
部分緯糸挿入装置、記憶媒体、及び織物
【課題】 工業化が難しかったり、手間や糸のロスを生んだり、適用できる織機の種類が限定されたりするといった課題を解決し、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することを可能にする。
【解決手段】 経糸81が開口したとき(B)、先端の糸ガイド1dで挿入用の緯糸86を案内する挿入板1cが挿入駆動体1aによって回転され、杼口Kへ挿入される。続いて、先の尖った位置決め針2aが糸端制御装置2によって経糸81の間に挿入され、挿入板1cが逆回転することで緯糸86が経糸81の間に挿入される。その後、挿入板1c,挿入駆動体1a,糸端制御装置2を退避させながら筬打ちを行うことにより、緯糸86が部分的に挿入された織物を得ることができる。
【解決手段】 経糸81が開口したとき(B)、先端の糸ガイド1dで挿入用の緯糸86を案内する挿入板1cが挿入駆動体1aによって回転され、杼口Kへ挿入される。続いて、先の尖った位置決め針2aが糸端制御装置2によって経糸81の間に挿入され、挿入板1cが逆回転することで緯糸86が経糸81の間に挿入される。その後、挿入板1c,挿入駆動体1a,糸端制御装置2を退避させながら筬打ちを行うことにより、緯糸86が部分的に挿入された織物を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置、その部分緯糸挿入装置の制御に利用可能な記憶媒体、及び、上記挿入用緯糸が幅方向の一部に挿入された織物に関する。
【背景技術】
【0002】
これまで、部分的に経糸の間に緯糸を挿入した織物を製造する方法として、いくつかの方法が知られている。先ずゴブラン織り(つづれ織り)などで知られているように手作業で、緯糸を入れ、柄を表現し織物を製織する方法がある。しかし、この方法では、手間がかかり工業化は難しく、和装品、伝統工芸品などの製造に用途が限定されている。
【0003】
機械的に行う方法として、ジャカード織機を用い、柄を緯糸で表現し、柄以外部分の緯糸は、織物の裏で組織させずに浮かせて製織後カットする方法が行われている。しかし、この方法では、柄の部分以外の緯糸を切り落とす作業は手作業で行わなければならないといった不便さと、糸ロスが多く発生するといった欠点がある。
【0004】
次に、縫い取り織機が知られている。これは、挿入する糸が巻かれたボビンを開口している経糸の間に回転挿入する機構を、織機の筬の上部に有する織機である。しかし、これはボビンを小さくする必要があることから巻かれる糸量に制約があることと、柄の制約があるといった欠点がある。また、挿入する経糸のみをジャカードにより選択的に開口しその部分に織り前から緯糸を挿入する方法も提案されている(例えば、特許文献1参照)。ところが、この方法も、適用可能な織機がジャカード織機かドビー織機でも限定された組織にしか適用できないといった欠点がある。また、コブラン織りやケリム織りを製織することができる織機の発明もある(例えば、特許文献2参照)。しかし、これも、専用の織機を用いる必要があった。
【特許文献1】特開昭48−85870号公報
【特許文献2】特許表2002−513867号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上のように、従来の方法では、工業化が難しかったり、手間や糸のロスを生んだり、適用できる織機の種類が限定されたりするといった課題があった。そこで、本発明は、これらの課題を解決し、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することを可能にすることを目的としてなされた。
【課題を解決するための手段】
【0006】
上記目的を達するためになされた本発明の部分緯糸挿入装置は、杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置であって、杼口が開いたとき、該杼口を構成する一方の側の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する緯糸挿入手段を、備えたことを特徴としている。
【0007】
このように、本発明が備えた緯糸挿入手段は、杼口が開いたとき、その杼口を構成する一方の側(通常上側または下側)の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する。このため、緯糸挿入手段によって挿入用緯糸を挿入した後から筬打ちがなされれば、部分的に経糸の間に緯糸(挿入用緯糸)を挿入した織物を機械的に製造することができる。また、緯糸挿入手段は、杼口を構成する一方の側の経糸の隙間を通って挿入用緯糸を挿入しているので、本発明は緯入れ方式,開口方式を問わず適用することができ、また、織組織にも制約がない。
【0008】
従って、本発明の部分緯糸挿入装置では、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することができ、しかも、組織が限定されない。また、本発明では、織物の幅方向の一部にのみ挿入用緯糸を挿入することができるので、柄の部分以外の緯糸を切り落とす手間や糸のロスをなくすことも可能となる。
【0009】
なお、本発明は、緯糸挿入手段の構成を特に限定するものではないが、上記緯糸挿入手段が、上記経糸の隙間を通って上記杼口内に往復運動することによって上記挿入用緯糸を挿入し、上記杼口を構成する一方の側の経糸の他の隙間を通って上記杼口内に挿入され、上記緯糸挿入手段によって挿入された挿入用緯糸の折り返し位置を規定する糸端制御手段を、更に備えてもよい。この場合、緯糸挿入手段と糸端制御手段との協同により、挿入用緯糸の挿入幅を正確に制御することができる。
【0010】
また、この場合、上記糸端制御手段を、上記織物の幅方向に移動させる折り返し位置移動手段と、上記緯糸挿入手段を、上記織物の幅方向に移動させる挿入位置移動手段と、を更に備えてもよい。この場合、糸端制御手段や緯糸挿入手段を折り返し位置移動手段や挿入位置移動手段によって移動させることにより、挿入用緯糸の挿入位置や挿入幅を変化させることができる。
【0011】
更に、上記のような緯糸挿入手段と糸端制御手段とを備えた場合において、筬打ち時に、上記緯糸挿入手段及び上記糸端制御手段を上記筬と干渉しない位置へ退避させ、上記杼口が開いたときには、上記緯糸挿入手段及び上記糸端制御手段を上記挿入用緯糸の挿入及び上記折り返し位置の規定が可能な位置まで突出させる退避手段を、更に備えてもよい。この場合、筬打ち時には緯糸挿入手段及び糸端制御手段を退避させ、それらが筬と干渉するのを良好に防止することができる。また、杼口が開いたときには、緯糸挿入手段及び糸端制御手段を突出させ、挿入用緯糸の挿入及び折り返し位置の規定を良好に実行することができる。
【0012】
また、上記のような緯糸挿入手段及び糸端制御手段を備えた場合において、上記緯糸挿入手段は、上記杼口の外側に上記織物の長さ方向に沿って設けられた回転軸を中心に円弧状に往復運動してもよい。この場合、緯糸挿入手段が上記経糸の隙間を通過するときは、緯糸挿入手段の移動方向は上記経糸が構成する面に対して垂直に近く、緯糸挿入手段が杼口に進入した後は、その緯糸挿入手段の移動方向は上記経糸が構成する面に沿った方向に変化する。従って、このように構成した場合、緯糸の挿入を一層良好に行うことができる。
【0013】
更に、上記各発明の部分緯糸挿入装置は、上記緯糸挿入手段によって挿入される挿入用緯糸の張力を制御する張力制御手段を、更に備えてもよい。この場合、装置の外部に設けられたコーンなどから挿入用緯糸を供給する場合にも、上記挿入される挿入用緯糸の張力を適正に制御することができる。従って、この場合、挿入用緯糸を安定して挿入することができる。
【0014】
また更に、上記各発明の部分緯糸挿入装置は、上記織機のクランク軸の回転量を検出するセンサと、該センサの検出信号に基づき、上記各手段をシーケンシャルプログラムに基づいて駆動制御する駆動制御手段と、を更に備えてもよい。この場合、筬打ちのタイミングと同期するクランク軸の回転量に基づいて、緯糸挿入手段等の上記各手段を駆動制御することができる。従って、この場合、一層良好に挿入用緯糸を挿入することができる。
【0015】
また、本発明の記憶媒体は、上記発明の部分緯糸制御装置で使用されるシーケンシャルプログラムを作成するためのソフトウェアプログラムを記憶した記憶媒体であって、織物に対応付けられた帯状領域に上記挿入用緯糸を挿入すべき挿入領域が描かれた場合、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換する座標変換処理と、該変換された座標の値を上記駆動制御手段に送信する送信処理と、を実行させるソフトウェアプログラムを記憶したことを特徴としている。
【0016】
このため、織物に対応付けられた帯状領域に上記挿入領域を描いた上で、本発明に記憶されたソフトウェアプログラムをコンピュータに実行させれば、次のような処理を行うことができる。すなわち、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換し(座標変換処理)、その変換された座標の値を上記駆動制御手段に送信することができる(送信処理)。従って、本発明の記憶媒体に記憶されたソフトウェアプログラムにより上記座標の値を駆動制御手段に送信すれば、その座標の値に基づいて駆動制御手段が上記各手段を駆動制御することにより、所望の挿入領域に沿って織物に挿入用緯糸を挿入することができる。
【0017】
また、本発明の織物は、杼口を通って緯糸を供給し、その緯糸に筬打ちを行って形成された織物であって、上記緯糸とは異なる挿入用緯糸が、上記織物の幅方向の一部に挿入されたことを特徴としている。このような織物は、極めて意匠性に優れており、利用価値も極めて高い。また、挿入用緯糸は織物の幅方向の一部にのみ挿入されているので、本発明の織物は意匠性を確保しつつ軽量化を図ることができる。
【0018】
また、このような織物は、前述のように製造に手間がかかったり、糸のロスが多く発生したり、専用の織機を使用しなければならなかったりして製造コストが高くなっていた。しかしながら、上記挿入用緯糸が、上記いずれかの発明の部分緯糸挿入装置によって挿入された場合、それらの課題を解消して製造コストを良好に低減することができる。
【発明を実施するための最良の形態】
【0019】
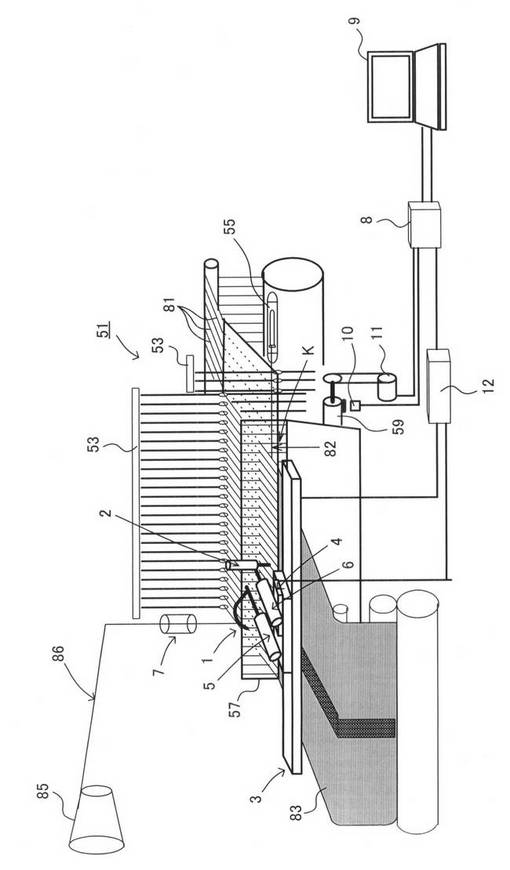
次に、本発明の実施の形態を、図面と共に説明する。図1は、本発明を適用した部分緯糸挿入装置が装着された織機51の構成を概略的に表す説明図である。先ず、織機51の構成について説明する。
【0020】
織機51は、綜絖枠53を上下させることによって経糸81を開口させるいわゆるドビー式織機で、その開口動作によって形成された杼口Kを通って往復することにより緯糸82を供給する緯糸供給手段としての杼55と、杼55によって供給された緯糸82に筬打ちを行って織物83を形成する筬57とを備えている。
【0021】
本実施の形態の部分緯糸挿入装置は、織機51の織前84(図2参照)から経糸81が開口している間隙に、糸コーン85から供給された挿入用緯糸としての緯糸86を部分的に挿入するもので、図1に示すように、次の主たる構成要素からなる。
【0022】
すなわち、本実施の形態の部分緯糸挿入装置は、開口した経糸81の間に部分的に緯糸86を挿入する挿入装置1、挿入された緯糸86の折り返し位置を制御する糸端制御装置2、挿入装置1を織物83の幅方向に移動させて挿入する緯糸86の挿入位置を決める緯糸挿入位置決め装置3、糸端制御装置2を織物83の幅方向に移動させて緯糸86の折り返し位置を決める緯糸折り返し位置決め装置4、挿入装置1及び糸端制御装置2が織機51の筬打ち運動に干渉しないように、筬打ち時にはそれらを織物83側に、筬57が後退し経糸81が開口したときには織前84側に移動させる挿入装置前後移動装置5及び糸端制御装置前後移動装置6、部分的に緯糸86を挿入する1サイクルの間で挿入される緯糸86の張力を制御するための糸張力制御装置7、織機51のクランク軸59の回転量を検出するための後述の各種センサ信号に同期して前述した各装置を駆動するためのシーケンシャルプログラムを内蔵した制御装置8、並びに、部分的に挿入する緯糸86で様々な柄を表現するための柄データを作成し制御装置8に転送する柄データ作成装置9からなる。以下に本発明の各構成要素について説明する。
【0023】
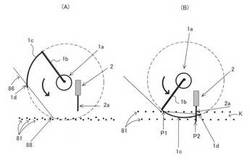
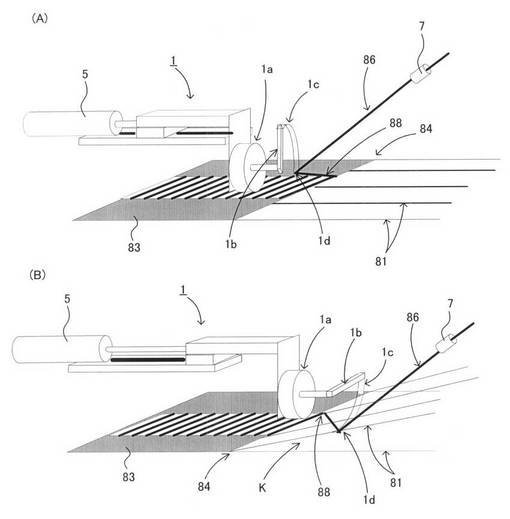
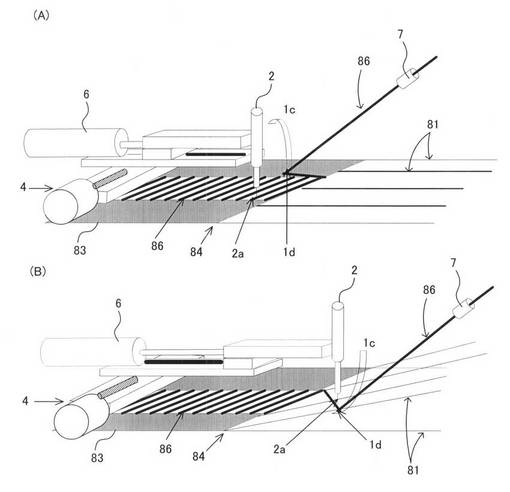
図2に示すように、挿入装置1は、例えばロータリエアシリンダやロータリソレノイドなどの回転機構を有する挿入駆動体1aの回転軸の先端に棒状の回転体1bを取り付け、この回転体1bの先端に、回転体1bの長さを半径及び円弧長とする円弧状の薄い板できた挿入板1cを取り付けてある。この挿入板1cの先端には、緯糸86を案内する穴としての糸ガイド1dが穿設されている。
【0024】
挿入装置1は織機51の回転に同期した信号、すなわち、織機51のクランク軸59に取り付けた近接センサ10とロータリエンコーダ11の所定の同期信号により挿入駆動体1aが所定量回転する。以下これらを織機51の同期信号と呼ぶ。挿入するための回転方向は、時計方向(CW方向)・反時計方向(CCW方向)のどちらでもよい。ここでは、織前84から見て回転体1bがCCW方向に回転して緯糸86を経糸81間に挿入するものとして動作機構を説明する。挿入駆動体1aが図2(A)の状態から図2(B)の状態へ所定量回転するのに伴い、回転体1bの先端にある挿入板1cが回転半径(回転体1bの長さ)で回転し、開口した経糸81の間に糸ガイド1dによって緯糸86が導かれる。
【0025】
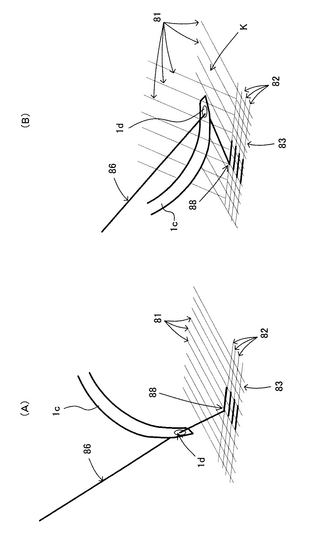
また、この動作の詳細を、図3に拡大して示したので参照されたい。なお、図3(A),(B)は、それぞれ図2(A),(B)の状態における糸ガイド1dの近傍を、織物83側から見た図である。図3(B)に示すように、回転体1bの上記回転に伴い、杼口Kの上面を構成する経糸81の隙間を通って緯糸86が杼口Kの中に挿入される。
【0026】
回転体1bにより挿入される緯糸86は、糸コーン85から引き出され、糸張力制御装置7、糸ガイド1dを順次通って、直前に織り込まれた織物83の糸端88につながっている。従って、例えば回転体1bがCCW方向に回転し、糸ガイド1dが開口した経糸81間に挿入される場合、緯糸86は、糸張力制御装置7、糸ガイド1d、織物83の糸端88の3点を通る「逆くの字」を描く。次に、織機51の同期信号により、次に述べる糸端制御装置2によって緯糸86が折り返された後、回転体1bがCW方向に回転し、図3(A)に示すように、糸ガイド1dは開口した経糸81から脱出する。
【0027】
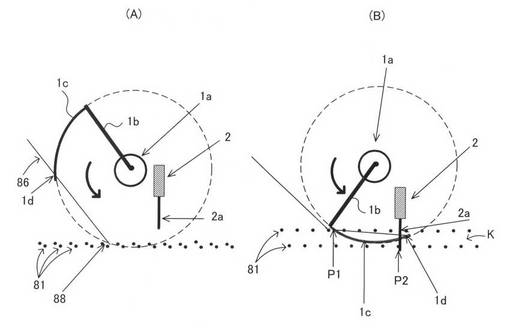
糸端制御装置2の構成及び動作を、図4(A),(B)に示す。図4(B)に示すように、糸端制御装置2は、回転体1bの挿入板1cが経糸81間に挿入され、CW方向に回転して経糸81間から脱出する前に、織機51の同期信号により、緯糸86の「逆くの字」状の先端部の領域に先の尖った位置決め針2aを挿入する。この位置決め針2aの挿入位置が、挿入された緯糸86の折り返し位置となる。なお、糸端制御装置2は、例えばエアシリンダやソレノイドなどを用いて構成することができる。
【0028】
挿入板1cがCW方向に回転し経糸81間から脱出するときに、緯糸86はこの位置決め針2aに引っかかり、経糸81間に保持される。このときの動作を図5(A),(B)に模式的に示す。図5(B)に示すように、部分的に挿入される緯糸86が織物83に織り込まれる長さは、糸ガイド1dの経糸81の間への挿入位置P1から、位置決め針2aが挿入された折り返し位置P2までの長さとなる。この、経糸81間に挿入される緯糸86の最大長さは、挿入地点での経糸81の開口量及びその経糸81間に挿入できる装置のサイズ、すなわち回転体1bの長さ及び挿入板1cの円弧長等のハード上の制約により決まる。更に、挿入装置1と糸端制御装置2の動作位置により、緯糸86の挿入長さを0から最大長まで制御することができる。
【0029】
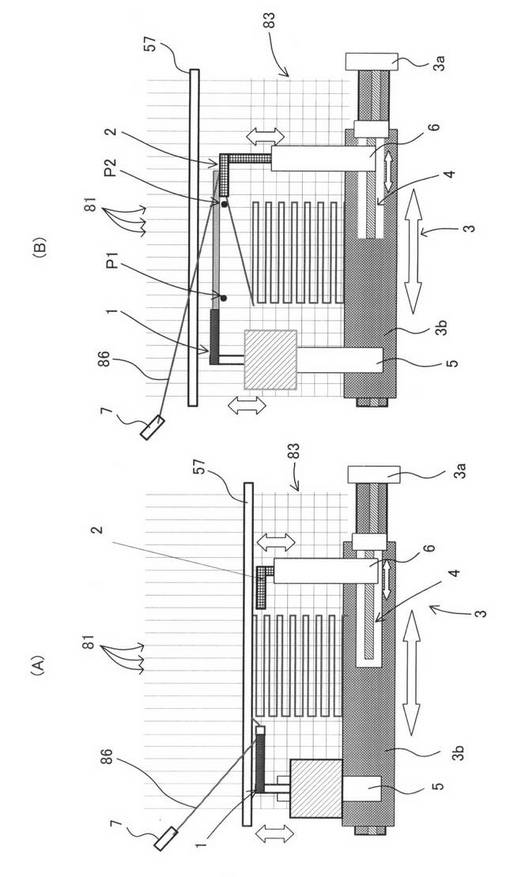
緯糸挿入位置決め装置3は、挿入装置1を織物83の幅方向に移動させ、部分的に挿入する緯糸86の挿入位置P1(図5参照)を所定の柄情報に応じて自由に変化させる装置である。これは、図6に示すように、緯糸挿入位置決め装置駆動体3aとステージ3bとから構成され、挿入装置1が設置されたステージ3bを周知のボールねじ機構により左右に移動させることで、挿入する緯糸86の位置決めが行われる。
【0030】
緯糸折り返し位置決め装置4は、周知のボールねじ機構によりステージ3bに対して糸端制御装置2を左右に移動させることで、挿入される緯糸86の長さを柄に応じて変化させることを可能にする装置である。部分的に挿入される緯糸86が織物83に織り込まれる長さは、挿入装置1が開口した経糸81の間に挿入される挿入位置P1から、位置決め針2aが挿入され折り返しされる折り返し位置P2までの長さ(P2−P1)である。従って、糸端制御装置2を左右に移動することができる緯糸折り返し位置決め装置4により、折り返し位置P2を変化させることができ、織り込まれる緯糸86の長さを制御することができる。
【0031】
挿入装置前後移動装置5は、挿入装置1が織機51の筬打ち運動に干渉しないように、筬57が織物83側と経糸81側に前後に移動する運動と同期させ、挿入装置1を織物83上と経糸81上とに前後に移動させる装置である。すなわち、挿入板1cが回転して開口した経糸81間に緯糸86を挿入する時、挿入装置1の位置は開口した経糸81上にある必要がある。また、筬打ち時には、挿入装置1は筬57に接触しないように織物83側にある必要がある。この動作を行う装置が挿入装置前後移動装置5である。
【0032】
糸端制御装置前後移動装置6は、糸端制御装置2が織機51の筬打ち運動に干渉しないように、筬57が織物83側と経糸81側に前後に移動する運動と同期させ、糸端制御装置2を織物83上と経糸81上とに前後に移動させる装置である。すなわち、糸端制御装置2が部分的に挿入された緯糸86の折り返し位置を決める動作位置は開口した経糸81上にある必要がある。また、筬打ち時には、糸端制御装置2は筬57に接触しないように織物83側にある必要がある。この動作を行う装置が糸端制御装置前後移動装置6である。なお、挿入装置前後移動装置5及び糸端制御装置前後移動装置6は、例えば、エアシリンダやソレノイドなどを用いて構成することができる。
【0033】
糸張力制御装置7は、部分的に挿入する緯糸86の張力を制御する装置である。部分的に挿入される緯糸86は、糸コーン85から挿入装置1に供給され、前述した各装置の一連の動作過程で、緯糸86に付与される張力が変化するため、部分的に挿入された緯糸86で意匠柄を表現するために様々な張力制御を行う必要がある。これを行うために、糸張力制御装置7は、圧縮空気を用いて吸引力を発生させる機構を用いて。糸張力を強・弱の2段階で制御する。
【0034】
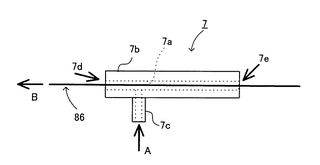
図7は、糸張力制御装置7の構成を概略的に表す説明図である。図7に示すように、糸張力制御装置7は、中空部7aを有する円筒状の本体7bの側面に、中空部7aに連通するエア供給ポート7cを突設した構成を有している。エア供給ポート7cは、本体7bの長手方向に偏って設けられているため、エア供給ポート7cから矢印A方向に圧縮空気を導入すると、そのエア供給ポート7cに近い側の中空部7a端部が真空ポート7dとなり、反対側の端部が排気ポート7eとなる。このため、中空部7aに緯糸86を通して矢印B方向に供給するとき、エア供給ポート7cに導入する圧縮空気の空気圧によって緯糸86に張力を与えることができる。
【0035】
図1に戻って、制御装置8は、織機51の同期信号を得るセンサの信号を入力信号とし、前述した各装置を駆動するための出力信号を出力し、部分緯糸挿入装置の全体の動作をコントロールするものである。織機51の同期信号を得るためのセンサとして、本実施の形態では、織機51のクランク軸59から回転の原点信号をもらう近接センサ10、及びクランク軸59の回転角度を得るためのロータリエンコーダ11を使用した。また、本実施の形態では、制御装置8からの信号を前述の各装置の駆動部に中継するため、インタフェース12を使用した。インタフェース12には、駆動部がモータの場合はモータドライバー、空圧制御装置の場合は電磁弁、ソレノイドの場合はリレーなどがある。
【0036】
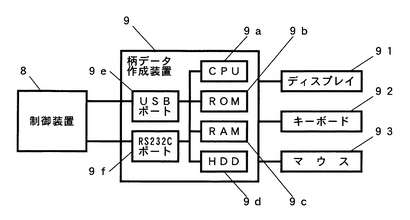
柄データ作成装置9は、図8に示すようにCPU9a,ROM9b,RAM9c,及びハードディスク装置(HDD)9dを備えたパーソナルコンピュータであり、ディスプレイ91,キーボード92,及びマウス93が接続されている。また、柄データ作成装置9は、制御装置8にデータを送信するための2種類のシリアルインタフェース(USBポート9e、RS232Cポート9f)を有している。USBポート9eは制御装置8上で稼働する制御ソフトを、RS232Cポート9fは制御データを、それぞれ柄データ作成装置9から制御装置8に転送する。制御ソフトとは、織機51の運転に同期した各種センサのデータに基づき上述した各種装置をシーケンシャル制御するソフトウェアである。制御データとは、織物83の長さ方向の位置データ(緯糸82のピック数)と部分的に挿入する緯糸86の挿入位置P1と挿入された緯糸86との折り返し位置P2の位置決めデータからなる。
【0037】
制御データは、柄データ作成装置9で、本システムの機能範囲内でマウス93等の入力装置で表現したい部分緯糸挿入柄をフリーに描いたデザイン、既存の写真やイラストをスキャナ・デジタルカメラなどで読み込んだデザインを、織物83の幅方向、長さ方向の位置決めデータを制御装置8で認識できる形式に変換したものである。
【0038】
次に織機51の回転に同期した信号に基づいて、部分緯糸挿入装置のシーケンシャル制御の内容について説明を行う。システムの動作は、柄データ作成装置9で作成された制御ソフトと制御データを制御装置8のメモリに記憶させ、そのプログラムに従って各装置の、シーケンシャル制御が行われる。その制御の流れについて次に説明する。
【0039】
前述のように、本実施の形態では、織機51の運転に装置を同期させるため、2つのセンサを織機51のクランク軸59に取り付けた。1つは近接センサ10で、織機の筬打ちするタイミングを制御装置8に入力する。この信号をトリガーとして、シーケンシャルプログラムの1サイクルが始まる。もう一つのセンサは、ロータリエンコーダ11で、クランク軸59が1回転するときロータリエンコーダ11も1回転し、その回転に応じてパルス列を出力し、1回転のパルス数は一定である。制御装置8は、このパルス数をカウントし、その積算値からクランクシャフトの回転角度を求め、各装置の駆動タイミングを決定し駆動信号を各装置に出力する。これら2つのセンサの信号は、制御装置8の入力ポートに入力される。特にロータリエンコーダ11のデータは、制御装置8の高速カウンターに入力される。
【0040】
緯糸挿入位置決め装置3は、パルス(またはサーボ)モータを用いたボールねじの伝達機構で、挿入装置1がその上に載ったステージ3bを左右に正確に移動を行う。挿入装置1が開口した経糸81の間に挿入される挿入位置P1は、事前に織物83の幅に応じて柄データ作成装置9で算出され、その挿入位置P1からステージ3bの移動量が計算される。制御装置8は、柄データ作成装置9から制御データとして転送されてそのメモリに記憶された挿入位置P1に基づいて、挿入装置1の左右の移動を制御する。
【0041】
緯糸折り返し位置決め装置4は、パルス(またはサーボ)モータを用いたボールねじの伝達機構で、糸端制御装置2を左右に正確に移動を行う。糸端制御装置2による緯糸86の折り返し位置P2については、事前に柄データ作成装置9で算出した柄データから緯糸挿入長さが計算され、それに基づいて糸端制御装置2の移動量が計算される。制御装置8は、柄データ作成装置9から制御データとして転送されてそのメモリに記憶された折り返し位置P2に基づいて、糸端制御装置2の左右の移動を制御する。
【0042】
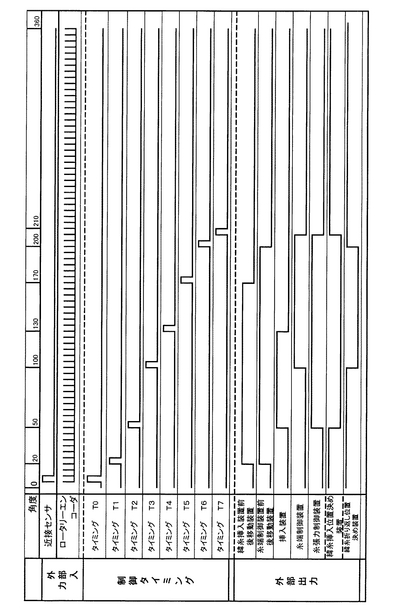
次に、図9のタイミングチャートを用いて、制御装置8が実行するシーケンシャル制御について説明する。図9に示すように、織機51の筬打ちタイミングT0で、近接センサ10がONとなり、制御装置8のシーケンシャルプログラムがスタートする。このシーケンシャルプログラムのスタート時には、緯糸挿入位置決め装置3及び緯糸折り返し位置決め装置4は移動されず、糸張力制御装置7は、「弱」で緯糸86の張力を制御する。
【0043】
クランク軸59の回転角度R1の角度(筬57が筬打ちし、経糸81側に後退するタイミングT1で、挿入装置前後移動装置5、糸端制御装置前後移動装置6が駆動され、筬打ち時に筬57に接触しないように織物83上にあった挿入装置1及び糸端制御装置2が、経糸81側に前進する。このときも、糸張力制御装置7は、緯糸86の張力を「弱」に設定する。
【0044】
クランク軸59の回転角度R2の角度(経糸81が開口し始めるタイミングT2)で、挿入装置1の挿入駆動体1aが所定量回転する。それに伴い回転体1bの先端にある挿入板1cが回転し、その先端の糸ガイド1dによって緯糸86が開口した経糸81の間に導かれる。このとき、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0045】
クランク軸59の回転角度R3の角度(経糸81の開口が完了し、挿入装置1の回転体1bの回転が完了したタイミングT3)で、挿入装置1の糸ガイド1dによって部分的に挿入された緯糸86の「逆くの字」状の先端部、すなわち緯糸86の折り返し位置P2に糸端制御装置2の位置決め針2aが挿入される。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0046】
クランク軸59の回転角度R4の角度(糸端制御装置2の位置決め針2aの挿入が完了したタイミングT4)で、挿入装置1の回転体1bが挿入方向とは逆方向に回転し、経糸81間から挿入板1cを脱出させる。このとき、挿入された位置決め針2aに緯糸86が引っかかり、経糸81間に保持される。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0047】
クランク軸59シャフトの回転角度R5の角度(挿入装置1の回転体1bの逆回転が完了したタイミングT5)で、挿入装置前後移動装置5に後退信号が出力され、挿入装置1が経糸81側から、織物83側に後退する。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0048】
クランク軸59の回転角度R6の角度(挿入装置1が経糸81側から、織物83側に後退が完了したタイミングT6)で、糸端制御装置前後移動装置6に後退信号が出力され、糸端制御装置2が経糸81側から、織物83側に後退する。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0049】
クランク軸59の回転角度R7の角度(糸端制御装置2が経糸81側から、織物83側に後退が開始したタイミングT7)で、経糸81間に挿入されて緯糸86を引っかけていた糸端制御装置2の位置決め針2aを上昇させる。このとき、糸張力制御装置7は、緯糸86の張力を「弱」に設定する。なお、このタイミングT7の後、経糸81の閉口が開始され、完全に閉口してから筬打ちがなされる。
【0050】
また、このタイミングT7から次のタイミングT2までの間に、緯糸挿入位置決め装置3及び緯糸折り返し位置決め装置4が駆動され、次の緯糸86の挿入に備えて挿入装置1及び糸端制御装置2が左右方向に移動される。以上の制御を繰り返すことにより、織物83には柄データに応じて緯糸86を適宜挿入することができる。
【0051】
次に、柄データ作成装置9における制御データの作成処理について説明する。緯糸挿入位置決め装置3、緯糸折り返し位置決め装置4を制御するための制御データは、事前に、柄データ作成装置9で作成され、制御装置8に転送しておく。柄データ作成装置9で作成されるデータは、マウス93等の入力手段で作成したい図柄を入力したり、スキャナ,デジタルカメラ等の外部入力機器から入力された図柄データも取り扱うことができる。柄データ作成装置9は、これらの入力画像を、本装置で表現できる幾何柄のデータに変換し、緯糸挿入位置決め装置3による挿入位置P1及び緯糸折り返し位置決め装置4による折り返し位置P2のデータを作成して制御装置8に送信する。
【0052】
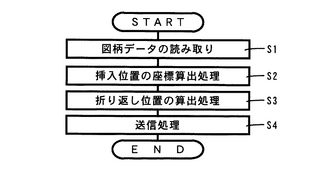
図10は、柄データ作成装置9のCPU9aがハードディスク装置9dに記憶されたプログラムに基づいて実行する処理を表すフローチャートである。織物83に対応付けてディスプレイ91に表示された帯状領域内に上記のように図柄(緯糸86を挿入すべき挿入領域)の入力がなされ、キーボード92またはマウス93により所定の送信指令が入力されると、この処理が開始される。
【0053】
処理が開始されると、先ずS1(Sはステップを表す:以下同様)にて、上記のように入力された図柄のデータが読み取られる。続くS2,S3では、織物83に対応する上記帯状領域内における挿入領域の位置に基づいて、挿入位置P1及び折り返し位置P2の座標が、次のように算出される。
【0054】
緯糸挿入位置決め装置3で設定される位置は、挿入装置1により部分的に挿入される緯糸86の挿入位置P1(X1,Y1)である。ここで、織前84から経糸81を見て左端を1とし、右端を総経糸本数Xnで表すとすると、X1はこの間の経糸本数の値を表す。Y1は、織物83の長さ方向柄の1レピートの緯糸本数を1〜Ynで表すとすると、Y1はこの間の緯糸本数の値を表す。
【0055】
但し、挿入装置1が織機51に複数台設置されている場合、原則として全ての装置が同じ動きをするので、挿入位置P1は1つの挿入装置1の座標を設定することにより、他の装置も連動して位置決めが行われる。但し、各装置を個別に制御することも可能である。S2では、このようにして、緯糸86の各挿入箇所の挿入位置P1の座標が順次算出される。
【0056】
緯糸折り返し位置決め装置4で設定される位置は、糸端制御装置2により緯糸86が折り返される折り返し位置P2(X2,Y1)である。ここで、織前84から経糸81を見て左端を1とし、右端を総経糸本数Xnで表すとすると、X2はこの間の経糸本数の値を表す。Y1は、織物83の長さ方向柄の1レピートの緯糸本数を1〜Ynで表すとすると、Y1はこの間の緯糸本数の値を表す。挿入装置1が織前84から見てCCW方向に回転して緯糸86が挿入される場合、X2はX1よりも大きい。
【0057】
但し、糸端制御装置2が織機51に複数台設置されている場合、原則として、各装置は挿入装置1と同じ動きをするので、折り返し位置P2は、1つの挿入装置1の座標を設定することにより、他の装置も連動して位置決めが行われる。折り返し位置P2は、複数の緯糸折り返し位置決め装置4を連動或いは独立して制御することが可能であるので、X2は複数の装置で自由に設定することもできる。S3では、このようにして、緯糸86の各挿入箇所の折り返し位置P2の座標が順次算出される。
【0058】
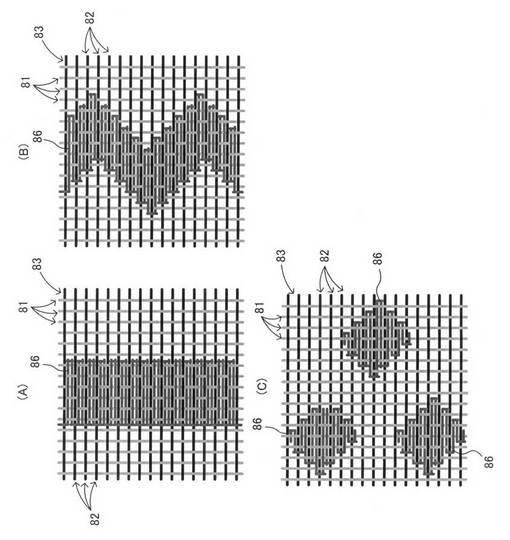
このようにして、P1,P2の座標が全て算出されると、処理はS4へ移行し、算出された座標が制御データとして制御装置8へ送信されて処理が終了する。以上の処理により、例えば図11の(A),(B),(C)に例示するように、緯糸82とは異なる緯糸86によって種々の図柄が形成された意匠性に富んだ織物83を得ることができる。また、このようにして得られた織物83は、緯糸86が幅方向の一部にのみ挿入されているので、上記意匠性を確保しつつ軽量化を図ることができる。更に、緯糸86として光透過性,発熱性などを有する機能性素材を使用することにより効率的にその機能を発揮できる織物83も得ることができ、衣服用織物だけでなくインテリア等資材への応用も可能となる織物83も得ることができる。
【0059】
なお、上記実施の形態において、挿入装置1が緯糸挿入手段に、糸端制御装置2が糸端制御手段に、緯糸挿入位置決め装置3が挿入位置移動手段に、緯糸折り返し位置決め装置4が折り返し位置移動手段に、挿入装置前後移動装置5及び糸端制御装置前後移動装置6が退避手段に、糸張力制御装置7が張力制御手段に、近接センサ10及びロータリエンコーダ11がセンサに、制御装置8が駆動制御手段に、ハードディスク装置9dが記憶媒体に、それぞれ相当する。また、柄データ作成装置9による上記処理のうち、S2,S3が座標変換処理に、S4が送信処理に、それぞれ相当する。
【0060】
更に、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の形態で実施することができる。例えば、上記実施の形態では、本発明の部分緯糸挿入装置をいわゆるドビー式のシャットル織機に適用した場合を例にとって説明したが、ジャガード織機、グリッパ織機、レピア織機、ジェット織機など種々の織機に、しかも殆ど構成を変更することなく適用することができる。例えば、挿入装置1及び糸端制御装置2を緯糸挿入位置決め装置3等と一体に既存の各種織機に装着することにより、上記実施の形態と同様の作用・効果が得られる。
【0061】
また、上記実施の形態では、挿入装置1及び糸端制御装置2を前後に移動させることで筬57との干渉を防止しているが、挿入駆動体1aの回転軸や位置決め針2aの挿入方向を斜めに配設するなどして、挿入装置1及び糸端制御装置2を前後に移動させることなく筬57との干渉を防止することも考えられる。
【0062】
更に、緯糸挿入手段は、例えば直線状に往復運動して緯糸を挿入するものであってもよい。但し、上記実施の形態では、回転体1b及び挿入板1cが、織物83の長さ方向に沿って杼口Kの外側に設けられた回転軸を中心に円弧状に往復運動するため、緯糸86を杼口Kに挿入するときは上側の経糸81が構成する面に垂直に近い方向から緯糸86を挿入でき、杼口Kへの挿入後は経糸81が構成する上下の面に沿った方向に緯糸86を案内することができる。このため、上記実施の形態では、緯糸86の挿入を極めて効率的に行うことができる。また更に、本発明の記憶媒体としては、ROM,RAM等の素子の他、種々の形態が考えられる。例えば、CD−ROM,フロッピディスク等でもよく、カードスロットへ挿入可能なプログラムカートリッジ等でもよく、インターネット上のファイルサーバであってもよい。
【図面の簡単な説明】
【0063】
【図1】本発明を適用した部分緯糸挿入装置が装着された織機の構成を概略的に表す説明図である。
【図2】その部分緯糸挿入装置の挿入装置の構成及び動作を表す説明図である。
【図3】その挿入装置の糸ガイド近傍を拡大して表す説明図である。
【図4】上記部分緯糸挿入装置の糸端制御装置の構成及び動作を表す説明図である。
【図5】緯糸の挿入及び折り返しの動作を模式的に表す説明図である。
【図6】上記部分緯糸挿入装置の緯糸挿入位置決め装置及び緯糸折り返し位置決め装置の構成を表す上面図である。
【図7】その部分緯糸挿入装置の糸張力制御装置の構成を表す説明図である。
【図8】柄データ作成装置の構成を表すブロック図である。
【図9】上記部分緯糸挿入装置のシーケンシャル制御を表すタイミングチャートである。
【図10】上記柄データ作成装置における処理を表すフローチャートである。
【図11】緯糸の挿入によって図柄が形成された織物を例示する平面図である。
【符号の説明】
【0064】
1…挿入装置 1a…挿入駆動体 1b…回転体
1c…挿入板 1d…糸ガイド 2…糸端制御装置
2a…位置決め針 3…緯糸挿入位置決め装置 4…緯糸折り返し位置決め装置
5…挿入装置前後移動装置 6…糸端制御装置前後移動装置 7…糸張力制御装置
8…制御装置 9…柄データ作成装置 9d…ハードディスク装置
10…近接センサ 11…ロータリエンコーダ 51…織機
55…杼 57…筬 81…経糸
82,86…緯糸 83…織物 K…杼口
【技術分野】
【0001】
本発明は、杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置、その部分緯糸挿入装置の制御に利用可能な記憶媒体、及び、上記挿入用緯糸が幅方向の一部に挿入された織物に関する。
【背景技術】
【0002】
これまで、部分的に経糸の間に緯糸を挿入した織物を製造する方法として、いくつかの方法が知られている。先ずゴブラン織り(つづれ織り)などで知られているように手作業で、緯糸を入れ、柄を表現し織物を製織する方法がある。しかし、この方法では、手間がかかり工業化は難しく、和装品、伝統工芸品などの製造に用途が限定されている。
【0003】
機械的に行う方法として、ジャカード織機を用い、柄を緯糸で表現し、柄以外部分の緯糸は、織物の裏で組織させずに浮かせて製織後カットする方法が行われている。しかし、この方法では、柄の部分以外の緯糸を切り落とす作業は手作業で行わなければならないといった不便さと、糸ロスが多く発生するといった欠点がある。
【0004】
次に、縫い取り織機が知られている。これは、挿入する糸が巻かれたボビンを開口している経糸の間に回転挿入する機構を、織機の筬の上部に有する織機である。しかし、これはボビンを小さくする必要があることから巻かれる糸量に制約があることと、柄の制約があるといった欠点がある。また、挿入する経糸のみをジャカードにより選択的に開口しその部分に織り前から緯糸を挿入する方法も提案されている(例えば、特許文献1参照)。ところが、この方法も、適用可能な織機がジャカード織機かドビー織機でも限定された組織にしか適用できないといった欠点がある。また、コブラン織りやケリム織りを製織することができる織機の発明もある(例えば、特許文献2参照)。しかし、これも、専用の織機を用いる必要があった。
【特許文献1】特開昭48−85870号公報
【特許文献2】特許表2002−513867号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
以上のように、従来の方法では、工業化が難しかったり、手間や糸のロスを生んだり、適用できる織機の種類が限定されたりするといった課題があった。そこで、本発明は、これらの課題を解決し、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することを可能にすることを目的としてなされた。
【課題を解決するための手段】
【0006】
上記目的を達するためになされた本発明の部分緯糸挿入装置は、杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置であって、杼口が開いたとき、該杼口を構成する一方の側の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する緯糸挿入手段を、備えたことを特徴としている。
【0007】
このように、本発明が備えた緯糸挿入手段は、杼口が開いたとき、その杼口を構成する一方の側(通常上側または下側)の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する。このため、緯糸挿入手段によって挿入用緯糸を挿入した後から筬打ちがなされれば、部分的に経糸の間に緯糸(挿入用緯糸)を挿入した織物を機械的に製造することができる。また、緯糸挿入手段は、杼口を構成する一方の側の経糸の隙間を通って挿入用緯糸を挿入しているので、本発明は緯入れ方式,開口方式を問わず適用することができ、また、織組織にも制約がない。
【0008】
従って、本発明の部分緯糸挿入装置では、新しく専用の織機を必要とせず、現有の織機に付加することにより部分的に緯糸を挿入することができ、しかも、組織が限定されない。また、本発明では、織物の幅方向の一部にのみ挿入用緯糸を挿入することができるので、柄の部分以外の緯糸を切り落とす手間や糸のロスをなくすことも可能となる。
【0009】
なお、本発明は、緯糸挿入手段の構成を特に限定するものではないが、上記緯糸挿入手段が、上記経糸の隙間を通って上記杼口内に往復運動することによって上記挿入用緯糸を挿入し、上記杼口を構成する一方の側の経糸の他の隙間を通って上記杼口内に挿入され、上記緯糸挿入手段によって挿入された挿入用緯糸の折り返し位置を規定する糸端制御手段を、更に備えてもよい。この場合、緯糸挿入手段と糸端制御手段との協同により、挿入用緯糸の挿入幅を正確に制御することができる。
【0010】
また、この場合、上記糸端制御手段を、上記織物の幅方向に移動させる折り返し位置移動手段と、上記緯糸挿入手段を、上記織物の幅方向に移動させる挿入位置移動手段と、を更に備えてもよい。この場合、糸端制御手段や緯糸挿入手段を折り返し位置移動手段や挿入位置移動手段によって移動させることにより、挿入用緯糸の挿入位置や挿入幅を変化させることができる。
【0011】
更に、上記のような緯糸挿入手段と糸端制御手段とを備えた場合において、筬打ち時に、上記緯糸挿入手段及び上記糸端制御手段を上記筬と干渉しない位置へ退避させ、上記杼口が開いたときには、上記緯糸挿入手段及び上記糸端制御手段を上記挿入用緯糸の挿入及び上記折り返し位置の規定が可能な位置まで突出させる退避手段を、更に備えてもよい。この場合、筬打ち時には緯糸挿入手段及び糸端制御手段を退避させ、それらが筬と干渉するのを良好に防止することができる。また、杼口が開いたときには、緯糸挿入手段及び糸端制御手段を突出させ、挿入用緯糸の挿入及び折り返し位置の規定を良好に実行することができる。
【0012】
また、上記のような緯糸挿入手段及び糸端制御手段を備えた場合において、上記緯糸挿入手段は、上記杼口の外側に上記織物の長さ方向に沿って設けられた回転軸を中心に円弧状に往復運動してもよい。この場合、緯糸挿入手段が上記経糸の隙間を通過するときは、緯糸挿入手段の移動方向は上記経糸が構成する面に対して垂直に近く、緯糸挿入手段が杼口に進入した後は、その緯糸挿入手段の移動方向は上記経糸が構成する面に沿った方向に変化する。従って、このように構成した場合、緯糸の挿入を一層良好に行うことができる。
【0013】
更に、上記各発明の部分緯糸挿入装置は、上記緯糸挿入手段によって挿入される挿入用緯糸の張力を制御する張力制御手段を、更に備えてもよい。この場合、装置の外部に設けられたコーンなどから挿入用緯糸を供給する場合にも、上記挿入される挿入用緯糸の張力を適正に制御することができる。従って、この場合、挿入用緯糸を安定して挿入することができる。
【0014】
また更に、上記各発明の部分緯糸挿入装置は、上記織機のクランク軸の回転量を検出するセンサと、該センサの検出信号に基づき、上記各手段をシーケンシャルプログラムに基づいて駆動制御する駆動制御手段と、を更に備えてもよい。この場合、筬打ちのタイミングと同期するクランク軸の回転量に基づいて、緯糸挿入手段等の上記各手段を駆動制御することができる。従って、この場合、一層良好に挿入用緯糸を挿入することができる。
【0015】
また、本発明の記憶媒体は、上記発明の部分緯糸制御装置で使用されるシーケンシャルプログラムを作成するためのソフトウェアプログラムを記憶した記憶媒体であって、織物に対応付けられた帯状領域に上記挿入用緯糸を挿入すべき挿入領域が描かれた場合、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換する座標変換処理と、該変換された座標の値を上記駆動制御手段に送信する送信処理と、を実行させるソフトウェアプログラムを記憶したことを特徴としている。
【0016】
このため、織物に対応付けられた帯状領域に上記挿入領域を描いた上で、本発明に記憶されたソフトウェアプログラムをコンピュータに実行させれば、次のような処理を行うことができる。すなわち、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換し(座標変換処理)、その変換された座標の値を上記駆動制御手段に送信することができる(送信処理)。従って、本発明の記憶媒体に記憶されたソフトウェアプログラムにより上記座標の値を駆動制御手段に送信すれば、その座標の値に基づいて駆動制御手段が上記各手段を駆動制御することにより、所望の挿入領域に沿って織物に挿入用緯糸を挿入することができる。
【0017】
また、本発明の織物は、杼口を通って緯糸を供給し、その緯糸に筬打ちを行って形成された織物であって、上記緯糸とは異なる挿入用緯糸が、上記織物の幅方向の一部に挿入されたことを特徴としている。このような織物は、極めて意匠性に優れており、利用価値も極めて高い。また、挿入用緯糸は織物の幅方向の一部にのみ挿入されているので、本発明の織物は意匠性を確保しつつ軽量化を図ることができる。
【0018】
また、このような織物は、前述のように製造に手間がかかったり、糸のロスが多く発生したり、専用の織機を使用しなければならなかったりして製造コストが高くなっていた。しかしながら、上記挿入用緯糸が、上記いずれかの発明の部分緯糸挿入装置によって挿入された場合、それらの課題を解消して製造コストを良好に低減することができる。
【発明を実施するための最良の形態】
【0019】
次に、本発明の実施の形態を、図面と共に説明する。図1は、本発明を適用した部分緯糸挿入装置が装着された織機51の構成を概略的に表す説明図である。先ず、織機51の構成について説明する。
【0020】
織機51は、綜絖枠53を上下させることによって経糸81を開口させるいわゆるドビー式織機で、その開口動作によって形成された杼口Kを通って往復することにより緯糸82を供給する緯糸供給手段としての杼55と、杼55によって供給された緯糸82に筬打ちを行って織物83を形成する筬57とを備えている。
【0021】
本実施の形態の部分緯糸挿入装置は、織機51の織前84(図2参照)から経糸81が開口している間隙に、糸コーン85から供給された挿入用緯糸としての緯糸86を部分的に挿入するもので、図1に示すように、次の主たる構成要素からなる。
【0022】
すなわち、本実施の形態の部分緯糸挿入装置は、開口した経糸81の間に部分的に緯糸86を挿入する挿入装置1、挿入された緯糸86の折り返し位置を制御する糸端制御装置2、挿入装置1を織物83の幅方向に移動させて挿入する緯糸86の挿入位置を決める緯糸挿入位置決め装置3、糸端制御装置2を織物83の幅方向に移動させて緯糸86の折り返し位置を決める緯糸折り返し位置決め装置4、挿入装置1及び糸端制御装置2が織機51の筬打ち運動に干渉しないように、筬打ち時にはそれらを織物83側に、筬57が後退し経糸81が開口したときには織前84側に移動させる挿入装置前後移動装置5及び糸端制御装置前後移動装置6、部分的に緯糸86を挿入する1サイクルの間で挿入される緯糸86の張力を制御するための糸張力制御装置7、織機51のクランク軸59の回転量を検出するための後述の各種センサ信号に同期して前述した各装置を駆動するためのシーケンシャルプログラムを内蔵した制御装置8、並びに、部分的に挿入する緯糸86で様々な柄を表現するための柄データを作成し制御装置8に転送する柄データ作成装置9からなる。以下に本発明の各構成要素について説明する。
【0023】
図2に示すように、挿入装置1は、例えばロータリエアシリンダやロータリソレノイドなどの回転機構を有する挿入駆動体1aの回転軸の先端に棒状の回転体1bを取り付け、この回転体1bの先端に、回転体1bの長さを半径及び円弧長とする円弧状の薄い板できた挿入板1cを取り付けてある。この挿入板1cの先端には、緯糸86を案内する穴としての糸ガイド1dが穿設されている。
【0024】
挿入装置1は織機51の回転に同期した信号、すなわち、織機51のクランク軸59に取り付けた近接センサ10とロータリエンコーダ11の所定の同期信号により挿入駆動体1aが所定量回転する。以下これらを織機51の同期信号と呼ぶ。挿入するための回転方向は、時計方向(CW方向)・反時計方向(CCW方向)のどちらでもよい。ここでは、織前84から見て回転体1bがCCW方向に回転して緯糸86を経糸81間に挿入するものとして動作機構を説明する。挿入駆動体1aが図2(A)の状態から図2(B)の状態へ所定量回転するのに伴い、回転体1bの先端にある挿入板1cが回転半径(回転体1bの長さ)で回転し、開口した経糸81の間に糸ガイド1dによって緯糸86が導かれる。
【0025】
また、この動作の詳細を、図3に拡大して示したので参照されたい。なお、図3(A),(B)は、それぞれ図2(A),(B)の状態における糸ガイド1dの近傍を、織物83側から見た図である。図3(B)に示すように、回転体1bの上記回転に伴い、杼口Kの上面を構成する経糸81の隙間を通って緯糸86が杼口Kの中に挿入される。
【0026】
回転体1bにより挿入される緯糸86は、糸コーン85から引き出され、糸張力制御装置7、糸ガイド1dを順次通って、直前に織り込まれた織物83の糸端88につながっている。従って、例えば回転体1bがCCW方向に回転し、糸ガイド1dが開口した経糸81間に挿入される場合、緯糸86は、糸張力制御装置7、糸ガイド1d、織物83の糸端88の3点を通る「逆くの字」を描く。次に、織機51の同期信号により、次に述べる糸端制御装置2によって緯糸86が折り返された後、回転体1bがCW方向に回転し、図3(A)に示すように、糸ガイド1dは開口した経糸81から脱出する。
【0027】
糸端制御装置2の構成及び動作を、図4(A),(B)に示す。図4(B)に示すように、糸端制御装置2は、回転体1bの挿入板1cが経糸81間に挿入され、CW方向に回転して経糸81間から脱出する前に、織機51の同期信号により、緯糸86の「逆くの字」状の先端部の領域に先の尖った位置決め針2aを挿入する。この位置決め針2aの挿入位置が、挿入された緯糸86の折り返し位置となる。なお、糸端制御装置2は、例えばエアシリンダやソレノイドなどを用いて構成することができる。
【0028】
挿入板1cがCW方向に回転し経糸81間から脱出するときに、緯糸86はこの位置決め針2aに引っかかり、経糸81間に保持される。このときの動作を図5(A),(B)に模式的に示す。図5(B)に示すように、部分的に挿入される緯糸86が織物83に織り込まれる長さは、糸ガイド1dの経糸81の間への挿入位置P1から、位置決め針2aが挿入された折り返し位置P2までの長さとなる。この、経糸81間に挿入される緯糸86の最大長さは、挿入地点での経糸81の開口量及びその経糸81間に挿入できる装置のサイズ、すなわち回転体1bの長さ及び挿入板1cの円弧長等のハード上の制約により決まる。更に、挿入装置1と糸端制御装置2の動作位置により、緯糸86の挿入長さを0から最大長まで制御することができる。
【0029】
緯糸挿入位置決め装置3は、挿入装置1を織物83の幅方向に移動させ、部分的に挿入する緯糸86の挿入位置P1(図5参照)を所定の柄情報に応じて自由に変化させる装置である。これは、図6に示すように、緯糸挿入位置決め装置駆動体3aとステージ3bとから構成され、挿入装置1が設置されたステージ3bを周知のボールねじ機構により左右に移動させることで、挿入する緯糸86の位置決めが行われる。
【0030】
緯糸折り返し位置決め装置4は、周知のボールねじ機構によりステージ3bに対して糸端制御装置2を左右に移動させることで、挿入される緯糸86の長さを柄に応じて変化させることを可能にする装置である。部分的に挿入される緯糸86が織物83に織り込まれる長さは、挿入装置1が開口した経糸81の間に挿入される挿入位置P1から、位置決め針2aが挿入され折り返しされる折り返し位置P2までの長さ(P2−P1)である。従って、糸端制御装置2を左右に移動することができる緯糸折り返し位置決め装置4により、折り返し位置P2を変化させることができ、織り込まれる緯糸86の長さを制御することができる。
【0031】
挿入装置前後移動装置5は、挿入装置1が織機51の筬打ち運動に干渉しないように、筬57が織物83側と経糸81側に前後に移動する運動と同期させ、挿入装置1を織物83上と経糸81上とに前後に移動させる装置である。すなわち、挿入板1cが回転して開口した経糸81間に緯糸86を挿入する時、挿入装置1の位置は開口した経糸81上にある必要がある。また、筬打ち時には、挿入装置1は筬57に接触しないように織物83側にある必要がある。この動作を行う装置が挿入装置前後移動装置5である。
【0032】
糸端制御装置前後移動装置6は、糸端制御装置2が織機51の筬打ち運動に干渉しないように、筬57が織物83側と経糸81側に前後に移動する運動と同期させ、糸端制御装置2を織物83上と経糸81上とに前後に移動させる装置である。すなわち、糸端制御装置2が部分的に挿入された緯糸86の折り返し位置を決める動作位置は開口した経糸81上にある必要がある。また、筬打ち時には、糸端制御装置2は筬57に接触しないように織物83側にある必要がある。この動作を行う装置が糸端制御装置前後移動装置6である。なお、挿入装置前後移動装置5及び糸端制御装置前後移動装置6は、例えば、エアシリンダやソレノイドなどを用いて構成することができる。
【0033】
糸張力制御装置7は、部分的に挿入する緯糸86の張力を制御する装置である。部分的に挿入される緯糸86は、糸コーン85から挿入装置1に供給され、前述した各装置の一連の動作過程で、緯糸86に付与される張力が変化するため、部分的に挿入された緯糸86で意匠柄を表現するために様々な張力制御を行う必要がある。これを行うために、糸張力制御装置7は、圧縮空気を用いて吸引力を発生させる機構を用いて。糸張力を強・弱の2段階で制御する。
【0034】
図7は、糸張力制御装置7の構成を概略的に表す説明図である。図7に示すように、糸張力制御装置7は、中空部7aを有する円筒状の本体7bの側面に、中空部7aに連通するエア供給ポート7cを突設した構成を有している。エア供給ポート7cは、本体7bの長手方向に偏って設けられているため、エア供給ポート7cから矢印A方向に圧縮空気を導入すると、そのエア供給ポート7cに近い側の中空部7a端部が真空ポート7dとなり、反対側の端部が排気ポート7eとなる。このため、中空部7aに緯糸86を通して矢印B方向に供給するとき、エア供給ポート7cに導入する圧縮空気の空気圧によって緯糸86に張力を与えることができる。
【0035】
図1に戻って、制御装置8は、織機51の同期信号を得るセンサの信号を入力信号とし、前述した各装置を駆動するための出力信号を出力し、部分緯糸挿入装置の全体の動作をコントロールするものである。織機51の同期信号を得るためのセンサとして、本実施の形態では、織機51のクランク軸59から回転の原点信号をもらう近接センサ10、及びクランク軸59の回転角度を得るためのロータリエンコーダ11を使用した。また、本実施の形態では、制御装置8からの信号を前述の各装置の駆動部に中継するため、インタフェース12を使用した。インタフェース12には、駆動部がモータの場合はモータドライバー、空圧制御装置の場合は電磁弁、ソレノイドの場合はリレーなどがある。
【0036】
柄データ作成装置9は、図8に示すようにCPU9a,ROM9b,RAM9c,及びハードディスク装置(HDD)9dを備えたパーソナルコンピュータであり、ディスプレイ91,キーボード92,及びマウス93が接続されている。また、柄データ作成装置9は、制御装置8にデータを送信するための2種類のシリアルインタフェース(USBポート9e、RS232Cポート9f)を有している。USBポート9eは制御装置8上で稼働する制御ソフトを、RS232Cポート9fは制御データを、それぞれ柄データ作成装置9から制御装置8に転送する。制御ソフトとは、織機51の運転に同期した各種センサのデータに基づき上述した各種装置をシーケンシャル制御するソフトウェアである。制御データとは、織物83の長さ方向の位置データ(緯糸82のピック数)と部分的に挿入する緯糸86の挿入位置P1と挿入された緯糸86との折り返し位置P2の位置決めデータからなる。
【0037】
制御データは、柄データ作成装置9で、本システムの機能範囲内でマウス93等の入力装置で表現したい部分緯糸挿入柄をフリーに描いたデザイン、既存の写真やイラストをスキャナ・デジタルカメラなどで読み込んだデザインを、織物83の幅方向、長さ方向の位置決めデータを制御装置8で認識できる形式に変換したものである。
【0038】
次に織機51の回転に同期した信号に基づいて、部分緯糸挿入装置のシーケンシャル制御の内容について説明を行う。システムの動作は、柄データ作成装置9で作成された制御ソフトと制御データを制御装置8のメモリに記憶させ、そのプログラムに従って各装置の、シーケンシャル制御が行われる。その制御の流れについて次に説明する。
【0039】
前述のように、本実施の形態では、織機51の運転に装置を同期させるため、2つのセンサを織機51のクランク軸59に取り付けた。1つは近接センサ10で、織機の筬打ちするタイミングを制御装置8に入力する。この信号をトリガーとして、シーケンシャルプログラムの1サイクルが始まる。もう一つのセンサは、ロータリエンコーダ11で、クランク軸59が1回転するときロータリエンコーダ11も1回転し、その回転に応じてパルス列を出力し、1回転のパルス数は一定である。制御装置8は、このパルス数をカウントし、その積算値からクランクシャフトの回転角度を求め、各装置の駆動タイミングを決定し駆動信号を各装置に出力する。これら2つのセンサの信号は、制御装置8の入力ポートに入力される。特にロータリエンコーダ11のデータは、制御装置8の高速カウンターに入力される。
【0040】
緯糸挿入位置決め装置3は、パルス(またはサーボ)モータを用いたボールねじの伝達機構で、挿入装置1がその上に載ったステージ3bを左右に正確に移動を行う。挿入装置1が開口した経糸81の間に挿入される挿入位置P1は、事前に織物83の幅に応じて柄データ作成装置9で算出され、その挿入位置P1からステージ3bの移動量が計算される。制御装置8は、柄データ作成装置9から制御データとして転送されてそのメモリに記憶された挿入位置P1に基づいて、挿入装置1の左右の移動を制御する。
【0041】
緯糸折り返し位置決め装置4は、パルス(またはサーボ)モータを用いたボールねじの伝達機構で、糸端制御装置2を左右に正確に移動を行う。糸端制御装置2による緯糸86の折り返し位置P2については、事前に柄データ作成装置9で算出した柄データから緯糸挿入長さが計算され、それに基づいて糸端制御装置2の移動量が計算される。制御装置8は、柄データ作成装置9から制御データとして転送されてそのメモリに記憶された折り返し位置P2に基づいて、糸端制御装置2の左右の移動を制御する。
【0042】
次に、図9のタイミングチャートを用いて、制御装置8が実行するシーケンシャル制御について説明する。図9に示すように、織機51の筬打ちタイミングT0で、近接センサ10がONとなり、制御装置8のシーケンシャルプログラムがスタートする。このシーケンシャルプログラムのスタート時には、緯糸挿入位置決め装置3及び緯糸折り返し位置決め装置4は移動されず、糸張力制御装置7は、「弱」で緯糸86の張力を制御する。
【0043】
クランク軸59の回転角度R1の角度(筬57が筬打ちし、経糸81側に後退するタイミングT1で、挿入装置前後移動装置5、糸端制御装置前後移動装置6が駆動され、筬打ち時に筬57に接触しないように織物83上にあった挿入装置1及び糸端制御装置2が、経糸81側に前進する。このときも、糸張力制御装置7は、緯糸86の張力を「弱」に設定する。
【0044】
クランク軸59の回転角度R2の角度(経糸81が開口し始めるタイミングT2)で、挿入装置1の挿入駆動体1aが所定量回転する。それに伴い回転体1bの先端にある挿入板1cが回転し、その先端の糸ガイド1dによって緯糸86が開口した経糸81の間に導かれる。このとき、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0045】
クランク軸59の回転角度R3の角度(経糸81の開口が完了し、挿入装置1の回転体1bの回転が完了したタイミングT3)で、挿入装置1の糸ガイド1dによって部分的に挿入された緯糸86の「逆くの字」状の先端部、すなわち緯糸86の折り返し位置P2に糸端制御装置2の位置決め針2aが挿入される。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0046】
クランク軸59の回転角度R4の角度(糸端制御装置2の位置決め針2aの挿入が完了したタイミングT4)で、挿入装置1の回転体1bが挿入方向とは逆方向に回転し、経糸81間から挿入板1cを脱出させる。このとき、挿入された位置決め針2aに緯糸86が引っかかり、経糸81間に保持される。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0047】
クランク軸59シャフトの回転角度R5の角度(挿入装置1の回転体1bの逆回転が完了したタイミングT5)で、挿入装置前後移動装置5に後退信号が出力され、挿入装置1が経糸81側から、織物83側に後退する。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0048】
クランク軸59の回転角度R6の角度(挿入装置1が経糸81側から、織物83側に後退が完了したタイミングT6)で、糸端制御装置前後移動装置6に後退信号が出力され、糸端制御装置2が経糸81側から、織物83側に後退する。このときも、糸張力制御装置7は、緯糸86の張力を「強」に設定する。
【0049】
クランク軸59の回転角度R7の角度(糸端制御装置2が経糸81側から、織物83側に後退が開始したタイミングT7)で、経糸81間に挿入されて緯糸86を引っかけていた糸端制御装置2の位置決め針2aを上昇させる。このとき、糸張力制御装置7は、緯糸86の張力を「弱」に設定する。なお、このタイミングT7の後、経糸81の閉口が開始され、完全に閉口してから筬打ちがなされる。
【0050】
また、このタイミングT7から次のタイミングT2までの間に、緯糸挿入位置決め装置3及び緯糸折り返し位置決め装置4が駆動され、次の緯糸86の挿入に備えて挿入装置1及び糸端制御装置2が左右方向に移動される。以上の制御を繰り返すことにより、織物83には柄データに応じて緯糸86を適宜挿入することができる。
【0051】
次に、柄データ作成装置9における制御データの作成処理について説明する。緯糸挿入位置決め装置3、緯糸折り返し位置決め装置4を制御するための制御データは、事前に、柄データ作成装置9で作成され、制御装置8に転送しておく。柄データ作成装置9で作成されるデータは、マウス93等の入力手段で作成したい図柄を入力したり、スキャナ,デジタルカメラ等の外部入力機器から入力された図柄データも取り扱うことができる。柄データ作成装置9は、これらの入力画像を、本装置で表現できる幾何柄のデータに変換し、緯糸挿入位置決め装置3による挿入位置P1及び緯糸折り返し位置決め装置4による折り返し位置P2のデータを作成して制御装置8に送信する。
【0052】
図10は、柄データ作成装置9のCPU9aがハードディスク装置9dに記憶されたプログラムに基づいて実行する処理を表すフローチャートである。織物83に対応付けてディスプレイ91に表示された帯状領域内に上記のように図柄(緯糸86を挿入すべき挿入領域)の入力がなされ、キーボード92またはマウス93により所定の送信指令が入力されると、この処理が開始される。
【0053】
処理が開始されると、先ずS1(Sはステップを表す:以下同様)にて、上記のように入力された図柄のデータが読み取られる。続くS2,S3では、織物83に対応する上記帯状領域内における挿入領域の位置に基づいて、挿入位置P1及び折り返し位置P2の座標が、次のように算出される。
【0054】
緯糸挿入位置決め装置3で設定される位置は、挿入装置1により部分的に挿入される緯糸86の挿入位置P1(X1,Y1)である。ここで、織前84から経糸81を見て左端を1とし、右端を総経糸本数Xnで表すとすると、X1はこの間の経糸本数の値を表す。Y1は、織物83の長さ方向柄の1レピートの緯糸本数を1〜Ynで表すとすると、Y1はこの間の緯糸本数の値を表す。
【0055】
但し、挿入装置1が織機51に複数台設置されている場合、原則として全ての装置が同じ動きをするので、挿入位置P1は1つの挿入装置1の座標を設定することにより、他の装置も連動して位置決めが行われる。但し、各装置を個別に制御することも可能である。S2では、このようにして、緯糸86の各挿入箇所の挿入位置P1の座標が順次算出される。
【0056】
緯糸折り返し位置決め装置4で設定される位置は、糸端制御装置2により緯糸86が折り返される折り返し位置P2(X2,Y1)である。ここで、織前84から経糸81を見て左端を1とし、右端を総経糸本数Xnで表すとすると、X2はこの間の経糸本数の値を表す。Y1は、織物83の長さ方向柄の1レピートの緯糸本数を1〜Ynで表すとすると、Y1はこの間の緯糸本数の値を表す。挿入装置1が織前84から見てCCW方向に回転して緯糸86が挿入される場合、X2はX1よりも大きい。
【0057】
但し、糸端制御装置2が織機51に複数台設置されている場合、原則として、各装置は挿入装置1と同じ動きをするので、折り返し位置P2は、1つの挿入装置1の座標を設定することにより、他の装置も連動して位置決めが行われる。折り返し位置P2は、複数の緯糸折り返し位置決め装置4を連動或いは独立して制御することが可能であるので、X2は複数の装置で自由に設定することもできる。S3では、このようにして、緯糸86の各挿入箇所の折り返し位置P2の座標が順次算出される。
【0058】
このようにして、P1,P2の座標が全て算出されると、処理はS4へ移行し、算出された座標が制御データとして制御装置8へ送信されて処理が終了する。以上の処理により、例えば図11の(A),(B),(C)に例示するように、緯糸82とは異なる緯糸86によって種々の図柄が形成された意匠性に富んだ織物83を得ることができる。また、このようにして得られた織物83は、緯糸86が幅方向の一部にのみ挿入されているので、上記意匠性を確保しつつ軽量化を図ることができる。更に、緯糸86として光透過性,発熱性などを有する機能性素材を使用することにより効率的にその機能を発揮できる織物83も得ることができ、衣服用織物だけでなくインテリア等資材への応用も可能となる織物83も得ることができる。
【0059】
なお、上記実施の形態において、挿入装置1が緯糸挿入手段に、糸端制御装置2が糸端制御手段に、緯糸挿入位置決め装置3が挿入位置移動手段に、緯糸折り返し位置決め装置4が折り返し位置移動手段に、挿入装置前後移動装置5及び糸端制御装置前後移動装置6が退避手段に、糸張力制御装置7が張力制御手段に、近接センサ10及びロータリエンコーダ11がセンサに、制御装置8が駆動制御手段に、ハードディスク装置9dが記憶媒体に、それぞれ相当する。また、柄データ作成装置9による上記処理のうち、S2,S3が座標変換処理に、S4が送信処理に、それぞれ相当する。
【0060】
更に、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の形態で実施することができる。例えば、上記実施の形態では、本発明の部分緯糸挿入装置をいわゆるドビー式のシャットル織機に適用した場合を例にとって説明したが、ジャガード織機、グリッパ織機、レピア織機、ジェット織機など種々の織機に、しかも殆ど構成を変更することなく適用することができる。例えば、挿入装置1及び糸端制御装置2を緯糸挿入位置決め装置3等と一体に既存の各種織機に装着することにより、上記実施の形態と同様の作用・効果が得られる。
【0061】
また、上記実施の形態では、挿入装置1及び糸端制御装置2を前後に移動させることで筬57との干渉を防止しているが、挿入駆動体1aの回転軸や位置決め針2aの挿入方向を斜めに配設するなどして、挿入装置1及び糸端制御装置2を前後に移動させることなく筬57との干渉を防止することも考えられる。
【0062】
更に、緯糸挿入手段は、例えば直線状に往復運動して緯糸を挿入するものであってもよい。但し、上記実施の形態では、回転体1b及び挿入板1cが、織物83の長さ方向に沿って杼口Kの外側に設けられた回転軸を中心に円弧状に往復運動するため、緯糸86を杼口Kに挿入するときは上側の経糸81が構成する面に垂直に近い方向から緯糸86を挿入でき、杼口Kへの挿入後は経糸81が構成する上下の面に沿った方向に緯糸86を案内することができる。このため、上記実施の形態では、緯糸86の挿入を極めて効率的に行うことができる。また更に、本発明の記憶媒体としては、ROM,RAM等の素子の他、種々の形態が考えられる。例えば、CD−ROM,フロッピディスク等でもよく、カードスロットへ挿入可能なプログラムカートリッジ等でもよく、インターネット上のファイルサーバであってもよい。
【図面の簡単な説明】
【0063】
【図1】本発明を適用した部分緯糸挿入装置が装着された織機の構成を概略的に表す説明図である。
【図2】その部分緯糸挿入装置の挿入装置の構成及び動作を表す説明図である。
【図3】その挿入装置の糸ガイド近傍を拡大して表す説明図である。
【図4】上記部分緯糸挿入装置の糸端制御装置の構成及び動作を表す説明図である。
【図5】緯糸の挿入及び折り返しの動作を模式的に表す説明図である。
【図6】上記部分緯糸挿入装置の緯糸挿入位置決め装置及び緯糸折り返し位置決め装置の構成を表す上面図である。
【図7】その部分緯糸挿入装置の糸張力制御装置の構成を表す説明図である。
【図8】柄データ作成装置の構成を表すブロック図である。
【図9】上記部分緯糸挿入装置のシーケンシャル制御を表すタイミングチャートである。
【図10】上記柄データ作成装置における処理を表すフローチャートである。
【図11】緯糸の挿入によって図柄が形成された織物を例示する平面図である。
【符号の説明】
【0064】
1…挿入装置 1a…挿入駆動体 1b…回転体
1c…挿入板 1d…糸ガイド 2…糸端制御装置
2a…位置決め針 3…緯糸挿入位置決め装置 4…緯糸折り返し位置決め装置
5…挿入装置前後移動装置 6…糸端制御装置前後移動装置 7…糸張力制御装置
8…制御装置 9…柄データ作成装置 9d…ハードディスク装置
10…近接センサ 11…ロータリエンコーダ 51…織機
55…杼 57…筬 81…経糸
82,86…緯糸 83…織物 K…杼口
【特許請求の範囲】
【請求項1】
杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置であって、
杼口が開いたとき、該杼口を構成する一方の側の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する緯糸挿入手段を、
備えたことを特徴とする部分緯糸挿入装置。
【請求項2】
上記緯糸挿入手段が、上記経糸の隙間を通って上記杼口内に往復運動することによって上記挿入用緯糸を挿入し、
上記杼口を構成する一方の側の経糸の他の隙間を通って上記杼口内に挿入され、上記緯糸挿入手段によって挿入された挿入用緯糸の折り返し位置を規定する糸端制御手段を、
更に備えたことを特徴とする請求項1記載の部分緯糸挿入装置。
【請求項3】
上記糸端制御手段を、上記織物の幅方向に移動させる折り返し位置移動手段と、
上記緯糸挿入手段を、上記織物の幅方向に移動させる挿入位置移動手段と、
を更に備えたことを特徴とする請求項2記載の部分緯糸挿入装置。
【請求項4】
筬打ち時に、上記緯糸挿入手段及び上記糸端制御手段を上記筬と干渉しない位置へ退避させ、上記杼口が開いたときには、上記緯糸挿入手段及び上記糸端制御手段を上記挿入用緯糸の挿入及び上記折り返し位置の規定が可能な位置まで突出させる退避手段を、
更に備えたことを特徴とする請求項2または3記載の部分緯糸挿入装置。
【請求項5】
上記緯糸挿入手段が、上記杼口の外側に上記織物の長さ方向に沿って設けられた回転軸を中心に円弧状に往復運動することを特徴とする請求項2〜4のいずれかに記載の部分緯糸挿入装置。
【請求項6】
上記緯糸挿入手段によって挿入される挿入用緯糸の張力を制御する張力制御手段を、更に備えたことを特徴とする請求項1〜5のいずれかに記載の部分緯糸挿入装置。
【請求項7】
上記織機のクランク軸の回転量を検出するセンサと、
該センサの検出信号に基づき、上記各手段をシーケンシャルプログラムに基づいて駆動制御する駆動制御手段と、
を更に備えたことを特徴とする請求項1〜6のいずれかに記載の部分緯糸挿入装置。
【請求項8】
請求項7記載の部分緯糸制御装置で使用されるシーケンシャルプログラムを作成するためのソフトウェアプログラムを記憶した記憶媒体であって、
織物に対応付けられた帯状領域に上記挿入用緯糸を挿入すべき挿入領域が描かれた場合、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換する座標変換処理と、
該変換された座標の値を上記駆動制御手段に送信する送信処理と、
を実行させるソフトウェアプログラムを記憶したことを特徴とする記憶媒体。
【請求項9】
杼口を通って緯糸を供給し、その緯糸に筬打ちを行って形成された織物であって、
上記緯糸とは異なる挿入用緯糸が、上記織物の幅方向の一部に挿入されたことを特徴とする織物。
【請求項10】
上記挿入用緯糸が、請求項1〜7のいずれかに記載の部分緯糸挿入装置によって挿入されたことを特徴とする請求項9記載の織物。
【請求項1】
杼口を通って緯糸を供給する緯糸供給手段と、該緯糸供給手段によって供給された緯糸に筬打ちを行って織物を形成する筬と、を備えた織機に用いられ、上記緯糸供給手段が供給する緯糸とは異なる挿入用緯糸を上記織物の幅方向の一部に挿入する部分緯糸挿入装置であって、
杼口が開いたとき、該杼口を構成する一方の側の経糸の隙間を通って上記杼口内に上記挿入用緯糸を挿入する緯糸挿入手段を、
備えたことを特徴とする部分緯糸挿入装置。
【請求項2】
上記緯糸挿入手段が、上記経糸の隙間を通って上記杼口内に往復運動することによって上記挿入用緯糸を挿入し、
上記杼口を構成する一方の側の経糸の他の隙間を通って上記杼口内に挿入され、上記緯糸挿入手段によって挿入された挿入用緯糸の折り返し位置を規定する糸端制御手段を、
更に備えたことを特徴とする請求項1記載の部分緯糸挿入装置。
【請求項3】
上記糸端制御手段を、上記織物の幅方向に移動させる折り返し位置移動手段と、
上記緯糸挿入手段を、上記織物の幅方向に移動させる挿入位置移動手段と、
を更に備えたことを特徴とする請求項2記載の部分緯糸挿入装置。
【請求項4】
筬打ち時に、上記緯糸挿入手段及び上記糸端制御手段を上記筬と干渉しない位置へ退避させ、上記杼口が開いたときには、上記緯糸挿入手段及び上記糸端制御手段を上記挿入用緯糸の挿入及び上記折り返し位置の規定が可能な位置まで突出させる退避手段を、
更に備えたことを特徴とする請求項2または3記載の部分緯糸挿入装置。
【請求項5】
上記緯糸挿入手段が、上記杼口の外側に上記織物の長さ方向に沿って設けられた回転軸を中心に円弧状に往復運動することを特徴とする請求項2〜4のいずれかに記載の部分緯糸挿入装置。
【請求項6】
上記緯糸挿入手段によって挿入される挿入用緯糸の張力を制御する張力制御手段を、更に備えたことを特徴とする請求項1〜5のいずれかに記載の部分緯糸挿入装置。
【請求項7】
上記織機のクランク軸の回転量を検出するセンサと、
該センサの検出信号に基づき、上記各手段をシーケンシャルプログラムに基づいて駆動制御する駆動制御手段と、
を更に備えたことを特徴とする請求項1〜6のいずれかに記載の部分緯糸挿入装置。
【請求項8】
請求項7記載の部分緯糸制御装置で使用されるシーケンシャルプログラムを作成するためのソフトウェアプログラムを記憶した記憶媒体であって、
織物に対応付けられた帯状領域に上記挿入用緯糸を挿入すべき挿入領域が描かれた場合、その挿入領域両端縁の、上記帯状領域における長さ方向及び幅方向の座標を、上記挿入用緯糸の挿入位置及び折り返し位置を表す座標に変換する座標変換処理と、
該変換された座標の値を上記駆動制御手段に送信する送信処理と、
を実行させるソフトウェアプログラムを記憶したことを特徴とする記憶媒体。
【請求項9】
杼口を通って緯糸を供給し、その緯糸に筬打ちを行って形成された織物であって、
上記緯糸とは異なる挿入用緯糸が、上記織物の幅方向の一部に挿入されたことを特徴とする織物。
【請求項10】
上記挿入用緯糸が、請求項1〜7のいずれかに記載の部分緯糸挿入装置によって挿入されたことを特徴とする請求項9記載の織物。
【図3】


【図7】
【図8】
【図9】
【図10】
【図1】
【図2】
【図4】
【図5】
【図6】
【図11】
【図7】
【図8】
【図9】
【図10】
【図1】
【図2】
【図4】
【図5】
【図6】
【図11】
【公開番号】特開2006−274465(P2006−274465A)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願番号】特願2005−92191(P2005−92191)
【出願日】平成17年3月28日(2005.3.28)
【出願人】(000116622)愛知県 (99)
【Fターム(参考)】
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願日】平成17年3月28日(2005.3.28)
【出願人】(000116622)愛知県 (99)
【Fターム(参考)】
[ Back to top ]