
部分メッキ用シール部材
【目的】 リードフレーム等を部分メッキする際に、メッキ対象面側にシール用のゴムの巻き込みが発生することを防止する。
【構成】 曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材を提供する。
【構成】 曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材を提供する。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、例えばプレス打抜きやエッチングで形成されたリードフレームの部分メッキの際、シールに用いる部分メッキ用シール部材に関する。
【0002】
【従来の技術】リードフレームの部分メッキ、例えば特開昭61−177391号公報に開示されたような方法においては、低硬度のシール用ゴムをリードフレームのメッキ対象面の裏面よりプレスで圧着し、その裏面と、ゴムの侵入によりリードフレームの加工側面をゴムがシールすることにより、メッキ対象面を部分メッキしていた。その際、シール用ゴムはプレス機の垂直度の狂いや圧力分布の不均一を回避するためスポンジゴム等の極端に弾性の低い(変形に対して発生する反発力の小さい)ゴムの下に固定されていた。
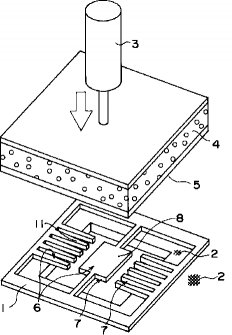
【0003】これを部分メッキ装置のシール部の全体斜視図である図3と、シール部のシールの状態を示す拡大断面である図2とを参照して説明する。図において、1はリードフレームの全体を示し、8はリードフレームのパッド部、11はリードである。また、6はリードフレームのメッキ不要な裏面を示し、7はリードフレームの加工側面を示す。2は部分マスクであり、リードフレーム1に下方から密着してメッキ不要部分をマスクする。3はプレス機であり、4はプレス機3により板材を介して上下動可能に保持されたスポンジゴムである。5は低硬度ゴムであり、スポンジゴム4の下側に接合されている。
【0004】このような部分メッキ装置において、リードフレーム1は、メッキ対象面のメッキ不要部分は部分マスク2でシールされ、プレス機3を下向に作動させることによって、スポンジゴム4を介して低硬度ゴム5はリードフレーム1の裏面6に圧着されて、裏面6がシールされる。そして、その際、図2に示すように、低硬度ゴム5は変形してリードフレーム1の加工面7に侵入して、メッキ対象部分以外は全てシールされる。そして必要部分のみにメッキが施こされることになる。
【0005】そして、近年は、リードフレームの微細化にともない、シール用のゴムが微細な加工側面に侵入する必要があるため、プレス機のプレス圧の高圧化、シール用ゴムの低硬度化が進んでいる。
【0006】
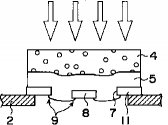
【発明が解決しようとする課題】しかしながら、プレス圧の高圧化により、図2に示すように、下からの支えがないパッド8の変形や、ゴムの低硬度化により、リード11やパッド8のメッキ対象面側に低硬度ゴム5の巻き込み9が発生する。このため必要なメッキ面が得られないという欠点があった。また、ゴム5の変形量が大きいまま、繰り返しメッキを行なうとゴム5の弾性低下が著るしく、ゴムの巻き込み9は一層顕著になるという問題点もあった。
【0007】本発明は上記の欠点を解消して、リードフレームの変形をなくし、良好なメッキ面を得られるようにすることを課題とする。
【0008】
【課題を解決するための手段】上記課題を解決するために、本発明は、曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材にある。
【0009】また第2に、前記裏打板と前記低硬度ゴムの接合が、接合面に接着剤層や気泡を含まないような一体成形により形成されたことを特徴とする前記部分メッキ用シール部材にある。
【0010】なお、上記裏打板は比較的薄く、且つ高弾性(変形に対して発生する反発力の比較的大きい)の絶縁材の薄板、例えば薄い塩化ビニール板やベーク板が好ましい。
【0011】また、裏打板と低硬度ゴムの接合は、接合面の気泡の残留する場合や、接着剤層があって厚みが均一でない場合は、その部分のみシール性が低下するため気泡を含まない一体成形が望ましい。これは、ゴムの原液を混練後、再度真空チャンバー中で混練して気泡を取り除いた後、裏打板上に流し、さらにそれをプレス機で圧縮、加熱するなどの方法で達成できる。
【0012】
【作用】本発明の部分メッキ用シール部材によれば、低硬度ゴムをリードフレームに圧着したとき、裏打板によって不必要な変形が防止されるため、パッドや微細なリードがあって平面度の悪いリードフレームでもそれに倣いながら、不必要なパッドの変形やメッキ面側の低硬度ゴムの巻き込みが抑制される。
【0013】
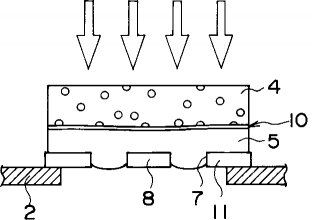
【実施例】本発明の一実施例を図面を参照して説明する。部分メッキ装置自体の構成は図3に示すものと同一なので説明を省略する。図1は、本発明の部分メッキ用シール部材と、それを用いたシールの状態を示す拡大断面図である。図において、従来のものと同一部分には同一の符号を付して説明を省略する。図1において、5は低硬度ゴム(JIS A型ゴム硬度計の測定で硬度1〜5)であり、10は低硬度ゴム5の上面に接合された裏打板である。裏打板10はさらにスポンジゴム4に接合されていて、このスポンジゴム4を介して、裏打板10が接合された低硬度ゴム5がリードフレームに圧着される。そして、スポンジゴム4は従来通り、プレス機3の押圧方向が多少斜めになってもこれを吸収して均一に圧着力が働く作用をする。
【0014】しかしながら、本発明にあっては、裏打板10が高弾性であるため、低硬度ゴム5の変形量を適切に制限する。したがって、低硬度ゴム5はリード11及びパッド8の非メッキ面である裏面6と加工面7を充分にシールするが、メッキ面側への巻き込みは制限される。したがって良好な部分メッキが行なえるとともに、低硬度ゴムの変形量が大きすぎることからくるゴム弾性低下の延命が図れる。そして、低硬度ゴム5と裏打板10の接合が接着剤層の厚みの不均一や気泡の残留のない一体成形の場合は、シールは一層均一に行なわれる。
【0015】
【発明の効果】本発明の部分メッキ用シール部材によれば、微細化したリードフレームに対して低硬度のゴムを使用して、パッドの変形や、メッキ面側への巻き込みを防止して、良好な部分メッキを行なうことができる。また、低硬度ゴムの寿命も延長するという効果がある。
【図面の簡単な説明】
【図1】本発明の部分メッキ用シール部材と、それを用いたシールの状態を示す拡大断面図である。
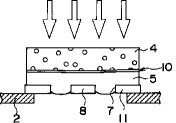
【図2】従来のシールの状態を示す拡大断面図である。
【図3】部分メッキ装置のシール部の全体斜視図である。
【符号の説明】
1 リードフレーム
2 部分マスク
3 プレス機
4 スポンジゴム
5 低硬度ゴム
6 リードフレームの裏面
7 リードフレームの加工面
8 パッド部
9 ゴムの巻き込み
10 裏打板
11 リード
【0001】
【産業上の利用分野】本発明は、例えばプレス打抜きやエッチングで形成されたリードフレームの部分メッキの際、シールに用いる部分メッキ用シール部材に関する。
【0002】
【従来の技術】リードフレームの部分メッキ、例えば特開昭61−177391号公報に開示されたような方法においては、低硬度のシール用ゴムをリードフレームのメッキ対象面の裏面よりプレスで圧着し、その裏面と、ゴムの侵入によりリードフレームの加工側面をゴムがシールすることにより、メッキ対象面を部分メッキしていた。その際、シール用ゴムはプレス機の垂直度の狂いや圧力分布の不均一を回避するためスポンジゴム等の極端に弾性の低い(変形に対して発生する反発力の小さい)ゴムの下に固定されていた。
【0003】これを部分メッキ装置のシール部の全体斜視図である図3と、シール部のシールの状態を示す拡大断面である図2とを参照して説明する。図において、1はリードフレームの全体を示し、8はリードフレームのパッド部、11はリードである。また、6はリードフレームのメッキ不要な裏面を示し、7はリードフレームの加工側面を示す。2は部分マスクであり、リードフレーム1に下方から密着してメッキ不要部分をマスクする。3はプレス機であり、4はプレス機3により板材を介して上下動可能に保持されたスポンジゴムである。5は低硬度ゴムであり、スポンジゴム4の下側に接合されている。
【0004】このような部分メッキ装置において、リードフレーム1は、メッキ対象面のメッキ不要部分は部分マスク2でシールされ、プレス機3を下向に作動させることによって、スポンジゴム4を介して低硬度ゴム5はリードフレーム1の裏面6に圧着されて、裏面6がシールされる。そして、その際、図2に示すように、低硬度ゴム5は変形してリードフレーム1の加工面7に侵入して、メッキ対象部分以外は全てシールされる。そして必要部分のみにメッキが施こされることになる。
【0005】そして、近年は、リードフレームの微細化にともない、シール用のゴムが微細な加工側面に侵入する必要があるため、プレス機のプレス圧の高圧化、シール用ゴムの低硬度化が進んでいる。
【0006】
【発明が解決しようとする課題】しかしながら、プレス圧の高圧化により、図2に示すように、下からの支えがないパッド8の変形や、ゴムの低硬度化により、リード11やパッド8のメッキ対象面側に低硬度ゴム5の巻き込み9が発生する。このため必要なメッキ面が得られないという欠点があった。また、ゴム5の変形量が大きいまま、繰り返しメッキを行なうとゴム5の弾性低下が著るしく、ゴムの巻き込み9は一層顕著になるという問題点もあった。
【0007】本発明は上記の欠点を解消して、リードフレームの変形をなくし、良好なメッキ面を得られるようにすることを課題とする。
【0008】
【課題を解決するための手段】上記課題を解決するために、本発明は、曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材にある。
【0009】また第2に、前記裏打板と前記低硬度ゴムの接合が、接合面に接着剤層や気泡を含まないような一体成形により形成されたことを特徴とする前記部分メッキ用シール部材にある。
【0010】なお、上記裏打板は比較的薄く、且つ高弾性(変形に対して発生する反発力の比較的大きい)の絶縁材の薄板、例えば薄い塩化ビニール板やベーク板が好ましい。
【0011】また、裏打板と低硬度ゴムの接合は、接合面の気泡の残留する場合や、接着剤層があって厚みが均一でない場合は、その部分のみシール性が低下するため気泡を含まない一体成形が望ましい。これは、ゴムの原液を混練後、再度真空チャンバー中で混練して気泡を取り除いた後、裏打板上に流し、さらにそれをプレス機で圧縮、加熱するなどの方法で達成できる。
【0012】
【作用】本発明の部分メッキ用シール部材によれば、低硬度ゴムをリードフレームに圧着したとき、裏打板によって不必要な変形が防止されるため、パッドや微細なリードがあって平面度の悪いリードフレームでもそれに倣いながら、不必要なパッドの変形やメッキ面側の低硬度ゴムの巻き込みが抑制される。
【0013】
【実施例】本発明の一実施例を図面を参照して説明する。部分メッキ装置自体の構成は図3に示すものと同一なので説明を省略する。図1は、本発明の部分メッキ用シール部材と、それを用いたシールの状態を示す拡大断面図である。図において、従来のものと同一部分には同一の符号を付して説明を省略する。図1において、5は低硬度ゴム(JIS A型ゴム硬度計の測定で硬度1〜5)であり、10は低硬度ゴム5の上面に接合された裏打板である。裏打板10はさらにスポンジゴム4に接合されていて、このスポンジゴム4を介して、裏打板10が接合された低硬度ゴム5がリードフレームに圧着される。そして、スポンジゴム4は従来通り、プレス機3の押圧方向が多少斜めになってもこれを吸収して均一に圧着力が働く作用をする。
【0014】しかしながら、本発明にあっては、裏打板10が高弾性であるため、低硬度ゴム5の変形量を適切に制限する。したがって、低硬度ゴム5はリード11及びパッド8の非メッキ面である裏面6と加工面7を充分にシールするが、メッキ面側への巻き込みは制限される。したがって良好な部分メッキが行なえるとともに、低硬度ゴムの変形量が大きすぎることからくるゴム弾性低下の延命が図れる。そして、低硬度ゴム5と裏打板10の接合が接着剤層の厚みの不均一や気泡の残留のない一体成形の場合は、シールは一層均一に行なわれる。
【0015】
【発明の効果】本発明の部分メッキ用シール部材によれば、微細化したリードフレームに対して低硬度のゴムを使用して、パッドの変形や、メッキ面側への巻き込みを防止して、良好な部分メッキを行なうことができる。また、低硬度ゴムの寿命も延長するという効果がある。
【図面の簡単な説明】
【図1】本発明の部分メッキ用シール部材と、それを用いたシールの状態を示す拡大断面図である。
【図2】従来のシールの状態を示す拡大断面図である。
【図3】部分メッキ装置のシール部の全体斜視図である。
【符号の説明】
1 リードフレーム
2 部分マスク
3 プレス機
4 スポンジゴム
5 低硬度ゴム
6 リードフレームの裏面
7 リードフレームの加工面
8 パッド部
9 ゴムの巻き込み
10 裏打板
11 リード
【特許請求の範囲】
【請求項1】 曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材。
【請求項2】 前記裏打板と前記低硬度ゴムの接合が、接合面に接着剤層や気泡を含まないような一体成形により形成されたことを特徴とする請求項1記載の部分メッキ用シール部材。
【請求項1】 曲げ弾性を有する裏打板を片側に接合した低硬度ゴムで形成された部分メッキ用シール部材。
【請求項2】 前記裏打板と前記低硬度ゴムの接合が、接合面に接着剤層や気泡を含まないような一体成形により形成されたことを特徴とする請求項1記載の部分メッキ用シール部材。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開平8−319596
【公開日】平成8年(1996)12月3日
【国際特許分類】
【出願番号】特願平7−123451
【出願日】平成7年(1995)5月23日
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【公開日】平成8年(1996)12月3日
【国際特許分類】
【出願日】平成7年(1995)5月23日
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
[ Back to top ]