
部分反射もしくは着色層を備えたシートの製造方法
【目的】 製造工程が簡単で連続操業に適し、かつ剥離可能性が少なく基材シートと一体化された部分反射層を備えたシート材の製造方法を提供する。
【構成】 押出しラミネーション又はドライラミネーションによって、反射(着色)層が形成された反射(着色)シート部材3をホットロール8に送給し、シート部材3の接着性フィルム側にTダイス6よりシート基材樹脂7を溶融落下させるとともに、エアーをホットロール8側に圧送することにより基材樹脂7とシート部材3を圧着一体化させる方法。
【構成】 押出しラミネーション又はドライラミネーションによって、反射(着色)層が形成された反射(着色)シート部材3をホットロール8に送給し、シート部材3の接着性フィルム側にTダイス6よりシート基材樹脂7を溶融落下させるとともに、エアーをホットロール8側に圧送することにより基材樹脂7とシート部材3を圧着一体化させる方法。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、長手方向に部分的に反射層又は着色層が形成された長尺シートの製造方法に関する。
【0002】
【従来の技術】従来、この種のシート材は、例えば、実公昭62 38523 号に開示したように、農作物の栽培用ハウス、特に多連棟ハウスの各ハウスの谷間に連続的に取付けし、降雨を効率良く排水するための多連棟ハウスのトイとして用いられている。
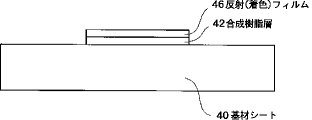
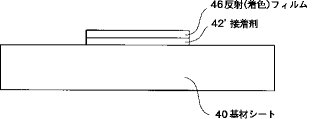
【0003】そして、この種のシート材を製造する方法としては、図7に示したように、押出しラミネーション法により、基材シート40の上面に形成された合成樹脂層42を介して、アルミなどの金属が蒸着されるか又は着色された反射 (着色) フィルム46が貼着されるか、又は図8R>8に示したように、基材シート40の上面に接着剤42'を介して反射 (着色) フィルム46が貼着されるいわゆるドライラミネーション法がある。
【0004】
【発明が解決しようとする課題】しかしながら、上述したような、従来の部分反射 (着色) 層を備えたシート材の製造方法によれば、押出しラミネーションであれドライラミネーションであれ、製造工程がかなり煩雑で、連続操業には適さない方法であり、いきおい最終製品のコスト高につながるおそれがあった。
【0005】また、従来の製造方法によって製造したシート材では、反射(着色) フィルム46が基材シート40面より突出しているので、強度的にも比較的弱く、繰り返し使用ならびに経時的に、反射 (着色) フィルム46が基材シート40面より剥離し、シート本来の機能が果たせなくなるおそれがあった。
【0006】本発明は、これらの問題点に鑑み、製造工程が簡単で連続操業に適し、かつ反射 (着色) 層が基材シートと一体化され、剥離可能性の少ない部分反射層を備えたシート材の製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】本発明は、上述した従来技術の課題ならびに目的に鑑み発明なされたものであって、その要旨とするところは、基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、ドライラミネーションによって、その着色層又は反射層面側に接着剤を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法である。
【0008】また、本発明は、基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、押出しラミネーションによって、その着色層又は反射層面側に押し出された合成樹脂層を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法である。
【0009】さらに、本発明は、上記シートの製造方法において、前記接着性フィルムが熱接着性フィルムであることを特徴とする方法である。
【0010】また、本発明は、上記シートの製造方法において、前記熱接着性フィルムが、エチレン−酢酸ビニルコポリマーもしくは変性エチレン−酢酸ビニルコポリマーであることを特徴とする方法である。
【0011】さらにまた、本発明は、上記シートの製造方法において、前記反射層が金属蒸着層であることを特徴とする方法である。
【0012】
【実施例】以下、本発明の部分反射層もしくは着色層を備えたシート材の製造方法について、添付図面に基づいてより詳細に説明する。
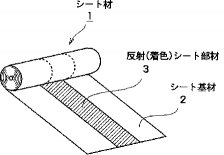
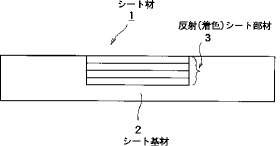
【0013】図1は、本発明のシート材の製造方法により製造されたシート材の斜視図であり、図中、1は全体で本発明のシート材を示している。シート材1は、図2の拡大断面図に示したように、シート基材2 と、このシート基材2の長手方向略中央部分に一体化して埋設されるように形成された反射 (もしくは着色) シート部材3とから構成されている。
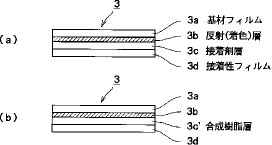
【0014】具体的には、この反射シート部材3は、図3R>3(a) に示したように、基材フィルム3aの下面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3b、ならびに、ドライラミネーションによって、その反射 (着色) 層面側に接着剤3cを介して貼着された熱接着性フィルム層3dより構成されるものである。
【0015】また、この反射シート部材3 は、図3(b) に示したように、基材フィルム3aの下面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3b、ならびに、押出しラミネーションによって、その反射 (着色) 層面側に押し出された合成樹脂層3c' を介して貼着された熱接着性フィルム層3dより構成されるものである。
【0016】なお、シート基材2 としては、エチレン−酢酸ビニルコポリマー( 以下「EVA」と言う) が、基材フィルム3aとしては、ポリエステルフイルムが、接着剤3cとしては、ウレタン系接着剤が、合成樹脂層3c' としては、ポリエチレンが、熱接着性フィルムとしては、EVA 樹脂フィルム若しくは変性EVA 樹脂フィルムが、好適であり、要するに、シート基材と反射部材が溶融押出しされた熱及びエアー圧により接着可能な構成であれば良い。なお、前記変性EVA 樹脂とは、EVA の酢酸基を加水分解して水酸基にして極性を持たせたエチレン・ビニルアルコールコポリマーにし、EVA に比較して、耐熱性、耐溶剤性、剛性を著しく向上させたもの、又はこれらの加水分解度をコントロールし、エチレン/酢酸ビニル/ビニルアルコールターポリマーとして幅広い用途に適合させたもの、さらには、EVA にカルボン酸ビニル化合物をグラフトして接着力を向上させたものを言う。
【0017】以下、このように構成される本発明のシート材1を製造する方法について、図4〜図6に基づいて説明する。
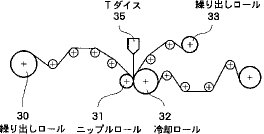
【0018】先ず、図4に示したように、片面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3bが形成された基材フィルム3aが、繰り出しロール30からニップロール31と冷却ロール32間に送給されるとともに、別の繰り出しロール33から熱接着性フィルム3dが送給され、Tダイス35に収容された合成樹脂3c'が両フィルム3a, 3dの間に溶融押出しされて、ニップロール31と冷却ロール32を介して両フィルムが圧着され積層一体化して、図3(b) に示したような反射 (着色) シート部材3が作製される。
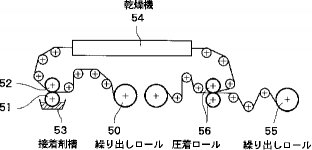
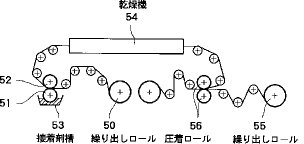
【0019】又は、図5に示したように、片面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3bが形成された基材フィルム3aが、繰り出しロール50からグラビアロール51とバックロール52間に送給されるとともに、このグラビアロール51を介して、接着剤槽53に収容された接着剤が基材フィルム3aの反射(着色)層3b側に塗布される。そして、乾燥機54を通過して乾燥されるとともに、別の繰り出しロール55から熱接着性フィルム3dが送給され、圧着ロール56,56 間で両フィルムが圧着され積層一体化して、図3(a)に示したような反射 (着色) シート部材3が作製される。
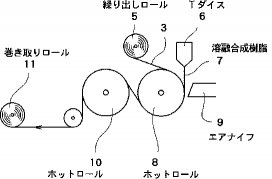
【0020】次に、図6に示したように、反射 (着色) シート部材3が、その基材フィルム3a側をホットロール8 に接するように、繰り出しロール5 から、ホットロール8に繰り出されると同時に、Tダイス6 に収容された溶融合成樹脂7(すなわちシート基材2の材料)が反射 (着色) シート部材3に溶融落下される。そして、ホットロール8 に近接して配設されたエアーナイフ9 によりエアーが、溶融合成樹脂7方向に圧送されて、該溶融合成樹脂7の偏肉が防止され、反射 (着色) シート部材3と溶融合成樹脂7 が一体化されるようになっている。続いて、この一体化されたシート材4が、ホットロール10に送給されて、溶融合成樹脂7 側の面がホットロール10により平坦化され、溶融合成樹脂7 中に反射 (着色) シート部材3が一体化埋設され、本発明のシート材1が作製され、巻き取りロール11に巻き取られるようになっている。すなわち、この溶融合成樹脂7が、前述したシート基材2に相当し、反射(着色)シート部材3がこのシート基材2中に埋設一体化されるのである。
【0021】実施例1 押出しラミネーション法による反射 (着色) シート部材3の作製厚さ12μm のポリエチレンテレフタレートフィルム( 「エンブレット S−12LS」, ユニチカ株式会社) の片面に、周知の真空蒸着法を用いてアルミニウムを金属蒸着して基材フィルムとし、図4 の方法に従って、ニップロール31と冷却ロール32間に供給するとともに、熱接着性フィルムとして、厚さ30μm のEVA フィルム( 「SB−3 」, タマポリ株式会社) をニップロールと冷却ロール間に供給し、Tダイス35より溶融押出し樹脂として、ポリエチレン樹脂(「サンテック L−2340」, 旭化成工業株式会社) を押出温度約330 ℃で溶融押出( 厚さ20μm となるように) して、加工スピード150 m/min で押出しラミネーションを行い、反射シート部材3を作製した。
【0022】実施例2 ドライラミネーション法による反射 (着色) シート部材3の作製厚さ12μm のポリエチレンテレフタレートフィルム( 「エンブレット S−12LS」, ユニチカ株式会社) の片面に、周知の真空蒸着法を用いてアルミニウムを金属蒸着して基材フィルムとし、図5 の方法に従って、グラビアロール51とバックロール52間に供給するとともに、接着剤として「セイカダインE-260 」、大日精化工業株式会社) を使用し、熱接着性フィルムとして、厚さ30μm のEVA フィルム( 「SB−3 」, タマポリ株式会社) を使用して、加工スピード150 m/min でドライラミネーションを行い、反射シート部材3を作製した。
【0023】実施例3 シート材1の作製図6 の方法に従って、実施例1 又は実施例2で作製した反射シート部材3を繰り出しロール5より繰り出すとともに、Tダイス6より溶融押出し樹脂としてEVA 樹脂( 「EF1030」, 旭化成工業株式会社) を押出温度約180 ℃で溶融押出して、加工スピード 5 m/minで押出しラミネーションを行い、シート材1を作製した。
【0024】
【発明の作用・効果】本発明の基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法によれば、周知の押出しラミネーション法を適用できるので、製造工程が簡単で連続操業に適し、かつ製品も反射 (着色) 層が基材シートと一体化されているので、強度的にも優れ繰り返し使用に適し、剥離可能性の少ない部分反射層を備えたシート材であるなど幾多の作用効果を奏する極めて優れた発明である。
【図面の簡単な説明】
【図1】本発明のシート材の斜視図である。
【図2】本発明のシート材の拡大断面図である。
【図3】(a)は、本発明の反射 (着色) シート部材の一実施例の部分拡大断面図、(b) は、本発明の反射 (着色) シート部材の別の実施例の部分拡大断面図である。
【図4】本発明の反射 (着色) シート部材の押出しラミネーション法による製造工程を示す概略図である。
【図5】本発明の反射 (着色) シート部材のドライラミネーション法による製造工程を示す概略図である。
【図6】本発明のシート材の製造工程を示す概略図である。
【図7】従来のシート材の拡大断面図である。
【図8】従来のシート材の拡大断面図である。
【符号の説明】
1…シート材
2…シート基材
3…反射 (着色) シート部材
3a…基材フィルム
3b…反射(着色)層
3c…接着剤層
3d…熱接着性フィルム層
3c' …合成樹脂層
5…繰り出しロール
6…Tダイス
7…溶融合成樹脂
8…ホットロール
9…エアーナイフ
4…シート材
10…ホットロール
11…巻き取りロール
30…繰り出しロール
31…ニップロール
32…冷却ロール
33…繰り出しロール
35…Tダイス
40…基材シート
42…合成樹脂層
42' …接着剤層
46…反射( 着色) フィルム
50…繰り出しロール
51…グラビアロール
52…バックロール
53…接着剤槽
54…乾燥機
55…繰り出しロール
【0001】
【産業上の利用分野】本発明は、長手方向に部分的に反射層又は着色層が形成された長尺シートの製造方法に関する。
【0002】
【従来の技術】従来、この種のシート材は、例えば、実公昭62 38523 号に開示したように、農作物の栽培用ハウス、特に多連棟ハウスの各ハウスの谷間に連続的に取付けし、降雨を効率良く排水するための多連棟ハウスのトイとして用いられている。
【0003】そして、この種のシート材を製造する方法としては、図7に示したように、押出しラミネーション法により、基材シート40の上面に形成された合成樹脂層42を介して、アルミなどの金属が蒸着されるか又は着色された反射 (着色) フィルム46が貼着されるか、又は図8R>8に示したように、基材シート40の上面に接着剤42'を介して反射 (着色) フィルム46が貼着されるいわゆるドライラミネーション法がある。
【0004】
【発明が解決しようとする課題】しかしながら、上述したような、従来の部分反射 (着色) 層を備えたシート材の製造方法によれば、押出しラミネーションであれドライラミネーションであれ、製造工程がかなり煩雑で、連続操業には適さない方法であり、いきおい最終製品のコスト高につながるおそれがあった。
【0005】また、従来の製造方法によって製造したシート材では、反射(着色) フィルム46が基材シート40面より突出しているので、強度的にも比較的弱く、繰り返し使用ならびに経時的に、反射 (着色) フィルム46が基材シート40面より剥離し、シート本来の機能が果たせなくなるおそれがあった。
【0006】本発明は、これらの問題点に鑑み、製造工程が簡単で連続操業に適し、かつ反射 (着色) 層が基材シートと一体化され、剥離可能性の少ない部分反射層を備えたシート材の製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】本発明は、上述した従来技術の課題ならびに目的に鑑み発明なされたものであって、その要旨とするところは、基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、ドライラミネーションによって、その着色層又は反射層面側に接着剤を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法である。
【0008】また、本発明は、基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、押出しラミネーションによって、その着色層又は反射層面側に押し出された合成樹脂層を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法である。
【0009】さらに、本発明は、上記シートの製造方法において、前記接着性フィルムが熱接着性フィルムであることを特徴とする方法である。
【0010】また、本発明は、上記シートの製造方法において、前記熱接着性フィルムが、エチレン−酢酸ビニルコポリマーもしくは変性エチレン−酢酸ビニルコポリマーであることを特徴とする方法である。
【0011】さらにまた、本発明は、上記シートの製造方法において、前記反射層が金属蒸着層であることを特徴とする方法である。
【0012】
【実施例】以下、本発明の部分反射層もしくは着色層を備えたシート材の製造方法について、添付図面に基づいてより詳細に説明する。
【0013】図1は、本発明のシート材の製造方法により製造されたシート材の斜視図であり、図中、1は全体で本発明のシート材を示している。シート材1は、図2の拡大断面図に示したように、シート基材2 と、このシート基材2の長手方向略中央部分に一体化して埋設されるように形成された反射 (もしくは着色) シート部材3とから構成されている。
【0014】具体的には、この反射シート部材3は、図3R>3(a) に示したように、基材フィルム3aの下面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3b、ならびに、ドライラミネーションによって、その反射 (着色) 層面側に接着剤3cを介して貼着された熱接着性フィルム層3dより構成されるものである。
【0015】また、この反射シート部材3 は、図3(b) に示したように、基材フィルム3aの下面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3b、ならびに、押出しラミネーションによって、その反射 (着色) 層面側に押し出された合成樹脂層3c' を介して貼着された熱接着性フィルム層3dより構成されるものである。
【0016】なお、シート基材2 としては、エチレン−酢酸ビニルコポリマー( 以下「EVA」と言う) が、基材フィルム3aとしては、ポリエステルフイルムが、接着剤3cとしては、ウレタン系接着剤が、合成樹脂層3c' としては、ポリエチレンが、熱接着性フィルムとしては、EVA 樹脂フィルム若しくは変性EVA 樹脂フィルムが、好適であり、要するに、シート基材と反射部材が溶融押出しされた熱及びエアー圧により接着可能な構成であれば良い。なお、前記変性EVA 樹脂とは、EVA の酢酸基を加水分解して水酸基にして極性を持たせたエチレン・ビニルアルコールコポリマーにし、EVA に比較して、耐熱性、耐溶剤性、剛性を著しく向上させたもの、又はこれらの加水分解度をコントロールし、エチレン/酢酸ビニル/ビニルアルコールターポリマーとして幅広い用途に適合させたもの、さらには、EVA にカルボン酸ビニル化合物をグラフトして接着力を向上させたものを言う。
【0017】以下、このように構成される本発明のシート材1を製造する方法について、図4〜図6に基づいて説明する。
【0018】先ず、図4に示したように、片面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3bが形成された基材フィルム3aが、繰り出しロール30からニップロール31と冷却ロール32間に送給されるとともに、別の繰り出しロール33から熱接着性フィルム3dが送給され、Tダイス35に収容された合成樹脂3c'が両フィルム3a, 3dの間に溶融押出しされて、ニップロール31と冷却ロール32を介して両フィルムが圧着され積層一体化して、図3(b) に示したような反射 (着色) シート部材3が作製される。
【0019】又は、図5に示したように、片面にアルミなどの金属が蒸着されるか又は着色が施された反射(着色)層3bが形成された基材フィルム3aが、繰り出しロール50からグラビアロール51とバックロール52間に送給されるとともに、このグラビアロール51を介して、接着剤槽53に収容された接着剤が基材フィルム3aの反射(着色)層3b側に塗布される。そして、乾燥機54を通過して乾燥されるとともに、別の繰り出しロール55から熱接着性フィルム3dが送給され、圧着ロール56,56 間で両フィルムが圧着され積層一体化して、図3(a)に示したような反射 (着色) シート部材3が作製される。
【0020】次に、図6に示したように、反射 (着色) シート部材3が、その基材フィルム3a側をホットロール8 に接するように、繰り出しロール5 から、ホットロール8に繰り出されると同時に、Tダイス6 に収容された溶融合成樹脂7(すなわちシート基材2の材料)が反射 (着色) シート部材3に溶融落下される。そして、ホットロール8 に近接して配設されたエアーナイフ9 によりエアーが、溶融合成樹脂7方向に圧送されて、該溶融合成樹脂7の偏肉が防止され、反射 (着色) シート部材3と溶融合成樹脂7 が一体化されるようになっている。続いて、この一体化されたシート材4が、ホットロール10に送給されて、溶融合成樹脂7 側の面がホットロール10により平坦化され、溶融合成樹脂7 中に反射 (着色) シート部材3が一体化埋設され、本発明のシート材1が作製され、巻き取りロール11に巻き取られるようになっている。すなわち、この溶融合成樹脂7が、前述したシート基材2に相当し、反射(着色)シート部材3がこのシート基材2中に埋設一体化されるのである。
【0021】実施例1 押出しラミネーション法による反射 (着色) シート部材3の作製厚さ12μm のポリエチレンテレフタレートフィルム( 「エンブレット S−12LS」, ユニチカ株式会社) の片面に、周知の真空蒸着法を用いてアルミニウムを金属蒸着して基材フィルムとし、図4 の方法に従って、ニップロール31と冷却ロール32間に供給するとともに、熱接着性フィルムとして、厚さ30μm のEVA フィルム( 「SB−3 」, タマポリ株式会社) をニップロールと冷却ロール間に供給し、Tダイス35より溶融押出し樹脂として、ポリエチレン樹脂(「サンテック L−2340」, 旭化成工業株式会社) を押出温度約330 ℃で溶融押出( 厚さ20μm となるように) して、加工スピード150 m/min で押出しラミネーションを行い、反射シート部材3を作製した。
【0022】実施例2 ドライラミネーション法による反射 (着色) シート部材3の作製厚さ12μm のポリエチレンテレフタレートフィルム( 「エンブレット S−12LS」, ユニチカ株式会社) の片面に、周知の真空蒸着法を用いてアルミニウムを金属蒸着して基材フィルムとし、図5 の方法に従って、グラビアロール51とバックロール52間に供給するとともに、接着剤として「セイカダインE-260 」、大日精化工業株式会社) を使用し、熱接着性フィルムとして、厚さ30μm のEVA フィルム( 「SB−3 」, タマポリ株式会社) を使用して、加工スピード150 m/min でドライラミネーションを行い、反射シート部材3を作製した。
【0023】実施例3 シート材1の作製図6 の方法に従って、実施例1 又は実施例2で作製した反射シート部材3を繰り出しロール5より繰り出すとともに、Tダイス6より溶融押出し樹脂としてEVA 樹脂( 「EF1030」, 旭化成工業株式会社) を押出温度約180 ℃で溶融押出して、加工スピード 5 m/minで押出しラミネーションを行い、シート材1を作製した。
【0024】
【発明の作用・効果】本発明の基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法によれば、周知の押出しラミネーション法を適用できるので、製造工程が簡単で連続操業に適し、かつ製品も反射 (着色) 層が基材シートと一体化されているので、強度的にも優れ繰り返し使用に適し、剥離可能性の少ない部分反射層を備えたシート材であるなど幾多の作用効果を奏する極めて優れた発明である。
【図面の簡単な説明】
【図1】本発明のシート材の斜視図である。
【図2】本発明のシート材の拡大断面図である。
【図3】(a)は、本発明の反射 (着色) シート部材の一実施例の部分拡大断面図、(b) は、本発明の反射 (着色) シート部材の別の実施例の部分拡大断面図である。
【図4】本発明の反射 (着色) シート部材の押出しラミネーション法による製造工程を示す概略図である。
【図5】本発明の反射 (着色) シート部材のドライラミネーション法による製造工程を示す概略図である。
【図6】本発明のシート材の製造工程を示す概略図である。
【図7】従来のシート材の拡大断面図である。
【図8】従来のシート材の拡大断面図である。
【符号の説明】
1…シート材
2…シート基材
3…反射 (着色) シート部材
3a…基材フィルム
3b…反射(着色)層
3c…接着剤層
3d…熱接着性フィルム層
3c' …合成樹脂層
5…繰り出しロール
6…Tダイス
7…溶融合成樹脂
8…ホットロール
9…エアーナイフ
4…シート材
10…ホットロール
11…巻き取りロール
30…繰り出しロール
31…ニップロール
32…冷却ロール
33…繰り出しロール
35…Tダイス
40…基材シート
42…合成樹脂層
42' …接着剤層
46…反射( 着色) フィルム
50…繰り出しロール
51…グラビアロール
52…バックロール
53…接着剤槽
54…乾燥機
55…繰り出しロール
【特許請求の範囲】
【請求項1】 基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、ドライラミネーションによって、その着色層又は反射層面側に接着剤を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法。
【請求項2】 基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、押出しラミネーションによって、その着色層又は反射層面側に押し出された合成樹脂層を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法。
【請求項3】 前記接着性フィルムが熱接着性フィルムであることを特徴とする請求項1又は2の何れかに記載のシートの製造方法。
【請求項4】 前記熱接着性フィルムが、エチレン−酢酸ビニルコポリマーもしくは変性エチレン−酢酸ビニルコポリマーであることを特徴とする請求項1から3の何れかに記載のシートの製造方法。
【請求項5】 前記反射層が金属蒸着層であることを特徴とする請求項1から4の何れかに記載のシートの製造方法。
【請求項1】 基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、ドライラミネーションによって、その着色層又は反射層面側に接着剤を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法。
【請求項2】 基材シートの長手方向に部分反射もしくは着色層を備えたシートの製造方法であって、下記の工程、すなわち、(a) 片面に着色層又は反射層が形成されたフィルムに、押出しラミネーションによって、その着色層又は反射層面側に押し出された合成樹脂層を介して、接着性フィルムを貼着し、反射もしくは着色シート部材を作製する工程と、(b) 前記シート部材をその接着性フィルム側がTダイス側になるようにホットロールに送給し、前記シート部材の接着性フィルム側にTダイスよりシート基材樹脂を前記シート部材の幅よりも広く溶融落下させるとともに、エアーをホットロール側に圧送することにより前記基材樹脂とシート部材を圧着一体化させる工程と、から成ることを特徴とする部分反射もしくは着色層を備えたシートの製造方法。
【請求項3】 前記接着性フィルムが熱接着性フィルムであることを特徴とする請求項1又は2の何れかに記載のシートの製造方法。
【請求項4】 前記熱接着性フィルムが、エチレン−酢酸ビニルコポリマーもしくは変性エチレン−酢酸ビニルコポリマーであることを特徴とする請求項1から3の何れかに記載のシートの製造方法。
【請求項5】 前記反射層が金属蒸着層であることを特徴とする請求項1から4の何れかに記載のシートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開平5−84845
【公開日】平成5年(1993)4月6日
【国際特許分類】
【出願番号】特願平3−247659
【出願日】平成3年(1991)9月26日
【出願人】(000165088)恵和商工株式会社 (63)
【公開日】平成5年(1993)4月6日
【国際特許分類】
【出願日】平成3年(1991)9月26日
【出願人】(000165088)恵和商工株式会社 (63)
[ Back to top ]