
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、青果物、特に、いちごやトマトや柿等のがく片(通称へた)を有する青果物を選別してパック詰めするための選果システムに関する。
【背景技術】
【0002】
従来、果物を等級別に選別してそれそれ箱詰め(パック詰め)する選果システムは公知となっている(特許文献1参照)。
特許文献1における選果システムは、目視判別によって品質により等級に仕分けして移送路に移して、搬送途中で、カメラで外形を検出して大きさ別の階級に選別して、選別後ターンテーブルで人手により箱詰め作業が行われていた。
上記のような選果システムでは、人手により箱詰めされていたため、青果物の供給やカメラによる選別等に要する時間に比べて、箱詰め作業にかかる時間が長く、作業時間の短縮が望まれていた。
【0003】
また、果物の箱詰めを機械化する技術も公知となっている(特許文献2参照)。
特許文献2における箱詰め装置は、リンゴや梨等の比較的表面が硬い果実を吸着して箱詰めするものであり、いちご等の表面が柔らかい青果物を同様の装置で箱詰めすると、表面を傷めてしまい、商品価値を下げることになるため、人手により箱詰めされていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−113623号公報
【特許文献2】特開平6−191507号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上の如き状況に鑑みてなされたものであり、表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【課題を解決するための手段】
【0006】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0007】
即ち、請求項1においては、青果物を載置した載置台を上流側から下流側に搬送する主搬送手段が備えられ、該主搬送手段には上流側から、前記青果物を前記載置台上に載せる載置工程と、前記青果物の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に前記青果物を選別してパック詰めするパック詰め工程と、が設けられる選果システムにおいて、前記パック詰め工程は、前記主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ラインが設けられ、前記各選別ラインの側方には、前記載置台上に載置された前記青果物のがく片側を吸着してパックまで搬送し、整列させて吸着を解除して前記パック内に詰めるパック詰めロボットを備えるものである。
【0008】
請求項2においては、前記選別ラインにおける前記パック詰めロボット近傍には、前記載置台の方向を設定方向に向ける微調整手段が設けられるものである。
【0009】
請求項3においては、前記選別ラインの搬送ベルトは、がく片側が高くなるように傾斜して配置されるものである。
【発明の効果】
【0010】
本発明の効果として、以下に示すような効果を奏する。
【0011】
請求項1においては、表面が柔らかい青果物であっても、パック詰めロボットによりパック詰め作業ができるため、人手によりパック詰めするようも効率よくパック詰めができ、パック詰め作業時間の短縮化、および、労力の削減を図ることができる。
【0012】
請求項2においては、パック詰めロボットに対する載置台の方向を、設定方向に揃えることができ、確実に青果物を吸着して搬送してパック詰めができる。
【0013】
請求項3においては、選別ラインの幅を狭くすることができ、システム全体のスペースの節約ができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施形態に係る選果システムの全体的な構成を示す平面図。
【図2】(a)は載置台の斜視図、(b)は載置台に青果物を載せた状態の平面図。
【図3】(a)は載置台の平面図、(b)は(a)におけるX−X線断面図、(c)は(a)におけるY−Y線断面図。
【図4】適切な載置台の方向での整列装置の平面図。
【図5】図4におけるQ−Q線断面図。
【図6】載置台の方向が異なる状態での整列装置の平面図。
【図7】図6におけるZ−Z線断面図。
【図8】載置台が回転して整列される途中の状態を示す整列装置の平面図。
【図9】パック詰め工程の斜視図。
【図10】(a)微調整手段により載置台が受け止められた状態を示す平面図、(b)は微調整手段により微調整している状態を示す平面図、(c)は微調整完了時の状態を示す平面図。
【図11】微調整用の強磁性体を貼設した載置台の斜視図。
【図12】(a)磁石により微調整を行う状態を示す平面図、(b)磁石により微調整完了時の平面図。
【図13】吸着パッドに離脱防止リングを設け、(a)青果物を吸着する前の状態を示す図、(b)青果物に吸着パッドを当接した状態を示す図、(c)青果物のがく片部分を吸着した状態を示す図、(d)吸着を解除し青果物を離脱した状態を示す図。
【図14】吸着パッドに離脱防止リングを設けた斜視図。
【図15】(a)吸着パッドを複数並列に配置し、ピックアップする前の状態を示す図、(b)同じく吸着した状態を示す図。
【図16】吸着パッドを複数並列に配置し、吸着パッドの間隔を狭めた状態を示す図。
【図17】選別ライン上で複数の載置台を方向を揃えて並べた状態を示す斜視図。
【図18】選別ラインのコンベアベルトを傾斜させた状態を示す図。
【図19】(a)載置台に直径方向に二つの切欠部を設けた実施例を示す斜視図、(b)同じく平面図。
【発明を実施するための形態】
【0015】
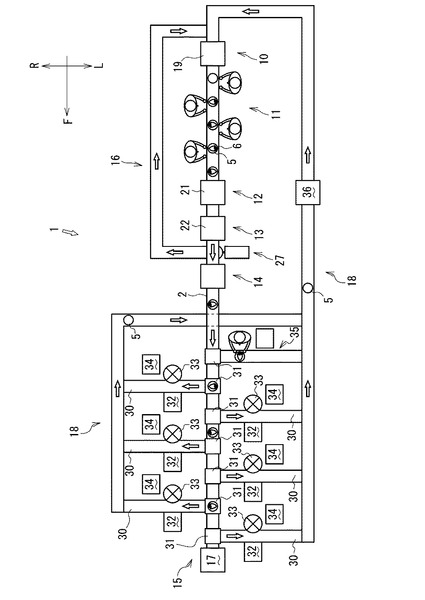
以下では図1を用いて本発明の選果システムの実施の一形態である選果システム1の全体構成について説明する。なお、以後の説明では、図1の矢印で表されるF方向を前方、L方向を左方、R方向を右方とし、青果物6は主搬送手段2の後方である上流側から前方の下流側へと搬送されるものとする。
【0016】
選果システム1で取り扱う青果物6は、イチゴ、ミニトマトやミズナス等の表面が比較的柔らかい青果物であって、がく片(通称へた)を有する青果物とする。本実施形態では、いちごを青果物6として説明する。
【0017】
図1に示すように、選果システム1は、上流側から下流側に青果物6を載置した載置台5を搬送する手段となる主搬送手段2が備えられ、該主搬送手段2には上流側から、載置台5を所定の方向に向ける載置台方向決め工程10と、青果物6を人手により載置台5上に載せる載置工程11と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から青果物6を等級や階級に選別してパック詰めするパック詰め工程15とから構成される。但し、前記品質計測工程は、青果物6の質量を計測する質量計測工程12、または、青果物6をカメラで撮影して撮影された映像より青果物6の形状がどの階級に該当するかを判定する画像処理工程13、または、光センサを用いて青果物6の糖度や酸度を計測する内部品質測定工程14の、少なくとも一つの工程、または、いずれか二つの組み合わせ、または、三つの工程を備えることができる。本実施形態では、品質計測工程として、質量計測工程12と画像処理工程13と内部品質測定工程14とが上流側から順に配置される。
【0018】
そして更に、選果システム1には、正確に載置台5上に青果物6が載せられていなかった際に、前記画像処理工程13と内部品質測定工程14の間から、主搬送手段2の最上流端にその載置台5を戻すリターンライン16が備えられている。また、前記主搬送手段2のリターンライン16の戻り位置よりも上流側と、前記パック詰め工程15の終端との間には青果物6が取り出された後の空の載置台5を主搬送手段2の始端側に戻す空載置台戻りライン18が備えられている。
【0019】
まず、青果物6を載置する載置台5について説明する。
載置台5は、青果物6の載置方法や位置決め方法が異なる形状の載置台5A・5B・5Cを有するので、各載置台5A・5B・5Cについて説明する。
【0020】
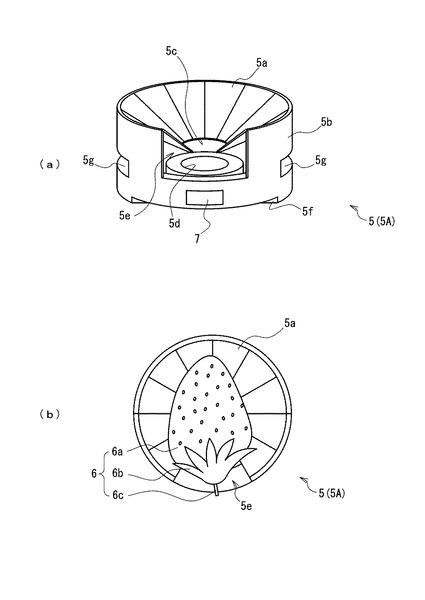
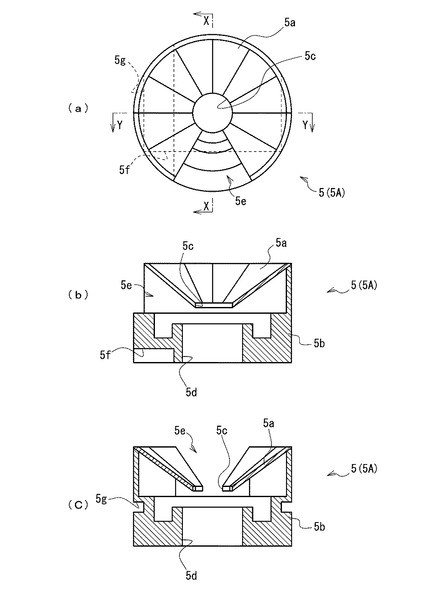
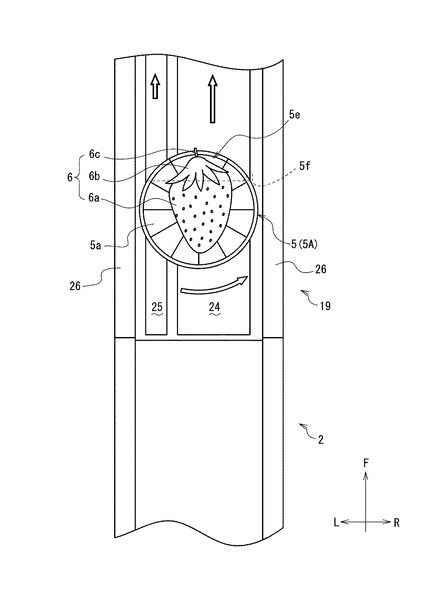
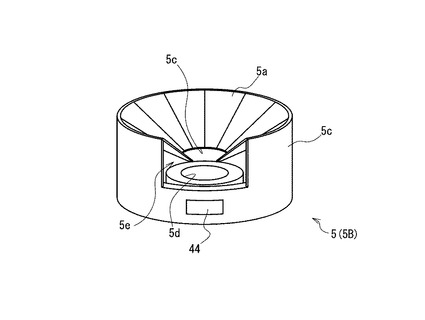
載置台5Aは、図2、図3に示すように、青果物6を載置する載置部5aと、該載置部5aを支持する支持台部5bとを備える。前記載置部5aおよび支持台部5bは平面視において円形に構成され、載置部5aは平面視における中心に向かって低くなる碗状に形成されている。詳細には、載置部5aは円錐状の凹部に形成され、その凹部の大きさは選別する青果物6全体が納まるように青果物6よりも大きく構成されている。そして、該載置部5a及び支持台部5bの平面視中央、つまり中心部には上下方向に貫通孔5c・5dが開口されて、後述する内部品質測定工程14において測定用の光が透過できるようにされている。
【0021】
また、載置部5aはゴム等の弾性体で構成され、中心部から外周側に放射状の切れ目または伸縮部が設けられ、青果物6を載置部5aに載置したときに傷がつかないようにしている。前記載置部5a及び支持台部5bの一部には、平面視で中心から外周に向かって広がる略扇形の切欠部5eが形成されている。この切欠部5eの大きさは青果物6のがく片6bが納まる大きさとしている。
【0022】
こうして、載置部5aに青果物6の可食部(赤い実の部分)6aを載置して、切欠部5eには青果物6のがく片(へたの部分)6bが位置するように載置することで、青果物6がいちごの場合には略横向けた状態で載置台5に載せることができる。この載せた状態において、青果物6の可食部6aは貫通孔5cの周囲に略密着して、測定用の光が漏れることがないのである。
【0023】
また、後述するパック詰め工程15において、パック詰めロボット33の吸着パッド47を切欠部5eに挿入してがく片6b側を吸着するときには、切欠部5eの側壁がガイドとなって、吸着パッド47の中心線と青果物6の茎6cが通る中心線とが略一致するように修正される。つまり、切欠部5eは平面視扇形状に形成されるため、載置部5aの外周側から中心に向かって吸着パッド47を挿入すると、パック詰めロボット33に対する切欠部5eの方向がズレていても、切欠部5eの左右両側壁が当たるように修正されて、切欠部5eの開放方向が吸着パッド47の挿入方向を向くことになり、吸着パッド47の先端が丁度青果物6のがく片6b側に位置するようになり、吸着パッド47で確実に青果物6のがく片6b側を吸着することができるようになるのである。
【0024】
前記支持台部5bの底部の外周一側には位置決め用のガイド凹部5fが設けられている。ガイド凹部5fは底面視において「D」状に切り欠いており、支持台部5b全体の半円よりも小さく切り欠かれる。本実施形態では、ガイド凹部5fは前記切欠部5eの開放側と同じ方向に設けられている。ガイド凹部5fは後述する載置台方向決め工程10における整列装置19において、高い位置の第二搬送ベルト25が位置するようにしている。なお、切欠部5eが直径方向に二カ所設けられる場合には、その位置に合わせてガイド凹部5fも二カ所設けることができる。また、支持台部5bの側面には、後述する微調整手段32により載置台5Aの位置方向を決める位置決め手段(微調整用溝5g・5g)が設けられている。詳細については後述する。
【0025】
また、図2に示すように、載置台5Aの側面(若しくは底面)には、ID認識手段7が貼設される。具体的には、ID認識手段7はバーコードや二次元コードや磁気テープやICチップ等で構成される。ID認識手段7には、認識番号が記され(IDが書き込まれ)、質量計測工程12や画像処理工程13や内部品質測定工程14やパック詰め工程15でそれぞれ図示しない読取手段により認識されて、図示しない制御装置における記憶手段に、認識番号に対応して、質量計測工程12で計測した質量や画像処理工程13で判定された大きさや内部品質測定工程14で判定された階級が書き込まれ、パック詰め工程15でそれぞれの大きさや階級(及び/または等級)に応じて選別ライン30に仕分けされる。また、ICチップの場合には、質量計測工程12で計測した質量や画像処理工程13で判定された大きさや内部品質測定工程14で判定された階級がICチップに書き込まれ、パック詰め工程15における分岐部で大きさや階級が認識されて、それぞれに対応した選別ライン30の分岐部で分岐して仕分けられる。
【0026】
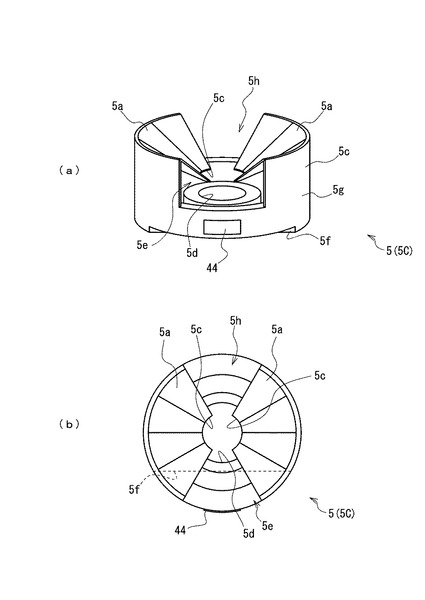
図11に示す載置台5Bは、載置台5Aのように支持台部5bに(ガイド凹部5fはあり)微調整用溝5gが形成されておらず、その代わりに、切欠部5eの下方の支持台部5bの側面に位置決め手段である強磁性体44が貼設される。強磁性体44については、後で詳述する。
【0027】
図19に示す載置台5Cは、載置台5Aのように載置部5aに切欠部5eを一カ所だけ設けるのではなく、複数箇所(2ヶ所)設けたものである。但し、切欠部は載置部5aに三箇所以上設けることも可能である。載置台5Cは、直径方向(切欠部5eの180度位相をずらせた位置)に切欠部5hを設けている、このように構成することで、載置工程11において、主搬送手段2の左右両側に作業者が位置して、載置台5上に青果物6を載置することが可能となる。このように、主搬送手段2の左右両側に作業者が位置することで、搬送方向前後に多くの作業者を配置することができて、載置作業の作業時間を短縮することが可能となる。この場合、主搬送手段2にはがく片6bが右向きと左向きの青果物6が同時搬送されることとなるので、画像処理工程13において、右向きと左向きを判定し、パック詰め工程15においては、右向き用の選別ライン30を主搬送手段2の右側に、左向き用の選別ライン30を主搬送手段2の左側に配置して、同じ方向からパック詰めロボット33により確実にパック詰めできるようにする。
【0028】
載置台5Cには、載置台5Bと同様に位置決め手段として切欠部5eの下方の支持台部5bの側面に位置決め手段である強磁性体44が貼設される。また、載置台5B・5Cは、載置台5Aと同様にID認識手段7が貼設される。
【0029】
以上のように、載置台5(5A・5B・5C)には、前記青果物6を載置する載置部5aと、該載置部5aを支持する支持台部5bとを備え、前記載置部5aは、平面視において円形で、中心に向かって低くなる碗状とし、中心部に上下方向の貫通孔5cを開口し、平面視で中心から外周に向かって広がる略扇形の切欠部5eを少なくとも一つ形成したので、がく片6b(通称へた)を有する青果物6を載置台5上に載せる際、がく片6bを切欠部5eに位置させることで、光センサにより糖度や酸度等を検知するとき、貫通孔5cを通る上下方向の光の漏れが発生せず、側方から切欠部5eに向かって吸着パッド47を挿入して、がく片6b側を吸着して青果物6を取り出すことが可能となる。
【0030】
また、載置台5A・5Cには、前記支持台部5bの底外周部に、搬送手段に対して前記切欠部5eの方向を合わせるためのガイド凹部5fを形成したので、切欠部5eにより載置台5の方向が容易に認識でき、搬送装置時において、後述する整列装置19を用いることにより搬送しながら切欠部5eに合わせた方向に容易に載置台5を合わせることができる。
【0031】
次に、各工程に配置されている装置について詳述する。
主搬送手段2は、周知のベルトコンベアにより構成され、ベルトコンベアの一端には駆動モータにより搬送ベルトを回転駆動する構成としている。駆動モータは制御装置と接続されて駆動制御される。前記搬送ベルト上に載置台5が載置されて、該載置台5上に青果物6が載せられて搬送される。
【0032】
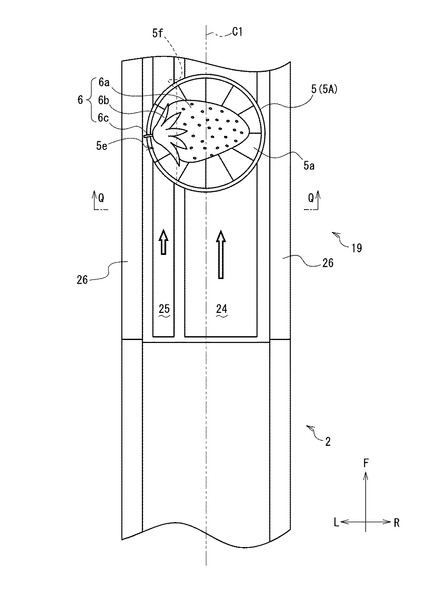
載置台方向決め工程10は、載置工程11よりも上流側であって後述する空載置台戻りライン18およびリターンライン16の終端に連続して設けられる。載置台方向決め工程10は、整列装置19よりなる。整列装置19は、主搬送手段2の上流側の前工程に配置される。整列装置19は、図4〜図8に示すように、載置台5Aを搬送しながら回転させる第一搬送ベルト24と第二搬送ベルト25と、載置台5の搬送方向の両側をガイドする左右一対のコンベアガイド26・26とを備える。第一搬送ベルト24と第二搬送ベルト25は主搬送手段2の延長上流側に配置され、第一搬送ベルト24と第二搬送ベルト25は平行に配置される。なお、本実施形態では、第一搬送ベルト24は右側、第二搬送ベルト25は左側としているが左右逆に配置してもよい。
【0033】
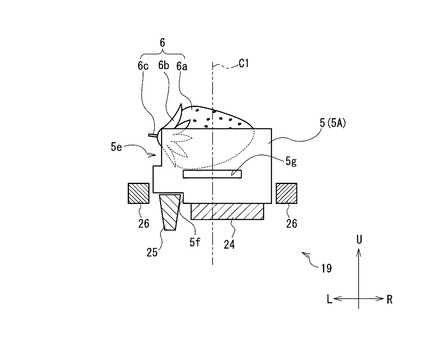
前記第一搬送ベルト24は、平ベルトで構成され、第一搬送ベルト24の搬送面は主搬送手段2の搬送ベルトの搬送面と同じ高さに配置される。第一搬送ベルト24の左右幅は載置台5Aを載せて搬送できる幅とし、載置台5の半径と略同じ左右長さとしている。第一搬送ベルト24の左側端(第二搬送ベルト25側端)は、主搬送手段2の左右中心(搬送中心C1とする)よりも左側(第二搬送ベルト25側)に寄せている。このように構成することで、図5に示すように、方向決めされて適正搬送姿勢となると、ガイド凹部5fの底面は搬送面と接触しないようになるため、その他の底面部分が第一搬送ベルト24上に安定して載置され、載置台5Aは安定した状態で搬送されるようになる。
【0034】
第二搬送ベルト25は、第一搬送ベルト24の側部に配置され、第二搬送ベルト25の左右幅は第一搬送ベルト24の左右幅よりも短く、かつ、載置台5Aのガイド凹部5fの半径方向の長さよりも短く構成され、例えばVベルトで構成されている。第二搬送ベルト25の搬送面の高さは、第一搬送ベルト24及び主搬送手段2の搬送ベルトの搬送面よりも高く配置され、第一搬送ベルト24と第二搬送ベルト25の高さの差は、ガイド凹部5fの高さよりも短くしている。言い換えれば、載置台5を第一搬送ベルト24に載せた状態においてガイド凹部5fの高さよりも低くなるように配置している。そして、第一搬送ベルト24との搬送速度と第二搬送ベルト25の搬送速度は異なる速さに設定している。本実施形態では第一搬送ベルト24の搬送速度が第二搬送ベルト25の搬送速度よりも速く設定している。
【0035】
コンベアガイド26は、第一搬送ベルト24と第二搬送ベルト25の左右側方に配置される杆状の部材であり、第一搬送ベルト24と第二搬送ベルト25の搬送方向の長さと同じ長さとしている。そして、コンベアガイド26・26は、搬送中心C1から同じ距離を離し、コンベアガイド26・26間は、載置台5の直径よりも若干長くなるように配置している。
【0036】
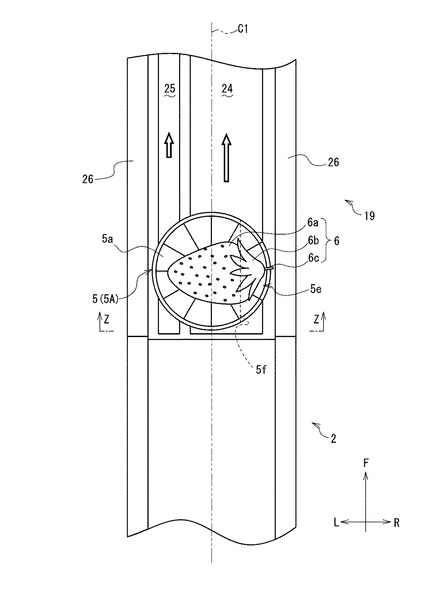
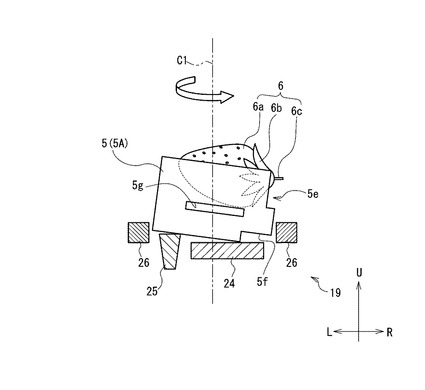
こうして、整列装置19の始端側の第一搬送ベルト24と第二搬送ベルト25上に載置台5Aが供給されて載置されたときに、載置台5Aの切欠部5eの方向が適正方向、本実施形態では左方を向いていないと、図6〜図8に示すように、載置台5の底面は第一搬送ベルト24と第二搬送ベルト25上に接触(載置)した状態となっている。この状態では、第一搬送ベルト24の搬送速度と第二搬送ベルト25の搬送速度には差があるため、載置台5は搬送されながら回転する。本実施形態では、平面視で左回りに回転する。このとき、載置台5はコンベアガイド26・26によってガイドされているため、左方向へ逃げることはない。そして、ガイド凹部5fが第二搬送ベルト25上に位置するまで回転されると、図4および図5に示すように、載置台5の底面が第一搬送ベルト24の上面に載置され、ガイド凹部5fの底面は第二搬送ベルト25の上面より高いため、第二搬送ベルト25とは接触しなくなり、載置台5Aが第一搬送ベルト24のみよって搬送されることとなる。なお、ガイド凹部5fの側面と第二搬送ベルト25の側面と接触することが生じるが、載置台5の底面と第二搬送ベルト25の搬送面との間には段差があるため、載置台5Aが第二搬送ベルト25に乗り上げることはできない。このとき、載置台5の切欠部5eの開放方向はガイド凹部5fと同じ方向となっているので、載置台5の方向は適正方向を向くようになり、載置台5は整列されることとなる。
【0037】
但し、前記第一搬送ベルト24の代わりに、摩擦抵抗の小さい、つまり、表面が滑りやすい板材を配置する構成とすることも可能である。または、前記第一搬送ベルト24の代わりに、表面にフリーローラーを設けた板材で構成することも可能である。この場合、載置台5が適正方向を向いていないと、載置台5の右側面がコンベアガイド26に接触し、第二搬送ベルト25の搬送作用により載置台5は平面視で右回転し、ガイド凹部5fが第二搬送ベルト25上に位置すると回転が止まり、適正方向とされる。そして、下流側への搬送は、後続の載置台5が供給部に搬送されることで、適正方向となった載置台5が主搬送手段2へ押し出されることとなる。
【0038】
上記のように構成することで、載置工程11で青果物6を載置台5に載置するときに、切欠部5eの方向がばらばらであると、作業者が載置台5の方向に合わせて、載置台5に青果物6を載置する必要があり、無理な姿勢になることがあるが、載置台5の方向(切欠部5eの方向)が一定の方向に揃えて搬送されるため、同一姿勢で載置することができて作業者の負担を軽減できる。ひいてはシステム全体の処理能率を向上できる。
また、載置台5は第一搬送ベルト24と第二搬送ベルト25により搬送されるときに回転されて、載置台5のガイド凹部5fが高い側の搬送ベルトに嵌まることで方向が決められ、搬送しながら載置台5の方向を揃えることができる。この載置台5の方向を揃える構成は簡単な構成でできるため、安価に整列装置19を構成することができる。
【0039】
載置工程11は、主搬送手段2の上流側の両側、または、一側に、複数の作業者が位置して、主搬送手段2により搬送されてきた空の載置台5上に、載置台5に形成した切欠部5eの方向に合わせて青果物6を人手により載置する工程である。詳述すると、主搬送手段2の上流側の左右両側、または、左右一側に作業者が下流側に向かって順に並んで位置する。該作業者の近傍には、収穫した青果物6を収納したコンテナ等が搬入される。そして、主搬送手段2の搬送ベルト上には載置台5が載置されて搬送されてくる。この搬送されてくる空の載置台5の切欠部5eに、作業者が青果物6のがく片6bが位置するように載置する。また、リターンライン16より戻された載置台5は整列装置19の上流側で割り込んで主搬送手段2の搬送ベルト上に載せられ、作業者により青果物6の位置が適正方向を向くように再調整される。
【0040】
質量計測工程12は、搬送されてくる青果物6の質量を計測するものであり、質量計21が主搬送手段2の搬送経路途中に配置されている。質量計21は制御装置と接続されて、計測したデータが載置台5毎に制御装置に送信され、制御装置の記憶手段に記憶される。質量計21は載置台5と載置台5に載置された青果物6の合計の質量が質量センサにより検出される。
【0041】
画像処理工程13は、CCDカメラ等の撮影手段22と、該撮影手段22からの信号より画像処理を行う画像処理手段と、照明手段等とを備えてそれぞれ制御装置と接続され、制御装置により青果物6の大きさや変形等を判断して、下流側のパック詰め工程15へ搬送して仕分ける工程である。
【0042】
具体的には、撮影手段22及び照明手段は主搬送手段2の上方に配置して、搬送されてくる載置台5上の青果物6に照明を当てて撮影する。撮影手段22はカラーの撮影手段とし、一つまたは複数配置される。なお、撮影手段22は複数位置を変えて配置して複数の角度から撮影することにより、青果物6の形状や傷等をより正確に判断することができる。
図示しない制御装置は、撮影された信号を画像処理手段に送信し、さらに青果物6が載置台5上の適正位置に載置されているか否かを判断する。この判断は、青果物6のがく片6bが載置台5の切欠部5e上に位置しているか否かで行われる。このがく片6bは形状によって判断してもよく、または、色(がく片6bが緑色で、可食部6aが赤色)で判断してもよい。
青果物6が載置台5上の適正位置に載置されていない場合は、リターンライン16により主搬送手段2の最上流位置まで戻され、載置工程11を流れるときに、作業者により青果物6が適正位置に載置されるように修正される。
【0043】
青果物6が載置台5上の適正位置に載置されていると、制御装置によって、傷や変形があるか否かが判断される。制御装置によって、傷の判断は可食部6aにおける変色(白色や黒色)が所定量以上あるか否か等で判断される。また、制御装置によって、青果物6の変形は所定の形の範囲内にあるか否かで判断される。傷や変形がある場合には、パック詰め工程15において後述する廃棄ライン17に搬送される。
青果物6に傷や変形がない場合には、次に大きさが判断される。例えば、大(L)・中(M)・小(S)等の大きさの階級が定められている。
【0044】
内部品質測定工程14は、投光手段や受光手段を備えて、受光手段からの信号は制御装置に送信されて演算される。つまり、光を用いて青果物6の糖酸度(糖度や酸度)等の内部品質を測定して、該測定結果に基づき等級が判断される。例えば、優・秀・良などに定められる。但し、更に、赤外線を用いて青果物6の残留農薬濃度を測定することも可能である。
【0045】
前記投光手段は具体的にはランプまたはLED等で構成される。受光手段は投光手段により照射され、青果物6内を通過してきた透過光を受けるものであり、図示しない制御手段に接続されている。受光手段は具体的にはフォトダイオードやフォトトランジスタやCCD等で構成される。そして、投光手段より照射される光は載置台5の中央部に穿設された貫通孔5c・5dを通過し、該載置台5上に載置された青果物6を透過して受光手段に受光される。
【0046】
残留農薬濃度を測定した場合や、基準値以上の農薬が検出された場合には、パック詰め工程15において後述する廃棄ライン17に搬送される。
【0047】
リターンライン16は、青果物6が載置台5上の適正位置に載置されていない場合に、前記画像処理工程13と内部品質測定工程14の間から主搬送手段2の最上流端に載置台5を戻すものである。リターンライン16はベルトコンベア等で構成される。
ベルトコンベアの始端側の画像処理工程13と内部品質測定工程14間の主搬送手段2上には、分岐装置27が配置される。
【0048】
前述のように、前記画像処理工程13は、がく片6bの位置と載置台5の切欠部5eが一致する適正位置であるか否かを検知する。そして、青果物6を適正位置に載置していない載置台5であると判断されると、分岐装置27は、主搬送手段2に載置された載置台5をリターンライン16側へと押し出す。すると、載置台5は、リターンライン16のベルトコンベアによって移送され、主搬送手段2の最上流側へ戻される。
【0049】
こうしてリターンライン16を設けることで、正確に載置台5上に載置されている青果物6のみ等級・階級分けされてパック詰めすることができ、選別精度を向上することができる。そして、パック詰めロボット33においては、確実にがく片6b側を吸着してパック詰めすることができ、ピックアップの失敗がなくなることにより稼働率を上げることができ、ひいては選果システム1全体の処理能力を向上することができる。
【0050】
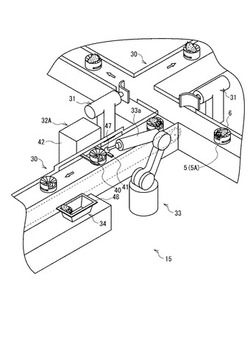
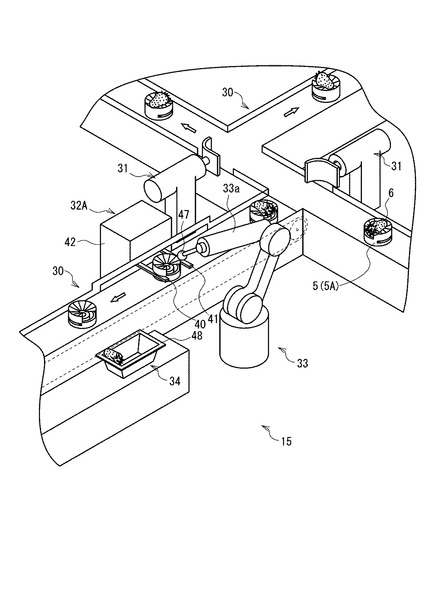
パック詰め工程15は、図1、図9に示すように、主搬送手段2の下流側において、左右一側または両側に配置される複数の選別ライン30・30・・・と、主搬送手段2から等級や階級に応じた選別ライン30へ載置台5を移送させるトラバース装置31と、主搬送手段2の最下流側に配置される廃棄ライン17と、各選別ライン30のパック詰めロボット33と対向して配置され載置台5の方向を適正方向に微調整する微調整手段32と、選別ライン30の側部に配置されるパック詰めロボット33と、パック詰めするためのパック48を載置するパック載置台34等を備える。
【0051】
選別ライン30は、主搬送手段2から分岐して配設される。本実施形態の選別ライン30は、大(L)・中(M)・小(S)の三階級と「優」と「秀」の二等級を組み合わせた合計六つのラインを左右両側に平行に配置している。但し、ラインの数や等級・階級に対するラインの割り当て等は限定するものではない。
【0052】
選別ライン30は、ベルトコンベア等で構成され、その長手方向が主搬送手段2の搬送方向に対して直角方向となるように配置される。一つの選別ライン30には、同じ等級、同じ階級の青果物6のみが搬送される。青果物6を載せた載置台5は、搬送経路の途中に配置されたパック詰めロボット33の前方に搬送されると停止する。さらに、青果物6を載せた載置台5は、後述する微調整手段32によって適正な位置(方向)となるように位置決めがなされる。そして、パック詰めロボット33によって、載置台5上の青果物6がピックアップされると、再度、選別ライン30のベルトコンベアは駆動される。青果物6がピックアップされたあとの空の載置台5は、選別ライン30の終端の空載置台戻りライン18へ搬送される。
【0053】
なお、選別ライン30は常時駆動して載置台5がパック詰めロボット33の前方に位置した時だけ一次的停止するように構成してもよい。また、載置台5がトラバース装置31により移送されたときから搬送駆動し、空載置台戻りライン18へ移送完了すると停止する構成とすることもできる。
【0054】
また、選別ライン30と平行に手詰めライン35を配置することができる。手詰めライン35はベルトコンベア等からなり、パック詰めロボット33の代わりに人手によりパック詰めが行われる。この手詰めライン35へ青果物6を載せた載置台5が搬送される条件としては、前記リターンライン16に戻す載置台5が多すぎる場合やパック詰めロボット33のうちどれかが故障等で使用できない場合等に載置台5が搬送される。こうして、リターンライン16での不具合やパック詰めロボット33が使用できなくなると手詰めライン35で処理することができ、選果システム1全体を停止することなく、パック詰め作業を続行することが可能となり、作業効率が低下しないようにしている。但し、手詰めライン35の位置は、パック詰め工程15内であれば限定するものではない。なお、手でパック詰めを行うことなく、載置台5を載置工程11に戻すような作業であれば、パック詰め工程15の最上流側に配置するほうが作業は効率的に行える。
【0055】
トラバース装置31は、選別ライン30の始端側、つまり、主搬送手段2と選別ライン30との分岐部に配置される。トラバース装置31は、載置台5を検知する手段と、載置台5を主搬送手段2から選別ライン30へ移送する移送手段と、誘導手段とを備える。移送手段は弁体またはピストン等により構成される。誘導手段は、各選別ライン30上流側の側壁に選別ライン30の搬送面側に突出するように形成される。こうして、載置台5が分岐部に至り載置台検知手段が載置台5を検知しID認識手段7の情報を読み取ると、その載置台5に載せられた青果物6の等級・階級が、選別ライン30の等級・階級と一致するかが制御装置によって判断される。
【0056】
青果物6の等級・階級が、選別ライン30の等級・階級と一致しない場合は、そのまま主搬送手段2により下流へ搬送される。青果物6の等級・階級が、選別ライン30の等級・階級と一致した場合には、トラバース装置31の移送手段により載置台5が選別ライン30へ移送するとともに、誘導手段によって載置台5の方向は略90度回転される。つまり、載置台5の切欠部5eの方向がパック詰めロボット33側に向くように方向が変更される。
【0057】
微調整手段32は、載置台5の方向を設定方向に向けるものである。詳細には、載置台5の切欠部5eがパック詰めロボット33側(後方)に向くように方向を調整する手段である。微調整手段32は、選別ライン30を挟んでパック詰めロボット33と対向して、または、パック詰めロボット33の前方に配置される。
【0058】
前記微調整手段32は、載置台5に設ける位置決め手段の構成によって異なり、位置決め手段が載置台5の側面に設けた微調整用溝5gとした場合の微調整手段32Aと、位置決め手段が載置台5の側面に貼設した鉄やニッケル等の強磁性体44とした場合の微調整手段32Bとがあり、各微調整手段32A・32Bについて説明する。
【0059】
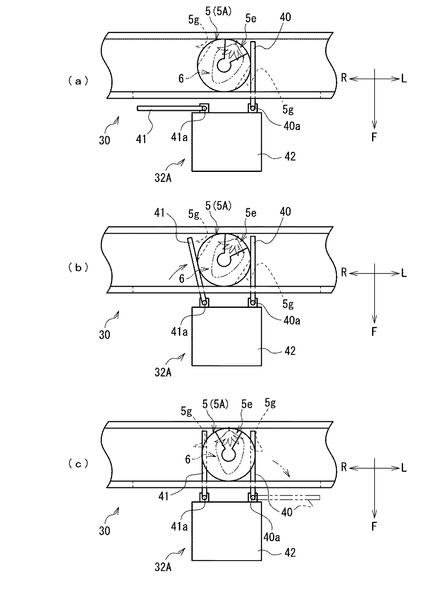
まず、位置決め手段が載置台5の側面に設けた微調整用溝5gとした場合の微調整手段32Aから説明する。微調整用溝5gは、図2、図3(c)に示すように、支持台部5bの左右両側面の上下中途部に断面視横凹状で水平方向に微調整用溝5g・5gが形成されている。微調整用溝5gの長手方向は、前記ガイド凹部5fの長手方向と直交する方向に配設される。但し、微調整用溝5gは左右一側だけ設ける構成とすることもできる。
【0060】
微調整手段32Aは、図9、図10に示すように、ストッパアーム40と調整アーム41と、ストッパアーム40を回動するアクチュエータ40aと、調整アーム41を回動するアクチュエータ41aからなり、ストッパアーム40と調整アーム41は、選別ライン30を挟んでパック詰めロボット33と対向した位置に配置される。ストッパアーム40と調整アーム41は機台42から平行に選別ライン30側に突出して配置され、それぞれアクチュエータ40a・41aにより水平方向に左右回動可能に支持されている。調整アーム41は微調整用溝5gに嵌合可能な大きさに構成されている。
【0061】
このような構成において載置台5Aを位置決めする、つまり、載置台5Aの方向の微調整を行う場合、微調整手段32Aは、ストッパアーム40を選別ライン30の搬送方向に対して直角方向に突出して配置し、調整アーム41は選別ライン30の搬送方向と平行となるように配置しておく。そして、選別ライン30において載置台5Aが搬送されて、パック詰めロボット33と対向する位置まで搬送されると、ストッパアーム40に載置台5Aが当接して停止され、選別ライン30の搬送も停止される。次に、アクチュエータ41aが駆動されて、調整アーム41が選別ライン30の搬送方向と直角方向となるように90度回動される。このとき、図10(c)に示すように、調整アーム41が微調整用溝5gに嵌合し、載置台5Aの方向がずれていると、微調整用溝5gの延設方向は選別ライン30の搬送方向とは直角方向となっていないため、つまり、図10(b)に示すように、平面視において、微調整用溝5gの延設方向は傾斜しているため、調整アーム41の押し付け力により、載置台5Aの微調整用溝5gの延設方向が搬送方向と直角方向となるように回転される。言い換えれば、微調整用溝5gの側面に調整アーム41の側面が密着されるまで回転される。こうして、切欠部5eはパック詰めロボット33側を向く適正位置に微調整される。そして、載置台5Aより青果物6が取り出されると、ストッパアーム40は選別ライン30の下流側へ90度回転し、ベルトコンベアが駆動され、載置台5Aが通り過ぎると元の位置に戻される。調整アーム41は選別ライン30の上流側に回動され元の位置に戻される。
【0062】
次に、位置決め手段が載置台5(5B・5C)の側面に貼設した鉄やニッケル等の強磁性体44とした場合の微調整手段32Bについて説明する。この場合の位置決め手段となる強磁性体44は、前述のように図11および図19に示す載置台5(5B・5C)の切欠部5eの下方の支持台部5bの側面に貼設される。
【0063】
一方、図12に示す微調整手段32Bは磁石45で構成される。該磁石45は、パック詰めロボット33側の選別ライン30の側方に配設される。
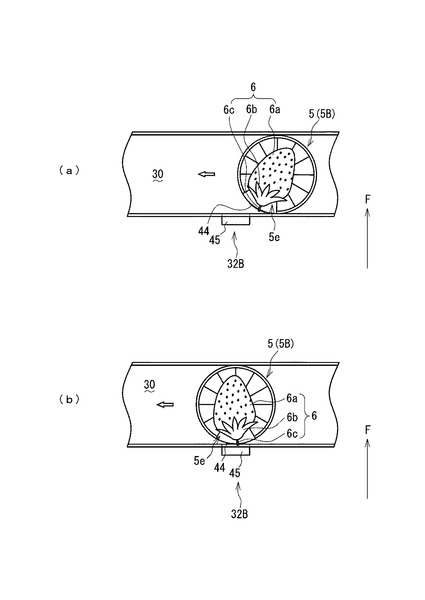
このような構成において、選別ライン30上を載置台5が搬送されて、パック詰めロボット33と対向する位置まで搬送されると、搬送が停止される。このとき、図12(a)に示すように、搬送時に載置台5の方向がずれていても、停止位置の選別ライン30の側部には磁石45が配置されているため、停止した時には図12(b)に示すように、強磁性体44は磁石45の磁力により引きつけられて、切欠部5eはパック詰めロボット33側を向く適正位置に微調整される。この状態で、パック詰めロボット33により青果物6が吸着されてパック詰めされる。
【0064】
なお、前記磁石45は電磁石で構成することができる。この場合、載置台5がパック詰めロボット33と対向した位置で停止した時のみ、通電して磁力を与える。こうすることで、磁石45の場合では、選別ライン30での載置台5の搬送時に、載置台5が磁石45により引きつけられる可能性があるが、電磁石とすることで、搬送時には引きつけられないので、パック詰めロボット33に対向した位置に位置した時のみ方向の微調整ができ、安定した搬送が可能となる。
【0065】
以上のように、前記支持台部5bの側面にパック詰めロボット33に対して設定方向となる位置に位置決めする位置決め手段(微調整用溝5g、強磁性体44)を設けたので、この位置決め手段に対して微調整手段32が作用して、パック詰め手段となるパック詰めロボット33に対して載置台5(5A・5B・5C)を設定方向に向けることができる。この設定方向は、載置台5の切欠部5eがパック詰めロボット33側を向く方向であり、この方向では、載置台5に載せた青果物6のがく片6bがパック詰め手段となるパック詰めロボット33側を向くことになり、吸着パッド47で確実に吸着して取り出すことが可能となる。
【0066】
パック詰めロボット33は選別ライン30の搬送経路の側方に配置され、搬送されてきた載置台5上の青果物6のがく片6b側を吸着してピックアップし、パック詰めロボット33の近傍に配置したパック載置台34まで搬送し、パック載置台34上に載置したパック48内に整列して詰めるものである。パック詰めロボット33は、図9に示すように、周知の多関節ロボットで構成され、ハンド先端側のアーム33aの先端に吸着パッド47が配置され、回動と吸着が制御装置によって制御されている。但し、パック詰めロボット33は直交型ロボット等でもよく限定するものではない。
【0067】
吸着パッド47には、配管47aを介してポンプ等の吸引手段と接続され、配管47a途中にはバルブが配置されて、該バルブは制御装置と接続され、バルブの切換制御が行われている(図13参照)。つまり、青果物6を載せた載置台5が選別ライン30により搬送されて、パック詰めロボット33と対向した適正位置に搬送されて停止されると、パック詰めロボット33が作動されて、吸着パッド47を載置台5上の青果物6のがく片6b側を吸着する(バルブを切り換えて負圧とする)。このとき、吸着パッド47は選別ライン30の搬送方向と直角方向で、載置台5の切欠部5eの側方から切欠部5e内へ水平方向に挿入され、青果物6のがく片6b近傍で水平移動を停止し、吸引を開始する。この吸引によって青果物6のがく片6b側が吸着され、その状態で青果物6を持ち上げて、パック載置台34上方まで移送する。その後、吸着パッド47の先端側が下がるように傾斜させてパック48内に青果物6を入れ、バルブを切り換えて吸引を停止する。なお、この吸引の停止だけでは吸着パッド47から青果物6を放すことができない場合があるので、バルブを切り換えて吸着パッド47に正圧を加えてエアを吹き出して強制的に青果物6を放すように構成することもできる。
【0068】
また、吸着パッド47に正圧を加える代わりに、図13、図14に示すように、吸着パッド47の外周よりも若干大きい離脱リング49を設けて、青果物6の離脱を確実に行うことができる。つまり、離脱リング49は円筒状の支持体49aに支持され、該支持体49aは吸着パッド47の軸心と同心上に配置され、アクチュエータの作動により軸心方向に摺動可能に構成されている。
【0069】
こうして、吸着パッド47により青果物6を吸着するときには、図13の(a)および(b)のように、離脱リング49は吸着パッド47よりも青果物6側に突出しない待避位置としている。そして、吸着パッド47は、青果物6を吸着してパック48(図9参照)の位置まで搬送して、青果物6をパック48内に収納する。その後、吸着パッド47を青果物6より離脱させるときには、図13の(c)および(d)に示すように、吸着パッド47による青果物6への吸引を停止すると同時に、アクチュエータを作動させて離脱リング49を青果物6側に突出させる。そのあと、吸着パッド47を上昇させることで、吸着パッド47が青果物6から離れる。よって、確実にパック48の適宜の位置に青果物6が並べられる。
【0070】
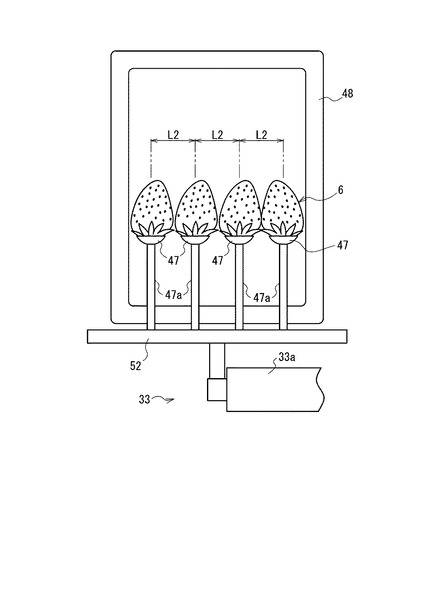
また、吸着パッド47は、一つのパック詰めロボット33に対して複数並列に配置して、複数個の青果物6を一度に吸引して搬送し、一列づつパック48に収納する構成とすることもできる。例えば、四つの青果物6・6・・・を一度に吸着させてパック48に詰める場合について説明すると、図15に示すように、パック詰めロボット33のアーム33aの先端には、ブラケット52が左右方向に横設され、該ブラケット52に四つの吸着パッド47・47・・・が幅方向(左右方向)に摺動可能に平行に設けられている。図15に示すように、隣接する吸着パッド47と吸着パッド47との間隔を、載置台5の幅L1の長さ分を開けた状態と、図16に示す青果物6の幅L2の長さ分を開けた状態とに配置することができる。つまり、吸着パッド47は、配管47aを介してブラケット52上で左右方向に摺動可能とされている。
【0071】
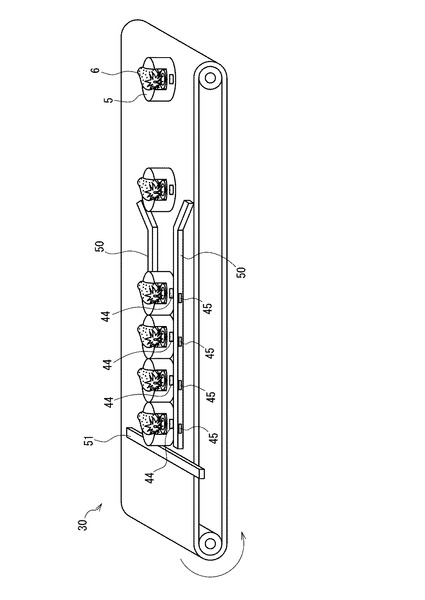
一方、選別ライン30のベルトコンベア上には、図17に示すように、搬送方向と平行にガイドレール50・50が載置台5の幅の間隔をあけて平行に配置される。該ガイドレール50・50の下流側端には、ストッパ51が搬送方向と直角方向に配置される。該ストッパ51はアクチュエータにより上下回動可能、または進退可能に配置される。なお、ガイドレール50には磁石45・45・・・を配置して前述のように、載置台5の方向を微調整できる構成としている。
【0072】
そして、ストッパ51はベルトコンベアの搬送面と平行、かつ、平面視で直交方向となる作用位置と、搬送面から離れた退避位置とに移動可能に構成されている。ストッパ51が作用位置に配置された状態では、ベルトコンベアにより搬送された載置台5はストッパ51により次々と止められる。そして、載置台5が四つ並べられると、ベルトコンベアによる搬送を停止して、図15に示す吸着パッド47・・・が載置台5の側方より伸ばされて青果物6を四つ一度に吸着する。そして、搬送しながら、隣接する吸着パッド47・・・の間隔を狭めて(L2の間隔)、四つ並んだ状態でパック48内に詰める。そのあと、吸着パッド47・・・は、青果物6・・・に対する吸引を解除し、その幅を広げながら(L1の間隔)選別ライン30の側方に移動して退避する。
【0073】
他方、前記ベルトコンベア上では、四つの青果物6がピックアップされると、ストッパ51を上昇回動させて(または退避させて)、ベルトコンベアによる搬送を再開する。四つの空の載置台5・5・・・がストッパ51を通過すると、ストッパ51は元の位置(作用位置)に戻り新たな載置台5の搬送を停止させ、前記動作を繰り返す。
【0074】
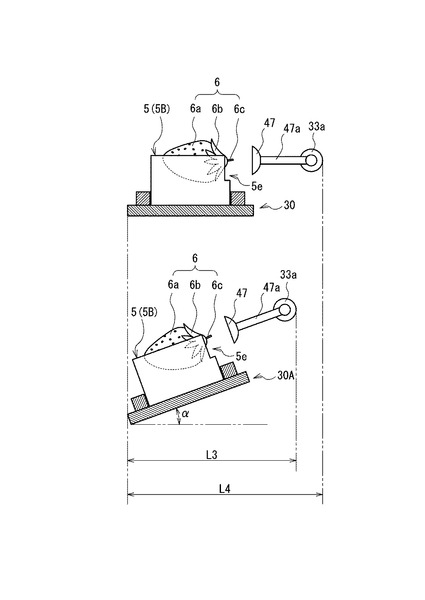
また、パック詰め工程15における複数の前記選別ライン30・30・・・の前後方向の間隔を狭めて省スペース化を図るために、選別ライン30を側面視で傾斜させる構成とすることもできる。つまり、図18に示すように、載置台5の切欠部5e側(がく片6b側)が上がるように、選別ライン30のベルトコンベアが角度α傾斜して配置される。このように選別ライン30を傾斜させない場合は長さL4であるが、選別ライン30を水平面に対して所定角度α傾斜させるとその長さはL3=L4cosαとなる。したがって、選別ライン30は傾斜することでその前後幅が短くなり(L4>L3)、選果システム1の前後方向の長さを短くできるようになる。
【0075】
また、前記パック詰めロボット33により青果物6を一つづつピックアップしてパック48に詰める場合、パック詰めロボット33は固定された位置のパック48に対して所定の詰める位置に吸着パッド47を移動させて(青果物6の一つ分づつズレる)、順番に整列してパック詰めする方法と、パック詰めロボット33の吸着パッド47をパック載置台34のパック48上方に位置させたとき、青果物6を放す位置は一定として、パック載置台34をパック詰め時に前後左右に青果物6の一つ分づつ順番に移動させる方法とがある。また、一列(例えば四つ)一度に並べてパック詰めする場合、一列の吸着パッド47・47・・・から青果物6を放す位置を一列づつパック詰めロボット33を後退させてパック詰めする方法と、パック載置台34を一列づつ前進させてパック詰めする方法とがあるが、これらパック詰めする方法は限定するものではない。
【0076】
空載置台戻りライン18は、前記主搬送手段2の上流側と前記パック詰め工程15の終端との間、つまり、前記各選別ライン30・30・・・の終端、および、手詰めライン35の終端と主搬送手段2の最上流端との間に配設される。空載置台戻りライン18は、ベルトコンベア等から構成され、パック詰めロボット33により青果物6が取り出された後の空の載置台5を主搬送手段2の上流側に戻すためのものである。また、空載置台戻りライン18の途中または終端部側には、洗浄装置36が配置されて、空の載置台5が洗浄されて、埃や残留農薬等を洗浄して再度主搬送手段2で使用できるようにしている。つまり、載置台5は主搬送手段2と空載置台戻りライン18を循環するように構成される。
【0077】
廃棄ライン17は、主搬送手段2の最下流側に配置され、青果物6が規格外に変形していたり、規格外に大きすぎたり小さすぎたり、傷が付いていたり、がく片6bがなかったり、変質していたり、残留農薬が規定値以上残留していたりした場合等に搬送される。
【0078】
前記制御装置は前述の主搬送手段2、整列装置19、質量計21、撮影手段22、照明投光手段、受光手段、選別ライン30、トラバース装置31、微調整手段32、パック詰めロボット33、パック載置台34等を制御するものであり、これらの動作を制御するためのプログラムが格納されており、載置台5のIDを取得したり、測定された内部品質によって青果物6・6・・・を階級や等級別に選別する。
【符号の説明】
【0079】
1 選果システム
2 主搬送手段
5 載置台
6 青果物
6b がく片
11 載置工程
12 質量計測工程(品質計測工程)
13 画像処理工程(品質計測工程)
14 内部品質測定工程(品質計測工程)
15 パック詰め工程
30 選別ライン
32 微調整手段
33 パック詰めロボット
48 パック
【技術分野】
【0001】
本発明は、青果物、特に、いちごやトマトや柿等のがく片(通称へた)を有する青果物を選別してパック詰めするための選果システムに関する。
【背景技術】
【0002】
従来、果物を等級別に選別してそれそれ箱詰め(パック詰め)する選果システムは公知となっている(特許文献1参照)。
特許文献1における選果システムは、目視判別によって品質により等級に仕分けして移送路に移して、搬送途中で、カメラで外形を検出して大きさ別の階級に選別して、選別後ターンテーブルで人手により箱詰め作業が行われていた。
上記のような選果システムでは、人手により箱詰めされていたため、青果物の供給やカメラによる選別等に要する時間に比べて、箱詰め作業にかかる時間が長く、作業時間の短縮が望まれていた。
【0003】
また、果物の箱詰めを機械化する技術も公知となっている(特許文献2参照)。
特許文献2における箱詰め装置は、リンゴや梨等の比較的表面が硬い果実を吸着して箱詰めするものであり、いちご等の表面が柔らかい青果物を同様の装置で箱詰めすると、表面を傷めてしまい、商品価値を下げることになるため、人手により箱詰めされていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−113623号公報
【特許文献2】特開平6−191507号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上の如き状況に鑑みてなされたものであり、表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【課題を解決するための手段】
【0006】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0007】
即ち、請求項1においては、青果物を載置した載置台を上流側から下流側に搬送する主搬送手段が備えられ、該主搬送手段には上流側から、前記青果物を前記載置台上に載せる載置工程と、前記青果物の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に前記青果物を選別してパック詰めするパック詰め工程と、が設けられる選果システムにおいて、前記パック詰め工程は、前記主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ラインが設けられ、前記各選別ラインの側方には、前記載置台上に載置された前記青果物のがく片側を吸着してパックまで搬送し、整列させて吸着を解除して前記パック内に詰めるパック詰めロボットを備えるものである。
【0008】
請求項2においては、前記選別ラインにおける前記パック詰めロボット近傍には、前記載置台の方向を設定方向に向ける微調整手段が設けられるものである。
【0009】
請求項3においては、前記選別ラインの搬送ベルトは、がく片側が高くなるように傾斜して配置されるものである。
【発明の効果】
【0010】
本発明の効果として、以下に示すような効果を奏する。
【0011】
請求項1においては、表面が柔らかい青果物であっても、パック詰めロボットによりパック詰め作業ができるため、人手によりパック詰めするようも効率よくパック詰めができ、パック詰め作業時間の短縮化、および、労力の削減を図ることができる。
【0012】
請求項2においては、パック詰めロボットに対する載置台の方向を、設定方向に揃えることができ、確実に青果物を吸着して搬送してパック詰めができる。
【0013】
請求項3においては、選別ラインの幅を狭くすることができ、システム全体のスペースの節約ができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施形態に係る選果システムの全体的な構成を示す平面図。
【図2】(a)は載置台の斜視図、(b)は載置台に青果物を載せた状態の平面図。
【図3】(a)は載置台の平面図、(b)は(a)におけるX−X線断面図、(c)は(a)におけるY−Y線断面図。
【図4】適切な載置台の方向での整列装置の平面図。
【図5】図4におけるQ−Q線断面図。
【図6】載置台の方向が異なる状態での整列装置の平面図。
【図7】図6におけるZ−Z線断面図。
【図8】載置台が回転して整列される途中の状態を示す整列装置の平面図。
【図9】パック詰め工程の斜視図。
【図10】(a)微調整手段により載置台が受け止められた状態を示す平面図、(b)は微調整手段により微調整している状態を示す平面図、(c)は微調整完了時の状態を示す平面図。
【図11】微調整用の強磁性体を貼設した載置台の斜視図。
【図12】(a)磁石により微調整を行う状態を示す平面図、(b)磁石により微調整完了時の平面図。
【図13】吸着パッドに離脱防止リングを設け、(a)青果物を吸着する前の状態を示す図、(b)青果物に吸着パッドを当接した状態を示す図、(c)青果物のがく片部分を吸着した状態を示す図、(d)吸着を解除し青果物を離脱した状態を示す図。
【図14】吸着パッドに離脱防止リングを設けた斜視図。
【図15】(a)吸着パッドを複数並列に配置し、ピックアップする前の状態を示す図、(b)同じく吸着した状態を示す図。
【図16】吸着パッドを複数並列に配置し、吸着パッドの間隔を狭めた状態を示す図。
【図17】選別ライン上で複数の載置台を方向を揃えて並べた状態を示す斜視図。
【図18】選別ラインのコンベアベルトを傾斜させた状態を示す図。
【図19】(a)載置台に直径方向に二つの切欠部を設けた実施例を示す斜視図、(b)同じく平面図。
【発明を実施するための形態】
【0015】
以下では図1を用いて本発明の選果システムの実施の一形態である選果システム1の全体構成について説明する。なお、以後の説明では、図1の矢印で表されるF方向を前方、L方向を左方、R方向を右方とし、青果物6は主搬送手段2の後方である上流側から前方の下流側へと搬送されるものとする。
【0016】
選果システム1で取り扱う青果物6は、イチゴ、ミニトマトやミズナス等の表面が比較的柔らかい青果物であって、がく片(通称へた)を有する青果物とする。本実施形態では、いちごを青果物6として説明する。
【0017】
図1に示すように、選果システム1は、上流側から下流側に青果物6を載置した載置台5を搬送する手段となる主搬送手段2が備えられ、該主搬送手段2には上流側から、載置台5を所定の方向に向ける載置台方向決め工程10と、青果物6を人手により載置台5上に載せる載置工程11と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から青果物6を等級や階級に選別してパック詰めするパック詰め工程15とから構成される。但し、前記品質計測工程は、青果物6の質量を計測する質量計測工程12、または、青果物6をカメラで撮影して撮影された映像より青果物6の形状がどの階級に該当するかを判定する画像処理工程13、または、光センサを用いて青果物6の糖度や酸度を計測する内部品質測定工程14の、少なくとも一つの工程、または、いずれか二つの組み合わせ、または、三つの工程を備えることができる。本実施形態では、品質計測工程として、質量計測工程12と画像処理工程13と内部品質測定工程14とが上流側から順に配置される。
【0018】
そして更に、選果システム1には、正確に載置台5上に青果物6が載せられていなかった際に、前記画像処理工程13と内部品質測定工程14の間から、主搬送手段2の最上流端にその載置台5を戻すリターンライン16が備えられている。また、前記主搬送手段2のリターンライン16の戻り位置よりも上流側と、前記パック詰め工程15の終端との間には青果物6が取り出された後の空の載置台5を主搬送手段2の始端側に戻す空載置台戻りライン18が備えられている。
【0019】
まず、青果物6を載置する載置台5について説明する。
載置台5は、青果物6の載置方法や位置決め方法が異なる形状の載置台5A・5B・5Cを有するので、各載置台5A・5B・5Cについて説明する。
【0020】
載置台5Aは、図2、図3に示すように、青果物6を載置する載置部5aと、該載置部5aを支持する支持台部5bとを備える。前記載置部5aおよび支持台部5bは平面視において円形に構成され、載置部5aは平面視における中心に向かって低くなる碗状に形成されている。詳細には、載置部5aは円錐状の凹部に形成され、その凹部の大きさは選別する青果物6全体が納まるように青果物6よりも大きく構成されている。そして、該載置部5a及び支持台部5bの平面視中央、つまり中心部には上下方向に貫通孔5c・5dが開口されて、後述する内部品質測定工程14において測定用の光が透過できるようにされている。
【0021】
また、載置部5aはゴム等の弾性体で構成され、中心部から外周側に放射状の切れ目または伸縮部が設けられ、青果物6を載置部5aに載置したときに傷がつかないようにしている。前記載置部5a及び支持台部5bの一部には、平面視で中心から外周に向かって広がる略扇形の切欠部5eが形成されている。この切欠部5eの大きさは青果物6のがく片6bが納まる大きさとしている。
【0022】
こうして、載置部5aに青果物6の可食部(赤い実の部分)6aを載置して、切欠部5eには青果物6のがく片(へたの部分)6bが位置するように載置することで、青果物6がいちごの場合には略横向けた状態で載置台5に載せることができる。この載せた状態において、青果物6の可食部6aは貫通孔5cの周囲に略密着して、測定用の光が漏れることがないのである。
【0023】
また、後述するパック詰め工程15において、パック詰めロボット33の吸着パッド47を切欠部5eに挿入してがく片6b側を吸着するときには、切欠部5eの側壁がガイドとなって、吸着パッド47の中心線と青果物6の茎6cが通る中心線とが略一致するように修正される。つまり、切欠部5eは平面視扇形状に形成されるため、載置部5aの外周側から中心に向かって吸着パッド47を挿入すると、パック詰めロボット33に対する切欠部5eの方向がズレていても、切欠部5eの左右両側壁が当たるように修正されて、切欠部5eの開放方向が吸着パッド47の挿入方向を向くことになり、吸着パッド47の先端が丁度青果物6のがく片6b側に位置するようになり、吸着パッド47で確実に青果物6のがく片6b側を吸着することができるようになるのである。
【0024】
前記支持台部5bの底部の外周一側には位置決め用のガイド凹部5fが設けられている。ガイド凹部5fは底面視において「D」状に切り欠いており、支持台部5b全体の半円よりも小さく切り欠かれる。本実施形態では、ガイド凹部5fは前記切欠部5eの開放側と同じ方向に設けられている。ガイド凹部5fは後述する載置台方向決め工程10における整列装置19において、高い位置の第二搬送ベルト25が位置するようにしている。なお、切欠部5eが直径方向に二カ所設けられる場合には、その位置に合わせてガイド凹部5fも二カ所設けることができる。また、支持台部5bの側面には、後述する微調整手段32により載置台5Aの位置方向を決める位置決め手段(微調整用溝5g・5g)が設けられている。詳細については後述する。
【0025】
また、図2に示すように、載置台5Aの側面(若しくは底面)には、ID認識手段7が貼設される。具体的には、ID認識手段7はバーコードや二次元コードや磁気テープやICチップ等で構成される。ID認識手段7には、認識番号が記され(IDが書き込まれ)、質量計測工程12や画像処理工程13や内部品質測定工程14やパック詰め工程15でそれぞれ図示しない読取手段により認識されて、図示しない制御装置における記憶手段に、認識番号に対応して、質量計測工程12で計測した質量や画像処理工程13で判定された大きさや内部品質測定工程14で判定された階級が書き込まれ、パック詰め工程15でそれぞれの大きさや階級(及び/または等級)に応じて選別ライン30に仕分けされる。また、ICチップの場合には、質量計測工程12で計測した質量や画像処理工程13で判定された大きさや内部品質測定工程14で判定された階級がICチップに書き込まれ、パック詰め工程15における分岐部で大きさや階級が認識されて、それぞれに対応した選別ライン30の分岐部で分岐して仕分けられる。
【0026】
図11に示す載置台5Bは、載置台5Aのように支持台部5bに(ガイド凹部5fはあり)微調整用溝5gが形成されておらず、その代わりに、切欠部5eの下方の支持台部5bの側面に位置決め手段である強磁性体44が貼設される。強磁性体44については、後で詳述する。
【0027】
図19に示す載置台5Cは、載置台5Aのように載置部5aに切欠部5eを一カ所だけ設けるのではなく、複数箇所(2ヶ所)設けたものである。但し、切欠部は載置部5aに三箇所以上設けることも可能である。載置台5Cは、直径方向(切欠部5eの180度位相をずらせた位置)に切欠部5hを設けている、このように構成することで、載置工程11において、主搬送手段2の左右両側に作業者が位置して、載置台5上に青果物6を載置することが可能となる。このように、主搬送手段2の左右両側に作業者が位置することで、搬送方向前後に多くの作業者を配置することができて、載置作業の作業時間を短縮することが可能となる。この場合、主搬送手段2にはがく片6bが右向きと左向きの青果物6が同時搬送されることとなるので、画像処理工程13において、右向きと左向きを判定し、パック詰め工程15においては、右向き用の選別ライン30を主搬送手段2の右側に、左向き用の選別ライン30を主搬送手段2の左側に配置して、同じ方向からパック詰めロボット33により確実にパック詰めできるようにする。
【0028】
載置台5Cには、載置台5Bと同様に位置決め手段として切欠部5eの下方の支持台部5bの側面に位置決め手段である強磁性体44が貼設される。また、載置台5B・5Cは、載置台5Aと同様にID認識手段7が貼設される。
【0029】
以上のように、載置台5(5A・5B・5C)には、前記青果物6を載置する載置部5aと、該載置部5aを支持する支持台部5bとを備え、前記載置部5aは、平面視において円形で、中心に向かって低くなる碗状とし、中心部に上下方向の貫通孔5cを開口し、平面視で中心から外周に向かって広がる略扇形の切欠部5eを少なくとも一つ形成したので、がく片6b(通称へた)を有する青果物6を載置台5上に載せる際、がく片6bを切欠部5eに位置させることで、光センサにより糖度や酸度等を検知するとき、貫通孔5cを通る上下方向の光の漏れが発生せず、側方から切欠部5eに向かって吸着パッド47を挿入して、がく片6b側を吸着して青果物6を取り出すことが可能となる。
【0030】
また、載置台5A・5Cには、前記支持台部5bの底外周部に、搬送手段に対して前記切欠部5eの方向を合わせるためのガイド凹部5fを形成したので、切欠部5eにより載置台5の方向が容易に認識でき、搬送装置時において、後述する整列装置19を用いることにより搬送しながら切欠部5eに合わせた方向に容易に載置台5を合わせることができる。
【0031】
次に、各工程に配置されている装置について詳述する。
主搬送手段2は、周知のベルトコンベアにより構成され、ベルトコンベアの一端には駆動モータにより搬送ベルトを回転駆動する構成としている。駆動モータは制御装置と接続されて駆動制御される。前記搬送ベルト上に載置台5が載置されて、該載置台5上に青果物6が載せられて搬送される。
【0032】
載置台方向決め工程10は、載置工程11よりも上流側であって後述する空載置台戻りライン18およびリターンライン16の終端に連続して設けられる。載置台方向決め工程10は、整列装置19よりなる。整列装置19は、主搬送手段2の上流側の前工程に配置される。整列装置19は、図4〜図8に示すように、載置台5Aを搬送しながら回転させる第一搬送ベルト24と第二搬送ベルト25と、載置台5の搬送方向の両側をガイドする左右一対のコンベアガイド26・26とを備える。第一搬送ベルト24と第二搬送ベルト25は主搬送手段2の延長上流側に配置され、第一搬送ベルト24と第二搬送ベルト25は平行に配置される。なお、本実施形態では、第一搬送ベルト24は右側、第二搬送ベルト25は左側としているが左右逆に配置してもよい。
【0033】
前記第一搬送ベルト24は、平ベルトで構成され、第一搬送ベルト24の搬送面は主搬送手段2の搬送ベルトの搬送面と同じ高さに配置される。第一搬送ベルト24の左右幅は載置台5Aを載せて搬送できる幅とし、載置台5の半径と略同じ左右長さとしている。第一搬送ベルト24の左側端(第二搬送ベルト25側端)は、主搬送手段2の左右中心(搬送中心C1とする)よりも左側(第二搬送ベルト25側)に寄せている。このように構成することで、図5に示すように、方向決めされて適正搬送姿勢となると、ガイド凹部5fの底面は搬送面と接触しないようになるため、その他の底面部分が第一搬送ベルト24上に安定して載置され、載置台5Aは安定した状態で搬送されるようになる。
【0034】
第二搬送ベルト25は、第一搬送ベルト24の側部に配置され、第二搬送ベルト25の左右幅は第一搬送ベルト24の左右幅よりも短く、かつ、載置台5Aのガイド凹部5fの半径方向の長さよりも短く構成され、例えばVベルトで構成されている。第二搬送ベルト25の搬送面の高さは、第一搬送ベルト24及び主搬送手段2の搬送ベルトの搬送面よりも高く配置され、第一搬送ベルト24と第二搬送ベルト25の高さの差は、ガイド凹部5fの高さよりも短くしている。言い換えれば、載置台5を第一搬送ベルト24に載せた状態においてガイド凹部5fの高さよりも低くなるように配置している。そして、第一搬送ベルト24との搬送速度と第二搬送ベルト25の搬送速度は異なる速さに設定している。本実施形態では第一搬送ベルト24の搬送速度が第二搬送ベルト25の搬送速度よりも速く設定している。
【0035】
コンベアガイド26は、第一搬送ベルト24と第二搬送ベルト25の左右側方に配置される杆状の部材であり、第一搬送ベルト24と第二搬送ベルト25の搬送方向の長さと同じ長さとしている。そして、コンベアガイド26・26は、搬送中心C1から同じ距離を離し、コンベアガイド26・26間は、載置台5の直径よりも若干長くなるように配置している。
【0036】
こうして、整列装置19の始端側の第一搬送ベルト24と第二搬送ベルト25上に載置台5Aが供給されて載置されたときに、載置台5Aの切欠部5eの方向が適正方向、本実施形態では左方を向いていないと、図6〜図8に示すように、載置台5の底面は第一搬送ベルト24と第二搬送ベルト25上に接触(載置)した状態となっている。この状態では、第一搬送ベルト24の搬送速度と第二搬送ベルト25の搬送速度には差があるため、載置台5は搬送されながら回転する。本実施形態では、平面視で左回りに回転する。このとき、載置台5はコンベアガイド26・26によってガイドされているため、左方向へ逃げることはない。そして、ガイド凹部5fが第二搬送ベルト25上に位置するまで回転されると、図4および図5に示すように、載置台5の底面が第一搬送ベルト24の上面に載置され、ガイド凹部5fの底面は第二搬送ベルト25の上面より高いため、第二搬送ベルト25とは接触しなくなり、載置台5Aが第一搬送ベルト24のみよって搬送されることとなる。なお、ガイド凹部5fの側面と第二搬送ベルト25の側面と接触することが生じるが、載置台5の底面と第二搬送ベルト25の搬送面との間には段差があるため、載置台5Aが第二搬送ベルト25に乗り上げることはできない。このとき、載置台5の切欠部5eの開放方向はガイド凹部5fと同じ方向となっているので、載置台5の方向は適正方向を向くようになり、載置台5は整列されることとなる。
【0037】
但し、前記第一搬送ベルト24の代わりに、摩擦抵抗の小さい、つまり、表面が滑りやすい板材を配置する構成とすることも可能である。または、前記第一搬送ベルト24の代わりに、表面にフリーローラーを設けた板材で構成することも可能である。この場合、載置台5が適正方向を向いていないと、載置台5の右側面がコンベアガイド26に接触し、第二搬送ベルト25の搬送作用により載置台5は平面視で右回転し、ガイド凹部5fが第二搬送ベルト25上に位置すると回転が止まり、適正方向とされる。そして、下流側への搬送は、後続の載置台5が供給部に搬送されることで、適正方向となった載置台5が主搬送手段2へ押し出されることとなる。
【0038】
上記のように構成することで、載置工程11で青果物6を載置台5に載置するときに、切欠部5eの方向がばらばらであると、作業者が載置台5の方向に合わせて、載置台5に青果物6を載置する必要があり、無理な姿勢になることがあるが、載置台5の方向(切欠部5eの方向)が一定の方向に揃えて搬送されるため、同一姿勢で載置することができて作業者の負担を軽減できる。ひいてはシステム全体の処理能率を向上できる。
また、載置台5は第一搬送ベルト24と第二搬送ベルト25により搬送されるときに回転されて、載置台5のガイド凹部5fが高い側の搬送ベルトに嵌まることで方向が決められ、搬送しながら載置台5の方向を揃えることができる。この載置台5の方向を揃える構成は簡単な構成でできるため、安価に整列装置19を構成することができる。
【0039】
載置工程11は、主搬送手段2の上流側の両側、または、一側に、複数の作業者が位置して、主搬送手段2により搬送されてきた空の載置台5上に、載置台5に形成した切欠部5eの方向に合わせて青果物6を人手により載置する工程である。詳述すると、主搬送手段2の上流側の左右両側、または、左右一側に作業者が下流側に向かって順に並んで位置する。該作業者の近傍には、収穫した青果物6を収納したコンテナ等が搬入される。そして、主搬送手段2の搬送ベルト上には載置台5が載置されて搬送されてくる。この搬送されてくる空の載置台5の切欠部5eに、作業者が青果物6のがく片6bが位置するように載置する。また、リターンライン16より戻された載置台5は整列装置19の上流側で割り込んで主搬送手段2の搬送ベルト上に載せられ、作業者により青果物6の位置が適正方向を向くように再調整される。
【0040】
質量計測工程12は、搬送されてくる青果物6の質量を計測するものであり、質量計21が主搬送手段2の搬送経路途中に配置されている。質量計21は制御装置と接続されて、計測したデータが載置台5毎に制御装置に送信され、制御装置の記憶手段に記憶される。質量計21は載置台5と載置台5に載置された青果物6の合計の質量が質量センサにより検出される。
【0041】
画像処理工程13は、CCDカメラ等の撮影手段22と、該撮影手段22からの信号より画像処理を行う画像処理手段と、照明手段等とを備えてそれぞれ制御装置と接続され、制御装置により青果物6の大きさや変形等を判断して、下流側のパック詰め工程15へ搬送して仕分ける工程である。
【0042】
具体的には、撮影手段22及び照明手段は主搬送手段2の上方に配置して、搬送されてくる載置台5上の青果物6に照明を当てて撮影する。撮影手段22はカラーの撮影手段とし、一つまたは複数配置される。なお、撮影手段22は複数位置を変えて配置して複数の角度から撮影することにより、青果物6の形状や傷等をより正確に判断することができる。
図示しない制御装置は、撮影された信号を画像処理手段に送信し、さらに青果物6が載置台5上の適正位置に載置されているか否かを判断する。この判断は、青果物6のがく片6bが載置台5の切欠部5e上に位置しているか否かで行われる。このがく片6bは形状によって判断してもよく、または、色(がく片6bが緑色で、可食部6aが赤色)で判断してもよい。
青果物6が載置台5上の適正位置に載置されていない場合は、リターンライン16により主搬送手段2の最上流位置まで戻され、載置工程11を流れるときに、作業者により青果物6が適正位置に載置されるように修正される。
【0043】
青果物6が載置台5上の適正位置に載置されていると、制御装置によって、傷や変形があるか否かが判断される。制御装置によって、傷の判断は可食部6aにおける変色(白色や黒色)が所定量以上あるか否か等で判断される。また、制御装置によって、青果物6の変形は所定の形の範囲内にあるか否かで判断される。傷や変形がある場合には、パック詰め工程15において後述する廃棄ライン17に搬送される。
青果物6に傷や変形がない場合には、次に大きさが判断される。例えば、大(L)・中(M)・小(S)等の大きさの階級が定められている。
【0044】
内部品質測定工程14は、投光手段や受光手段を備えて、受光手段からの信号は制御装置に送信されて演算される。つまり、光を用いて青果物6の糖酸度(糖度や酸度)等の内部品質を測定して、該測定結果に基づき等級が判断される。例えば、優・秀・良などに定められる。但し、更に、赤外線を用いて青果物6の残留農薬濃度を測定することも可能である。
【0045】
前記投光手段は具体的にはランプまたはLED等で構成される。受光手段は投光手段により照射され、青果物6内を通過してきた透過光を受けるものであり、図示しない制御手段に接続されている。受光手段は具体的にはフォトダイオードやフォトトランジスタやCCD等で構成される。そして、投光手段より照射される光は載置台5の中央部に穿設された貫通孔5c・5dを通過し、該載置台5上に載置された青果物6を透過して受光手段に受光される。
【0046】
残留農薬濃度を測定した場合や、基準値以上の農薬が検出された場合には、パック詰め工程15において後述する廃棄ライン17に搬送される。
【0047】
リターンライン16は、青果物6が載置台5上の適正位置に載置されていない場合に、前記画像処理工程13と内部品質測定工程14の間から主搬送手段2の最上流端に載置台5を戻すものである。リターンライン16はベルトコンベア等で構成される。
ベルトコンベアの始端側の画像処理工程13と内部品質測定工程14間の主搬送手段2上には、分岐装置27が配置される。
【0048】
前述のように、前記画像処理工程13は、がく片6bの位置と載置台5の切欠部5eが一致する適正位置であるか否かを検知する。そして、青果物6を適正位置に載置していない載置台5であると判断されると、分岐装置27は、主搬送手段2に載置された載置台5をリターンライン16側へと押し出す。すると、載置台5は、リターンライン16のベルトコンベアによって移送され、主搬送手段2の最上流側へ戻される。
【0049】
こうしてリターンライン16を設けることで、正確に載置台5上に載置されている青果物6のみ等級・階級分けされてパック詰めすることができ、選別精度を向上することができる。そして、パック詰めロボット33においては、確実にがく片6b側を吸着してパック詰めすることができ、ピックアップの失敗がなくなることにより稼働率を上げることができ、ひいては選果システム1全体の処理能力を向上することができる。
【0050】
パック詰め工程15は、図1、図9に示すように、主搬送手段2の下流側において、左右一側または両側に配置される複数の選別ライン30・30・・・と、主搬送手段2から等級や階級に応じた選別ライン30へ載置台5を移送させるトラバース装置31と、主搬送手段2の最下流側に配置される廃棄ライン17と、各選別ライン30のパック詰めロボット33と対向して配置され載置台5の方向を適正方向に微調整する微調整手段32と、選別ライン30の側部に配置されるパック詰めロボット33と、パック詰めするためのパック48を載置するパック載置台34等を備える。
【0051】
選別ライン30は、主搬送手段2から分岐して配設される。本実施形態の選別ライン30は、大(L)・中(M)・小(S)の三階級と「優」と「秀」の二等級を組み合わせた合計六つのラインを左右両側に平行に配置している。但し、ラインの数や等級・階級に対するラインの割り当て等は限定するものではない。
【0052】
選別ライン30は、ベルトコンベア等で構成され、その長手方向が主搬送手段2の搬送方向に対して直角方向となるように配置される。一つの選別ライン30には、同じ等級、同じ階級の青果物6のみが搬送される。青果物6を載せた載置台5は、搬送経路の途中に配置されたパック詰めロボット33の前方に搬送されると停止する。さらに、青果物6を載せた載置台5は、後述する微調整手段32によって適正な位置(方向)となるように位置決めがなされる。そして、パック詰めロボット33によって、載置台5上の青果物6がピックアップされると、再度、選別ライン30のベルトコンベアは駆動される。青果物6がピックアップされたあとの空の載置台5は、選別ライン30の終端の空載置台戻りライン18へ搬送される。
【0053】
なお、選別ライン30は常時駆動して載置台5がパック詰めロボット33の前方に位置した時だけ一次的停止するように構成してもよい。また、載置台5がトラバース装置31により移送されたときから搬送駆動し、空載置台戻りライン18へ移送完了すると停止する構成とすることもできる。
【0054】
また、選別ライン30と平行に手詰めライン35を配置することができる。手詰めライン35はベルトコンベア等からなり、パック詰めロボット33の代わりに人手によりパック詰めが行われる。この手詰めライン35へ青果物6を載せた載置台5が搬送される条件としては、前記リターンライン16に戻す載置台5が多すぎる場合やパック詰めロボット33のうちどれかが故障等で使用できない場合等に載置台5が搬送される。こうして、リターンライン16での不具合やパック詰めロボット33が使用できなくなると手詰めライン35で処理することができ、選果システム1全体を停止することなく、パック詰め作業を続行することが可能となり、作業効率が低下しないようにしている。但し、手詰めライン35の位置は、パック詰め工程15内であれば限定するものではない。なお、手でパック詰めを行うことなく、載置台5を載置工程11に戻すような作業であれば、パック詰め工程15の最上流側に配置するほうが作業は効率的に行える。
【0055】
トラバース装置31は、選別ライン30の始端側、つまり、主搬送手段2と選別ライン30との分岐部に配置される。トラバース装置31は、載置台5を検知する手段と、載置台5を主搬送手段2から選別ライン30へ移送する移送手段と、誘導手段とを備える。移送手段は弁体またはピストン等により構成される。誘導手段は、各選別ライン30上流側の側壁に選別ライン30の搬送面側に突出するように形成される。こうして、載置台5が分岐部に至り載置台検知手段が載置台5を検知しID認識手段7の情報を読み取ると、その載置台5に載せられた青果物6の等級・階級が、選別ライン30の等級・階級と一致するかが制御装置によって判断される。
【0056】
青果物6の等級・階級が、選別ライン30の等級・階級と一致しない場合は、そのまま主搬送手段2により下流へ搬送される。青果物6の等級・階級が、選別ライン30の等級・階級と一致した場合には、トラバース装置31の移送手段により載置台5が選別ライン30へ移送するとともに、誘導手段によって載置台5の方向は略90度回転される。つまり、載置台5の切欠部5eの方向がパック詰めロボット33側に向くように方向が変更される。
【0057】
微調整手段32は、載置台5の方向を設定方向に向けるものである。詳細には、載置台5の切欠部5eがパック詰めロボット33側(後方)に向くように方向を調整する手段である。微調整手段32は、選別ライン30を挟んでパック詰めロボット33と対向して、または、パック詰めロボット33の前方に配置される。
【0058】
前記微調整手段32は、載置台5に設ける位置決め手段の構成によって異なり、位置決め手段が載置台5の側面に設けた微調整用溝5gとした場合の微調整手段32Aと、位置決め手段が載置台5の側面に貼設した鉄やニッケル等の強磁性体44とした場合の微調整手段32Bとがあり、各微調整手段32A・32Bについて説明する。
【0059】
まず、位置決め手段が載置台5の側面に設けた微調整用溝5gとした場合の微調整手段32Aから説明する。微調整用溝5gは、図2、図3(c)に示すように、支持台部5bの左右両側面の上下中途部に断面視横凹状で水平方向に微調整用溝5g・5gが形成されている。微調整用溝5gの長手方向は、前記ガイド凹部5fの長手方向と直交する方向に配設される。但し、微調整用溝5gは左右一側だけ設ける構成とすることもできる。
【0060】
微調整手段32Aは、図9、図10に示すように、ストッパアーム40と調整アーム41と、ストッパアーム40を回動するアクチュエータ40aと、調整アーム41を回動するアクチュエータ41aからなり、ストッパアーム40と調整アーム41は、選別ライン30を挟んでパック詰めロボット33と対向した位置に配置される。ストッパアーム40と調整アーム41は機台42から平行に選別ライン30側に突出して配置され、それぞれアクチュエータ40a・41aにより水平方向に左右回動可能に支持されている。調整アーム41は微調整用溝5gに嵌合可能な大きさに構成されている。
【0061】
このような構成において載置台5Aを位置決めする、つまり、載置台5Aの方向の微調整を行う場合、微調整手段32Aは、ストッパアーム40を選別ライン30の搬送方向に対して直角方向に突出して配置し、調整アーム41は選別ライン30の搬送方向と平行となるように配置しておく。そして、選別ライン30において載置台5Aが搬送されて、パック詰めロボット33と対向する位置まで搬送されると、ストッパアーム40に載置台5Aが当接して停止され、選別ライン30の搬送も停止される。次に、アクチュエータ41aが駆動されて、調整アーム41が選別ライン30の搬送方向と直角方向となるように90度回動される。このとき、図10(c)に示すように、調整アーム41が微調整用溝5gに嵌合し、載置台5Aの方向がずれていると、微調整用溝5gの延設方向は選別ライン30の搬送方向とは直角方向となっていないため、つまり、図10(b)に示すように、平面視において、微調整用溝5gの延設方向は傾斜しているため、調整アーム41の押し付け力により、載置台5Aの微調整用溝5gの延設方向が搬送方向と直角方向となるように回転される。言い換えれば、微調整用溝5gの側面に調整アーム41の側面が密着されるまで回転される。こうして、切欠部5eはパック詰めロボット33側を向く適正位置に微調整される。そして、載置台5Aより青果物6が取り出されると、ストッパアーム40は選別ライン30の下流側へ90度回転し、ベルトコンベアが駆動され、載置台5Aが通り過ぎると元の位置に戻される。調整アーム41は選別ライン30の上流側に回動され元の位置に戻される。
【0062】
次に、位置決め手段が載置台5(5B・5C)の側面に貼設した鉄やニッケル等の強磁性体44とした場合の微調整手段32Bについて説明する。この場合の位置決め手段となる強磁性体44は、前述のように図11および図19に示す載置台5(5B・5C)の切欠部5eの下方の支持台部5bの側面に貼設される。
【0063】
一方、図12に示す微調整手段32Bは磁石45で構成される。該磁石45は、パック詰めロボット33側の選別ライン30の側方に配設される。
このような構成において、選別ライン30上を載置台5が搬送されて、パック詰めロボット33と対向する位置まで搬送されると、搬送が停止される。このとき、図12(a)に示すように、搬送時に載置台5の方向がずれていても、停止位置の選別ライン30の側部には磁石45が配置されているため、停止した時には図12(b)に示すように、強磁性体44は磁石45の磁力により引きつけられて、切欠部5eはパック詰めロボット33側を向く適正位置に微調整される。この状態で、パック詰めロボット33により青果物6が吸着されてパック詰めされる。
【0064】
なお、前記磁石45は電磁石で構成することができる。この場合、載置台5がパック詰めロボット33と対向した位置で停止した時のみ、通電して磁力を与える。こうすることで、磁石45の場合では、選別ライン30での載置台5の搬送時に、載置台5が磁石45により引きつけられる可能性があるが、電磁石とすることで、搬送時には引きつけられないので、パック詰めロボット33に対向した位置に位置した時のみ方向の微調整ができ、安定した搬送が可能となる。
【0065】
以上のように、前記支持台部5bの側面にパック詰めロボット33に対して設定方向となる位置に位置決めする位置決め手段(微調整用溝5g、強磁性体44)を設けたので、この位置決め手段に対して微調整手段32が作用して、パック詰め手段となるパック詰めロボット33に対して載置台5(5A・5B・5C)を設定方向に向けることができる。この設定方向は、載置台5の切欠部5eがパック詰めロボット33側を向く方向であり、この方向では、載置台5に載せた青果物6のがく片6bがパック詰め手段となるパック詰めロボット33側を向くことになり、吸着パッド47で確実に吸着して取り出すことが可能となる。
【0066】
パック詰めロボット33は選別ライン30の搬送経路の側方に配置され、搬送されてきた載置台5上の青果物6のがく片6b側を吸着してピックアップし、パック詰めロボット33の近傍に配置したパック載置台34まで搬送し、パック載置台34上に載置したパック48内に整列して詰めるものである。パック詰めロボット33は、図9に示すように、周知の多関節ロボットで構成され、ハンド先端側のアーム33aの先端に吸着パッド47が配置され、回動と吸着が制御装置によって制御されている。但し、パック詰めロボット33は直交型ロボット等でもよく限定するものではない。
【0067】
吸着パッド47には、配管47aを介してポンプ等の吸引手段と接続され、配管47a途中にはバルブが配置されて、該バルブは制御装置と接続され、バルブの切換制御が行われている(図13参照)。つまり、青果物6を載せた載置台5が選別ライン30により搬送されて、パック詰めロボット33と対向した適正位置に搬送されて停止されると、パック詰めロボット33が作動されて、吸着パッド47を載置台5上の青果物6のがく片6b側を吸着する(バルブを切り換えて負圧とする)。このとき、吸着パッド47は選別ライン30の搬送方向と直角方向で、載置台5の切欠部5eの側方から切欠部5e内へ水平方向に挿入され、青果物6のがく片6b近傍で水平移動を停止し、吸引を開始する。この吸引によって青果物6のがく片6b側が吸着され、その状態で青果物6を持ち上げて、パック載置台34上方まで移送する。その後、吸着パッド47の先端側が下がるように傾斜させてパック48内に青果物6を入れ、バルブを切り換えて吸引を停止する。なお、この吸引の停止だけでは吸着パッド47から青果物6を放すことができない場合があるので、バルブを切り換えて吸着パッド47に正圧を加えてエアを吹き出して強制的に青果物6を放すように構成することもできる。
【0068】
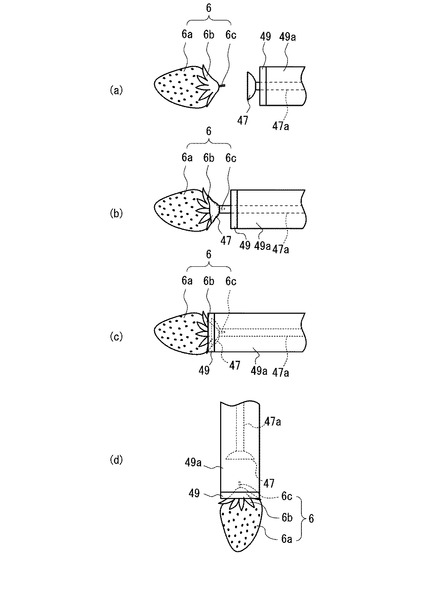
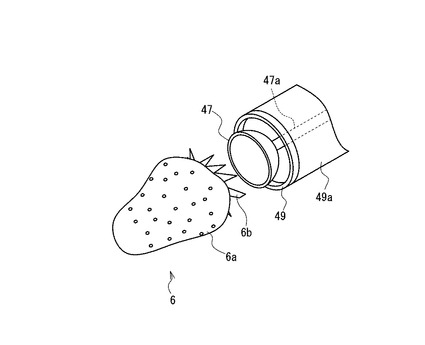
また、吸着パッド47に正圧を加える代わりに、図13、図14に示すように、吸着パッド47の外周よりも若干大きい離脱リング49を設けて、青果物6の離脱を確実に行うことができる。つまり、離脱リング49は円筒状の支持体49aに支持され、該支持体49aは吸着パッド47の軸心と同心上に配置され、アクチュエータの作動により軸心方向に摺動可能に構成されている。
【0069】
こうして、吸着パッド47により青果物6を吸着するときには、図13の(a)および(b)のように、離脱リング49は吸着パッド47よりも青果物6側に突出しない待避位置としている。そして、吸着パッド47は、青果物6を吸着してパック48(図9参照)の位置まで搬送して、青果物6をパック48内に収納する。その後、吸着パッド47を青果物6より離脱させるときには、図13の(c)および(d)に示すように、吸着パッド47による青果物6への吸引を停止すると同時に、アクチュエータを作動させて離脱リング49を青果物6側に突出させる。そのあと、吸着パッド47を上昇させることで、吸着パッド47が青果物6から離れる。よって、確実にパック48の適宜の位置に青果物6が並べられる。
【0070】
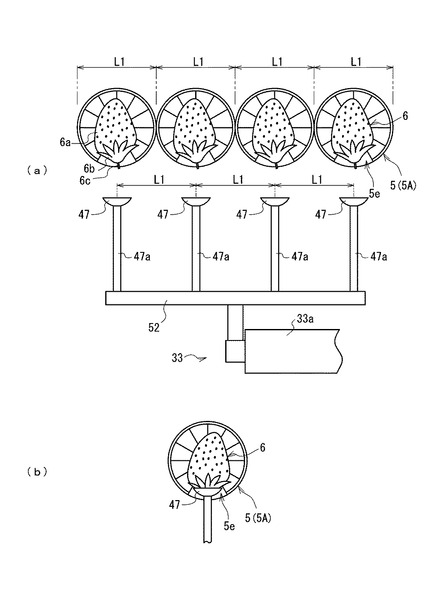
また、吸着パッド47は、一つのパック詰めロボット33に対して複数並列に配置して、複数個の青果物6を一度に吸引して搬送し、一列づつパック48に収納する構成とすることもできる。例えば、四つの青果物6・6・・・を一度に吸着させてパック48に詰める場合について説明すると、図15に示すように、パック詰めロボット33のアーム33aの先端には、ブラケット52が左右方向に横設され、該ブラケット52に四つの吸着パッド47・47・・・が幅方向(左右方向)に摺動可能に平行に設けられている。図15に示すように、隣接する吸着パッド47と吸着パッド47との間隔を、載置台5の幅L1の長さ分を開けた状態と、図16に示す青果物6の幅L2の長さ分を開けた状態とに配置することができる。つまり、吸着パッド47は、配管47aを介してブラケット52上で左右方向に摺動可能とされている。
【0071】
一方、選別ライン30のベルトコンベア上には、図17に示すように、搬送方向と平行にガイドレール50・50が載置台5の幅の間隔をあけて平行に配置される。該ガイドレール50・50の下流側端には、ストッパ51が搬送方向と直角方向に配置される。該ストッパ51はアクチュエータにより上下回動可能、または進退可能に配置される。なお、ガイドレール50には磁石45・45・・・を配置して前述のように、載置台5の方向を微調整できる構成としている。
【0072】
そして、ストッパ51はベルトコンベアの搬送面と平行、かつ、平面視で直交方向となる作用位置と、搬送面から離れた退避位置とに移動可能に構成されている。ストッパ51が作用位置に配置された状態では、ベルトコンベアにより搬送された載置台5はストッパ51により次々と止められる。そして、載置台5が四つ並べられると、ベルトコンベアによる搬送を停止して、図15に示す吸着パッド47・・・が載置台5の側方より伸ばされて青果物6を四つ一度に吸着する。そして、搬送しながら、隣接する吸着パッド47・・・の間隔を狭めて(L2の間隔)、四つ並んだ状態でパック48内に詰める。そのあと、吸着パッド47・・・は、青果物6・・・に対する吸引を解除し、その幅を広げながら(L1の間隔)選別ライン30の側方に移動して退避する。
【0073】
他方、前記ベルトコンベア上では、四つの青果物6がピックアップされると、ストッパ51を上昇回動させて(または退避させて)、ベルトコンベアによる搬送を再開する。四つの空の載置台5・5・・・がストッパ51を通過すると、ストッパ51は元の位置(作用位置)に戻り新たな載置台5の搬送を停止させ、前記動作を繰り返す。
【0074】
また、パック詰め工程15における複数の前記選別ライン30・30・・・の前後方向の間隔を狭めて省スペース化を図るために、選別ライン30を側面視で傾斜させる構成とすることもできる。つまり、図18に示すように、載置台5の切欠部5e側(がく片6b側)が上がるように、選別ライン30のベルトコンベアが角度α傾斜して配置される。このように選別ライン30を傾斜させない場合は長さL4であるが、選別ライン30を水平面に対して所定角度α傾斜させるとその長さはL3=L4cosαとなる。したがって、選別ライン30は傾斜することでその前後幅が短くなり(L4>L3)、選果システム1の前後方向の長さを短くできるようになる。
【0075】
また、前記パック詰めロボット33により青果物6を一つづつピックアップしてパック48に詰める場合、パック詰めロボット33は固定された位置のパック48に対して所定の詰める位置に吸着パッド47を移動させて(青果物6の一つ分づつズレる)、順番に整列してパック詰めする方法と、パック詰めロボット33の吸着パッド47をパック載置台34のパック48上方に位置させたとき、青果物6を放す位置は一定として、パック載置台34をパック詰め時に前後左右に青果物6の一つ分づつ順番に移動させる方法とがある。また、一列(例えば四つ)一度に並べてパック詰めする場合、一列の吸着パッド47・47・・・から青果物6を放す位置を一列づつパック詰めロボット33を後退させてパック詰めする方法と、パック載置台34を一列づつ前進させてパック詰めする方法とがあるが、これらパック詰めする方法は限定するものではない。
【0076】
空載置台戻りライン18は、前記主搬送手段2の上流側と前記パック詰め工程15の終端との間、つまり、前記各選別ライン30・30・・・の終端、および、手詰めライン35の終端と主搬送手段2の最上流端との間に配設される。空載置台戻りライン18は、ベルトコンベア等から構成され、パック詰めロボット33により青果物6が取り出された後の空の載置台5を主搬送手段2の上流側に戻すためのものである。また、空載置台戻りライン18の途中または終端部側には、洗浄装置36が配置されて、空の載置台5が洗浄されて、埃や残留農薬等を洗浄して再度主搬送手段2で使用できるようにしている。つまり、載置台5は主搬送手段2と空載置台戻りライン18を循環するように構成される。
【0077】
廃棄ライン17は、主搬送手段2の最下流側に配置され、青果物6が規格外に変形していたり、規格外に大きすぎたり小さすぎたり、傷が付いていたり、がく片6bがなかったり、変質していたり、残留農薬が規定値以上残留していたりした場合等に搬送される。
【0078】
前記制御装置は前述の主搬送手段2、整列装置19、質量計21、撮影手段22、照明投光手段、受光手段、選別ライン30、トラバース装置31、微調整手段32、パック詰めロボット33、パック載置台34等を制御するものであり、これらの動作を制御するためのプログラムが格納されており、載置台5のIDを取得したり、測定された内部品質によって青果物6・6・・・を階級や等級別に選別する。
【符号の説明】
【0079】
1 選果システム
2 主搬送手段
5 載置台
6 青果物
6b がく片
11 載置工程
12 質量計測工程(品質計測工程)
13 画像処理工程(品質計測工程)
14 内部品質測定工程(品質計測工程)
15 パック詰め工程
30 選別ライン
32 微調整手段
33 パック詰めロボット
48 パック
【特許請求の範囲】
【請求項1】
青果物を載置した載置台を上流側から下流側に搬送する主搬送手段が備えられ、該主搬送手段には上流側から、前記青果物を前記載置台上に載せる載置工程と、前記青果物の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に前記青果物を選別してパック詰めするパック詰め工程と、が設けられる選果システムにおいて、
前記パック詰め工程は、前記主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ラインが設けられ、前記各選別ラインの側方には、前記載置台上に載置された前記青果物のがく片側を吸着してパックまで搬送し、整列させて吸着を解除して前記パック内に詰めるパック詰めロボットを備えることを特徴とする選果システム。
【請求項2】
前記選別ラインにおける前記パック詰めロボット近傍には、前記載置台の方向を設定方向に向ける微調整手段が設けられることを特徴とする請求項1に記載の選果システム。
【請求項3】
前記選別ラインの搬送ベルトは、がく片側が高くなるように傾斜して配置されることを特徴とする請求項1または請求項2に記載の選果システム。
【請求項1】
青果物を載置した載置台を上流側から下流側に搬送する主搬送手段が備えられ、該主搬送手段には上流側から、前記青果物を前記載置台上に載せる載置工程と、前記青果物の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に前記青果物を選別してパック詰めするパック詰め工程と、が設けられる選果システムにおいて、
前記パック詰め工程は、前記主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ラインが設けられ、前記各選別ラインの側方には、前記載置台上に載置された前記青果物のがく片側を吸着してパックまで搬送し、整列させて吸着を解除して前記パック内に詰めるパック詰めロボットを備えることを特徴とする選果システム。
【請求項2】
前記選別ラインにおける前記パック詰めロボット近傍には、前記載置台の方向を設定方向に向ける微調整手段が設けられることを特徴とする請求項1に記載の選果システム。
【請求項3】
前記選別ラインの搬送ベルトは、がく片側が高くなるように傾斜して配置されることを特徴とする請求項1または請求項2に記載の選果システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2012−96160(P2012−96160A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−245699(P2010−245699)
【出願日】平成22年11月1日(2010.11.1)
【出願人】(000006781)ヤンマー株式会社 (3,810)
【Fターム(参考)】
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年11月1日(2010.11.1)
【出願人】(000006781)ヤンマー株式会社 (3,810)
【Fターム(参考)】
[ Back to top ]