している。図5の破線の内側の部分の円盤状の部分が底部に相当する部分であり、破線の外側の部分が「底部よりも延出して大きめにカットされた延出部分10」である。この延出部分10には、ほぼ等間隔に複数の切り込み11が入れられている。図5では、小さな三角形類似の断片を切り取った切り口11として示されているが、切り込みの形状や個数は特に限定されるものではない。また、本発明のドーナツ状の繊維強化樹脂シートは、場合によっては、図5の12として示したように、円盤の一部が切り取られているものでも良い。かかる形状のものは、底部が平面ではなく、円錐形あるいはロート状の底部を持った遠心分離機用ローターを成形するのに適している。
【0018】
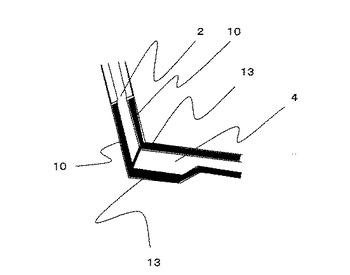
図5に示したような、半径方向外周側に底部よりも延出して大きめにカットされたドーナツ状の繊維強化樹脂シート13(延出部分を有する円盤状のプリプレグ)は、底部を構成するドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部に用いられる。少なくとも、底部を構成する積層体の最外層には用いる必要がある。そして、成形に際しては、図6に示したように、延出部分を有する円盤状のプリプレグ13の切り込みの入った延出部分10を、外周側壁部2の下部に重ねて積層・配置する。そのようにプリプレグを積層・配置した上で、遠心分離機用ローターを一体成形する。
【0019】
本発明において、センターボス部は、繊維強化樹脂成形体から構成される。図3において、センターボス部の上端部分7は、好ましくは、短繊維がランダムに配向した繊維強化樹脂成形体から構成され、センターボス部の上端部分7以外のボス部8は、強化繊維クロス及び/又は一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されていても良い。
【0020】
センターボス部の上端部分7を構成する、短繊維をランダムに配向した繊維強化樹脂成形体としては、一方向配列繊維強化材のストランドからなるプリプレグを切断した、チョップドストランド・プリプレグを成形したものが好ましい。チョップドストランド・プリプレグとは、樹脂をマトリックスとした一方向配列ストランド(繊維束)を、例えば、25mmから50mm程度の繊維長に切断した小片のプリプレグである。一体成形に際しては、センターボス部の上端部分7に配置された、短繊維がランダムに配向したチョップドストランド・プリプレグが、流動性があるためにいわゆる押し代の役目を果たし、精密な成形加工が可能となるのである。
【0021】
強化繊維クロスからなる繊維強化樹脂成形体は、強化繊維クロスのプリプレグを用いて成形されたものであり、強化繊維クロスとしては、例えば、平織、綾織、朱子織等の経糸と緯糸から構成されるものの他、繊維束を一方向に引き揃えシート状とし、これを直角方向にステッチ糸で縫合した一軸織物、一方向に引き揃えたシート状物を角度を変えて複数積層し、これを直角方向にステッチ糸で縫合した多軸織物等が挙げられる。
【0022】
本発明においては、外周側壁部と底部とセンターボス部が互いに一体的に結合成形される。成形方法としては、通常の、金型等の成形型を用いて、通常の条件で、オートクレーブ成形、ホットプレス成形等を採用できる。
【0023】
本発明における繊維強化材としては、特に制限はなく、一般に繊維強化樹脂複合材料における強化繊維として使用されるものであってよい。具体的には、無機繊維、有機繊維、金属繊維、金属被覆繊維またはそれらの混合から成り、無機繊維としては炭素繊維、黒鉛繊維、炭化珪素繊維、アルミナ繊維、タングステンカーバイト繊維、ボロン繊維、ガラス繊維等が用いられてよい。有機繊維の場合にはアラミド繊維、高密度ポリエチレン繊維、ナイロン繊維、ポリエステル繊維等の有機繊維が挙げられる。本発明においては、比強度および比弾性率が高い炭素繊維あるいは黒鉛繊維が好ましい。
【0024】
本発明において、強化繊維を一方向に引揃えた繊維シートあるいは強化繊維クロスに含浸されるマトリックス樹脂としては、熱硬化性樹脂又は熱可塑性樹脂がある。熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂から選ばれる樹脂がある。これらは1種又は2種以上の混合物として用いることもできる。熱可塑性樹脂としては、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミドイミドがある。これらの樹脂は、2種以上併用しても良い。
【0025】
本発明においては、前記したように、外周側壁部と底部とがつなぎ目(コーナ部)も含めて、一体的に連結して成形されているために、つなぎ目が高い強度をもつようになり、遠心力によってこのつなぎ目が分離破壊することがない。
【0026】
本発明の遠心分離機用ローターは、その外周側壁部の外周面上であってその上端側に、バランス調整部(肉厚の部分)を設けても良く、あるいはまた、底部の底面であってその外周側の部分にバランス調整部等を設けることもできる。これらのバランス調整部は、その部分に肉盛りを行なったり、チョップド・ストランドプリプレグや一方向プリプレグ、あるいは織物プリプレグ等を充填して積層するようにして形成することができる。
【実施例】
【0027】
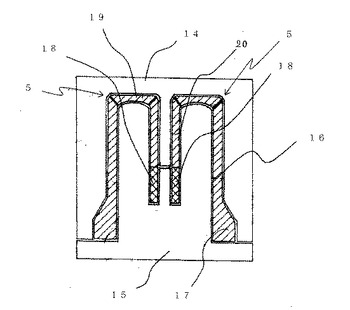
以下、実施例により本発明を詳述する。図3にその断面を示すような遠心分離機用ローターを、図7にその断面を示したような、上型14と下型15らなる分割型の金型を用いて作成した例を示す。なお、図7では、図3のローターが逆さまの状態で成形される様子を示している。
【0028】
ローターの外周側壁部を形成する図7に示す下型15の16の部分には、一方向配列繊維強化材からなるプリプレグとして、一方向配列炭素繊維束(12Kのストランド)とエポキシ樹脂からなるプリプレグを、10枚積層して配置した。そして、肉厚の部分17では、前記10枚の積層体に、更に同じプリプレグを10枚プラスして配置した。なお、プラスして配置するものは、強化繊維クロスからなるプリプレグであっても良い。配置に際しては、一方向配列繊維強化材の繊維軸が、外周側壁部の円周方向に一致するように配置した。
【0029】
図7において、ローターのボス部分を形成する下型15の溝18には、一方向配列繊維強化材のストランドを切断したチョップドストランド・プリプレグを投入・充填した。チョップドストランド・プリプレグとしては、以下のものを用いた。即ち、炭素繊維HTA−12K(800tex、12,000本のストランド、東邦テナックス社製)を使用し、この長繊維を一方向に配向し汎用エポキシ樹脂を含浸させた炭素繊維ストランド・プリプレグ(樹脂含有率:40%、目付40g/m2 )を、ギロチン方式の裁断機を用いて長さ25mmに裁断したものを用いた。
【0030】
センターボス部の上端部分以外のボス部を形成する20の部分には、強化繊維クロスからなるプリプレグを配置した。強化繊維クロスからなるプリプレグとしては、炭素繊維HTA3K(東邦テナックス社製、汎用グレードの炭素繊維、3000フィラメント)を経糸緯糸とした平織物(東邦テナックス社製、W−3101)に、汎用エポキシ樹脂を含浸させたものを用いた(樹脂含有率:40%)。このプリプレグを5枚、積層パターンが(0/90)、(±45)、(30/120)、(±45)、(0/90)となる様に積層して配置した。
【0031】
次いで、図7において、ローターの底部を形成する下型の19の部分には、図4に示したような、ドーナツ状の繊維強化樹脂シートの積層成形体、即ち、中心部が打抜かれて開口している円盤状のプリプレグ9を8枚用意し、これらのプリプレグの強化繊維の配向方向が円周方向にほぼ等間隔にずれて擬似等方性を有するようにしたものを用いた。但し、この際、最外層と最内層の各一枚のプリプレグは、図5に示したように、底部よりも約30mm延出して大きめにカットし、この延出部分に図5に示したように、29個の切り込みを入れたものを用い、この延出部分を、前記ローターの外周側壁部を形成する一方向配列繊維強化材からなるプリプレグに、重ねて配置した(図6参照)。なお、プリプレグとしては、前記ローターの外周側壁部を形成する一方向配列繊維強化材からなるプリプレグと同じものを用い、それぞれのプリプレグの強化繊維の配向方向の円周方向のずれが22.5度となるように、0°/22.5°/45°/67.5°/90°/112.5°/135°/157.5°の角度で積層配列して用いた。
【0032】
その後、上型14をかぶせ、ホットプレスにて圧力80〜100kgf/cm2、温度130℃で2時間加熱硬化せしめ、その後冷却、脱形して断面が図3に示した形状を有する遠心分離機用ローターが得られた。得られた遠心分離機用ローターは、超高速回転に安定的に耐え得る、軽量でかつ機械的強度に非常に優れたものであった。
【図面の簡単な説明】
【0033】
【図1】遠心分離機用ローターの正面斜視図である。
【図2】従来の回転体の外周側壁部と底部とのつなぎ目の状態を示す図である。
【図3】遠心分離機用ローターの、断面説明図である。
【図4】遠心分離機用ローターの底部を形成する、ドーナツ状の繊維強化樹脂シートの積層成形体の積層状態を示す図である。
【図5】本発明のドーナツ状の繊維強化樹脂シートの形状を示す図である。
【図6】本発明における外周側壁部と底部とのつなぎ目の状態を示す図である。
【図7】本発明の遠心分離機用ローターを、上下分割型の金型を用いて成形する際の説明図である。
【符号の説明】
【0034】
1:遠心分離機用ローター
2:外周側壁部
3:センターボス部
4:底部
5:つなぎ目(コーナー部)
6:補強プリプレグ
7:センターボス部の上端部分
9:円盤状のプリプレグ
10:延出部分
11:切り込み
13:本発明の延出部分を有する円盤状のプリプレグ
14:上型
15:下型
18:ボス部を形成する下型の溝
19:底部を形成する下型の部分
【技術分野】
【0001】
本発明は、繊維強化樹脂成形体からなる遠心分離機用ローターの成形方法に関する。
【背景技術】
【0002】
遠心分離機は、種々の密度の材料を分離かつ精製するために、工学、医学、生物学等の分野で一般的に使用されている。そして、遠心分離機は、用途に応じて試験管や沈殿管等が取り付けられ、毎分数千〜数万回転し得るローター(回転体)を有している。かかる遠心分離機用ローターは、軽量で且つ高い遠心力に耐える必要があるので、一般的にチタンやアルミニウム等の軽量な金属、あるいは繊維強化複合材料から作成される。
【0003】
遠心分離機用複合材料製ローターとしては、典型的には、エポキシ樹脂と繊維強化材とからなる複合材料の複数層から作成される。複合材料製ローターは同等の金属ローターよりも強靭かつ軽量であり、これに加え、複合材料製ローターは同等の金属ローターと比較して遠心駆動ユニットに対する負荷を減少することから、遠心分離機を駆動するモーターの寿命が長くなるという利点もある。そして、遠心分離機用ローターを、繊維強化複合材料を用いてレジン・トランスファー成形により作製する方法(例えば、特許文献1)、あるいは、繊維強化樹脂プリプレグを用いてプレス成形する方法(例えば、特許文献2)等が知られている。
【特許文献1】特公表2002−504035号公報
【特許文献2】特開2001−179842号公報
【0004】
遠心分離機のローターは超高速回転に安定的に耐え得るものでなければならないので、各部分でバランスの取れた精密な成形が必要である。しかしながら、繊維強化樹脂プリプレグを用いてプレス成形により遠心分離機のローターを成形する場合には、用いるプリプレグの種類、その組合せ等を色々と工夫しないと、目的とするものが得られないという問題があった。
【0005】
例えば、遠心分離機のローターのような回転体を成形する際、回転体の外周側壁部と底部とのつなぎ目(コーナー部)は、従来は、補強プリプレグをつなぎ目に積層してプレス成形していた。この状態を図面で説明する。図1は、遠心分離機用ローター1の正面斜視図であり、2は外周側壁部、3はセンターボス部、4は底部を示している。遠心分離機用ローター1の、外周側壁部2と底部4のつなぎ目の断面の状態を図2に示した。従来は、図2に示したように、外周側壁部2と底部4のつなぎ目5には、補強プリプレグ6が配置・積層されプレス成形されていた。しかし、かかる従来の成形法では、補強プリプレグは底部、外周側壁部のどちらにも拘束が無いため、プレス成形した際、繊維強化材が流動・蛇行してしまい、強度的に十分な物性が得られないという欠点があった。回転負荷の小さい回転体の場合は、繊維強化材が蛇行していても破壊するまでには到らないものの、大型で回転負荷の大きい回転体の場合には、外周側壁部と底部の繋ぎ目に負荷が集中し破壊にいたるという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
従って、本発明の課題は、超高速回転にも安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、プリプレグの組合せと積層・配置を工夫して、一体成形により簡便に提供することにある。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載された発明は、外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターであって、(1)主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成された外周側壁部と、(2)強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成された底部と、(3)繊維強化樹脂成形体から構成されたセンターボス部を一体的に結合成形してなる遠心分離機用ローターを成形するに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することを特徴とする遠心分離機用ローターの一体成形方法である。
【0008】
請求項2に記載された発明は、センターボス部の少なくとも上端部分は、短繊維がランダムに配向した繊維強化樹脂成形体から構成されることを特徴とする請求項1記載の遠心分離機用ローターの一体成形方法である。
【0009】
そして、請求項3に記載された発明は、短繊維がランダムに配向した繊維強化樹脂成形体として、一方向配列繊維強化材のストランドからなるプリプリグを切断して得られる、チョップドストランド・プリプレグを用いることを特徴とする請求項2記載の遠心分離機用ローターの一体成形方法である。
【発明の効果】
【0010】
本発明によると、以下の説明から明らかになるように、回転体の外周側壁部と底部とのつなぎ目は連続した構造体となっており、プレス成形等に際して繊維強化材の流動・蛇行が抑えられる。また、センターボス部は、主に成形性を重視して、ボス部の上端部分に短繊維をランダムに配向した成形体となっている。そして、これらは一体的に成形されているため、繊維強化材による非常に高い補強効果をもたらすことができる。このように、本発明によると、超高速回転に安定的に耐え得る、繊維強化樹脂プリプレグ製の遠心分離機用ローターを、一体成形により簡便に得ることができる。
【発明を実施するための最良の形態】
【0011】
本発明で対象とする遠心分離機用ローターは、一体的に成形されたものであって、外周側壁部が、主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成され、底部が、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成され、センターボス部が、繊維強化樹脂成形体から構成されるものである。
【0012】
以下、図面を参照しながら本発明について説明する。図3は、本発明の遠心分離機用ローターの断面説明図である。図3において、2は外周側壁部、3はセンターボス部、4は底部、5は外周側壁部と底部とのつなぎ目、7はセンターボス部の上端部分、8はセンターボス部の上端部分以外のボス部を示している。本発明の請求項1記載の発明は、このコーナー部5に関するものである。
【0013】
本発明においては、外周側壁部2が主として、円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されている。本発明において、一方向配列繊維強化材からなる繊維強化樹脂とは、繊維束(ストランド)を平行に一方向に引き揃えシート状とし、これに樹脂を含浸させたプリプレグ(一方向プリプレグ)を意味する。例えば、炭素繊維束の場合には1K〜24Kの束が適当である。かかるプリプレグは、一方向配列繊維強化材の繊維軸が、外周側壁部2の円周方向に一致するように配置する必要がある。外周側壁部には大きな遠心力がかかるので、繊維軸を周方向に配置することによって、大きな遠心力に耐えることができる。このように、本発明において、外周側壁部2は主として、即ち、その主要部分は、円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されている必要があるが、外周側壁部の一部、例えば、外周側壁部のうち内側の部分(バスケットの内表面側)、あるいは、外壁の一部肉厚部分は、強化繊維クロスからなるプリプレグを併用しても良い。
【0014】
次にこの遠心分離機用ローターの底部4は、図4に示すように、ドーナツ状の繊維強化樹脂シートの積層成形体、即ち、中心部が打抜かれて開口している円盤状のプリプレグ9を複数枚用意し、これらのプリプレグ9の強化繊維の配向方向が円周方向にほぼ等間隔ずれて擬似等方性を有するように積層して成形したものである(図4は強化繊維の配向方向が分かるように誇張して描かれている)。例えば、図4は、一方向プリプレグ(8枚積層)の場合であるが、それぞれのプリプレグ9の強化繊維の配向方向の円周方向のずれは22.5度であって、0°/22.5°/45°/67.5°/90°/112.5°/135°/157.5°の角度で積層配列されている。プリプレグの配向角度や枚数は、特に限定されるものではない。なお経方向と緯方向とが等しい繊維強化織物プリプレグの場合は、0°/45°、0°/30°/60°、あるいは0°/22.5°/45°/67.5°のようにずれた角度で積層しても良い。即ち、強化繊維の配向方向を円周方向にほぼ等間隔にずらすずれ角度は、任意に設定されてよい。なお、複数枚の織物プリプレグ又は一方向プリプレグの積層方向の配列は、必ずしも強化繊維の配向方向が円周方向にほぼ等間隔にずれる順番と一致する必要はない。
【0015】
このように底部4を、織物プリプレグまたは一方向プリプレグを強化繊維の方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層した場合には、半径方向に高い補強効果を有することが可能になり、薄肉でしかも高い表面精度を有する遠心分離機用ローターを提供することが可能になる。このために回転時における遠心力に対して高い抗力を発生することが可能になり、特に高速回転時において、この遠心分離機用ローターの質量等による遠心力を効果的に受け止めることが可能になる。
【0016】
そして、本発明の特徴とするところは、前記のような外周側壁部と底部とセンターボス部とを一体成形を行うに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形するところにある。
【0017】
この状態を図で説明する。図5は、遠心分離機用ローターの底部の積層成形体を構成するドーナツ状の繊維強化樹脂シートのうちの、一枚の平面図である。図5において、13は中心部が打抜かれて開口している円盤状のプリプレグであって、半径方向外周側に底部(底部の面積)よりも延出して大きめにカットされたものを示している。図5の破線の内側の部分の円盤状の部分が底部に相当する部分であり、破線の外側の部分が「底部よりも延出して大きめにカットされた延出部分10」である。この延出部分10には、ほぼ等間隔に複数の切り込み11が入れられている。図5では、小さな三角形類似の断片を切り取った切り口11として示されているが、切り込みの形状や個数は特に限定されるものではない。また、本発明のドーナツ状の繊維強化樹脂シートは、場合によっては、図5の12として示したように、円盤の一部が切り取られているものでも良い。かかる形状のものは、底部が平面ではなく、円錐形あるいはロート状の底部を持った遠心分離機用ローターを成形するのに適している。
【0018】
図5に示したような、半径方向外周側に底部よりも延出して大きめにカットされたドーナツ状の繊維強化樹脂シート13(延出部分を有する円盤状のプリプレグ)は、底部を構成するドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部に用いられる。少なくとも、底部を構成する積層体の最外層には用いる必要がある。そして、成形に際しては、図6に示したように、延出部分を有する円盤状のプリプレグ13の切り込みの入った延出部分10を、外周側壁部2の下部に重ねて積層・配置する。そのようにプリプレグを積層・配置した上で、遠心分離機用ローターを一体成形する。
【0019】
本発明において、センターボス部は、繊維強化樹脂成形体から構成される。図3において、センターボス部の上端部分7は、好ましくは、短繊維がランダムに配向した繊維強化樹脂成形体から構成され、センターボス部の上端部分7以外のボス部8は、強化繊維クロス及び/又は一方向配列繊維強化材からなる繊維強化樹脂成形体から構成されていても良い。
【0020】
センターボス部の上端部分7を構成する、短繊維をランダムに配向した繊維強化樹脂成形体としては、一方向配列繊維強化材のストランドからなるプリプレグを切断した、チョップドストランド・プリプレグを成形したものが好ましい。チョップドストランド・プリプレグとは、樹脂をマトリックスとした一方向配列ストランド(繊維束)を、例えば、25mmから50mm程度の繊維長に切断した小片のプリプレグである。一体成形に際しては、センターボス部の上端部分7に配置された、短繊維がランダムに配向したチョップドストランド・プリプレグが、流動性があるためにいわゆる押し代の役目を果たし、精密な成形加工が可能となるのである。
【0021】
強化繊維クロスからなる繊維強化樹脂成形体は、強化繊維クロスのプリプレグを用いて成形されたものであり、強化繊維クロスとしては、例えば、平織、綾織、朱子織等の経糸と緯糸から構成されるものの他、繊維束を一方向に引き揃えシート状とし、これを直角方向にステッチ糸で縫合した一軸織物、一方向に引き揃えたシート状物を角度を変えて複数積層し、これを直角方向にステッチ糸で縫合した多軸織物等が挙げられる。
【0022】
本発明においては、外周側壁部と底部とセンターボス部が互いに一体的に結合成形される。成形方法としては、通常の、金型等の成形型を用いて、通常の条件で、オートクレーブ成形、ホットプレス成形等を採用できる。
【0023】
本発明における繊維強化材としては、特に制限はなく、一般に繊維強化樹脂複合材料における強化繊維として使用されるものであってよい。具体的には、無機繊維、有機繊維、金属繊維、金属被覆繊維またはそれらの混合から成り、無機繊維としては炭素繊維、黒鉛繊維、炭化珪素繊維、アルミナ繊維、タングステンカーバイト繊維、ボロン繊維、ガラス繊維等が用いられてよい。有機繊維の場合にはアラミド繊維、高密度ポリエチレン繊維、ナイロン繊維、ポリエステル繊維等の有機繊維が挙げられる。本発明においては、比強度および比弾性率が高い炭素繊維あるいは黒鉛繊維が好ましい。
【0024】
本発明において、強化繊維を一方向に引揃えた繊維シートあるいは強化繊維クロスに含浸されるマトリックス樹脂としては、熱硬化性樹脂又は熱可塑性樹脂がある。熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂から選ばれる樹脂がある。これらは1種又は2種以上の混合物として用いることもできる。熱可塑性樹脂としては、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミドイミドがある。これらの樹脂は、2種以上併用しても良い。
【0025】
本発明においては、前記したように、外周側壁部と底部とがつなぎ目(コーナ部)も含めて、一体的に連結して成形されているために、つなぎ目が高い強度をもつようになり、遠心力によってこのつなぎ目が分離破壊することがない。
【0026】
本発明の遠心分離機用ローターは、その外周側壁部の外周面上であってその上端側に、バランス調整部(肉厚の部分)を設けても良く、あるいはまた、底部の底面であってその外周側の部分にバランス調整部等を設けることもできる。これらのバランス調整部は、その部分に肉盛りを行なったり、チョップド・ストランドプリプレグや一方向プリプレグ、あるいは織物プリプレグ等を充填して積層するようにして形成することができる。
【実施例】
【0027】
以下、実施例により本発明を詳述する。図3にその断面を示すような遠心分離機用ローターを、図7にその断面を示したような、上型14と下型15らなる分割型の金型を用いて作成した例を示す。なお、図7では、図3のローターが逆さまの状態で成形される様子を示している。
【0028】
ローターの外周側壁部を形成する図7に示す下型15の16の部分には、一方向配列繊維強化材からなるプリプレグとして、一方向配列炭素繊維束(12Kのストランド)とエポキシ樹脂からなるプリプレグを、10枚積層して配置した。そして、肉厚の部分17では、前記10枚の積層体に、更に同じプリプレグを10枚プラスして配置した。なお、プラスして配置するものは、強化繊維クロスからなるプリプレグであっても良い。配置に際しては、一方向配列繊維強化材の繊維軸が、外周側壁部の円周方向に一致するように配置した。
【0029】
図7において、ローターのボス部分を形成する下型15の溝18には、一方向配列繊維強化材のストランドを切断したチョップドストランド・プリプレグを投入・充填した。チョップドストランド・プリプレグとしては、以下のものを用いた。即ち、炭素繊維HTA−12K(800tex、12,000本のストランド、東邦テナックス社製)を使用し、この長繊維を一方向に配向し汎用エポキシ樹脂を含浸させた炭素繊維ストランド・プリプレグ(樹脂含有率:40%、目付40g/m2 )を、ギロチン方式の裁断機を用いて長さ25mmに裁断したものを用いた。
【0030】
センターボス部の上端部分以外のボス部を形成する20の部分には、強化繊維クロスからなるプリプレグを配置した。強化繊維クロスからなるプリプレグとしては、炭素繊維HTA3K(東邦テナックス社製、汎用グレードの炭素繊維、3000フィラメント)を経糸緯糸とした平織物(東邦テナックス社製、W−3101)に、汎用エポキシ樹脂を含浸させたものを用いた(樹脂含有率:40%)。このプリプレグを5枚、積層パターンが(0/90)、(±45)、(30/120)、(±45)、(0/90)となる様に積層して配置した。
【0031】
次いで、図7において、ローターの底部を形成する下型の19の部分には、図4に示したような、ドーナツ状の繊維強化樹脂シートの積層成形体、即ち、中心部が打抜かれて開口している円盤状のプリプレグ9を8枚用意し、これらのプリプレグの強化繊維の配向方向が円周方向にほぼ等間隔にずれて擬似等方性を有するようにしたものを用いた。但し、この際、最外層と最内層の各一枚のプリプレグは、図5に示したように、底部よりも約30mm延出して大きめにカットし、この延出部分に図5に示したように、29個の切り込みを入れたものを用い、この延出部分を、前記ローターの外周側壁部を形成する一方向配列繊維強化材からなるプリプレグに、重ねて配置した(図6参照)。なお、プリプレグとしては、前記ローターの外周側壁部を形成する一方向配列繊維強化材からなるプリプレグと同じものを用い、それぞれのプリプレグの強化繊維の配向方向の円周方向のずれが22.5度となるように、0°/22.5°/45°/67.5°/90°/112.5°/135°/157.5°の角度で積層配列して用いた。
【0032】
その後、上型14をかぶせ、ホットプレスにて圧力80〜100kgf/cm2、温度130℃で2時間加熱硬化せしめ、その後冷却、脱形して断面が図3に示した形状を有する遠心分離機用ローターが得られた。得られた遠心分離機用ローターは、超高速回転に安定的に耐え得る、軽量でかつ機械的強度に非常に優れたものであった。
【図面の簡単な説明】
【0033】
【図1】遠心分離機用ローターの正面斜視図である。
【図2】従来の回転体の外周側壁部と底部とのつなぎ目の状態を示す図である。
【図3】遠心分離機用ローターの、断面説明図である。
【図4】遠心分離機用ローターの底部を形成する、ドーナツ状の繊維強化樹脂シートの積層成形体の積層状態を示す図である。
【図5】本発明のドーナツ状の繊維強化樹脂シートの形状を示す図である。
【図6】本発明における外周側壁部と底部とのつなぎ目の状態を示す図である。
【図7】本発明の遠心分離機用ローターを、上下分割型の金型を用いて成形する際の説明図である。
【符号の説明】
【0034】
1:遠心分離機用ローター
2:外周側壁部
3:センターボス部
4:底部
5:つなぎ目(コーナー部)
6:補強プリプレグ
7:センターボス部の上端部分
9:円盤状のプリプレグ
10:延出部分
11:切り込み
13:本発明の延出部分を有する円盤状のプリプレグ
14:上型
15:下型
18:ボス部を形成する下型の溝
19:底部を形成する下型の部分
【特許請求の範囲】
【請求項1】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターであって、(1)主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成された外周側壁部と、(2)強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成された底部と、(3)繊維強化樹脂成形体から構成されたセンターボス部を一体的に結合成形してなる遠心分離機用ローターを成形するに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、該延出部分にほぼ等間隔に複数の切り込みを入れ、該切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することを特徴とする遠心分離機用ローターの一体成形方法。
【請求項2】
センターボス部の少なくとも上端部分は、短繊維がランダムに配向した繊維強化樹脂成形体から構成されることを特徴とする請求項1記載の遠心分離機用ローターの一体成形方法。
【請求項3】
短繊維がランダムに配向した繊維強化樹脂成形体として、一方向配列繊維強化材のストランドからなるプリプリグを切断して得られる、チョップドストランド・プリプレグを用いることを特徴とする請求項2記載の遠心分離機用ローターの一体成形方法。
【請求項1】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターであって、(1)主として円周方向に強化繊維が配向した一方向配列繊維強化材からなる繊維強化樹脂成形体から構成された外周側壁部と、(2)強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層成形体から構成された底部と、(3)繊維強化樹脂成形体から構成されたセンターボス部を一体的に結合成形してなる遠心分離機用ローターを成形するに際し、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、該延出部分にほぼ等間隔に複数の切り込みを入れ、該切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することを特徴とする遠心分離機用ローターの一体成形方法。
【請求項2】
センターボス部の少なくとも上端部分は、短繊維がランダムに配向した繊維強化樹脂成形体から構成されることを特徴とする請求項1記載の遠心分離機用ローターの一体成形方法。
【請求項3】
短繊維がランダムに配向した繊維強化樹脂成形体として、一方向配列繊維強化材のストランドからなるプリプリグを切断して得られる、チョップドストランド・プリプレグを用いることを特徴とする請求項2記載の遠心分離機用ローターの一体成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−216491(P2007−216491A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−39057(P2006−39057)
【出願日】平成18年2月16日(2006.2.16)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年2月16日(2006.2.16)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]