
部分めっきの施された樹脂製品
【目的】不必要な部分にはめっきが施されていないとともに、外観品質の向上を図ることが可能な部分めっきの施された樹脂製品を提供する。
【構成】マークプレート2は樹脂製のマークプレート本体3とめっき層4とから構成される。マーク1の周面には断面略V字状の条溝5が環状に形成され、この条溝5よりも先端側に無電解めっき層6及び電気めっき層7からなるめっき層4が形成される。条溝5と、マークプレート本体3表面との境界部分の断面形状は、円弧状に形成されている。無電解めっきに際し、条溝5の底部5aにおいては、めっき溶液が到達せずめっきが施されない。電気めっきにおいては、不必要部分に形成された無電解めっき層6が溶解され、必要部分における無電解めっき層6の表面に電気めっき層7が形成される。上記の境界部分の断面形状が円弧状に形成されているため、この境界部分には、電気めっき層7が集中して堆積することがなく、見切り線が鮮明になる。
【構成】マークプレート2は樹脂製のマークプレート本体3とめっき層4とから構成される。マーク1の周面には断面略V字状の条溝5が環状に形成され、この条溝5よりも先端側に無電解めっき層6及び電気めっき層7からなるめっき層4が形成される。条溝5と、マークプレート本体3表面との境界部分の断面形状は、円弧状に形成されている。無電解めっきに際し、条溝5の底部5aにおいては、めっき溶液が到達せずめっきが施されない。電気めっきにおいては、不必要部分に形成された無電解めっき層6が溶解され、必要部分における無電解めっき層6の表面に電気めっき層7が形成される。上記の境界部分の断面形状が円弧状に形成されているため、この境界部分には、電気めっき層7が集中して堆積することがなく、見切り線が鮮明になる。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、樹脂製の基材の表面のうち、めっきを必要とする部分にのみ部分的にめっきが施された樹脂製品に関するものである。
【0002】
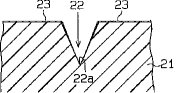
【従来の技術】従来、この種の技術として、例えば特開昭55−152195号公報及び特開昭52−50937号公報において提案されたものが知られている。これらの技術では、図11に示すように、樹脂製の基材21の表面のうち、めっきを必要とする部分(図の左側)と、めっきを必要としない部分(図の右側)との境界線部分に、断面略V字状の条溝22が形成される。そして、前記基材21には、まず無電解めっきが施される。このとき、条溝22の底部22aにおいては、隙間の間隔が狭いため、めっき溶液が到達しない。従って、この底部22aにはめっきが施されない。換言すれば、底部22aを除くすべての部分には、無電解めっき層23が形成される。
【0003】次に、図12に示すように、無電解めっき層23の形成された基材21を電気めっきに供する。すなわち、同基材21を、所定の電気めっき液に浸漬し、めっきを必要とする部分を電気的に導通させる。すると、めっきを必要としない部分に形成された無電解めっき層23は、電気めっき液によって溶解される。また、めっきを必要とする部分においては、無電解めっき層23の表面に、電気めっき層24が形成される。このようにして、基材21上には、めっきを必要とする部分においてのみ、無電解めっき層23及び電気めっき層24が形成される。つまり、上記工程を経ることにより、いわゆる部分めっきの施された樹脂製品25が得られるのである。
【0004】
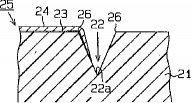
【発明が解決しようとする課題】しかしながら、上記従来技術においては、基材21の表面に、単に断面略V字状の条溝22が形成されているだけであった。このため、前記条溝22と、基材21のめっきを必要とする部分との境界部分は、先端部の尖った角部26を有することとなっていた。従って、実際に無電解めっき及び電気めっきを施した場合には、図13に示すように、該角部26において特に電気めっき層24が堆積されやすくなってしまっていた。その結果、角部26において、電気めっき層24が拡散形成されてしまう、いわゆる「花咲き現象」の発生するおそれがあった。この場合には、めっき部分の見切り線が不明瞭なものとなってしまい、外観品質が低下してしまうおそれがあった。また、電気めっき層24がめっきを必要としない部分にまで橋渡し的に到達した場合には、該部分にまで電気めっき層24が形成されてしまうおそれがあった。
【0005】本発明は上記問題点を解決するためになされたものであって、その目的は、不必要な部分にはめっきが施されていないとともに、外観品質の向上を図ることが可能な部分めっきの施された樹脂製品を提供することにある。
【0006】
【課題を解決するための手段】上記目的を達成するため、本発明では、樹脂製の基材の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝を環状に形成し、前記基材に無電解めっきを施した後、めっきを必要とする部分に電気めっきを施して、前記基材の表面のうち、めっきを必要とする部分にのみ部分めっきの施された樹脂製品であって、前記条溝と前記基材の表面のめっきを必要とする部分との境界部分の断面形状を、曲率半径0.2mm以上の円弧状に形成したことをその要旨としている。
【0007】前記曲率半径が0.2mm未満の場合には、本発明の目的が達成されない場合がある。
【0008】
【作用】上記の構成によれば、樹脂製の基材の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝を形成される。そして、基材上に無電解めっきが施される。このとき、条溝の底部にはめっき溶液が到達しないので、この底部を除く部分において無電解めっきが施される。その後、めっきを必要とする部分に電気めっきが施される。このとき、めっき溶液により、めっきを必要としない部分における無電解めっきが溶解される。そして、めっきを必要とする部分にのみ、無電解めっきの施された上から電気めっきが施される。
【0009】このとき、条溝と、基材の表面のめっきを必要とする部分との境界部分の断面形状が、その曲率半径0.2mm以上の円弧状に形成されている。このため、この境界部分には、電気めっきが集中して堆積することはなく、この部分においてめっき層が拡散形成されることがない。従って、確実にめっきを必要とする部分にのみ、部分めっきが施される。また、めっき層の見切り部分が外観上鮮明に形成される。
【0010】
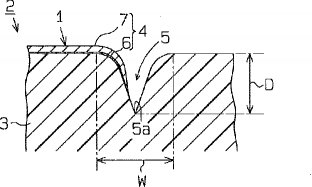
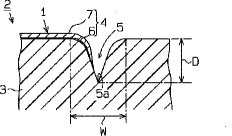
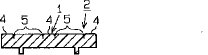
【実施例】以下、本発明を具体化した一実施例を図1〜5に基づいて説明する。図2,3に示すように、自動車の所定箇所には、樹脂製品としてのマークプレート2が装着されるようになっている。マークプレート2の表面には、「T」の文字をかたどったマーク1が形成されている。マークプレート2は、略円盤形状をなしており、ABS樹脂製の基材としてのマークプレート本体3と、部分的に形成されためっき層4(図2の網目模様以外の部分)とから構成されている。すなわち、図1〜3に示すように、前記マーク1の表面には、「T」の文字を形成すべく、環状で、断面略V字状の条溝5が3か所に形成されている。これら条溝5により囲まれた部分(図2の網目模様の部分)以外の部分に前記めっき層4が形成されている。
【0011】前記めっき層4は無電解めっき層6と、電気めっき層7とからなっている。本実施例において、無電解めっき層6はニッケルにより、厚さ「0.3〜0.4μm」程度に形成されている。また、電気めっき層7は、銅、ニッケル及びクロムの3種類の金属により厚さ「20〜50μm」程度に形成され、多層構造をなしている。
【0012】また、前記条溝5は、幅Wが「0.5mm」、深さDが「0.5mm」に形成されている。但し、幅Wは、特に限定されるものではないが、加工上の制限から「0.2mm」以上が好ましく、意匠性の向上を図る意味で「1.0mm」以下が好ましい。また、深さDについても、特に限定されるものではないが、同じく加工上の制限から「0.2mm」以上が好ましく、マークプレート本体3の強度上の制約から「0.6mm」以下が好ましい。また、幅Wに対する深さDの比(D/W)は「1.0」以上が好ましい。
【0013】さらに、本実施例において、条溝5と、マークプレート本体3表面との境界部分の断面形状は、湾曲状に形成されている。より詳細に説明すると、境界部分の断面形状は、曲率半径「0.2mm以上」(本実施例では「0.3mm」)の円弧状に形成されている。なお、前記条溝5は、マークプレート本体3を金型により成形する際に、同時に形成されているものである。
【0014】次に、上記のマークプレート2を製造する際、すなわち、部分めっきを施す際の作用及びその効果について説明する。まず、図4に示すように、公知の金型成形法により、前述したような条溝5を有するマークプレート本体3を形成する。そして、図5に示すように、このマークプレート本体3を無電解めっき溶液中に浸漬し、無電解めっきを施す。このとき、条溝5の底部5aにおいては、隙間の間隔が狭いため、めっき溶液が到達しない。従って、この底部5aにはめっきが施されない。換言すれば、マークプレート本体3表面の底部5aを除くすべての部分には、無電解めっき層6が形成される。
【0015】次に、図1に示すように、無電解めっき層6の形成されたマークプレート本体3を電気めっきに供する。すなわち、同本体3を、所定の電気めっき溶液に複数回浸漬するとともに、めっきを必要とする部分(マーク1の先端側部分)を電気的に導通させる。すると、めっきを必要としない部分に形成された無電解めっき層6は、電気めっき液によって溶解される。また、めっきを必要とする部分においては、無電解めっき層6の表面に、前述した多層構造をなす電気めっき層7が形成される(図の左側)。このようにして、マーク1の先端側部分においてのみ無電解めっき層6及び電気めっき層7の形成されたマークプレート2が形成される。
【0016】このとき、条溝5と、マークプレート本体3との境界部分の断面形状が、その曲率半径「0.2mm以上」の円弧状に形成されている。そのため、この境界部分には、電気めっき層7が集中して堆積することはなく、この部分において電気めっき層7が拡散形成されることがない。その結果、必要な箇所においてのみ、確実に部分めっきを施すことができる。
【0017】また、従来技術におけるような「花咲き現象」が発生することはなく、めっき層4の見切り部分が外観上鮮明に形成される。その結果、めっき層4の見切り線をくっきりと明瞭なものとすることができ、ひいては外観品質の著しい向上を図ることができる。
【0018】なお、本発明は前記実施例に限定されるものではなく、発明の趣旨を逸脱しない範囲で構成の一部を適宜に変更して次のように実施することもできる。
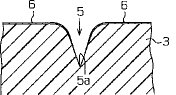
(1)前記実施例では、条溝5と、マークプレート本体3との境界部分のうち、図1の左右双方の境界部分の断面形状を湾曲形成する構成としたが、図6に示すように、部分めっきを必要とする部分の条溝8と、マークプレート本体9との境界部分(左側部分)のみの断面形状を湾曲形成する構成としてもよい。
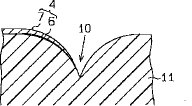
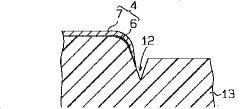
【0019】また、図7に示すように、条溝10の断面形状を全て円弧状として、直線部分を有しない形状のマークプレート本体11を用いてもよい。さらに、図8に示すように、条溝12を境として、めっき層4の形成される部分と、施されない部分との間に段差を有するマークプレート本体13を用いてもよい。
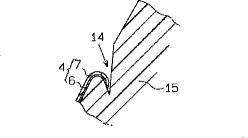
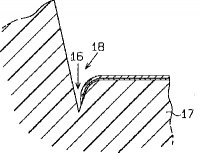
【0020】併せて、図9に示すように、斜面の中間点に条溝14を有するマークプレート本体15を用いてもよい。加えて、図10に示すように、条溝16を凹部18のコーナー部分に有するマークプレート本体17を用いてもよい。
【0021】(2)前記実施例では、円盤形状のマークプレート2に本発明を具体化したが、マークプレート2は円盤形状でなくともよい。また、前記実施例では、マーク1の表面に「T」の字をかたどったものについて本発明を具体化したが、めっきの施される部分の形状は特に限定されるものではない。換言すれば、条溝5が環状に形成されていれば、めっきの施される部分は、いかなる形状を有していてもよい。
【0022】(3)前記実施例では、樹脂製品としてマークプレート2に具体化したが、その外にも、フロントグリル、ドアミラーブラケット用アウタパネル、バックパネル、ルーバ、ピラーガーニッシュ、クォータベント等の各種樹脂製品に具体化することもできる。また、これらの基材を構成する樹脂素材は、ABSに限定されることなく、ポリプロピレン、ポリフェニンオキサイド、ポリアミド、ポリスルフォン、ポリエステル等の各種樹脂素材を用いてもよい。
【0023】(4)前記実施例では、無電解めっき層6をニッケルにより形成したが、その外にも銅等により形成してもよい。また、前記実施例では、電気めっき層7を、銅、ニッケル及びクロムの3種類の金属により、多層構造をなすように形成したが、これら以外の金属を用いてもよいし、また、多層構造としない場合に具体化してもよい。
【0024】
【発明の効果】以上詳述したように、本発明の部分めっきの施された樹脂製品によれば、必要な部分にのみ確実に部分めっきを施すことができ、外観品質の向上を図ることができるという優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明を具体化した一実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図2】一実施例におけるマークプレートを模式的に示す平面図である。
【図3】一実施例において、図2のA−A線断面図である。
【図4】一実施例におけるマークプレート本体を示す要部断面図である。
【図5】一実施例におけるマークプレート本体上に無電解めっきを施した状態を示す要部断面図である。
【図6】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図7】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図8】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図9】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図10】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図11】従来技術における部分めっきの施された樹脂製品の要部を示す断面図である。
【図12】従来技術における基材上に無電解めっきを施した状態を示す部分断面図である。
【図13】従来技術における不具合の発生を示す部分断面図である。
【符号の説明】
3,9,11,13,15,17…基材としてのマークプレート本体、5,8,10,12,14,16…条溝。
【0001】
【産業上の利用分野】本発明は、樹脂製の基材の表面のうち、めっきを必要とする部分にのみ部分的にめっきが施された樹脂製品に関するものである。
【0002】
【従来の技術】従来、この種の技術として、例えば特開昭55−152195号公報及び特開昭52−50937号公報において提案されたものが知られている。これらの技術では、図11に示すように、樹脂製の基材21の表面のうち、めっきを必要とする部分(図の左側)と、めっきを必要としない部分(図の右側)との境界線部分に、断面略V字状の条溝22が形成される。そして、前記基材21には、まず無電解めっきが施される。このとき、条溝22の底部22aにおいては、隙間の間隔が狭いため、めっき溶液が到達しない。従って、この底部22aにはめっきが施されない。換言すれば、底部22aを除くすべての部分には、無電解めっき層23が形成される。
【0003】次に、図12に示すように、無電解めっき層23の形成された基材21を電気めっきに供する。すなわち、同基材21を、所定の電気めっき液に浸漬し、めっきを必要とする部分を電気的に導通させる。すると、めっきを必要としない部分に形成された無電解めっき層23は、電気めっき液によって溶解される。また、めっきを必要とする部分においては、無電解めっき層23の表面に、電気めっき層24が形成される。このようにして、基材21上には、めっきを必要とする部分においてのみ、無電解めっき層23及び電気めっき層24が形成される。つまり、上記工程を経ることにより、いわゆる部分めっきの施された樹脂製品25が得られるのである。
【0004】
【発明が解決しようとする課題】しかしながら、上記従来技術においては、基材21の表面に、単に断面略V字状の条溝22が形成されているだけであった。このため、前記条溝22と、基材21のめっきを必要とする部分との境界部分は、先端部の尖った角部26を有することとなっていた。従って、実際に無電解めっき及び電気めっきを施した場合には、図13に示すように、該角部26において特に電気めっき層24が堆積されやすくなってしまっていた。その結果、角部26において、電気めっき層24が拡散形成されてしまう、いわゆる「花咲き現象」の発生するおそれがあった。この場合には、めっき部分の見切り線が不明瞭なものとなってしまい、外観品質が低下してしまうおそれがあった。また、電気めっき層24がめっきを必要としない部分にまで橋渡し的に到達した場合には、該部分にまで電気めっき層24が形成されてしまうおそれがあった。
【0005】本発明は上記問題点を解決するためになされたものであって、その目的は、不必要な部分にはめっきが施されていないとともに、外観品質の向上を図ることが可能な部分めっきの施された樹脂製品を提供することにある。
【0006】
【課題を解決するための手段】上記目的を達成するため、本発明では、樹脂製の基材の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝を環状に形成し、前記基材に無電解めっきを施した後、めっきを必要とする部分に電気めっきを施して、前記基材の表面のうち、めっきを必要とする部分にのみ部分めっきの施された樹脂製品であって、前記条溝と前記基材の表面のめっきを必要とする部分との境界部分の断面形状を、曲率半径0.2mm以上の円弧状に形成したことをその要旨としている。
【0007】前記曲率半径が0.2mm未満の場合には、本発明の目的が達成されない場合がある。
【0008】
【作用】上記の構成によれば、樹脂製の基材の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝を形成される。そして、基材上に無電解めっきが施される。このとき、条溝の底部にはめっき溶液が到達しないので、この底部を除く部分において無電解めっきが施される。その後、めっきを必要とする部分に電気めっきが施される。このとき、めっき溶液により、めっきを必要としない部分における無電解めっきが溶解される。そして、めっきを必要とする部分にのみ、無電解めっきの施された上から電気めっきが施される。
【0009】このとき、条溝と、基材の表面のめっきを必要とする部分との境界部分の断面形状が、その曲率半径0.2mm以上の円弧状に形成されている。このため、この境界部分には、電気めっきが集中して堆積することはなく、この部分においてめっき層が拡散形成されることがない。従って、確実にめっきを必要とする部分にのみ、部分めっきが施される。また、めっき層の見切り部分が外観上鮮明に形成される。
【0010】
【実施例】以下、本発明を具体化した一実施例を図1〜5に基づいて説明する。図2,3に示すように、自動車の所定箇所には、樹脂製品としてのマークプレート2が装着されるようになっている。マークプレート2の表面には、「T」の文字をかたどったマーク1が形成されている。マークプレート2は、略円盤形状をなしており、ABS樹脂製の基材としてのマークプレート本体3と、部分的に形成されためっき層4(図2の網目模様以外の部分)とから構成されている。すなわち、図1〜3に示すように、前記マーク1の表面には、「T」の文字を形成すべく、環状で、断面略V字状の条溝5が3か所に形成されている。これら条溝5により囲まれた部分(図2の網目模様の部分)以外の部分に前記めっき層4が形成されている。
【0011】前記めっき層4は無電解めっき層6と、電気めっき層7とからなっている。本実施例において、無電解めっき層6はニッケルにより、厚さ「0.3〜0.4μm」程度に形成されている。また、電気めっき層7は、銅、ニッケル及びクロムの3種類の金属により厚さ「20〜50μm」程度に形成され、多層構造をなしている。
【0012】また、前記条溝5は、幅Wが「0.5mm」、深さDが「0.5mm」に形成されている。但し、幅Wは、特に限定されるものではないが、加工上の制限から「0.2mm」以上が好ましく、意匠性の向上を図る意味で「1.0mm」以下が好ましい。また、深さDについても、特に限定されるものではないが、同じく加工上の制限から「0.2mm」以上が好ましく、マークプレート本体3の強度上の制約から「0.6mm」以下が好ましい。また、幅Wに対する深さDの比(D/W)は「1.0」以上が好ましい。
【0013】さらに、本実施例において、条溝5と、マークプレート本体3表面との境界部分の断面形状は、湾曲状に形成されている。より詳細に説明すると、境界部分の断面形状は、曲率半径「0.2mm以上」(本実施例では「0.3mm」)の円弧状に形成されている。なお、前記条溝5は、マークプレート本体3を金型により成形する際に、同時に形成されているものである。
【0014】次に、上記のマークプレート2を製造する際、すなわち、部分めっきを施す際の作用及びその効果について説明する。まず、図4に示すように、公知の金型成形法により、前述したような条溝5を有するマークプレート本体3を形成する。そして、図5に示すように、このマークプレート本体3を無電解めっき溶液中に浸漬し、無電解めっきを施す。このとき、条溝5の底部5aにおいては、隙間の間隔が狭いため、めっき溶液が到達しない。従って、この底部5aにはめっきが施されない。換言すれば、マークプレート本体3表面の底部5aを除くすべての部分には、無電解めっき層6が形成される。
【0015】次に、図1に示すように、無電解めっき層6の形成されたマークプレート本体3を電気めっきに供する。すなわち、同本体3を、所定の電気めっき溶液に複数回浸漬するとともに、めっきを必要とする部分(マーク1の先端側部分)を電気的に導通させる。すると、めっきを必要としない部分に形成された無電解めっき層6は、電気めっき液によって溶解される。また、めっきを必要とする部分においては、無電解めっき層6の表面に、前述した多層構造をなす電気めっき層7が形成される(図の左側)。このようにして、マーク1の先端側部分においてのみ無電解めっき層6及び電気めっき層7の形成されたマークプレート2が形成される。
【0016】このとき、条溝5と、マークプレート本体3との境界部分の断面形状が、その曲率半径「0.2mm以上」の円弧状に形成されている。そのため、この境界部分には、電気めっき層7が集中して堆積することはなく、この部分において電気めっき層7が拡散形成されることがない。その結果、必要な箇所においてのみ、確実に部分めっきを施すことができる。
【0017】また、従来技術におけるような「花咲き現象」が発生することはなく、めっき層4の見切り部分が外観上鮮明に形成される。その結果、めっき層4の見切り線をくっきりと明瞭なものとすることができ、ひいては外観品質の著しい向上を図ることができる。
【0018】なお、本発明は前記実施例に限定されるものではなく、発明の趣旨を逸脱しない範囲で構成の一部を適宜に変更して次のように実施することもできる。
(1)前記実施例では、条溝5と、マークプレート本体3との境界部分のうち、図1の左右双方の境界部分の断面形状を湾曲形成する構成としたが、図6に示すように、部分めっきを必要とする部分の条溝8と、マークプレート本体9との境界部分(左側部分)のみの断面形状を湾曲形成する構成としてもよい。
【0019】また、図7に示すように、条溝10の断面形状を全て円弧状として、直線部分を有しない形状のマークプレート本体11を用いてもよい。さらに、図8に示すように、条溝12を境として、めっき層4の形成される部分と、施されない部分との間に段差を有するマークプレート本体13を用いてもよい。
【0020】併せて、図9に示すように、斜面の中間点に条溝14を有するマークプレート本体15を用いてもよい。加えて、図10に示すように、条溝16を凹部18のコーナー部分に有するマークプレート本体17を用いてもよい。
【0021】(2)前記実施例では、円盤形状のマークプレート2に本発明を具体化したが、マークプレート2は円盤形状でなくともよい。また、前記実施例では、マーク1の表面に「T」の字をかたどったものについて本発明を具体化したが、めっきの施される部分の形状は特に限定されるものではない。換言すれば、条溝5が環状に形成されていれば、めっきの施される部分は、いかなる形状を有していてもよい。
【0022】(3)前記実施例では、樹脂製品としてマークプレート2に具体化したが、その外にも、フロントグリル、ドアミラーブラケット用アウタパネル、バックパネル、ルーバ、ピラーガーニッシュ、クォータベント等の各種樹脂製品に具体化することもできる。また、これらの基材を構成する樹脂素材は、ABSに限定されることなく、ポリプロピレン、ポリフェニンオキサイド、ポリアミド、ポリスルフォン、ポリエステル等の各種樹脂素材を用いてもよい。
【0023】(4)前記実施例では、無電解めっき層6をニッケルにより形成したが、その外にも銅等により形成してもよい。また、前記実施例では、電気めっき層7を、銅、ニッケル及びクロムの3種類の金属により、多層構造をなすように形成したが、これら以外の金属を用いてもよいし、また、多層構造としない場合に具体化してもよい。
【0024】
【発明の効果】以上詳述したように、本発明の部分めっきの施された樹脂製品によれば、必要な部分にのみ確実に部分めっきを施すことができ、外観品質の向上を図ることができるという優れた効果を奏する。
【図面の簡単な説明】
【図1】本発明を具体化した一実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図2】一実施例におけるマークプレートを模式的に示す平面図である。
【図3】一実施例において、図2のA−A線断面図である。
【図4】一実施例におけるマークプレート本体を示す要部断面図である。
【図5】一実施例におけるマークプレート本体上に無電解めっきを施した状態を示す要部断面図である。
【図6】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図7】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図8】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図9】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図10】別の実施例における部分めっきの施されたマークプレートの要部を示す断面図である。
【図11】従来技術における部分めっきの施された樹脂製品の要部を示す断面図である。
【図12】従来技術における基材上に無電解めっきを施した状態を示す部分断面図である。
【図13】従来技術における不具合の発生を示す部分断面図である。
【符号の説明】
3,9,11,13,15,17…基材としてのマークプレート本体、5,8,10,12,14,16…条溝。
【特許請求の範囲】
【請求項1】 樹脂製の基材(3,9,11,13,15,17)の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝(5,8,10,12,14,16)を環状に形成し、前記基材(3,9,11,13,15,17)に無電解めっきを施した後、めっきを必要とする部分に電気めっきを施して、前記基材(3,9,11,13,15,17)の表面のうち、めっきを必要とする部分にのみ部分めっきの施された樹脂製品であって、前記条溝(5,8,10,12,14,16)と前記基材(3,9,11,13,15,17)の表面のめっきを必要とする部分との境界部分の断面形状を、曲率半径0.2mm以上の円弧状に形成したことを特徴とする部分めっきの施された樹脂製品。
【請求項1】 樹脂製の基材(3,9,11,13,15,17)の表面のうち、めっきを必要とする部分とめっきを必要としない部分との境界線部分に、断面略V字状の条溝(5,8,10,12,14,16)を環状に形成し、前記基材(3,9,11,13,15,17)に無電解めっきを施した後、めっきを必要とする部分に電気めっきを施して、前記基材(3,9,11,13,15,17)の表面のうち、めっきを必要とする部分にのみ部分めっきの施された樹脂製品であって、前記条溝(5,8,10,12,14,16)と前記基材(3,9,11,13,15,17)の表面のめっきを必要とする部分との境界部分の断面形状を、曲率半径0.2mm以上の円弧状に形成したことを特徴とする部分めっきの施された樹脂製品。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開平6−299391
【公開日】平成6年(1994)10月25日
【国際特許分類】
【出願番号】特願平5−83604
【出願日】平成5年(1993)4月9日
【出願人】(000241463)豊田合成株式会社 (3,467)
【公開日】平成6年(1994)10月25日
【国際特許分類】
【出願日】平成5年(1993)4月9日
【出願人】(000241463)豊田合成株式会社 (3,467)
[ Back to top ]