
遮光性シュリンクフィルム
【課題】遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができる遮光性シュリンクフィルムの提供。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、熱収縮性合成樹脂フィルムとを備える遮光性シュリンクフィルムである。
【解決手段】結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、熱収縮性合成樹脂フィルムとを備える遮光性シュリンクフィルムである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性合成樹脂フィルムと、内部に空洞を含有する結晶性高分子フィルムとを備える遮光性シュリンクフィルムに関する。
【背景技術】
【0002】
従来、乳・乳飲料、ビール、ビタミン飲料、ジュ−ス、炭酸飲料、水、お茶等の飲料水、あるいは、オイル、調味料、その他種々の液状食品を充填包装するために、種々の形態からなるプラスチック製ボトル、ガラス瓶、金属缶等(以下「容器」という)が開発されている。而して、これらの容器の表面に、容器の保護、結束、ラベル貼り等の目的で、上記容器の口部、肩部、胴部等の一部または全部を迅速に被覆、あるいは、結束する包装材料として、シュリンクフィルムが、知られている。
シュリンクフィルムの包装方法としては、例えば、筒状、若しくは、袋状のフィルムに少し余裕を持たせて一次包装した後、熱風、スチーム等によって該フィルムを容器外周面にシュリンクさせる方法が知られている。また、フィルムをある程度緊張状態で包装し、フィルムの端を容器の底部に折り込んで、該折り込み部をフィルム同士の自己密着力または熱融着により一次包装した後、シュリンク処理させてフィルムの弛みやシワを除去するストレッチシュリンク等の方法が知られている。
シュリンク包装は、角状、丸状、ひょうたん状等のあらゆる形状の容器にフィットすることができるため、容器形状の選択を広くとることができるものである。また、シュリンクフィルムと容器を直接接着していないため、容器と完全に分離することもできるものである。このため、環境面においても、リサイクルの観点から、容器と分別可能なシュリンクフィルムは、今後益々需要の拡大が期待される。シュリンク包装としては、これらの容器の全面、密封する部分に、無色のシュリンクフィルムや、商品名、製造業者名、内容物、デザインを表示する機能を付加するために、印刷を施したシュリンクフィルムで容器を包装することも行われている。また、ビール等の遮光性を必要とする内容物を外部光より遮断するために、着色のシュリンクフィルムを用いることによって、遮光性の機能を付加したシュリンクフィルムで容器全体を包装することも行われている。
【0003】
シュリンクフィルムに遮光性を付与する技術として、例えば、シュリンクフィルムに金属(アルミニウム等)の薄膜層を積層すること(特許文献1参照)、シュリンクフィルムにアルミペーストを含有する白色インキ層を積層すること(特許文献2参照)、紫外線吸収剤を含むシュリンクフィルムに酸化チタンを含有する遮光性粘着剤を積層すること(特許文献3参照)等がある。これらの技術は、シュリンクフィルムに、顔料、染料、金属、無機粒子等を含有する層を有する遮光材層を積層することによって遮光性を付与したものであり、簡易な構成のものでないため、リサイクルが困難であった。また、これらの遮光性が付与された積層体は、容器の内容物の保存性を向上するために必要な断熱性を有するものではなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−200965号公報
【特許文献2】特開2003−200966号公報
【特許文献3】特開2007−83518号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができる遮光性シュリンクフィルムを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明者らは鋭意検討した結果、以下のような知見を得た。即ち、PBT(ポリブチレンテレフタレート)、PHT(ポリヘキサメチレンテレフタレート)、PBS(ポリブチレンサクシネート)の等の結晶性を有するポリマーからなるポリマー成形体(ポリマーフィルム)を2〜8倍高速延伸すると、空洞含有フィルムになり、前記高速延伸されたフィルム(空洞含有フィルム)は、150℃の熱収縮率が、第1の方向において10%以上、前記第1の方向と直交する第2の方向において5%以下となり、また、ポリマー層(屈折率約1.55)と空気(空洞)層(屈折率1)からなる空洞含有(多重層(数十層))構造をとっており、紫外領域を含む広い波長範囲(300nm〜780nm)において低い透過率(5%以下)を示すという知見である。この低い透過率(高い反射率)は、前記多重層間の構造的な光干渉による。
【0007】
本発明は、本発明者らによる前記知見に基づくものであり、前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、
[但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。]
熱収縮性合成樹脂フィルムとを備えることを特徴とする遮光性シュリンクフィルムである。
<2> 熱収縮性合成樹脂フィルムと結晶性高分子フィルムとは、熱収縮率の差が5%以下である前記<1>に記載の遮光性シュリンクフィルムである。
<3> 波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下である前記<1>から<2>のいずれかに記載の遮光性シュリンクフィルムである。
【発明の効果】
【0008】
本発明によると、従来における諸問題を解決することができ、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができる遮光性シュリンクフィルムを提供することができる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明の遮光性シュリンクフィルムにおける結晶性高分子フィルムの製造方法の一例を示す図であって、二軸延伸フィルム製造装置のフロー図である。
【図2A】図2Aは、アスペクト比を具体的に説明するための図であって、結晶性高分子フィルムの斜視図である。
【図2B】図2Bは、アスペクト比を具体的に説明するための図であって、図2Aにおける結晶性高分子フィルムのA−A’断面図である。
【図2C】図2Cは、アスペクト比を具体的に説明するための図であって、図2Aにおける結晶性高分子フィルムのB−B’断面図である。
【図2D】図2Dは、フィルム表面から最も近くに位置する10個の空洞の、フィルム表面からの距離を測定する方法を説明するための図であって、図2AにおけるA−A’断面図である。
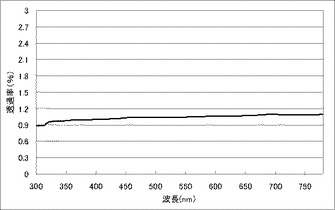
【図3】図3は、実施例1の遮光性シュリンクフィルムについて透過率を評価した結果を示す図である。
【発明を実施するための形態】
【0010】
(遮光性シュリンクフィルム)
本発明の遮光性シュリンクフィルムは、熱収縮性合成樹脂フィルムと、結晶性を有するポリマーからなり、内部に空洞を含有する結晶性高分子フィルムとを備える。即ち、遮光性シュリンクフィルムは、熱収縮性合成樹脂フィルム(シュリンク層)と、結晶性高分子フィルム(遮光層)との積層構造により構成されている。
シュリンク層と遮光層との組合せとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、シュリンク層としてPET(ポリエチレンテレフタレート)を使用し、遮光層として内部に空洞を有するPP(ポリプロピレン)を使用すると、断熱性がよくなると同時に、透湿性を改良され、また、シュリンク層としてPP(ポリプロピレン)を使用し、遮光層として内部に空洞を有するPBT(ポリブチレンテレフタレート)を使用すると、断熱性がよくなると同時に、酸素遮断性も改良される。
【0011】
<熱収縮性合成樹脂フィルム>
前記熱収縮性合成樹脂フィルムとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、熱収縮性のポリエチレンテレフタレートフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、環状ポリオレフィンフィルム、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体等の樹脂から製膜されたポリオレフィン系フィルム、塩素化ポリエチレン,塩素化ポリプロピレンなどの樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル−酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂系フィルム等が挙げられる。また、前記熱収縮性合成樹脂フィルムとしては、顔料等の着色剤で透明あるいは不透明に着色されたものであってもよい。また、前記熱収縮性合成樹脂フィルムとしては、1軸方向、あるいは、2軸方向に延伸した延伸フィルムのいずれのものでも使用することができる。
【0012】
また、熱収縮性合成樹脂フィルムには、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を添加してもよい。熱収縮性合成樹脂フィルムの表面には、印刷性を向上させるため、コロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0013】
<結晶性高分子フィルム>
前記結晶性高分子フィルムとしては、結晶性を有するポリマーからなり、内部に空洞を含有するものであれば、特に制限はなく、目的に応じて適宜選択することができるが、前記熱収縮性合成樹脂フィルムと積層して遮光性シュリンクフィルムとしたときに、剥がれたり皺ができたりするのを防止すべく、前記熱収縮性合成樹脂フィルムとの熱収縮率差が5%以下であることが好ましく、また、積層された遮光性シュリンクフィルムに遮光性を付与するために、波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下であることが好ましい。
【0014】
<結晶性を有するポリマー>
一般に、ポリマーは、結晶性を有するポリマーと非晶性(アモルファス)ポリマーとに分けられるが、結晶性を有するポリマーといえども100%結晶ということはなく、分子構造の中に長い鎖状の分子が規則的に並んだ結晶性領域と、規則的に並んでいない非結晶(アモルファス)領域とを含んでいる。
したがって、本発明の遮光性シュリンクフィルムにおける前記結晶性を有するポリマーとしては、分子構造の中に少なくとも前記結晶性領域を含んでいればよく、結晶性領域と非結晶領域とが混在していてもよい。
【0015】
前記結晶性を有するポリマーとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン類(例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンなど)、ポリアミド類(PA)(例えば、ナイロン−6など)、ポリアセタール類(POM)、ポリエステル類(例えば、PET、PEN、PTT、PBT、PPT、PHT、PBN、PES、PBSなど)、シンジオタクチック・ポリスチレン(SPS)、ポリフェニレンサルファイド類(PPS)、ポリエーテルエーテルケトン類(PEEK)、液晶ポリマー類(LCP)、フッ素樹脂、アイソタクティックポリプロピレン(isoPP)などが挙げられる。その中でも、耐久性、力学強度、製造およびコストの観点から、ポリオレフィン類、ポリエステル類、シンジオタクチック・ポリスチレン(SPS)、液晶ポリマー類(LCP)が好ましく、ポリオレフィン類、ポリエステル類がより好ましい。また、これらのうち2種以上のポリマーをブレンドしたり、共重合させたりして使用してもよい。
【0016】
前記結晶性を有するポリマーは、遮光性シュリンクフィルムの紫外領域における光透過率を低くする(反射特性を高める)ためには、例えば、芳香環などの、紫外領域において吸収が高い官能基を含まないことが好ましい。したがって、前記ポリエステル類のなかでも、脂肪族ポリエステルが特に好ましい。
【0017】
前記結晶性を有するポリマーの溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50〜700Pa・sが好ましく、70〜500Pa・sがより好ましく、80〜300Pa・sが更に好ましい。前記溶融粘度が50〜700Pa・sであると、溶融製膜時にダイヘッドから吐出される溶融膜の形状が安定し、均一に製膜しやすくなる点で好ましい。また、前記溶融粘度が50〜700Pa・sであると、溶融製膜時の粘度が適切になって押出ししやすくなったり、製膜時の溶融膜がレベリングされて凹凸を低減できたりする点で好ましい。
ここで、前記溶融粘度は、プレートタイプのレオメーターやキャピラリーレオメーターにより測定することができる。
【0018】
前記結晶性を有するポリマーの極限粘度(IV)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.2が好ましく、0.6〜1.0がより好ましく、0.7〜0.9が更に好ましい。前記IVが0.4〜1.2であると、製膜されたフィルムの強度が高くなり、効率よく延伸することができる点で好ましい。
ここで、前記IVは、ウベローデ型粘度計により測定することができる。
【0019】
前記結晶性を有するポリマーの融点(Tm)としては、特に制限はなく、目的に応じて適宜選択することができるが、40〜350℃が好ましく、100〜300℃がより好ましく、100〜260℃がより好ましい。前記融点が40〜350℃であると、通常の使用で予想される温度範囲で形を保ちやすくなる点で好ましく、高温での加工に必要とされる特殊な技術を特に用いなくても、均一な製膜ができる点で好ましい。
ここで、前記融点は、示差熱分析装置(DSC)により測定することができる。
【0020】
−ポリエステル樹脂−
前記ポリエステル類(以下、「ポリエステル樹脂」と称する。)は、エステル結合を主鎖の主要な結合鎖とする高分子化合物の総称を意味する。したがって、前記結晶性を有するポリマーとして好適な前記ポリエステル樹脂としては、前記例示したPET(ポリエチレンテレフタエレート)、PEN(ポリエチレンナフタレート)、PTT(ポリトリメチレンテレフタレート)、PBT(ポリブチレンテレフタレート)、PPT(ポリペンタメチレンテレフタレート)、PHT(ポリヘキサメチレンテレフタレート)、PBN(ポリブチレンナフタレート)、PES(ポリエチレンサクシネート)、PBS(ポリブチレンサクシネート)だけでなく、ジカルボン酸成分とジオール成分との重縮合反応によって得られる高分子化合物が全て含まれる。
【0021】
前記ジカルボン酸成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、芳香族ジカルボン酸、脂肪族ジカルボン酸、脂環族ジカルボン酸、オキシカルボン酸、多官能酸などが挙げられる。
【0022】
前記芳香族ジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸などが挙げられ、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸が好ましく、テレフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸がより好ましい。
【0023】
前記脂肪族ジカルボン酸としては、例えば、シュウ酸、コハク酸、エイコ酸、アジピン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、マレイン酸、フマル酸が挙げられる。前記脂環族ジカルボン酸としては、例えば、シクロヘキサンジカルボン酸などが挙げられる。前記オキシカルボン酸としては、例えば、p−オキシ安息香酸などが挙げられる。前記多官能酸としては、例えば、トリメリット酸、ピロメリット酸などが挙げられる。前記脂肪族ジカルボン酸及び脂環族ジカルボン酸の中では、前記結晶性高分子フィルムが紫外領域を含む広い波長範囲において低い透過率(優れた反射特性)を有する点で、コハク酸、アジピン酸、シクロヘキサンジカルボン酸が好ましく、コハク酸、アジピン酸がより好ましい。
【0024】
前記ジオール成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、脂肪族ジオール、脂環族ジオール、芳香族ジオール、ジエチレングリコール、ポリアルキレングリコールなどが挙げられ、中でも、前記結晶性高分子フィルムが紫外領域を含む広い波長範囲において低い透過率(優れた反射特性)を有する点で、脂肪族ジオールが好ましい。
【0025】
前記脂肪族ジオールとしては、例えば、エチレングリコール、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコールなどが挙げられ、中でも、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオールが特に好ましい。前記脂環族ジオールとしては、例えば、シクロヘキサンジメタノールなどが挙げられる。前記芳香族ジオールとしては、例えば、ビスフェノールA、ビスフェノールSなどが挙げられる。
【0026】
前記ポリエステル樹脂の溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50〜700Pa・sが好ましく、70〜500Pa・sがより好ましく、80〜300Pa・sが更に好ましい。前記溶融粘度が大きいほうが延伸時にボイドを発現しやすいが、前記溶融粘度が50〜700Pa・sであると、製膜時に押出しがしやすくなったり、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定したりする点で好ましい。また、前記溶融粘度が50〜700Pa・sであると、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、破断しづらくなる点で好ましい。また、前記溶融粘度が50〜700Pa・s以上であると、製膜時にダイヘッドから吐出される溶融膜の形態が維持しやすくなって、安定的に成形できたり、製品が破損しにくくなったりするなど、物性が高まる点で好ましい。
【0027】
前記ポリエステル樹脂の極限粘度(IV)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.2が好ましく、0.6〜1.0がより好ましく、0.7〜0.9が更に好ましい。前記IVが大きいほうが延伸時にボイドを発現しやすいが、前記IVが0.4〜1.2であると、製膜時に押出しがしやすくなったり、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定したりする点で好ましい。さらに、前記IVが0.4〜1.2であると、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、装置に負荷がかかりにくい点で好ましい。加えて、前記IVが0.4〜1.2であると、製品が破損しにくくなって、物性が高まる点で好ましい。
【0028】
前記ポリエステル樹脂の融点としては、特に制限はなく、目的に応じて適宜選択することができるが、耐熱性や製膜性などの観点から、70〜300℃が好ましく、90〜270℃がより好ましい。
【0029】
なお、前記ポリエステル樹脂として、前記ジカルボン酸成分と前記ジオール成分とが、それぞれ1種で重合してポリマーを形成していてもよく、前記ジカルボン酸成分及び/又は前記ジオール成分が、2種以上で共重合してポリマーを形成していてもよい。また、前記ポリエステル樹脂として、2種以上のポリマーをブレンドして使用してもよい。
【0030】
前記2種以上でのポリマーのブレンドにおいて、主たるポリマーに対して添加されるポリマーは、前記主たるポリマーに対して、溶融粘度及び極限粘度が近く、添加量が少量であるほうが、製膜時や溶融押出し時に物性が高まり、押出ししやすくなる点で好ましい。
【0031】
また、前記ポリエステル樹脂の流動特性の改良、光線透過性の制御、塗布液との密着性の向上などを目的として、前記ポリエステル樹脂に対してポリエステル系以外の樹脂を添加しても良い。
【0032】
このように、前記結晶性高分子フィルムは、従来技術において添加されていた無機系微粒子、相溶しない樹脂などの空洞形成剤を特に添加しなくても、簡便な工程でボイドを形成させることができる。これにより、結晶性高分子フィルム(遮光性シュリンクフィルム)のリサイクル性を高めることができる。さらに、不活性ガスを予め樹脂の中に溶け込ませるための特殊な設備も必要としない。なお、前記結晶性高分子フィルムの製造方法については、後記する。
【0033】
ここで、前記結晶性高分子フィルムは、空洞の発現に寄与しない成分であれば、必要に応じて前記結晶性を有するポリマー以外のその他の成分を含んでいてもよい。前記その他の成分としては、耐熱安定剤、酸化防止剤、有機の易滑剤、核剤、染料、顔料、分散剤、カップリング剤などが挙げられる。前記その他の成分が空洞の発現に寄与したかどうかは、空洞内又は空洞の界面部分に、結晶性を有するポリマー以外の成分(例えば、後記する各成分など)が検出されるかどうかで判別できる。
【0034】
前記酸化防止剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、公知のヒンダードフェノール類を添加してもよい。前記ヒンダードフェノール類としては、例えば、イルガノックス1010、同スミライザーBHT、同スミライザーGA−80などの商品名で市販されている酸化防止剤が挙げられる。
また、前記酸化防止剤を一次酸化防止剤として利用し、更に二次酸化防止剤を組み合わせて適用することもできる。前記二次酸化防止剤としては、例えば、スミライザーTPL−R、同スミライザーTPM、同スミライザーTP−Dなどの商品名で市販されている酸化防止剤が挙げられる。
【0035】
前記蛍光増白剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えばユビテック、OB−1、TBO、ケイコール、カヤライト、リューコプア、EGMなどの商品名で市販されているものを用いることができる。なお、前記蛍光増白剤は、1種単独で使用してもよいし、2種以上を併用してもよい。このように蛍光増白剤を添加することで、より鮮明で青味のある白色性を与え、高級感を持たせることができる。
【0036】
<空洞>
前記結晶性高分子フィルムは、長尺状の空洞をその長さが一方向に配向した状態で内部に含有し、前記空洞の空洞含有率及びアスペクト比に特徴を有している。
前記空洞とは、結晶性高分子フィルム内部に存在する、真空状態のドメイン又は気相のドメインを意味する。
【0037】
前記空洞含有率とは、結晶性高分子フィルムの固相部分の総体積と含有される空洞の総体積の和に対する、前記含有される空洞の総体積を意味する。
前記空洞含有率としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、3体積%以上、50体積%以下が好ましく、5〜40体積%がより好ましく、10〜30体積%が更に好ましい。
ここで、前記空洞含有率は、比重を測定し、前記比重に基づいて算出することができる。
具体的には、前記空洞含有率は、下記の(1)式により求めることができる。
空洞含有率(%)={1−(延伸後の結晶性高分子フィルムの密度)/(延伸前のポリマー成形体の密度)} ・・・(1)
【0038】
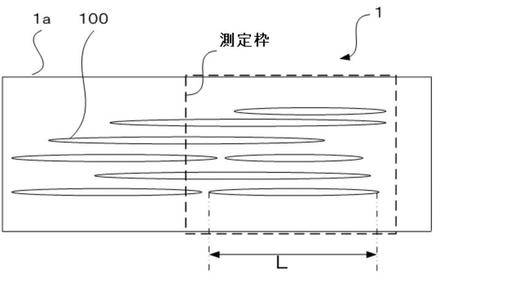
前記アスペクト比とは、空洞の配向方向に直交する厚み方向における前記空洞の平均長さをr(μm)として、前記空洞の配向方向における前記空洞の平均長さをL(μm)とした際のL/r比を意味する。
前記アスペクト比としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、10以上が好ましく、15以上がより好ましく、20以上が更に好ましい。
【0039】
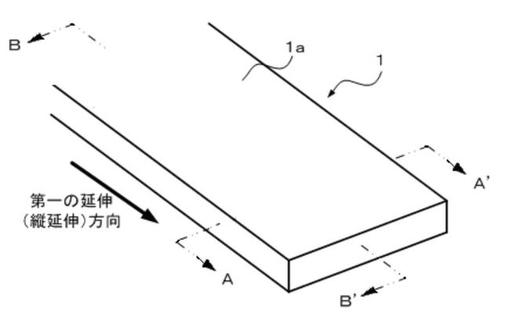
図2A〜2Cは、アスペクト比を具体的に説明するための図であって、図2Aは、結晶性高分子フィルムの斜視図であり、図2Bは、図2Aにおける結晶性高分子フィルムのA−A’断面図であり、図2Cは、図2Aにおける結晶性高分子フィルムのB−B’断面図である。
【0040】
前記結晶性高分子フィルムの製造工程において、前記空洞は、通常、第一の延伸方向に沿って配向する。したがって、前記「空洞の配向方向に直交する厚み方向における前記空洞の平均長さ(r(μm))」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、第一の延伸方向に直角な断面(図2AにおけるA−A’断面)における空洞100の平均の厚みr(図2B参照)に相当する。また、「前記空洞の配向方向における前記空洞の平均長さ(L(μm))」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、前記第一の延伸方向に平行な断面(図2AにおけるB−B’断面)における空洞100の平均の長さL(図2C参照)に相当する。
【0041】
なお、前記第一の延伸方向とは、延伸が1軸のみの場合には、その1軸の延伸方向を示す。通常は、製造時に成形体の流れる方向に沿って縦延伸を行うため、この縦延伸の方向が前記第一の延伸方向に相当する。
また、延伸が2軸以上の場合には、空洞形成を目的とした延伸方向のうち少なくとも1方向を示す。通常は、2軸以上の延伸においても、製造時に成形体の流れる方向に沿って縦延伸が行われ、かつ、この縦延伸により空洞を形成することが可能であるため、この縦延伸の方向が前記第一の延伸方向に相当する。
【0042】
ここで、空洞の配向方向に直交する厚み方向における前記空洞の平均長さ(r(μm))は、光学顕微鏡や電子顕微鏡の画像により測定することができる。同様に、前記空洞の配向方向における前記空洞の平均長さ(L(μm))は、光学顕微鏡や電子顕微鏡の画像により測定することができる。
【0043】
前記空洞の配向方向に直交する厚み方向における前記空洞の平均の個数Pとしては、特に制限はなく、目的に応じて適宜選択することができ、5個以上が好ましく、10個以上がより好ましく、15個以上が更に好ましい。
【0044】
前記結晶性高分子フィルムの製造工程において、前記空洞は、通常、第一の延伸方向に沿って配向する。したがって、前記「空洞の配向方向に直交する厚み方向における前記空洞の個数」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、第一の延伸方向に直角な断面(図2AにおけるA−A’断面)において、膜厚方向に含まれる空洞100の個数に相当する。
ここで、前記空洞の配向方向に直交する厚み方向における前記空洞の平均の個数Pは、光学顕微鏡や電子顕微鏡の画像により測定することができる。
【0045】
結晶性を有するポリマー層と空洞層との屈折率差ΔNは、具体的には、波長589nmの光に対する結晶性を有するポリマー層の屈折率をN1として、波長589nmの光に対する空洞層の屈折率をN2とした際に、N1とN2との差であるΔN(=N1−N2)の値を意味する。
ここで、結晶性を有するポリマー層及び空洞層の屈折率N1、N2は、アッベ屈折計などにより測定することができる。
前記ΔNと前記Pとの積は、特に制限はなく、目的に応じて適宜選択することができるが、3以上が好ましく、5以上がより好ましく、7以上が更に好ましい。
【0046】
更に、前記結晶性高分子フィルムは、前記空洞を含有しつつも、空洞を発現するための無機系微粒子、相溶しない樹脂、不活性ガスなどが添加されていないため、優れた表面平滑性を有している。
前記結晶性高分子フィルムの表面平滑性としては、特に制限はなく、目的に応じて適宜選択することができるが、Ra=0.3μm以下が好ましく、Ra=0.25μm以下が更に好ましく、Ra=0.1μm以下が特に好ましい。
【0047】
このように、前記結晶性高分子フィルムは、前記空洞を含有していることにより、例えば、熱収縮率、光線透過率、断熱性などにおいて、様々な優れた特性を有している。言い換えると、前記結晶性高分子フィルムに含有される空洞の態様を変化させることで、熱収縮率、光線透過率、断熱性などの特性を調節することができる。
【0048】
<熱収縮率>
前記結晶性高分子フィルムの熱収縮率とは、結晶性高分子フィルムを100mm角に裁断してサンプルとし、このサンプルを所定温度に調整したオーブン中に10分間放置した後、フィルムの寸法を測定し、下記式に従って求めた値を意味する。
【数1】

前記結晶性高分子フィルムの熱収縮率としては、前記熱収縮性合成樹脂フィルムの熱収縮率(前記結晶性高分子フィルムと同様に測定)との差が5%以内あれば、特に制限はなく、目的に応じて適宜選択することができるが、前記熱収縮性合成樹脂フィルムの熱収縮率との差が4%以内であることがより好ましく、3%以内であることが更に好ましい。
【0049】
<光線透過率>
前記結晶性高分子フィルムの光線透過率とは、前記結晶性高分子フィルムの表面に対し、垂直に、所定波長の光を入射したときの、透過光の光強度/入射光の光強度×100(%)の値を意味する。
【0050】
前記結晶性高分子フィルムの、波長300nm〜780nmから選択される1つの波長の光に対する透過率(光線透過率)としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、前記のように、5%以下であることが好ましく、4%以下がより好ましく、3%以下が更に好ましい。
【0051】
また、前記結晶性高分子フィルムの、波長300nm〜780nmから選択される1つの波長の光に対する透過率をMλ(%)として、前記結晶性高分子フィルムと同じ厚さで、前記結晶性高分子フィルムを構成する結晶性を有するポリマーと同一の結晶性を有するポリマーからなり、空洞を含有しないポリマー成形体の、前記選択された波長の光に対する透過率をNλ(%)とした際のMλ/Nλ比が、0.2以下であることが好ましく、0.18以下であることがより好ましく、0.15以下であることが更に好ましい。
ここで、前記透過率は、分光光度計により測定することができる。
【0052】
以上のように、前記結晶性高分子フィルムは、紫外領域(300〜380nm)における低い透過率(高い反射率)を有し、更には、紫外領域における低い透過率(高い反射率)を有しつつ、可視領域(380〜780nm)においても低い透過率(優れた反射特性)を有するものである。前記結晶性高分子フィルムの低い透過率(優れた反射特性)は、前記結晶性高分子フィルム内部に形成された、空洞層及び結晶性を有するポリマー層からなる多重層間の、構造的な光干渉(構造発色)による。言い換えると、前記結晶性高分子フィルムに含有される空洞の態様(アスペクト比、屈折率など)を変化させることで、前記透過率などの反射特性を調節することができる。
【0053】
更に、前記結晶性高分子フィルムは、フィルム表面だけでなく、フィルム表面から所定の距離においても空洞が形成されていないことを特徴とする。
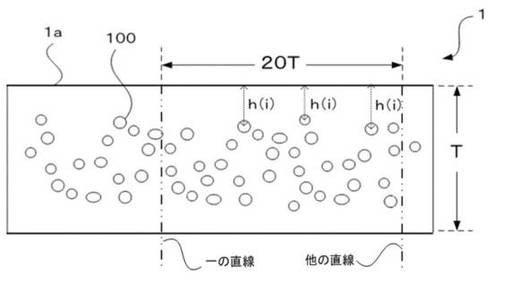
即ち、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす。
但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。
【0054】
前記「空洞の中心」とは、前記断面における空洞の断面形状が、真円である場合にはその中心を意味し、それ以外の形状の場合には、例えば、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とする。
前記「結晶性高分子フィルムの表面」とは、厚み方向における、結晶性高分子フィルムの最外面を意味する。通常、前記結晶性高分子フィルムを載置したときの上面を意味する。
【0055】
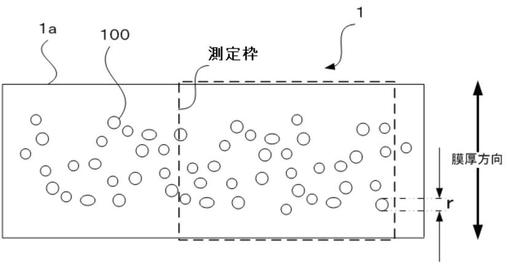
具体的には、結晶性高分子フィルムの表面に垂直で、かつ、縦延伸方向に直角な断面(図2D参照)を、走査型電子顕微鏡を用いて300〜3,000倍の適切な倍率で検鏡し、断面写真を撮像する。前記断面写真内において、厚みの算術平均値Tを算出する。厚みの算術平均値Tとして、ロングレンジ接触式変位計などを用いて測定された厚さを用いてもよい。
次に、前記断面写真内において、厚み方向に平行な任意の一の直線を描画し、更に、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線を描画する。
そして、断面写真内の各空洞において、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とする。
そして、前記一の直線と前記他の直線とで挟まれた領域内において、空洞の中心から結晶性高分子フィルムの表面までの距離が最も短い10個の空洞を選択する。なお、前記「空洞の中心から結晶性高分子フィルムの表面までの距離」は、前記「空洞の中心」を中心とした円を描画する際に、描画する円の半径を順次大きくし、円弧が最初に結晶性高分子フィルムの表面に接したときの円の半径とする。
そして、選択した10個の空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)を下記(1)式により算出する。
h(avg)=(Σh(i))/10 ・・・(1)
なお、前記「各中心から前記結晶性高分子フィルムの表面までの距離h(i)」は、前記結晶性高分子フィルムが、湾曲していたり、応力がかかっていたりすると、正確に測定することができないため、測定の際には平面状に載置した状態で測定することが好ましい。
前記結晶性高分子フィルムは、前記空洞を含有しつつも、結晶性高分子フィルムの表面近くに空洞が形成されていないため、優れた表面平滑性を有している。
【0056】
(遮光性シュリンクフィルムの製造方法)
以下、遮光性シュリンクフィルムの製造方法を説明する。
【0057】
<結晶性高分子フィルムの製造方法>
前記結晶性高分子フィルムの製造方法としては、少なくともポリマー成形体を2倍〜8倍延伸する延伸工程を含み、更に必要に応じて製膜工程などのその他の工程を含んでなる。
なお、前記ポリマー成形体とは、前記結晶性を有するポリマーからなり、特に空洞を含有していないものを示し、例えば、ポリマーフィルム、ポリマーシートなどが挙げられる。
【0058】
−延伸工程−
前記延伸工程では、前記ポリマー成形体が少なくとも1軸に延伸される。そして、前記延伸工程により、ポリマー成形体が延伸されるとともに、その内部に第一の延伸方向に沿って配向した空洞が形成されることで、結晶性高分子フィルムが得られる。
【0059】
延伸により空洞が形成される理由としては、前記ポリマー成形体を構成する少なくとも1種類の結晶性を有するポリマーが、複数種類の結晶状態からなり、延伸時に伸張し難い結晶を含む相で、硬い結晶間の樹脂が引きちぎられるような形で剥離延伸されることにより、これが空洞形成源となって空洞が形成されるものと考えられる。
なお、このような延伸による空洞形成は、結晶性を有するポリマーが1種類の場合だけではなく、2種類以上の結晶性を有するポリマーが、ブレンド又は共重合されている場合であっても可能である。
【0060】
前記延伸の方法としては、本発明の効果を損なわない限り、特に制限はなく、例えば、1軸延伸、逐次2軸延伸、同時2軸延伸が挙げられるが、いずれの延伸方法においても、製造時に成形体の流れる方向に沿って縦延伸が行われることが好ましい。
【0061】
一般に、縦延伸においては、ロールの組合せやロール間の速度差により、縦延伸の段数や延伸速度を調節することができる。
前記縦延伸の段数としては、1段以上であれば特に制限はないが、より安定して高速に延伸することができる点及び製造の歩留まりや機械の制約の点から、2段以上に縦延伸することが好ましい。また、2段以上に縦延伸することは、1段目の延伸によりネッキングの発生を確認したうえで、2段目の延伸により空洞を形成させることができる点においても、有利である。
【0062】
−−延伸速度−−
前記縦延伸の延伸速度としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができるが、10〜36,000mm/minが好ましく、800〜24,000mm/minがより好ましく、1,200〜12,000mm/minが更に好ましい。前記延伸速度が、10mm/min以上であると、充分なネッキングを発現させやすい点で好ましい。また、前記延伸速度が、36,000mm/min以下であると、均一な延伸がしやすくなり、樹脂が破断しづらくなり、高速延伸を目的とした大型な延伸装置を必要とせずにコストを低減できる点で好ましい。したがって、前記延伸速度が、10〜36,000mm/minであると、充分なネッキングを発現させやすく、かつ、均一な延伸がしやすくなり、樹脂が破断しづらくなり、高速延伸を目的とした大型な延伸装置を必要とせずにコストを低減できる点で好ましい。
【0063】
より具体的には、1段延伸の場合の延伸速度としては、1,000〜36,000mm/minが好ましく、1,100〜24,000mm/minがより好ましく、1,200〜12,000mm/minが更に好ましい。
【0064】
2段延伸の場合には、1段目の延伸を、ネッキングを発現させることを主なる目的とした予備的な延伸とすることが好ましい。前記予備的な延伸の延伸速度としては、10〜300mm/minが好ましく、40〜220mm/minがより好ましく、70〜150mm/minが更に好ましい。
【0065】
そして、2段延伸における、前記予備的な延伸(1段目の延伸)によりネッキングを発現させた後の2段目の延伸速度は、前記予備的な延伸の延伸速度と変えることが好ましい。前記予備的延伸によりネッキングを発現させた後の、2段目の延伸速度としては、600〜36,000mm/minが好ましく、800〜24,000mm/minがより好ましく、1,200〜15,000mm/minが更に好ましい。
【0066】
−−延伸温度−−
延伸時の温度としては、特に制限はなく、目的に応じて適宜選択することができるが、
延伸温度をT(℃)、ガラス転移温度をTg(℃)としたときに、
(Tg−30)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することが好ましく、
(Tg−25)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することがより好ましく、
(Tg−20)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することが更に好ましい。
【0067】
一般に、延伸温度(℃)が高いほど延伸張力も低めに抑えられて容易に延伸できるが、前記延伸温度(℃)が、{ガラス転移温度(Tg)−30}℃以上、{ガラス転移温度(Tg)+70}℃以下であると、空洞含有率が高くなり、アスペクト比が10以上になりやすく、かつ、充分に空洞が発現する点で好ましい。
ここで、前記延伸温度T(℃)は、非接触式温度計により測定することができる。また、前記ガラス転移温度Tg(℃)は、示差熱分析装置(DSC)により測定することができる。
【0068】
なお、前記延伸工程において、空洞の発現の妨げにならない範囲で、横延伸はしてもよく、しなくてもよい。また横延伸をする場合には、横延伸工程を利用してフィルムを緩和させたり、熱処理を行ったりしてもよい。
また、延伸後の空洞含有樹脂成形体は、形状安定化などの目的で、更に熱を加えて熱収縮させたり、張力を加えたりする等の処理をしても良い。
【0069】
前記ポリマー成形体の製造方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、結晶性を有するポリマーが、ポリオレフィン類、ポリエステル樹脂及びポリアミド類である場合には、溶融製膜方法により好適に製造することができる。
また、前記ポリマー成形体の製造は、前記延伸工程と独立に行ってもよく、連続的に行ってもよい。
【0070】
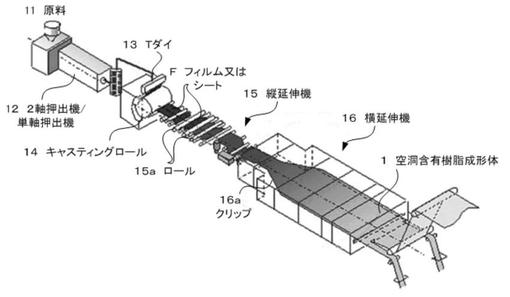
図1は、本発明の遮光性シュリンクフィルムにおける結晶性高分子フィルムの製造方法の一例を示す図であって、二軸延伸フィルム製造装置のフロー図である。
図1に示すように、原料樹脂11は、押出機12(原料形状や、製造規模によって、二軸押出機を用いたり、単軸押出し機を用いたりする)内部で熱溶融、混練された後、Tダイ13から柔らかい板状(フィルム又はシート状)に吐出される。
次に、吐出されたフィルム又はシートFは、キャスティングロール14で冷却固化されて、製膜される。製膜されたフィルム又はシートF(「ポリマー成形体」に相当する)は、縦延伸機15に送られる。
そして、製膜されたフィルム又はシートFは、縦延伸機15内で再び加熱され、速度の異なるロール15a間で、縦に延伸される。この縦延伸により、フィルム又はシートFの内部に延伸方向に沿って空洞が形成される。そして、空洞が形成されたフィルム又はシートFは、横延伸機16の左右のクリップ16aで両端を把持されて、巻取機側(図示せず)へ送られながら横に延伸されて、結晶性高分子フィルム1となる。なお、前記工程において、縦延伸のみを行ったフィルム又はシートFを横延伸機16に供さず、結晶性高分子フィルム1として使用してもよい。
【0071】
<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>
熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、接着剤を、ロ−ルコ−ト、グラビアコ−ト、ナイフコ−ト、デップコ−ト、スプレイコ−ト、その他のコ−ティング法でコ−ティングし、溶剤、希釈剤等を乾燥して、遮光性シュリンクシートを形成する方法等が挙げられる。また、前記接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリウレタン系、ポリエステル系、ポリアミド系、エポキシ系、ポリ(メタ)アクリル系、ポリ酢酸ビニル系、ポリオレフィン系ないし変性ポリオレフィン系、カゼイン、ワックス、エチレン−(メタ)アクリル酸共重合体、ポリブタジエン系、その他等をビヒクルの主成分とする溶剤型、水性型、無溶剤型、あるいは、熱溶融型等の各種の接着剤を挙げることができる。
【実施例】
【0072】
以下、実施例を挙げて本発明を更に詳細に説明するが、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施することは全ての本発明の技術的範囲に包含される。
【0073】
<実施例1>
<<結晶性高分子フィルムの調製>>
IV=0.72であるPBT(ポリブチレンテレフタレート100%樹脂)を溶融押出機を用いて258℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約240μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ30μmの結晶性高分子フィルムを得た。
具体的には、44℃の雰囲気下で、120mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、6,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、4.5倍延伸された。
【0074】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ30μmのPET(ポリエチレンテレフタレート)フィルム(東洋紡績株式会社製、S7553)を準備し、このPETフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例1の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0075】
<実施例2>
<<結晶性高分子フィルムの調製>>
IV=0.72であるPBS(ポリブチレンサクシネート100%樹脂)を溶融押出機を用いて135℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約242μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ30μmの結晶性高分子フィルムを得た。
具体的には、15℃の雰囲気下で、100mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、4,800mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、5.5倍延伸された。
【0076】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ20μmのPP(ポリプロピレン)フィルム(瀧川化学工業製)を準備し、このシュリンクPPフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例2の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0077】
<実施例3>
実施例2において、以下に示すように結晶性高分子フィルムを調製した以外は、実施例2と同様に、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して実施例3の遮光性シュリンクフィルムを作製した。
<<結晶性高分子フィルムの調製>>
Aldrich社 製、重量平均分子量(Mw)190,000、数平均分子量(Mn)50,000、Tg−13℃、融点170〜175℃であるisoPP(アイソタクティックポリプロピレン100%樹脂)を溶融押出機を用いて195−210℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約40μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ28μmの結晶性高分子フィルムを得た。
具体的には、35℃の雰囲気下で、100mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、11,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、5.2倍延伸された。
【0078】
<実施例4>
実施例3において調整された結晶性高分子フィルムと、実施例1で用いた熱収縮性合成樹脂フィルムとを積層して実施例4の遮光性シュリンクフィルムを作製した。
【0079】
<比較例1>
熱収縮性合成樹脂フィルムとして、厚さ45μmのポリエチレンテレフタレートフィルム(東洋紡績株式会社製、S7561)を準備した。前記熱収縮性合成樹脂フィルムの上に絵柄印刷層として、NT−ハイラミック藍(大日精化株式会社製)で、版深28μm、線数175線の網版を用いてグラビア印刷を施した。前記の絵柄印刷層の上に、白色インキ(全面ベタ刷り)層として、NT−ハイラミックコンク白(大日精化株式会社製)で、版深28μm、線数175線の網版を用いて全面ベタ刷りの2度重ね刷りでグラビア印刷を施した。前記白色インキ(全面ベタ刷り)層の上に、アルミペーストを含有する白色インキ(全面ベタ刷り)層として、NT−ハイラミックコンク白(大日精化株式会社製、アルミペースト含有量:1重量%)で、版深28μm、線数175線の網版を用いて全面ベタ刷りのグラビア印刷を施した。その結果、ポリエチレンテレフタレートフィルム/絵柄印刷層/白色インキ(全面ベタ2回刷り)層/白色インキ(アルミペースト含有量:1重量%)全面ベタ刷り層からなる遮光性シュリンクフィルムを得た。
【0080】
<比較例2>
実施例1において、結晶性高分子フィルムの調製で厚さ30μmのポリマーフィルム(ポリマー成形体)を得て、該ポリマーフィルム(ポリマー成形体)に対して1軸延伸を行わない以外は、実施例1と同様にして結晶性高分子フィルムを調製し、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して比較例2の遮光性シュリンクフィルムを作製した。
【0081】
<比較例3>
実施例3において、結晶性高分子フィルムの調製で厚さ28μmのポリマーフィルム(ポリマー成形体)を得て、該ポリマーフィルム(ポリマー成形体)に対して1軸延伸を行わない以外は、実施例3と同様にして結晶性高分子フィルムを調製し、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して比較例3の遮光性シュリンクフィルムを作製した。
【0082】
<実施例5>
実施例1において、積層する前にあらかじめ熱処理していないPETフィルムを熱収縮性合成樹脂フィルム(シュリンク層)として用いる代わりに、積層する前にあらかじめ熱処理(100℃50秒間)することで少しシュリンクさせたPETフィルムを熱収縮性合成樹脂フィルム(シュリンク層)として用いた以外は、実施例1と同様にして、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して実施例5の遮光性シュリンクフィルム(結晶性高分子フィルムの方が熱収縮性合成フィルムよりもシュリンクする積層フィルム)を作製した。
【0083】
<実施例6>
<<結晶性高分子フィルムの調製>>
IV=0.70であるPBT(ポリブチレンテレフタレート100%樹脂、ガラス転移温度(Tg)=39℃)を溶融押出機を用いて258℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約263μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ58μmの結晶性高分子フィルム(熱収縮率(%)(第1方向):8%、熱収縮率(%)(第2方向):3%)を得た。
具体的には、58℃の雰囲気下で、120mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、4,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、4.5倍延伸され、また、横延伸は、行わなかった。その後、該一軸延伸フィルムを、100℃、15秒熱処理して、結晶性高分子フィルムを得た。
【0084】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ20μmのPP(ポリプロピレン)フィルム(瀧川化学工業製)を準備し、このシュリンクPPフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例6の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0085】
作製した実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムについて、表1にまとめて示す。
【0086】
【表1】
【0087】
−評価方法−
前記実施例1〜6及び前記比較例1〜3の遮光性シュリンクフィルムについて、下記の評価を行った。
【0088】
(1)厚さの測定
キーエンス社製、ロングレンジ接触式変位計AF030(測定部)、AF350(指示部)を用いて遮光性シュリンクフィルムの厚さを測定した。
【0089】
(2)光線透過率の測定
日立製作所製分光光度計U−4100を用いて測定した。遮光性シュリンクフィルムの表面に垂直に波長550nmの光を入射させ、遮光性シュリンクフィルムを透過する光の強度を、遮光性シュリンクフィルムを置かないブランクの値と比較した。
【0090】
(3)熱収縮率の測定
遮光性シュリンクフィルムを100mm角に裁断してサンプルとし、このサンプルを150℃に調整したオーブン中に10分間放置した後、フィルムの延伸方向(第1の方向)及び該フィルムの延伸方向(第1の方向)と直交する方向(第2の方向)の寸法を測定し、それぞれの熱収縮率を下記式に従って求めた。ただし、実施例2の遮光性シュリンクフィルムの熱収縮率の測定については、オーブン温度を100℃に変更した。
【0091】
【数2】
【0092】
(4)断熱性評価
実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムのそれぞれと不織布とを重ねて厚みが2.2mmの評価用サンプル1〜7を作製した。ここで、遮光性シュリンクフィルムを単に重ねるだけでは、空気層が形成されるため、粘度が高い流動パラフィンを遮光性シュリンクフィルム間に塗り熱伝導性を高めた。表面に熱伝対を貼り付けた評価用サンプル1〜7をアルミ製ボトル350mL容器の底から30mmの部位に貼り付け、アルミ製ボトル内に氷水200mLを注いだ直後から1秒毎に温度測定し、平衡温度(14℃)に達するまでの時間を測定した。
【0093】
(5)包装性の評価
直径10cmのガラス管に実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムを巻きつけ、接着剤で接着させたあと、100℃で30分オーブンに入れ、その後室温まで温度を下げて取り出し、それぞれのサンプルを取り出し、包装性を評価した。その結果を下記の基準に照らして表2に記載した。
見た目が非常に綺麗:◎
見た目が綺麗:○
皺の徴候あるも何とか使えるレベル:△
皺が発生し商品価値無し:×
【0094】
(6)フィルム表面に最も近くに位置する空洞からフィルム表面までの距離の測定
結晶性高分子フィルム(遮光層)の表面に垂直で、かつ、縦延伸方向に直角な断面(図2D参照)を、走査型電子顕微鏡を用いて300〜3,000倍の適切な倍率で検鏡し、断面写真を撮像した。
撮像の際には、前記結晶性高分子フィルム(遮光層)を平面状に載置した状態で走査型電子顕微鏡にセットして撮像した。
前記断面写真内において、厚みの算術平均値Tを算出した。各結晶性高分子フィルム(遮光層)において算出された厚みの算術平均値Tは、上記「(1)厚さの測定」で測定された厚さ(表2参照)と同じであった。
次に、前記断面写真内において、厚み方向に平行な任意の一の直線を描画し、更に、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線を描画した。また、前記走査型電子顕微鏡による検鏡により、空洞が縦延伸方向に沿って配向していることを確認した。
そして、断面写真内の各空洞において、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とした。
そして、前記一の直線と前記他の直線とで挟まれた領域内において、空洞の中心から結晶性高分子フィルム(遮光層)上面までの距離が最も近い10個の空洞を選択した。なお、前記「空洞の中心から結晶性高分子フィルム(遮光層)上面までの距離」は、前記「空洞の中心」を中心とした円を描画する際に、描画する円の半径を順次大きくし、円弧が最初に結晶性高分子フィルム(遮光層)の表面に接したときの円の半径とした。
そして、選択した10個の空洞について、各中心から前記結晶性高分子フィルム(遮光層)の上面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)を下記(1)式により算出した。
h(avg)=(Σh(i))/10 ・・・(1)
【0095】
以上の評価結果について、表2にまとめた。また、実施例1の遮光性シュリンクフィルムの透過率データ(300〜800nm)を図3に示す。
【表2】
【0096】
表2によれば、実施例1〜6のみが、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができることがわかる。
【産業上の利用可能性】
【0097】
本発明の空洞含有樹脂成形体は、前記空洞を含有しているため、例えば、電子機器の照明用部材、一般家庭用照明部材、内照看板などの反射板、昇華転写記録材料又は熱転写記録材料に対応できる受像フィルム素材又は受像シート素材、各種断熱材、感圧記録材料、農業用マルチフィルム、化粧料の成分、食品用包装材、遮光性シュリンクフィルム、スクリ−ンなどとして利用することができる。
【符号の説明】
【0098】
1 結晶性高分子フィルム
1a 表面
100 空洞
L 空洞の配向方向における空洞の長さ
r 空洞の配向方向に直交する厚み方向における空洞の長さ
【技術分野】
【0001】
本発明は、熱収縮性合成樹脂フィルムと、内部に空洞を含有する結晶性高分子フィルムとを備える遮光性シュリンクフィルムに関する。
【背景技術】
【0002】
従来、乳・乳飲料、ビール、ビタミン飲料、ジュ−ス、炭酸飲料、水、お茶等の飲料水、あるいは、オイル、調味料、その他種々の液状食品を充填包装するために、種々の形態からなるプラスチック製ボトル、ガラス瓶、金属缶等(以下「容器」という)が開発されている。而して、これらの容器の表面に、容器の保護、結束、ラベル貼り等の目的で、上記容器の口部、肩部、胴部等の一部または全部を迅速に被覆、あるいは、結束する包装材料として、シュリンクフィルムが、知られている。
シュリンクフィルムの包装方法としては、例えば、筒状、若しくは、袋状のフィルムに少し余裕を持たせて一次包装した後、熱風、スチーム等によって該フィルムを容器外周面にシュリンクさせる方法が知られている。また、フィルムをある程度緊張状態で包装し、フィルムの端を容器の底部に折り込んで、該折り込み部をフィルム同士の自己密着力または熱融着により一次包装した後、シュリンク処理させてフィルムの弛みやシワを除去するストレッチシュリンク等の方法が知られている。
シュリンク包装は、角状、丸状、ひょうたん状等のあらゆる形状の容器にフィットすることができるため、容器形状の選択を広くとることができるものである。また、シュリンクフィルムと容器を直接接着していないため、容器と完全に分離することもできるものである。このため、環境面においても、リサイクルの観点から、容器と分別可能なシュリンクフィルムは、今後益々需要の拡大が期待される。シュリンク包装としては、これらの容器の全面、密封する部分に、無色のシュリンクフィルムや、商品名、製造業者名、内容物、デザインを表示する機能を付加するために、印刷を施したシュリンクフィルムで容器を包装することも行われている。また、ビール等の遮光性を必要とする内容物を外部光より遮断するために、着色のシュリンクフィルムを用いることによって、遮光性の機能を付加したシュリンクフィルムで容器全体を包装することも行われている。
【0003】
シュリンクフィルムに遮光性を付与する技術として、例えば、シュリンクフィルムに金属(アルミニウム等)の薄膜層を積層すること(特許文献1参照)、シュリンクフィルムにアルミペーストを含有する白色インキ層を積層すること(特許文献2参照)、紫外線吸収剤を含むシュリンクフィルムに酸化チタンを含有する遮光性粘着剤を積層すること(特許文献3参照)等がある。これらの技術は、シュリンクフィルムに、顔料、染料、金属、無機粒子等を含有する層を有する遮光材層を積層することによって遮光性を付与したものであり、簡易な構成のものでないため、リサイクルが困難であった。また、これらの遮光性が付与された積層体は、容器の内容物の保存性を向上するために必要な断熱性を有するものではなかった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−200965号公報
【特許文献2】特開2003−200966号公報
【特許文献3】特開2007−83518号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、前記従来における諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができる遮光性シュリンクフィルムを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明者らは鋭意検討した結果、以下のような知見を得た。即ち、PBT(ポリブチレンテレフタレート)、PHT(ポリヘキサメチレンテレフタレート)、PBS(ポリブチレンサクシネート)の等の結晶性を有するポリマーからなるポリマー成形体(ポリマーフィルム)を2〜8倍高速延伸すると、空洞含有フィルムになり、前記高速延伸されたフィルム(空洞含有フィルム)は、150℃の熱収縮率が、第1の方向において10%以上、前記第1の方向と直交する第2の方向において5%以下となり、また、ポリマー層(屈折率約1.55)と空気(空洞)層(屈折率1)からなる空洞含有(多重層(数十層))構造をとっており、紫外領域を含む広い波長範囲(300nm〜780nm)において低い透過率(5%以下)を示すという知見である。この低い透過率(高い反射率)は、前記多重層間の構造的な光干渉による。
【0007】
本発明は、本発明者らによる前記知見に基づくものであり、前記課題を解決するための手段としては、以下の通りである。即ち、
<1> 結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、
[但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。]
熱収縮性合成樹脂フィルムとを備えることを特徴とする遮光性シュリンクフィルムである。
<2> 熱収縮性合成樹脂フィルムと結晶性高分子フィルムとは、熱収縮率の差が5%以下である前記<1>に記載の遮光性シュリンクフィルムである。
<3> 波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下である前記<1>から<2>のいずれかに記載の遮光性シュリンクフィルムである。
【発明の効果】
【0008】
本発明によると、従来における諸問題を解決することができ、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができる遮光性シュリンクフィルムを提供することができる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明の遮光性シュリンクフィルムにおける結晶性高分子フィルムの製造方法の一例を示す図であって、二軸延伸フィルム製造装置のフロー図である。
【図2A】図2Aは、アスペクト比を具体的に説明するための図であって、結晶性高分子フィルムの斜視図である。
【図2B】図2Bは、アスペクト比を具体的に説明するための図であって、図2Aにおける結晶性高分子フィルムのA−A’断面図である。
【図2C】図2Cは、アスペクト比を具体的に説明するための図であって、図2Aにおける結晶性高分子フィルムのB−B’断面図である。
【図2D】図2Dは、フィルム表面から最も近くに位置する10個の空洞の、フィルム表面からの距離を測定する方法を説明するための図であって、図2AにおけるA−A’断面図である。
【図3】図3は、実施例1の遮光性シュリンクフィルムについて透過率を評価した結果を示す図である。
【発明を実施するための形態】
【0010】
(遮光性シュリンクフィルム)
本発明の遮光性シュリンクフィルムは、熱収縮性合成樹脂フィルムと、結晶性を有するポリマーからなり、内部に空洞を含有する結晶性高分子フィルムとを備える。即ち、遮光性シュリンクフィルムは、熱収縮性合成樹脂フィルム(シュリンク層)と、結晶性高分子フィルム(遮光層)との積層構造により構成されている。
シュリンク層と遮光層との組合せとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、シュリンク層としてPET(ポリエチレンテレフタレート)を使用し、遮光層として内部に空洞を有するPP(ポリプロピレン)を使用すると、断熱性がよくなると同時に、透湿性を改良され、また、シュリンク層としてPP(ポリプロピレン)を使用し、遮光層として内部に空洞を有するPBT(ポリブチレンテレフタレート)を使用すると、断熱性がよくなると同時に、酸素遮断性も改良される。
【0011】
<熱収縮性合成樹脂フィルム>
前記熱収縮性合成樹脂フィルムとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、熱収縮性のポリエチレンテレフタレートフィルム、ポリスチレンフィルム、ポリプロピレンフィルム、低密度ポリエチレンフィルム、中密度ポリエチレンフィルム、高密度ポリエチレンフィルム、低密度直鎖状ポリエチレンフィルム、環状ポリオレフィンフィルム、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−アクリル酸メチル共重合体等の樹脂から製膜されたポリオレフィン系フィルム、塩素化ポリエチレン,塩素化ポリプロピレンなどの樹脂から製膜された変性ポリオレフィンフィルム、塩化ビニル−酢酸ビニル共重合体の樹脂から製膜されたフィルム、アクリル系樹脂系フィルム等が挙げられる。また、前記熱収縮性合成樹脂フィルムとしては、顔料等の着色剤で透明あるいは不透明に着色されたものであってもよい。また、前記熱収縮性合成樹脂フィルムとしては、1軸方向、あるいは、2軸方向に延伸した延伸フィルムのいずれのものでも使用することができる。
【0012】
また、熱収縮性合成樹脂フィルムには、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤等の各種添加剤を添加してもよい。熱収縮性合成樹脂フィルムの表面には、印刷性を向上させるため、コロナ放電処理、プラズマ処理、火炎処理、酸処理などの慣用の表面処理を施してもよい。
【0013】
<結晶性高分子フィルム>
前記結晶性高分子フィルムとしては、結晶性を有するポリマーからなり、内部に空洞を含有するものであれば、特に制限はなく、目的に応じて適宜選択することができるが、前記熱収縮性合成樹脂フィルムと積層して遮光性シュリンクフィルムとしたときに、剥がれたり皺ができたりするのを防止すべく、前記熱収縮性合成樹脂フィルムとの熱収縮率差が5%以下であることが好ましく、また、積層された遮光性シュリンクフィルムに遮光性を付与するために、波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下であることが好ましい。
【0014】
<結晶性を有するポリマー>
一般に、ポリマーは、結晶性を有するポリマーと非晶性(アモルファス)ポリマーとに分けられるが、結晶性を有するポリマーといえども100%結晶ということはなく、分子構造の中に長い鎖状の分子が規則的に並んだ結晶性領域と、規則的に並んでいない非結晶(アモルファス)領域とを含んでいる。
したがって、本発明の遮光性シュリンクフィルムにおける前記結晶性を有するポリマーとしては、分子構造の中に少なくとも前記結晶性領域を含んでいればよく、結晶性領域と非結晶領域とが混在していてもよい。
【0015】
前記結晶性を有するポリマーとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリオレフィン類(例えば、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンなど)、ポリアミド類(PA)(例えば、ナイロン−6など)、ポリアセタール類(POM)、ポリエステル類(例えば、PET、PEN、PTT、PBT、PPT、PHT、PBN、PES、PBSなど)、シンジオタクチック・ポリスチレン(SPS)、ポリフェニレンサルファイド類(PPS)、ポリエーテルエーテルケトン類(PEEK)、液晶ポリマー類(LCP)、フッ素樹脂、アイソタクティックポリプロピレン(isoPP)などが挙げられる。その中でも、耐久性、力学強度、製造およびコストの観点から、ポリオレフィン類、ポリエステル類、シンジオタクチック・ポリスチレン(SPS)、液晶ポリマー類(LCP)が好ましく、ポリオレフィン類、ポリエステル類がより好ましい。また、これらのうち2種以上のポリマーをブレンドしたり、共重合させたりして使用してもよい。
【0016】
前記結晶性を有するポリマーは、遮光性シュリンクフィルムの紫外領域における光透過率を低くする(反射特性を高める)ためには、例えば、芳香環などの、紫外領域において吸収が高い官能基を含まないことが好ましい。したがって、前記ポリエステル類のなかでも、脂肪族ポリエステルが特に好ましい。
【0017】
前記結晶性を有するポリマーの溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50〜700Pa・sが好ましく、70〜500Pa・sがより好ましく、80〜300Pa・sが更に好ましい。前記溶融粘度が50〜700Pa・sであると、溶融製膜時にダイヘッドから吐出される溶融膜の形状が安定し、均一に製膜しやすくなる点で好ましい。また、前記溶融粘度が50〜700Pa・sであると、溶融製膜時の粘度が適切になって押出ししやすくなったり、製膜時の溶融膜がレベリングされて凹凸を低減できたりする点で好ましい。
ここで、前記溶融粘度は、プレートタイプのレオメーターやキャピラリーレオメーターにより測定することができる。
【0018】
前記結晶性を有するポリマーの極限粘度(IV)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.2が好ましく、0.6〜1.0がより好ましく、0.7〜0.9が更に好ましい。前記IVが0.4〜1.2であると、製膜されたフィルムの強度が高くなり、効率よく延伸することができる点で好ましい。
ここで、前記IVは、ウベローデ型粘度計により測定することができる。
【0019】
前記結晶性を有するポリマーの融点(Tm)としては、特に制限はなく、目的に応じて適宜選択することができるが、40〜350℃が好ましく、100〜300℃がより好ましく、100〜260℃がより好ましい。前記融点が40〜350℃であると、通常の使用で予想される温度範囲で形を保ちやすくなる点で好ましく、高温での加工に必要とされる特殊な技術を特に用いなくても、均一な製膜ができる点で好ましい。
ここで、前記融点は、示差熱分析装置(DSC)により測定することができる。
【0020】
−ポリエステル樹脂−
前記ポリエステル類(以下、「ポリエステル樹脂」と称する。)は、エステル結合を主鎖の主要な結合鎖とする高分子化合物の総称を意味する。したがって、前記結晶性を有するポリマーとして好適な前記ポリエステル樹脂としては、前記例示したPET(ポリエチレンテレフタエレート)、PEN(ポリエチレンナフタレート)、PTT(ポリトリメチレンテレフタレート)、PBT(ポリブチレンテレフタレート)、PPT(ポリペンタメチレンテレフタレート)、PHT(ポリヘキサメチレンテレフタレート)、PBN(ポリブチレンナフタレート)、PES(ポリエチレンサクシネート)、PBS(ポリブチレンサクシネート)だけでなく、ジカルボン酸成分とジオール成分との重縮合反応によって得られる高分子化合物が全て含まれる。
【0021】
前記ジカルボン酸成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、芳香族ジカルボン酸、脂肪族ジカルボン酸、脂環族ジカルボン酸、オキシカルボン酸、多官能酸などが挙げられる。
【0022】
前記芳香族ジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ジフェニルスルホンジカルボン酸、ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、5−ナトリウムスルホイソフタル酸などが挙げられ、テレフタル酸、イソフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸が好ましく、テレフタル酸、ジフェニルジカルボン酸、ナフタレンジカルボン酸がより好ましい。
【0023】
前記脂肪族ジカルボン酸としては、例えば、シュウ酸、コハク酸、エイコ酸、アジピン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、マレイン酸、フマル酸が挙げられる。前記脂環族ジカルボン酸としては、例えば、シクロヘキサンジカルボン酸などが挙げられる。前記オキシカルボン酸としては、例えば、p−オキシ安息香酸などが挙げられる。前記多官能酸としては、例えば、トリメリット酸、ピロメリット酸などが挙げられる。前記脂肪族ジカルボン酸及び脂環族ジカルボン酸の中では、前記結晶性高分子フィルムが紫外領域を含む広い波長範囲において低い透過率(優れた反射特性)を有する点で、コハク酸、アジピン酸、シクロヘキサンジカルボン酸が好ましく、コハク酸、アジピン酸がより好ましい。
【0024】
前記ジオール成分としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、脂肪族ジオール、脂環族ジオール、芳香族ジオール、ジエチレングリコール、ポリアルキレングリコールなどが挙げられ、中でも、前記結晶性高分子フィルムが紫外領域を含む広い波長範囲において低い透過率(優れた反射特性)を有する点で、脂肪族ジオールが好ましい。
【0025】
前記脂肪族ジオールとしては、例えば、エチレングリコール、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコールなどが挙げられ、中でも、プロパンジオール、ブタンジオール、ペンタンジオール、ヘキサンジオールが特に好ましい。前記脂環族ジオールとしては、例えば、シクロヘキサンジメタノールなどが挙げられる。前記芳香族ジオールとしては、例えば、ビスフェノールA、ビスフェノールSなどが挙げられる。
【0026】
前記ポリエステル樹脂の溶融粘度としては、特に制限はなく、目的に応じて適宜選択することができるが、50〜700Pa・sが好ましく、70〜500Pa・sがより好ましく、80〜300Pa・sが更に好ましい。前記溶融粘度が大きいほうが延伸時にボイドを発現しやすいが、前記溶融粘度が50〜700Pa・sであると、製膜時に押出しがしやすくなったり、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定したりする点で好ましい。また、前記溶融粘度が50〜700Pa・sであると、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、破断しづらくなる点で好ましい。また、前記溶融粘度が50〜700Pa・s以上であると、製膜時にダイヘッドから吐出される溶融膜の形態が維持しやすくなって、安定的に成形できたり、製品が破損しにくくなったりするなど、物性が高まる点で好ましい。
【0027】
前記ポリエステル樹脂の極限粘度(IV)としては、特に制限はなく、目的に応じて適宜選択することができるが、0.4〜1.2が好ましく、0.6〜1.0がより好ましく、0.7〜0.9が更に好ましい。前記IVが大きいほうが延伸時にボイドを発現しやすいが、前記IVが0.4〜1.2であると、製膜時に押出しがしやすくなったり、樹脂の流れが安定して滞留が発生しづらくなり、品質が安定したりする点で好ましい。さらに、前記IVが0.4〜1.2であると、延伸時に延伸張力が適切に保たれるために、均一に延伸しやすくなり、装置に負荷がかかりにくい点で好ましい。加えて、前記IVが0.4〜1.2であると、製品が破損しにくくなって、物性が高まる点で好ましい。
【0028】
前記ポリエステル樹脂の融点としては、特に制限はなく、目的に応じて適宜選択することができるが、耐熱性や製膜性などの観点から、70〜300℃が好ましく、90〜270℃がより好ましい。
【0029】
なお、前記ポリエステル樹脂として、前記ジカルボン酸成分と前記ジオール成分とが、それぞれ1種で重合してポリマーを形成していてもよく、前記ジカルボン酸成分及び/又は前記ジオール成分が、2種以上で共重合してポリマーを形成していてもよい。また、前記ポリエステル樹脂として、2種以上のポリマーをブレンドして使用してもよい。
【0030】
前記2種以上でのポリマーのブレンドにおいて、主たるポリマーに対して添加されるポリマーは、前記主たるポリマーに対して、溶融粘度及び極限粘度が近く、添加量が少量であるほうが、製膜時や溶融押出し時に物性が高まり、押出ししやすくなる点で好ましい。
【0031】
また、前記ポリエステル樹脂の流動特性の改良、光線透過性の制御、塗布液との密着性の向上などを目的として、前記ポリエステル樹脂に対してポリエステル系以外の樹脂を添加しても良い。
【0032】
このように、前記結晶性高分子フィルムは、従来技術において添加されていた無機系微粒子、相溶しない樹脂などの空洞形成剤を特に添加しなくても、簡便な工程でボイドを形成させることができる。これにより、結晶性高分子フィルム(遮光性シュリンクフィルム)のリサイクル性を高めることができる。さらに、不活性ガスを予め樹脂の中に溶け込ませるための特殊な設備も必要としない。なお、前記結晶性高分子フィルムの製造方法については、後記する。
【0033】
ここで、前記結晶性高分子フィルムは、空洞の発現に寄与しない成分であれば、必要に応じて前記結晶性を有するポリマー以外のその他の成分を含んでいてもよい。前記その他の成分としては、耐熱安定剤、酸化防止剤、有機の易滑剤、核剤、染料、顔料、分散剤、カップリング剤などが挙げられる。前記その他の成分が空洞の発現に寄与したかどうかは、空洞内又は空洞の界面部分に、結晶性を有するポリマー以外の成分(例えば、後記する各成分など)が検出されるかどうかで判別できる。
【0034】
前記酸化防止剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、公知のヒンダードフェノール類を添加してもよい。前記ヒンダードフェノール類としては、例えば、イルガノックス1010、同スミライザーBHT、同スミライザーGA−80などの商品名で市販されている酸化防止剤が挙げられる。
また、前記酸化防止剤を一次酸化防止剤として利用し、更に二次酸化防止剤を組み合わせて適用することもできる。前記二次酸化防止剤としては、例えば、スミライザーTPL−R、同スミライザーTPM、同スミライザーTP−Dなどの商品名で市販されている酸化防止剤が挙げられる。
【0035】
前記蛍光増白剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えばユビテック、OB−1、TBO、ケイコール、カヤライト、リューコプア、EGMなどの商品名で市販されているものを用いることができる。なお、前記蛍光増白剤は、1種単独で使用してもよいし、2種以上を併用してもよい。このように蛍光増白剤を添加することで、より鮮明で青味のある白色性を与え、高級感を持たせることができる。
【0036】
<空洞>
前記結晶性高分子フィルムは、長尺状の空洞をその長さが一方向に配向した状態で内部に含有し、前記空洞の空洞含有率及びアスペクト比に特徴を有している。
前記空洞とは、結晶性高分子フィルム内部に存在する、真空状態のドメイン又は気相のドメインを意味する。
【0037】
前記空洞含有率とは、結晶性高分子フィルムの固相部分の総体積と含有される空洞の総体積の和に対する、前記含有される空洞の総体積を意味する。
前記空洞含有率としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、3体積%以上、50体積%以下が好ましく、5〜40体積%がより好ましく、10〜30体積%が更に好ましい。
ここで、前記空洞含有率は、比重を測定し、前記比重に基づいて算出することができる。
具体的には、前記空洞含有率は、下記の(1)式により求めることができる。
空洞含有率(%)={1−(延伸後の結晶性高分子フィルムの密度)/(延伸前のポリマー成形体の密度)} ・・・(1)
【0038】
前記アスペクト比とは、空洞の配向方向に直交する厚み方向における前記空洞の平均長さをr(μm)として、前記空洞の配向方向における前記空洞の平均長さをL(μm)とした際のL/r比を意味する。
前記アスペクト比としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、10以上が好ましく、15以上がより好ましく、20以上が更に好ましい。
【0039】
図2A〜2Cは、アスペクト比を具体的に説明するための図であって、図2Aは、結晶性高分子フィルムの斜視図であり、図2Bは、図2Aにおける結晶性高分子フィルムのA−A’断面図であり、図2Cは、図2Aにおける結晶性高分子フィルムのB−B’断面図である。
【0040】
前記結晶性高分子フィルムの製造工程において、前記空洞は、通常、第一の延伸方向に沿って配向する。したがって、前記「空洞の配向方向に直交する厚み方向における前記空洞の平均長さ(r(μm))」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、第一の延伸方向に直角な断面(図2AにおけるA−A’断面)における空洞100の平均の厚みr(図2B参照)に相当する。また、「前記空洞の配向方向における前記空洞の平均長さ(L(μm))」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、前記第一の延伸方向に平行な断面(図2AにおけるB−B’断面)における空洞100の平均の長さL(図2C参照)に相当する。
【0041】
なお、前記第一の延伸方向とは、延伸が1軸のみの場合には、その1軸の延伸方向を示す。通常は、製造時に成形体の流れる方向に沿って縦延伸を行うため、この縦延伸の方向が前記第一の延伸方向に相当する。
また、延伸が2軸以上の場合には、空洞形成を目的とした延伸方向のうち少なくとも1方向を示す。通常は、2軸以上の延伸においても、製造時に成形体の流れる方向に沿って縦延伸が行われ、かつ、この縦延伸により空洞を形成することが可能であるため、この縦延伸の方向が前記第一の延伸方向に相当する。
【0042】
ここで、空洞の配向方向に直交する厚み方向における前記空洞の平均長さ(r(μm))は、光学顕微鏡や電子顕微鏡の画像により測定することができる。同様に、前記空洞の配向方向における前記空洞の平均長さ(L(μm))は、光学顕微鏡や電子顕微鏡の画像により測定することができる。
【0043】
前記空洞の配向方向に直交する厚み方向における前記空洞の平均の個数Pとしては、特に制限はなく、目的に応じて適宜選択することができ、5個以上が好ましく、10個以上がより好ましく、15個以上が更に好ましい。
【0044】
前記結晶性高分子フィルムの製造工程において、前記空洞は、通常、第一の延伸方向に沿って配向する。したがって、前記「空洞の配向方向に直交する厚み方向における前記空洞の個数」は、結晶性高分子フィルム1の表面1aに垂直で、かつ、第一の延伸方向に直角な断面(図2AにおけるA−A’断面)において、膜厚方向に含まれる空洞100の個数に相当する。
ここで、前記空洞の配向方向に直交する厚み方向における前記空洞の平均の個数Pは、光学顕微鏡や電子顕微鏡の画像により測定することができる。
【0045】
結晶性を有するポリマー層と空洞層との屈折率差ΔNは、具体的には、波長589nmの光に対する結晶性を有するポリマー層の屈折率をN1として、波長589nmの光に対する空洞層の屈折率をN2とした際に、N1とN2との差であるΔN(=N1−N2)の値を意味する。
ここで、結晶性を有するポリマー層及び空洞層の屈折率N1、N2は、アッベ屈折計などにより測定することができる。
前記ΔNと前記Pとの積は、特に制限はなく、目的に応じて適宜選択することができるが、3以上が好ましく、5以上がより好ましく、7以上が更に好ましい。
【0046】
更に、前記結晶性高分子フィルムは、前記空洞を含有しつつも、空洞を発現するための無機系微粒子、相溶しない樹脂、不活性ガスなどが添加されていないため、優れた表面平滑性を有している。
前記結晶性高分子フィルムの表面平滑性としては、特に制限はなく、目的に応じて適宜選択することができるが、Ra=0.3μm以下が好ましく、Ra=0.25μm以下が更に好ましく、Ra=0.1μm以下が特に好ましい。
【0047】
このように、前記結晶性高分子フィルムは、前記空洞を含有していることにより、例えば、熱収縮率、光線透過率、断熱性などにおいて、様々な優れた特性を有している。言い換えると、前記結晶性高分子フィルムに含有される空洞の態様を変化させることで、熱収縮率、光線透過率、断熱性などの特性を調節することができる。
【0048】
<熱収縮率>
前記結晶性高分子フィルムの熱収縮率とは、結晶性高分子フィルムを100mm角に裁断してサンプルとし、このサンプルを所定温度に調整したオーブン中に10分間放置した後、フィルムの寸法を測定し、下記式に従って求めた値を意味する。
【数1】
前記結晶性高分子フィルムの熱収縮率としては、前記熱収縮性合成樹脂フィルムの熱収縮率(前記結晶性高分子フィルムと同様に測定)との差が5%以内あれば、特に制限はなく、目的に応じて適宜選択することができるが、前記熱収縮性合成樹脂フィルムの熱収縮率との差が4%以内であることがより好ましく、3%以内であることが更に好ましい。
【0049】
<光線透過率>
前記結晶性高分子フィルムの光線透過率とは、前記結晶性高分子フィルムの表面に対し、垂直に、所定波長の光を入射したときの、透過光の光強度/入射光の光強度×100(%)の値を意味する。
【0050】
前記結晶性高分子フィルムの、波長300nm〜780nmから選択される1つの波長の光に対する透過率(光線透過率)としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができ、前記のように、5%以下であることが好ましく、4%以下がより好ましく、3%以下が更に好ましい。
【0051】
また、前記結晶性高分子フィルムの、波長300nm〜780nmから選択される1つの波長の光に対する透過率をMλ(%)として、前記結晶性高分子フィルムと同じ厚さで、前記結晶性高分子フィルムを構成する結晶性を有するポリマーと同一の結晶性を有するポリマーからなり、空洞を含有しないポリマー成形体の、前記選択された波長の光に対する透過率をNλ(%)とした際のMλ/Nλ比が、0.2以下であることが好ましく、0.18以下であることがより好ましく、0.15以下であることが更に好ましい。
ここで、前記透過率は、分光光度計により測定することができる。
【0052】
以上のように、前記結晶性高分子フィルムは、紫外領域(300〜380nm)における低い透過率(高い反射率)を有し、更には、紫外領域における低い透過率(高い反射率)を有しつつ、可視領域(380〜780nm)においても低い透過率(優れた反射特性)を有するものである。前記結晶性高分子フィルムの低い透過率(優れた反射特性)は、前記結晶性高分子フィルム内部に形成された、空洞層及び結晶性を有するポリマー層からなる多重層間の、構造的な光干渉(構造発色)による。言い換えると、前記結晶性高分子フィルムに含有される空洞の態様(アスペクト比、屈折率など)を変化させることで、前記透過率などの反射特性を調節することができる。
【0053】
更に、前記結晶性高分子フィルムは、フィルム表面だけでなく、フィルム表面から所定の距離においても空洞が形成されていないことを特徴とする。
即ち、前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす。
但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。
【0054】
前記「空洞の中心」とは、前記断面における空洞の断面形状が、真円である場合にはその中心を意味し、それ以外の形状の場合には、例えば、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とする。
前記「結晶性高分子フィルムの表面」とは、厚み方向における、結晶性高分子フィルムの最外面を意味する。通常、前記結晶性高分子フィルムを載置したときの上面を意味する。
【0055】
具体的には、結晶性高分子フィルムの表面に垂直で、かつ、縦延伸方向に直角な断面(図2D参照)を、走査型電子顕微鏡を用いて300〜3,000倍の適切な倍率で検鏡し、断面写真を撮像する。前記断面写真内において、厚みの算術平均値Tを算出する。厚みの算術平均値Tとして、ロングレンジ接触式変位計などを用いて測定された厚さを用いてもよい。
次に、前記断面写真内において、厚み方向に平行な任意の一の直線を描画し、更に、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線を描画する。
そして、断面写真内の各空洞において、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とする。
そして、前記一の直線と前記他の直線とで挟まれた領域内において、空洞の中心から結晶性高分子フィルムの表面までの距離が最も短い10個の空洞を選択する。なお、前記「空洞の中心から結晶性高分子フィルムの表面までの距離」は、前記「空洞の中心」を中心とした円を描画する際に、描画する円の半径を順次大きくし、円弧が最初に結晶性高分子フィルムの表面に接したときの円の半径とする。
そして、選択した10個の空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)を下記(1)式により算出する。
h(avg)=(Σh(i))/10 ・・・(1)
なお、前記「各中心から前記結晶性高分子フィルムの表面までの距離h(i)」は、前記結晶性高分子フィルムが、湾曲していたり、応力がかかっていたりすると、正確に測定することができないため、測定の際には平面状に載置した状態で測定することが好ましい。
前記結晶性高分子フィルムは、前記空洞を含有しつつも、結晶性高分子フィルムの表面近くに空洞が形成されていないため、優れた表面平滑性を有している。
【0056】
(遮光性シュリンクフィルムの製造方法)
以下、遮光性シュリンクフィルムの製造方法を説明する。
【0057】
<結晶性高分子フィルムの製造方法>
前記結晶性高分子フィルムの製造方法としては、少なくともポリマー成形体を2倍〜8倍延伸する延伸工程を含み、更に必要に応じて製膜工程などのその他の工程を含んでなる。
なお、前記ポリマー成形体とは、前記結晶性を有するポリマーからなり、特に空洞を含有していないものを示し、例えば、ポリマーフィルム、ポリマーシートなどが挙げられる。
【0058】
−延伸工程−
前記延伸工程では、前記ポリマー成形体が少なくとも1軸に延伸される。そして、前記延伸工程により、ポリマー成形体が延伸されるとともに、その内部に第一の延伸方向に沿って配向した空洞が形成されることで、結晶性高分子フィルムが得られる。
【0059】
延伸により空洞が形成される理由としては、前記ポリマー成形体を構成する少なくとも1種類の結晶性を有するポリマーが、複数種類の結晶状態からなり、延伸時に伸張し難い結晶を含む相で、硬い結晶間の樹脂が引きちぎられるような形で剥離延伸されることにより、これが空洞形成源となって空洞が形成されるものと考えられる。
なお、このような延伸による空洞形成は、結晶性を有するポリマーが1種類の場合だけではなく、2種類以上の結晶性を有するポリマーが、ブレンド又は共重合されている場合であっても可能である。
【0060】
前記延伸の方法としては、本発明の効果を損なわない限り、特に制限はなく、例えば、1軸延伸、逐次2軸延伸、同時2軸延伸が挙げられるが、いずれの延伸方法においても、製造時に成形体の流れる方向に沿って縦延伸が行われることが好ましい。
【0061】
一般に、縦延伸においては、ロールの組合せやロール間の速度差により、縦延伸の段数や延伸速度を調節することができる。
前記縦延伸の段数としては、1段以上であれば特に制限はないが、より安定して高速に延伸することができる点及び製造の歩留まりや機械の制約の点から、2段以上に縦延伸することが好ましい。また、2段以上に縦延伸することは、1段目の延伸によりネッキングの発生を確認したうえで、2段目の延伸により空洞を形成させることができる点においても、有利である。
【0062】
−−延伸速度−−
前記縦延伸の延伸速度としては、本発明の効果を損なわない限り、特に制限はなく、目的に応じて適宜選択することができるが、10〜36,000mm/minが好ましく、800〜24,000mm/minがより好ましく、1,200〜12,000mm/minが更に好ましい。前記延伸速度が、10mm/min以上であると、充分なネッキングを発現させやすい点で好ましい。また、前記延伸速度が、36,000mm/min以下であると、均一な延伸がしやすくなり、樹脂が破断しづらくなり、高速延伸を目的とした大型な延伸装置を必要とせずにコストを低減できる点で好ましい。したがって、前記延伸速度が、10〜36,000mm/minであると、充分なネッキングを発現させやすく、かつ、均一な延伸がしやすくなり、樹脂が破断しづらくなり、高速延伸を目的とした大型な延伸装置を必要とせずにコストを低減できる点で好ましい。
【0063】
より具体的には、1段延伸の場合の延伸速度としては、1,000〜36,000mm/minが好ましく、1,100〜24,000mm/minがより好ましく、1,200〜12,000mm/minが更に好ましい。
【0064】
2段延伸の場合には、1段目の延伸を、ネッキングを発現させることを主なる目的とした予備的な延伸とすることが好ましい。前記予備的な延伸の延伸速度としては、10〜300mm/minが好ましく、40〜220mm/minがより好ましく、70〜150mm/minが更に好ましい。
【0065】
そして、2段延伸における、前記予備的な延伸(1段目の延伸)によりネッキングを発現させた後の2段目の延伸速度は、前記予備的な延伸の延伸速度と変えることが好ましい。前記予備的延伸によりネッキングを発現させた後の、2段目の延伸速度としては、600〜36,000mm/minが好ましく、800〜24,000mm/minがより好ましく、1,200〜15,000mm/minが更に好ましい。
【0066】
−−延伸温度−−
延伸時の温度としては、特に制限はなく、目的に応じて適宜選択することができるが、
延伸温度をT(℃)、ガラス転移温度をTg(℃)としたときに、
(Tg−30)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することが好ましく、
(Tg−25)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することがより好ましく、
(Tg−20)(℃)≦T(℃)≦(Tg+70)(℃)
で示される範囲の延伸温度T(℃)で延伸することが更に好ましい。
【0067】
一般に、延伸温度(℃)が高いほど延伸張力も低めに抑えられて容易に延伸できるが、前記延伸温度(℃)が、{ガラス転移温度(Tg)−30}℃以上、{ガラス転移温度(Tg)+70}℃以下であると、空洞含有率が高くなり、アスペクト比が10以上になりやすく、かつ、充分に空洞が発現する点で好ましい。
ここで、前記延伸温度T(℃)は、非接触式温度計により測定することができる。また、前記ガラス転移温度Tg(℃)は、示差熱分析装置(DSC)により測定することができる。
【0068】
なお、前記延伸工程において、空洞の発現の妨げにならない範囲で、横延伸はしてもよく、しなくてもよい。また横延伸をする場合には、横延伸工程を利用してフィルムを緩和させたり、熱処理を行ったりしてもよい。
また、延伸後の空洞含有樹脂成形体は、形状安定化などの目的で、更に熱を加えて熱収縮させたり、張力を加えたりする等の処理をしても良い。
【0069】
前記ポリマー成形体の製造方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、結晶性を有するポリマーが、ポリオレフィン類、ポリエステル樹脂及びポリアミド類である場合には、溶融製膜方法により好適に製造することができる。
また、前記ポリマー成形体の製造は、前記延伸工程と独立に行ってもよく、連続的に行ってもよい。
【0070】
図1は、本発明の遮光性シュリンクフィルムにおける結晶性高分子フィルムの製造方法の一例を示す図であって、二軸延伸フィルム製造装置のフロー図である。
図1に示すように、原料樹脂11は、押出機12(原料形状や、製造規模によって、二軸押出機を用いたり、単軸押出し機を用いたりする)内部で熱溶融、混練された後、Tダイ13から柔らかい板状(フィルム又はシート状)に吐出される。
次に、吐出されたフィルム又はシートFは、キャスティングロール14で冷却固化されて、製膜される。製膜されたフィルム又はシートF(「ポリマー成形体」に相当する)は、縦延伸機15に送られる。
そして、製膜されたフィルム又はシートFは、縦延伸機15内で再び加熱され、速度の異なるロール15a間で、縦に延伸される。この縦延伸により、フィルム又はシートFの内部に延伸方向に沿って空洞が形成される。そして、空洞が形成されたフィルム又はシートFは、横延伸機16の左右のクリップ16aで両端を把持されて、巻取機側(図示せず)へ送られながら横に延伸されて、結晶性高分子フィルム1となる。なお、前記工程において、縦延伸のみを行ったフィルム又はシートFを横延伸機16に供さず、結晶性高分子フィルム1として使用してもよい。
【0071】
<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>
熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、接着剤を、ロ−ルコ−ト、グラビアコ−ト、ナイフコ−ト、デップコ−ト、スプレイコ−ト、その他のコ−ティング法でコ−ティングし、溶剤、希釈剤等を乾燥して、遮光性シュリンクシートを形成する方法等が挙げられる。また、前記接着剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリウレタン系、ポリエステル系、ポリアミド系、エポキシ系、ポリ(メタ)アクリル系、ポリ酢酸ビニル系、ポリオレフィン系ないし変性ポリオレフィン系、カゼイン、ワックス、エチレン−(メタ)アクリル酸共重合体、ポリブタジエン系、その他等をビヒクルの主成分とする溶剤型、水性型、無溶剤型、あるいは、熱溶融型等の各種の接着剤を挙げることができる。
【実施例】
【0072】
以下、実施例を挙げて本発明を更に詳細に説明するが、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施することは全ての本発明の技術的範囲に包含される。
【0073】
<実施例1>
<<結晶性高分子フィルムの調製>>
IV=0.72であるPBT(ポリブチレンテレフタレート100%樹脂)を溶融押出機を用いて258℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約240μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ30μmの結晶性高分子フィルムを得た。
具体的には、44℃の雰囲気下で、120mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、6,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、4.5倍延伸された。
【0074】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ30μmのPET(ポリエチレンテレフタレート)フィルム(東洋紡績株式会社製、S7553)を準備し、このPETフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例1の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0075】
<実施例2>
<<結晶性高分子フィルムの調製>>
IV=0.72であるPBS(ポリブチレンサクシネート100%樹脂)を溶融押出機を用いて135℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約242μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ30μmの結晶性高分子フィルムを得た。
具体的には、15℃の雰囲気下で、100mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、4,800mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、5.5倍延伸された。
【0076】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ20μmのPP(ポリプロピレン)フィルム(瀧川化学工業製)を準備し、このシュリンクPPフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例2の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0077】
<実施例3>
実施例2において、以下に示すように結晶性高分子フィルムを調製した以外は、実施例2と同様に、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して実施例3の遮光性シュリンクフィルムを作製した。
<<結晶性高分子フィルムの調製>>
Aldrich社 製、重量平均分子量(Mw)190,000、数平均分子量(Mn)50,000、Tg−13℃、融点170〜175℃であるisoPP(アイソタクティックポリプロピレン100%樹脂)を溶融押出機を用いて195−210℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約40μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ28μmの結晶性高分子フィルムを得た。
具体的には、35℃の雰囲気下で、100mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、11,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、5.2倍延伸された。
【0078】
<実施例4>
実施例3において調整された結晶性高分子フィルムと、実施例1で用いた熱収縮性合成樹脂フィルムとを積層して実施例4の遮光性シュリンクフィルムを作製した。
【0079】
<比較例1>
熱収縮性合成樹脂フィルムとして、厚さ45μmのポリエチレンテレフタレートフィルム(東洋紡績株式会社製、S7561)を準備した。前記熱収縮性合成樹脂フィルムの上に絵柄印刷層として、NT−ハイラミック藍(大日精化株式会社製)で、版深28μm、線数175線の網版を用いてグラビア印刷を施した。前記の絵柄印刷層の上に、白色インキ(全面ベタ刷り)層として、NT−ハイラミックコンク白(大日精化株式会社製)で、版深28μm、線数175線の網版を用いて全面ベタ刷りの2度重ね刷りでグラビア印刷を施した。前記白色インキ(全面ベタ刷り)層の上に、アルミペーストを含有する白色インキ(全面ベタ刷り)層として、NT−ハイラミックコンク白(大日精化株式会社製、アルミペースト含有量:1重量%)で、版深28μm、線数175線の網版を用いて全面ベタ刷りのグラビア印刷を施した。その結果、ポリエチレンテレフタレートフィルム/絵柄印刷層/白色インキ(全面ベタ2回刷り)層/白色インキ(アルミペースト含有量:1重量%)全面ベタ刷り層からなる遮光性シュリンクフィルムを得た。
【0080】
<比較例2>
実施例1において、結晶性高分子フィルムの調製で厚さ30μmのポリマーフィルム(ポリマー成形体)を得て、該ポリマーフィルム(ポリマー成形体)に対して1軸延伸を行わない以外は、実施例1と同様にして結晶性高分子フィルムを調製し、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して比較例2の遮光性シュリンクフィルムを作製した。
【0081】
<比較例3>
実施例3において、結晶性高分子フィルムの調製で厚さ28μmのポリマーフィルム(ポリマー成形体)を得て、該ポリマーフィルム(ポリマー成形体)に対して1軸延伸を行わない以外は、実施例3と同様にして結晶性高分子フィルムを調製し、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して比較例3の遮光性シュリンクフィルムを作製した。
【0082】
<実施例5>
実施例1において、積層する前にあらかじめ熱処理していないPETフィルムを熱収縮性合成樹脂フィルム(シュリンク層)として用いる代わりに、積層する前にあらかじめ熱処理(100℃50秒間)することで少しシュリンクさせたPETフィルムを熱収縮性合成樹脂フィルム(シュリンク層)として用いた以外は、実施例1と同様にして、熱収縮性合成樹脂フィルムと結晶性高分子フィルムとを積層して実施例5の遮光性シュリンクフィルム(結晶性高分子フィルムの方が熱収縮性合成フィルムよりもシュリンクする積層フィルム)を作製した。
【0083】
<実施例6>
<<結晶性高分子フィルムの調製>>
IV=0.70であるPBT(ポリブチレンテレフタレート100%樹脂、ガラス転移温度(Tg)=39℃)を溶融押出機を用いて258℃でTダイから押出し、キャスティングドラムで固化させて、厚さ約263μmのポリマー成形体(ポリマーフィルム)を得た。このポリマー成形体(ポリマーフィルム)を1軸延伸(縦延伸)し、厚さ58μmの結晶性高分子フィルム(熱収縮率(%)(第1方向):8%、熱収縮率(%)(第2方向):3%)を得た。
具体的には、58℃の雰囲気下で、120mm/minの速度で1軸延伸し、ネッキングが発生したことを確認した後、4,000mm/minの速度で、初めと同一方向に更に1軸延伸した。
なお、前記2段階の一軸延伸により、ポリマー成形体(ポリマーフィルム)は、4.5倍延伸され、また、横延伸は、行わなかった。その後、該一軸延伸フィルムを、100℃、15秒熱処理して、結晶性高分子フィルムを得た。
【0084】
<<熱収縮性合成樹脂フィルムと結晶性高分子フィルムとの積層>>
熱収縮性合成樹脂フィルム(シュリンク層)として、厚さ20μmのPP(ポリプロピレン)フィルム(瀧川化学工業製)を準備し、このシュリンクPPフィルムと、前記作製した結晶性高分子フィルム(遮光層)とをウレタン樹脂系のラミネート用接着剤を用いてドライラミネーションで積層して実施例6の遮光性シュリンクフィルムを作製した。ラミネート用接着剤の塗布量としては、3g/m2(乾燥状態)であった。
【0085】
作製した実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムについて、表1にまとめて示す。
【0086】
【表1】
【0087】
−評価方法−
前記実施例1〜6及び前記比較例1〜3の遮光性シュリンクフィルムについて、下記の評価を行った。
【0088】
(1)厚さの測定
キーエンス社製、ロングレンジ接触式変位計AF030(測定部)、AF350(指示部)を用いて遮光性シュリンクフィルムの厚さを測定した。
【0089】
(2)光線透過率の測定
日立製作所製分光光度計U−4100を用いて測定した。遮光性シュリンクフィルムの表面に垂直に波長550nmの光を入射させ、遮光性シュリンクフィルムを透過する光の強度を、遮光性シュリンクフィルムを置かないブランクの値と比較した。
【0090】
(3)熱収縮率の測定
遮光性シュリンクフィルムを100mm角に裁断してサンプルとし、このサンプルを150℃に調整したオーブン中に10分間放置した後、フィルムの延伸方向(第1の方向)及び該フィルムの延伸方向(第1の方向)と直交する方向(第2の方向)の寸法を測定し、それぞれの熱収縮率を下記式に従って求めた。ただし、実施例2の遮光性シュリンクフィルムの熱収縮率の測定については、オーブン温度を100℃に変更した。
【0091】
【数2】
【0092】
(4)断熱性評価
実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムのそれぞれと不織布とを重ねて厚みが2.2mmの評価用サンプル1〜7を作製した。ここで、遮光性シュリンクフィルムを単に重ねるだけでは、空気層が形成されるため、粘度が高い流動パラフィンを遮光性シュリンクフィルム間に塗り熱伝導性を高めた。表面に熱伝対を貼り付けた評価用サンプル1〜7をアルミ製ボトル350mL容器の底から30mmの部位に貼り付け、アルミ製ボトル内に氷水200mLを注いだ直後から1秒毎に温度測定し、平衡温度(14℃)に達するまでの時間を測定した。
【0093】
(5)包装性の評価
直径10cmのガラス管に実施例1〜6及び比較例1〜3の遮光性シュリンクフィルムを巻きつけ、接着剤で接着させたあと、100℃で30分オーブンに入れ、その後室温まで温度を下げて取り出し、それぞれのサンプルを取り出し、包装性を評価した。その結果を下記の基準に照らして表2に記載した。
見た目が非常に綺麗:◎
見た目が綺麗:○
皺の徴候あるも何とか使えるレベル:△
皺が発生し商品価値無し:×
【0094】
(6)フィルム表面に最も近くに位置する空洞からフィルム表面までの距離の測定
結晶性高分子フィルム(遮光層)の表面に垂直で、かつ、縦延伸方向に直角な断面(図2D参照)を、走査型電子顕微鏡を用いて300〜3,000倍の適切な倍率で検鏡し、断面写真を撮像した。
撮像の際には、前記結晶性高分子フィルム(遮光層)を平面状に載置した状態で走査型電子顕微鏡にセットして撮像した。
前記断面写真内において、厚みの算術平均値Tを算出した。各結晶性高分子フィルム(遮光層)において算出された厚みの算術平均値Tは、上記「(1)厚さの測定」で測定された厚さ(表2参照)と同じであった。
次に、前記断面写真内において、厚み方向に平行な任意の一の直線を描画し、更に、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線を描画した。また、前記走査型電子顕微鏡による検鏡により、空洞が縦延伸方向に沿って配向していることを確認した。
そして、断面写真内の各空洞において、最大二乗中心法により任意に設定した基準円からの偏差の二乗和が最小となる円の中心を決定し、これを空洞の中心とした。
そして、前記一の直線と前記他の直線とで挟まれた領域内において、空洞の中心から結晶性高分子フィルム(遮光層)上面までの距離が最も近い10個の空洞を選択した。なお、前記「空洞の中心から結晶性高分子フィルム(遮光層)上面までの距離」は、前記「空洞の中心」を中心とした円を描画する際に、描画する円の半径を順次大きくし、円弧が最初に結晶性高分子フィルム(遮光層)の表面に接したときの円の半径とした。
そして、選択した10個の空洞について、各中心から前記結晶性高分子フィルム(遮光層)の上面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)を下記(1)式により算出した。
h(avg)=(Σh(i))/10 ・・・(1)
【0095】
以上の評価結果について、表2にまとめた。また、実施例1の遮光性シュリンクフィルムの透過率データ(300〜800nm)を図3に示す。
【表2】
【0096】
表2によれば、実施例1〜6のみが、遮光性及び断熱性を有すると共に、簡易な構成であって容易にリサイクルすることができることがわかる。
【産業上の利用可能性】
【0097】
本発明の空洞含有樹脂成形体は、前記空洞を含有しているため、例えば、電子機器の照明用部材、一般家庭用照明部材、内照看板などの反射板、昇華転写記録材料又は熱転写記録材料に対応できる受像フィルム素材又は受像シート素材、各種断熱材、感圧記録材料、農業用マルチフィルム、化粧料の成分、食品用包装材、遮光性シュリンクフィルム、スクリ−ンなどとして利用することができる。
【符号の説明】
【0098】
1 結晶性高分子フィルム
1a 表面
100 空洞
L 空洞の配向方向における空洞の長さ
r 空洞の配向方向に直交する厚み方向における空洞の長さ
【特許請求の範囲】
【請求項1】
結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、
前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、
[但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。]
熱収縮性合成樹脂フィルムとを備えることを特徴とする遮光性シュリンクフィルム。
【請求項2】
熱収縮性合成樹脂フィルムと結晶性高分子フィルムとは、熱収縮率の差が5%以下である請求項1に記載の遮光性シュリンクフィルム。
【請求項3】
波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下である請求項1から2のいずれかに記載の遮光性シュリンクフィルム。
【請求項1】
結晶性を有するポリマーからなり、長尺状の空洞をその長さ方向が第1の方向に配向した状態で内部に含有する結晶性高分子フィルムであって、
前記結晶性高分子フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記結晶性高分子フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記結晶性高分子フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たす結晶性高分子フィルムと、
[但し、Tは、前記断面における厚みの算術平均値を表し、10個の前記空洞は、前記厚み方向に平行な任意の一の直線と、前記一の直線に対し平行でかつ20×Tだけ離れて位置する他の直線とで挟まれた領域内に存在する空洞の中から選択される。]
熱収縮性合成樹脂フィルムとを備えることを特徴とする遮光性シュリンクフィルム。
【請求項2】
熱収縮性合成樹脂フィルムと結晶性高分子フィルムとは、熱収縮率の差が5%以下である請求項1に記載の遮光性シュリンクフィルム。
【請求項3】
波長300nm〜780nmから選択される1つの波長の光に対する透過率が5%以下である請求項1から2のいずれかに記載の遮光性シュリンクフィルム。
【図3】

【図1】
【図2A】
【図2B】
【図2C】
【図2D】
【図1】
【図2A】
【図2B】
【図2C】
【図2D】
【公開番号】特開2009−214535(P2009−214535A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2009−28431(P2009−28431)
【出願日】平成21年2月10日(2009.2.10)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成21年2月10日(2009.2.10)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]